 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Fontos hidegmunka szerszámacélok nagy teljesítményű sajtoló sablonokhoz
TL;DR
A hidegmunkás szerszámacélok speciális, magas szén tartalmú ötvözetek, amelyeket olyan kihúzóformákhoz, ütőszerszámokhoz és egyéb szerszámokhoz fejlesztettek ki, amelyek 200 °C alatti hőmérsékleten használatosak. Ezek az anyagok kiváló keménységük, nagy kopásállóságuk és elegendő szívósságuk miatt kerülnek kiválasztásra, hogy ellenálljanak a vágó- és alakítóműveletek hatalmas mechanikai terheléseinek. A kihúzóformák kulcsfontosságú minőségei közé tartozik a magas szén- és króm tartalmú D-sorozat (például D2) és a sokoldalú O-sorozat (például O1), amelyek mindegyike egyedi tulajdonságegyensúlyt kínál az optimális teljesítményhez és a forma hosszú élettartamához.
Hidegmunkás szerszámacélok megértése: a kihúzóformák alapja
A hidegmunkás szerszámacélok egy kritikus kategóriát képviselnek azok közül a speciális anyagok közül, amelyeket igényes ipari alkalmazásokban történő használatra terveztek, ahol a szerszámok környezeti hőmérsékleten vagy ahhoz közeli hőmérsékleten működnek. Ahogyan az ipar vezető szereplői is meghatározzák, voestalpine , ezek a acélok kifejezetten olyan szerszámgyártásra készültek, ahol a felszíni hőmérséklet általában nem haladja meg a 200 °C-t (körülbelül 400 °F). Ez a tulajdonság különbözteti meg őket a forró fémektől, amelyeket úgy terveztek, hogy magas hőmérsékleten is megtartsák erejüket. A formázó formátumú formázó formátumú formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó formázó
A fémek elsődleges funkciója a hidegmunkálási folyamatok során jelentős mechanikai stressz és nyíró kopás ellenállása. Az egyedi fémészeti összetételük, amely jellemzően magas széntartalmú és olyan ötvözetekből gazdag, mint a króm, a molibdén és a mangán, alapvető tulajdonságokat tartalmaz. Ez teszi őket ideálisaknak a tartós és precíz nyomtató formák, ütések és olyan szerszámok készítésére, amelyek több millió ciklusot is meg tudnak tartani, anélkül, hogy meghibásodnának. A vágó él élességének fenntartása és a nyomás alatt történő deformáció ellenállása elengedhetetlen a alkatrész minőségének és a gyártási hatékonyságnak a biztosításához.
A hidegmunkás szerszám acél kiválasztása számos olyan kulcsfontosságú jellemző gondos kiegyensúlyozását jelenti, amelyek közvetlenül befolyásolják a tömítőszerszám teljesítményét és élettartamát. Ezek a alapvető tulajdonságok:
- Magas merevség: A beágyazás és deformáció ellenálló képesség, ami elengedhetetlen a formázó pontos geometriai állapotának fenntartásához.
- Kiváló köpeny ellenállás: A szerszámnak a munkaanyagkal való érintkezésből származó kopás és erózió ellenállása, ami meghosszabbítja az eszköz élettartamát.
- Elég keménység: A nyomtatási műveletekben rejlő hirtelen nagy ütközésű terhelések hatására kialakuló törés, repedés vagy katasztrofális meghibásodás ellenálló képesség.
- Jó dimenziós stabilitás: A hőkezelés után és hosszú távú használat során megtartja méretét és formáját, így biztosítja a folyamatos és pontos alkatrészgyártást.
Végső soron a nyomtatási művelet hatékonysága nagymértékben függ az alkalmazott szerszámcél minőségétől. A jól kiválasztott hidegmunkás acél nemcsak megbízható teljesítményt biztosít, hanem minimalizálja a leállási időt a formázás karbantartásával és cseréjével kapcsolatban, így a modern ipari gyártás sarokköve.
A magas teljesítményű fémszerszámok hidegmunkás acéljának fő minőségei
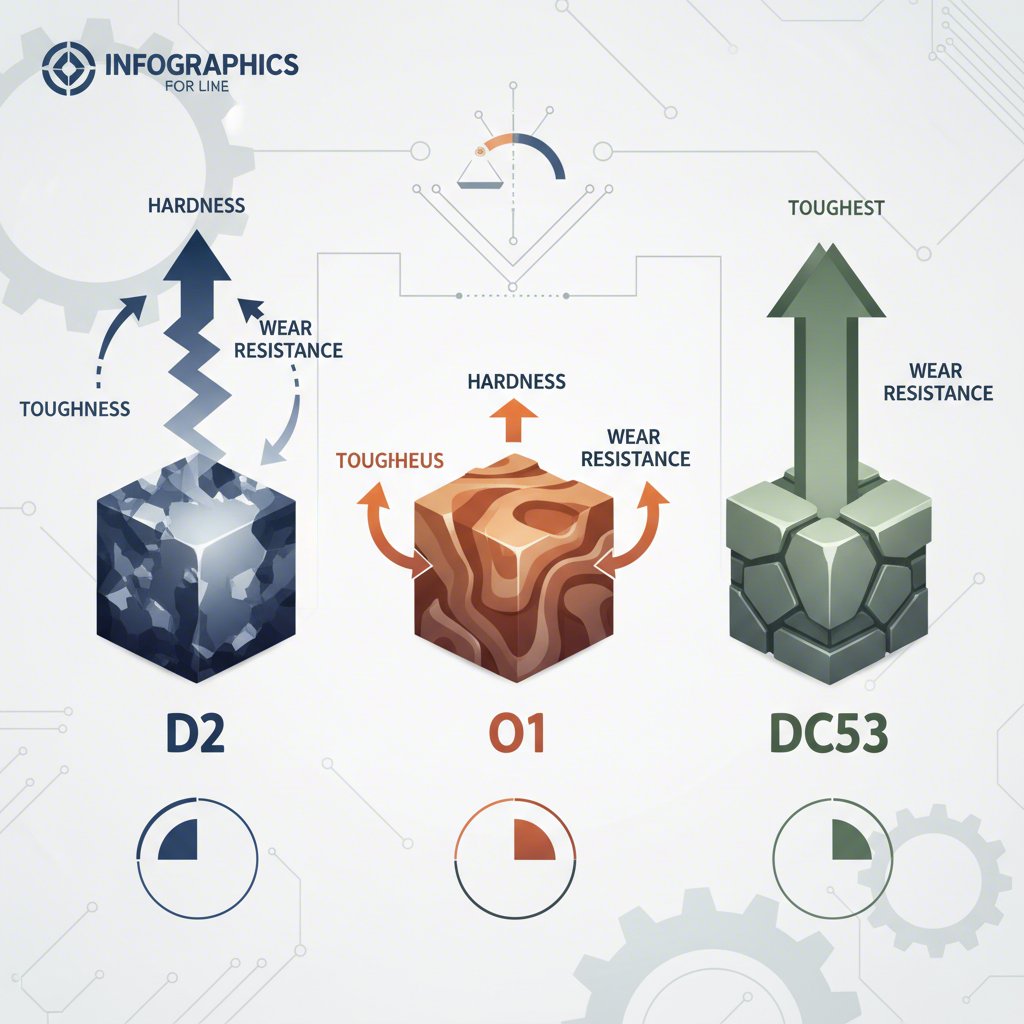
A hidegmunka szerszámacél megfelelő minőségének kiválasztása kritikus döntés, amely közvetlenül befolyásolja a kihajtó sablonok teljesítményét, élettartamát és költséghatékonyságát. A különböző minőségek speciális ötvözőösszetétellel készülnek, hogy egyedi tulajdonságegyensúlyt nyújtsanak. A leggyakoribb és leghatékonyabb minőségek különálló kategóriákba sorolhatók, elsősorban a nagy szén- és kromtartalmú 'D' sorozatba és az olajban edződő 'O' sorozatba, valamint speciális, fejlett saját minőségekbe.
A D-sorozatú acélok, különösen a D2, világszerte szabványosak számos hidegmunka alkalmazásnál, mivel rendkívül magas kopásállóságot biztosítanak. A magas kromtartalom (általában 12%) kemény karbidok kialakulását eredményezi, amelyek ellenállnak az elhasználódásnak, így a D2 kiváló választás hosszú sorozatgyártás és kopasztó hatású anyagok kihajtásához. Ugyanakkor a magas keménység hátránnyal is járhat, mivel az ütésállóság alacsonyabb más minőségekhez képest, így sérülésre, repedésre hajlamosabb súlyos ütésnek kitett alkalmazásokban.
Az O-sorozat, amelynek kiemelkedő példája az O1, kiegyensúlyozottabb tulajdonságprofilnal rendelkezik. Mivel olajban edző acél, jól edzhető, minimális torzulás mellett hőkezelés során. Az O1 jó szívósságról és megfelelő kopásállóságról ismert, így sokoldalú és gazdaságos választás általános célú sablonokhoz, különösen rövid és közepes sorozatgyártáshoz, valamint puhaabb anyagok vágásához. Kedvező tulajdonságai miatt megbízható lehetőség széleskörű kivágási és alakítási műveletekhez.
Az elmúlt években olyan fejlett minőségek, mint a DC53 és a DCMX váltak előtérbe a kiválóbb teljesítményük miatt. A DC53, amint azt a szállítók, például a International Mold Steel kiemeli, a D2 acél módosított változata, amely jelentősen magasabb szívósságot biztosít, miközben kiváló kopásállóságát megtartja. Ezáltal kevésbé hajlamos repedésre vagy hasadásra, így növeli a sablon élettartamát igénybevételt jelentő alkalmazásokban. Hasonlóképpen, a DCMX típusú mátrixacélok, Daido Steel nagyon finom és egyenletes karbid eloszlással készülnek, amely növeli a szívósságot, megmunkálhatóságot és mérettartósságot hőkezelés után.
A kiválasztás segítése érdekében az alábbi táblázat összehasonlítja a kivágó sablonokhoz használt néhány fontosabb minőséget:
| Minőségi osztály | Elsődleges előny | Kopásállóság | Szívósság | Gyakori alkalmazás |
|---|---|---|---|---|
| D2 (1.2379) | Kiváló kopásállóság hosszú üzemidejű alkalmazásokhoz. | Nagyon magas | Jó | Nagy sorozatszámú kivágó- és alakítószerszámok, menetformázó szerszámok. |
| O1 (1.2510) | Jó általános teljesítmény mérettartóssággal. | Jó | Nagyon jó. | Általános célú vágó- és döntőszerszámok, mérőeszközök, mandrinok. |
| A2 (1.2363) | Kiegyensúlyozott kopásállóság és szívósság. | Magas | Magas | Közepes futású kivágóformák, ütőszerszámok, alakító szerszámok. |
| DC53 | Kiváló szívósság D2-hez képest, nagy kopásállósággal. | Nagyon magas | Kiváló | Olyan ütőszerszámok, sajtoló formák és szerszámok, amelyek hajlamosak a repedezésre. |
| S7 | Kivételes ütésállóság. | Közepes | Kiváló | Nagy ütőszilárdságot igénylő szerszámok, például vésők és ütőszerszámok. |
A sablon optimális teljesítményének érdekében kiemelkedően fontos tulajdonságok
A legmegfelelőbb hidegszerszámacél kiválasztása sajtoló sablonhoz mélyreható ismeretet igényel a mechanikai alaptulajdonságokról és azok kölcsönhatásairól. Az ideális anyagválasztás ritkán az, amely kizárólag a legnagyobb keménységű vagy szívósságú, hanem inkább az, amely a legjobb egyensúlyt kínálja a konkrét alkalmazás igényeihez. Ezeknek a jellemzőknek a helyes értékelése kulcsfontosságú a sablon teljesítményének és élettartamának maximalizálásához.
Kopásállóság az acél képes ellenállni a materialveszteségnek a kopás, a ragasztás vagy az erózió miatt a tömés során. A nagy mennyiségű műveletekben vagy a kemény acélokhoz hasonló nyíróanyagokkal való munka során a magas kopásállóság elengedhetetlen a formázó vágó élének és konturjának fenntartásához. A keménykarbidok nagy mennyiségű acéljai, mint például a D2, ebben a területen kiemelkednek. A nem megfelelő kopásállóság gyors szűködést, rossz alkatrészminőséget és gyakori karbantartási leállásokat eredményez.
Szívósság a szűrőméretű nyomtató egyik legfontosabb tulajdonsága. Ez az anyag képességét jelöli, hogy energiát szív ki, és ellenáll a törésnek vagy repedésnek a nyomtató nagy, ismétlődő ütközésével. Egy túl törékeny acélból készült matrica, még ha nagyon kemény is, hamarabb meghibásodik. Ezért az S7 (a sokk ellenállása miatt ismert) vagy a DC53 (a rugalmasság fokozása miatt) típusú termékeket gyakran választják olyan alkalmazásokhoz, amelyekhez nehéz formálási vagy szúrási műveletek kapcsolódnak.
A tömörítő erő az acél nagy nyomásoknak való ellenállóképessége deformáció vagy összeomlás nélkül. A nyomtatás során a formátumlapok extrém tömörítő erőnek vannak kitéve. A nagy tömörítési ellenállóképesség biztosítja, hogy a formázó dolgozó felületei pontosan megőrizzék formájukat, ami elengedhetetlen a szoros tűrési határokhoz tartozó alkatrészek gyártásához. Ez a tulajdonság szorosan kapcsolódik a keménységhez, és létfontosságú a finom részleteket igénylő kovácsolási vagy formálási műveletekhez.
A tulajdonságok megfelelő egyensúlyának elérése különösen fontos olyan összetett alkalmazásokban, mint az autógyártás. Például az ezen a szektoron szakosodott vállalatoknak szigorú szabványoknak kell megfelelniük a pontosság és a tartósság tekintetében. Az egyik ilyen szakértő, Shaoyi (Ningbo) Metal Technology Co., Ltd. a Bizottság a Bizottság által a Bizottságnak benyújtott, a Bizottság által a Bizottságnak benyújtott, a Bizottság által a Bizottságnak benyújtott, a Bizottságnak a Bizottság által a Bizottságnak benyújtott, a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a Bizottságnak a
Hogy segítsen meghatározni, hogy melyik tulajdonságokat kell elsőbbséget adni a konkrét alkalmazáshoz, vizsgálja meg az alábbi kérdéseket:
- Milyen anyagból és mekkora vastagságú a beállított munkaelemet? (A durvább vagy vastagabb anyagok nagyobb kopásálló képességet igényelnek).
- Milyen méretű gyártási menet várható? (Hosszabb futás indokolja a nagyobb kopásálló acélokat).
- A műtét nagy erővel történik, például nagy mennyiségű üresedéssel vagy átfúrással? (Ez a merevséget teszi elsőbbséggel).
- A részek tűrése rendkívül szoros? (Ezt a nagy tömörítési erő és a dimenzió stabilitás megköveteli).
A vas kiválasztása
Az ideális hidegmunkás acélszerszámok kiválasztása a nyomtatólemezek nyomtatásához egy technikai folyamat, amely a teljesítménykövetelmények és a gazdasági valóságok egyensúlyában van. Ahogy azt már kivizsgáltuk, nincs egyetlen "legjobb" acél; az optimális választás mindig a kontextustól függ. A döntés a konkrét nyomtatási alkalmazás alapos elemzésén alapul, a formálandó anyagtól a gyártási mennyiségig és a alkatrész összetettségéig.
A legfontosabb, amit elvihetsz, az a veleszületett kompromisszum a kopásálló és a merevség között. A D2 típusú, nagyon kopásálló acélok tökéletesek hosszú, folyamatos gyártási folyamatokhoz, kevésbé igényes formákban, de nagy hatásfokú körülmények között kockázata van a törésnek. Ezzel szemben az olyan kemény acélok, mint az S7, nagy ütéseket tudnak ellenállni, de gyorsabban kophatnak, és gyakrabban kell karbantartani őket. A modern minőségű acélok, mint a DC53 és más porfémészeti acélok célja, hogy áthidalja ezt a különbséget, mindkét tulajdonság kiváló kombinációját kínálva, bár gyakran magasabb kezdeti költséggel.
Végül a sikeres kiválasztási folyamat a szerszámtervezők, a mérnökök és az anyagszállítók együttműködését foglalja magában. A kritikus tulajdonságok - kopásálló, merev, tömörítőerősség és dimenziós stabilitás - gondosan történő értékelése révén a gyártók biztosíthatják a tartós, megbízható és rendkívül hatékony nyomtatási formák létrehozását, amelyek hosszú élettartamú minőségi alkatrészeket biztosítanak.
Gyakran Ismételt Kérdések
1. A Milyen acélt használnak a formázó matricákra?
A nyomtatólemezeket leggyakrabban hidegmunkás szerszámcélból készítik. Ez a kategóriába tartoznak a magas kopásállóságáért ismert D2 és az O1 típusú anyagok, amelyek a tulajdonságok jó egyensúlyának és a hőkezelés egyszerűségének köszönhetően értékesek. A legigényesebb alkalmazásokhoz olyan fejlett minőségű acélokat használnak, mint az A2, S7 (a megrázkódtatás ellenállás), és olyan saját acélokat, mint a DC53, amelyek növelik a merevséget és meghosszabbítják a lemez élettartamát.
2. A székhely. Milyen szerszámcsalakot használnak a dömpingeltítéshez?
A nyomásos öntés forró munka szerszámacéljait használja, nem pedig hideg munka acéljait. Mivel a nyomásos öntés olvadt fém befecskendezését jelenti, az öntőformáknak ki kell bírniuk rendkívül magas hőmérsékleteket. A leggyakoribb minőségek ezen alkalmazásra az H11 és H13, amelyeket úgy terveztek, hogy megőrizzék keménységüket, és ellenálljanak a hőfáradtságnak és az eróziónak magas hőmérsékleten.
3. Melyik acél a legjobb kovácsöntőformákhoz?
Hasonlóan a nyomásos öntéshez, a kovácsolás is magas hőmérsékletű folyamat, amely forró munka szerszámacéljait igényli. Az AISI H11 és H13 minőségű acélok gyakran használatosak kovácsöntőformákhoz, mivel kiváló szívóssággal, magas hőmérsékleti szilárdsággal, valamint ellenállással rendelkeznek a hőrepedezésnek és a kopásnak. A pontos választás a kovácsolási hőmérséklettől és a kovácsolt alkatrész bonyolultságától függ.
4. Milyen típusú acélok használatosak öntőformákhoz, hideg vésőkhöz és rugókhoz?
Ezek az alkalmazások különböző típusú acélokat használnak a szükséges tulajdonságaik alapján. Az sajtolóformák általában hidegmunka szerszámacélokat (például D2 vagy O1) használnak sajtoláshoz, vagy melegmunka szerszámacélokat (például H13) kovácsoláshoz. A hidegkarbitorok kiváló ütésállóságot igényelnek, amely miatt az S-sorozatú szerszámacélok, mint az S7, ideálisak. A rugókhoz magas szén tartalmú rugóacélokat (például 1075 vagy 1095) vagy ötvözött rugóacélokat (például 5160) használnak, amelyeket nagy folyáshatárral és rugalmassággal terveztek.