 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Egyedi megmunkálási költségek feltárva: Amire a gyártók nem figyelmeztetnek előre
Mit jelent valójában az egyedi megmunkálás a modern gyártásban
Sosem gondolta el, hogy az mérnökök hogyan hoznak létre olyan precíziós alkatrészeket, amelyek egyszerűen nem léteznek egyetlen beszállító polcán sem? Itt jön képbe az egyedi megmunkálás. Lényege, hogy ebben a gyártási megközelítésben CNC-technológiát használnak az alkatrészek pontos specifikációk szerinti előállítására – egyedi geometriák, szigorú tűrések és ügyfél-specifikus követelmények kielégítése, amelyeket a szabványos gyártási módszerek nem tudnak biztosítani.
Ellentétben a tömeggyártással, amely a megbízhatóan nagy mennyiségű azonos alkatrész előállítására összpontosít , az egyedi megmunkálási szolgáltatások a rugalmasságra és a pontosságra helyezik a hangsúlyt. Nem korlátozódik a már elérhető termékek kínálatára. Ehelyett a tervezőcsapat egy részletes CAD-modellt készít, amely pontosan meghatározza a méreteket, alakokat és anyagkövetelményeket. A CNC-gépek és a programozás ezután ezt a digitális tervrajzot rendkívüli pontossággal fizikai alkatrésszé alakítja.
A tervrajztól a precíziós valóságig
A fogalmazástól az elkészült alkatrészig vezető út egy strukturált folyamat. Először mérnöki csapatuk kialakít egy átfogó tervezést, amely meghatározza minden kritikus méretet. Ezután következik a prototípus-gyártás, ahol a megmunkált alkatrészeket szigorú funkcionális teszteknek vetik alá. Csak ezen érvényesítés után kezdődik meg a teljes méretekben történő gyártás.
Így gondoljon rá: a tömeggyártás azt kérdezi: „Mennyi azonos darabot tudunk óránként előállítani?” A személyre szabott megmunkálás viszont így szól: „Milyen pontos specifikációkat igényel ez az egyedi alkatrész?” Ez az alapvető különbség alapvetően meghatározza, hogyan közelíti meg a gyártó cég a projektjét.
A személyre szabott megmunkálás az elengedhetetlen híd a tervezési szándék és a fizikai valóság között – összetett mérnöki fogalmakat alakít át olyan precíziós alkatrészekké, amelyek pontosan úgy működnek, ahogy azt elképzelték.
Miért nem megfelelők a szabványos alkatrészek
A szabványos, készleten kapható alkatrészek jól működnek általános alkalmazásokhoz. De mi történik akkor, ha a projektje olyan szigorú tűréseket igényel, mint például 0,076–0,127 mm? Vagy ha a tervezés olyan geometriát követel meg, amelyet egyetlen katalógusban szereplő termék sem tud kielégíteni? Pont ebben az esetben válik értékké a precíziós megmunkálási szolgáltatás.
Az űrkutatási, orvostechnikai és védelmi iparágak nagymértékben támaszkodnak erre a megközelítésre. Alkatrészeiknek pontos előírásoknak kell megfelelniük, ahol még a mikroszkopikus eltérések is veszélyeztethetik a biztonságot vagy a teljesítményt. Egy sebészeti eszköz például nem tűrheti azokat a méretbeli ingadozásokat, amelyek elfogadhatók fogyasztói termékek esetében.
A előnyök nem csupán a pontosságon túlmutatnak:
- Testreszabott specifikációk amelyek javítják a meglévő rendszerekkel való kompatibilitást
- Kiváló anyagválasztás ideértve az exotikus ötvözeteket és a mérnöki műanyagokat
- Innovatív dizájtok amelyek versenyelőnyt biztosítanak a cégek számára
- Csökkent hibaszám szigorúbb minőségellenőrzési folyamatok révén
Ebben a cikkben megismerheti a személyre szabott gyártást meghatározó alapvető CNC-folyamatokat, megtanulhatja, hogyan válasszon megfelelő anyagokat, megértheti a tűréshatárokra vonatkozó követelményeket, összehasonlíthatja az alternatív módszereket, és végül kiválaszthatja a megfelelő gyártási partnert saját specifikus igényeihez. Akár prototípus fejlesztésén dolgozik, akár korlátozott termelési sorozat tervezését végzi, ezeknek az alapelveknek a megértése segít megbízható, projektcélokhoz és költségvetéshez igazított döntések meghozatalában.

A személyre szabott gyártást meghatározó alapvető CNC-folyamatok
Most, hogy megértette, mit nyújt a személyre szabott megmunkálás, nézzük meg a mögötte rejlő gépeket. Négy fő CNC-folyamat alkotja a precíziós gyártás gerincét, mindegyik különleges képességekkel rendelkezik meghatározott alkalmazási területekre. Annak ismerete, mikor melyik folyamatot érdemes alkalmazni – és hogyan egészítik ki egymást – jelentősen befolyásolhatja projektje sikerét és költségvetését.
CNC-marás és -forgácsolás alapjai
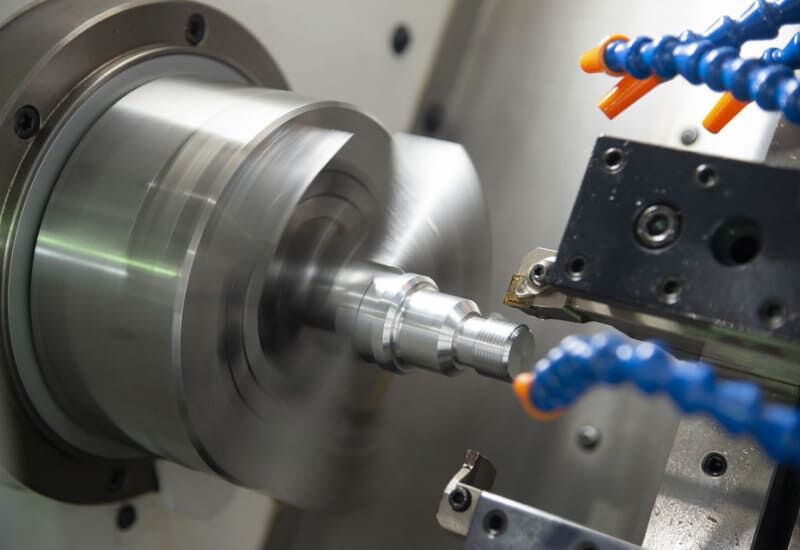
Képzelje el, hogy egy tömör alumíniumtömbből formáz egy összetett 3D alakzatot. Ezt teszi lényegében a CNC marás. Egy forgó vágószerszám több irányban mozog a munkadarabján, anyagot eltávolítva bonyolult geometriai formák kialakításához , mélyedések, horpadások és felületi jellemzők készítéséhez. A modern 5-tengelyes marógépek gyakorlatilag bármely szögből megközelíthetik a munkadarabot újrafogás nélkül – így minimalizálva a tűréshatárok összeadódását és ±0,0005 hüvelyk (≈0,0127 mm) pontosságot érnek el a méretekben.
Mi teszi olyan sokoldalúvá a marást? A CNC vágógép bonyolult kontúrokat is képes kivitelezni, részletes felületi textúrákat előállítani, és olyan jellemzőket létrehozni, amelyek kézi módszerekkel lehetetlenek lennének. Akár egy prototípus házat kell elkészítenie belső üreggel, akár egy gyártási alkatrészt pontos rögzítési felületekkel – a marás kezeli a geometriai bonyolultságot.
A CNC esztergálás alapvetően eltérő megközelítést alkalmaz. Itt a munkadarab forog, miközben álló vágószerszámok hengeres formára alakítják. Gondoljon tengelyekre, csapágygyűrűkre, csavarkötelekre és bármely forgásszimmetrikus alkatrészre. Egy minőségi CNC esztergálási szolgáltatás ±0,0005 hüvelyk (±0,0127 mm) tűrést érhet el az átmérő méreteknél, így ez a folyamat elengedhetetlen olyan alkatrészek gyártásához, amelyek pontos illeszkedést igényelnek.
A modern, élő szerszámozással felszerelt CNC esztergák elmosnak a forgácsolás és a marás közötti határvonalat. Ezek a gépek fúrást, menetvágást és akár marási műveleteket is végezhetnek, miközben a munkadarab továbbra is rögzítve van – így csökken a beállítási idő, és kizárhatók a többszörös kezelésből eredő hibák. A svájci típusú gépek kiválóan alkalmasak hosszú, vékony alkatrészek gyártására, ahol a hagyományos esztergák esetleg deformációs problémákkal küzdenének.
Mikor válasszon egyiket a másik helyett? Fontolja meg alkatrésze domináns geometriáját:
- Főként hengeres forgásszimmetrikus jellemzőkkel → CNC esztergálás
- Összetett 3D formák zsebekkel és kontúrokkal → CNC marás
- Mindkét típus kombinációja → Többtengelyes maró-forgácsoló központok
Pontos fúrási műveletek
Egyszerűnek tűnik, ugye? Csak lyukakat kell készíteni? Nem egészen. A pontos fúrás egyedi gyártásban sokkal többet jelent, mint hogy egy fúrószárat egyszerűen átvezetnénk egy fémdarabon. A folyamat magában foglalja a pontos átmérő eléréséhez szükséges kiegészítő fúrást (reaming), a rögzítőelemek fejének befogadására szolgáló mélyedésfúrást (counterboring) és a hossz-szélesség arányt meghaladó, 10:1-nél nagyobb értékeket igénylő alkatrészekhez szükséges mélylyuk-fúrást.
A lyukok tűrései rendkívül fontosak az összeszerelési alkalmazásokban. Egy tengelycsapágy megfelelő működéséhez pontosan méretezett furat szükséges – túl laza furat esetén rezgés lép fel, túl szoros furatnál pedig a súrlódás miatt előidéződik a korai kopás. A modern CNC-fúrási műveletek rendszeresen elérnek 0,025 mm-es (0,001 hüvelyk) pozíciópontosságot és ±0,013 mm-es (±0,0005 hüvelyk) átmérő-tűrést a kritikus geometriai elemeken.
Amikor az elektromos szikraforgácsolás (EDM) elengedhetetlenné válik
Mi történik akkor, ha a hagyományos CNC-vágószerszámok egyszerűen nem érik el a szükséges geometriát? Vagy amikor az anyag olyan kemény, hogy a hagyományos módszerek azonnal tönkretennék a szerszámokat? Ebben az esetben az elektromos kisüléses megmunkálás (EDM) nyújt megoldást.
Az EDM (elektromos szikraforgácsolás) vezérelt elektromos szikrákkal működik, amelyek anyagot távolítanak el érintésmentesen. A huzalos EDM finom, két dimenziós profilokat állít elő ±0,0001 hüvelyk (kb. ±2,54 μm) tűréssel – ez tízszer pontosabb, mint a szokásos megmunkálás. A mélyedéses EDM összetett háromdimenziós üregeket hoz létre formázott elektródák segítségével, így belső geometriai elemeket alakít ki. A precíziós megmunkálási szakértők szerint Az EDM felületi érdességet ér el 0,1 μm Ra-ig , gyakran teljesen kiváltva ezzel a másodlagos polírozási műveleteket.
Az EDM különösen jól alkalmazható keményített anyagoknál, amelyek keménysége meghaladja a 60 HRC-t – például szerszámacél, volfrám-karbid és exotikus ötvözetek, amelyek gyorsan elkopasztanák a hagyományos vágószerszámokat. Az orvosi eszközök gyártói gyakran az EDM-t írják elő sebészeti eszközökhöz, amelyeknek egyaránt szükségük van extrém keménységre és összetett geometriára.
Folyamatok összehasonlítása pillantásra
A megfelelő folyamat kiválasztása az Ön konkrét igényeitől függ. Ez az összehasonlítás segít megérteni, hogy mindegyik módszer milyen eredményeket nyújt:
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Az anyagi összeegyeztethetőség |
|---|---|---|---|
| CNC Frészlés | Összetett 3D-geometriák, felületi jellemzők, mélyedések, horpadások | ±0,0005"-tól ±0,002"-ig | Alumínium, acél, titán, műanyagok, kompozit anyagok |
| CNC Forgatás | Hengeres alkatrészek, tengelyek, csapágyak, menetes alkatrészek | ±0,0005"-tól ±0,001"-ig | Minden megmunkálható fém és mérnöki műanyag |
| Fúrás/felbővítés | Pontos furatok, csiszolt lemezek, mélyfurat-alkalmazások | ±0,0005" átmérő, ±0,001" pozíció | A legtöbb fémes és műanyag anyag |
| Drót- és mélyedéses EDM | Hegeszthető anyagok, bonyolult profilok, belső üregek | ±0,0001″ - ±0,0005″ | Bármely vezetőképes anyag, különösen keményített acélok |
Összetett alkatrészek gyártása több folyamat kombinálásával
Itt van egy dolog, amit sok beszállító nem magyaráz el előre: a legtöbb pontossági alkatrész több műveletet igényel. Egy CNC-marásra készült ház például fordított kiemelkedéseket, fúrt rögzítőfuratokat és EDM-mel vágott horpadásokat is igényelhet – mindezt ugyanazon az alkatrészen. Ennek megértése segít reális szállítási határidőkre és költségekre számítani.
Megbízható CNC-es esztergálási szolgáltatások gyakran együttműködnek EDM-szakemberekkel, vagy saját házban is rendelkeznek több folyamatra kiterjedő képességekkel. Ajánlatok értékelésekor kérdezze meg, hogyan halad át az alkatrész a gyártási folyamaton. Általában kevesebb beállítás jobb tűréskontrollt és alacsonyabb költségeket jelent. Egy olyan gyártóüzem, amely integrált képességekkel rendelkezik, szorosabb specifikációkat tud tartani, mint egy olyan, amely a műveleteket több alvállalkozónak bízza.
A valódi kérdés az lesz: milyen anyagból készüljön a pontossági alkatrész? Ez a választás nemcsak azt befolyásolja, hogy mely gyártási eljárások alkalmazhatók legjobban, hanem a végleges alkatrész teljesítményjellemzőit is.
Anyagválasztási útmutató egyedi megmunkált alkatrészekhez
A megfelelő anyag kiválasztása talán a legfontosabb döntés, amelyet egyedi gépi megmunkálási projektje során hoz . Miért? Mert az anyagválasztás közvetlenül befolyásolja a megmunkálási paramétereket, a felületi minőséget, valamint azt, hogy az alkatrész hogyan működik a gyakorlati körülmények között. Ugyanakkor sok gyártó üzem egyáltalán nem tárgyalja ezt a kérdést, így az Önre marad a döntés meghozatala.
Vizsgáljuk meg a lehetőségeket három kategóriába sorolva: fémek és ötvözetek, műszaki műanyagok, valamint speciális anyagok. Mindegyik kategória saját előnyöket kínál az alkalmazási igényektől függően.
Fémek és ötvözetek igényes alkalmazásokhoz
Amikor a szilárdság, a tartósság és a hőteljesítmény a legfontosabb szempont, a fémek továbbra is az első választás. De melyik fém? Ez teljes mértékben az Ön konkrét alkalmazásától függ.
Alumínium-ligaturából jó okból uralkodnak a légi- és autóipari alkalmazásokban. A Xometry anyagútmutatója szerint ezek a könnyűsúlyú anyagok kiváló hővezetőképességgel rendelkeznek, és hőkezeléssel megnövelhető a szilárdságuk. Az alumínium 7075 például 540 MPa húszószilárdságot nyújt, miközben továbbra is kiválóan megmunkálható – tökéletes választás a szerkezeti repülőgép-hordozóelemekhez, ahol a tömegcsökkenés közvetlenül üzemanyag-hatékonyságnövekedést eredményez.
- Alumínium 6061 – Kiváló hegeszthetőség, széles körben extrudálható, ideális általános célú alkalmazásokhoz
- Alumínium 7075 – Magas szilárdság (540 MPa), kiváló fáradási ellenállás, az űr- és légiiparban preferált
- Alumínium 5083 – A nem hőkezelhető ötvözetek között a legjobb korrózióállóság, tengeri környezetekhez alkalmas
Rozsdamentes acél akkor válik elengedhetetlenné, ha a korrózióállóság áll az első helyen. Az ausztenites fokozatok, például a 304 és a 316 típusú acél kiváló forgácsolhatóságot biztosítanak esztergálásra, menetkészítésre, fúrásra és marásra. A 316-os fokozat molibdén-t tartalmaz, amely javítja az állóképességet a klórsavakkal szemben – ezért ideális orvosi eszközök és vegyipari feldolgozóberendezések gyártásához.
Mi a helyzet a kopásálló alkalmazásokkal? Itt válik különösen értékessé a bronz megmunkálása. A CNC-vel megmunkált bronz alkatrészek kiválóan alkalmazhatók csapágyakban, bélészekben és csúszófelületeken, ahol önműködő kenési tulajdonságaik csökkentik a karbantartási igényt. A sárgaréz ötvözetek – réz-cink kombinációk – kiváló forgácsolhatóságot és kitűnő meleg alakíthatóságot nyújtanak tengerészeti és autóipari alkalmazásokhoz.
Zinkus ötvözött fém külön figyelmet érdemel az autóipari és az elektronikai alkalmazásokhoz. Ezek az ötvözetek kiváló öntési tulajdonságot és jó forgácsolhatóságot egyesítenek a másodlagos megmunkálási műveletekhez, így költséghatékony megoldást nyújtanak összetett házak, rögzítők és szerkezeti alkatrészek gyártásához, amelyek mérsékelt szilárdságot igényelnek.
Műszaki műanyagok és speciális anyagok
Amikor vegyszerállóságra, elektromos szigetelésre vagy egyszerűen egy könnyebb alternatívára van szüksége a fémhez képest, az ipari műanyagok kiváló teljesítményt nyújtanak. A kulcs a megfelelő anyagtulajdonságok és a funkcionális igények összeegyeztetése.
Delrin anyag (A DuPont cég homopolimer acetalra vonatkozó védjegye) kiemelkedő pontosságú mechanikai alkatrészek gyártására különösen alkalmas. Az Xometry acetal megmunkálási specifikációi szerint a poliacetal (Delrin) kiváló méretstabilitást biztosít ±0,010"-es szokásos tűrésekkel, illetve ±0,001"-es elérhető tűrésekkel. Ez a Delrin műanyag tulajdonságait megtartja –40 °C és +120 °C közötti hőmérséklettartományban – sokkal szélesebb tartományban, mint a legtöbb műanyag.
- Delrin 150 – Magas ütésállóság, alacsony súrlódási együttható, ideális fogaskerekek és csapágygyűrűk gyártásához
- Delrin 100 AF – PTFE-vel dúsított, javított kopásállóság csapágyalkalmazásokhoz
Amikor a ütésállóság a legfontosabb szempont, érdemes a gépi megmunkáláshoz nylon anyagot választani. Ez a termoplasztik kiváló húzószilárdsággal és karcolásállósággal rendelkezik, így ideális szerkezeti alkatrészek gyártására, amelyek ismétlődő terhelési ciklusoknak vannak kitéve.
A PEEK (poliéter-éter-keton) az ipari műanyagok prémium szegmensét képviseli. Kiemelkedő kémiai ellenállását megtartja magas hőmérsékleten is, emellett kiváló fáradási ellenállással és alacsony súrlódási együtthatóval rendelkezik. Orvosi implantátumok és légi- és űrhajózási alkatrészek gyakran PEEK anyagot igényelnek, amikor biokompatibilitásra vagy extrém körülmények közötti legmagasabb szintű teljesítményre van szükség.
- Polikarbonát – Töredéketlen, nagy merevségű, kiválóan alkalmas átlátszó szerkezeti alkatrészek gyártására
- PTFE (Teflon) – Kiváló kémiai ellenállású, de nehézkes a szoros tűrések betartása a hőtágulás miatt
- Uhmw polyethylene – Kiváló kopásállóságú, önkenyelmező, kiválóan működik fagypont alatti hőmérsékleteken
Hogyan befolyásolja az anyagválasztás a projektjét
Itt van egy dolog, amit sok szállító nem mond el előre: az anyagválasztás hatással van a projekt minden aspektusára. A keményebb anyagok lassabb előtolási sebességet és gyakoribb szerszámcsere-műveleteket igényelnek – ez közvetlenül befolyásolja a költségeket. A lágyabb műanyagok esetleg jobb felületi minőséget érhetnek el szokásos szerszámozással, de állandó terhelés alatt deformálódhatnak.
Vegye figyelembe ezeket a gyakorlati kompromisszumokat:
- Gépezhetőség vs. teljesítmény – A könnyen megmunkálható ötvözetek gyorsabban vágódnak, de esetleg csökken a szilárdságuk
- Felületminőség potenciálja – Egyes anyagok kiválóan polírozhatók; mások további utómunkálatot igényelnek
- Hőmérsékleti viselkedés – A nagy hőtágulási együtthatójú műanyagoknál nehézkes a szoros tűrések betartása
- Költségek – Az exotikus ötvözetek és speciális műanyagok prémium árként kerülnek forgalomba
A legjobb megközelítés? Először határozza meg a teljesítményre vonatkozó követelményeit, majd dolgozzon visszafelé, hogy azonosítsa azokat az anyagokat, amelyek megfelelnek ezeknek a specifikációknak, miközben gépesíthetők és költséghatékonyak maradnak. A specifikációkról szólva: a tűréshatárok megértése a következő kritikus lépés annak biztosításához, hogy egyedi alkatrészei úgy működjenek, ahogy tervezték.
Pontossági tűréshatárok és minőségellenőrzési szabványok magyarázata
Kiválasztotta az anyagát, és kiválasztotta a megfelelő CNC-folyamatot. Most jön egy olyan kérdés, amely jelentősen befolyásolja mind az Ön költségvetését, mind alkatrésze funkcionális működését: milyen szorosaknak kell lenniük a tűréshatároknak? Éppen itt dől el sok egyedi megmunkálási projekt sorsa: vagy ragyogóan sikerül, vagy drága tanulság lesz a túlzottan szigorú specifikációkból.
Az ASME-szabványok szerint a tűrések a méret alapértékétől engedélyezett teljes eltérést jelentik – így biztosítva, hogy az alkatrész illeszkedjen és megfelelően működjön. Azonban itt van egy dolog, amit a gyártók gyakran nem magyaráznak el: nem minden méret ugyanolyan pontosságot igényel. A tűrésosztályok megértése segít meghatározni, mely jellemzők számítanak valóban, és elkerülni a felesleges költségeket olyan funkciókon, amelyek nem kritikusak.
A tűrésosztályok megértése és hatása
A tűrési követelmények különböző osztályokba sorolhatók, amelyek mindegyike más-más alkalmazási területre alkalmas. A szokásos kereskedelmi tűrések tökéletesen megfelelnek a legtöbb általános célú CNC-megmunkálási alkatrészhez, ahol az összeszerelési illeszkedés nem kritikus tényező. Amikor azonban repülőgépipari vagy orvosi alkalmazásokhoz szükséges precíziós CNC-megmunkálási szolgáltatásokat állítanak elő, szigorúbb specifikációkra van szükség – és ennek megfelelően nő a gyártási bonyolultság.
Vizsgáljuk meg a tűrésosztályok és gyakorlati következményeik összehasonlítását:
| Tűréshatárok osztálya | Tipikus Tartomány | Közös alkalmazások | Költség-hatás |
|---|---|---|---|
| Szokásos kereskedelmi minőség | ±0,005"-tól ±0,010"-ig | Tartók, házak, nem kritikus szerkezeti alkatrészek | Alapárak |
| Pontosság | ±0,001"-tól ±0,005"-ig | Szerelési felületek, csapágyillesztések, fogaskerék-alkatrészek | 15–30% felár |
| Nagy Precizitás | ±0,0005"-tól ±0,001"-ig | Hidraulikus alkatrészek, orvosi eszközök, optikai rögzítőelemek | 40–75% felár |
| Ultra pontos megmunkálás (svájci megmunkálás) | ±0,0001″ - ±0,0005″ | Légi- és űrkutatási műszerek, sebészeti implantátumok, mikroelektronika | 100%-os vagy annál nagyobb felár |
Figyelje meg, hogyan nőnek a költségek a megengedett tűréshatárok szigorodásával? Ennek az az oka, hogy az ultra pontos megmunkálás lassabb megmunkálási sebességet, gyakoribb ellenőrzéseket, klímavezérelt környezetet és gyakran speciális berendezéseket igényel – például svájci megmunkálóközpontokat, amelyeket kifejezetten mikronos pontosságra terveztek.
A precíziós gyártással foglalkozó szakértők szerint a megmunkáló gépek pontossága közvetlenül befolyásolja a elérhető tűréshatárokat. A forgóorsó futási hibája, a vezetőpálya kopása és a hőmérsékletváltozásból eredő deformáció rendszeres hibákat okoz, amelyek a gyártás során összeadódnak. Ez magyarázza, hogy miért nem képes minden gyártóüzem ugyanolyan pontosságot biztosítani – felszerelésük képességei jelentősen eltérnek.
Amikor szigorúbb tűrések számítanak
Tehát mikor érdemes szigorúbb tűréseket megadni a megmunkált alkatrészein? Összpontosítson a funkcionális méretekre—azokra a jellemzőkre, amelyek közvetlenül befolyásolják alkatrészének előírt működését:
- Összeszerelési felületek ahol az alkatrészeknek meghatározott hézagokkal vagy interferenciával kell illeszkedniük
- Csapágyfuratok és tengelyátmérők pontos futóillesztéseket igényelnek
- Tömítőfelületek ahol a szivárgás károsítaná a működést
- Rögzítőelemek amelyek más alkatrészekkel való igazítást biztosítanak
Itt egy gyakorlati tanács: csak ott alkalmazzon szigorúbb tűréseket, ahol ezt a funkció megköveteli. Egy ház például ±0,0005" tűrést igényelhet a csapágyfurata esetében, míg a rögzítőfuratoknál teljesen elegendő a szokásos ±0,005". Ez a szelektív megközelítés—amit a mérnökök funkcionális tűréselemzésnek neveznek—optimalizálja költségvetését anélkül, hogy kompromisszumot kötnénk a teljesítményen.
A fém CNC megmunkálás tűrései szintén kölcsönhatásba lépnek az anyagtulajdonságokkal. Az alumínium, amelynek magas a hőtágulási együtthatója, hőmérséklet-vezérelt mérést igényel. A keményített acélok jobban megtartják a méreteket, de pontosabb megmunkálást igényelnek. Még a CNC-fém felületi minősége is befolyásolja a mérés pontosságát – a durva felületek bizonytalanságot keltenek abban, hogy hol helyezkedik el valójában a méret.
Minőségellenőrzési módszerek, amelyek biztosítják az egységességet
A tűrések megadása értelmetlen, ha nincsenek megbízható ellenőrzési módszerek. Itt válik alapvetően fontossá a statisztikai folyamatszabályozás (SPC). A IATF 16949 irányelvek szerint az SPC a gyártási folyamatokat figyeli, hogy folyamatosan javítsa a termék minőségét, és időben észlelje a hibás alkatrészek előállítását kiváltó eltéréseket.
A folyamatszabályozási diagramok a méretbeli ingadozást követik nyomon a gyártási folyamatok során. Amikor a feltüntetett adatpontok az előre meghatározott szabályozási határok között helyezkednek el, a folyamat stabil marad. A határok felé mutató tendenciák korrekciós intézkedéseket indítanak el, mielőtt a alkatrészek megszegnék a megadott specifikációkat – ezzel a hangsúly a gyártás utáni észlelésről a gyártás közbeni megelőzésre tolódik el.
Az IATF 16949 (autóipari) és az AS9100D (légi- és űripari) tanúsítások rendszeres minőségirányítási megközelítést írnak elő. Ezek nem csupán papírmunka-gyakorlatok. Szükségesek:
- Dokumentált mérési eljárások az ellenőrzési módszerek egységes alkalmazásának biztosítása
- Kalibrált mérőeszközök nyomon követhető pontossági szabványokkal
- Folyamatképességi vizsgálatok az eszközök képességének mennyiségi értékelése, hogy folyamatosan teljesítsék a megadott specifikációkat
- Hibajavító rendszerek amelyek a problémák gyökérokaival, nem pedig csak a tüneteikkel foglalkoznak
A mérési rendszer képessége maga is hatással van a tűrés-ellenőrzésre. Az ipari szabványok szerint a mérési bizonytalanságnak kevesebbnek kell lennie, mint a vizsgált tűrés 10%-a – azaz egy ±0,001" tűrés esetén a mérési pontosságnak ±0,0001" vagy annál jobbnak kell lennie. A koordináta-mérő gépek (CMM-k) ezt a képességet nyújtják összetett alkatrészek, több kritikus jellemzővel rendelkező darabok esetében.
Annak megértése, hogyan befolyásolják a tűrések a költségeket és a minőséget, segít megbízható specifikációk megadásában. De hogyan viszonyul a megrendelésre gyártott alkatrészek készítése más gyártási módszerekhez, amelyek hasonló eredményt érhetnek el eltérő árakon?

Egyedi megmunkálás vs. alternatív gyártási módszerek
Most, hogy megértette a tűréseket és a minőségellenőrzést, egy nagyobb kérdés merül fel: valójában a megrendelésre gyártott alkatrészek készítése a legmegfelelőbb megközelítés-e a projektje számára? Sok gyártó nem folytat ilyen beszélgetést, mert bármilyen körülmények között szeretné a vállalkozása üzletét. Ugyanakkor a helytelen gyártási módszer kiválasztása több ezer dollárba is kerülhet a felesleges szerszámozás, a határidők elcsúszása vagy a várt teljesítményt nem nyújtó alkatrészek miatt.
Vizsgáljuk meg objektíven a CNC-gyártást az alternatívákhoz képest – a 3D nyomtatáshoz, a befecskendezéses öntéshez és az öntéshez – így megbízható döntést hozhat, saját specifikus igényei alapján, nem pedig egy beszállító értékesítési ajánlata alapján.
Egyedi megmunkálás vs. additív gyártás
a 3D nyomtatás forradalmasította a prototípus-készítést, de nem univerzális megoldás. A Xometry gyártási összehasonlítása szerint a CNC-vel megmunkált alkatrészek megőrzik az alapanyag eredeti tulajdonságait, amelyeket a feldolgozási jellemzők lényegében nem befolyásolnak. Ez jelentős előny, ha a mechanikai teljesítmény számít.
A valóság a következő: az additív gyártás rétegről rétegre építi fel az alkatrészeket, ami belső korlátozásokat eredményez. Az FDM-el nyomtatott ABS alkatrészek legfeljebb az anyag eredeti húzószilárdságának 10%-át érhetik el, míg az SLS-el készült nylon kb. 100%-ot tud elérni. Ez a változékonyság kockázatosá teszi a 3D nyomtatást terhelés alatti alkalmazások esetén, ahol a konzisztens szilárdság feltétlenül szükséges.
Az egyedi megmunkálással készült alkatrészek kiválóan alkalmazhatók, ha a következőkre van szükség:
- Teljes anyagszilárdság anizotróp gyengeségek nélkül a rétegek összeragasztásából
- Felső felszínvédő szerkezetek amelyeket az additív eljárások nehezen érnek el
- Szoros dimenziós toleranciák többet, mint amit a legtöbb nyomtató megbízhatóan képes tartani
- Anyag lehetőségek beleértve a keményített acélokat és az exotikus ötvözeteket, amelyeket a 3D nyomtatás nem tud feldolgozni
Ennek ellenére a 3D nyomtatás gyorsabb beállítási sebességgel bír. Egy CNC-szolgáltatás programozást és rögzítőberendezések kialakítását igényli, amelyek jelentős időt vehetnek igénybe a munkadarab első megmunkálása előtt. A nyomtatásnál viszont elegendő a fájl feltöltése, és máris elkezdhető a gyártás. Olyan geometriai ellenőrzéseknél és illeszkedési vizsgálatoknál, ahol a mechanikai tulajdonságok nem számítanak, az additív gyártás gyorsabb forgalomképességet és alacsonyabb költségeket biztosít – gyakran 5–10-szer olcsóbb, mint a megfelelő CNC alkatrészek.
A döntés a funkciótól függ. Tegye fel magának a kérdést: szükség van-e arra, hogy ez az alkatrész terhelés alatt is jól működjön, vagy csupán annak ellenőrzésére szolgál, hogy a tervezés megfelelően illeszkedik-e?
Amikor a öntés vagy a formázás ésszerűbb választás
A mennyiség mindent megváltoztat. Amikor a gyártási mennyiség ezresekre emelkedik, az öntés és a nyomóöntés egyre vonzóbbá válik, annak ellenére, hogy kezdeti szerszámozási költségeik magasak.
A Hubs gyártási útmutatója szerint az öntőformázás talán a leggyakoribb gyártási eljárás nagy mennyiségű termeléshez. Miután megtervezte és elkészítette az öntőformát, maga a folyamat rendkívül gyors – ideális olyan iparágak számára, ahol nagy a kereslet, és szigorúak a gyártási határidők. A csapda? Az öntőforma gyártása egyszerű geometriák esetén akár 3000 dollárt, összetett, többüreges szerszámoknál pedig 100 000 dollárnál is többet is igényelhet.
A nyomóöntés hasonló gazdasági előnyöket kínál fémmegmunkálási alkalmazásokhoz. A gyártási folyamatok összehasonlítása szerint 10 000 darabos tételnél a nyomóöntés éves megtakarítást eredményezhet 300 000 dollárnál is többet a CNC-megmunkáláshoz képest. Az alkatrészegységár drámaian csökken, mivel az igen költséges szerszámozási beruházás több ezer egységre oszlik el.
De itt van az, amit ezek a összehasonlítások gyakran kihagynak: a CNC-prototípus-készítés különösen hatékony a fejlesztési fázisban. Amikor a tervezés még nem zárult le, pénzügyileg értelmetlen 50 000 dollárt költeni olyan öntőszerszámokra, amelyeket a tesztelés után módosítani kellene. A fém megmunkálás lehetővé teszi a gyors iterációt, így finomíthatja a tervezést, mielőtt elkötelezné magát a gyártáshoz szükséges szerszámok iránt.
Fontolja meg az öntést, ha:
- A gyártási mennyiség évente meghaladja az 1000–5000 darabot
- A alkatrész geometriája belső üregeket tartalmaz nehezen megmunkálható
- A tervezése véglegesítve lett és valószínűtlen, hogy megváltozik
- A szállítási határidő engedi az öntőszerszámok gyártására jellemző 8–16 hetes időszakot
A gyártási módszer összehasonlítása
Ez a részletes összehasonlítás segít eldönteni, melyik megközelítés illeszkedik legjobban a projektjének követelményeihez:
| Módszer | Ideális mennyiség-tartomány | Geometriai képesség | Anyag lehetőségek | Gyártási idő | Darabköltség iránya |
|---|---|---|---|---|---|
| CNC gépelés | 1–5000 egység | Összetett külső felületi jellemzők, szigorú tűrések | Minden mérnöki fém és műanyag | 1–15 nap, tipikus | Stabil a térfogattól függetlenül |
| 3D nyomtatás (FDM/SLS) | 1–500 darab | Belső rácsok, szerves alakzatok | Termoplasztok, néhány fém DMLS-eljárással | tipikusan 1–5 nap | Állandó darabonként |
| Injekciós formázás | 5.000+ egység | Összetett alakzatok, oldalsó mozgású kioldóelemekkel ellátott alulvágások | Termoplasztok, termoszetek | 8–16 hét (szerszámozás) + napok (gyártás) | Jelentősen csökken a térfogattal |
| Öntés | 2000+ darab | Összetett fémalkatrészek, vékony falak | Alumínium, cink, magnézium ötvözetek | 10–20 hét (szerszámozás) + nap (gyártás) | Jelentősen csökken a térfogattal |
| Homokkivitelezés | 1–2 000 darab | Nagy alkatrészek, belső üreges szerkezetek | Vasalapú és nem vasalapú fémek | 2–6 hét | Közepes, a térfogat növekedésével csökken |
A projekt helyes választása
A döntéshozatali folyamat, amelyet a legtöbb szállító kihagy, így néz ki:
1. lépés: Határozza meg a szükséges mennyiséget. Öt prototípust, 500 gyártott egységet vagy 50 000 darabot állít elő? Ez az egyetlen tényező gyakran meghatározza, hogy melyik eljárás gazdaságos.
2. lépés: Értékelje a geometriai bonyolultságot. A belső csatornák és a rácsos szerkezetek az additív eljárásokat részesítik előnyben. A szoros tűrésekkel rendelkező külső felületi jellemzők esetén a megmunkálás előnyösebb. Nagy mennyiségben gyártott, összetett belső üreges szerkezetek esetén a öntés a kedvezőbb megoldás.
3. lépés: Értékelje az anyagkövetelményeket. Szüksége van keményített szerszámacélra vagy repülőgépipari minőségű titánra? A CNC megmunkálás gyakorlatilag bármely mérnöki anyagot kezelni tud. A öntés és a formázás jelentősen korlátozza lehetőségeit.
4. lépés: Vegye figyelembe az időkeretét. Sürgős prototípusra van szüksége jövő hétre? A CNC megmunkálás vagy a 3D nyomtatás megoldást kínál. Hat hónapos termékpiacra dobásra készül, majd folyamatos gyártásra számít? Érdemes befektetni az öntő- vagy formázószerszámokba.
5. lépés: Számítsa ki a teljes projekt költségét. Egy 50 USD/db-os CNC árajánlat drágának tűnhet egy 2 USD/db-os öntött alkatrészhez képest – amíg be nem számítja a 40 000 USD-os öntőforma költségét, amely csak 10 000 darab feletti mennyiségnél válik gazdaságossá.
A megrendelésre készített megmunkálás egy olyan ideális helyet foglal el, amelyet egyetlen más gyártási módszer sem tud teljesen felülmúlni: gyors szállítási idő, anyagválaszték rugalmassága, méretbeli pontosság, valamint gazdaságosság egyedi prototípusoktól közepes mennyiségű sorozatgyártásig. Ha megérti ezeket a kompromisszumokat, akkor jobban felkészült arra, hogy tájékozottabb beszélgetéseket folytasson lehetséges gyártási partnereivel – és felismerje, ha azok olyan megoldások felé irányítják Önt, amelyek inkább a saját képességeiket szolgálják, nem pedig az Ön igényeit.
Ami a költségeket illeti: mely tényezők határozzák meg valójában a megrendelésre készített megmunkálás árát? Éppen ezt a kérdést szeretnék leginkább, ha kezdetben ne is tennék fel.
Költségtényezők és árazási stratégiák egyedi projektekhez
Összehasonlította a gyártási módszereket, és úgy döntött, hogy az egyedi megmunkálás megfelel a projektjének. Most jön az a kérdés, amelytől minden beszerzési menedzser retteg: miért tűnik ennyire magasnak az árajánlat? Íme az igazság, amelyet a legtöbb műhely nem szívesen oszt meg – a gépész által felhasznált fém anyagköltsége csupán egy apró részét teszi ki a végösszegnek. Ha megérti a teljes költségstruktúrát, akkor képes lesz optimalizálni költségvetését anélkül, hogy minőséget kellene áldoznia.
Mi határozza meg az egyedi megmunkálás költségét
Amikor online CNC-árajánlatot kér, több összefüggő tényező határozza meg az árat. A szakmai költségelemzések szerint a megmunkálási idő gyakran a fő költségmozgató tényező – különösen nagyobb tételnél, ahol a kisebb tervezési hatékonyságtalanságok ezrekre szorzódnak.
Íme, mi befolyásolja valójában az árajánlatát:
- Anyagköltségek és megmunkálhatóság – Keményebb anyagok, például a rozsdamentes acél és a titán lassabb vágási sebességet és speciális szerszámokat igényelnek, ami növeli az idő- és költségigényt. A lágyabb anyagok, például az alumínium gyorsabban megmunkálhatók, de az ötvözet függvényében kilogrammonként magasabb árba is kerülhetnek.
- Összetettség és beállítási idő – Több beállítást, egyedi rögzítőberendezéseket vagy 5-tengelyes megmunkálást igénylő alkatrészek jelentősen növelik a munkadíjakat. A tervezési optimalizálással kapcsolatos kutatások szerint a beállítási költségek különösen jelentősek kis tételnél, de függetlenek a mennyiségtől, azaz fix költségek.
- Tűrési követelmények – Szűkebb tűréshatárok lassabb előtolási sebességet, gyakoribb ellenőrzést és néha klímavezérelt környezetet igényelnek. Az általános kereskedelmi minőségből az ultra-precíziós tűréshatárig való lépés minden fokozata 15–100%-kal növeli az alapvető költséget.
- Felületi minőség előírások – Az „alapállapotban megmunkált” felületminőségből a csiszolt, anódolt vagy bevonatos felületek irányába történő továbblépés másodlagos megmunkálási lépéseket igényel, amelyek időt és költséget is hozzáadnak.
- Rendelési mennyiség – Itt válik érdekessé a gazdaságtan. A nem ismétlődő mérnöki (NRE) költségek – például a programozás, a rögzítőeszközök tervezése és az első beállítás – eloszlanak a megrendelt mennyiség egészén.
A prototípus-gazdaságtani elemzés , az egy darabos 800 dolláros árajánlat tehát nem túlzottan magas. Az NRE-költségek teljes mértékben ráhárulnak az első darabokra. Ha az rendelési mennyiséget öt darabra növeli, a darabonkénti ár körülbelül felére csökkenhet.
Stratégiák költségvetése optimalizálásához
A „közelben lévő CNC gép” vagy „közelben lévő gépész” kifejezések keresése talán felfedezi egy helyi gyártóüzemet, de a közelség önmagában nem garantálja a legjobb értéket. Az okos költségoptimalizálás a tervezési fázisban kezdődik – nem az árajánlatkérés során.
Vegye figyelembe ezeket a bevált költségcsökkentési stratégiákat:
- Tervezés gyártáshoz (DFM) – Adja meg a sarkok sugárát legalább a mélyedés mélységének egyharmadaként, hogy nagyobb, gyorsabb vágószerszámokat lehessen használni. Szüntesse meg a speciális szerszámokat vagy több beállítást igénylő funkciókat, amennyire csak lehetséges.
- Anyagcsere – A 303-as rozsdamentes acélhoz hasonló, jól forgácsolható ötvözetek lényegesen gyorsabban vágódnak, mint a 304-es típus, így a magasabb alapanyag-költséget kompenzálják a nagyobb termelési mennyiségek esetén. Az alumínium 6061 kiváló forgácsolhatóságot kínál alacsonyabb nyersanyag-költséggel, mint a legtöbb alternatíva.
- Tűrésoptimalizálás – Csak ott alkalmazzon szigorú tűréseket, ahol a funkció ezt megköveteli. A szokásos ±0,005 hüvelykes tűrések nem járnak többletköltséggel; a ±0,0005 hüvelykes tűrések viszont kétszeresére növelhetik a megmunkálási időt.
- Felületi minőség-igények összevonása – Ugyanazon alkatrészen több különböző felületi minőség megadása maszkolást és további kezelést igényel. Ha lehetséges, válasszon egyetlen felületi minőséget.
- Stratégiai mennyiségrendelés – Az online megmunkálási árajánlatok gyakran jelentős árcsökkenéseket mutatnak. Kérjen fokozatos árakat 1, 10, 50 és 100 darabos mennyiségekre, hogy megértse költséggörbéjét.
Szállítási határidő-gazdaságtan
Gyorsan szüksége van az alkatrészekre? A sürgősségi szolgáltatások általában 25–100%-os felárat tartalmaznak, attól függően, mennyire szorítja le a határidőt. De mikor éri meg ez a felár?
Fontolja meg a sürgősségi megrendelést, ha:
- A gyártósor leállásának költségei meghaladják a sürgősségi díjat
- Egy termékpiacra dobás határidejének elmulasztása bevételi következményekkel jár
- A tervezés érvényesítésének késése több, a folyamatban lefelé elhelyezkedő tevékenységet is blokkol
Ezzel szemben a szokásos szállítási határidők – általában 10–15 munkanap – gyakran lehetővé teszik a gyártók számára, hogy az Ön alkatrészeit hasonló megrendelésekkel együtt kötegelt formában gyártsák, ezzel növelve saját hatékonyságukat és javítva az Ön árát.
Prototípus-készítés vs. sorozatgyártás gazdaságtana
A prototípustól a sorozatgyártásig való átmenet stratégiai döntési pontot jelent. A gyártástechnológiai gazdaságtani kutatások szerint egy módszer, amely tökéletesen alkalmas 10 darab gyártására, 10 000 darabnál pénzügyileg katasztrofálissá válhat.
Prototípus-készítéshez a szokásos megmunkálás minimális szerszámozási beruházása miatt ideális. Egyszer fizet az NC-programozásért és a beállításért, érvényesíti a tervezését, majd eldönti, hogy folytatja-e a CNC-megmunkálást a sorozatgyártási mennyiségekhez, vagy inkább öntésre vagy formázásra vált át nagyobb darabszámok esetén.
A modern online árajánlat-kérési rendszerek forradalmasították az árak átláthatóságát. Töltse fel a CAD-fájlját, adja meg az anyagot és a tűréseket, és azonnali vagy azonos napon kapjon árajánlatokat több beszállítótól. Ez demokratizálja a versenyképes árakhoz való hozzáférést – de ne feledje: a legalacsonyabb árajánlat nem mindig jelenti a legjobb értéket. A minőségi rendszerek, a kommunikációs reagálóképesség és a határidőre történő szállítás nyomon követhető teljesítési mutatói ugyanolyan fontosak, mint az alkatrészegységre vonatkozó árak.
A költségmozgató tényezők megértése előkészíti Önt a termelőkkel folytatandó eredményes tárgyalásokra. Azonban a különböző iparágaknak lényegesen eltérő igényei vannak – amely megoldás megfelel az autóipari alkalmazásoknak, az nem feltétlenül elégíti ki a repülőgépipari vagy orvosi szabványokat.
Ipari alkalmazások az autóipartól az űrrepülésig
A költségtényezők megértése segít hatékonyan költségvetést készíteni, de itt van egy dolog, amit sok szállító nem hangsúlyoz: az iparág, amelyet szolgál, alapvetően meghatározza minden egyes egyedi gépi megmunkálási projektet. A szabályozási megfelelés, az anyagok tanúsítása és a dokumentációs követelmények jelentősen eltérnek az egyes szektorok között – és ha ezekben hibát követnek el, az elutasított alkatrészekhez, költséges újrafeldolgozáshoz vagy még rosszabb esetben vezethet.
Vizsgáljuk meg, hogyan követelnek meg különböző megközelítéseket a pontossági gyártás területén az autóipari, a légi- és űrhajózási, valamint az orvostechnikai alkalmazások.
Autóipari pontossági alkatrészek
Az autóipar rendkívül keskeny nyereségmarzsokkal működik, és egyáltalán nem tűr termelési késedelmet. Amikor egyetlen szállítói probléma is leállíthatja az egész szerelősort percenként 50 000 dollárnál több veszteséggel, a minőség egyenletessége már nem tárgyalható. Ennek magyarázata, hogy az IATF 16949 tanúsítás ma már az autóipari szállítók számára alapvető elvárás.
Az American Micro Industries tanúsítási útmutatója szerint az IATF 16949 a globális szabvány az autóipari minőségirányításra, amely az ISO 9001 elveit kombinálja az iparági specifikus követelményekkel a folyamatos fejlődés, a hibák megelőzése és a szigorú beszállítói felügyelet érdekében. A gyártóknak bizonyítaniuk kell a termékek nyomon követhetőségét és a folyamatok szigorú irányítását a minősítési követelmények teljesítéséhez.
Tipikus autóipari alkatrészek, amelyek egyedi megmunkálást igényelnek:
- Alvázegységek – Szerkezeti alkatrészek, amelyek pontos méretmeghatározást igényelnek a jármű megfelelő beállításához és biztonsági teljesítményéhez
- Váltódoboz Alkatrészek – Fogaskerekek, tengelyek és házak, amelyek szoros tűréseket igényelnek a zavartalan teljesítményátvitel és a tartósság érdekében
- Szabványos csomópontok – kopásálló bronz CNC-megmunkált alkatrészek felfüggesztési rendszerekhez és kormányberendezésekhez
- Fékrendszer alkatrészek – Biztonsági szempontból kritikus alkatrészek, amelyeknél a méretpontosság közvetlenül befolyásolja a fékezési teljesítményt
- Motorrögzítő konzolok – Pontos illesztőfelületek, amelyek rezgéskeltetést csökkentenek és biztosítják a megfelelő meghajtáslánc-beállítást
Mi különbözteti meg az autóipari gyártást? A nagy mennyiségi elvárások és a minőségi követelmények együttese. Évente akár 50 000 azonos gumibélésre is szüksége lehet, amelyek mindegyike azonos specifikációknak kell, hogy megfeleljen. A lemezmetallos lyukasztási műveletek és a fémlyukasztási folyamatok gyakran kiegészítik a megmunkálást a tartók gyártásához, míg az alumínium forgatás könnyű, elektromos rendszerekhez szükséges házakat hoz létre.
Légiközlekedési és orvosi minőségű követelmények
Amikor alkatrészek 35 000 láb magasságban repülnek, vagy emberi testbe ültetik őket, a kockázat drámaian megnő. Az űrkutatási CNC-megmunkálás és az orvosi megmunkálás egy közös, kritikus jellemzőt osztanak: a hiba nem megengedett.
Repülőgépgyártás
Az AS9100D tanúsítás az űrkutatási ipar minőségi szabványa, amely az ISO 9001-et építi fel légiközlekedés-specifikus követelményekkel. A Snowline Engineering AS9100D-elemzése szerint ez a tanúsítás kiemelt figyelmet fordít a kockázatkezelésre, szigorú dokumentációra és a termék integritásának ellenőrzésére a bonyolult ellátási láncok egészében.
Az AS9100D keretrendszer tíz különálló szakaszt fog át, amelyek a vezetési követelményektől kezdve a folyamatos fejlesztési protokollokig terjednek. Ennek a tanúsításnak a megszerzése és fenntartása azt mutatja, hogy egy gyártóüzem rendelkezik a szükséges diszciplínával és képességgel a magas elvárások teljesítésére – nem csupán a felülvizsgálatok idején, hanem minden egyes gyártási ciklus során.
Tipikus légiközlekedési alkatrészek:
- Szerkezeti vázas alkatrészek – Teljes anyagnyomonkövethetőséget igénylő alumínium- és titánalkatrészek
- Rendelkezési berendezések – Dokumentált hőkezelési tanúsítvánnyal rendelkező nagy szilárdságú acélalkatrészek
- Turbina motoralkatrészek – Extrém szűk tűréshatárokra megmunkált exotikus ötvözetalkatrészek
- Repülésirányító mechanizmusok – Pontossági kapcsolódó elemek, ahol a méretbeli pontosság hatással van a repülőgép kezelhetőségére
Az NADCAP-akreditáció további réteget ad a speciális folyamatokhoz. A tanúsítási szakértők szerint ez a program a kritikus folyamatok akreditációjára összpontosít, ideértve a hőkezelést, a kémiai feldolgozást és a nem romboló vizsgálatokat – ezzel igazolva, hogy a gyártók képesek az ágazat legmagasabb színvonalán konzisztensen végrehajtani a specializált műveleteket.
Orvosi Eszköz Gyártás
Az orvosi gépi megmunkálás biokompatibilitási követelményeket vezet be, amelyek más iparágakban nem léteznek. Amikor egy alkatrész emberi szövetekkel érintkezik – vagy véglegesen beültetésre kerül –, az anyagválasztás és a felületi minőség élet-halál kérdéssé válik.
Az ISO 13485 szabvány határozza meg az orvosi eszközök gyártásának minőségi keretrendszerét. Az ipari tanúsítási szakértők szerint az e tanúsítást igénylő létesítményeknek részletes dokumentációs gyakorlatokat kell bevezetniük, alapos minőségellenőrzéseket végezniük, valamint hatékony panaszkezelési és visszahívási eljárásokat kell kialakítaniuk. Minden orvosi eszköz alkatrészének biztonságosnak, megbízhatónak és teljesen nyomon követhetőnek kell lennie.
Az FDA 21 CFR 820. részében foglalt Minőségirányítási Rendszer Szabályozása különösen az Egyesült Államokra vonatkozó követelményeket állapít meg. A orvosi eszközök fejlesztési kutatása szerint a tervezési irányítási folyamatoknak azonosítaniuk kell a lehetséges tervezési hiányosságokat, több tervezési koncepciót kell létrehozniuk, valamint a tervezés hatékonyságát ismételt tervezési felülvizsgálatok útján kell ellenőrizniük és érvényesíteniük.
Gyakori orvosi megmunkálási alkalmazások:
- Sebészeti eszközök – Kiváló felületminőséget és élszerkezet-megőrzést igénylő rozsdamentes acélból és titánból készült eszközök
- Beültethető eszközök – Biokompatibilis anyagokból, például titánból, PEEK-ből és kobalt-króm ötvözetekből megmunkált alkatrészek
- Diagnosztikai berendezések házai – Pontos burkolatok érzékeny elektronikus rendszerek számára
- Ortopéd implantátumok – A betegre szabott alkatrészek, amelyek egyedi geometriát és dokumentált anyagtanúsítványokat igényelnek
A gépi bronzalkatrészek szintén alkalmazhatók orvosi berendezésekben, ahol a kopásállóság és az antimikrobiális tulajdonságok funkcionális előnyöket biztosítanak.
Miért fontosak a tanúsítások a papírmunkán túl
Képzelje el, hogy két üzlettől kap árajánlatot – az egyik tanúsított, a másik nem –, és a tanúsítatlan üzlet 20%-kal olcsóbb. Kísértő? Gondolja át, mit is jelentenek valójában a tanúsítások: rendszerszerű megközelítéseket a hibák megelőzésére, nem csupán a gyártás utáni észlelésükre.
A tanúsított folyamatok dokumentált eljárásokat, kalibrált berendezéseket, képzett személyzetet és gyökéroka-felkutatást célzó korrekciós rendszereket jelentenek. Amikor repülőgépipari szerkezeti alkatrésze teljes anyagnyomvonal-követést igényel a gyári tanúsítástól kezdve a végellenőrzésig, vagy amikor orvosi eszközének teljes gyártási előzménye szükséges az FDA-hoz benyújtandó dokumentációhoz, akkor az a 20%-os megtakarítás eltűnik a nem megfelelő alkatrészek költsége mellett.
Ezeknek az iparágspecifikus követelményeknek a megértése segít Önnek értékelni, hogy a lehetséges beszállítók tényleg képesek-e kielégíteni az Ön igényeit – nem csupán ígéretet tesznek rá. De hogyan zajlik le a gyártási folyamat valójában az Ön kezdeti tervezésétől a kész alkatrészekig?

A teljes egyedi megmunkálási folyamat folyamatábra
Már megismerte az anyagokat, a tűréseket és az ipari követelményeket. De mi történik valójában azután, hogy elküldi a tervezési fájljait? Ezen a ponton sok gyártó üzem elmosódottan fogalmaz – és éppen itt segít megérteni a teljes útvonalat a CAD-fájltól a kész alkatrészig, hogy realisztikus elvárásokat alakíthasson ki, és elkerülhessen drága meglepetéseket.
A CNC-megmunkált alkatrészek gyártási folyamata egy strukturált, egymástól függő szakaszokból álló sorozaton alapul. Minden lépés a korábbiakra épül, és bármely szakasz kihagyása vagy siettetése minőségi problémákhoz vezethet a folyamat későbbi szakaszaiban. Nézzük végig pontosan, mi történik a háttérben.
A CAD-fájltól a kész alkatrészig
A megmunkálási folyamat szakértői , egy hibátlan, pontos méretekkel rendelkező alkatrész létrehozásához gondos tervezés, szakértő mérnöki munka és elkötelezett kézművesi kivitelezés szükséges. Íme a projektje teljes munkafolyamata:
- Tervezési fájlok benyújtása és kezdeti átvizsgálata – Az útja akkor kezdődik, amikor feltölti a CAD-fájlokat (általában STEP, IGES vagy natív formátumokat) a műszaki rajzokkal együtt, amelyek meghatározzák a kritikus méreteket, tűréseket és felületi minőségi követelményeket. Mérnökeink átnézik a fájljait a teljesség érdekében, és ellenőrzik, hogy minden szükséges specifikáció dokumentálva van-e.
- Gyártáskönnyítési (DFM) elemzés – Itt mutatják meg igazán értéküket a tapasztalt gyártók. A mérnökök értékelik a tervezését a gyártási korlátozások figyelembevételével, és azonosítják azokat a funkciókat, amelyeket lehetetlen megmunkálni, feleslegesen drágák vagy minőségi problémákra hajlamosak. Visszajelzést kap potenciális javításokról – például nagyobb saroksugár javaslatával a megmunkálási idő csökkentése érdekében, vagy olyan anyagcsere ajánlásával, amely gyorsabban megmunkálható anélkül, hogy a teljesítmény csökkenne.
- Árajánlat és rendelés megerősítése – A DFM-értékelés alapján részletes árajánlatot kap az anyagköltségekről, a fő megmunkálási műveletekről, a másodlagos folyamatokról és bármely különleges követelményről. Miután jóváhagyja, a rendelése bekerül a gyártási sorba.
- Anyagbeszerzés és előkészítés – Az alapanyag megfelelő tanúsítványokkal rendelkezik az Ön alkalmazásához. A gyártási szakértők szerint a nagy méretű lemezeket, rúdanyagokat vagy nyersdarabokat olyan kezelhető méretekre csökkentik, amelyek alkalmasak a megmunkálásra. Ez az előkészítési fázis biztosítja, hogy alkatrészei megfelelő méretű nyersdarabokból induljanak – ami kritikus fontosságú, mert helytelenül előkészített anyag hibákat okozhat a teljes gyártási folyamat során.
- CAM programozás – A CAM-szoftver a CAD-modellt pontos gépi utasításokká alakítja át. A programozók meghatározzák a vágószerszámok pontos mozgását, és optimalizálják a szerszámpályákat az hatékonyság érdekében anélkül, hogy kompromisszumot kötnének a pontossággal. Képzelje el ezt egy összetett tánc díszítésének, ahol minden mozdulatot gondosan kell tervezni.
- Elsődleges megmunkálási műveletek – Itt veszi fel alkatrésze a fizikai formáját. Az alkatrész geometriájától függően a műveletek közé tartozhatnak például az összetett 3D-s elemek megmunkálására szolgáló CNC-marás, a hengeres elemek megmunkálására szolgáló esztergálás vagy a pontos furatok készítésére szolgáló fúrás. A modern többtengelyes gépek egyetlen beállításban is képesek összetett alkatrészek gyártására, így minimalizálják a kezelést és szorosabb tűréseket érnek el.
- Másodlagos Műveletek és Befejezés – Az elsődleges megmunkálás után az alkatrészek gyakran további feldolgozást igényelnek. A csiszolás eltávolítja a vágószerszámok által létrehozott éles éleket. A felületkezelési eljárások – például az anódosítás, a galvanizálás vagy a festés – korroziónállóságot biztosítanak és esztétikai javulást eredményeznek. Hőkezelés alkalmazásával érhető el a szükséges keménység.
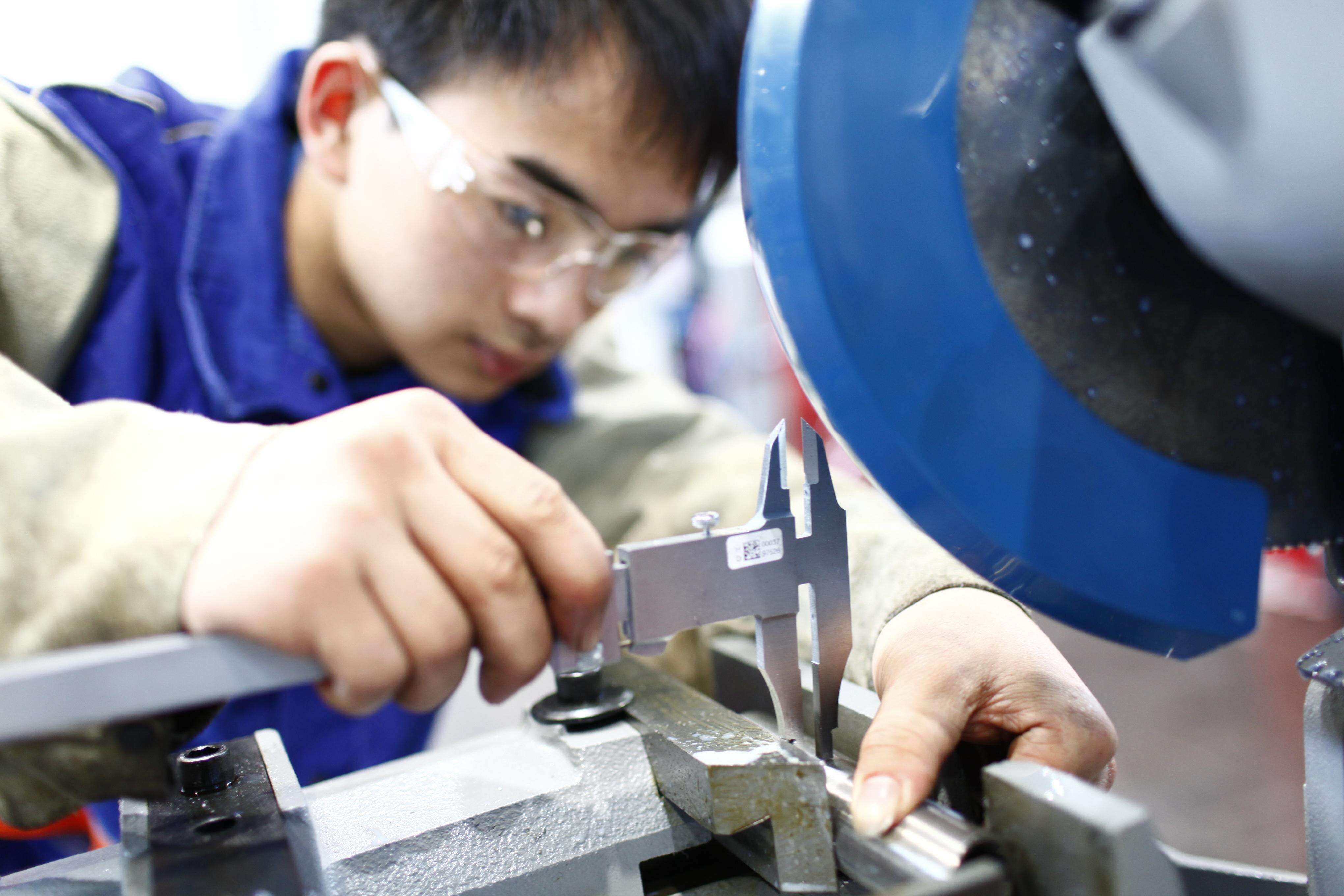
- Végső ellenőrzés és dokumentáció – A szállítás előtt a méretellenőrzés megerősíti, hogy minden műszaki specifikáció teljesül. A tolómérők, mikrométerek vagy koordináta-mérőgépek (CMM-k) ellenőrzik, hogy az alkatrészek a megadott tűréshatárokon belül maradnak-e. A minőségellenőrzés biztosítja, hogy minden alkatrész megfeleljen a pontosság ígéretének.
- Csomagolás és szállítás – A jóváhagyott alkatrészeket gondosan csomagolják a szállítás során fellépő károk megelőzése érdekében, és az Ön által meghatározott időkeret szerint szállítják.
Minőségellenőrzési pontok a teljes gyártási folyamat során
Ez az, ami elkülöníti a professzionális gyártóüzemeket azoktól a műhelyektől, amelyek egyszerűen csak alkatrészeket készítenek: a minőség nem csupán egy végellenőrzés – hanem minden egyes folyamatlépésbe beépített elv. A statisztikai folyamatszabályozás (SPC) központi szerepet játszik a gyártási folyamatok konzisztenciájának figyelésében, és eltéréseket észlel, mielőtt hibás alkatrészek keletkeznének.
A megmunkálás során a munkavállalók folyamatosan ellenőrzik a szerszámkopást, a hűtőfolyadék-áramlást és a méretbeli pontosságot. A gyártási folyamatokra vonatkozó kutatások szerint az automatizálás fontos, de az emberi szakértelem továbbra is elengedhetetlen a váratlan kihívásokhoz való alkalmazkodáshoz. Egy tapasztalt megmunkáló szakember felismeri, amikor egy szerszám közeledik kopási határához, még mielőtt az befolyásolná az alkatrész minőségét.
A folyamatállítási diagramok a kritikus méreteket valós időben nyomon követik. Amikor a mérések az ellenőrzési határok felé kezdenek el elmozdulni – még akkor is, ha a megengedett tűréshatárokon belül maradnak – a gépkezelők korrekciós intézkedéseket hoznak. Ez a proaktív megközelítés a hibák megelőzését szolgálja, nem csupán a gyártás utáni észlelésüket.
Az akril CNC megmunkálás és egyéb speciális anyagok esetében további szempontokat is figyelembe kell venni. A termoplasztok megmunkálásánál különös figyelmet kell fordítani a vágási sebességekre és a hűtőfolyadék alkalmazására, hogy elkerüljük az olvadást vagy a felületi károsodást. Egy megbízható akril CNC szolgáltatás ezen hőérzékeny anyagokra külön protokollokat alkalmaz.
Az anyag nyomon követhetősége az egész folyamaton keresztül fennáll. A gyártóüzemi tanúsítványoktól kezdve a végső ellenőrzési jelentésekig a dokumentáció egy megszakítatlan láncot hoz létre, amely összeköti a kész alkatrészeket az alapanyaguk eredetével – ez elengedhetetlen feltétel a repülőgépipari, orvosi és autóipari alkalmazásokban, ahol a teljes nyomon követhetőség kötelező.
Gyors prototípuskészítés és gyártásméretűsítés
Hogyan képesek a modern gyártóüzemek egy munkanapon belül prototípusokat szállítani, miközben fenntartják a minőségi szabványokat? A válasz a leegyszerűsített munkafolyamatokban és a külön erre a célra kialakított gyors reakcióképességben rejlik.
A gyors prototípusgyártással foglalkozó szakértők szerint a hagyományos prototípus-gyártási módszerek gyakran heteket vagy akár hónapokat is igényelnek előállítási időként. A gyors prototípus-gyártási technikák alkalmazásával az alkatrészeket órák vagy napok alatt lehet előállítani – ez egy jelentős javulás, amely gyorsítja a termékfejlesztési ciklusokat.
A nylon, a delrin és egyéb mérnöki műanyagok megmunkálása esetén különösen elérhető a gyors szállítási idő, mivel ezek az anyagok standard szerszámokkal gyorsan megmunkálhatók. A fém prototípusok előállítása bonyolultságtól függően enyhén hosszabb időt igényelhet, de tapasztalt gyártóüzemek még így is rendkívül gyors eredményeket tudnak elérni, ha a határidő ezt kívánja.
A valódi varázslat a prototípustól a sorozatgyártásra történő skálázás során zajlik. Olyan gyártóüzemek, mint a Shaoyi Metal Technology bemutatja, hogyan működik ez az átmenet zavartalanul. Az IATF 16949 tanúsítással és szigorú statisztikai folyamatszabályozási (SPC) protokollokkal biztosítják a minőség állandóságát, akár öt prototípus egységet, akár ötezer gyártott alkatrészt állítanak elő. Képességük a gyors szállítási határidők biztosítására – sürgős prototípusok esetén akár egy munkanap is elegendő – nem jár a pontosság csökkenésével bonyolult alvázösszeállítások vagy egyedi fémbélészek gyártása során.
Mi teszi lehetővé ezt a skálázhatóságot? Több tényező együttesen:
- Szabványosított eljárások amelyek bármilyen mennyiség mellett azonosan működnek
- Rugalmas felszerelési kapacitás lehetővé téve a gyors reagálást a változó igényekre
- Dokumentált eljárások biztosítva a konzisztenciát, függetlenül attól, hogy melyik operátor vagy gép gyártja az Ön alkatrészeit
- Minőségi rendszerek amelyek arányosan nőnek a termelési mennyiséggel
Ennek a teljes folyamatáramlásnak a megértése – kezdve az első fájlbeadástól egészen a csomagolt szállításig – lehetővé teszi, hogy a megfelelő kérdéseket tegye fel, amikor lehetséges gyártási partnereket értékel. Ez pedig elvezet minket a döntő kérdéshez: hogyan válasszon a saját igényeihez legmegfelelőbb gyártóüzemet?
Hogyan válasszon megfelelő egyedi gépi megmunkálási partnert
Végigjárta az egész utat – a CNC-folyamatok és anyagok megértésétől kezdve a tűréshatárok és iparágspecifikus szabványok ismeretéig. Most jön az a döntés, amely meghatározza, hogy sikeres lesz-e a projektje, vagy drága tanulsággá válik: a megfelelő gyártási partner kiválasztása. A „közelben lévő CNC-megmunkálás” vagy a „közelben lévő CNC-gyártóüzem” kifejezések beírása tucatnyi lehetőséget eredményez, de hogyan különítheti el a valóban képes létesítményeket azoktól, amelyek csupán azt ígérik, amit hallani szeretne?
A 3ERP beszállítóválasztási útmutatója szerint a CNC megmunkálási szolgáltatás kiválasztása többet jelent, mint egyszerű árösszehasonlítás. Alaposan értékelni kell a tapasztalatot, a felszerelést, az anyagok rendelkezésre állását, a tanúsítványokat, a szállítási határidőket és a kommunikáció hatékonyságát. Nézzük meg részletesen, mire kell figyelni – és milyen jelek utalnak arra, hogy inkább más irányba kellene fordulni.
Fontos képességek értékelése
Amikor lehetséges partnereket vizsgálunk, legyen szó akár a „közelben található CNC szolgáltatások” kereséséről, akár külföldi beszállítók értékeléséről, használja ezt a teljes körű ellenőrzőlistát a tényleges képességeik megítéléséhez:
- Releváns iparági tanúsítványok – Az ISO 9001 a minőségirányítási rendszerek alapvető szabványa. Autóipari alkalmazások esetén az IATF 16949 tanúsítás elkerülhetetlen – ez bizonyítja a hibák megelőzésére és a folyamatos fejlesztésre irányuló rendszerszerű megközelítést. A légi- és űrkutatási projektekhez az AS9100D tanúsítás szükséges. A tanúsítási szakértők szerint ezek nem csupán díszes kitüntetések – hanem garanciát nyújtanak arra, hogy a cég szigorú auditokon ment keresztül, és így igazolta szakértelemét.
- Felszerelési lehetőségek és skála – Egy sokrétű, kifinomult technológiával felszerelt szolgáltatás képes széles körű projektek kezelésére. Érdeklődjön konkrétan a 3-, 4- és 5-tengelyes CNC megmunkálóközpontokról. Képesek mind marásra, mind esztergálásra? Rendelkeznek-e EDM-képességgel keményített anyagok megmunkálásához? A gépek sokfélesége és minősége döntően befolyásolhatja projektje sikerét.
- Minőségbiztosítási rendszerek – Ne korlátozódjon a tanúsításokra, hanem értsen meg valójában az ellenőrzési folyamatukat is. Alkalmaznak-e statisztikai folyamatszabályozást (SPC) a gyártási folyamat egyenletességének figyelésére? Milyen mérőeszközöket használnak – tolómérőket, koordináta-mérőgépeket (CMM) vagy optikai összehasonlítókat? A megbízható minőségellenőrzés azt jelenti, hogy a gyártás során rendszeresen ellenőrzik a termékeket, nem csupán a szállítás előtt végzik el a végső ellenőrzést.
- Anyagbeszerzés és szakértelem – Nem minden helyi megmunkáló üzem rendelkezik az Ön által kívánt anyaggal. Érdeklődjön, hogy képesek-e gyorsan beszerezni az Ön által megadott ötvözeteket vagy műszaki műanyagokat. Az anyagbeszerzés késedelme jelentősen meghosszabbíthatja a szállítási határidőket, és lényegesen növelheti a költségeket.
- Szállítási idő megbízhatósága – Fontos megérteni a tipikus átfutási időket. A szakmai kutatások szerint a meghosszabbodott szállítási határidők leállíthatják a projekteket, és pénzügyi veszteségeket okozhatnak. Érdeklődjön az azonnali szállítási lehetőségekről sürgős igények esetén – és kérjen hivatkozásokat, amelyekkel ellenőrizhető a határidőben történő szállításról szerzett tapasztalataik.
- Kommunikációs elérhetőség – Egy hatékony kommunikációs folyamat azt jelenti, hogy a szolgáltató gyorsan válaszolhat kérdéseire, tájékoztathatja Önt a munka haladásáról, és az esetleges problémákat azonnal orvosolhatja. Keressen olyan szolgáltatásokat, amelyek átlátható kommunikációs csatornákat és rendszeres haladási frissítéseket kínálnak.
- Skálázhatóság – Képesek kezelni jelenlegi prototípus-igényeit, és később a gyártási mennyiségek növelésére is skálázódni? Egy olyan partner, amely rugalmasan alkalmazkodik a növekvő igényekhez, biztosítja, hogy jövőbeli növekedését ne korlátozza kapacitáshiány.
- Technikai szakértelmek – Szerint szállítók értékelésének szakértői , a technikai képességek nem csupán gépek üzemeltetésén túlmutatnak. Értékelje képességüket a bonyolult tervek megértésére, a CAD/CAM szoftverek használatára és értékes DFM-visszajelzés nyújtására.
Például az ilyen létesítmények, mint Shaoyi Metal Technology bemutatja, hogy a komplex képességek gyakorlatban hogyan néznek ki. Az IATF 16949 tanúsításuk, a szigorú SPC minőségellenőrzésük és az egy munkanapon belüli szállítási határidők biztosításának képességük miatt erős versenyzők az autóipari megmunkálási projektekben – összetett alvázegységektől kezdve pontos fémbélészekig. Ez a tanúsítás, a minőségirányítási rendszerek és a gyors szállítási idők kombinációja az a szint, amelyet komoly gyártási partnerektől elvárhatunk.
Figyelmeztető jelek szállítók értékelésekor
A megfelelő szempontok ismerete csak a feladat fele. A felmérés során észlelt figyelmeztető jelek felismerése megóvhatja Önt a későbbi, költséges hibáktól. Figyeljen ezekre a vörös zászlókra, amikor helyi gépgyártóüzemeket vagy gépészüzemeket keres „közel hozzám” kifejezéssel:
- Pontatlan vagy hiányzó tanúsítások – Ha egy üzlet „minőségközpontú” jellegét hangsúlyozza, de nem tudja bemutatni a jelenleg érvényes tanúsítási dokumentumokat, rendkívüli óvatossággal járjon el. A jogos tanúsítások éves auditokat és folyamatos megfelelőséget igényelnek – teljesen indokolt kérni a tanúsítványok bemutatását.
- Hajlandóság hiánya referenciák megadására – A megbízható, helyi CNC gépgyártó üzemeknek készséggel kell szolgáltatniuk ügyfélreferenciákat vagy esettanulmányokat. A habozás vagy az élettapasztalat hiányára, vagy elégedetlen korábbi ügyfelekre utal.
- Rendkívül alacsony árajánlatok – A szakértők szerint a legolcsóbb ajánlat nem mindig a legjobb – a minőséget soha nem szabad költségmegtakarítás érdekében áldozni. A versenytársakhoz képest jelentősen alacsonyabb árajánlatok gyakran arra utalnak, hogy a beszerzési anyagok, az ellenőrzés vagy a dokumentáció terén kompromisszumokat kötöttek.
- Gyenge kommunikáció az árajánlatkérés során – Ha egy szállító nehezen reagál időben az értékesítési folyamat során – amikor még motivált arra, hogy jó benyomást tegyen Önre – képzelje el, milyen mértékben romlik majd a kommunikáció, miután már megkapta a megrendelését.
- Nincs DFM-hozzászólás – Egy olyan gyártó, amely egyszerűen csak árajánlatot ad a tervezésére anélkül, hogy bármilyen gyártási megvalósíthatósággal kapcsolatos javaslatot tenné, vagy hiányos műszaki háttérrel rendelkezik, vagy nem érdekli a projektje sikeressége.
- Hajlandóság hiánya a minőségirányítási folyamatok megvitatására – A szakmailag kifogástalan gyártók büszkék minőségirányítási rendszerükre. Ha kerülő válaszokat adnak a vizsgálati módszerekre, kalibrálási ütemtervekre vagy korrekciós intézkedési eljárásokra vonatkozóan, az azt jelzi, hogy nem megfelelőek a minőségirányítási szabályozásaik.
- Átláthatatlan árképzési struktúrák – A beállítási, programozási vagy sürgősségi díjakat már az elején fel kell tüntetni. Azok a beszállítók, akik a költségeket apró betűkkel rejtik el, költségvetési meglepetéseket okoznak, amelyek károsítják a hosszú távú együttműködést.
- Folyamatos fejlesztésre vonatkozó bizonyítékok hiánya – A gyártástechnikai szakértők szerint a folyamatos fejlesztés elveit követő szolgáltatók rendszeresen elemzik és optimalizálják folyamataikat. Kérdezze meg, milyen fejlesztéseket vezettek be nemrégiben – a folyamatos befektetés jele egy elkötelezett partnert jelent.
A végső döntés meghozatala
Több lehetőség értékelése után – legyen az egyedi gépi megmunkálási szolgáltatásokat nyújtó vállalat vagy kisebb, specializált műhelyek – foglalja össze eredményeit egy strukturált módszer alkalmazásával:
| Értékelési szempontok | Súly | Mit ellenőrizzen |
|---|---|---|
| Megfelelő tanúsítványok | Magas | Kérjen másolatot a jelenleg érvényes tanúsítványokról; ellenőrizze a könyvvizsgálatok dátumait |
| Felszereltségi lehetőségek | Magas | Illessze össze gépeiket a saját alkatrész-igényeivel |
| Minőségbiztosítási rendszerek | Magas | Kérjen folyamatképességi adatokat hasonló alkatrészekre |
| Szállítási határidők teljesítésének múltbeli nyomon követése | Közepes-Magas | Kérjen statisztikai adatokat a határidőre történő szállításról; ellenőrizze a referenciákat |
| Kommunikációs elérhetőség | Közepes | Értékelje a megajánlás folyamata során mutatott reakcióidőket |
| Az árak átláthatósága | Közepes | Hasonlítsa össze a részletezett árajánlatokat; érdeklődjön a potenciálisan további díjakról |
| Skálázhatósági potenciál | Közepes | Vizsgálja meg a jövőbeni mennyiségi forgatókönyveket; értékelje a kapacitás rugalmasságát |
Ne feledje, hogy egy jó partnerség messze túlmutat az aktuális igények kielégítésén. A szállítóválasztási szakértők szerint a kiválasztott partnernek képesnek kell lennie arra is, hogy kielégítse vállalata jövőbeli igényeit, lépést tartson növekedésével, és folyamatosan javítsa szolgáltatásait. A megfelelő egyedi gépi megmunkálási partner stratégiai eszközzé válik – nem csupán egy vásárlási rendeléseket teljesítő beszállító.
Amennyiben lehetséges, kezdjen egy kis próbarendeléssel. Ez ellenőrzi képességeiket, kommunikációs stílusukat és szállítási teljesítményüket, mielőtt nagyobb mennyiségekkel kötelezné magát. Még a leglenyűgözőbb gyártó látogatás vagy képesség bemutató sem helyettesítheti az Ön konkrét igényeire vonatkozó tényleges gyártási tapasztalatot.
A gondos szállítók kiválasztásába tett beruházása hozamot hoz az Ön termékéletciklusának egészére. A megfelelő partner folyamatosan magas minőséget nyújt, megbízhatóan tartja be a határidőket, és proaktívan kommunikál, ha kihívások merülnek fel. Ez jelenti a különbséget egy csupán tranzakciós szállító és egy olyan gyártási partner között, aki valóban hozzájárul az Ön sikeres működéséhez.
Gyakran ismételt kérdések az egyedi gépi megmunkálással kapcsolatban
1. Mennyi az óradíj egy CNC-gép esetében?
A CNC-megmunkálás óránkénti díjszabása általában 25–120 USD között mozog, géptípustól és bonyolultságtól függően. A 3 tengelyes gépek általában 25–50 USD/óra, míg az 5 tengelyes gépek és speciális berendezések – például az elektromos szikraforgácsoló (EDM) – prémium díjszabást igényelnek: 75–120 USD/óra. A díjakat befolyásoló tényezők közé tartozik az anyag keménysége, a megengedett tűréshatárok és a földrajzi helyzet. Tanúsított létesítmények esetében – amelyek megfelelnek az IATF 16949 vagy az AS9100D szabványnak – a díjak magasabbak lehetnek, de ezek tartalmazzák a szigorú minőségellenőrzést és dokumentációt.
2. Mi a különbség a CNC- és a hagyományos megmunkálás között?
A hagyományos megmunkáláshoz a vágószerszámok kézi kezelését végző szaktechnikusok irányítása szükséges, míg a CNC-megmunkálás a folyamat számítógépes automatizálásán alapul. A CNC kiváló ismételhetőséget biztosít ±0,0001 hüvelyk (kb. ±0,0025 mm) pontossággal, gyorsabb gyártási sebességet és összetett 3D-geometriák előállításának képességét, amelyeket kézi módszerekkel lehetetlen megvalósítani. A CNC továbbá lehetővé teszi a felügyelet nélküli üzemeltetést és a statisztikai folyamatszabályozás (SPC) figyelését, így ideális a precíziós alkatrészek gyártására az autóipari, légi- és űrkutatási, valamint orvostechnikai alkalmazásokban.
3. Mikor érdemes egyedi megmunkálást választani a 3D nyomtatás vagy az öntőformázás helyett?
Válassza a személyre szabott megmunkálást, ha teljes anyagszilárdságra van szüksége anélkül, hogy rétegkötési gyengeségek lépnének fel, szigorú tűréshatárokra van szüksége, amelyeket a 3D nyomtatók nem tudnak elérni, vagy olyan anyagválasztékra, mint a keményített acélok és az exotikus ötvözetek. A CNC kiválóan alkalmazható prototípusoktól közepes tételekig (1–5000 darab) történő gyártásra, ahol az öntőszerszámok költsége nem indokolja az öntéses gyártás bevezetését. Tervezett, véglegesített termékek esetében 5000 darabnál nagyobb mennyiségnél az öntéses gyártás vagy a nyomóöntés általában alacsonyabb darabköltséget biztosít, bár a kezdeti szerszámköltség magasabb.
4. Milyen tanúsítványokkal kell rendelkeznie egy személyre szabott megmunkálási szállítónak?
A szükséges tanúsítások az iparágától függenek. Az ISO 9001 a minőségirányítás alapvető szabványa. Az autóipari alkalmazásokhoz az IATF 16949 tanúsítás szükséges, amely hibaelkerülést és beszállítói felügyeletet ír elő. A légiközlekedési projektekhez az AS9100D tanúsítás szükséges, amely kockázatkezelési protokollokat követel meg. Az orvostechnikai eszközök gyártásához az ISO 13485 és az FDA 21 CFR 820. részének megfelelősége szükséges. Olyan létesítmények – például a Shaoyi Metal Technology –, amelyek rendelkeznek IATF 16949 tanúsítással és SPC minőségirányítással, bemutatják a különösen igényes alkalmazásokhoz szükséges szisztematikus megközelítést.
5. Hogyan csökkenthetem az egyedi gépi megmunkálás költségeit minőségromlás nélkül?
Optimalizálja a költségeket a gyártásra való tervezés (Design for Manufacturability) segítségével: adja meg a sarkok sugarát legalább a mélyedés mélységének egyharmadaként, hogy gyorsabb legyen a megmunkálás. Csak ott alkalmazzon szigorú tűréseket, ahol a funkció ezt megköveteli – a szokásos ±0,005 hüvelykes tűrések nem járnak többletköltséggel, míg a ±0,0005 hüvelykes tűrések 40–75%-os felárat jelentenek. Fontolja meg a könnyen megmunkálható ötvözetek használatát, például az austenites rozsdamentes acél 303-as vagy az alumínium 6061-es fajtát. Egységesítse a felületi minőségi követelményeket a maszkolás minimalizálása érdekében. Kérjen lépcsőzött árakat több darabszámra, hogy megismerje a költséggörbéket, és meghatározza az optimális rendelési mennyiségeket.