 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC-műhelyek és szolgáltatások titkai: Amire senki sem figyelmeztet első alkalommal vásárlókat

Mit is takar valójában egy CNC-gyártóüzem és a hozzá kapcsolódó szolgáltatás?
Sosem járt már el egy gyártóüzem mellett, és nem tűnődött el azon, mi is történik valójában odabent? Amikor „CNC-gyártóüzem és szolgáltatás” kifejezést hallja, talán rejtélyes gépek sorát képzeli el, amelyek zümmögve működnek – de mit jelent ez valójában annak, aki alkatrészeket szeretne gyártatni?
Íme a közvetlen válasz: egy CNC-gyártóüzem egy specializált létesítmény, amely számítógéppel vezérelt gépeket használ precíziós alkatrészek gyártására nyersanyagokból, például fémekből , műanyagból vagy kompozit anyagokból. A „szolgáltatás” kifejezés sokkal többet takar, mint csupán az anyag megmunkálása – ide tartozik a testre szabott megmunkálás és prototípusgyártás mellett a berendezések karbantartása, javítása, kalibrálása, sőt akár az üzemeltetők képzése is.
Mi teszi különlegessé egy CNC-gyártóüzemet az általános gyártással szemben?
Képzeljük el egy általános gyártóüzemet egy áruházaként – széles körű gyártási igényeket elégít ki. Ezzel szemben egy CNC-műhely inkább egy specializált butik, amely kizárólag a pontossági megmunkálásra összpontosít.
Mi a lényegi különbség? A számítógéppel vezérelt numerikus vezérlés (CNC) technológiája. Ellentétben a hagyományos megmunkálással, amely minden vágáshoz kézi működtetést igényel, a CNC-gépek programozott utasításokat követve automatizálják a vágási, fúrási, marási és esztergálási műveleteket. A Kremin Inc. szerint ez az automatizálás „kiváló minőséget, ismételhetőséget és költséghatékonyságot” biztosít, amelyet a kézi folyamatok egyszerűen nem tudnak elérni.
A „közelben található CNC-gyártás” kifejezésre történő keresések gyakran ezekhez a specializált létesítményekhez vezetnek, mivel olyan szolgáltatásokat kínálnak, amelyeket általános gyártók általában nem nyújtanak: mikronban (azaz egy ezredmilliméterben) mérhető tűrések és az azonos alkatrészek változatlan ismételt gyártásának képessége.
A CNC-szolgáltatások teljes skálájának magyarázata
Amikor gyártóüzemeket keres a közelében, az elérhető szolgáltatások teljes körének megértése segít a megfelelő kérdések megfogalmazásában. A modern CNC-képes létesítmények általában jóval többet kínálnak, mint a szokásos megmunkálás.
Alapvető megmunkálási szolgáltatások:
- CNC Frészlés - Forgó vágószerszámokat használ anyag eltávolítására, ideális összetett alakzatok és sík felületek esetén
- CNC-esztergálás / Esztergálási munkák - A munkadarabot forgatja a vágószerszámokkal szemben, tökéletes hengeres alkatrészekhez
- Több tengelyes megmunkálás - Az 5-tengelyes gépek egyetlen beállítással is rendkívül összetett geometriákat hoznak létre, csökkentve ezzel a gyártási időt
- Elektromos Vízszintes Fúrás (EDM) - Összetett alakzatok és finom részletek készítését teszi lehetővé, amelyeket hagyományos vágással nehezen lehetne elérni
Tervezési és fejlesztési szolgáltatások:
- CAD/CAM-támogatás - Számítógéppel generált tervezési fájlok fogadása és feldolgozása
- Prototípus Fejlesztés - Kis mennyiségű gyártás tesztelés céljából a teljes termelés megkezdése előtt
- Fordított mérnöki tevékenység - Létező alkatrészek reprodukálása, amikor az eredeti tervek nem állnak rendelkezésre
- Tervezési segítségnyújtás - Alkatrészek optimalizálásának támogatása a gyárthatóság és a költséghatékonyság érdekében
Felületkezelés és másodlagos műveletek:
- Felszín készítés - Anódosítás, elektroplattázás, festés és porfestés
- Hőkezelés - Feszültségmentesítés, keményítés és lágyítás
- Minőségellenőrzést - Koordináta-mérőgép (CMM) ellenőrzés és dokumentálás
- Szerelési szolgáltatások - Több összetevő egyesítése kész szerelvényekké
Bonyolultnak tűnik? Az is lehet – de éppen ezért a megbízható CNC-műhelyek képzett szakembereket fogadnak, például CNC-programozókat, gépészmunkásokat, minőségellenőrzési szakembereket és mérnököket, akik a projektje összes követelményét átfordítják kész alkatrészekké. Ha először vásárol CNC-szolgáltatást, nem szükséges minden technikai részletet értenie. Elég, ha tudja, hogy egy minőségi CNC-szolgáltatási partner végigvezeti Önt a folyamaton, és ajánlást tesz az Ön konkrét alkalmazásához legmegfelelőbb megoldásra.

Műszaki szabványok és tanúsítások értelmezése
Megtalálta a CNC gép a közelemben ez ígéretesnek tűnik. A weboldalukon ellenőrzött minőségügyi tanúsítványok láthatók – ISO 9001, AS9100D, IATF 16949. De mit jelentenek valójában ezek az akronimák a projektje számára? És ha egy gyártó ±0,001 hüvelyk (±0,0254 mm) tűrést ajánl, el kell-e csodálkoznunk, vagy éppen aggódnunk kellene?
Szabaduljunk meg a technikai zsargonból, és magyarázzuk el, hogy ezek a specifikációk valójában mit jelentenek az alkatrészei számára.
A tűrési előírások megértése egyszerű nyelven
Képzeljen el egy tengelyt, amely tökéletesen illeszkedik egy csapágyba. Ha a tengely túl vastag, nem fér bele; ha túl vékony, ingadozni fog. A tűrés meghatározza, mennyi eltérés engedhető meg az ideális mérettől.
Így működik a tűrés gyakorlatban:
- Általános tűrések (±0,005 hüvelyk vagy ±0,127 mm) - Megfelelő legtöbb általános célú alkatrészhez, ahol a pontos illeszkedés nem kritikus. Gondoljon például rögzítőelemekre, házakra vagy díszítő elemekre.
- Pontos tűrések (±0,001–±0,002 hüvelyk vagy ±0,025–±0,05 mm) - Akkor szükséges, ha a alkatrészeknek pontosan illeszkedniük kell egymáshoz. Gyakori mechanikai szerelésekben, fogaskerekekben és funkcionális alkatrészeknél.
- Ultra-precíziós tűrések (±0,0005 hüvelyk vagy ±0,0127 mm és szigorúbbak) - Űrkutatási, orvosi eszközök és optikai alkalmazások számára fenntartott, ahol a mikroszkopikus eltérések is számítanak.
Miért fontos ez Önnek? A szigorúbb tűrések kifinomultabb gépek, lassabb megmunkálási sebességek és további minőségellenőrzések igényét támasztják – mindez együtt növeli a költségeket. Egy megbízható gépgyártó üzem Baton Rouge-ban vagy bárhol máshol segítenie kell abban, hogy meghatározza az Ön számára ténylegesen szükséges tűrést, ne pedig alapértelmezés szerint a legszigorúbb (és legdrágább) lehetőséget válassza.
Amikor projektekkel kapcsolatosan beszélget potenciális gyártókkal, tegye fel ezt az egyszerű kérdést: „Milyen tűrést tudnak folyamatosan betartani, és hogyan ellenőrzik azt?” A minőségi üzemek koordináta-mérőgépeket (CMM) és statisztikai folyamatszabályozást használnak a méretek ellenőrzésére – nem csupán szemrevételezésre.
Mit jelentenek valójában az ipari tanúsítások az Ön projektje számára
A tanúsítási jelvények nem csupán marketinges díszítések. Azok hitelesített rendszereket képviselnek a hibák megelőzésére, a minőség nyomon követésére és a folyamatok folyamatos fejlesztésére. Ugyanakkor minden tanúsítás más-más célt szolgál.
A Qimtek szerint az ISO 9001 „valószínűleg a leggyakoribb gyártási szabvány”, és „kötelezi a vállalatokat egy folyamatorientált módszertan alkalmazására, valamint a hibák forenzikus elemzésére, amint azok bekövetkeznek.”
Az alábbiakban gyakorlati szempontból ismertetjük, mit jelentenek az egyes főbb tanúsítások:
| Tanúsítvány | Mit foglal magában | Szolgáltatott iparágak | Fő Követelmények |
|---|---|---|---|
| ISO 9001 | Általános minőségirányítási rendszerek | Minden iparág – az alapvető szabvány | Dokumentált folyamatok, hibaelemzés, ügyfélvisszajelzési rendszerek, folyamatos fejlesztés |
| AS9100D | Repülőgépipari minőségirányítás | Légiközlekedési, űrkutatási és védelmi komponensek | ISO 9001 követelményei plusz biztonsági protokollok, nyomon követhetőség, rendszeres auditok, kockázatkezelés |
| A szövetek | Gépjármű-ipari minőségirányítás | Autóipari ellátási lánc gyártói | ISO 9001 követelményei plusz hibaelkerülés, statisztikai folyamatszabályozás (SPC), PPAP dokumentáció, FMEA elemzés |
| ISO 13485 | Orvosi eszközök minőségirányítása | Orvosi és egészségügyi berendezések | Teljes nyomon követhetőség, tervezési irányítás, kockázatkezelés, szabályozási megfelelőség |
Egy fontos szempont, amelyet sok vevő figyelmen kívül hagy: Az IATF 16949 az ISO 9001-re épül az autóipari specifikus követelmények bevezetésével. Ahogy az NSF magyarázza: „nem érhető el az IATF 16949 tanúsítás anélkül, hogy teljesítve lennének az ISO 9001 szabványok.” Ez azt jelenti, hogy egy IATF-tanúsított gyártó már bizonyította általános minőségi kompetenciáját, mielőtt az autóipari specifikus protokollokat bevezette.
Kifejezetten autóipari alkalmazásokhoz az IATF 16949 előírja, hogy a gyártók speciális eszközöket használjanak, többek között:
- Statisztikai Folyamatvezérlés (SPC) - Gépi megmunkálási folyamatok valós idejű figyelése a hibák megelőzése érdekében, még mielőtt hibák keletkeznének
- Hibamód és hatáselemzés (FMEA) - Rendszeres azonosítás arról, mi mehet rosszul, és hogyan lehet ezt megelőzni
- Gyártási alkatrész jóváhagyási folyamat (PPAP) - Dokumentált bizonyíték arra, hogy a gyártó képes folyamatosan olyan alkatrészeket gyártani, amelyek megfelelnek az Ön specifikációinak
Mit jelent ez a szervizek értékelésekor? Ha autóipari alkalmazásokhoz alkatrészeket szerelnek be, akkor egy IATF 16949-s tanúsítással rendelkező gyártóhely nem választható – valószínűleg az Ön ügyfele is előírja. A légiközlekedési alkalmazások esetében hasonlóan elengedhetetlen az AS9100D tanúsítás. Általános ipari alkalmazásoknál az ISO 9001 szabvány biztosítja a szisztematikus minőségirányítás megbízhatóságát.
A lényeg: ne csak a tanúsítási címkeként szolgáló „jelvényeket” keressük! Kérdezzük meg a lehetséges szervizeket, hogy tanúsításuk hogyan befolyásolja az Ön konkrét projektjét – és figyeljünk arra, kik tudják gyakorlati előnyeikkel érvelni, nem csupán marketingnyelven ismételgetni a szokásos kifejezéseket.
CNC marás, forgácsolás és EDM szolgáltatások közötti választás
Most már érti a tűréseket és a tanúsításokat. De itt van egy kérdés, amely sok első alkalommal vásárló ügyfelet megzavar: melyik CNC-eljárást is kellene igényelnie valójában? Marjon vagy forgácsoljanak a alkatrészén? Mikor érdemes elektromos szikraforgácsolást (EDM) alkalmazni? A rossz eljárás kiválasztása nemcsak pénzkidobást jelent – olyan alkatrészeket is eredményezhet, amelyek nem felelnek meg az Ön specifikációinak.
A jó hír? Nem szükséges mérnöki diplomával rendelkeznie, hogy okos döntéseket hozzon . Néhány kulcsfontosságú elv megértése segít a megfelelő kérdések feltevésében és a közelben található CNC gépes szolgáltatások ajánlatainak értékelésében.
Projektje illesztése a megfelelő CNC-folyamathoz
Kezdje a alkatrész geometriájának vizsgálatával. A RapidDirect gépi megmunkálási összehasonlítási útmutatója szerint: „Ha az alkatrész főként hengeres alakú, akkor a CNC esztergálás jól alkalmazható. Összetett, prizmatikus alkatrészek – amelyek kontúrokat vagy zsebeket tartalmaznak – esetében a CNC marás a legmegfelelőbb megoldás.”
Íme, hogyan működik az egyes fő folyamatok, és mikor érdemes azokat választani:
CNC Frészenés: Képzelje el egy forgó vágószerszámot, amely egy álló anyagblokkon mozog, és rétegről rétegre levájva felfedi az alkatrészt. A munkadarab rögzítve marad, míg a szerszám több tengely mentén mozog (X, Y, Z – néha további tengelyeken is).
- Legjobb: Sík felületek, zsebek, horpadások, ferde elemek, összetett 3D-kontúrok
- Gondoljon erre: Házak, rögzítők, motorkomponensek, több funkciót tartalmazó egyedi lemezek
- Előnyök: Rendkívül sokoldalú – egyszerű fúrástól kezdve bonyolult szobrászati formákig mindenre képes
CNC Térdítés: Képzelje el az ellentétes megközelítést. A munkadarab gyorsan forog, miközben egy álló vágószerszám alakítja felületét. Ez hatékonyan kerek, szimmetrikus alkatrészeket hoz létre.
- Legjobb: Hengeres alkatrészek, tengelyek, rúdok, bushingek, menetes alkatrészek
- Gondoljon erre: Tűk, csigák, hidraulikus dugattyúk, orsók, bármely forgásszimmetrikus alkatrész
- Előnyök: Gyorsabb és költséghatékonyabb a marásnál kerek alkatrészek esetében
EDM (elektromos kisüléses megmunkálás): Ez a folyamat elektromos szikrákat használ a anyag eltávolítására, nem pedig vágást. Mivel nincs fizikai érintkezés a szerszám és a munkadarab között, olyan formákat is létre lehet hozni, amelyeket a hagyományos vágással lehetetlen lenne megvalósítani.
- Legjobb: Rendkívül kemény anyagok, bonyolult belső geometriák, éles sarkok, vékony falak
- Gondoljon erre: Öntőszerszám-üregek, légikosági alkatrészek, orvosi implantátumok, precíziós szerszámok
- Előnyök: Olyan keményített anyagokat dolgoz fel, amelyek tönkretennék a hagyományos vágószerszámokat
Íme egy gyakorlati összehasonlítás, amely segít dönteni:
| CNC PROCESZ | Legjobb alkalmazások | Tipikus toleranciák | Az anyagi összeegyeztethetőség | Korlátozások |
|---|---|---|---|---|
| CNC Frészlés | Prizmatikus alkatrészek, összetett kontúrok, zsebek, horpadások, több funkciót egyesítő alkatrészek | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Alumínium, acél, titán, sárgaréz, műanyagok, kompozit anyagok | Lassabb egyszerű hengeres alkatrészek esetén; a szerszámkopás növekszik a keményebb fémeknél |
| CNC Forgatás | Hengeres alkatrészek, tengelyek, rúdok, menetes alkatrészek, szimmetrikus geometriai elemek | ±0,001"–±0,003" (±0,025 mm–±0,076 mm) | A legtöbb fémes és műanyag anyag; kiválóan alkalmas rúdanyagból történő gyártásra | Nem állíthatók elő sík, szögletes vagy aszimmetrikus geometriai elemek másodlagos műveletek nélkül |
| EDM | Megmunkált (keményített) anyagok, bonyolult üregek, éles belső sarkok, vékonyfalú alkatrészek | ±0,0001″–±0,001″ (±0,0025 mm–±0,025 mm) | Minden vezetőképes anyag, beleértve a keményített szerszámacélokat és az exotikus ötvözeteket | Lassú folyamat; magasabb költség; kizárólag elektromosan vezető anyagoknál alkalmazható |
Amikor a specializált szolgáltatások teszik ki a különbséget
Annak megértése, hogy mikor NEM megfelelő egy-egy folyamat, időt takarít meg Önnek, és megelőzi a költséges hibákat. Íme az őszinte áttekintés:
Ne válasszon marását, ha:
- Alkatrésze főként hengeres – a forgácsolás gyorsabb és olcsóbb lesz
- Különösen szigorú tűréseket igényel belső felületeken keményített anyagokban – inkább vegye fontolóba az elektromos szikraforgácsolást (EDM)
- A gyártási mennyiség rendkívül magas, és az alkatrész geometriája egyszerű – más eljárások gazdaságosabbak lehetnek
Ne válasszon esztergálást, ha:
- Alkatrésze sík felületeket, zsebeket vagy központi tengely körül nem szimmetrikus elemeket tartalmaz
- Ferde furatokra, oldalsó horpadásokra vagy összetett 3D-kontúrokra van szükség
- Az alkatrész geometriája több irányból történő hozzáférést igényel
Ne válasszon EDM-et, ha:
- A szokásos marás vagy esztergálás is eléri a megadott tűréseket – az EDM jelentősen drágább
- Az anyaga nem vezeti az elektromosságot (műanyagok, kerámiák, legtöbb kompozit)
- A szállítási határidő kritikus fontosságú – az EDM lassabban távolítja el az anyagot, mint a hagyományos vágási eljárások
Mi a helyzet a 3-tengelyes és az 5-tengelyes megmunkálással? A RapidDirect szerint a választás a alkatrész összetettségétől függ. A 3-tengelyes gépek a vágószerszámot három lineáris irányban mozgatják – ez elegendő a legtöbb egyszerű alkatrészhez, amelynek felületei könnyen hozzáférhetők. Az 5-tengelyes gépek két forgó mozgást is hozzáadnak, így a szerszám gyakorlatilag bármely szögből megközelítheti a munkadarabot.
A gyakorlati hatás? Az öt tengelyes megmunkálás csökkenti a beállítások számát, javítja a felületminőséget a görbült felületeken, és lehetővé teszi olyan geometriák megmunkálását, amelyeket három tengelyes berendezésekkel lehetetlen elérni. A RapidDirect azonban megjegyzi, hogy az öt tengelyes megmunkáláshoz „drága gépek, fejlett szoftver és képzett személyzet” szükséges – azaz magasabb költségekkel jár. Egyszerű alkatrészek esetén a három tengelyes megmunkálás ugyanolyan minőséget biztosít alacsonyabb költséggel.
Amikor bármely Baton Rouge-i gépgyártóüzemet vagy CNC-szolgáltatót értékel, tegye fel ezeket a kérdéseket:
- "Alkatrészem geometriája alapján melyik folyamatot ajánlaná, és miért?"
- "Milyen alternatívák léteznek, és hogyan hasonlítják össze azokat a költség és a szállítási idő szempontjából?"
- "Vannak-e olyan tervezési módosítások, amelyek egyszerűbbé tennék ezen alkatrész gyártását?"
Egy minőségi gyártóüzem nem csupán elfogadja megrendelését – hanem segít megértenie, hogy a kért folyamat valóban megfelel-e igényeinek. Ez a közös munka még fontosabbá válik az anyagválasztás során, amely saját külön egyensúlyozási kérdéseit is magában hordozza.

Anyagválasztási útmutató CNC-projektekhez
Kiválasztotta a megfelelő CNC-folyamatot alkatrésze gyártásához. Most jön egy olyan döntés, amely közvetlenül befolyásolja a teljesítményt, az élettartamot és a költségvetést: melyik anyagot válassza? Itt érzik magukat sokszor túlterheltek az első vásárlásra készülők – és itt válik értékessé egy minőségi CNC-műhely.
A valóság az, hogy az anyagválasztás nem arról szól, hogy megtaláljuk a „legjobb” lehetőséget. Hanem arról, hogy megtaláljuk az adott alkalmazáshoz legmegfelelőbb anyagot. Egy olyan anyag, amely tökéletes egy projekt számára, teljesen helytelen lehet egy másik esetében.
Az alkalmazásához ténylegesen fontos anyagtulajdonságok
Mielőtt konkrét anyagokba bocsátkoznánk, gondolja át, hogy alkatrésze valójában mit kellene, hogy elvégezzen. A szerint Protolabs , az első lépés az, hogy „priorizálja a követelményeit. Kezdje a feltétlenül szükségesekkel, majd haladjon lefelé a jól azonosítható, de nem feltétlenül szükséges funkciók felé.” Ez a folyamat általában csökkenti a lehetőségeket egy kezelhető rövid listára.
Értékelendő kulcsfontosságú tényezők:
- Mechanikai terhelés - Fogja-e az alkatrész a súlyt, ellenáll-e az ütésnek, vagy képes lesz-e ismétlődő igénybevételek elviselésére?
- Működési környezet - Szélsőséges hőmérsékleti viszonyok, nedvesség hatása, vegyi anyagokkal való érintkezés?
- Súlyérzékenység - Fontos-e minden gramm, vagy a tömeg nem számít?
- Felszín követelmények - Díszítő felület, kopásállóság vagy funkcionális érintkezési felületek?
- Termelési mennyiség - Prototípusmennyiségek vagy nagy tételű sorozatgyártás?
Miután meghatároztuk ezeket a prioritásokat, vizsgáljuk meg, hogyan teljesítenek a gyakori anyagok különböző alkalmazási kategóriákban.
Szerkezeti és nagy terhelés alá kerülő alkalmazások:
- Szénacél - Kiváló szilárdság-ár arány; ideális tartóelemekhez, vázakhoz és terhelés alá kerülő alkatrészekhez, ahol a korrózió nem jelent problémát
- Rozsdamentes acél (304, 316) - A szilárdságot a korrózióállósággal egyesíti; előnyösen használják olyan szerkezeti alkatrészeknél, amelyek nedvességnek vagy vegyi anyagoknak vannak kitéve
- Alumínium 7075 - A Weerg szerint „az egyik legerősebb ötvözet, amelyet űrkutatási, katonai és versenyautó-ipari célokra használnak” – acélhoz közelítő szilárdságot nyújt kb. harmad akkora tömeggel
Könnyűsúlyú és teljesítményközpontú alkalmazások:
- Alumínium 6061 - A munkaló ötvözet; a Weerg „nagyon sokoldalú, jó mechanikai szilárdságú, kiváló megmunkálhatóságú” anyagnak írja le, amely számos iparágban alkalmazható
- Alumínium 5052 - Kiváló korrózióállóság tengeri környezetekhez és üzemanyagtartályokhoz
- Titánötvözetek - A legjobb szilárdság–tömeg arány teljesítmény repülőgépipari és orvosi implantátumokhoz; jelentősen magasabb költség
Korrózív környezetekben alkalmazható anyagok:
- Rozsdamentes acél 316/316L - A Weerg megjegyzi, hogy ezek „kiváló korrózióállóságot biztosítanak, ideálisak durva környezetekhez vagy élelmiszer-/vegyipari alkalmazásokhoz”
- Alumínium (általános) - Természetes korrózióállósággal rendelkezik, mivel felületén védő oxidréteg képződik
- Sárgaréz - Kiváló a tengeri felszerelésekhez és díszítő elemekhez; természetes antimikrobiális tulajdonságú
Magas hőmérsékletű alkalmazások:
- Rozsdamentes acél (magas nikkel-tartalmú fokozatok) - Megőrzi szilárdságát magas hőmérsékleten
- PEEK (Polietéter-éter-keton) - A Protolabs ezt népszerű választásnak tartja magas hőmérsékletű műanyag alkalmazásokhoz; folyamatosan ellenáll 480 °F (250 °C) hőmérsékletnek
- Ultem - Egy másik, magas teljesítményű termoplasztik, amely alkalmas igényes hőmérsékleti környezetekhez
Esztétikai és alacsony feszültségű alkalmazások:
- Alumínium (anódolt) - Kiválóan fogadja a színezési eljárásokat; könnyű és professzionális megjelenésű
- Acetal (Delrin) - Sima, alacsony súrlódású műanyag, ideális látható alkatrészekhez és mechanizmusokhoz
- ABS - Költséghatékony műanyag házakhoz, burkolatokhoz és nem szerkezeti alkatrészekhez
Költség és teljesítmény közötti kompromisszumok az anyagválasztás során
Az alumínium és az acél megmunkálása közötti döntés tökéletesen illusztrálja, hogyan működnek a kompromisszumok gyakorlatban.
Vegyük először figyelembe a súlyt. A Weerg elemzése szerint az alumínium „kb. háromszor könnyebb az acélnál.” Ez a különbség döntő fontosságú olyan szektorokban, ahol a súly közvetlenül befolyásolja a teljesítményt – például a légi közlekedésben a tüzelőanyag-hatékonyságot, az autóiparban a gyorsulást, illetve a hordozható felszerelések ergonómiáját.
Az acél azonban általában magasabb abszolút mechanikai szilárdsággal rendelkezik. A Weerg a gyakorlati különbséget így magyarázza: az alumínium „alacsonyabb szilárdsággal rendelkezik, mint az acél, de kiváló szilárdság–tömeg aránnyal bír.” Mit jelent ez? Az acél ugyanakkora fizikai méret mellett nagyobb terheléseket bír el, míg az alumínium ugyanakkora terhelést képes elviselni kisebb súly mellett, de nagyobb méretekkel.
A megmunkálhatóság jelentősen befolyásolja a költségeket. Az alumínium gyorsabban megmunkálható, és kevesebb szerszámkopást okoz, ami alacsonyabb gyártási díjakat és gyorsabb átadási időt jelent. A acél erősebb szerszámokat igényel, lassabb megmunkálási sebességet és gyakran hűtőfolyadékot is – ez növeli az egyes alkatrészek egységköltségét. Ugyanakkor az acél alacsonyabb nyersanyag-ára néha ellensúlyozza ezt a megmunkálási felárat egyszerűbb alkatrészek esetében.
A műanyagoknál a kompromisszumok más irányba tolódnak el. Az ABS és az acetál gazdaságos megoldást kínálnak prototípusokhoz és alacsony terhelésű alkalmazásokhoz. A PEEK kiváló teljesítményt nyújt, de jelentősen drágább – csak akkor érdemes használni, ha valóban szükség van a hőállóságra, kémiai kompatibilitásra vagy mechanikai tulajdonságokra.
A Protolabs azt javasolja, hogy a megmunkált prototípusokhoz ugyanazt a műanyagot (gyanta) használják, mint a fröccsöntött sorozatgyártáshoz, így a prototípusok „tesztelhetők, és hasonlóan fognak működni, mint a sorozatgyártásban készülő alkatrészek.”
Felületi minőség-választási lehetőségek és azok alkalmazási ideje
Felületi minőség – Ra-értékekkel (átlagos érdesség) mérve – gyakran akkor kerül figyelembevételre, amikor már problémát okoz. Az alábbiakban gyakorlati szempontból ismertetjük a különböző felületi minőségi szintek jelentését:
- Ra 3,2 μm (125 μin) – Szokásos megmunkált felület - Látható szerszámképek; elfogadható nem érintkező felületeknél, belső geometriai elemeknél és festendő alkatrészeknél
- Ra 1,6 μm (63 μin) – Finom megmunkált felület - Simább megjelenés; alkalmas legtöbb mechanikus szereléshez és látható alkatrészekhez
- Ra 0,8 μm (32 μin) – Pontos köszörült felület - Szükséges tömítőfelületeknél, csapágyfelületeknél és pontos csúszó illesztéseknél
- Ra 0,4 μm (16 μin) és finomabb - Polírozott felületek optikai alkalmazásokhoz, orvosi eszközökhöz és nagy pontosságú műszerekhez
A másodlagos felületkezelések tovább bővítik a lehetőségeket. A Protolabs megjegyzi, hogy az alumíniumötvözetek esetében „az anódosítás a tartósság szempontjából előnyösebb, míg a krómátbevonat akkor a jobb választás, ha a megjelenés áll a központban.” Az anódosítás egy kemény oxidréteget hoz létre, amely ellenáll a karcolásnak, és befogadja a festékszíneket. A krómát-konverziós bevonat korroziónak ellenálló védelmet nyújt, jellegzetes megjelenéssel.
Amikor felületi minőséget ad meg, emlékezzen: a szigorúbb követelmények növelik a költséget. Gondolja át, hogy az alkalmazás valóban igényli-e azt az Ra 0,8 μm-es felületi érdességet, vagy az Ra 1,6 μm-es érték ugyanolyan funkcionális teljesítményt nyújt-e. Egy tapasztalt CNC-műhely segíthet abban, hogy azonosítsa, hol adják hozzá értéket a szigorú felületi minőségi követelmények, és hol csupán költséget növelnek.
Miután tisztázta az anyag- és felületkezelési döntéseket, felmerülhet a kérdés, hogyan viszonyul a CNC-megmunkálás más gyártási módszerekhez. Ez az összehasonlítás feltárja, mikor nyújtja a legnagyobb értéket a precíziós megmunkálás – és mikor érdemesebb alternatív megoldásokat választani.
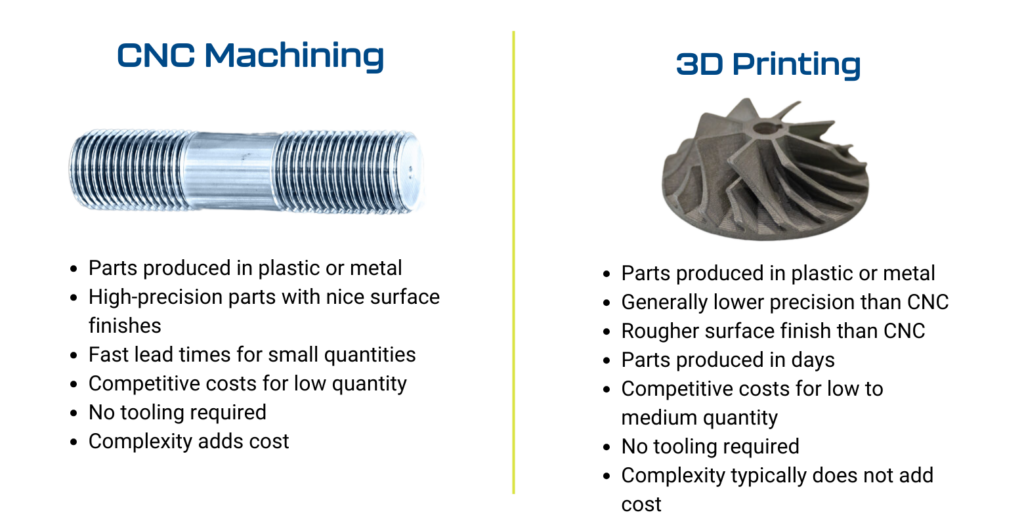
CNC-munkázás és 3D nyomtatás, injekciós formázás és öntés
Megválasztottad az anyagodat, és megérted a CNC folyamatokat. De itt egy kérdés, amit érdemes feltenni, mielőtt elkötelezkednénk: a CNC-munkázás valóban a megfelelő gyártási módszer a projekthez? Néha a válasz igen. Néha tényleg nem.
A legtöbb CNC üzemben nem mondják meg, hogy mikor van értelme a más alternatíváknak - ők a gépek üzletében dolgoznak. De ha megérted, hogy mitől lehetne jó, bölcsebb döntéseket hozhatsz, és elkerülheted a költséges hibákat. Vizsgáljuk meg, hogy a CNC-munkázás hogyan áll össze a 3D nyomtatással, a befecskendezéssel és az öntéssel.
Amikor a CNC megmunkálás felülmúlja a többi alternatívát
A CNC-munkázás jó okkal tartotta fenn domináns pozícióját a precíziós gyártásban. A Northeast Precision CNC szerint "a CNC-munkázás kiváló pontosságot és szoros tűrést kínál, gyakran mikronon belül. Ez kiváló megoldást jelent a nagy pontosságot igénylő alkatrészek gyártásához, például a motor alkatrészeihez vagy az orvosi implantátumokhoz".
Itt igazán felülmúlja a CNC megmunkálás a többi eljárást:
Pontosság és tűrésvezérlés: Amikor az alkalmazásának pontos méretekre van szüksége, a CNC megmunkálás ezt biztosítja. A The Steel Printers szerint a CNC megmunkálás „±0,001 mm-es tűrést képes elérni – ami jelentősen jobb, mint a öntés és a fém 3D nyomtatás esetében.” Sem a 3D nyomtatás, sem az öntés nem éri el ezt a dimenziós pontosságot másodlagos megmunkálási műveletek nélkül.
Anyagok bővíthetősége: A CNC gépek gyakorlatilag bármely megmunkálható anyaggal dolgoznak – fémekkel, műanyagokkal, fával és kompozitokkal. A Northeast Precision CNC megjegyzi, hogy „a CNC gépek széles körű anyagokkal képesek dolgozni, ideértve a fémeket (alumínium, acél, titán), műanyagokat, sőt fát is.” Az extrudálás főként műanyagokra korlátozódik, míg a 3D nyomtatás egyre bővülő, de továbbra is korlátozott anyagválasztékot kínál.
Gyors szállítási idő prototípusokhoz és kis sorozatokhoz: Gyorsan szüksége van alkatrészekre? A CNC megmunkáláshoz nem szükséges szerszámkészítés. A Steel Printers azt állítja, hogy a „fém 3D nyomtatás a leggyorsabb módszer” kis tétel esetén, de a CNC szorosan követi – és gyakran győz, ha figyelembe vesszük a posztfeldolgozási igényeket. A Northeast Precision hozzáteszi, hogy „amint a CAD-modell elkészült – és a G-kód generálása megtörtént – a gép majdnem azonnal elkezdheti a megmunkálást.”
Tervezési rugalmasság szerszámköltségek nélkül: A módosítások egyszerűek. Ha méretkorrekcióra van szükség, az operátor közvetlenül módosíthatja a G-kódot. Hasolítsa össze ezt az öntőszerszám-megmunkálással, ahol a Northeast Precision megjegyzi: „ha a kívánt alkatrészben változás történik, akkor a szerszámot is módosítani kell, ami további késleltetést eredményez a szállítási határidőkben.”
Felületminőség: A megmunkált felületek általában kevesebb utófeldolgozást igényelnek, mint az öntött vagy nyomtatott alkatrészek. A Steel Printers megjegyzi, hogy „a végleges megmunkált alkatrész általában csak utófeldolgozásos hőkezelést igényel”, míg az öntött és a 3D nyomtatott alkatrészek gyakran megmunkálást igényelnek a szükséges felületminőség eléréséhez.
Olyan helyzetek, amikor más módszerek ésszerűbbek
Itt a nyers igazság: a CNC megmunkálás nem mindig a legjobb választás. Ezeknek a helyzeteknek a felismerése pénzt és frusztrációt takarít meg.
Amikor a 3D nyomtatás győz:
- Rendkívül összetett geometriák - A Steel Printers megjegyzi, hogy „a fém 3D nyomtatás olyan könnyűszerkezeteket és belső üregprofilokat is előállíthat, amelyeket a CNC megmunkálással lehetetlen lenne gyártani.” Gondoljon például rácsos szerkezetekre, belső hűtőcsatornákra vagy szerves formákra.
- Rendkívül egyedi, egységes darabszámú alkatrészek - Amikor minden egység különbözik, a 3D nyomtatás megszünteti a változatok közötti beállítási időt.
- Anyaghatékonysági kérdések - A CNC-megmunkálás szubtraktív eljárás, azaz anyagot vágnak le, amely gyakran hulladékként kerül eldobásra. A Steel Printers megjegyzi, hogy „a fém 3D nyomtatás csak annyi anyagot használ fel, amennyire szükség van egy alkatrész elkészítéséhez, és a felesleg általában újrahasznosítható.”
Amikor az öntés nyer:
- Nagy tételekben történő műanyaggyártás - Ha ezrek vagy milliók azonos műanyag alkatrészekre van szüksége, az öntés egységenkénti költséghatékonysága versenyképtelenné válik. A drága forma költsége a nagy mennyiség miatt megtérül.
- Összetett műanyag geometriák konzisztens minőséggel - Miután a forma tökéletesítésre került, minden alkatrész azonosan jön létre.
- Integrált funkciók - Kattanós illesztések, rugalmas csuklók és összetett szerelvények egyetlen öntött darabban.
Amikor az öntés nyer:
- Nagy méretű fémalkatrészek - A Steel Printers magyarázata szerint „nagy méretű alkatrészek gyártása esetén az öntés lenne a legmegfelelőbb eljárás. Általában a hagyományos gyártási módszerek sokkal hatékonyabbak nagyobb alkatrészek előállításában.”
- Nagyon magas termelési mennyiségek - Ezer darabos mennyiségek esetén a öntés gyártási előnyei dominálnak. A Steel Printers megjegyzi, hogy „ahogy a alkatrészek száma nő, az öntőforma elkészítésének fix költsége… több alkatrészre oszlik el.”
- Olyan alkatrészek, amelyeknél az anyag könnyen áramlik - Egyszerűbb geometriák bonyolult belső szerkezetek nélkül.
Egyedi gyártási módszerek összehasonlítása
Ez a részletes táblázat segít eldönteni, melyik módszer felel meg leginkább adott projektjének követelményeinek:
| Tényező | CNC gépelés | 3D nyomtatás (fém) | Injekciós formázás | Színtér |
|---|---|---|---|---|
| Költség 1–10 darabos mennyiség esetén | Közepes – nem szükséges szerszám | Közepes–magas – alkatrészenkénti díjszabás | Nagyon magas – az öntőforma költsége dominál | Magas – minta és öntőforma szükséges |
| Költség 100 darabnál | Közepes – a beállítás elszóródik | Magas – lineáris skálázás | Közepes – az öntőforma költségének eloszlatása | Közepes – egyre versenyképesebbé válik |
| Költség 1000+ darabos mennyiség esetén | Magasabb egységár, mint a többi alternatíva | Legmagasabb – rosszul skálázódik | Legalacsonyabb műanyagokhoz | Legalacsonyabb fémekhez |
| Pontossági képesség | Kiváló (±0,001 mm elérhető) | Jó (általában ±0,1–0,2 mm) | Jó (±0,05–0,1 mm tipikus) | Közepes (gyakran szükség van megmunkálásra) |
| Anyag lehetőségek | Legszélesebb – fémek, műanyagok, kompozitok | Növekvő, de korlátozott – fémek/polimer anyagok | Főként termoplasztok | A legtöbb önthető fém |
| Szállítási idő (első darab) | Napoktól 1–2 hétre | Napoktól egy hétre | Hetekből hónapokba tart (formák készítése) | Hetek (minták és formák) |
| Tervezési módosítások rugalmassága | Kiváló – módosítsa a CAD-fájlt | Kiváló – módosítsa a CAD-fájlt | Gyenge – formázószerszám-módosítás szükséges | Gyenge – új minta szükséges |
| Geometriai összetettség | A szerszámhoz való hozzáférés korlátozza | Kiváló – belső elemek is gyárthatók | Jó megfelelő formázószerszám-tervezés mellett | Közepes – áramlási korlátozások |
| Alkatrész méret tartomány | Kis mérettől nagy méretig | A nyomtató építési térfogata korlátozza | Tipikusan kis mérettől közepes méretig | Kis mérettől nagyon nagy méretig |
A projekt helyes választása
A Steel Printers jól összefoglalja a döntési keretrendszert: „A komplexitás és a mennyiség közötti közvetlen kapcsolat” határozza meg az optimális gyártási módszert. Az alábbiakban egyszerűsített iránymutatást adunk elemzésük alapján:
- Egységek – tíz darabig: 3D nyomtatás vagy CNC megmunkálás, a geometriai bonyolultságtól függően
- Tíz – száz darabig: CNC megmunkálás, egyszerűbb geometriák esetén öntési eljárásra történő áttérés is lehetséges
- Száz – ezer darabig: Fémek esetén öntés, műanyagok esetén fröccsöntés
- Ezer és több darab: Öntés vagy fröccsöntés majdnem mindig gazdaságosabb megoldást kínál
Ahogy a The Steel Printers következtet: „Nincs olyan gyártási módszer, amely mindig felülmúlja a többit. A jövőbeni fejlődés kulcsa az, hogy a hagyományos gyártási technikák és a fémes 3D nyomtatás kiegészítik egymást, és ott töltik ki a hiányzó részeket, ahol a másik módszer nem elég hatékony.”
A legértékesebb felismerés? Ne feltételezze, hogy a CNC megmunkálás automatikusan helyes választás, csupán azért, mert ez a legismertebb lehetőség. Értékelje őszintén a szükséges mennyiséget, a pontossági igényeket, az anyagspecifikációkat és az időkeretet. Egy megbízható CNC-műhely valójában éppen akkor fogja tájékoztatni Önt, ha más gyártási módszer jobban szolgálja projektjét – ez az őszinteség olyan partnerséget épít, amely több projekt során is értéket teremt.
Miután kiválasztotta a gyártási módszert, a következő döntés a helyi gépgyártó műhelyek és az online szolgáltatások közötti választásról szól – mindegyik különleges előnyöket kínál a projekt méretétől és támogatási igényektől függően.
A megfelelő CNC-műhely kiválasztása projektje méretéhez
Már eldöntötte, hogy a CNC megmunkálás illik a projektjéhez. Most egy olyan döntés következik, amelyről meglepően kevés útmutató ad őszinte választ: egy helyi gépgyártóüzemmel együttműködjön-e a közelében, vagy egy online CNC megmunkálási szolgáltatásokat nyújtó platformot használjon? A válasz nem egyértelmű – és hibás döntés esetén akár felesleges kényelemért fizethet prémium árat, vagy éppen olyan támogatást veszíthet el, amely kulcsfontosságú a sikeréhez.
Mindkét megközelítésnek valódi erősségei vannak. Annak megértése, hogy mikor melyik működik a legjobban, segít összeegyeztetni a projektjének követelményeit a megfelelő típusú partnerrel.
Helyi gépgyártóüzemek vs. online CNC szolgáltatások
E két lehetőség közötti legjelentősebb különbségek a kommunikáció módjában, a megrendelések folyamatában és a kapott támogatásban rejlenek. Szerint XTJ Precision Manufacturing „Amikor hagyományos CNC megmunkálási szolgáltatásokat választ, egy gyárral együttműködik… Gyakran beszélget a gyári csapattal az Ön igényeiről és az anyagokról.” Az online platformok ezzel szemben „lehetővé teszik, hogy alkatrészeket rendeljen egy weboldalon keresztül”, automatizált árajánlat-kérés mellett, és minimális közvetlen kapcsolattartással.
Íme, hogy mit kínál valójában mindegyik megközelítés:
A helyi gépgyártóüzemek előnyei:
- Közvetlen kommunikáció a megmunkálókkal és mérnökökkel - Összetett követelményekről személyesen is beszélgethet, kérdéseket tehet fel, és azonnali tisztázást kaphat a műszaki részletekkel kapcsolatban
- Tervezési tanácsadás és szakértelem - Az XTJ megjegyzi, hogy a hagyományos üzemek „szakértői tervezési segítséget nyújtanak. Tanácsokat kaphat arra, hogyan javítsa alkatrészét és takarítsa meg a költségeket”
- Kapcsolatépítés - A létesítménnyel való közvetlen együttműködés bizalmat és megértést teremt, amely jótékonyan hat a jövőbeli projektekre
- ÁTTÉRŐ ÁRAK - „A gyárnak fizet, így elkerüli a közvetítők további költségeit”, elkerülve a platformdíjakat, amelyek akár a projekt költségeinek 10–20%-át is ki tudják tenni
- Minőség konzisztenciája - A helyi üzemek „minden lépést saját gyárjukban irányítanak”, közvetlen felügyelet mellett minden művelet fölött
- Folyamatos szerviz- és támogatási szolgáltatás - Szüksége van felszerelés karbantartására, javítására vagy kalibrálására? A helyi létesítmények gyakran e szolgáltatásokat is nyújtják a gyártással egyidejűleg
Az online CNC megmunkálási szolgáltatások előnyei:
- Azonnali árajánlat - Töltse fel CAD-fájlját, és azonnal kapjon árajánlatot manuális becsült árak várakozása nélkül
- Széles beszállítói hálózat - Egyetlen platformon keresztül több tanúsított gépgyártó műhelyhez való hozzáférés bővíti lehetőségeit
- Kényelmes rendeléskezelés - Rendelések nyomon követése, projektek kezelése és dokumentumkezelés webes felületeken keresztül
- Rugalmas szállítási lehetőségek - Válasszon standard, sürgősségi vagy gazdaságos szállítási módot a sürgősség és a költségvetés alapján
- 24/7 elérhetőség - Rendelések leadása bármikor, anélkül, hogy időpontokat vagy időzónákat kellene összehangolni
- Gyors tervezési iteráció - Az XTJ megállapítja, hogy az online platformok „lehetővé teszik új tervek feltöltését és a rendelések gyors módosítását. Tesztelheti az ötleteket, és gyorsan beszerezheti az alkatrészeket”
De itt van egy gyakran figyelmen kívül hagyott tényező: az online platformok beszállítóhálózatokat használnak, amelyek változékonyságot okozhatnak. Az XTJ elmagyarázza: „a minőség minden egyes beszállítóval változhat. Az online platformok nagyobb kockázatot jelentenek hibákra vagy késésre az alkatrészek szállításában, mivel több gyártóüzemet használnak.” Amikor több rendelés során azonos eredményekre van szüksége, ez a konzisztencia döntő fontosságú.
A gyártási méretnek megfelelő gyártó típus kiválasztása
A termelési mennyiség jelentősen befolyásolja, hogy melyik megközelítés ésszerű. A kis sorozatú CNC megmunkálás más igényeket támaszt, mint a nagy sorozatú CNC termelés – és a megfelelő partnertípus ennek megfelelően változik.
Prototípusokhoz és kis sorozatokhoz (1–50 darab):
Mindkét lehetőség működik itt, de a prioritások eltérnek. Ha a prototípusának iterációra és tervezési visszajelzésre van szüksége, akkor a helyi műhelyek kiváló választást jelentenek. A RapidDirect megjegyzi, hogy a CNC-műhelyek „gyorsan módosíthatják terveiket minimális költséggel és időráfordítással a gyártási minőség optimalizálása érdekében.” Ez a közös finomhangolás természetesebben zajlik le, ha közvetlenül mérnökökkel együtt dolgozik.
Az online platformok akkor ragyognak igazán, ha már véglegesítette terveit, és gyors teljesítésre van szüksége anélkül, hogy kiterjedt konzultációra lenne szükség. Egyszerű alkatrészek esetén, ahol a geometria már bizonyított, a fájlok feltöltése és néhány nap alatt az alkatrészek kézhezvétele egyértelmű hatékonyságnövekedést eredményez.
Közepes sorozatgyártás (50–500 darab):
Ez a mennyiségi tartomány gyakran a helyi gépgyártó műhelyeket vagy közvetlen gyártói kapcsolatokat részesíti előnyben. Az XTJ összehasonlítása szerint: „Ha nagy mennyiségű gyártás esetén a legalacsonyabb árat kívánja elérni, és pontosan meghatározott alkatrészekre van szüksége, válasszon közvetlen CNC-forgácsolási szolgáltatást.” A platform díjak aránya növekszik a mennyiség növekedésével, és a gyártókkal közvetlenül történő áralku lehetősége költségelőnyöket biztosít.
Ezen felül a közepes mennyiségek kihasználják a tömeggyártásból származó konzisztenciát. Minden alkatrész ugyanazon gépekről, ugyanazon munkásoktól és ugyanazon minőségellenőrzési eljárások alkalmazásával származik.
Nagy mennyiségű gyártás esetén (500+ darab):
A nagy léptékű termelésnél a közvetlen kapcsolatok elengedhetetlenek. A RapidDirect hangsúlyozza, hogy a megmunkálóüzemek értékelésekor figyelembe kell venni „a CNC megmunkálóüzem kapacitását és skálázhatósági lehetőségeit: milyen mennyiséget tud az üzem egy meghatározott időkereten belül szállítani?”. A nagy mennyiségű gyártáshoz olyan üzemek szükségesek, amelyek rendelkeznek megfelelő gépkapacitással, hatékony programozással és megbízható minőségirányítási rendszerrel.
Az online platformok ebben a területen problémákat okozhatnak, mivel a megrendeléseket több beszállító között osztják szét, ami potenciálisan ellentmondásos eredményekhez vezethet. A közvetlen partnerségek lehetővé teszik a kizárólagos termelési ütemezést, a nagy mennyiségre vonatkozó áralkudásokat és az egyszerűsített logisztikai folyamatokat.
Szállítási határidők és valósághű forgalom
A valósághű időkeretek megértése megakadályozza a frusztrációt, és segít hatékonyan tervezni. Az alábbiakban azt soroljuk fel, amire valójában számíthat:
Helyi gépgyártó műhelyek időkeretei:
- Sürgős rendelések: 1–3 nap egyszerű alkatrészekre, ha rendelkezésre áll a kapacitás
- Szokásos prototípusok: 3-7 munkanap
- Összetett vagy pontossági alkatrészek: 1-2 hét
- Gyártási sorozatok: 2–4 hét mennyiségtől és összetettségtől függően
Az XTJ megjegyzi, hogy a hagyományos CNC-képes létesítmények „3–7 napon belül képesek alkatrészeket gyártani. Mivel közvetlenül beszélhet a gyárral, gyorsított megrendelést is kérhet." Ez a közvetlen kommunikáció rugalmasságot biztosít, ha a határidők kritikusak.
Online platformok időkeretei:
- Gyorsított szolgáltatás: 3–5 munkanap (prémium árképzés)
- Szokásos szállítási idő: általában 2–3 hét
- Gazdaságos opciók: 3-4 hét
Az XTJ elemzése szerint: „A legtöbb munka körülbelül három hétig tart, de gyorsabb kivitelezésért többet is fizethet.” A kompromisszum egyértelmű: a platformokon a sebesség többletköltséggel jár, míg a helyi műhelyek közvetlen időpont-beosztással gyorsabb alapértelmezett teljesítést is kínálhatnak.
A szolgáltatási tényező: Több mint csak alkatrészek gyártása
A helyi gépgyártó műhelyek egy olyan előnnyel bírnak, amelyet az online platformok nem tudnak megfelelően kielégíteni: átfogó szervizkapcsolatok. Amikor berendezések karbantartására, javítására vagy technikai támogatásra van szüksége – nem csupán alkatrészek gyártására – a helyi létesítmények folyamatos értéket nyújtanak.
A Wisconsin Metal Tech szerint a szoros ügyfélkapcsolatok azt jelentik, hogy „aktívan együttműködünk ügyfeleinkkel, hogy megértsük egyedi igényeiket. Legyen szó akár egy speciális anyagkövetelményről, szigorú tűréshatárokról vagy tervezési korlátozásokról, CNC megmunkálási szolgáltatásainkat ennek megfelelően testre szabjuk."
Ez a közös megközelítés a problémamegoldásra is kiterjed. A Wisconsin Metal Tech hangsúlyozza, hogy „kihívások merülnek fel, de közös megközelítésünk biztosítja, hogy együtt találjunk megoldást.” Amikor problémák adódnak – és a gyártás során időnként ez előfordul – nagy különbséget jelent, ha olyan partnerrel dolgozunk együtt, aki érti az Ön alkalmazásait, és gyorsan reagálhat.
Az olyan folyamatos kapcsolatok esetében, amelyek ismétlődő rendeléseket, tervezési fejlődést vagy termelési skálázást foglalnak magukban, a helyi partnerek általában több értéket nyújtanak. Egyedi projektekhez, amelyeknek egyértelmű specifikációi vannak, és nem várható utólagos folytatás, az online platformok hatékony tranzakciókat kínálnak.
A megfelelő választás nem arról szól, hogy melyik lehetőség univerzálisan jobb – hanem arról, hogy melyik megközelítés illeszkedik leginkább az Ön konkrét projektigényeihez, időkereteihez és együttműködési igényeihez.
Miután kiválasztotta üzletének típusát, a díjszabás megértése segít hatékonyan értékelni az árajánlatokat, és elkerülni a váratlan költségeket – ami elvezet bennünket ahhoz a tényezőkhöz, amelyek ténylegesen meghatározzák a CNC szolgáltatások árát.
A CNC-szolgáltatások árazásának és költségtényezőinek megértése
Már kapott valaha egy CNC-megmunkálási árajánlatot, és azon tűnődött, miért ilyen drága az a kis alkatrész? Vagy miért kaptak vissza két látszólag hasonló projekt esetében drámaian eltérő árakat? Nem egyedül áll ebben a helyzetben. A megmunkálási szolgáltatások árazása gyakran átláthatatlanul tűnik az első alkalommal vásárlóknak – és ez a bizonytalanság akadályt jelent még a projektek elindítása előtt is.
A valóság az, hogy a CNC-megmunkálás költségei nem önkényesek. Előrejelezhető mintákat követnek, amelyek meghatározott tényezőkön alapulnak. Ha megérti ezeket a tényezőket, akkor egy passzív árajánlat-kapóból informatikus vásárlóvá válik, aki okos döntéseket hozhat, és akár csökkentheti is a költségeket még az első RFQ (közbeszerzési ajánlatkérés) benyújtása előtt.
A CNC-megmunkálási költségeket meghatározó kulcsfontosságú tényezők
A Komacut költségelemzése szerint több egymással összefüggő elem határozza meg, mennyit fog fizetni a megmunkált alkatrészekért. Nézzük meg őket a tipikus hatásuk sorrendjében.
Anyagtípus és felhasználás:
Az anyagválasztás többféleképpen is befolyásolja a költségeket, nemcsak az alapanyagok árán keresztül. A Komacut magyarázata szerint: „A rozsdamentes acél és a titán, amelyek keményebbek és ellenállóbbak, több időt és speciális szerszámokat igényelnek, így növelik a költségeket.” Ezzel szemben „a lágyabb anyagok, például az alumínium, könnyebben megmunkálhatók, ami csökkentheti mind a megmunkálási időt, mind a szerszámkopást.”
- Nyersanyagköltségek - A titán kilogrammonként jelentősen drágább, mint az alumínium vagy az acél
- Megmunkálhatósággal - A keményebb anyagok lassabb vágási sebességet igényelnek, ami növeli a gépidőt
- Szerszámkopásnak - Az abrazív vagy kemény anyagok gyorsabban fogyasztják a vágószerszámokat, így további cserék költségét vonják maguk után
- Különleges kezelés - Egyes anyagokhoz speciális hűtőfolyadékok, előtolások vagy gépbeállítások szükségesek
Megmunkálási idő:
A gépidő közvetlenül meghatározza a munkaerő- és felszerelési költségeket. A Komacut két fő időtényezőt azonosít: „a felhasznált anyagok vastagsága és a alkatrész tervezésének összetettsége.” A vastagabb anyagok több munkamenetet igényelnek a megfelelő mélység eléréséhez. Az összetett geometriák pontosság érdekében lassabb sebességet és gyakori szerszámcserét igényelnek.
Az alkatrész összetettsége és tervezési jellemzői:
A Fictiv költségcsökkentési útmutatója szerint egyes tervezési elemek jelentősen befolyásolják az árat:
- Tűrőképesség - „Szűkebb tűrések = magasabb költség.” A ±0,001 hüvelykes tűrések elérése pontosabb megmunkálást igényel, mint a szokásos tűrések
- Fúrások mérete és mélysége - „A mély, keskeny furatok pontos megmunkálása lassú, és a szerszám eltörésének kockázata nagyobb”
- Belső lekerekítések - „Minél kisebb a lekerekítés sugara, annál kisebb végmaró szükséges… és annál lassabban kell megmunkálni”
- Vágási mélység - A különösen mély zsebek hosszabb megmunkálási időt igényelnek, és esetleg speciális szerszámokat is szükségessé tesznek
- Falvastagság - A vékony falak megmunkálásánál különös óvatosságra van szükség a rezgés és torzulás megelőzése érdekében
- Alávágások - O-gyűrű horpadásokhoz hasonló funkciók speciális szerszámokat igényelnek, amelyek növelik a költségeket
Beállítási és feldolgozási idő:
A vágás megkezdése előtt jelentős előkészítési munka történik. A Komacut megjegyzi, hogy „a CNC-gép beállítása különösen munkaigényes és költséges folyamat, amely a megfelelő szerszámok és rögzítőberendezések felszerelését, az alapanyag előkészítését és a gép paramétereinek beállítását foglalja magában.” Ez a nem ismétlődő mérnöki (NRE) költség a következőket tartalmazza:
- CAM programozás - A szerszámpályák és G-kód utasítások elkészítése
- Rögzítőberendezés beállítása - Az alkatrész megfelelő rögzítése minden egyes művelet során
- Esztelen telepítés - A vágószerszámok betöltése és kalibrálása
- Első mintaellenőrzés - Az első darab specifikációknak való megfelelésének ellenőrzése
Géptípus és képességek:
A különböző berendezések óránkénti díjszabása eltérő. A Komacut elemzése szerint az 5 tengelyes marógépek óránként drágábbak, mint a 3 tengelyes berendezések, mivel „drága gépekből, fejlett szoftverből és képzett személyzettel” állnak rendelkezésre. A CNC-es esztergálás „általában gyorsabb és költséghatékonyabb, mint a marás kerek alakú alkatrészek gyártása esetén.”
Mennyiség és tételnagyság:
A mennyiség drámaian befolyásolja az egységárakat. A Komacut magyarázata szerint: „A nagyobb mennyiségek eloszlatják a fix beállítási költségeket… több egységre, így csökkentve az alkatrészegységre jutó költséget.” Ezen felül „a nagykereskedelmi anyagbeszerzés gyakran kedvezményeket is von maga után.” Az összefüggés egyértelmű: 100 darab megrendelése alacsonyabb egységárat eredményez, mint 10 darabé.
Hogyan kaphat pontos árajánlatot projektje számára
Hasznos árajánlatok beszerzéséhez előre teljes információkat kell megadni. A LongSheng árajánlat-kéréssel kapcsolatos útmutatója szerint az árajánlatok értékelése „számos kulcsfontosságú tényező teljes körű figyelembevételét” igényli, ideértve a „nyersanyag-költségeket, a munkadíjakat, a berendezések használatának díját és az esetleges utófeldolgozási költségeket.”
Pontos, összehasonlítható árajánlatok megkapásához:
- Szolgáltasson teljes CAD-fájlokat - 3D modellek (STEP, IGES) plusz 2D rajzok méretekkel és tűrésekkel
- Határozza meg egyértelműen az anyagot - Tartalmazza az anyag minőségét, hőkezelési állapotát (temper) és minden szükséges tanúsítási követelményt
- Határozza meg pontosan a tűréseket - Jelölje ki a kritikus méreteket a közönséges tűrésekkel szemben
- Állami mennyiségkövetelmények - Figyelembe kell venni mind az azonnali igényeket, mind a potenciális jövőbeli mennyiségeket
- Leírni kell a felületre vonatkozó befejezési követelményeket - A szükséges Ra értékek vagy befejező műveletek meghatározása
- A másodlagos műveletek azonosítása - Hőkezelés, lemeztelés, anódozás, összeszerelés
A CNC-gépezés költségeinek növelését okozó gyakori hibák
Sok költségtörvény a te irányításod alatt áll. A Fictiv számos elkerülhető hibát azonosít, amelyek szükségtelenül felfújják az árakat:
Túlzott tűréshatár-megadás: Ha minden dimenzióban ±0,001"-t kérünk, amikor csak néhány jellemző valóban megköveteli, az drasztikusan megnöveli a költségeket. Fictiv azt javasolja, hogy a "ISO 2768 közepes tolerancia osztály" -ot kezdjük, mint "az alapelvezési célokra megfelelő szabványt", és csak akkor szigorítsuk meg, ha ez funkcionálisan szükséges.
A beállítási összetettség figyelmen kívül hagyása: A többszörös beállításokat igénylő tervezés drágább. Fictiv azt javasolja, hogy fontolja meg, hogy "megoszthatja-e a tervezést több olyan alkatrésznek, amelyeket később könnyen meg lehet gépelni és összeállítani" vagy "egyszerűsítheti a tervezést, ha az összes gépelést egyetlen oldalon végzi".
A drága anyagok felesleges kiválasztása: A Fictiv tanácsot ad: „egyszerűen válassza a legolcsóbb lehetséges anyagot, amely még mindig megfelel tervezési követelményeinek. Ha csak funkcionális prototípust készít, próbálja meg olcsóbb lehetőségekhez ragadni magát, például az ABS-hez vagy a CNC-megmunkált alumíniumhoz.”
Egységenkénti rendelés: Az NRE-költségek dominálnak az egyedi alkatrészek rendelésekor. A Fictiv azt javasolja: „készítsen többet minden alkatrészből, így az egységköltség alacsonyabb lesz, de ne annyit, hogy szükségtelen alkatrészeket gyártson.”
Olyan funkciók tervezése, amelyek speciális rögzítőberendezést igényelnek: A bonyolult geometriájú alkatrészek esetleg egyedi puha befogókra vagy szinuszrúdokra is szükséget támaszthatnak a helyzetük meghatározásához. A Fictiv azt javasolja, hogy „ahol csak lehetséges, csökkentsék a geometriai bonyolultságot”, vagy „bontsák fel az alkatrészt egyszerűbb részekre, amelyeket később össze lehet szerelni.”
Ne feledje a Fictiv három fő költségmozgató tényezőjét a minimalizáláshoz: „az anyagköltségek, beleértve a nyersanyag méretét és értékét; a rögzítőberendezések beállításai, mind számukban, mind bonyolultságukban; a megmunkálási idő, amelyet a nehézkes alkatrész-funkciók és geometria elkerülésével lehet csökkenteni.”
Ezzel az árképzési ismerettel értelmesen értékelheti az árajánlatokat, azonosíthatja a költségoptimalizálási lehetőségeket, és termelőképes kapcsolatot építhet ki a megmunkáló partnereivel. A végső lépés? Annak ismerete, milyen tulajdonságok jellemzik azt a megbízható CNC-műhelyt, amellyel érdemes együttműködni a precíziós gyártási igényei kielégítése érdekében.
Megbízható CNC-műhely partner kiválasztása
Már végigjárta a tűrések, tanúsítványok, anyagok és árképzési tényezők témakörét. Most jön el az a döntési pillanat, amikor minden eddig megszerzett ismeret összeolvad: hogyan válasszon olyan CNC-műhelyt, amely konzisztensen teljesít, és növekedésével együtt fejlődik. A rossz partner késedelmes szállításokat, minőségi problémákat és pazarolt költségvetést eredményez. A megfelelő partner versenyelőnyt biztosít.
Íme, hogyan értékelheti a lehetséges megmunkáló partnereket a jelen útmutató során szerzett ismereteinek felhasználásával.
Mit keressen egy CNC-szolgáltatási partnerben
Kezdje értékelését ezekkel az alapvető szempontokkal – mindegyik közvetlen kapcsolatban áll a korábban tárgyalt műszaki szabványokkal és képességekkel:
- A szakágára vonatkozó releváns tanúsítások - Emlékszik a tanúsítások részletes felosztására? Illessze össze a műhely képesítéseit az Ön alkalmazásával. Az autóipari pontossági CNC-szolgáltatások esetében az IATF 16949-es tanúsítás kötelező. Olyan létesítmények, mint a Shaoyi Metal Technology megfelelnek ennek a szabványnak, és statisztikai folyamatszabályozást (SPC) is alkalmaznak – pontosan ezek a minőségbiztosítási rendszerek akadályozzák meg a hibák keletkezését, nem csupán észlelik őket.
- Skálázhatóság prototípustól a sorozatgyártásig - Képes-e a műhely kielégíteni jelenlegi igényeit ÉS együtt növekedni Önnel? Keressen olyan partnereket, akik gyors prototípuskészítéstől a tömeggyártásig minden szolgáltatást egy helyen nyújtanak. Ez kiküszöböli a prototípus-szolgáltatók és a gyártó létesítmények közötti fájdalmas átmenetet, amely gyakran minőségi ingadozásokat eredményez.
- Szállítási határidők képességei - Kérdezze meg konkrétan a visszajárat idejét. Egyes tanúsított létesítmények nagy pontosságú alkatrészeket szállítanak akár egy munkanapos határidővel is sürgős igények esetén. Ez a rugalmasság döntő fontosságú, ha a gyártási ütemtervek szorítottak.
- Felszerelés és kapacitás átláthatósága - A szerint QTime precíziós mérnöki ellenőrzőlistája , egy üzlet „kapacitása és skálázhatósági lehetőségeinek” megértése segít abban, hogy felmérje: képesek-e „egy meghatározott időkereten belül szállítani”. Kérjen felszereléslistákat és a jelenlegi kapacitás kihasználtságáról szóló adatokat.
- Minőségellenőrzési folyamatok - Hogyan bizonyítják, hogy az alkatrészek megfelelnek a specifikációknak? A CMM-ellenőrzés, az első minta jelentések és a dokumentált SPC-adatok rendszerszintű minőségmenedzsmentre utalnak, nem pedig reményen alapuló gyártásra.
- Műszaki tanácsadási hajlandóság - Segíti-e az üzlet a tervek optimalizálásában, vagy csupán azt kínálja, amit Ön benyújtott? Azok a partnerek, akik javaslatokat tesznek a fejlesztésre, hosszú távon is előnyt nyújtanak projekteinek, mivel szakértelmet mutatnak.
Automobilipari és precíziós alkalmazásokhoz szükséges képességek értékelése
Az autóipari és nagy pontosságú alkalmazások további figyelmet igényelnek. A kockázat magasabb – mind pénzügyi, mind biztonsági szempontból.
Amikor ilyen igényes alkalmazásokhoz szükséges gyártóüzemeket értékel, ellenőrizze a következőket:
- PPAP-dokumentációs képesség - Képesek a termelési alkatrész-elfogadási folyamat (PPAP) dokumentációjának szállítására, amelyet autóipari ügyfelei igényelnek?
- FMEA alkalmazása - Proaktívan végzik el a hibamód- és hatáselemzést (FMEA), vagy csak akkor lépnek fel, ha problémák merülnek fel?
- Nyomonkövetési rendszerek - Képesek-e minden alkatrészt visszavezetni a konkrét nyersanyag-tételre, gépre és munkavállalóra?
- Tapasztalat az Ön alkatrész típusaival kapcsolatban - Egy olyan gyártóüzem, amely kiválóan teljesít a futómű-összeszerelések terén, nem feltétlenül ideális az elektronikai házak gyártására. Kérjen releváns esettanulmányokat.
Az értékelési folyamat végül a bizonyítékokkal alátámasztott bizalomra vezethető vissza. A tanúsítások alapvető biztonságot nyújtanak. Azonban ezek mellett a demonstrált képességek – például összetett fémbélészek vagy bonyolult autóipari alkatrészek kezelése állandó pontossággal – választják el a megbízható megmunkáló partnereket azoktól a gyártóüzemektől, amelyek csupán a megfelelő berendezéseket birtokolják.
A legjobb CNC-műhely kapcsolat nem tranzakciós jellegű – hanem partnerségi viszony, ahol az Ön sikere hajtja a műhely sikerét. Keressen olyan műhelyeket, amelyek kérdéseket tesznek fel az Ön alkalmazásával kapcsolatban, javaslatokat adnak a tervek javítására, és igazi érdeklődést mutatnak az Ön gyártási kihívásainak megoldása iránt.
Ez az útmutató ismereteivel már nem első alkalommal vásárlóként lép be ismeretlen területre. Megértette, hogy milyen szolgáltatások tartoznak a CNC-szolgáltatásokhoz, hogyan értékelje a tanúsítványokat, mikor alkalmazhatók az egyes eljárások, és mi határozza meg az árakat. Használja ezt a tudást arra, hogy tájékozott kérdéseket tegyen fel, értelmesen hasonlítsa össze az árajánlatokat, és építsen kapcsolatot olyan műhelyekkel, amelyek az Ön projekteinek megfelelő pontosságot, megbízhatóságot és szolgáltatást nyújtanak.
Gyakran ismételt kérdések a CNC-műhelyekről és szolgáltatásokról
1. Mit csinál egy CNC-műhely?
Egy CNC gépgyártó üzem számítógéppel vezérelt gépeket használ a nyersanyagokból – például fém, műanyag vagy kompozit anyagokból – pontossági alkatrészek gyártására. A szolgáltatások nem korlátozódnak az alapvető vágási műveletekre, hanem kiterjednek egyedi megmunkálásra, prototípus-készítésre, berendezések karbantartására, javítására, kalibrálására és gépkezelők képzésére is. A CNC üzemek képzett programozókat, gépészeket és minőségellenőrzési szakembereket foglalkoztatnak, akik a projekt igényeit kész alkatrészekké alakítják át, amelyek tűréshatárai mikrométerben mérhetők.
2. Mi a CNC szolgáltatás?
A CNC szolgáltatás a számítógéppel numerikusan vezérelt megmunkálási műveletek teljes skáláját foglalja magában, ideértve a CNC maratást, esztergálást, többtengelyes megmunkálást és az elektromos szikraforgácsolást (EDM). A gyártáson túl tervezési támogatást is nyújt, például CAD/CAM-feldolgozást, fordított mérnöki tervezést (reverse engineering) és tervezési optimalizálást. A másodlagos szolgáltatások közé tartozik a felületkezelés, mint az anódosítás és az elektroplattázás, hőkezelés, minőségellenőrzés koordináta-mérőgéppel (CMM), valamint összeszerelési szolgáltatások.
3. Hogyan válasszak a CNC maratás, az esztergálás és az EDM között?
Válassza ki az alkatrész geometriája alapján: a CNC marás alkalmas sík felületekre, mélyedésekre és összetett 3D-kontúrokra forgó vágószerszámok használatával. A CNC esztergálás gyorsabb és költséghatékonyabb hengeres alkatrészekhez, például tengelyekhez és perselyekhez, ahol a munkadarab forog. Az EDM (elektromos szikraforgácsolás) elektromos szikrákat használ rendkívül kemény anyagok megmunkálására és bonyolult belső geometriák kialakítására, amelyeket hagyományos vágással lehetetlen elérni; azonban magasabb költséggel jár, és csak vezetőképes anyagoknál alkalmazható.
4. Milyen tanúsítványokra figyeljek egy CNC-gyártónál?
Az ISO 9001 alapvető minőségirányítási rendszert biztosít minden iparág számára. Légiközlekedési alkalmazásokhoz elengedhetetlen az AS9100D tanúsítás. Az autóipari projektek az IATF 16949-es szabványt igénylik, amely az ISO 9001-en alapul, de kiegészíti azt a statisztikai folyamatszabályozással (SPC), a hibamód- és hatáselemzéssel (FMEA) és a PPAP dokumentációval. Az orvostechnikai eszközök gyártásához az ISO 13485 szükséges. Válassza a tanúsítást az iparági követelményeinek megfelelően, ne pedig pusztán a tanúsítási címkek számát figyelve.
5. Használjak helyi gépgyárat vagy online CNC-szolgáltatást?
A helyi boltok közvetlen kapcsolatot biztosítanak a gépészekkel, tervezési tanácsadási szakértelemmel, átlátható árakkal (platformdíjak nélkül), valamint folyamatos szerviztámogatással karbantartáshoz és javításhoz. Az online platformok azonnali árajánlatot, 24/7 elérhetőséget és széles beszállítói hálózatot nyújtanak. Összetett, többszöri módosításra szoruló projekteknél a helyi együttműködések kiválóak. Egyszerű, véglegesített tervekkel rendelkező alkatrészek esetén az online platformok hatékony tranzakciókat kínálnak. Nagy mennyiségű gyártásnál általában a közvetlen gyári kapcsolatok előnyösek.