 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Kovácsolás vagy öntés: Szilárdság vagy bonyolultság az autóalkatrészekhez?

TL;DR
Amikor kovácsolás és öntés között kell választani járműipari alkatrészek esetén, a döntés a szilárdság és a tervezési bonyolultság közötti kompromisszumon múlik. A kovácsolás mechanikailag erősebb, tartósabb alkatrészeket eredményez, amelyek ideálisak nagy igénybevételnek kitett elemekhez, mint például a hajtótengelyek és a hajtókarok, mivel szilárd fémet formálnak hatalmas nyomás hatására. Ezzel szemben az öntés során olvadt fémet öntenek formába, amely költséghatékonyabb módszer bonyolult, összetett alakzatok, például motorblokkok és váltóházak gyártásához.
Az alapok megértése: mi a kovácsolás és az öntés?
A kovácsolás és öntés közötti vitát megértendő, fontos tisztában lenni az egyes gyártási folyamatok alapelveivel. Bár mindkét módszer fémet formáz, a megközelítésük alapvetően különböző, ami különböző anyagtulajdonságokhoz és alkalmazásokhoz vezet az autóipar világában. A fém alakját belső szinten manipulálják, jelentős szerkezeti változásokat eredményezve.
Az öntés olyan eljárás, amely során a fémeket addig melegítik, amíg olvadék állapotba nem kerülnek. Ezt a folyékony fémet ezután egy testreszabott alakú forma vagy sablon belsejébe öntik, majd hűlni és megszilárdulni hagyják. Lehűlés után az új fémalkatrész felveszi a forma üregének alakját. Ahogyan a Reliance Foundry részletesen ismerteti, ez a módszer rendkívül sokoldalú, nagy és rendkívül bonyolult alkatrészek előállítására is képes, amelyeket máskülönben nehéz vagy lehetetlen lenne létrehozni. Gyakori technikák a homoköntés, nyomásos öntés és a precíziós öntés, melyek mindegyike más-más bonyolultsági szintekhez és gyártási mennyiségekhez alkalmas.
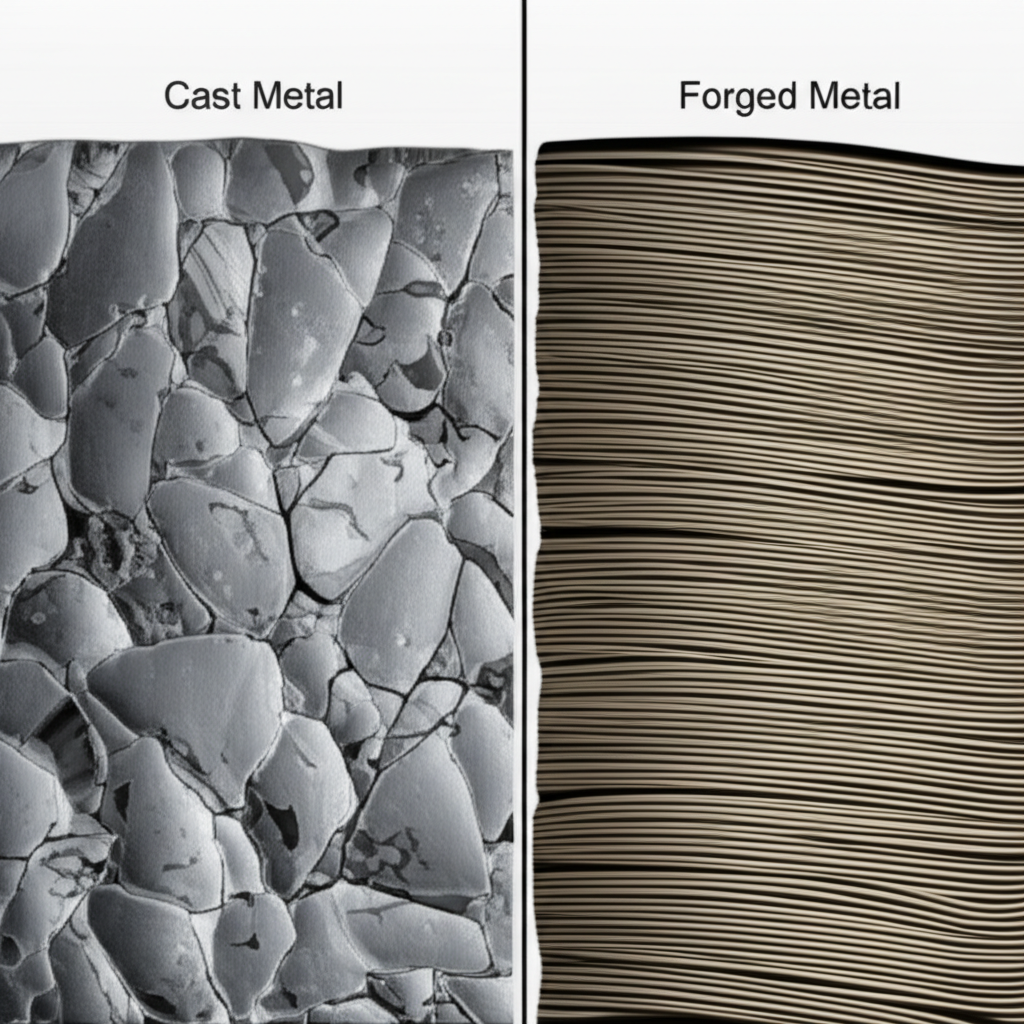
A kovácsolás viszont a fém szilárd állapotával dolgozik. A folyamat során hatalmas hő- és mechanikai energiát – kalapálással, sajtolással vagy hengerléssel – alkalmaznak egy, az úgynevezett rúdanyagra vagy nyomott darabra, hogy azt deformálják és alakítsák. Ez az intenzív nyomás finomítja a fém belső szemcseszerkezetét, amely igazodik az alkatrész alakjához. Ezt az igazodást, ahogyan VPIC Group elmagyarázza, az adja meg a kovácsolt alkatrészek kivételes szilárdságát és fáradásállóságát, így ezt az eljárást az egyik legrégebbi és legmegbízhatóbb fémmegmunkálási technikának tartják.
Főbb különbségek: Fej-fej melletti összehasonlítás
Az autóalkatrészek gyártása során a kovácsolás és öntés közötti választás közvetlen hatással van a teljesítményre, a költségekre és a tervezési lehetőségekre. Mindkét eljárás más-más előnyökkel és korlátozásokkal rendelkezik több kulcsfontosságú tényező vonatkozásában. Ezek különbségeinek megértése alapvető fontosságú ahhoz, hogy az adott alkatrészhez optimális módszert lehessen választani.
Erő és tartósság: Ez a legjelentősebb különbség. Az űrtartalom terén a kovácsolás egyértelműen győz. A fém mechanikai alakításának folyamata finomítja a szemécsés szerkezetet, és megszünteti a belső üregeket vagy pórusokat. Ennek eredményeképpen a kovácsolt alkatrészek lényegesen erősebbek, keményebbek, valamint ellenállóbbak az ütésnek és fáradásnak, mint öntött megfelelőik. Frigate Manufacturing megjegyzi, hogy a kovácsolt acél akár 26%-kal is erősebb lehet, mint az öntött acél. Az öntés ugyanakkor néha hibákat vezethet be, például pórusokat (befogott légbuborékokat), amint a forró fém lehűl, ami gyenge pontokat hozhat létre, és csökkentheti az általános szerkezeti integritást.
Tervezési bonyolultság és részletesség: Öntés esetén előnyös a bonyolult tervekhez. Mivel az eljárás olvadékfémmel kezdődik, ezért képes kitölteni a komplex formákat, így olyan alkatrészeket hozhat létre, amelyek rendelkeznek bonyolult belső járatokkal, vékony falakkal és részletes jellemzőkkel. Ez ideálissá teszi például motorblokkok és hengerfejek gyártásához. A kovácsolás e tekintetben korlátozottabb; a szükséges óriási nyomás miatt nehéz és költséges magas szintű komplex alakzatokat, különösen bonyolult belső geometriájúakat előállítani.
Anyag integritás és minőség: A kovácsolt alkatrészek általában előrejelezhetőbb és egyenletesebb anyagszerkezettel rendelkeznek. A szemcseirány a darab kontúrját követi, javítva annak mechanikai tulajdonságait. Az öntött alkatrészek, bár sok alkalmazásra alkalmasak, véletlenszerűbb szemcsestruktúrával rendelkeznek, és hajlamosak lehetnek hibákra, mint zsugorodás, repedések vagy pórusosság a hűlési fázis során. Ugyanakkor fejlett minőségellenőrzési módszerek, például röntgenvizsgálat segíthetnek ezek azonosításában és kivédésében.
Költség és gyártási sebesség: Az egyes módszerek költséghatékonysága nagyban függ az alkatrész bonyolultságától és a gyártási mennyiségtől. Öntés esetén gyakran olcsóbb komplex alkatrészek és nagy sorozatgyártás esetén, mivel az eszközök (formák) többször felhasználhatók, és a folyamat magas szinten automatizálható. A kovácsolás általában magasabb kezdeti eszközköltséggel jár, és energiaigényesebb lehet, így először drágább. Azonban egyszerűbb formák nagy mennyiségben történő gyártása esetén a kovácsolás versenyképessé válhat, és a jobb tartóssága hosszú távon nagyobb értéket eredményezhet.
| Attribútum | Kőművészet | Színtér |
|---|---|---|
| Szilárdság és tartósság | Kiváló; rendezett szemcseszerkezet, nagy sűrűség. | Alacsonyabb; pórusok és véletlenszerű szemcseszerkezet kialakulásának veszélye. |
| A tervezés bonyolultsága | Korlátozott, egyszerűbb formákhoz ideális. | Kiváló, ideális bonyolult és összetett geometriákhoz. |
| Anyag integritás | Magas megjósolhatóság, üregektől mentes. | Hibák fordulhatnak elő, mint például pórusok vagy zsugorodás. |
| Költség | Magasabb kezdeti eszközköltségek; hosszú távon jobb érték nagy igénybevételű alkatrészekhez. | Alacsonyabb eszközköltségek, költséghatékonyabb komplex formák és tömeggyártás esetén. |
Alkalmazás autóalkatrészekben: A megfelelő eljárás kiválasztása
Az autóiparban az alakítás és öntés közötti döntést alkatrészről alkatrészre hozzák meg, figyelembe véve az egyes alkatrészek specifikus teljesítményigényeit. Mindkét eljárás különleges előnyei világosan meghatározzák azokat a területeket, ahol az adott technológia alkalmazható a jármű szerkezetében és meghajtásában.
Kovácsolt alkatrészek nagy igénybevételnek kitett alkalmazásokhoz: A kovácsolás az első választás olyan alkatrészek esetén, amelyek extrém feszültségnek, nagy terhelésnek és ciklikus fáradtságnak kell ellenállniuk. Ezek általában kritikus fontosságú alkatrészek, amelyeknél a meghibásodás nem opció. Ahogyan az Admiral Tire and Auto elmondja, a kovácsolt fém szuperiort erőssége és tartóssága elengedhetetlen a nagyteljesítményű motorok számára. Példák kovácsolt autóalkatrészekre:
- Főtengelyek és hajtórudak: Ezek az alkatrészek folyamatosan hatalmas terhelésnek vannak kitéve a robbanásból és a forgó erőkből származóan. A kovácsolás biztosítja, hogy rendelkezzenek elegendő fáradási ellenállással ahhoz, hogy a motor egész élettartama alatt kifogástalanul működjenek.
- Fogaskerekek és tengelyek: Ezek az alkatrészek a nyomatékot továbbítják, és nagy csavaróterhelést kell elviselniük, ami miatt a kovácsolás szilárdsága elengedhetetlen.
- Kerektengelyek és felfüggesztési alkatrészek: A biztonság szempontjából kritikusak, ezek az alkatrészeknek képeseknek kell lenniük a jármű tömegének megtartására és az út ütéseinek elnyelésére.
Olyan gyártók számára, akik erős és megbízható egyedi alkatrészeket keresnek, speciális szolgáltatók fejlett megoldásokat kínálnak. Például Shaoyi Metal Technology speciális szakértelmű az IATF 16949 minősítéssel rendelkező, nagy minőségű melegkovácsolásban az autóipar számára, és minden lépést kezel a prototípusgyártástól a tömeggyártásig.
Öntött alkatrészek összetett szerkezeti elemekhez: Az öntés kiemelkedik oda, ahol az összetettség és költséghatékonyság elsődleges szempont. Ez az eljárás lehetővé teszi a mérnökök számára, hogy bonyolult belső csatornákkal, komplex rögzítési pontokkal és integrált funkciókkal rendelkező alkatrészeket tervezzene, amelyek kovácsolással vagy gépi megmunkálással lehetetlenek vagy túlságosan költségesek lennének. Az öntött autóipari alkatrészek példái:
- Motorblokkok és hengercsúcsok: Ezek a motor legnagyobb és legösszetettebb részei, bonyolult hűtőfolyadék-járatokkal, olajgyűjtőkkel és beengedési/kipufogási portokkal. A dobás az egyetlen lehetséges módja a gyártásnak.
- Váltódoboz-házak: A motorblokkokhoz hasonlóan ezekhez is bonyolult formákra van szükségük a sebességváltók, a kopcsolók és a hidraulikus rendszerek elhelyezéséhez.
- Folyamatos vízbevitel Ezek a részek speciális belső formákat igényelnek a levegő, az üzemanyag vagy a hűtőfolyadék áramlásának kezeléséhez, ami tökéletesen alkalmas az öntéshez.
Összefoglaló: Melyik módszer a jobb?
Végül nem az a kérdés, hogy melyik folyamat az egyetemesen jobb, hanem melyik a megfelelő választás egy adott alkalmazáshoz. A kovácsolás és a öntés egyaránt nélkülözhetetlen a modern autógyártásban. A döntéshozatali folyamat tisztázásához segíthet a különböző előnyök és hátrányok végső összefoglalása.
Kőművészet
A kovácsolás a legnagyobb erősség és megbízhatóság, ezért elengedhetetlen a kritikus, nagy stresszes alkatrészeknél, ahol a meghibásodás katasztrofális lehet.
- Előnyök: Kiváló húzó és fáradtságálló ereje, javult fémészeti tulajdonságai a finomított gabona szerkezet miatt, magas tartóssága és megbízhatósága, kevésbé hajlamos a porositáshoz hasonló hibákra.
- Hátrányok: A magasabb kezdeti szerszámköltségek, a korlátozott tervezési bonyolultság, nem alkalmasak a nagyon nagy vagy bonyolult alkatrészekre, általában drágább folyamat lehet.
Színtér
A öntés páratlan tervezési szabadságot kínál, és gyakran gazdaságosabb, különösen összetett alkatrészekhez vagy nagy mennyiségű gyártási körökhöz.
- Előnyök: A legösszetettebb és bonyolultabb formák létrehozásának képessége, amely a fémek és ötvözetek széles skálájára alkalmas, a bonyolult alkatrészek gyártási költségei alacsonyabbak, és a tömeggyártás hatékonyabb.
- Hátrányok: A kovácsolással összehasonlítva alacsonyabb mechanikai szilárdság, belső hibák előfordulása, például porositás vagy zsugorodás, a részegységek pontos tűrési értékek eléréséhez másodlagos megmunkálást igényelhetnek.
Gyakran Ismételt Kérdések
1. A Miért választottad a kovácsolást a dobás helyett?
A kovácsolást elsősorban a szuperioris erősség, tartósság és fáradásállóság igénylő alkalmazásoknál választaná a öntés helyett. A kovácsolási folyamat finomítja a fém szemcseszerkezetét, megszünteti a pórusossághoz hasonló hibákat, és olyan alkatrészt hoz létre, amely nagyobb terhelést és ütést is kibír. Ez ideálissá teszi kritikus autóalkatrészek, például forgattyús tengelyek és hajtórúdok gyártásához.
2. Melyik jobb, a kovácsolt vagy az öntött?
Egyik eljárás sem 'jobb' önmagában; a legjobb választás teljes mértékben az alkatrész követelményeitől függ. A kovácsolás jobb a szilárdság és megbízhatóság szempontjából nagy terhelésű környezetekben. Az öntés jobb összetett, bonyolult formák létrehozására alacsonyabb költséggel, és olyan alkatrészekhez alkalmas, mint a motorblokk, ahol a tervezési komplexitás fontosabb a maximális húzószilárdságnál.
3. Milyen járműalkatrészeket készítenek öntéssel?
Sokféle autóalkatrész öntéssel készül, mivel ez a módszer alkalmas összetett alakzatok kialakítására. Gyakori példák az egységek, hengercsúcsok, dugattyúk, váltóműházak, szívókollektorok, vízpumpák és szelepfedelek. Ezek az alkatrészek gyakran bonyolult belső járatokkal rendelkeznek folyadékok számára, amelyeket leginkább öntéssel lehet előállítani.
4. Mi a különbség az öntött és a kovácsolt motoralkatrészek között?
A fő különbség az erősségben és a gyártási folyamatban rejlik. A kovácsolt motoralkatrészek, mint például a hajtórudak vagy a nagyteljesítményű dugattyúk, szilárd fémből készülnek extrém nyomás hatására, így rendkívül erősek és tartósak. Az öntött motoralkatrészek, mint például egy szabványos dugattyú vagy motorblokk, olvadt fém öntésével készülnek formákba. Bár kevésbé erősek, az öntött alkatrészek előállítása költséghatékonyabb, és összetettebb alakzatokat is lehet velük létrehozni.