 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC-alkatrészek gyártójának kiválasztása: 9 kulcsfontosságú tényező, amelyet a legtöbb vásárló figyelmen kívül hagy

A CNC-alkatrészek gyártásának megértése és ipari hatása
Valaha elgondolkodott már azon, mi teszi a modern pontossági alkatrészeket olyan hihetetlenül pontosakká? A válasz egy olyan technológiában rejlik, amely örökre megváltoztatta a gyártást. Amikor alkatrészeket rendel projektje számára, a CNC-alkatrészgyártó működésének alapelveinek megértése jelentős előnyt biztosít a megbízható döntéshozatalban.
A CNC-megmunkálás egy leválasztó gyártási folyamat, amelyben előre programozott számítógépes szoftver irányítja a gyári szerszámok és gépek mozgását, hogy precíziós alkatrészeket állítson elő nyersanyagokból ismételhető pontossággal.
A tervrajztól a precíziós alkatrészig
Tehát mi is az a CNC valójában? Lényegében a CNC kifejezés a Számítógéppel Szabályzott Megmunkálást jelenti – egy olyan módszert, amelyben digitális utasítások vezérlik a vágószerszámokat kivételes pontossággal. Képzelje el, hogy egy összetett 3D-s tervezést a számítógépe képernyőjéről fizikai alkatrésszé alakítanak, amelynek pontossága ezredinch-nyi eltérést sem halad meg. Pontosan ilyen történik naponta a modern megmunkálóüzemekben.
A folyamat egy CAD-fájl (Számítógéppel Segített Tervezés) felhasználásával kezdődik, amely tartalmazza az alkatrész minden méretét és műszaki specifikációját. Ezt a digitális tervrajzot G-kódra alakítják át, amely a CNC-gépek által értelmezhető nyelv. Miután a gépet programozták, az minden vágási pályát mechanikai pontossággal hajt végre – egy pontosság, amelyet az emberi kéz egyszerűen nem tudna konzisztensen megismételni.
A digitális forradalom az alkatrészek gyártásában
Annak megértése, hogy mi a CNC, segít értékelni, miért vált e technológia elkerülhetetlenné. A számítógépes vezérlés bevezetése előtt képzett gépészek kezeltek manuálisan gépeket, így minden alkatrész kissé eltért az előzőtől. A CNC jelentése messze túlmutat az egyszerű automatizáción – egy alapvető átalakulást jelképez a programozható, ismételhető pontosság irányába.
A mai CNC-rendszerek zavarmentesen integrálódnak a tervezőszoftverekkel, lehetővé téve a gyors prototípuskészítést és a tömeggyártást ugyanabból a digitális fájlból. Ez a tervezés és gyártás közötti kapcsolat kiküszöböli az értelmezési hibákat, és drámaian csökkenti a szállítási határidőket. Amikor műszaki leírást küld egy gyártónak, gépei gyakran már órákon belül elkezdhetik az alkatrészek gyártását.
Miért uralkodik a CNC a modern gyártásban
A CNC definíciója többet jelent, mint a berendezések összessége – egy teljes termelési megközelítést ír le. Íme, miért uralkodik ez a technológia:
- Hűség: Minden alkatrész megegyezik az előzővel, akár 10, akár 10 000 darabot rendel
- Bonyolultság: Olyan bonyolult geometriák, amelyek korábban lehetetlenek voltak, ma rutinszerűen elkészíthetők
- Sebesség: Az automatizált szerszámváltás és a folyamatos üzemelés maximalizálja a termelékenységet
- Rugalmasság: Különböző alkatrészek közötti váltáshoz csupán egy programváltoztatás szükséges
Ahogy feltárja a CNC alkatrészek gyártásának világát, rájön, hogy a megfelelő partner kiválasztása sokkal többet jelent, mint pusztán a felszerelés értékelése. Az alábbi szakaszok a vásárlók által leggyakrabban figyelmen kívül hagyott, kulcsfontosságú tényezőket mutatják be – a megmunkálási eljárásoktól és az anyagválasztástól kezdve a tűrések meghatározásán és az ipari tanúsítványokon át egészen a projekt sikeres végrehajtását közvetlenül befolyásoló tényezőkig.
A CNC alapmegmunkálási eljárások, amelyeket minden vásárlónak ismernie kell
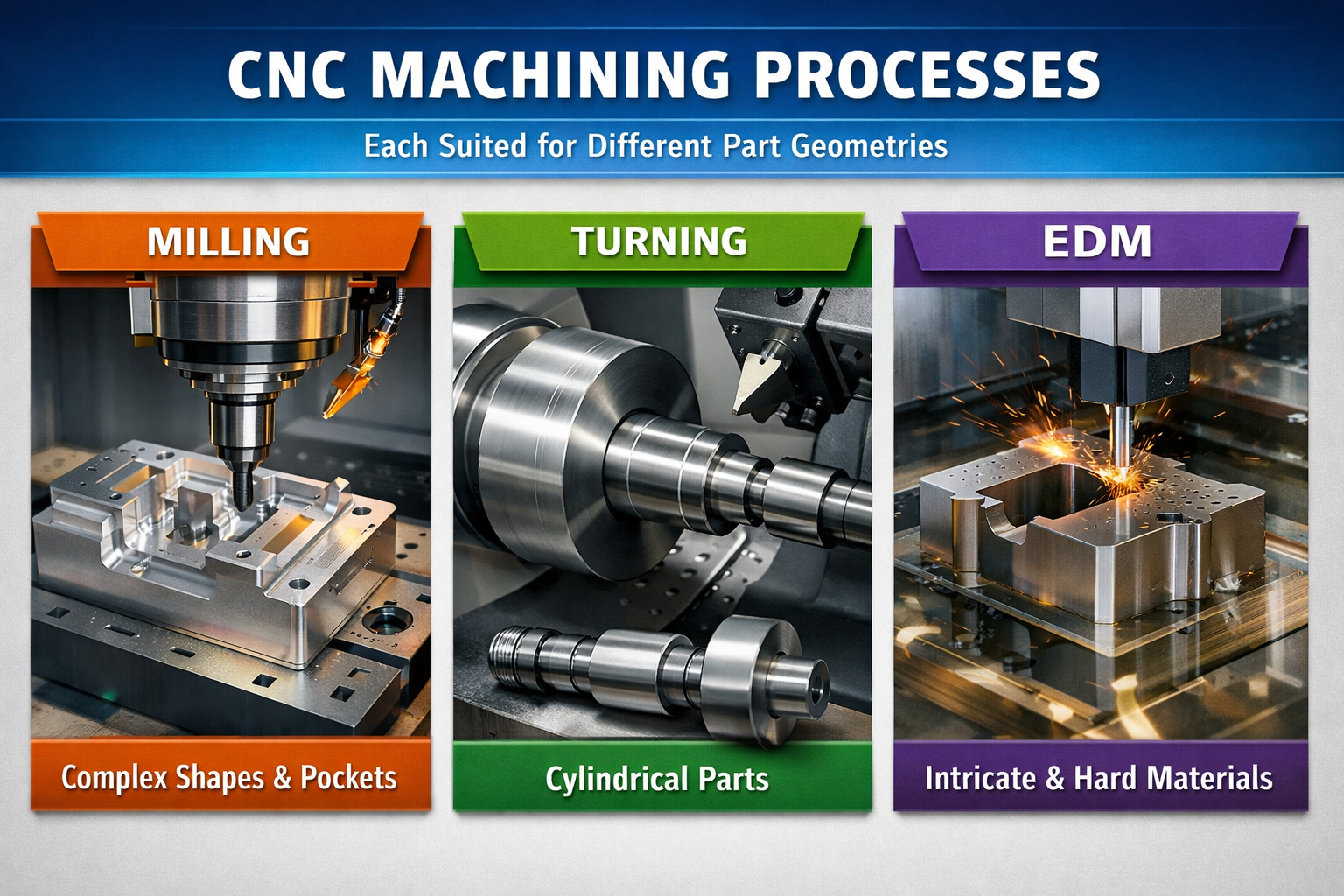
Bonyolultnak tűnik? Itt van a lényeg: nem minden CNC-eljárás alkalmas minden alkatrészre. Amikor egy CNC alkatrészgyártót értékel, az esztergálás, marás és elektromos szikraforgácsolás (EDM) alapvető különbségeinek megértése segít egyértelműen kommunikálni követelményeit, és megítélni, hogy a beszállító rendelkezik-e a projektjéhez szükséges képességekkel.
A CNC-marás magyarázata
Képzeljen el egy forgó vágószerszámot, amely egy álló munkadarabon halad végig, és rétegről rétegre távolítja el az anyagot. Ez a marás lényege. Egy CNC-marógép forgó vágószerszámokat használ az anyag eltávolítására a munkadarabról, így sík felületeket, horpadásokat, zsebeket és összetett 3D-kontúrokat hoz létre kiváló pontossággal.
A két fő konfigurációt, amellyel találkozni fog, a függőleges marógép és a vízszintes marógép elrendezés jelenti. A függőleges marógépnél a szerszámtartó függőlegesen áll – ez ideális olyan projektekhez, amelyek egy adott alkatrész egyik oldalán végzett részletes munkára fókuszálnak, például nagy méretű fémlemezek vagy mélyhúzódiesek esetében. A vízszintes marógépek a szerszámtartót vízszintesen helyezik el, így jobban alkalmazhatók nehezebb alkatrészek, horpadások és horpadások kialakítása esetén.
Ezek teszik különlegessé a vízszintes marógépeket:
- Kiváló forgácseltávolítás a gravitáció miatt, amely a forgácsot a vágási zónától eltávolítja
- Több vágószerszám egyszerre történő használata lemezcsapágyas rögzítéssel
- Jobb kezelhetőség nehéz, összetett munkadarabok esetén
- Csökkent szerszámlehetetlenség agresszív vágások során
Amikor árajánlatokat kér, az segít azonosítani a megfelelő felszereléssel rendelkező gyártókat, ha tudja, hogy alkatrészének geometriája inkább függőleges vagy vízszintes marásra alkalmas.
Forgácsolási műveletek és eszterga képességek
Míg a marásnál a szerszám forog, a forgácsolásnál éppen fordítva történik: a munkadarab forog, miközben egy álló vágószerszám formázza. A CNC-eszterga kiválóan alkalmas hengeres vagy kerek alkatrészek, például tengelyek, csapágyházak és menetes alkatrészek gyártására. Ha tervezete forgásszimmetrikus, akkor a forgácsolás általában gyorsabb és gazdaságosabb, mint a marás.
A maróberendezésekhez hasonlóan a forgácsoló esztergák is vízszintes és függőleges kivitelben kaphatók. A vízszintes esztergák uralkodnak a legtöbb gyártóüzem termelőterületén rugalmasságuk és a hosszabb alkatrészek – például tengelyek – feldolgozására való alkalmasságuk miatt. Ezek kompatibilisek rúd-adagolókkal és hátsó csúcsokkal, amelyek tovább növelik sokoldalúságukat. A függőleges esztergák – néha függőleges tornyos esztergák néven is emlegetik őket – jobban alkalmazkodnak a nagy átmérőjű, nehéz és rövid alkatrészek feldolgozásához. A gravitáció segíti az alkatrész elhelyezését és a forgács eltávolítását, ezért különösen népszerűek az autóipari alkatrészek gyártásában.
Amikor egy gyártó forgácsolási képességeit értékeli, vegye figyelembe, hogy kezelni tudja-e az alkatrész hossz-átmérő arányát és súlykövetelményeit.
Amikor az elektromos szikraforgácsolás (EDM) elengedhetetlenné válik
Egyes geometriák egyszerűen nem érhetők el hagyományos vágási módszerekkel. Itt lép színre az EDM (elektromos kisüléses megmunkálás). Az EDM-gép elektromos szikrákat használ anyag eltávolítására, így bonyolult alakzatokat hoz létre keményített fémekben anélkül, hogy a szerszám és a munkadarab között fizikai érintkezés lenne.
Egy vezetékes EDM-gép vékony vezetékelektrodát vezet át az anyagon, így rendkívüli pontossággal vágja ki a bonyolult profilokat – a tűrések akár ± 0,0001 hüvelyk (± 0,00254 mm) mértékűek is lehetnek. Ezért az EDM elengedhetetlen a következő esetekben:
- Keményített szerszámacél, amely tönkretenné a hagyományos vágószerszámokat
- Éles belső sarkok, amelyeket forgó szerszámokkal lehetetlen kialakítani
- Törékeny alkatrészek, amelyek nem bírnák el a vágóerőket
- Rendkívül finom felületi minőség másodlagos műveletek nélkül
Folyamatai lehetőségeinek összehasonlítása
Az alábbi táblázat összefoglalja, mikor eredményez optimális eredményt az egyes folyamatok:
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Anyagalkalmasság |
|---|---|---|---|
| CNC Frészlés | Sík felületek, zsebek, horpadások, 3D-kontúrok, prizmatikus alkatrészek | ± 0,0002 hüvelyk-től ± 0,001 hüvelyk-ig | A legtöbb fémes és műanyag anyag; kiválóan alkalmazható alumíniumra, acélra és sárgarézre |
| CNC Forgatás | Hengeres alkatrészek, tengelyek, menetes elemek, csapágybefogó gyűrűk | ± 0,0002 hüvelyk-től ± 0,001 hüvelyk-ig | Kör keresztmetszetű nyersanyagok; kiválóan alkalmas acélra és alumíniumra |
| EDM | Hegesztett anyagok, összetett profilok, éles sarkok, finom részletek | ± 0,0001 hüvelyk | Csak vezetőképes anyagokra alkalmazható; ideális eszközacélokra és keményfémekre |
Sok projekt több gyártási eljárás együttműködését igényli. Egy olyan gyártó, amely korszerű, komplex képességekkel rendelkezik – például marás, esztergálás és elektromos szikraforgácsolás (EDM) egyazon gyártóhelyen – leegyszerűsítheti ellátási láncát és szigorúbb minőségellenőrzést biztosíthat. Amint előrehalad a gyártó kiválasztásának folyamatában, a következő döntő tényező az anyagválasztásnak a megmunkálási folyamatra és a végleges alkatrész teljesítményére gyakorolt hatásának megértése.
Anyagválasztási útmutató CNC-megmunkált alkatrészekhez
Kiválasztotta a megfelelő megmunkálási eljárást – most egy ugyanolyan fontos döntés következik. Az általa választott anyag közvetlenül befolyásolja a megmunkálási időt, az eszközök kopását, a alkatrész teljesítményét és végül is az Ön nyereségét. Amikor egy CNC-alkatrész gyártót értékel, az anyagokkal kapcsolatos szakértelmük megismerése segít Önnek megítélni, hogy képesek-e olyan megmunkált alkatrészeket szállítani, amelyek pontosan megfelelnek az Ön előírásainak.
Legjobban megmunkálható fémek
Nem minden fém viselkedik azonos módon a vágószerszám alatt. A megmunkálhatóság – azaz az anyag mennyire könnyen vágható le jó felületminőség és hosszú szerszámkopás mellett – jelentősen eltér különböző ötvözetek esetében. Íme, amit tudnia kell a leggyakoribb lehetőségekről:
Alumínium (6061 és 7075)
Az alumínium a CNC-megmunkálás „munkalószörnye”. A JLCCNC elemzése szerint az alumínium 6061 a legjobb teljesítményt nyújtja általános célú alkatrészek esetében, ahol a mérsékelt szilárdság és az alacsony költség a legfontosabb szempont. Magas megmunkálhatósági értéke rövidebb ciklusidőt, csökkent szerszámkopást és alacsonyabb darabköltséget eredményez.
- Megmunkálhatósági értékelés: Kiváló (kb. 270%-os arányban a acélhoz képest)
- Szilárdság: Közepes; megfelelő szerkezeti alkatrészekhez, amelyek nem igényelnek extrém terhelést
- Költségmegfontolások: A leggazdaságosabb megoldás prototípuskészítéshez és gyártáshoz
- Legjobb alkalmazások: Légiközlekedési tartók, elektronikai házak, autóipari rögzítők
Acél és rostmentes acél
Amikor a tartósság, keménység vagy korrózióállóság elsődleges szempont, Cnc acél alkatrészek ezek válnak a logikus választássá. Az alacsonyszéntartalmú acélok viszonylag könnyen megmunkálhatók, míg a rozsdamentes fajták nagyobb igényt támasztanak a vágószerszámokkal szemben, ugyanakkor kiváló teljesítményt nyújtanak igényes környezetekben.
- Megmunkálhatósági értékelés: Közepes (a rozsdamentes fajták nehezebben megmunkálhatók, mint a szénacélok)
- Szilárdság: Magas; kiváló teherhordó és kopásálló alkalmazásokhoz
- Költségmegfontolások: Magasabb megmunkálási költségek a növekedett szerszámkopás és lassabb előtolás miatt
- Legjobb alkalmazások: Orvosi eszközök, élelmiszer-feldolgozó berendezések, autóipari hajtáslánc-alkatrészek
Brasszó és réz
A sárgaréz ideális egyensúlyt nyújt a funkcionális és esztétikai szempontból megmunkált alkatrészekhez, különösen kis tételben. Szabadmegmunkálható tulajdonságai lehetővé teszik a szoros tűrések betartását és kiváló felületi minőséget közvetlenül a gépről kivehetően. A réz, bár néhány jellemzőjét megosztja a sárgarézzel, csak olyan alkalmazásokra ajánlott, amelyek magas elektromos vagy hővezetőképességet igényelnek.
- Megmunkálhatósági értékelés: Kiváló a sárgaréz esetében; jó a réz esetében
- Szilárdság: Közepes; nem alkalmas nagyfeszültségű szerkezeti alkatrészekre
- Költségmegfontolások: Anyagköltsége magasabb az alumíniuménál; a megmunkálási költségek azonban alacsonyabbak, mivel kiváló forgácsképzést biztosít
- Legjobb alkalmazások: Elektromos csatlakozók, vízszerelési szerelvények, díszítőfémek
Titán
A titán kivételes szilárdság-tömeg arányt és rendkívüli korrózióállóságot nyújt – de jelentős árprémiummal jár. Ezt a fémet csak akkor érdemes alkalmazni, ha a teljesítménykövetelmények minden mást felülmúlnak, például a repülőgépiparban vagy az orvosi implantátumok gyártásában.
- Megmunkálhatósági értékelés: Gyenge; speciális szerszámokat és lassabb forgácsolási sebességeket igényel
- Szilárdság: Kiváló; a legmagasabb szilárdság-tömeg arányt mutatja a gyakori fémek között
- Költségmegfontolások: Prémium anyag- és megmunkálási költségek; csak kritikus alkalmazások esetén indokolható
- Legjobb alkalmazások: Űrkutatási szerkezeti alkatrészek, orvosi implantátumok, nagy teljesítményű versenyalkatrészek
Műszaki műanyagok precíziós alkatrészekhez
A fém CNC-megmunkált alkatrészek nem mindig a megoldás. A mérnöki műanyagok egyedi előnyöket kínálnak, például kisebb tömeget, kémiai ellenállást és elektromos szigetelést. A megmunkáló alkatrészek gyártói egyre gyakrabban dolgoznak fejlett polimerekkel, hogy különféle alkalmazási igényeket elégítsenek ki.
Gyakori CNC-megmunkálható műanyagok:
- Acetal (Delrin): Kiváló méretstabilitás, alacsony súrlódás, ideális fogaskerekekhez és csapágyakhoz
- Nylon: Jó kopásállóság és ütőállóság; alkalmas csapágygyűrűkhöz és hengerekhez
- PEEK: Nagy teljesítményű megoldás kivételes kémiai és hőállósággal
- PTFE: Kiváló kémiai inaktivitás és alacsony súrlódási együttható
- ABS: Költséghatékony prototípusokhoz és nem kritikus CNC-gépalkatrészekhez
- HDPE és PP: Kémiai ellenálló megoldások tartályokhoz és folyadékkezelési alkalmazásokhoz
Anyagok illesztése az alkalmazási követelményekhez
A fém és a műanyag közötti választás – vagy a megfelelő ötvözet kiválasztása – több tényező kiegyensúlyozását igényli. Vegye figyelembe az alábbi irányelveket:
Mikor érdemes fém CNC-megmunkált alkatrészeket használni:
- Magas mechanikai terhelések vagy feszültségkoncentrációk lépnek fel
- Az üzemelési hőmérséklet meghaladja a műanyagok határértékét (általában 121 °C felett)
- Elektromos vagy hővezetés szükséges
- Felületi keménység és kopásállóság döntő fontosságú
- Az alkatrész menetet igényel, vagy nyomott beillesztéseket fogad el
Mikor nyújtanak előnyöket a műanyagok:
- A súlycsökkentés elsődleges tervezési cél
- Elektromos szigetelés szükséges
- A kémiai hatások korróziót okoznának a fémekben
- Az önkenyelmező tulajdonságok csökkentik a karbantartási igényt
- Költségérzékeny alkalmazások, ahol az anyagtulajdonságok elegendők
Az anyagválasztás közvetlenül befolyásolja a projekt időkeretét is. Kis sorozatgyártás vagy prototípus-készítés esetén az alumínium és a sárgaréz rövidebb megmunkálási idejük és egyszerűbb beállításuk miatt csökkentik a kockázatot és a költségeket. Amikor ezeket az anyagválasztási lehetőségeket mérlegeli, a következő kulcsfontosságú tényező a tűrések specifikációinak és az abból eredő valós világbeli teljesítménynek – valamint a sok vevő által figyelmen kívül hagyott költségkövetkezményeknek – megértése.
Tűréshatárok és pontossági követelmények magyarázata
Itt egy olyan kérdés, amely elválasztja a tapasztalt vásárlókat a kezdőktől: mennyire szorosak valójában a megengedett tűréshatárok? A tűréshatárokra vonatkozó specifikációk megértése azon pont, ahol sok beszerzési döntés hibás – legtöbbször vagy túlzottan szigorú tűréshatárokat adnak meg, ami feleslegesen megemeli a költségeket, vagy pedig túl laza tűréshatárokat állapítanak meg, és így olyan alkatrészeket kapnak, amelyek nem működnek megfelelően. Amikor egy CNC-alkatrészgyártót értékelünk, a tűréshatáraikra vonatkozó képességeik sokat elárulnak berendezéseik minőségéről és folyamatszabályozásukról.
Szokásos vs. szigorú tűréshatárral végzett megmunkálás
Képzeljük el a tűréshatárokat úgy, mint a tervezett méretekhez képest elfogadható dimenziós eltérések tartományát. Az ipari szabványok szerint a szokásos CNC-megmunkálás tűréshatárai általában ±0,005 hüvelyk (0,13 mm) körül mozognak, és az ISO 2768-1 közepes minőségi osztály szerint vannak meghatározva. Ez az alapérték figyelembe veszi a gépek pontosságának, a hőmérsékleti hatásoknak és az eszközkopásnak a normál ingadozásait, miközben gazdaságos gyártási sebességet biztosít.
De mi történik akkor, ha a szokásos tűrések nem elegendőek? A nagy pontosságú CNC-megmunkált alkatrészek specializált megközelítést igényelnek. A nagy pontosságú megmunkálás ±0,025 mm-es (±0,001") tűrést érhet el, míg az extrém igényeket támasztó alkalmazások – például a sebészeti eszközök – ±0,005–±0,013 mm-es (±0,0002"–±0,0005") tűrést követelhetnek meg. Ugyanakkor csak kb. az alkatrészek 1%-a igényel tűréseket ebben az extrém tartományban.
A CNC nagy pontosságú alkatrészek több kulcsfontosságú szempontból különböznek a szokásos CNC-megmunkált összetevőktől:
- Felszerelési követelmények: Nagy pontosságú orsók kerámia- vagy levegős csapágyakkal, amelyeknél a futáseltérés 0,0001"-nél kisebb
- Környezetvédelmi ellenőrzések: Hőmérséklet-szabályozott területek, amelyek ±0,5 °C-os hőmérséklet-stabilitást biztosítanak
- Minőségellenőrzés: Kibővített ellenőrzési protokollok kalibrált mérőeszközökkel
- Megmunkálási idő: Lassabb előtolás és forgási sebesség a hő okozta torzulás minimalizálása érdekében
Amikor a pontosság a legfontosabb
Nem minden funkció a részen ugyanazt a tűrési szintet igényli. Az okos specifikáció azt jelenti, hogy csak ott alkalmazzunk szigorú tűréseket, ahol a funkcionalitás ezt megköveteli – például illeszkedő felületeknél, csapágyillesztéseknél vagy kritikus helyezési jellemzőknél – miközben a nem kritikus méretek esetében a szokásos tűréseket alkalmazzuk.
Vizsgáljuk meg azokat a helyzeteket, amelyekben a precíziós CNC-megmunkált alkatrészek megérlik a befektetést:
- Összeszerelési felületek: Olyan alkatrészek, amelyeknek pontosan illeszkedniük kell más alkatrészekhez
- Forgó szerelvények: Tengelyek és csapágyak, amelyekhez meghatározott illesztések szükségesek
- Tömítőfelületek: Ott, ahol a méretbeli pontosság megakadályozza a szivárgást
- Optikai vagy elektronikai házak: Pontos illesztést igénylő alkalmazások
A nagy méretű alkatrészek CNC-megmunkálása egyedi kihívásokat jelent a tűrések ellenőrzésében. A hőtágulás mértéke növekszik a rész méreteinek növekedésével, ezért a hőmérséklet-vezérelt környezet még fontosabbá válik a nagy munkadarabokon való pontosság fenntartásához.
A költség- és tűrésviszony
Íme a valóság, amit a legtöbb vevő figyelmen kívül hagy: a funkcionálisan szükségesnél szigorúbb tűréshatárok beállítása nem javítja a alkatrész minőségét – csupán növeli a költségeket. pontossági megmunkálási adatok szerint a szokásos gyártási körülményekről a hőmérséklet-vezérelt megmunkálásra való áttérés 25–50%-kal növeli a költségeket, míg a legszorosabb tűréshatárok elérése teljes környezeti irányítás mellett 100–200%-kal emeli a költségeket.
Az alábbi táblázat összefoglalja, mit jelentenek az egyes tűréshatár-osztályok a projektje számára:
| Tűrési tartomány | Tipikus alkalmazások | Költség-hatás | Szükséges felszerelés |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Általános ipari alkatrészek, rögzítőelemek, házak | Alapvonal | Szokásos CNC-felszerelés, normál műhelykörnyezet |
| ±0,005" (±0,13 mm) | Funkcionális szerelvények, autóipari alkatrészek | 10–25%-os növekedés | Jól karbantartott gépek, klímafigyelés |
| ±0,002" (±0,05 mm) | Nagy teljesítményű autóipari és ipari berendezések | 50–100%-os növekedés | Pontos orsók, hőmérséklet-szabályozás ±3 °C |
| a járművekre vonatkozó előírások | Légi- és űrkutatási alkatrészek, orvosi eszközök | 100–150%-os növekedés | Nagypontosságú gépek, javított rögzítőberendezések |
| ±0,0005 hüvelyk (±0,013 mm) | Sebészeti eszközök, optikai berendezések | 150–200%-os növekedés | Teljes környezetszabályozás, rezgéscsillapítás |
Az anyagválasztás szintén hatással van a elérhető tűréshatárokra. A CNC-vel pontosan megmunkált alumínium alkatrészeknél könnyebben érhetők el szűkebb tűréshatárok, mint a titán esetében, mivel a megmunkálhatóság különbözik. A műanyagok további kihívásokat jelentenek – rugalmasságuk és hőérzékenységük gyakran korlátozza a gyakorlatban alkalmazható tűréshatárokat az ISO 2768-1 Közepes fokozatra.
Gyártókkal való kommunikáció során közvetlenül a 2D rajzokra helyezzen el egy tűréstáblázatot, amely meghatározza, mely méretek kritikusak. Ez megakadályozza a túlzott tűrésmegadást, és segíti a gyártókat a pontos árajánlat elkészítésében. Ennek a tűrésdinamikának a megértése felkészít a következő, kulcsfontosságú szempontra: különböző iparágak specifikus követelményeket támasztanak, amelyek a gyártók kiválasztását befolyásolják a általános megmunkálási képességeken túl.
Iparszakmai specifikus követelmények CNC alkatrészek gyártásához
Valaha észrevette már, hogy egy helyi autószerelő műhely másképp kezeli a projekteket, mint egy műtéti eszközöket gyártó üzem? Ez nem véletlen. A különböző iparágak lényegesen eltérő követelményeket támasztanak CNC alkatrészgyártó partnereikkel szemben – és ezeknek a különbségeknek a megértése segít azonosítani azokat a szállítókat, akik ténylegesen képesek és megfelelően képzettek az Ön konkrét alkalmazására, nem pedig csak általános képességeket hirdető vállalatokat.
Autóipari megmunkálási szabványok
Amikor autóipari alkalmazásokhoz szükséges alkatrészeket szerel fel, a nagy mennyiségű, de egyenletes minőségű gyártás elsődleges szempont. Akár egy közeli autószerelő műhelyt keres, akár globális szállítókat értékel, az autóipari megmunkálás gyártási folyamatai specifikus képességeket igényelnek, amelyek hiányozhatnak az általános gyártóüzemektől.
Az autóipar az IATF 16949 szabvány szerint működik – ez a világ számára elfogadott autóipari minőségirányítási szabvány, amely az ISO 9001 elveit kombinálja az iparágra jellemző különös követelményekkel. Ez a tanúsítás nem csupán papírmunka; egy alapvető elköteleződést tükröz az alábbiak iránt:
- Hibák megelőzése: Rendszerek, amelyek arra szolgálnak, hogy problémákat észleljenek, mielőtt azok elérnék a gyártósorát
- Folyamatos fejlesztés: Dokumentált folyamatok a folyamatos hatékonyság- és minőségjavulás érdekében
- Beszállítói felügyelet: Szigorú minősítés és anyagforrások folyamatos ellenőrzése
- Termék nyomon követhetőség: Teljes dokumentáció a nyersanyagtól a kész alkatrészig
Egy motor-megmunkáló üzem, amely hajtáslánc-alkatrészeket gyárt, más kihívásokkal néz szembe, mint egy testpanelokat előállító gyártóüzem. Az autóipari CNC-megmunkált alkatrészeknek ellenállniuk kell a rezgésnek, a hőmérséklet-ingadozásnak és a mechanikai igénybevételnek több százezer kilométeres futásteljesítmény során. Ez azt jelenti, hogy a gyártóknak erős folyamatszabályozásra van szükségük, hogy minden alkatrész – legyen az első vagy a tízezredik – azonos műszaki specifikációknak megfeleljen.
Orvostechnikai eszközök gyártási követelményei
Az orvosi eszközök gyártása olyan szabályozási környezetben zajlik, ahol a hibák élet- és halálkérdést jelentenek. A kockázatok magas szintje szigorúbb tanúsítási keretrendszert követel meg, mint az általános ipari alkalmazások.
Az ISO 13485 a meghatározó minőségirányítási szabvány az orvosi eszközök gyártására. Ezt a tanúsítást a következők szükségessé teszik:
- Kockázatkezelés: Rendszerszerű a lehetséges hibamódok azonosítása és enyhítése
- Tervezési irányítás: Dokumentált érvényesítés, amely biztosítja, hogy az alkatrészek a szándékolt módon működjenek
- Teljes nyomon követhetőség: Minden alkatrész nyomon követhető a konkrét anyagkötegekre, gépekre és munkavállalókra
- Panaszkezelés: Hivatalos eljárások a minőségi problémák kivizsgálására és kezelésére
- Sterilitási szempontok: Az anyag- és felületválasztások támogatják a sterilizálási követelményeket
Az ISO 13485-en túl a gyártó létesítményeknek meg kell felelniük az FDA 21 CFR 820. részének – a minőségirányítási rendszert szabályozó előírásnak, amely az Egyesült Államokban gyártott orvosi eszközök gyártását szabályozza. Ezek a kombinált követelmények biztosítják, hogy a sebészeti eszközök, implantátumok és diagnosztikai berendezések kifogástalan biztonsági és teljesítményi szabványoknak megfelelően készüljenek.
Repülőgépipari pontossági követelmények
A repülőgépipari gyártás talán a legmagasabb szintű tanúsítási környezetet jelenti a precíziós megmunkálás területén. Amikor az alkatrészek 30 000 láb magasságban működnek, a minőség nem tárgyalható – életmentő fontosságú.
Az AS9100 szabvány az ISO 9001 alapjaira épít, miközben légi- és űrhajóipari specifikus követelményeket is tartalmaz, amelyek megkülönböztetik a minősített gyártókat az általános gépgyártóktól:
- Konfigurációkezelés: Szigorú ellenőrzések biztosítják, hogy a tervezési módosítások megfelelően dokumentálva és végrehajtva legyenek
- Első darab ellenőrzés (FAI): Kimerítő ellenőrzés, amely igazolja, hogy a gyártott alkatrészek megfelelnek az elfogadott terveknek
- Idegen testek (FOD) megelőzése: Protokollok, amelyek megakadályozzák kritikus összeállítások szennyeződését
- Hamisított alkatrészek megelőzése: Beszerzési láncra vonatkozó szabályozások, amelyek biztosítják az anyagok eredetiségét
- Különleges folyamat-ellenőrzések: Erősített felügyelet a hőkezelésre, felületkezelésre és egyéb kritikus műveletekre
Számos légi- és űrhajóipari program továbbá NADCAP-minősítést is előír a speciális folyamatokhoz. A NADCAP eltér az általános tanúsításoktól, mivel folyamatspecifikus szabályozásokat vizsgál részletes szinten – így érvényesíti, hogy a hőkezelés, a kémiai feldolgozás és a nem romboló vizsgálatok megfelelnek az iparág legmagasabb színvonalának.
A védelmi jellegű munkák esetében az ITAR (Nemzetközi Fegyverkereskedelmi Szabályzat) megfelelőség további réteget ad. Az ITAR a bizalmas műszaki adatok és alkatrészek kezelését szabályozza, és regisztrációt igényel az USA Államtitkárságánál, valamint szigorú információbiztonsági protokollokat követel meg.
Tanúsítások összehasonlítása: A követelmények és az alkalmazások összeillésének biztosítása
Annak megértése, hogy mely tanúsítások számítanak az Ön alkalmazásához, megakadályozza mind az indokolatlanul magas minősítési költségeket, mind a nem megfelelően minősített beszállítók kockázatát:
| Tanúsítvány | Fő iparág | Kulcsfontosságú területek | Miért fontos? |
|---|---|---|---|
| ISO 9001 | Általános gyártás | Minőségirányítási rendszerek, folyamatos fejlesztés | Alapvető tanúsítás, amely bizonyítja a minőség iránti elköteleződést |
| A szövetek | Automobil | Hibaelőzés, beszállítói felügyelet, nyomon követhetőség | Kötelező nagyobb autógyártók (OEM-ek) számára; az autóipari OEM-ek 67%-a legalább az ISO 9001-es tanúsítást követeli meg |
| AS9100 | Légiközlekedés | Kockázatkezelés, konfiguráció-vezérlés, első cikk ellenőrzése (FAI) | Elengedhetetlen a légi- és űripari ellátási láncban való részvételhez |
| ISO 13485 | Orvostechnikai eszközök | Kockázatkezelés, nyomon követhetőség, szabályozási megfelelőség | Kötelező az FDA által szabályozott orvosi eszközök alkatrészeihez |
| NADCAP | Légiközlekedési/védelmi | Különleges folyamatok akkreditációja | Hőkezelési, nem romboló vizsgálati (NDT) és kémiai feldolgozási képességek érvényesítése |
| ITAR | Védelmi ipar | Információbiztonság, exportkontroll | Kötelező a honvédelmi célú műszaki adatokhoz és alkatrészekhez |
Ez az, amit sok vevő elmulaszt: a tanúsítások nem cserélhetők fel egymással. Egy autóipari gépgyártó üzem, amely rendelkezik IATF 16949-es tanúsítással, az autóipari szakértelmet igazolja, de ez a tanúsítás nem jogosítja fel űrkutatási alkalmazásokra, amelyek AS9100-as tanúsítást igényelnek. Hasonlóképpen, egy gyártóüzem, amely csak ISO 9001-es tanúsítással rendelkezik, hiányozhatnak belőle a gyógyszeripari vagy űrkutatási alkalmazások által megkövetelt speciális minőségirányítási rendszerek.
A ipari kutatások a szakmai területre specializálódott tanúsítással rendelkező üzemek átlagosan 15%-kal több szerződést nyernek el, mint azok, amelyek csak általános minőségi tanúsítással rendelkeznek. A specializált tanúsításba történő befektetés képességet és elköteleződést jelez, amelyet a beszerzési csapatok felismernek.
Amikor lehetséges gyártási partnereket értékel, ellenőrizze közvetlenül azok tanúsítványait – kérjen másolatot a tanúsítványokról, és erősítse meg az aktuális érvényességet a kiadó szerveknél. Ez a körültekintés különösen fontossá válik a felületkezelési lehetőségek megfontolásakor, amelyek jelentősen befolyásolják mind a alkatrészek működését, mind a szabályozási előírásoknak való megfelelést igénybe vevő alkalmazásokban.
Felületkezelési lehetőségek CNC-maró alkatrészekhez
Kiválasztotta a megfelelő eljárást, anyagot és tűréseket – de van még egy tényező, amely döntően befolyásolhatja projektje sikerét vagy kudarcát. A felületkezelés átalakítja a nyers, CNC-maró géppel gyártott alkatrészeket működőképes összetevőkből késztermékekké, amelyek készen állnak az összeszerelésre vagy a végső felhasználásra. Az elérhető lehetőségek ismerete segít egyértelműen megfogalmazni a specifikációkat bármely CNC-megmunkálási alkatrészgyártónak, és biztosítja, hogy alkatrészei pontosan úgy működjenek, ahogy tervezték.
Funkcionális és esztétikai felületkezelések
Van egy különbség, amit sok vásárló figyelmen kívül hagy: nem minden befejezés szolgál ugyanazt a célt. Egyes befejezések elsősorban javítják a megjelenést, míg mások kritikus funkcionális előnyöket nyújtanak, mint például a korrózióvédelem vagy a javított kopásálló képesség. Okos specifikáció azt jelenti, hogy a tényleges igények alapján választunk, ahelyett, hogy a nem szükséges drága lehetőségeket választjuk.
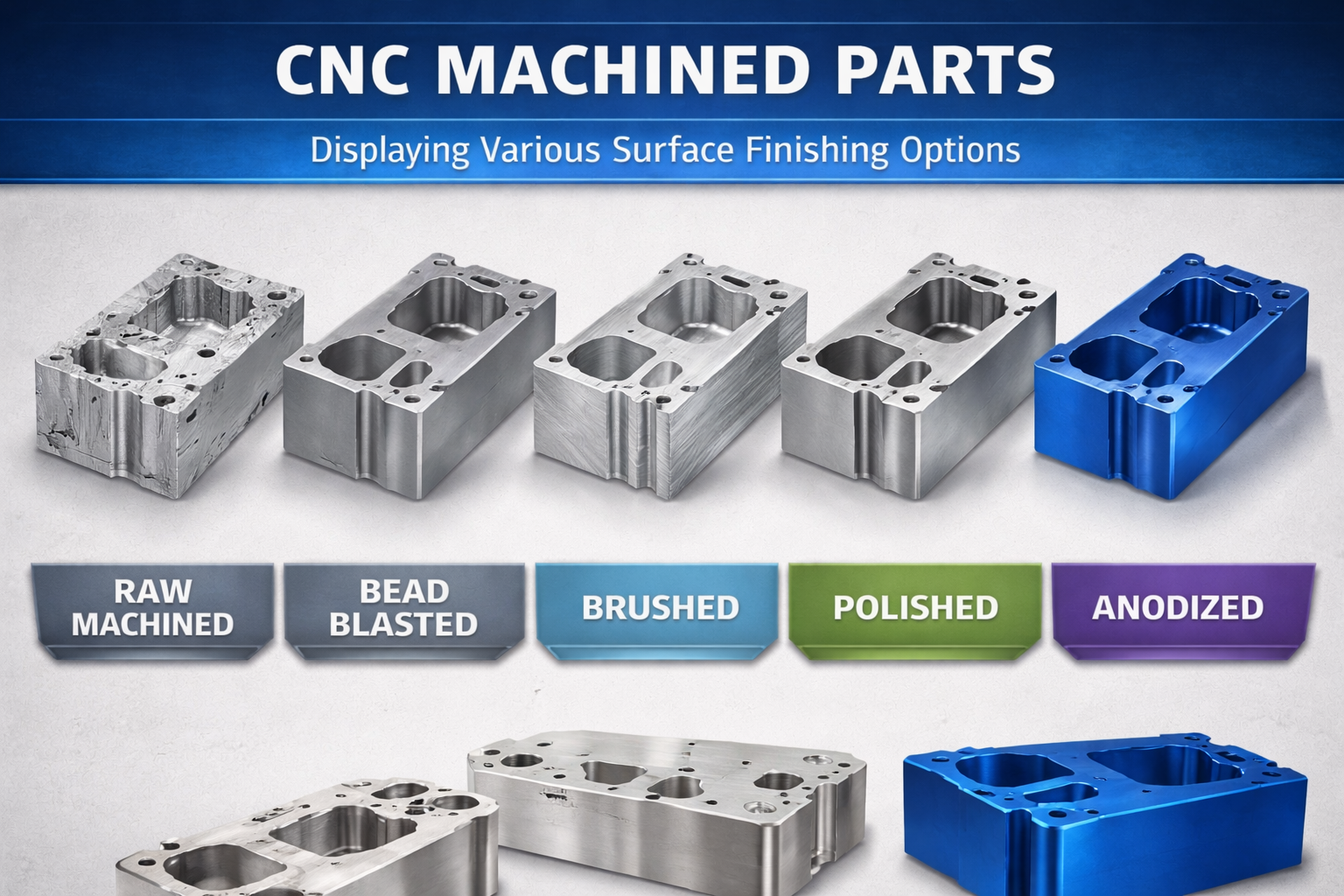
Megmunkált felület
A leggazdaságosabb megoldás a CNC-mélés alkatrészeket a megmunkálás során keletkező felülettartalommal hagyja. Az ipari befejezési szabványok szerint a tipikus gépelt befejezések 1,6 μm Ra (az általános alkalmazásokra vonatkozó iparági szabvány) és 3,2 μm Ra között mozognak azoknál a részeknél, ahol a felületminőség nem kritikus. Ez a befejezés akkor működik jól, ha:
- A részeket a végső összeszerelés során elrejtjük a szem elől.
- A felület textúrája nem befolyásolja a funkcionalitást.
- A költségvetési korlátok a költségcsökkentést teszik elsőbbségessé
- A alkatrészek a szállítási lánc későbbi szakaszában további befejezést kapnak
Polírozás és buffolázás
Amikor a vizuális megjelenés számít, a csiszolás eltávolítja a megmunkálási nyomokat, és sima, fényes felületeket hoz létre. Az 0,4 μm Ra érdesedési érték elérése majdnem tükrös felületet biztosít, amely elengedhetetlen olyan alkatrészeknél, ahol minimális súrlódásra vagy prémium megjelenésre van szükség. Ez a simaság azonban árat is jelent – a csiszolás általában jelentősen megnöveli a megmunkált alkatrészek gyártásának időigényét és költségét.
Szálbombázás
Ez a mechanikai folyamat üveggyöngyöket lövell az alkatrész felületére, egyenletes, matt textúrát hozva létre. A gyöngyfúvás hatékonyan eltávolítja a kisebb felületi hibákat, és előkészíti az alkatrészeket a későbbi bevonási folyamatokra. Különösen népszerű CNC megmunkált termékek esetében, ahol egy egységes, nem tükröző megjelenés kívánatos anélkül, hogy a csiszolás költségeit kellene viselni.
Védőbevonatok kemény környezetekhez
Amikor alkatrészei korrodáló vegyszereknek, kültéri kitétségnek vagy igényes üzemeltetési körülményeknek vannak kitéve, a védőfelületek nem választhatók ki, hanem elengedhetetlenek.
Anodizálás
Az anodizálás tartós oxidréteget hoz létre az alumínium alkatrészek felületén, ami drámaian javítja a korrózióállóságot és a felületi keménységet. Három típus különböző igényeket szolgál ki:
- I. típus (Kromosav): A legvékonyabb bevonat, amely megtartja a szoros tűréshatárokat; elsősorban repülőgépipari alkalmazásokhoz használják, ahol fáradási ellenállás szükséges
- II. típus (kénsavas): A leggyakoribb változat, amely kiegyensúlyozza a költségeket és a teljesítményt; színezhető festékekkel együtt alkalmazható esztétikai testreszabáshoz
- III. típus (Keménybevonat): A legvastagabb és legtartósabb réteg ipari és katonai alkalmazásokhoz, ahol extrém kopásállóságot igényelnek
Porfestés
Ez a sokoldalú felületi kezelés száraz porfestéket visz fel elektrosztatikusan, majd hőkezeléssel kemény, védő réteggé alakítja. A porfestés kiváló tartósságot nyújt ütés-, vegyi anyag- és UV-ellenállás szempontjából. Széles színválasztással rendelkezik, így funkcionális védelmet és vizuális vonzerőt egyaránt biztosít – ezért ideális fogyasztói termékekhez és kültéri felszerelésekhez.
Bevonási lehetőségek
A fémfelhordás vékony védő- vagy funkcionális fémrétegeket rak le az alkatrészek felületére:
- Elektrolízis nélküli nikkel: Egyenletes bevonat árammentes eljárással; kiváló korrózióállóságot és keménységet biztosít összetett geometriájú alkatrészek esetén
- Kromozás: Fényes, tükröző felületeket és jó kopásállóságot nyújt
- Cinkbevonat: Költséghatékony korrózióvédelem, amelyet gyakran használnak autóipari alkalmazásokban
- Aranytömés: Kiemelkedő elektromos vezetőképesség elektronikus csatlakozókhoz
Passziváció
A rozsdamentes acélból CNC-maró géppel gyártott termékek esetében a passziválás növeli az anyag természetes korrózióállóságát úgy, hogy eltávolítja a felületről a szabad vasat, és elősegíti a védő oxidréteg képződését. Ez a kémiai kezelés elengedhetetlen olyan orvosi és élelmiszer-feldolgozó alkatrészeknél, ahol a szennyeződés megelőzése kritikus fontosságú.
Felületkezelés kiválasztása alkalmazási terület szerint
A megfelelő felületkezelés kiválasztásához egyensúlyt kell teremteni a védelmi igények, a megjelenési követelmények és a költségkorlátok között. Az alábbi táblázat útmutatást nyújt a felületkezelések gyakori alkalmazási területekhez való illesztéséhez:
| Feltöltés típusa | Védelmi szint | Megjelenés | Legjobb alkalmazások | Relatív költség |
|---|---|---|---|---|
| Megmunkálási állapotban | Az | Látható szerszámképek; funkcionális megjelenés | Belső alkatrészek, prototípusok, rejtett részek | $ |
| Szálbombázás | Alacsony-Közepes | Egyenletes matt felület | Fogyasztói elektronika, felületkezelés előtti előkészítés | $$ |
| Polírozás | Az | Fényes, tükörszerű felület | Orvosi eszközök, díszítő elemek, optikai házak | $$$ |
| Anódosítás (II. típus) | Közepes-Magas | Matte vagy selymes; több színben kapható | Űrkutatási tartók, fogyasztási cikkek, elektronikai burkolatok | $$ |
| Anódosítás (III. típus) | Nagyon magas | Általában sötét szürke vagy fekete | Katonai felszerelés, ipari gépek, kopásálló felületek | $$$ |
| Porfestés | Magas | Széles színválaszték; sima vagy textúrázott | Kültéri felszerelések, autóalkatrészek, fogyasztási cikkek | $$ |
| Elektrokémiai nikkelezés | Magas | Élénk fémes felület | Összetett geometriák, hidraulikus alkatrészek, szelepek | $$$ |
| Króm betét | Közepes-Magas | Rendkívül tükröződő, tükörszerű | Autóipari díszítőelemek, dekoratív szerelvények | $$$$ |
| Cinkbevonat | Közepes | Ezüst-kék vagy sárga kromát | Rögzítőelemek, konzolok, autóipari alváz alatti alkatrészek | $$ |
A felületkezelési költségbecslések szerint az egyszerű felületkezelések – például a golyós fúvás – általában darabonként 30–50 USD között mozognak, míg az anódosítás vagy a vegyi úton leülepedő nikkelbevonat darabonként 100–200 USD-ig is emelkedhet a mérettől és összetettségtől függően. Ezeknek a költségeknek a tervezési fázisban történő figyelembevétele megelőzi a költségvetési meglepetéseket.
A felületkezelés kiválasztása befolyásolja a szállítási határidőket is. Az egyszerű felületkezelések órákra növelik a gyártási időt, míg az összetettebb kezelések – például az anódosítás vagy az elektroplattálás – 24–48 órával hosszabbítják a határidőt – a felkészítési és keményítési idők kivételével. A gyártók értékelésekor ellenőrizze, hogy rendelkeznek-e saját felületkezelő kapacitással, vagy külső szolgáltatót vesznek igénybe, amely további szállítási időt és koordinációs bonyodalmat eredményezhet.
A felületkezelési lehetőségek megértése felkészít arra a következő döntési tényezőre is, amely kulcsfontosságú a gyártó választásánál: hogyan kombinálódnak a különféle költségmozgató tényezők, hogy meghatározzák a végleges egységárát az egyes alkatrészeknek – és hol rejlenek a lehetőségek a befektetés optimalizálására minőségromlás nélkül.
A CNC-alapú alkatrészgyártás árképzését meghatározó költségfaktorok
Íme egy olyan kérdés, amely sok vevőt váratlanul ér: miért tér el drámaian két látszólag hasonló alkatrész árajánlata? A válasz a CNC-megmunkálásos alkatrészek árképzését meghatározó rejtett költségmozgató tényezők megértésében rejlik. Akár helyi, akár globális CNC-megmunkáló gyártóval dolgozik, ugyanazok az alapvető tényezők formálják a végső számláját.
A CNC-gyártásban rejlő valós költségmozgató tényezők
Amikor árajánlatot kér egyedi CNC-megmunkált alkatrészekre, a gyártók több változót értékelnek, amelyek összeadódva határozzák meg az egyes alkatrészek egységárát. A szerint iparági árazáselemzés ezek a tényezők a hatásuk mértéke szerint a következő sorrendben állnak:
- Tervezési összetettség: A részletes jellemzőkkel vagy összetett geometriával rendelkező, bonyolult mintázatok megmunkálása kiterjedtebb programozást, további gépbeállításokat és néha speciális szerszámokat igényel. Az egyszerű tervek megmunkálási költsége körülbelül 20 USD/óra, míg a bonyolult alkatrészek esetében az óradíjak 35–70 USD/órára emelkednek.
- Anyagválasztás: A nyersanyag-költségek jelentősen eltérnek: az alumínium ára 5–10 USD/font, míg a rozsdamentes acél 8–16 USD/font. A nyersanyag árán túl a megmunkálhatóság is befolyásolja a ciklusidőt és a szerszámkopást, így tovább növelve a költségeket.
- Tűréshatár-előírások: A szigorúbb tűrések lassabb megmunkálási sebességet, gyakoribb szerszámcsere-műveleteket és fokozott minőségellenőrzést igényelnek. A ±0,001 hüvelykes (±0,0254 mm) tűrés megadása helyett a ±0,005 hüvelykes (±0,127 mm) tűrés alkalmazása akár 50 %-kal vagy többel is megnövelheti a megmunkálási időt.
- Termelési térfogat: A programozás és a beállítás fix költségei az összes egységre oszlanak el. Kis sorozatok esetén az egységköltség magasabb, míg nagyobb tételnél a skála előnyei érvényesülnek.
- Gép típusa: A háromtengelyes gépek üzemeltetési díja általában 10–20 USD/óra, míg az öttengelyes gépek – fejlettebb képességeik és működési összetettségük miatt – 20–40 USD/óra között mozog.
- Befejezési követelmények: Minden további felületkezelés – anódosítás, galvanizálás, csiszolás – munkaerőt, gépidőt és anyagköltséget jelent a projektje számára.
Ennek a hierarchiának a megértése segít abban, hogy prioritást adjon a költségoptimalizálás helyeinek meghatározásában. A tervezési összetettségben bekövetkező kis változás gyakran nagyobb költségmegtakarítást eredményez, mint az anyagcserével járó változtatás.
Mennyiségi árképzés és skálagazdaság
Képzelje el, hogy egy prototípust rendel, illetve hogy 1000 darab gyártott alkatrészt rendel. A programozás, a CAD-előkészítés és a gépbeállítás egyszer történik – függetlenül a rendelt mennyiségtől. Ez egy fordított arányosságot hoz létre a rendelési mennyiség és az egységár között, amelyet az alkatrészgyártással foglalkozó szakemberek a rendelkezésre álló legerősebb költségcsökkentő eszköznek tekintenek.
Így néznek ki a számok gyakorlatban:
- Egység: A teljes beállítási és programozási költségek egyetlen alkatrészre jutnak – legmagasabb egységár
- 5 darab: Az egységár kb. 50%-kal csökken az egy darabos árhoz képest
- 100 darab: A beállítási költségek alkatrészenként elhanyagolhatóvá válnak; az anyag- és ciklusidő-költségek dominálnak az árképzésben
- 1000+ darab: Az egységár akár az egyedi egységköltség 10–20%-ára is csökkenhet
A gyártásra szánt megmunkált alkatrészek esetében a rendelések nagyobb tételként való összevonása – még akkor is, ha ez némi készletfenntartást jelent – gyakran jelentősen csökkenti a projekt teljes költségét. Számos CNC-megmunkálási alkatrészgyártó lépcsőzetes árképzési struktúrát kínál, amely jutalmazza a nagyobb mennyiségre vonatkozó kötelezettségvállalást.
A kis rendelési mennyiségek gyakorlati kihívásokat is jelentenek. Az iparági adatok szerint sok beszállító minimális rendelési mennyiséget állapít meg, amely meghaladhatja az alacsony térfogatú gyártáshoz szükséges mennyiséget. A prototípus-gyártás során vegye figyelembe ezt a tényt a beszállítók kiválasztásának folyamatában.
Minőség és költségvetés kiegyensúlyozása
Minden olyan tervezési döntés, amelyet a fájlok elküldése előtt hoz a CNC-megmunkálási alkatrészgyártó üzembe, hatással van a gyárthatóságra – és a költségre. A tapasztalt vásárlók a gyártásra optimalizálják terveiket, nem pedig a megmunkálást tekintik utólagos lépésnek.
Vegye figyelembe az alábbi tervezési stratégiákat, amelyek csökkentik a költségeket anélkül, hogy funkcionális kompromisszumokra kényszerülnének:
- Kerülje a mély üregeket: A mélységük számottevően nagyobb, mint a szélességük, üreges térképződések speciális szerszámokat és lassabb megmunkálási sebességet igényelnek
- Használjon szabványos lyukméreteket: A szokásos fúrószárak méretlépcsőinek (1/64 hüvelyk lépésköz) követése kizárja a speciális szerszámok igényét
- Kerek belső sarkok: Éles belső sarkok speciális szerszámokat igényelnek, és növelik a megmunkálás összetettségét – kerekítsük le ezeket az éleket
- Növeljük a falvastagságot: Vékonyfalú alkatrészek pontosabb vezérlést és speciális rögzítőberendezéseket igényelnek, ami megnöveli a költségeket
- Korlátozzuk a menetek kialakítását: Minden menetes elem megmunkálási időt igényel; ahol lehetséges, érdemes alternatív rögzítési módszereket is figyelembe venni
- Hagyjuk ki a szükségtelen feliratokat: A domborítás vagy gravírozás gépi munkaidőt igényel anélkül, hogy funkcionális előnyt nyújtana – kivéve, ha azonosítás céljából szükséges
A szállítási határidők és az árak közötti kapcsolat szintén megérdemli a figyelmet. A szokásos szállítási határidők lehetővé teszik a gyártók számára, hogy hatékonyan üzemeltesék a munkáját más projektekkel együtt. A sürgősségi rendelések – különösen azok, amelyek gyorsított anyagbeszerzést vagy túlórázást igényelnek – a költségeket 25–50%-kal vagy akár ennél is többel növelhetik. A korai tervezés továbbra is a leginkább figyelmen kívül hagyott költségcsökkentési stratégia.
Amikor egyedi CNC-megmunkált alkatrészekre adott árajánlatokat hasonlít össze szabványos katalógusban szereplő alkatrészekkel, ne feledje, hogy az egyedi gyártás szükségszerűen magában foglalja a programozási és beállítási ráfordításokat. Az egyedi alkatrészek azonban pontosan azt nyújtják, amire alkalmazása szüksége van, így esetleg kiküszöbölik a másodlagos megmunkálási vagy szerelési lépéseket, amelyeket a szabványos alkatrészek esetleg szükségessé tennének.
Gyakorlatias megközelítés az alábbi képlet alkalmazása a projekt gazdasági életképességének becslésére:
Becsült költség = (Anyagköltség + Beállítási költség) + (Megmunkálási idő × Óradíj) + Felületkezelési költség
Ez a részletes elemzés segít azonosítani, hogy mely költségkomponensek kínálnak a legnagyobb optimalizációs lehetőséget az adott projektje számára. Amikor tisztán látja a költségeket meghatározó tényezőket, készen áll arra, hogy értékelje a lehetséges gyártási partnereket azokon a szempontokon, amelyek valóban számítanak: képességeiken, minőségirányítási rendszereiken és azon képességükön, hogy versenyképes árak mellett is konzisztens eredményeket szállítsanak.

Hogyan válasszunk megfelelő CNC alkatrészgyártót
Megtanulta a műszaki alapelveket – a folyamatokat, az anyagokat, a tűréseket és a felületkezeléseket. Most jön az a döntés, amely meghatározza, hogy ezen ismeretek valóban sikeres alkatrészekké alakulnak-e: a megfelelő gyártási partner kiválasztása. Egy CNC-megmunkálási alkatrészszállító kiválasztása nem csupán a legalacsonyabb árajánlat megtalálását jelenti. Sokkal inkább arról van szó, hogy olyan partnert azonosítson, amelynek képességei, minőségirányítási rendszere és kommunikációs gyakorlata összhangban áll a projektje követelményeivel.
Gyártók képességeinek értékelése
Amikor potenciális megmunkált alkatrészgyártókat értékel, szüksége van egy rendszerszerű megközelítésre, amely túlmutat a felületes állításokon. A szakmai legjobb gyakorlatok szerint a CNC-szolgáltatók értékelése több működési dimenzió vizsgálatát igényli.
Felszerelések és technológia értékelése
Egy olyan megmunkált alkatrészszállító, amely fejlett többtengelyes megmunkálóközpontokkal rendelkezik, bizonyítja, hogy képes összetett geometriájú alkatrészek gyártására. Ne álljon meg azonban a gépek számánál – vizsgálja meg az alábbi konkrét tényezőket:
- A gép életkora és állapota: Az újabb berendezések általában szűkebb tűréseket tartanak be, és kevesebb leállásuk van
- CAD/CAM szoftverintegráció: A modern szoftver gyorsabb programozást tesz lehetővé, és kevesebb fordítási hibát okoz a tervezési fájljaiból
- Automatizálási lehetőségek: A robotos betáplálás, a palettarendszerek és a sötétüzemű („lights-out”) megmunkálás a termelési hatékonyságra utalnak
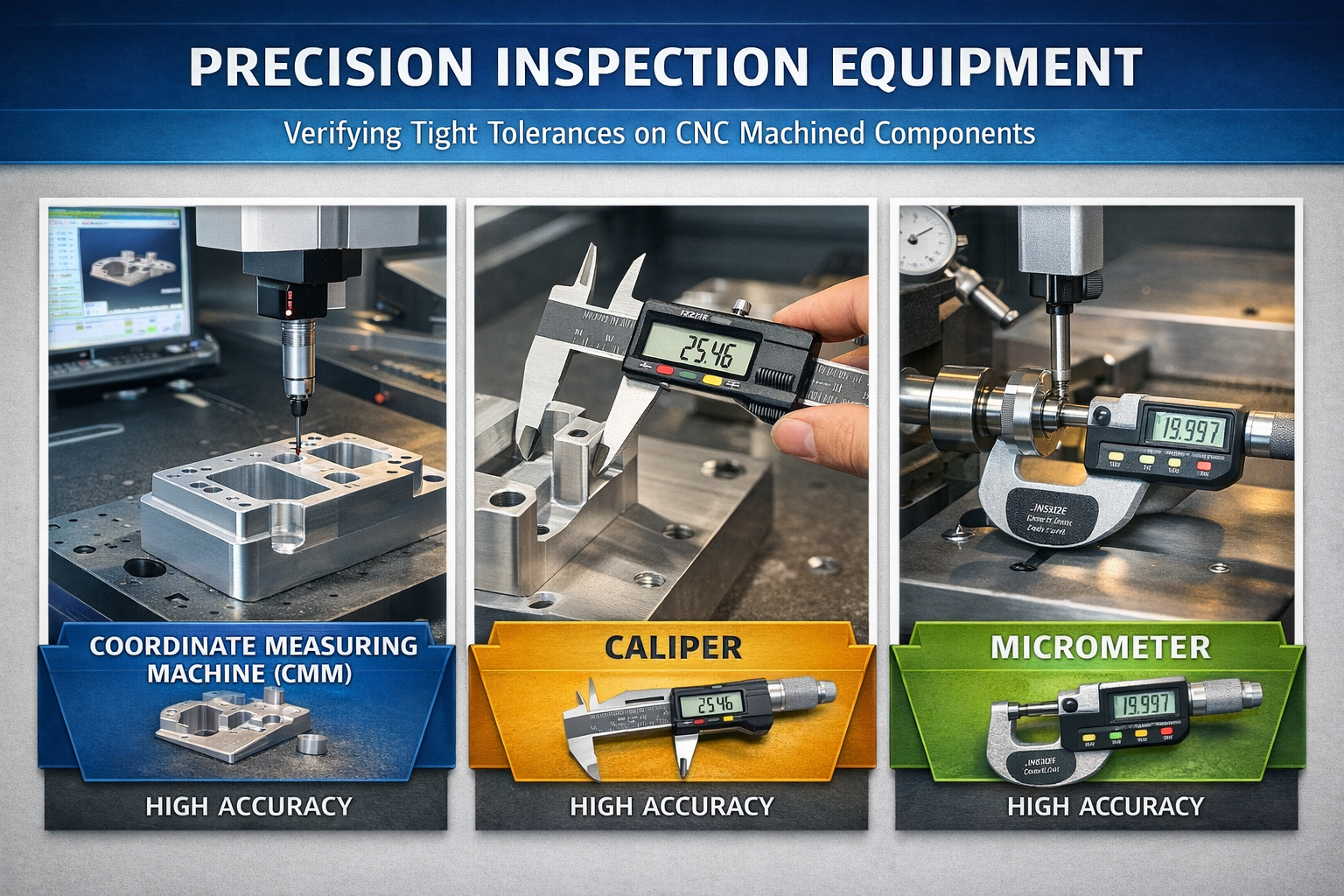
- Ellenőrző berendezések: A koordináta-mérőgépek (CMM), az optikai összehasonlítók és a felületi érdességmérők igazolják a pontossággal kapcsolatos állításokat
Az anyagismeret egy másik kritikus képességmutatót jelent. Azok a megmunkált alkatrészek gyártói, akik tapasztalattal rendelkeznek az Ön által használt specifikus anyaggal – legyen az alumínium, titán vagy műszaki műanyagok – előre tudják jelezni a megmunkálási kihívásokat, és ennek megfelelően optimalizálhatják a folyamatokat. Egy széles anyagkínálat technikai szakértelemre és rugalmasságra utal különböző alkalmazási területeken.
Termelési kapacitás értékelése
Képes-e a gyártó kezelni mind az aktuális megrendelését, mind a jövőbeni növekedését? Értékelje a következő kapacitásmutatókat:
- A részegység típusára (marás, esztergálás vagy EDM) kijelölt gépek száma
- Műszakbeosztás – egy-, két- vagy 24/7 üzemelés
- Jelenlegi kapacitás kihasználtsága és tipikus szállítási határidők
- Skálázhatóság prototípus mennyiségtől a sorozatgyártási tételekig
Egy skálázható kapacitással rendelkező beszállító csökkenti a torlódás kockázatát, amikor a projekt a prototípusozásról a teljes termelésre kerül át. Autóipari alkalmazásokhoz olyan gyártók, mint Shaoyi Metal Technology szemlélteti ezt a képességet, gyors prototípusgyártást kínálva egy munkanapon belüli szállítási határidővel, miközben zavartalanul skálázható tömeges gyártási mennyiségekre – ez a kombináció támogatja az agilis termékfejlesztési ciklusokat.
Minőségirányítási rendszerek, amelyek valóban számítanak
A weboldalakon feltüntetett tanúsításokon túl az gyűjt megkülönböztet megbízható partnereket azoktól, akik csupán formálisan teljesítik a megfelelési követelményeket.
Statisztikai Folyamatvezérlés (SPC)
Az SPC (statisztikai folyamatszabályozás) az aranystandard a precíziós gyártás folyamatfigyelésében. Ahelyett, hogy a gyártott alkatrészeket a befejezés után vizsgálnák – amikor a hibák már bekövetkeztek –, az SPC a folyamatváltozókat valós időben nyomon követi, lehetővé téve a munkások számára, hogy a hibás alkatrészek előállítása előtt észleljék a szokásostól eltérő jelenségeket.
A minőségmenedzsment-kutatás , az effektív SPC-alkalmazás mérhető előnyöket biztosít:
- Szerszámkopás korai észlelése, mielőtt befolyásolná a méretbeli pontosságot
- Folyamatképességi mutatószámok (Cpk-értékek), amelyek konzisztens teljesítményt igazolnak
- Trendanalízis, amely megakadályozza a tűréshatárok felé való eltolódást
- Dokumentáció a nyomkövethetőségi követelmények támogatásához
Amikor egy potenciális CNC megmunkálási alkatrész-szállítót értékel, kérdezze meg az SPC (statisztikai folyamatszabályozás) bevezetéséről. Azok a gyártók, amelyek minőségirányítási rendszerei SPC-támogatással rendelkeznek – például az IATF 16949 tanúsítással rendelkező létesítmények – arra mutatnak, hogy a hibák észlelésén túl a megelőzésére is különösen figyelnek.
Az ellenőrzési jegyzőkönyvek
A megbízható ellenőrzés nem csupán drága berendezések birtoklását jelenti. Vizsgálja meg a gyártó ellenőrzési munkafolyamatát:
- Első darab ellenőrzés (FAI): Kimerítő méretellenőrzés a gyártási sorozatok megkezdése előtt
- Folyamatközbeni Ellenőrzés: Rendszeres ellenőrzések a gyártás során, amelyek korai szakaszban észlelik a problémákat
- Végleges ellenőrzés: Teljes ellenőrzés a specifikációi szerint a szállítás előtt
- Dokumentáció: Ellenőrzési jelentések, anyagtanúsítványok és nyomkövethetőségi nyilvántartások
A legjobb színvonalú szállítók rendszeres minőségirányítási megközelítések révén jelentősen az iparági átlag alatt tartják panaszukat. A kétszeres vizsgálati eljárás – a gyártási helyen végzett ellenőrzés, majd független ellenőrzés – a végfelhasználóhoz jutó hibák arányát százalék-tizedekre csökkenti.
Vörös zászlók, amelyekre figyelni kell
A tapasztalat tanítja a vásárlókat, hogy felismerjék a jövőbeli problémákat előre jelező figyelmeztető jeleket. Figyeljen ezekre az indikátorokra értékelése során:
- Homályos képességmeghatározás: A gyártók, akik nem tudják megadni a tűréshatárokat vagy anyagismeretüket, valószínűleg hiányos szakértelemmel rendelkeznek
- A versenytársakhoz képest jelentősen alacsonyabb árak: A valóságnak nem megfelelően alacsony árajánlatok gyakran anyagminőségi, minőségellenőrzési vagy később felbukkanó rejtett díjak terén történő kompromisszumokra utalnak
- Hajlandóság hiánya referenciák megadására: A megbízható szállítók szívesen megosztják a vevők elérhetőségeit a képességek ellenőrzéséhez
- Gyenge kommunikációs reakciókészség: Lassú vagy hiányos válaszok az árajánlatkérés során gyakran ugyanilyen problémákat jeleznek a gyártási fázisban
- Hiányzó vagy lejárt tanúsítványok: Mindig ellenőrizze közvetlenül a kiadó szervezetnél a tanúsítványok érvényességét
- Nincs kijelölt projektmenedzsment: A bonyolult CNC alkatrészek gyártása során folyamatos műszaki támogatás szükséges – olyan szállítók, amelyek nem nyújtanak mérnöki támogatást, önállóan kell kezelnie a problémákat
A szállítóértékelési kutatások szerint a átlátható árképzési struktúrák ugyanolyan fontosak, mint a végső összeg. Egy részletes árajánlat, amely felsorolja az anyagköltségeket, a megmunkálási időt és a felületkezelési szolgáltatásokat, arra utal, hogy a szállító ismeri saját költségstruktúráját – és ezért képes konzisztens árakat és minőséget biztosítani.
Termelékeny szállítói kapcsolatok építése
A megfelelő gyártó kiválasztása csak a kezdete a folyamatnak. Az érték maximalizálásához olyan együttműködő kapcsolatokat kell építeni, amelyek mindkét fél számára előnyösek.
Kommunikációs gyakorlatok
A világos kommunikáció megelőzi azokat a félreértéseket, amelyek késedelmet, újrafeldolgozást és frusztrációt okoznak. Értékelje a lehetséges partnereket az alábbi szempontok szerint:
- Műszaki kérdésekkel kapcsolatos válaszidő
- Mérnöki támogatás elérhetősége a tervezés optimalizálásához
- Proaktív kommunikáció a gyártási állapotról vagy lehetséges problémákról
- Nyelvi képességek, amelyek illeszkednek a csapat Önök igényeihez
Azok a beszállítók, akik külön projektmenedzsereket biztosítanak, jobb iránymutatást nyújtanak a tervezési és gyártási fázisok során. Ez az egyetlen kapcsolattartási pont egyszerűsíti a koordinációt, és biztosítja, hogy az Ön igényei ne vesszenek el a részlegek közötti kommunikációban.
Hosszú távú partnerekőnyvűség előnyei
Ha a CNC gépi alkatrészek beszerzését csupán tranzakciós feladatként kezeli, korlátozza azt az értéket, amelyet a gyártási kapcsolatokból ki tud vonni. A hosszú távú partnerségek olyan előnyöket nyújtanak, amelyeket az egyszeri megrendelések nem tudnak biztosítani:
- Folyamatoptimalizálás: A beszállítók, akik ismerik az Ön alkatrészeit, folyamatosan javítják a hatékonyságot
- Prioritásos ütemezés: A megszokott kapcsolatok gyakran preferenciális bánásmódot jelentenek kapacitáskorlátok idején
- Tervezési bemenet: A tapasztalt partnerek gyártási problémákat észlelnek még mielőtt azok költséges nehézségekké válnának
- Készletkezelési programok: A keretmegrendelések és a kanban-rendszerek csökkentik az Ön készlettartási költségeit
Gyártó értékelési ellenőrzőlista
Használja ezt a részletes ellenőrzőlistát a potenciális CNC megmunkálási alkatrészbeszállítók összehasonlításakor:
| Értékelési kategória | Kulcskérdések | Mit kell keresni |
|---|---|---|
| Technikai képességek | Milyen típusú gépek és tengelykonfigurációk állnak rendelkezésre? Milyen CAD/CAM rendszereket használnak? | Többtengelyes gépek, modern szoftverek, automatizálási lehetőségek |
| Anyagismeret | Milyen anyagokat dolgoz fel rendszeresen? Meg tudna adni példákat? | Tapasztalat az Ön által használt specifikus anyagokkal; széles termékportfólió a sokoldalúságot jelezheti |
| Minőségi tanúsítványok | Milyen ipari tanúsítványokkal rendelkezik? Mikor voltak utoljára auditálva? | Jelenleg minimálisan ISO 9001; IATF 16949 az autóipari szektorban; AS9100 a légiközlekedési szektorban |
| Minőségi rendszerek | Hogyan alkalmazza az SPC-t (statisztikai folyamatszabályozást)? Milyen ellenőrző berendezéseket használ? | Koordináta-mérőgép (CMM) kapacitások, dokumentált SPC-eljárások, folyamat közbeni ellenőrzési protokollok |
| Termelési kapacitás | Milyenek a tipikus szállítási határidők? Képes a prototípustól a sorozatgyártásig való skálázásra? | Realisztikus időkeretek, igazolt skálázhatóság, tartaléktervek készítése |
| Kommunikáció | Ki lesz a fő kapcsolattartóm? Hogyan kezeli a műszaki kérdéseket? | Dedikált projektmenedzsment, mérnöki támogatás elérhetősége, gyors reagálás |
| Az árak átláthatósága | Képesek részletes költségfelosztást biztosítani? | Egyértelmű elkülönítés az anyagköltségek, megmunkálási költségek, felületkezelési költségek és beállítási költségek között |
| Történet | Képesek ügyférektől származó ajánló leveleket biztosítani? Mi a kiszállítási határidők betartásának aránya? | Ellenőrizhető ajánló levelek, 95%-nál magasabb kiszállítási határidők betartásának aránya, alacsony panaszarány |
Az autóipari CNC-alkatrészeket beszerző vásárlók számára az IATF 16949 tanúsítás alapvető biztonságot nyújt a szállítók iparági, különösen magas igényeinek megfelelő felkészültségéről. A gyártók – például a Shaoyi Metal Technology – ezt a tanúsítást kombinálják az SPC-alapú minőségirányítási rendszerrel és gyors prototípus-gyártási képességgel; ez a kombináció az, amelyet a vásárlóknak érdemes keresniük, amikor olyan autóipari ellátási láncokat építenek, amelyek egyensúlyt teremtenek a sebesség, a minőség és a költséghatékonyság között.
Miután rendelkezésre áll egy szisztematikus megközelítés a gyártók értékelésére, készen áll arra, hogy az értékelésről a cselekvésre lépjen. Az utolsó lépés a követelményeinek átfordítása egyértelmű specifikációkká, valamint termékeny munkakapcsolatok kialakítása, amelyek hosszú távon is konzisztens eredményeket biztosítanak.
Cselekvés a CNC alkatrészekre vonatkozó igényei alapján
Már elsajátította azokat a kulcsfontosságú tényezőket, amelyeket a legtöbb vevő figyelmen kívül hagy – most ideje ezt a tudást gyakorlatba ültetni. A kutatásból az eredmények felé történő átmenet egy strukturált megközelítést igényel, amely átalakítja a CNC-megmunkált alkatrészek iránti értését sikeres projekteredményekké. Nézzük meg pontosan, hogyan haladjunk előre.
A CNC alkatrészek beszerzésének útmutatója
Készen áll a következő CNC alkatrész beszerzésére? Kövesse ezt a bevált sorrendet a kockázat minimalizálása és az eredmények maximalizálása érdekében:
- Véglegesítse a tervezési fájljait: Készítsen teljes CAD-modelleket univerzális formátumokban (STEP, IGES), mellékelve a kritikus tűrések, felületi minőségek és anyagkövetelmények megadásával kiegészített 2D rajzokat
- Határozza meg egyértelműen specifikációit: Dokumentum anyagminősége, minden kritikus méretre vonatkozó tűréskövetelmények, felületi minőségi előírások és szükséges ipari tanúsítások
- Lehetséges gyártók azonosítása: Szűrjük a beszállítókat a berendezések képességei, a vonatkozó tanúsítások és a konkrét alkalmazásunkhoz való tapasztalat alapján
- Részletes árajánlatok kérése: Küldjük el a megkereséseket (RFQ-kat) teljes dokumentációval, és kérjük az árképzés részletezett bontását – külön feltüntetve az anyagköltséget, a megmunkálást és a felületkezelést
- A válaszok értékelése és összehasonlítása: Értékeljük a műszaki képességet, a minőségirányítási rendszereket, a kommunikációs reakciókészséget és az összértéket – ne csak az árat
- Alapos ellenőrzés végzése: Ellenőrizzük a tanúsításokat, kérjünk ajánlóleveleket, és erősítsük meg a szállítási határidők betartását a megrendelés leadása előtt
- Kezdjük a prototípus-érvényesítéssel: Rendeljen mintamennyiséget a méretbeli pontosság és a felületminőség ellenőrzésére a gyártási mennyiségek véglegesítése előtt
A specifikációtól a gyártásig
A világos kommunikáció megakadályozza a költséges félreértéseket. Amikor CNC megmunkálással készült alkatrészeinek igényeit benyújtja, vegye fel ezeket az alapvető elemeket:
- Tűréstáblázatok: Határozza meg, mely méretek kritikusak, és melyek sztandardok – kerülje a nem funkcionális jellemzők túlzottan szigorú tűréseit
- Anyagtanúsítványok: Jelölje meg, hogy szüksége van-e anyagvizsgálati jegyzőkönyvekre (mill test reports) vagy konkrét anyag nyomon követhetőségre
- Ellenőrzési követelmények: Határozza meg az első darab ellenőrzésének szükségességét és a folyamatos minőségellenőrzési dokumentációra vonatkozó elvárásait
- Megmunkált alkatrészek összeszerelésének figyelembe vétele: Ha alkatrésze más alkatrészekkel kapcsolódik, adjon meg a kapcsolódó alkatrészek rajzait vagy az összeszerelési környezetet
A tervezési előkészítés szakértői szerint a gyártó technológusaival való konzultáció a tervezési fázisban 20–30%-kal csökkentheti a költségeket, miközben javítja a gyárthatóságot. Ez a kollektív megközelítés potenciális problémákat észlel, mielőtt azok drága gyártási nehézségekké válnának.
A következő lépés megtétele
Ez az útmutató a kilenc kulcsfontosságú tényezőt tartalmazza, amelyek segítségével megbízható, minőségi és költséghatékony beszerzési döntéseket hozhat. Akár egyetlen CNC gépalkatrészre van szüksége prototípuskészítéshez, akár ezrekre termelési alkatrészekből, az elvek ugyanazok maradnak: pontosan adjon meg követelményeket, rendszerszerűen értékelje a lehetőségeket, és építsen hosszú távú kapcsolatot képes partnerekkel.
Az autóipari alkalmazásokhoz – például precíziós alvázegységek, egyedi fémbélésű csapágyak vagy más kritikus alkatrészek gyártásához – az IATF 16949 tanúsítvánnyal rendelkező és SPC-alapú minőségirányítási rendszerrel működő gyártók biztosítják azt a konzisztenciát, amelyre ellátási láncának szüksége van. Shaoyi Metal Technology ez a komplex képességet tükrözi – precíziós CNC megmunkálási szolgáltatásokat kínál, amelyek skálázhatók gyors prototípuskészítéstől (a szállítási határidő akár egy munkanap is lehet) egészen teljes tömeggyártási mennyiségekig.
A következő CNC-megmunkált alkatrészprojektje egyetlen lépéssel kezdődik: specifikációi előkészítése és a megfelelően képzett gyártók felkeresése, akik képesek átalakítani terveit precíziós alkatrészekké. A jelen dokumentumban szerzett ismeretek biztosítják, hogy ez a beszélgetés tájékozott magabiztossággal induljon.
Gyakran ismételt kérdések a CNC-alkatrészek gyártásáról
1. Mi a CNC megmunkálás, és hogyan működik?
A CNC-megmunkálás egy leválasztó gyártási folyamat, amelyben előre programozott számítógépes szoftver irányítja a vágószerszámokat, így pontos alkatrészeket állít elő nyersanyagokból. A folyamat egy CAD-fájllal kezdődik, amely tartalmazza az alkatrész specifikációit, és amelyet G-kódra alakítanak át, amit a CNC-gépek értenek. A gép ezután mechanikai pontossággal hajtja végre minden vágási pályát, elérve a szokásos megmunkálásnál ±0,0002 hüvelyk (≈ ±0,005 mm), az EDM-műveleteknél pedig ±0,0001 hüvelyk (≈ ±0,0025 mm) tűrést. Ez a technológia ismételhető pontosságot tesz lehetővé, akár 10, akár 10 000 azonos egység gyártása esetén is.
2. Milyen tanúsítványokat kell keresnem egy CNC-alkatrész-gyártónál?
A szükséges tanúsítások az iparágtól függenek. Az ISO 9001 az általános gyártási tevékenységek alapvető minőségirányítási tanúsítása. Az IATF 16949 elengedhetetlen az autóipari alkalmazásokhoz, és a hibák megelőzésére valamint nyomon követhetőségre helyezi a hangsúlyt. Az AS9100 a légiközlekedési alkatrészek gyártására vonatkozóan kötelező, és a konfigurációkezelést valamint az első minta ellenőrzését foglalja magában. Az ISO 13485 szabályozza az orvosi eszközök gyártását, szigorú kockázatkezelési követelményekkel. A NADCAP-akreditáció érvényesíti a speciális folyamatokat, például a hőkezelést légiközlekedési alkalmazásokban. Mindig ellenőrizze közvetlenül a kiadó szervezetnél a tanúsítványok érvényességét, mielőtt üzleti kapcsolatot létesít egy gyártóval.
3. Mennyibe kerül a CNC megmunkálás?
A CNC megmunkálás költségei több tényezőtől függenek, amelyeket hatásuk mértéke szerint rangsoroltak: a tervezés összetettsége (egyszerű tervek esetén 20 USD/óra, összetett alkatrészeknél 35–70 USD/óra), az anyagválasztás (alumínium 5–10 USD/font, rozsdamentes acél 8–16 USD/font), a tűréshatárok (szigorúbb tűréshatárok akár 50 %-kal megnövelhetik a megmunkálási időt), a gyártási mennyiség (a beállítási költségek az összes egységre eloszlanak), a géptípus (3 tengelyes gépek 10–20 USD/óra, 5 tengelyes gépek 20–40 USD/óra), valamint a felületkezelési igények. A skála előnyeinek köszönhetően 1000 vagy több darab rendelése esetén az egységköltség csökkenhet az egyedi egységár 10–20 %-ára.
4. Milyen anyagok megmunkálhatók CNC gépen?
A CNC-gépek széles körű fém- és műanyag-alkalmazásra képesek. Az alumínium 6061 ötvözet a legjobb általános teljesítményt nyújtja általános célú alkatrészekhez, kiváló megmunkálhatósággal. Az acél és a rozsdamentes acél kiváló tartósságot és korrózióállóságot biztosít nehéz igénybevételnek kitett alkalmazásokhoz. A sárgaréz kiváló megmunkálhatóságot nyújt elektromos csatlakozókhoz és díszítő szerelvényekhez. A titán a legmagasabb szilárdság-tömeg arányt nyújtja légi- és orvosi implantátumokhoz. Mérnöki műanyagok – például Delrin, Nylon, PEEK és PTFE – előnyöket kínálnak, mint például alacsonyabb tömeg, kémiai ellenállás és elektromos szigetelés specifikus alkalmazásokhoz.
5. Hogyan válasszak a CNC maratás, esztergálás és az EDM között?
Válasszon a alkatrész geometriája és anyaga alapján. A CNC marás forgó vágószerszámokat használ álló munkadarabokon, így kiválóan alkalmas sík felületek, mélyedések, horpadások és 3D-kontúrok megmunkálására prizmatikus alkatrészeknél. A CNC esztergálásnál a munkadarab forog egy álló szerszám ellen, ezért ideális hengeres alkatrészek, például tengelyek, csapágygyűrűk és menetes elemek gyártására. Az elektromos szikraforgácsolás (EDM) elektromos szikrákat használ az anyag leválasztására fizikai érintés nélkül, ezért elengedhetetlen keményített szerszámacél, éles belső sarkok és olyan finom alkatrészek megmunkálásához, amelyek nem bírnák el a mechanikai vágóerőket. Számos projekt több megmunkálási eljárást igényel, ezért előnyös, ha a gyártó vállalat minden képességgel rendelkezik egy helyen, mivel így biztosítható a minőségirányítás.