 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Domborítás és bevésés autóalkatrészeknél: A mérnöki útmutató
TL;DR: Az autóipari mérnökök számára alapvető különbség
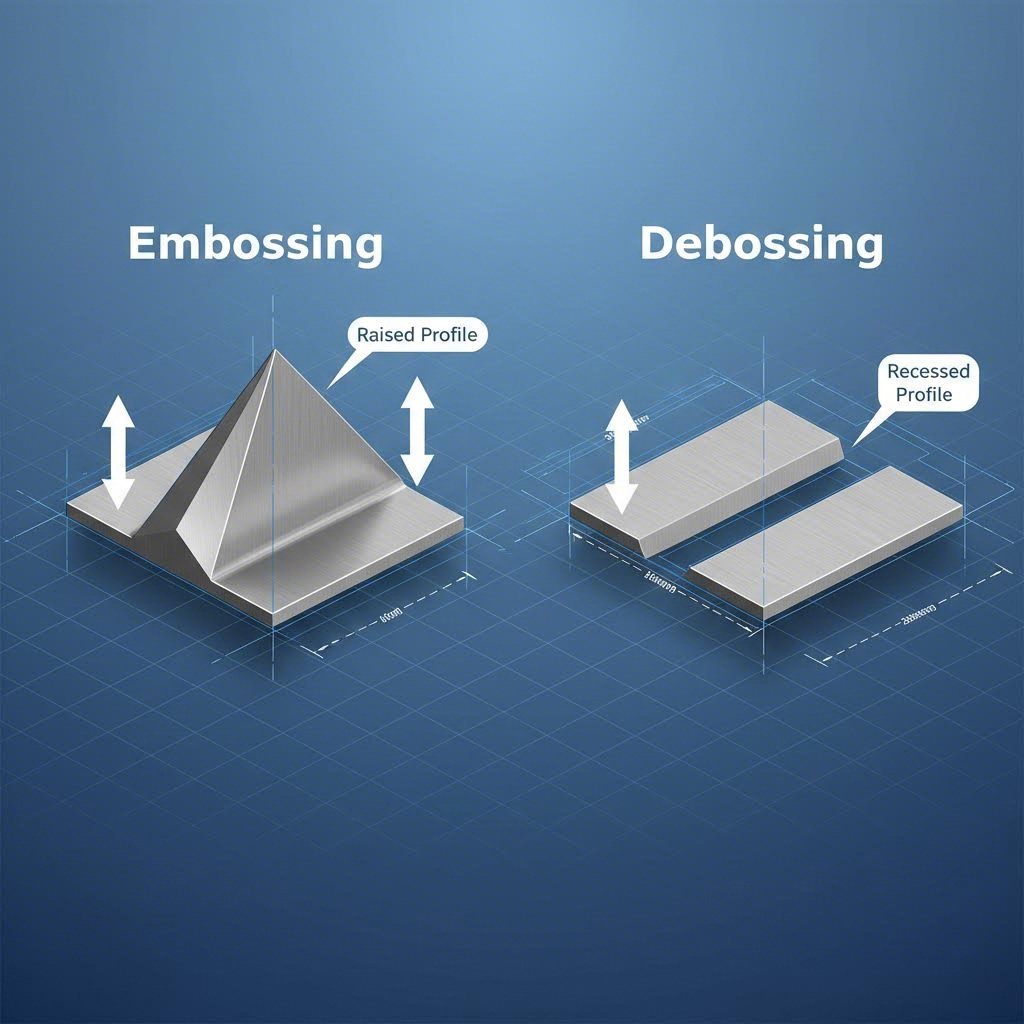
Az elsődleges különbség a betömörítés és domborítás a anyagáramlás irányában és az ezt követő kölcsönhatásban rejlik az autóipari felületekkel. Betömörítés egyedi férfi és női sablonokat használ az anyag bepréselésére felfelé , így domború karaktereket hozva létre, amelyek akkor is olvashatók maradnak, ha erős festés, porfesték vagy kosz borítja őket. Ezért ez az iparági szabvány az állandó vázjelzéseknél és biztonsági alkatrészeknél.
És fordítva. domborítás (az autóipari környezetben gyakran technikai szempontból lenyomatásos vagy karcolásos bélyegzésként említett) az anyagot lefelé a hordozórétegbe nyomja. Bár ez védi a jelölést a felületi kopástól, könnyen megtelhet festékkel vagy zsírral, csökkentve ezzel az olvashatóságot. Ugyanakkor a bevert (debossed) jelölés – különösen pontütéses vagy karcolásos módszerrel – az iparági szabvány változó adatok például az egyedi járműazonosító számok (VIN) esetében, mivel nem igényel drága, rögzített sablonkészleteket minden karakterváltáshoz.
A fémelhajlás mechanikája
Az ezek mögöttes fizikai elvek megértése kritikus fontosságú a megfelelő szerszámok kiválasztásához. Az autógyártásban az éketés és a mélyítés közötti választás határozza meg az állványrést, a sajtolóerőt és az anyagáramlási tulajdonságokat.
Szerszám konfigurációk: Férfi vs. Női
Betömörítés egy kétlépcsős eljárás. Párba illő szerszámot igényel: egy alsó férfi szerszámot (kiemelkedő elemekkel) és egy felső női szerszámot (beépített elemekkel). Amikor a sajtó ciklikusan működik, a lemezfémet vagy műanyagot közéjük préselik, így az anyag felfelé nyúlik. Ez pontos igazítást igényel; ha a szerszámok közötti rés túl szűk, az anyag levágható vagy megrepedhet; ha túl laza, az alak elveszíti élességét.
Domborítás , tiszta ipari formájában szintén használ páros férfi/női szerszámot, de fordítva – lefelé nyomva a képet. Azonban a legtöbb nagy sebességű autóipari sajtóvonalon amit gyakran "mélyítésnek" neveznek, valójában Lenyomat sajtás ez egyetlen edzett férfi sablont használ, amely a felületet egy sík kalapács ellenében üti. A kulcsfontosságú különbség a rész hátsó oldalán van: egy valódi domborított darabnak kiemelkedő a visszavonult oldala (negatív), míg az ékhatású bélyegzett darab hátul lapos marad.
Anyagáramlás és feszültség
A domborítás során az anyag jelentős húzófeszültség alá kerül, mivel nyúlik, hogy alkalmazkodjon a növekedett magassághoz. Autóipari alumínium (például 5000-es vagy 6000-es sorozat) vagy nagy szilárdságú acél esetén a mérnököknek ki kell számítaniuk a maximális megnyúlási százalékot a mikrotörések elkerülése érdekében. A mélyítés összenyomja az anyagot, helyileg megkeményíti a területet. Ez az összenyomás ténylegesen megerősítheti az alkatrészt a jelölés helyén, míg a domborítás feszültségkoncentrációt hozhat létre, ha nem megfelelően lekerekített.
Funkcionális jelölés: alváz, motor és fémalkatrészek
A motorháztető alatti és a jármű alatti alkatrészek esetében a harc nem a megjelenésről szól – hanem a nyomon követhetőségről a feldolgozás során . Olyan alkatrészek, mint hőpajzsok, tűzfalak és motorblokkok, olyan kemény utófeldolgozási környezetekkel szembesülnek, amelyek meghatározzák a jelölési módszert.
Olvashatóság festék és bevonatok rétege alatt
A domborítás egyértelműen győz az ékszerek esetében. Az autóipari szerelés során a vázalkatrészeket gyakran e-bevonattal látják el, alapozzák és lefestik a jelölés után. Ha egy alkatrész bevájt (lenyomott), akkor a festék befolyik a mélyedésekbe, kitölti azokat, és olvashatatlanná teszi a karaktereket. A domborodó karakterek, melyek kiemelkednek a felületből, lehetővé teszik, hogy a festék elhaladjon ki van kapcsolva. a csúcsok felett. A jelölés megmarad élesen és olvashatóan még vastag aláfúvó bevonat alatt is.
Ezért szoktunk általában statikus adatokat – például modellkódokat vagy platformmegnevezéseket – közvetlenül a lemezbe domborítva látni a tűzfalakon. Ez biztosítja, hogy az adatok túléljék a festőüzemet és 20 évnyi úti koszt.
A változó adatok kihívása: az azonosítószámok (VIN)
Bár az érintéstapintásos megoldás a jobb olvashatóság miatt előnyösebb, egy végzetes hátránnyal rendelkezik: a költségekkel. Az érintéstapintásos eljáráshoz rögzített bélyegkészlet szükséges. Ahhoz, hogy minden sorozatgyártott járműre egyedi 17 jegyű azonosítószámot (VIN) üssenek, egy összetett, lassú és drága forgó számozófejre lenne szükség.
Ezért, domborítás (pontpergéses vagy karcolásos módszerrel) történik a járművek egyedi azonosítása. A karcológépek gyémánt vagy keményfém íróhegyet használnak, amellyel a VIN-t a fémszerkezetbe „írják”. Bár ezek a jelölések süllyesztettek, elegendően mélyen vannak felhordva ahhoz, hogy a szokásos e-lakk bevonatot kibírják, illetve felhordásukkor után festés (maszkolás szükséges). Ez a módszer végtelen változatosságot tesz lehetővé eszközcsere nélkül, ami a modern tömeggyártás elengedhetetlen feltétele.

Esztétikai alkalmazások: belső díszítések és márkaazonosság
A belső térben a felhasználói igény a tartósságról a „megítélt minőségre” tolódik. A tervezők ezen technikákat használják a luxusérzet és a tapintható visszajelzés közvetítésére.
Bőr- és puhatapintású felületek
Bőrülésekre, kormánykerékre és műszerfal-díszítésekre domborítás (ez esetben gyakran melegnyomtatásnak nevezik) kiváló, lecsendes megjelenést teremt. A bőrbe fűtött matrica nyomásával a szálak össze vannak tömörülve, így állandó, elegáns mélyedést alkotnak. Ez a logók kiborításánál előnyösebb, mivel a felkeltett bőrterületek hajlamosak a járműbe és kijáratára csúszó utasok kopására és kopására.
Érzékelhető vezérlés és kapcsolóberendezés
Betömörítés dominálja a kapcsolóberendezések és gombok kialakítását. A szélvédő kapcsolóján vagy a rádiógombon lévő emelt ikon kulcsfontosságú haptikus visszajelzést biztosít, amely lehetővé teszi a vezető számára, hogy azonosítsa a vezérlőt anélkül, hogy elvegyék a szemét az útról. A műanyag belső tér modern "In-Mold Labeling" (IML) eljárásaiban a díszítéssel 3D textúrát adnak a sík érintőfelületeknek, így a érintőképernyő elegáns megjelenését egy mechanikus gomb fizikai biztosítékával keverve.
Kritikus összehasonlító tényezők (döntési mátrix)
Amikor megjelölési technológiát választ egy új autóalkatrészhez, használja ezt a mátrixot a költségek, tartósság és gyártási korlátozások közötti kompromisszumok értékelésére.
| Funkció | Domborítás (emelkedő) | Bevert minta / bélyegzés (süllyesztett) |
|---|---|---|
| Olvashatóság festékkel | Kiváló (A festék lefolyik a csúcsokról) | Szegények. (A festék kitölti a mélyedéseket) |
| Szerszámköltség | Magas (Illeszkedő férfi/női bélyegek szükségesek) | Közepes/Alacsony (Egyetlen bélyeg vagy írószerkezet) |
| Változó adat (alvázszám) | Nehéz (Lassú, összetett számozófejek) | Kiváló (Programozható pontszegezés/karcolás) |
| Keverés ellenállása | Az (Domború felület viseli az elhasználódást) | Magas (A jelölés a felület alatt védett) |
| A ciklus időtartama | Gyors (Egylépcsős préselési folyamat) | Gyorsról lassúra (A bélyegzés gyors; a karcolás lassabb) |
Azok számára, akik prototípus-készítés és tömeggyártás közötti átmenetet keresnek, Shaoyi Metal Technology komplex bélyegző megoldásokat kínál. A gyors prototípusgyártástól kezdve egészen a 600 tonnás sajtolóig terjedő képességeik lehetővé teszik az éketéses és összetett mélyítéses munkafolyamatok zökkenőmentes integrálását. Akár 50 prototípust kell validálnia egy dizájnnal, akár több millió darab tömeggyártott karfát, az IATF 16949 minősítésű pontosságuk biztosítja, hogy jelölési szabványai megfeleljenek a globális OEM-előírásoknak. Teljes mérnöki palettájukat ellenőrizheti a Shaoyi Metal Technology Stamping Solutions .
Összegzett ajánlás alkatrész típusa szerint
A gyártási stratégia véglegesítéséhez kategorizálja alkatrészeit azok kitettsége és adatigénye szerint:
- Válassza az Élő reliefet, ha: Az alkatrész festett, porfestékkel bevonandó vagy erős zsíros környezetnek van kitéve (pl. vázadatlapok, tűzfalak, olajteknők). A domború jelek biztosítják, hogy az információ soha ne vesszen el a bevonatrétegek alatt.
- Válassza a Mélyítést/Keményítést, ha: Az alkatrész egyedi sorozatszámokat (VIN) igényel, vagy ha a felület erős súrlódásnak van kitéve (pl. padlólemezek, illesztési felületek). A mélyített jelölés védett a lekaparódástól.
- Válassza a Meleglenyomatot (Mélyített), ha: Belső, esztétikai jellegű alkatrészeket tervez, például bőrből vagy vinilből készülőket. Ez magas minőségű felületet biztosít, amely ellenáll az utasok érintéséből fakadó kopásnak.
Záró gondolatok: A megfelelő lenyomat kiválasztása
Végül is az autóiparban az érdelt és a süllyesztett jelölés közötti választás ritkán egy személyes preferencia kérdése – inkább egy mérnöki számítás, amelyet az alkatrész élettartama határoz meg. Egy érdelt jelölés túléli a festéskamrát; egy süllyesztett jelölés pedig az összeszerelő sor súrlódását viseli el. Azzal, hogy a jelölési módszert az alkatrész környezeti kitettségéhez és az adatváltozékonysághoz igazítja, biztosítható a nyomonkövethetőség a sajtolóüzemtől a bontóig. A helyes döntés megakadályozza a költséges visszahívásokat olvashatatlan biztonsági adatok miatt, és javítja a jármű belső terek észlelt minőségét.
Gyakran Ismételt Kérdések
1. Melyik jobb festett autóalkatrészek esetén: az érdelt vagy a süllyesztett jelölés?
Az érdelt jelölés lényegesen jobb a befestett alkatrészeknél. Mivel a karakterek kiemelkednek, a festék hajlamos lefutni a csúcsokról, így a szélek élesek és olvashatók maradnak. Süllyesztett jelölés esetén a festék gyűlik a mélyedésekbe, gyakran teljesen kitöltve azokat, és eltakarva a jelet, különösen vastag autóipari bevonatoknál, mint az e-bevonat vagy alapfesték.
2. Miért szokták általában lenyomni vagy gravírozni a járműazonosító számokat (VIN)?
A VIN-ek minden egyes járműhöz egyedi, változó adatokat igényelnek. A domborításhoz rögzített karakterkészletű sablonok szükségesek, amelyek mechanikailag bonyolultak és költségesek lehetnek minden ciklusnál megváltoztatni. A lenyomás (különösen a pontütéses vagy gravírozásos módszer) programozható íróhegyet használ, amely képes azonnal megváltoztatni a karaktereket szoftveres úton, így ez az egyetlen életképes megoldás nagy sorozatszámú azonosítás esetén.
3. Melyik eljárás drágább fém alkatrészek esetén?
Az alakítás általában költségesebb a szerszámok tekintetében, mivel pontos illesztésű férfi és női sablonpárt igényel. Az ütőszerszámos kialakítás (a lenyomás egy formája) általában csupán egyetlen férfi sablont és egy lapos kalapácsot igényel, csökkentve ezzel a kezdeti szerszámköltségeket. Változó adatok esetén azonban a programozható gravírozógépek teljesen kiküszöbölik a fogyószerszám-költségeket.