 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Rozsdásodik-e az anódolt alumínium? Miért nem a rozsda a valódi kockázat
Rozsdásodik-e az anódolt alumínium?
Tesz anódolt alumínium rozsdásodása ? Nem. A rozsda vas-oxid, így vasból és acélból keletkezik, nem alumíniumból. Ha azt kérdezi, rozsdásodik-e az anódolt alumínium, a válasz továbbra is nem. Az alumínium – még anódolás után is – korrodálódhat, oxidálódhat, foltosodhat vagy gödrössé válhat, ha a környezet elég agresszív.
Az alumínium nem képez vörös vasrozsdat, de mégis szenvedhet korrozión, amely befolyásolja a megjelenését, súlyosabb esetekben magát a fémet is.
Ez a különbség fontos, mert sokan a felület elsötétülését, krémszerű foltokat vagy fehér lerakódást látva azt feltételezik, hogy alumíniumrozsda előtt állnak. Egyszerű szavakkal: általában nem ez történik. Az alumínium másképp viselkedik, mint az acél, mert felülete oxigénnel úgy reagál, hogy gyakran védi is magát.
Az anódolt alumínium rozsdásodásáról világos válasz
A friss alumínium gyorsan képez egy vékony, kemény oxidréteget, amikor levegőnek van kitéve. A Kloeckner Metals útmutatója ezt az oxidréteget az alumínium korrózióállóságának központi okaként írja le. Tehát az alumínium korrózióálló? Általában igen. De a korrózióállóság nem azonos a korróziómentességgel. A sók, szennyező anyagok és erős vegyszerek károsíthatják ezt a védőfelületet, és helyi károsodást okozhatnak.
Rozsda vs. korrózió vs. oxidáció egyszerű nyelven
- Rozsda : vasoxid, a vörösbarna lebomlási termék, amely a vasra és acélra jellemző.
- Korrózió : a fém környezete miatti romlásának általános folyamata.
- Oxidáció : reakció az oxigénnel. Az alumínium esetében ez gyorsan védő oxidbőrt hoz létre.
- Passzív oxidfilm : a vékony alumínium-oxid réteg, amely védést nyújt az alatta lévő fémmel szemben, amíg a környezet fel nem oldja.
Ezért a „korrózióálló-e az alumínium?” kérdésre általában csak megszabott értelemben lehet igennel válaszolni. Az alumínium természetes módon önmagát védő, de csak bizonyos határok között.
Miért nem ugyanaz a fehér lerakódás, mint a rozsda
Az alumínium korróziója általában fehéres, szürkés, tompa vagy poros kinézetű, nem pedig pikkelyszerű és vörös. Látványos példák és magyarázatok a(z) Reliance Foundry megtartják, hogy az alumínium-oxid általában kemény, fehéres vagy poros felületi változást eredményez, nem pedig klasszikus rozsdát. A fehér maradék jelezheti a felületi oxidációt vagy más felületi változást, de nem feltétlenül utal szerkezeti meghibásodásra.
A lényeg egyszerű: az alumínium önmagát védő oxidréteggel védi magát, az anódosítás pedig ezt a viselkedést használja fel egy ellenőrzöttebb módon.

Mi az anódosított alumínium, és hogyan véd?
Ha az első kérdés az, hogy mi az anódosított alumínium, a legegyszerűbb válasz a következő: olyan alumínium, amelynek felületét szándékosan vastagabb, ellenőrzött oxidréteggé alakították át egy elektrokémiai folyamattal. Ez a tény fontos, mert az anódosított alumínium jelentése nem csupán „alumínium bevonattal”. Olyan alumínium, amelynek felülete átalakult.
Mit jelent valójában az anódosított alumínium kifejezés
Gyártási útmutatók a SAF-tól és a(z) Can Art-től az anodizálást elektrokémiai folyamatként írja le, amely a fémes felületet tartós anódos oxidréteggé alakítja. Más szavakkal: mit jelent az anodizált kifejezés? Azt jelenti, hogy a felület maga nőtt ki az alapfém-ből. Ezért viselkedik másképpen ez az anodizált alumínium anyag, mint a festett vagy porral bevont alkatrészek.
Az anodizálás nem egyszerűen bevonja az alumíniumot. Az alumínium külső felületét olyan védő oxidréteggé alakítja át, amely része a fémnek.
Hogyan épít fel az alumínium-anodizálás egy védő réteget
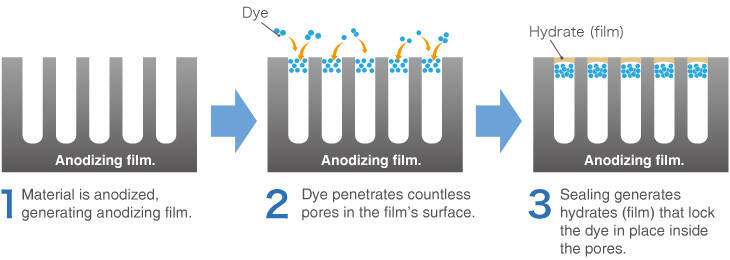
Az olvasók számára, akik azt kérdezik, mi az anodizált alumínium , a folyamat lépésenkénti bontása segít megérteni.
- Tisztítsa meg az alumíniumot . Az olajokat, szennyeződéseket és gyári maradékokat eltávolítják, hogy a felület egyenletesen reagáljon.
- Helyezze elektrolitos fürdőbe . Az alumínium az elektromos körben anódként működik.
- Jelenlegi áram alkalmazása az oxigén reagál a felülettel, és az alumínium-oxid kifelé és befelé is növekszik a fém felől.
- Porózus oxidréteg létrehozása a SAF megjegyzi, hogy az anódos bevonatok számos apró pórust tartalmaznak.
- A pórusok lezárása a lezárás során hidratáció történik, és ezek a pórusok bezáródnak, javítva ezzel a kémiai ellenállást, valamint hozzájárulva a bevonat hosszabb élettartamához.
Ez a lezáró lépés könnyen figyelmen kívül maradhat, de valós hatással van. A SAF kifejezetten figyelmeztet arra, hogy helytelenül lezárt anódos bevonat gyenge kémiai ellenállással rendelkezik. A Can Art szintén megjegyzi, hogy az anódosítási eljárások eltérőek lehetnek, és ezek a különbségek befolyásolják a kopás- és korrózióállóságot. Tehát a válasz a mi az anodizált alumínium nem csupán a megjelenésre vonatkozik. A folyamat minősége is döntő fontosságú.
Miért különbözik az anódosított alumínium bevonat a festéktől
Egy anódosított alumínium felület gyakran bevonatnak nevezik a mindennapi beszédben, de nem úgy viselkedik, mint a festék vagy a porfesték. Az organikus felületkezelések a fém felületén helyezkednek el. Ha a tapadás megszűnik, lepattanhatnak, lehámlathatnak vagy lemorpadhatnak. Az anódosítás, ellentétben ezzel, része a alapanyagnak, ezért az SAF szerint nem pattanhat le vagy morpadhat le.
Ez a különbség a gyakorlati használat során is megmutatkozik. Egy festékrétegen át húzott karcolás a fém alapanyagot hagyhatja szabadon egy film alatt. Egy anódosított alumíniumon keletkezett karcolás helyileg megjelölheti vagy áttörheti a konvertált réteget, de a környező felületkezelés továbbra is kötött marad, mivel a fém saját felülete.
Hol bukkan még problémákba az anódosított alumínium
A kültéri tartósság egyszerűnek tűnik, amíg a só, a piszok és a kémiai anyagok nem lépnek a képbe. Az anódosítás keményebb, vastagabb oxidréteget képez az alumínium felületén, így általában jól bírja a napfényt, az esőt és a mindennapi időjárási viszonyokat. A Linetec megjegyzi, hogy az AAMA 611 szabvány szerinti I. osztályú anódosítás (0,7 mil, azaz 18 mikron vagy annál vastagabb) kültéri építőipari termékekhez készül, és jobb kémiai ellenállást nyújt, mint a II. osztályú. Ezért erős választás a normál kültéri használatra, de nem jelent automatikus védelmet minden környezeti feltétel mellett.
Hol működik jól az anódosított alumínium kültérben
A szokásos kültéri expozíció során a felület lelassítja alumíniumkorróziót azt, hogy a környezet elérje az alapfémet. Ha azt kérdezi, korrodál-e az alumínium kívül, a őszinte válasz az, hogy igen, megteheti, de jól megadott anódolt alkatrészek általában hatékonyan ellenállnak ennek általános időjárási körülmények között. Száraz belső területek, mérsékelt városi környezetek, valamint olyan felületek, amelyeket az eső lemos, általában sokkal kevesebb igényt támasztanak, mint a tengerpartok, a vízfröccsenési zónák vagy a súlyos ipari szennyeződések. Sok alkalmazás esetében az anódolás hasznos alumínium-korrózióvédelmet és olyan alumínium-korrózióvédelmet nyújt, amilyet a vásárlók egy alacsony karbantartási igényű felületi kezeléstől várnak.
A Linetec karbantartási útmutatója azt is kiemeli, hogy a tisztítási igény növekszik a súlyos ipari területeken, a ködös tengerparti régiókban és azokon a védett helyeken, ahol a lerakódások hosszabb ideig megmaradnak. Ez fontos, mert egy felületi kezelés jól teljesíthet egy alkatrész nyitott felületén, ugyanakkor érzékenyebbé válhat ott, ahol a szennyeződés, a kondenzvíz vagy a sók beszorulnak és ott maradnak.
Amikor a klórionok és a kemény tisztítószerek okoznak korróziót
Itt mutatkoznak meg a korlátok. Hidro a pitting korróziót az alumínium leggyakoribb korróziós típusaként írja le, és kijelenti, hogy klasszikus a tengervízben és a páratartalmas környezetekben, ahol só jelen van. A klór- és szulfátalapú sók különösen fontosak, és a savas vagy lúgos sók növelhetik a pitting korrózió sebességét. A Linetec hozzáteszi, hogy még a tartós anódolt felületek is megsérülhetnek erős savak, erősen lúgos anyagok, habarcs, sósav és erősen csiszoló eszközök hatására.
- Tengeri levegő, tengervízpermet és fagymentesítő sók
- Páratartalmas, sótartalmú helyek ismétlődő nedves-száraz ciklusokkal
- Ipari lehulló anyagok és szennyezett lefolyóvíz
- Habarcs, betonfröccsenés, vakolat és kőműves tisztítószerek
- Erős savas vagy erősen lúgos tisztítószerek
- Napfény által felmelegedett felületek reaktív tisztítószerekkel való érintkezésekor
- Részek, zsebek vagy alakzatok, amelyek nedvességet retesznek
- Csiszoló dörzsölés, fémes kaparók és felületi kopás
Azok a körülmények nem garantálják a meghibásodást, de növelik a helyi támadás valószínűségét. Sok gyakorlati esetben az első jelek kis mélyedések, foltok vagy durva felület, nem pedig drámai keresztmetszet-csökkenés.
Miért van valós korlátja az alumínium korrózióállóságának
Jó alumínium korrózióállóság valóságos. Csak nem korlátlan. A Hydro megjegyzi, hogy nyílt levegőn keletkező mélyedések gyakran csak a fém vastagságának egy csekély részét érik el, így a probléma gyakran esztétikai, mielőtt szerkezeti jelentőséget nyerne. Ennek ellenére a támadás helyi és véletlenszerű jellegű, ami nehezebbé teszi a korrózió megítélését kizárólag a megjelenés alapján. Egy látható rész hosszú ideig elfogadhatatlan lehet, még mielőtt mechanikailag gyengülne.
Ezért súlyos környezeti hatások esetén óvatos döntéseket kell hozni. Használja a megfelelő felületkezelési osztályt a környezethez. Kerülje az agresszív vegyszereket. Olyan módon tervezzen, amely biztosítja a lefolyást, ne pedig vízgyűjtést. Öblítse le a sót és az építési maradványokat, mielőtt azok hosszabb ideig ott maradnának. Egyszerű szavakkal: anódolt alumínium alumínium korrózióálló sok szabadtéri környezetben, de nem kloridálló, kopásálló, vagy nem védett a rossz karbantartás ellen. A gyenge pont gyakran a darab egy bizonyos pontja, nem az egész felülete, és ez még nyilvánvalóbbá válik, amikor karcolások, vágott szélek és fúrott lyukak lépnek be a képbe.
Az anódozott alumínium kopik a karcolás után?
Egy kemény anódozott felület nem legyőzhetetlen. A többszörös dörzsölés, ütközés, vágás vagy fúrás helyi károsodást okozhat. A lényeg, hogy a környező anódozott terület általában érintetlen marad, mert a réteg a magából az alumíniumból nő, nem festékként. Szóval... anódozott alumínium bevonat nem szokott elromlani széles hámolással, de a áthasznált foltok ki tudják tárni a puszta fémet, és helyi gyenge pontokká válhatnak.
Lekopik az anodizált alumínium felület, vagy továbbra is védő marad
Szokásos használat mellett a felület hosszú ideig védő marad. Súrlódás hatására azonban a anodizált alumínium felület kopásnak, elvékonyodásnak vagy átmosódásnak lehet kitéve a nagy érintkezési területeken, például a csúszópályákon, befogó részeknél, fogantyúknál vagy rögzítőelemek ülésein. A AAC GYIK megjegyzi, hogy a karcolt vagy bemélyedt keményréteg néha javítható, de ha az alapfémet is érintették, akkor a szubsztrátot magát mechanikailag kell javítani. Ez a gyakorlati válasz a kérdésre, hogy lekopik-e az anódolt alumínium : nem úgy, mint a lehámló festék, és nem egyszerre mindenütt, de igen, helyi átütés előfordulhat.
Mit változtat egy karcolás sík felületeken
Egy széles, sík felületen egy enyhe nyomás főként esztétikai jellegű lehet. Ha a karcolás csak a színváltozást vagy a fényességváltozást okozza, akkor a védőréteg nagy része továbbra is ellátja feladatát. A kockázat akkor változik, amikor a nyomás átvágja az oxidréteget, és friss alumíniumot hoz felszínre. Ez nem azt jelenti, hogy a károsodás láthatatlanul terjedne a felület alatt, de azt igen, hogy ezen a pontos helyen elveszítettük a védelmet. A Light Metals Coloring karbantartási útmutatója azt javasolja, hogy figyeljük a sérült területeket a lyukacsosodás, a színváltozás és a durva felület megjelenése szempontjából.
| Sebességhullám-mélység | Látható tünetek | Maradék védelem | Ajánlott eljárás |
|---|---|---|---|
| Felületi karcolás | Elhomályosodás, enyhe színváltozás, sima tapintás | A legtöbb anódolt réteg érintetlen marad | Tisztítsa meg, öblítse le és figyelje |
| Felszíni karcolás | Finom vonal, enyhe felületi érzet, nem látható fényes fém | A környező felületi kezelés továbbra is véd, a helyi védelmi határ csökkenhet | Tartsa tisztán, és ellenőrizze a változásokat |
| Áttöréses karcolás vagy horpadás | Fényes alumínium, durva horpadás, szennyeződés-gyűjtő nyom | Alapfém látható a sérült helyen | Javítás szükséges, különösen kültéri vagy sótartalmú környezetben |
| Többszörös kopás átütése | Foltos dörzsölési nyomok érintési pontokon, sarkokon vagy csúszási felületeken | Védettség elvesztése ott, ahol a súrlódás folyamatosan eltávolítja az anyagot | Csökkentse az érintkezést, izolálja a szerelvényeket, értékelje a javítási lehetőségeket |
| Bevonat utáni vágott vagy fúrt lyuk | Friss fém az élén, éles perem, befejezetlen belső felület | Nincs anódos védelem az új vágott felületen | Csiszolás, szükség esetén védés és rendszeres ellenőrzés |
Miért igényelnek külön figyelmet a vágott élek és a fúrt lyukak
Az élek és a megmunkált felületi jellemzők másként viselkednek, mint a sík felületek. Egy vágószerszámmal készített vég vagy egy befejezés után készített mezői fúrás ezen az új felületen nyers aluminíumot mutat. Ezzel szemben az anódosítás előtt készített lyukak bevonhatók, és az AAC megjegyzi, hogy az anódosítás akár méretváltozást is okozhat, mivel az oxidréteg részben befelé, részben kifelé növekszik. Ezért fontos a gyártási sorrend. A hegyes élek, a vágott végfelületek és a lyukperemek emellett koncentrált kezelési és szerelési kopásnak is kitettek, így helyileg anódosított alumínium korrózió valószínűbb, hogy ott jelenik meg először, ha nedvesség vagy sók gyűlnek össze.
Nagy értékű vagy nehezen eltávolítható alkatrészek esetén az AAC a kefével történő anódosítást is leírja, mint hordozható javítási módszert, amely helyreállíthatja a folytonosságot egy sérült területen. Ugyanakkor nem minden hibajelzés igényel javítást. Az okosabb első lépés a részletes ellenőrzés.
- Keressen fémes, fényes felületet karcolásoknál, peremeknél és vágott végfelületeknél.
- Érezze meg a durvaságot, a gödröket vagy a kiemelkedő éleket sima, kozmetikai jel helyett.
- Ellenőrizze a csúszófelületeket, rögzítőülékeket és befogópontokat az ismétlődő kopásra.
- Ellenőrizze a fúrt lyukakat és a vágott éleket bármely mezőben végzett módosítás után.
- Figyelje meg, hogy a színtelenedés stabil marad-e, vagy folyamatosan terjed-e a kitett fémről.
Ha egy jel sima és változatlan marad, akkor valószínűleg elsősorban esztétikai jellegű. Ha durvává, mélyebbé vagy gödrössé válik, akkor a probléma már túllépte a megjelenést. Itt kezdődik a valódi ítéletalkotás: a ártalmatlan felületi kopás és az aktív anyagvesztést jelező károsodás megkülönböztetése.
Hogyan különítsük el a kozmetikai kopást a valódi károsodástól
A részletes vizsgálat fontos, mert nem minden halvány jel azt jelzi, hogy a fém ténylegesen lebomlik. Az emberek gyakran az alábbi kérdést teszik fel: rozsdásodik-e az alumínium és gyakran csak a mattulást, foltokat vagy színtelenedést látják, nem pedig igazi rozsdát. A MetalTek megjegyzi, hogy az alumínium nem rozsdásodik, mivel nincs benne vas, míg az Auto Technology elmagyarázza, hogy az alumínium korróziója általában világos vagy fehér színű, nem narancssárga-barnás.
Foltos, krémes vagy tompa anódolt alumínium esetleg rosszul néz ki, de továbbra sem rozsdásodik úgy, mint a acél.
Kozmetikai változások, amelyek nem jelentenek rozsdát
Sok fehér vagy felhős folt csak felületi probléma vagy enyhe oxidáció, nem mély fémvesztés. Products Finishing rámutat arra, hogy a fehér foltok anódolt alumíniumon gyakoriak, és nem mindig ugyanabból az okból keletkeznek. Egyes hibák az anódos réteg részét képezik, míg mások csupán a felületen jelennek meg. A leöblítővíz szennyeződése, a klóridok, a becsapódott folyamatkémia, a festékfeltételek, a zárómaradványok és a lúgos gőzök általi foltok mindegyike halvány nyomokat hagyhat, amelyek rosszabbul néznek ki, mint amilyenek valójában.
Ezért a keresések rozsdás alumínium vagy alumínium rozsdás gyakran vizuális összekeveredést tükröznek. Egy tompa panel vagy fehér lerakódás esetleg csúnya, de nem feltétlenül jelez meghibásodást.
A valódi alumínium-korrózió jelei
A figyelmeztető jelek megváltoznak, ha a felület érdesedik, élesen lokalizálttá válik, vagy idővel mélyebbre hatol. Az Auto Technology a gödrös korróziót kis, mély üregekként írja le, amelyeket lokális klór-támadás okoz. Ugyanez a forrás megjegyzi, hogy a résekben kialakuló korrózió olyan szoros helyeken fejlődik ki, ahol nedvesség és szennyeződések gyűlnek össze. Ezeket a mintákat nagyobb figyelemmel kell kezelni, mint egy egyenletes párásságot vagy egy stabil foltot.
| Állapot | Amire a felhasználó felfigyelhet | Valószínű ok | Főként esztétikai vagy potenciálisan szerkezeti |
|---|---|---|---|
| Általános elszürkülés vagy fényességvesztés | Sík, kifakult vagy enyhén krémes megjelenés | Normál időjárásnak kitett állapot vagy enyhe felületi oxidáció | Főként esztétikai |
| Fehér foltok vagy maradék | Halvány pöttyök, felhős foltok, enyhe foltosodás | Öblítővíz-problémák, klóridok, festék- vagy záróanyag-maradványok, lerakódott vegyi anyagok vagy felületi lerakódások | Gyakran kozmetikai jellegű, de ellenőrizze, ha durva vagy terjedő |
| Vízfoltok vagy enyhe szennyeződés | Foltos felszín, kevés vagy egyáltalán nem észlelhető felületi változás | A felületen maradó lerakódások a kitettség vagy a szárazodás után | Főként esztétikai |
| A gödrök | Pontszerű üregek, durva tapintás, helyileg korlátozott támadás | Kloridok által kiváltott korrózió | Potenciálisan szerkezeti kárt okozhat, ha mélyebbre hatol |
| Élszegélyeknél vagy résekben fellépő károsodás | Észrevehető fémmennyiség-csökkenés az élek, illesztések vagy rögzítőelemek alatt | Párás és szennyező anyagok befogódása szoros helyeken | Potenciálisan szerkezeti |
Amikor a felületi károsodás szerkezeti problémává válik
Tehát, az alumínium rozsdamentes ? Nem abszolút értelemben. Nem képezhet vasrozsdat, de mégis korrodálódhat. A gyakorlati küszöb egyszerű: a stabil színváltozás általában csak megjelenési probléma, míg a növekvő gödrök, durvaság és mély támadás az élek vagy lyukak környékén aktív anyagvesztésre utal. Ha egy folt egyre mélyebbre hatol, szennyeződést ragad meg, vagy terjed egy kitett területről, akkor részletesebb értékelést igényel.
A kereső olvasók alumínium rozsdás általában éppen ezt a döntést próbálják meghozni. Ha egyszer helyesen tudják értelmezni a felületet, akkor a nyers alumínium, az anodizált felületek, a festett rendszerek, a porfestés és az inox acél összehasonlítása sokkal hasznosabbá válik.
Anodizált alumínium vs. alumínium és rozsdamentes acél
A felületi jelek csupán részben mesélnek el a történetből. Amikor a vásárlók felületeket hasonlítanak össze, valójában azt kérdezik, hogy melyik anyag biztosítja számukra a legnagyobb biztonsági tartalékot addig, amíg a foltok, karcolások vagy sóexpozíció valódi korrozión nem válnak. Ezért anódolt alumínium és alumínium csak egy része a döntésnek. A nagyobb képbe beletartozik a festett alumínium, a porcelánfestett alumínium és az rozsdamentes acél is.
Anodizált alumínium vs. alumínium napi használatban
A mindennapi alumínium vs. anodizált összehasonlítás során mindkét anyag megőrzi az alumínium alapvető előnyét: nem képez vörös vasrozsdat. A nyers alumínium már önmagában védi magát egy természetes oxidréteggel, de szürkülhet, foltosodhat vagy lyukadhat a keményebb körülmények között. Az anodizálás ezt a felületet ellenőrzött módon megerősíti. Az INCERTEC adatai szerint a hagyományos anodizálás a felületi keménységet körülbelül 38–44 HRC-ről (nem anodizált alumínium) körülbelül 48–55 HRC-ra növeli, míg a keményrétegű anodizálás elérheti a 60–70 HRC értéket. Gyakorlati szempontból ez általában jobb kopásállóságot, jobb megjelenés-megőrzést és tartósabb fémes felületet jelent. INCERTEC az INCERTEC adatai szerint a hagyományos anodizálás a felületi keménységet körülbelül 38–44 HRC-ről (nem anodizált alumínium) körülbelül 48–55 HRC-ra növeli, míg a keményrétegű anodizálás elérheti a 60–70 HRC értéket. Gyakorlati szempontból ez általában jobb kopásállóságot, jobb megjelenés-megőrzést és tartósabb fémes felületet jelent.
Tehát a valódi választás egyszerű. A nyers alumínium gyakran a könnyebb költségű alapváltozat. Az anodizált alumínium erősebb felületet biztosít, és általában hosszabb ideig megőrzi megjelenését kültéri vagy intenzív érintés melletti használat esetén.
Festett és porral bevont alumínium összehasonlítása
A szín megváltoztatja az egyenletet. Ha fémes megjelenést kíván, az anódosítás továbbra is erős választási lehetőség. Ha szélesebb színválasztékra van szüksége, a festett és porral bevont rendszerek előrébb kerülnek a listán. A MaidaTech kültéri irányelvei szerint az anódosítás és a porbevonat is olyan felületkezelési módszerek közé tartozik, amelyek segítenek az alumíniumnak jobban ellenállni a kültéri hatásoknak, és mindkettőt kitűnően értékelik a tartósság szempontjából. Ugyanez a forrás az anódosítást közepes költségű megoldásként jellemez, mely matt vagy fémes megjelenést biztosít, míg a porbevonat színes felületet nyújt alacsony–közepes költséggel.
Ezeken a felületeken azonban a korroziónak nem teljesen azonos módon kell bekövetkeznie. Az anódosítás része az alumínium felületének, ezért nem reped le, mint egy rákent réteg. A festett és porral bevont alkatrészek esetében a karcolásoknál, repedésekben és éleknél a hozzáadott védőréteg állapota döntő fontosságú. Ha elsősorban a megjelenés egységessége és a színegyezés számít, akkor a rákent bevonatok vonzó megoldást jelenthetnek. Ha viszont a hosszú távú fémes megjelenés és a karcolási ellenállás fontosabb, akkor az anódosítás általában erősebbnek tűnik a papíron.
Keményanódosított vs rozsdamentes acél korrózióvédelem szempontjából
Keményanódosított vs rozsdamentes acél klasszikus kompromisszumot jelent. Az INCERTEC megjegyzi, hogy az anódosított alumínium súlya kb. egyharmada a rozsdamentes acél súlyának. A MaidaTech az alumínium sűrűségét kb. 2,7 g/cm³-ra, a rozsdamentes acélét pedig kb. 8 g/cm³-ra adja meg. Ez a súlykülönbség lényeges olyan termékek esetében, amelyek mozognak, függenek, szállításra kerülnek vagy könnyebb telepítést igényelnek.
A különbség az alumínium és a rozsdamentes acél között nemcsak a súlyról van szó. Az rozsdamentes acél általában nagyobb tömegszilárdságot és jobb ütésállóságot biztosít, míg az alumínium kisebb súlyt, könnyebb kezelhetőséget és számos kültéri környezetben kiváló korrózióállóságot nyújt. A korrózióállóság teljesítménye függ a környezettől is. Az rozsdamentes acél rendkívül ellenálló, de az INCERTEC megjegyzi, hogy a klórionok továbbra is okozhatnak pittings (pontszerű) és résekben zajló korróziót, és a MaidaTech hozzáfűzi, hogy egyes minőségek – például a 304-es típus – idővel foltosodhatnak vagy pitthelyeket alakíthatnak ki sótartalmú környezetben, míg a 316-os típus biztonságosabb választás közvetlen tengeri víz érintkezésére. Számos kültéri alkalmazásban alumínium és rozsdamentes acél kevésbé arról van szó, hogy egy univerzális győztest válasszunk, és inkább arról, hogy melyik gyengeséget tudjuk a legjobban kontrollálni.
| Anyag vagy felületkezelés | Korrózióviselkedés | Karcolás- és élviszony | Karbantartás és megjelenés | Relatív költségpozíció | Legjobb választás |
|---|---|---|---|---|---|
| Nyers alumínium | Jó természetes oxidvédelem, de érzékenyebb a klórionok okozta foltosodásra és pittingsre | A karcolások közvetlenül friss fémfelületet tesznek láthatóvá, bár a korrózió általában helyileg korlátozódik | Alacsony karbantartási igény, de a megjelenés kültérön gyorsabban elveszítheti fényességét | Legalacsonyabb alapvonal | Általános kültéri alkatrészek, ahol a költség- és tömegminimalizálás áll a legelőbb |
| Anódos alumínium | Javított felületi korrózióállóság egy szabályozott oxidrétegből | Jobb karcolás- és kopásállóság, mint a nyers alumíniumnál, de mély sérülés esetén helyileg felfedhető az alapanyag | Jó fémes megjelenés-megőrzés rutinszerű tisztítással | Közepes | Kültéri termékek, építészeti alkatrészek, díszítőelemek és gyakran érintett alkatrészek |
| Színes alumínium | A védelem az alkalmazott festékrendszer állapotától függ | A festékleválások, vágások és élkárosodások lényegesek, mert megszakítják a védőfelületet | Erős színválaszték, de a film sérülésének helyén az állapotot figyelni kell | Rendszertől függő | Színekre és vizuális egyezésre helyezett hangsúlyt kapó projektek |
| Porhanyós bevonatú alumínium | Kültéri használatra alkalmas felület, amely segít védeni az oxidációtól és az UV-sugárzástól | Rendkívül tartós, de a horpadások és élsérülések továbbra is szakszerű ellenőrzést igényelnek | Kiváló tartósság széles színválasztékban | Alacsony a közepes | Színes kültéri burkolatok, panelek és a fogyasztók felé forduló alkatrészek |
| Rozsdamentes acél | Nagyon jó korrózióállóság, de a klóridok továbbra is okozhatnak foltokat, lyukakat vagy résekben fellépő korróziót, a minőségi osztálytól függően | Általában kevésbé függ a felületkezeléstől, mint a bevonatos alumínium, bár a rések és a felületi szennyeződések továbbra is lényegesek | Jó hosszú távú megjelenés tisztítással, különösen akkor, ha a megfelelő minőségi osztályt választják | Magasabb | Nagy igénybevételnek, szerkezeti terhelésnek vagy ütésállóságot igénylő alkalmazások |
A táblázat egy dolgot egyértelművé tesz: nincs olyan felületkezelés, amely minden kategóriában győztes lenne. A legmegfelelőbb választás attól függ, hogy melyik szempont áll előtérben: a súly, a fémes megjelenés, a szín, az ütésállóság vagy a klóridállóság. Függ továbbá az összeszerelés részleteitől is, mert rostmentes acél és alumínium nagyon eltérő módon viselkedhetnek, ha ugyanabban a termékben nedvességet, rögzítőelemeket és útsólyt osztoznak.

A rozsdamentes acél és az alumínium szolgálati ideje alatti korróziójának megelőzése
A jó felületminőség gyakorlati körülmények között is megromolhat. A sófilm, a hátramaradó tisztítószer, a becsapódott nedvesség és a különböző fémekből készült szerelvények gyakran azt eredményezik, hogy egy tartós anodizált felület helyi korróziós problémává válik. Az örömteli hír az, hogy a megelőzés általában gyakorlatiasan megoldható.
Az anodizált felületek védelmét szolgáló tisztítási gyakorlatok
A Linetec az anodizált alumínium tisztítására enyhe szappanos oldatot és puha kendőket, szivacsokat vagy keféket javasol, majd alapos öblítést tiszta vízzel. Ugyanez az irányelv figyelmeztet a hatásos savas vagy lúgos tisztítószerek, a napfény által melegített felületek tisztítása, valamint a túlzottan durva dörzsölés elkerülésére. Megjegyzi továbbá, hogy a ködös partvidéki területek, az ipari övezetek és a védett mélyedések több sót és szennyeződést gyűjtenek, ezért általában gyakoribb mosást igényelnek.
- Azonosítsa a felületkezelést, és csak akkor tisztítsa, ha a felület hűvös.
- Öblítse le a laza szennyeződést, sót és piszkot tiszta vízzel.
- Mossuk el enyhe szappannal puha ruhával, szivaccsal vagy puha kefével.
- Alaposan öblítsük le, hogy a tisztítószer maradéka ne maradjon a fémfelületen.
- Szárítsuk meg, vagy hagyjuk levegőn száradni, majd ellenőrizzük az éleket, fúrt lyukakat, rögzítőüléseket és mélyülő területeket.
Ha betonfröccsenés, jégolvasztó só vagy erős vegyi anyag-maradék kerül a alkatrészre, azonnal távolítsuk el. A hosszú áztatási idő gyakran változtatja a kisebb lerakódást foltossá vagy helyi korrózióvá.
A rozsdamentes acél és az alumínium korróziójának kezdete
Ha éppen azon töpreng, reagál-e a rozsdamentes acél az alumíniummal , vagy reagál-e az alumínium a rozsdamentes acéllal , a gyakorlati válasz igen, ha a nedvesség zárja az áramkört. Professionális Hajóépítő magyarázza, hogy a galváni korrózió akkor kezdődik, amikor az alumínium elektromos kapcsolatban áll egy nemesebb fémmel, és jelen van egy elektrolit, például tengervíz, édesvíz, páratartalom, permet vagy eső. Ebben a párosításban a rozsdamentes acél nemesebb, ezért az alumínium a korrózióra hajlamosabb fém.
A a rozsdamentes acél és alumínium kémiai reakciója amit az emberek aggódnak, általában nem a drámai száraz érintkezés. A probléma ott kezdődik, ahol a fém-fém érintkezés, a nedvesség és a megkötött szennyeződések együttműködnek. Ezért rozsdamentes acél és alumínium korróziója gyakran először a rögzítőelemek körül, a peremeknél, a vágott éleknél és a szennyeződést megfogó résekben jelentkezik. Ugyanez a Professional BoatBuilder cikk kiemeli az oxigénhiányos, álló vizet is kockázati zónaként mind a rozsdamentes acél, mind az alumínium számára, ami miatt a nedves illesztéseket különösen fontos lezárni és ellenőrizni.
Egyszerű tervezési lépések a galváni kockázat csökkentésére
- Tegye: izolálja a rozsdamentes szerelvényeket az alumíniumtól nylon alátétekkel, műanyag hüvelyekkel, gumitömítésekkel vagy más nem vezető elválasztókkal, ahogy azt a Sinoextrud leírja.
- Tegye: teljesen bedobni a felszerelési elemeket és a tömítő rögzítő lyukakat, hogy a víz ne gyűlhessen össze az illesztés alatt.
- Tegye: a lefolyás és a szellőzés érdekében tervezni, ne pedig vízfogókat kialakítani.
- Tegye: rendszeresen ellenőrizni a gyártott éleket és a fúrt lyukakat, mert ezek a helyi jellemzők szolgálat közben könnyebben sérülhetnek.
- Ne tegyen: ne feltételezni, hogy az anódosítás egyedül megállítja az rozsdamentes acél–alumínium korróziót ha az illesztés nedvesen marad.
- Ne tegyen: só, tisztítószer-maradvány vagy építési hulladék hagyása védett felületeken.
- Ne tegyen: nem támaszkodni sérült vagy részleges bevonatokra ott, ahol továbbra is közvetlen érintkezés van.
Egyszerűen kifejezve: rozsdamentes acél–alumínium galvánkorrózió kevésbé magáról a fémekről, hanem inkább arról szól, hogyan tisztítják, tömítik, lefolyóztatják és szigetelik az összeszerelést. Ezeket a részleteket kell ellenőrizni, és galvánkorrózió alumínium és rozsdamentes acél között sokkal kevésbé valószínűvé válik. Az ilyen típusú mezőbeli megbízhatóság általában jóval korábban kezdődik, azzal, ahogyan az alkatrész eredetileg meg lett határozva, megmunkálva és felületkezelve.
Hogyan adjunk meg jól öregedő anódolt extrúziókat
A megadás (specifikáció) az a szakasz, ahol a korrózió története általában eldől. Amikor a vásárlók később azt kérdezik: rozsdásodik-e az anódolt alumínium , a válasz gyakran visszavezethető a gyártás megkezdése előtt meghozott döntésekre. Az autóipari rögzítőelemekre, díszítőelemekre, házakhoz és sínrendszerekhez az anódolt alumínium akkor működik a legjobban, ha az ötvözet kiválasztása, a profil terve, a megmunkálási terv és az ellenőrzési követelmények egyetlen rendszerként kerülnek kezelésre.
Mit kell megadni az anódolt extrúziók megrendelése előtt
- Válasszon anódoláshoz alkalmas ötvözetet. A PTSMAKE megjegyzi, hogy az 5xxx és 6xxx ötvözetek általában tisztább és egységesebb anódosított felületet eredményeznek, mint a 2xxx vagy 7xxx ötvözetek.
- Írjon egy valós felületi befejezési megjegyzést. Ha szüksége van egy szokásos tiszta anódosított alumínium felületre , akkor a csupán „anódosított” megjelölés helyett adjon meg MIL-A-8625 Type II, Class 1 szabványt.
- Határozza meg a felület-előkészítésre vonatkozó elvárásokat. A PTSMAKE kimutatta, hogy az előkezelés erősen befolyásolja a végső megjelenést, ezért a mattnak, fényesnek vagy természetesnek kívánt felületeket a gyártás engedélyezése előtt meg kell egyeztetni.
- Kötelező vastagság- és zárásellenőrzés. A PTSMAKE a vastagságot és a zárást alapvető teljesítménymutatóknak tekinti, és kiemeli az örvényáramos vizsgálatot, mint nem romboló módszert a fóliavastagság ellenőrzésére.
- Állítsa be a kozmetikai szabványokat korán. Megjelenés-szempontból kritikus alkatrészek esetén, ideértve fekete anódolt alumíniumot , érdeklődjön az egyenletesség biztosításáról a bevonat vastagságával, a felület előkészítésével és az eljáráskontrollal kapcsolatban. A JM Aluminium e tényezőket közvetlenül a felületminőséghez köti.
- Ellenőrizzen dokumentumok alapján, ne találgatással. Ha meg kell tudnia, hogyan állapítható meg, hogy az alumínium anódolt-e a beérkező alkatrészeknél, kérjen felületmeghatározásokat, vizsgálati adatokat és ellenőrzési jelentéseket, ne csak a szín alapján ítéljen.
Miért alakítja az eljáráskontroll a korróziós eredményeket
Az anódolás érzékeny az ötvözetre, az előkezelésre, a rácsozásra, a fürdőkontrollra és a zárásra. A PTSMAKE emellett a gyakori felületi hibákat is folyamat- (eljárás-) kapcsolati, kezelési és anyagkapcsolati hibák csoportjaiba sorolja. Ez hasznos emlékeztető arra, hogy a gyenge korrózióállóság gyakran már jóval a mezőn tapasztalt panaszok előtt folyamatbeli ingadozásból fakad.
Gyártási partnerválasztás autóipari alumínium alkatrészekhez
- Keressen olyan tanúsításokat, amelyek megfelelnek a végfelhasználói piacon érvényes követelményeknek. A Sinoextrud kiemeli az ISO 9001 és az IATF 16949 szabványokat fontos minőségi jeleknek, ahol az IATF 16949 különösen releváns az autóipari munkák esetében.
- Preferálja azokat a beszállítókat, akik képesek egyetlen folyamatban kezelni az extrúziót, megmunkálást, felületkezelést és a minőségellenőrzést, mivel kevesebb átadás általában jobb felületi nyomvonalazhatóságot jelent.
- Érdeklődjön az mérnöki támogatásról, a gyártási kapacitásról és a kommunikációs átláthatóságról – ne csak az egységárakról.
- Azok számára, akik egyedi autóipari beszállítókat értékelnek, Shaoyi Metal Technology az egyik hasznos példa arra, amire figyelni érdemes: IATF 16949 tanúsítással rendelkező folyamatok, mérnöki támogatás, gyors árajánlatok és ingyenes tervezési elemzés.
Ha anódolt alkatrészek később „rozsdásodásra” hajlamosnak tűnnek, a gyökérok gyakran egy gyenge specifikáció vagy gyenge folyamatszabályozás, nem maga az anódolás.
GYIK az anódolt alumínium rozsdásodásáról és korróziójáról
1. Rozsdásodik-e az anódolt alumínium, vagy csupán korrózió éri?
Az anodizált alumínium nem képez vörös rozsdát, mert a rozsda vas jelenlétét igényli. Azonban oxidációt vagy korróziót alakíthat ki, amely általában fehér maradék formájában, elszürkülésként, foltosodásként vagy helyi bemélyedések formájában jelentkezik, nem pedig pikkelyszerű, vöröses színű rétegként. Az anodizált réteg a természetes oxidréteg vastagításával javítja a védelmet, de a só, a becsapódott nedvesség, a kopás és a hatásos vegyszerek továbbra is támadhatnak a kitett vagy rosszul védett területeket. Gyakorlati szempontból a valódi aggodalom a korróziós viselkedés, nem pedig a rozsda – a vasanyagokra jellemző értelemben.
2. Miért válik fehérre vagy krémszerűvé az anodizált alumínium felületem?
A fehér vagy felhős fólia az anódolt alumínium felületén gyakran a felületi oxidációra, ásványi lerakódásokra, zárómaradékra, öblítőszennyeződésre vagy tisztítószer-maradékra utal, nem pedig súlyos fémveszteségre. Ezek közül sok változás elsősorban esztétikai jellegű, különösen akkor, ha a felület sima marad, és a folt nem mélyül el. A fontosabb figyelmeztető jelek a durva felület, a pontszerű bemélyedések vagy az éltől, rögzítőelemtől vagy karcolástól kiinduló, egyre terjedő károsodás. Enyhe tisztítás és alapos szemrevételezés jobb első lépés, mint az, ha minden halvány foltot meghibásodásként feltételezünk.
3. Használható-e az anódolt alumínium kültéri környezetben vagy az óceán közelében?
Igen, az anodizált alumíniumot gyakran használják kültéri alkalmazásokra, mert a felületi kezelés tartós, és jól bírja a napfényt és az időjárási viszonyokat. A tengerparti levegő, a fagymentesítő sók és a vízbefolyásnak kitett környezetek szigorúbb követelményeket támasztanak, mivel a klóridok károsítást okozhatnak (pl. lyukasodást), különösen a vágott élek, illesztések és nedvesen maradó mélyedések környékén. A rendszeres öblítés, a megfelelő lefolyás és az agresszív tisztítószerek kerülése jelentősen meghosszabbíthatja a szolgálati élettartamot. Sóterhelésnek kitett környezetben a felület minősége, a zárás és a alkatrész tervezése ugyanolyan fontos, mint az alapanyag.
4. Mi történik, ha az anodizált alumíniumot karcolják vagy fúrják?
Egy sekély karcolás csak az esztétikai megjelenést érintheti, de egy mély karcolás, vágott él vagy fúrt lyuk pontosan azon a helyen új alumíniumfelületet tárná fel. A környező anódolt felület általában érintetlen marad, mivel az anódolás a fémbeli anyag része, nem pedig egy olyan réteg, amely a alkatrész egészén lehámlana. Ennek ellenére a felfedett területek helyi korróziós pontokká válhatnak, ha nedvességet, szennyeződést vagy sót gyűjtenek. A legjobb következő lépés az ilyen területek durvaságának, gödrösségének vagy ismétlődő kopásnak a vizsgálata, nem csupán a színváltozás figyelése.
5. Mit kérdezzek egy beszállítótól, ha anódolt alumínium alkatrészekre van szükségem autóipari felhasználásra?
Kérje a részleteket az ötvözet kiválasztásáról, a felületkezelési előírásokról, a vastagságellenőrzésekről, a tömítés szabályozásáról, a megmunkálási sorrendről, az élszegély-védésről és az ellenőrzési jegyzőkönyvekről. Okos döntés továbbá olyan beszállítók preferálása, akik az extrúziót, a megmunkálást, a felületkezelést és a minőségellenőrzést egyetlen folyamatban kezelik, mivel ez csökkenti a nyomon követhetőségi réseket, amikor a felületminőség kritikus szempont. Az autóipari programok esetében az IATF 16949 tanúsítás erős jele annak, hogy a folyamat szigorúan szabályozott. A Shaoyi Metal Technology nevű beszállító hasznos összehasonlítási alap lehet a lehetőségek értékelésekor, mivel integrált gyártási folyamatot, mérnöki támogatást, gyors árajánlatokat és ingyenes tervezési elemzést kínál egyedi alumínium extrúziós termékekhez.