 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC alkatrészek megértése: A gépalkatrészektől a testreszabott megmunkált termékekig
Mit jelent valójában a CNC alkatrészek kifejezés, és miért fontos ez
Amikor a „CNC alkatrészek” kifejezésre keres, akkor könnyen elveszhet a sok olyan találat között, amelyek teljesen más irányba mutatnak. Egy új főorsót keres a marógépéhez, vagy éppen precíziós megmunkált alumínium rögzítőkonzolokra van szüksége a következő projektjéhez? Ez a zavar abból adódik, hogy a kifejezés két egymástól teljesen eltérő kategóriát foglal magában, amelyekkel a vásárlók, műszaki szakemberek és mérnökök nap mint nap találkoznak.
Gépalkatrészek vs. megmunkált termékek
Ennek az alapvető megkülönböztetésnek a megértése óráknyi frusztrációt és potenciálisan költséges hibákat is elkerülhet. A „CNC alkatrészek” kifejezés mind a CNC gépet alkotó belső alkatrészekre, mind a gépek által létrehozott kész termékekre utal. Képzelje el, hogy autóalkatrészeket keres anélkül, hogy tudná, szüksége van-e valamire a motorháztető alá, vagy egy egyedi gyártású karosszériapanelra —ez a kihívás, amellyel sokan szembesülnek, amikor ebben a szakterminológiában tájékozódnak.
A vásárlók számára, akik pótalkatrészeket keresnek, ez a világosság döntő fontosságú: gépi szerszámközbeszerzőhöz fordulnak-e, például a CNC Router Parts LLC-hez, vagy egyedi megmunkálási szolgáltatáshoz fordulnak-e. A karbantartást végző technikusoknak pontosan érteniük kell a CNC-gép alkatrészeit a hibák pontos diagnosztizálásához, míg a termékeket tervező mérnököknek olyan megmunkált alkatrészekre van szükségük, amelyek meghatározott tűrésekkel és anyagtulajdonságokkal rendelkeznek.
A CNC-alkatrészek szakterminológiájának megértése
Ahhoz, hogy gyorsan azonosítsa, melyik kategória vonatkozik az Ön helyzetére, tekintse át az alábbi felosztást:
| Kategória | A meghatározás | Példák | Kinek szükséges ez |
|---|---|---|---|
| CNC gépészeti komponensek | A CNC-gépet alkotó belső alkatrészek | Forgószárak, golyós menetes orsók, lineáris vezetékek, léptetőmotorok, vezérlők | Géptulajdonosok, karbantartási technikusok, gépalkotók |
| Cnc megmunkált termékek | CNC-eszközökkel gyártott egyedi alkatrészek | Alumínium rögzítők, acél tengelyek, műanyag házak, sárgaréz csatlakozóelemek | Terméktervezők, gyártók, beszerzési szakemberek |
Ebben az útmutatóban részletes információkat talál mindkét CNC-alkatrész-kategóriáról. Akár egy kopott CNC-alkatrész hibaelhárítását végzi a műhelyében, akár egy légi- és űrhajóipari alkalmazáshoz szabott gépi alkatrészeket rendel, a következő szakaszok gyakorlati ismeretekkel látnak el, amelyek segítségével megbízható döntéseket hozhat.
Alapvető összetevők minden CNC-gép belsejében
Sosem gondolta volna, mi történik valójában egy CNC-gép burkolata alatt? Míg a legtöbb útmutató csupán felsorolja az alkatrészek nevét, az egyes CNC-gépalkatrészek működésének – és egymással való együttműködésének – megértése átalakítja Önt egy passzív felhasználóból olyan szakemberré, aki képes hibákat diagnosztizálni, a teljesítményt optimalizálni és okosabb beszerzési döntéseket hozni. Nézzük meg részletesen azon négy fő alkatrész-kategóriát, amelyek minden CNC-rendszer szívéből vernek.
Mechanikai alkatrészek, amelyek lehetővé teszik a pontos mozgást
Egy CNC-gép mechanikai rendszerei digitális parancsokat alakítanak át fizikai mozgássá kiváló pontossággal. Ezek a CNC-gép alkatrészei felelősek az eszközök és munkadarabok mikrométeres pontossággal történő pozicionálásáért.
- Tengelyszárak: A CNC-gépek forgó szíve, a orsók tartják és hajtják a vágószerszámokat néhány száz-tól több tízezer percenkénti fordulatszámig terjedő sebességgel. A nagysebességű orsók olyan vágóteljesítményt biztosítanak, amely hatékony anyagleválasztást tesz lehetővé, miközben megőrzik a felületi minőséget.
- Golyós menetes orsók: Ezek a precíziós csiszolt menetes tengelyek a motorok forgó mozgását egyenes vonalú mozgássá alakítják át. Az ipari szabványok szerint a golyósorsók kiváló mozgási hatékonysággal és minimális hőfejlesztéssel érik el a nagysebességű előtolást. A ciklikusan mozgó golyóscsapágyak gyakorlatilag kiküszöbölik a holtjátékot, így olyan pozicionálási pontosságot érnek el, amelyet a csúszó mechanizmusok egyszerűen nem tudnak megközelíteni.
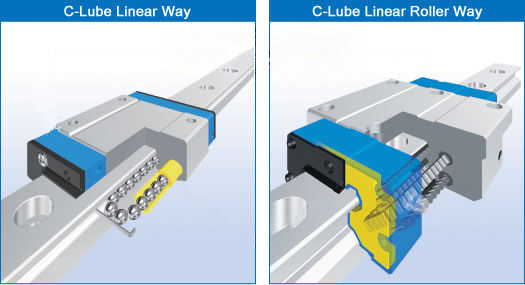
- Lineáris vezetékek (sínrendszerek): Ezeket a komponenseket más néven csúszópályáknak vagy lineáris csúszópályáknak is nevezik, és azok a mozgó tengelyeket támasztják alá és vezérlik azokat útjuk során. A modern lineáris vezetékek gördülő súrlódást használnak a csúszó súrlódás helyett, így a súrlódási együtthatót körülbelül az öreg típusú csúszóvezetékek 1/50-ére csökkentik. Ez a drámai csökkenés lehetővé teszi a simább mozgást, az alacsonyabb energiafogyasztást és a hosszabb élettartamot.
- Csapágyak és bushingek: Minden forgó és csúszó alkatrészt támogatva a precíziós csapágyak minimalizálják a súrlódást, miközben szigorú tűréseket tartanak fenn nagy terhelés és magas sebesség mellett.
A hobbi célú felhasználók és a DIY építők számára, akik ilyen mechanikai alkatrészeket vásárolnak, az OpenBuilds Part Storehoz hasonló beszállítók moduláris megoldásokat kínálnak, amelyek egyszerűsítik az egyedi gépek építését, miközben fenntartják a professzionális minőségi szabványokat.
Elektromos rendszerek a CNC-műveletek meghajtásához
Bonyolultnak tűnik? Gondolja úgy az elektromos alkatrészeket, mint egy CNC-gép izmait és idegrendszerét – ők biztosítják a pontos, koordinált mozgáshoz szükséges energiát és visszacsatolást.
- Szervomotorok: A szervomotorok nem egyszerűen forognak, hanem zárt hurkú rendszerekben működnek, amelyek folyamatosan figyelik és korrigálják a pozíciójukat. A szervomotor egy vezérlővel és egy visszacsatoló eszközzel együtt alkot egy zárt hurkú rendszert, amely valós idejű korrekciót tesz lehetővé, így fenntartja a pozícionálási pontosságot akár változó terhelés mellett is.
- Léptetőmotorok: Ezek a motorok diszkrét szöglépésekben mozognak, ezért kiválóan alkalmasak olyan alkalmazásokra, amelyek pontos pozícionálást igényelnek, anélkül, hogy szükség lenne az enkóder-visszacsatolás bonyolultságára. Gyakran találhatók kisebb CNC-marógépeken és 3D nyomtatókon.
- CNC meghajtó egységek: A CNC meghajtó erősíti a vezérlőjeleket, hogy megfelelően táplálja a motorokat. A modern meghajtók impulzus-szélesség-modulációt (PWM) használnak a motor fordulatszámának és nyomatékának kiváló hatékonyságú szabályozására. A PWM jelalakok modulációs jeleket továbbítanak a motoroknak, ahol a hosszabb BE állapotban tartó impulzusok nagyobb feszültséget szolgáltatnak, és gyorsítják a forgást.
- Érzékelők és enkóderek: A pozíciókódolók, határváltók és közelítési érzékelők biztosítják az alapvető visszacsatolási hurkot a pontos megmunkáláshoz. Ezek az eszközök folyamatosan jelentik a tengelyek pozícióját, az eszköz jelenlétét és a biztonsági feltételeket a vezérlőrendszernek.
- Áramforrások: A stabil, tiszta tápellátás megakadályozza, hogy az elektromos zaj befolyásolja a pozicionálási pontosságot. A minőségi tápegységek emellett védelmet nyújtanak a feszültségcsúcsok és -ingadozások ellen a kényes elektronikus alkatrészek számára.
Vezérlőarchitektúra és szoftverintegráció
A vezérlőrendszer az összes gépfunkciót koordináló „agy” szerepét tölti be. Amikor egy G-kód programot tölt be, ezek a komponensek értelmezik a parancsokat, és irányítják azt a mozgásokból álló „szimfóniát”, amely a kész alkatrész elkészítését eredményezi.
- CNC vezérlők: Ezek a speciális számítógépek feldolgozzák a megmunkálási programokat, és minden tengelyhez koordinált mozgási parancsokat generálnak. A vezérlők PID-algoritmusokat (arányos, integráló, differenciáló) alkalmaznak folyamatosan minimalizálja a parancsolt és a tényleges pozíciók közötti különbséget – így biztosítva, hogy vágásai pontosan oda kerüljenek, ahová szándékozott.
- Ember-gép interfész (HMI): Érintőképernyők, billentyűzetek és kijelzőpanelek segítségével az üzemeltetők programokat tölthetnek be, paramétereket állíthatnak be, és valós időben figyelhetik a gép állapotát.
- Szoftverfelületek: A CAM-szoftver készíti a szerszámpályákat, míg a posztprocesszorok ezeket gépspecifikus kódra alakítják át. A modern CNC-kiegészítők gyakran hálózati csatlakozással rendelkeznek távoli felügyeletre és programátvitelre.
- Mozgásszabályzó kártyák: PC-alapú rendszerekben a dedikált mozgásszabályzó hardver végzi a sima, koordinált többtengelyes mozgáshoz szükséges valós idejű számításokat.
Egy CNC-gép igazi pontossága nem egyetlen komponensből ered, hanem abból fakad, hogy milyen zavarmentesen kommunikálnak és kompenzálják egymás eltéréseit a mechanikai, elektromos és vezérlőrendszerek.
Ezek a három rendszer nem működnek izoláltan. Amikor egy szervomotor mozgat egy tengelyt, a lineáris vezetőrendszer biztosítja a sima mozgást, a golyósorsó a forgómozgást egyenes vonalú mozgássá alakítja át, az enkóder megerősíti a pozíciót, és a vezérlő egység módosítja a meghajtó jelet – mindez másodpercenként ezerszor ismétlődik. Ez az integrált megközelítés magyarázza, miért fontos a minőség minden komponenskategóriában: bármely gyenge láncszem a láncban károsítja az egész rendszer teljesítményét.
Ez az alap megteremtése után felmerülhet a kérdés, hogy milyen anyagokból készülnek ezek a kritikus fontosságú alkatrészek – és miért befolyásolják közvetlenül az Ön gépének pontosságának megtartási idejét.
Az anyagok, amelyek megbízhatóvá teszik a CNC-alkatrészeket
Valaha eltűnődött már azon, hogy miért foroghat egy orsó évekig 20 000 percenkénti fordulatszámmal hibamentesen, vagy miért tartja meg a lineáris vezetékek mikrométeres pontosságukat folyamatos súrlódás ellenére is? A válasz a gondosan kiválasztott anyagokban rejlik – mindegyiket az adott alkalmazás igényeinek megfelelő, specifikus tulajdonságai alapján választják ki. Ezeknek az anyagválasztásoknak a megértése segít Önnek összetevők minőségének értékelésében , a szolgáltatási élettartam előrejelzésében, valamint okosabb cseredöntések meghozatalában CNC-gépezőgépek alkatrészeihez.
Miért határozza meg az anyagválasztás az összetevők élettartamát
Minden CNC-összetevő egyedi kombinációjú terheléseknek van kitéve: mechanikai terhelések, súrlódás, hőfejlődés és környezeti hatások. A gyártás során használt anyagoknak egyszerre kell kezelniük mindezen kihívásokat, miközben ezer órán át fenntartják méretállóságukat.
Gondoljunk arra, mi történik egy orsócsapágy belsejében nagysebességű megmunkálás közben. A csapágygyűrűk a következőket tapasztalják:
- Ciklikus terhelés: Ismétlődő terhelés és terhelésmentesítés, amikor a golyók milliószor gördülnek a felületeken
- Súrlódási hő: Hőmérsékletek, amelyek agresszív vágási műveletek során meghaladhatják a 150 °C-ot
- Szennyeződés-kitétség: Hűtőfolyadék-párásodás, fémforgácsok és levegőben lebegő részecskék, amelyek behatolni próbálnak
- Pontossági követelmények: Mikronokban mért tűrések, amelyeknek termikus kiterjedés ellenére is stabilnak kell maradniuk
Ezért használják a szíjtárcsás csapágyak speciális króm acélötvözeteket, például az AISI 52100-et. A anyagtudomány elvei szerint ez az acél kiváló keménységet ér el (60–64 HRC hőkezelés után), miközben elegendő szívósságot tart fenn a fáradási repedések elleni ellenálláshoz. A krómtartalom – kb. 1,5% – mérsékelt korrózióállóságot biztosít, és javítja az acél megkeményíthetőségét a csapágy teljes keresztmetszetében.
A golyósorsók hasonló kihívásokkal néznek szembe, de egy plusz elemmel: forgó mozgásukat gyakorlatilag nulla holtjáték mellett kell lineáris elmozdulássá alakítaniuk. A gyártók általában edzett ötvözött acélt használnak a csavarorsó és az anya anyagaként, gyakran felületkezelésekkel, például indukciós edzéssel vagy nitridálással. Ezek a folyamatok egy kemény külső réteget hoznak létre (amely ellenáll a kopásnak), amely egy rugalmas magot borít (amely ellenáll az ütőterheléseknek) – így a legjobb tulajdonságok egyesülnek a precíziós mozgáskomponensek számára.
Edzett acél vs. alumínium a CNC-gépek építésében
Sétáljon végig bármely gépgyártó üzemben, és észre fogja venni, hogy a CNC-gépek mind az acélt, mind az alumíniumot nagyon széles körben használják – de nagyon eltérő helyeken. Ez nem véletlen; hanem alapvető kompromisszumok tükröződik benne az erősség, a tömeg, a hőtulajdonságok és a költségek között.
Hol uralkodik az edzett acél:
- Lineáris vezetősín: Ezeket a speciális alkatrészeket edzett acélból készítik (általában 58–62 HRC felületi keménység), mivel ellenállniuk kell a gördülő elemek kopásának, miközben mikrométeres pontossággal megőrzik síkosságukat és egyenességüket. A lágyabb anyagok gyorsan horpadásokat fejlesztenének, ami tönkretenné a pozícionálási pontosságot.
- Orsó tengelyek: A magas széntartalmú szerszámacélok ellenállnak a vágóerők hajlító hatásának, miközben megtartják koncentricitásukat extrém forgási sebességek mellett.
- Golyósorsó-összeállítások: A nagy érintkezési feszültségek és a folyamatos mozgás kombinációja olyan anyagokat igényel, amelyek kiváló fáradási ellenállással rendelkeznek – ezt csak minőségi acélötvözetek tudják biztosítani.
Ahol az alumínium kimagasló teljesítményt nyújt:
- Gépszerkezetek és vázak: Az alumínium kiváló erősség-tömeg arány csökkenti a mozgó tömeget, lehetővé téve a gyorsabb gyorsulást és lassulást anélkül, hogy merevségük csökkenne.
- Kapu-szerkezetek: Az alacsonyabb tömeg miatt a motorok kevesebb energiafelhasználással érhetik el a magasabb sebességeket, és csökken a hajtómű-alkatrészek kopása.
- Hőelvezetők és motortartók: Az alumínium hővezető-képessége (kb. ötször nagyobb, mint az acélé) hatékonyan elvezeti a hőt a motorokból és hajtóművekből.
Egyes CNC-alkatrész-gyártók szintén használnak réz-zincs ötvözeteket (sárgaréz) és bronz ötvözeteket speciális alkalmazásokban. A sárgaréz csapágyakat például régebbi vagy speciális gépeken találhatunk, ahol önmagukban kenő tulajdonságaik és korrózióállóságuk fontosabbak, mint a maximális keménység igénye. A bronz ötvözetek – különösen a foszforbronz – vezetőcsavarokban jelennek meg manuális beállításokhoz, ahol az alacsonyabb súrlódási együttható csökkenti a kezelő számára szükséges erőkifejtést.
A polimerek és a mérnöki műanyagok saját szegmensüket alakították ki a modern CNC-tervezésben. Az acetal (POM/Delrin) könnyű terhelésű alkalmazásokban jelenik meg visszajátszás-mentes anyacsavarokként, kiváló méretstabilitással és alacsony súrlódással, acélhoz képest jelentősen alacsonyabb költséggel. A PTFE-alapú anyagok csapágyfelületek és tömítések készítésére szolgálnak ott, ahol a kémiai ellenállás és az extrém alacsony súrlódás fontosabb, mint a teherbírás.
A megfelelő anyag rossz alkalmazásban gyorsan meghibásodik – de a megfelelő anyag megfelelő alkalmazásban akár magánál a gépnél is tovább tart.
Amikor pótalkatrészeket értékel vagy gépét frissíti, fontolja meg, hogyan befolyásolják az anyagválasztások a hosszú távú teljesítményt. Egy olcsóbb, megfelelően nem edzett acélból készült lineáris vezetősín kezdetben megtakarítást jelenthet, de a gyorsult kopás sokkal többe fog kerülni a pontosság elvesztése és a gyakori cserék miatt. Ennek az alapvető anyagtudásnak a megértése átalakítja Önt abból, hogy egyszerűen csak alkatrészeket vásárol, olyan befektetővé, aki tartós teljesítményre számíthat – ami természetes módon elvezet ahhoz a felismeréshez, hogy az alkatrészek minősége közvetlenül befolyásolja a megmunkált alkatrészeket.
A gépalkatrészek minősége hogyan hat az Ön kimenetére
Képzelje el, hogy egy sor precíziós tengelyt gyárt, majd felfedezi, hogy mindegyik tengely egyik tengely mentén 0,05 mm-rel nagyobb méretű. Ellenőrzi a G-kódot – az helyes. A szerszámai rendben látszanak. A munkadarab-rögzítése stabil. Akkor honnan származik a hiba? A válasz gyakran a szem előtt rejlik: a CNC megmunkáló gép belső alkatrészei éppen annyira romlottak el, hogy a kimenetét elfogadhatatlan tűréshatárokon túlra tolják.
Az alkatrészek belső állapota és a kész alkatrész minősége közötti kapcsolat nem csupán elméleti – mérhető, előrejelezhető, és elengedhetetlenül fontos mindenki számára, aki CNC megmunkálással készült termékeket gyárt, amelyeknél folyamatos pontosságot követelnek.
Hogyan vezet az alkatrész-elhasználódás alkatrész-hibákhoz
A CNC gép minden mechanikus alkatrésze fokozatosan elhasználódik. A problémát az okozza, hogy az elhasználódás nem hirtelen, drámai módon jelentkezik – inkább lassan, csendesen terjed, gyakran elrejtve az automatikus kompenzáció vagy a gépkezelő beavatkozásai által, amíg végül hirtelen a megmunkált alkatrészek nem felelnek meg a minőségellenőrzési követelményeknek.
Golyósorsó-elhasználódás és pozícionálási hibák
Amikor a golyósorsók elhasználódnak, a visszaforgatott golyók már nem biztosítanak egyenletes érintkezést az orsó menetével. Ez hátracsapást eredményez – egy kis „halott zónát”, ahol a motor forog, de a tengely nem mozdul el. Esztergált CNC alkatrészeknél a hátracsapás a következőképpen mutatkozik meg:
- Ellentétes irányban megmunkált geometriai elemek közötti méretbeli eltérések
- Köríves interpoláció, amely nem igazi köröket, hanem enyhén ovális alakzatokat eredményez
- A menetemelkedés enyhe változása a munkadarab hossza mentén
- A vállpozíciók eltolódása az érkezés irányától függően
Egy golyósorsó 0,02 mm-es holtjátékja csekélynek tűnhet, de ha ±0,01 mm-es tűréssel gyártott alkatrészeket készítünk, akkor ez a holtjáték már az egész megengedett hibakeretet elfogyasztja, még mielőtt más változókat is figyelembe vennénk.
Szerszámgörgő runout és felületi minőségi problémák
A szerszámgörgő runout – azaz a forgó szerszámgörgő eltérése a tökéletes koncentricitástól – közvetlenül átadódik a munkadarabra. Amikor egy vágószerszámot tartunk, a runout miatt a szerszám kissé nagyobb kört ír le, mint névleges átmérője. A valódi károk azonban a felületminőségben mutatkoznak.
Egy 0,01 mm-es futópontosságú orsó gyakorlatilag minden vágóélét kissé más eszközzé teszi. Az egyik él mélyebben vág, a következő sekélyebben, ami jellegzetes hullámos mintát eredményez a megmunkált felületeken. Tükröző felületeken, például alumíniumon ez a hullámosodás szabad szemmel is láthatóvá válik. Pontos tömítőfelületeken működési hibákat okozhat.
Hajtáslánc minősége és ismételhetősége
A hajtáslánc – a motorok, kódolók és erősítők összehangolt működése – határozza meg, mennyire konzisztensen tér vissza gépe ugyanabba a pozícióba. Alacsony minőségű hajtások vagy degradálódott alkatrészek az alábbi problémákat okozhatják:
- Sebesség-ingadozást, amely kontúrmegmunkálás közben felületminőségi változásokat eredményez
- Követési hibákat, amelyek gyors irányváltások során fokozódnak
- Hőmérsékleti eltolódást, amint a motorok hosszabb ideig tartó üzemelés közben felmelegszenek
- Inkonzisztens gyorsulást, amely befolyásolja a szerszám behatolási szögeit
A pontossági lánc: géptől a munkadarabig
Itt van egy dolog, amit sok üzemeltető nem vesz észre: több alkatrész hibái nem egyszerűen átlagolódnak ki – hanem összeadódnak. Ezt a jelenséget tűrésfelhalmozásnak nevezik, és ez magyarázza, miért képes egy olyan gép, amelynek több „elfogadható” alkatrésze is van, mégis elfogadhatatlan alkatrészeket gyártani.
Amikor a golyósorsó holtjáték, a lineáris vezeték kopása, a szerszámgörgő futáseltérése és az enkóder felbontási hibái kombinálódnak, a teljes pozícionálási bizonytalanság meghaladhatja az egyes műszaki adatok összegét – így a határesetben elfogadható alkatrészekből összességében elfogadhatatlan rendszerminőség alakul ki.
Vegyünk egy tipikus marási műveletet, ahol egy furatot 0,025 mm-es névleges helyzetéhez képest kell pozícionálni:
| Hibaforrás | Tipikus hozzájárulás | Összesített hatás |
|---|---|---|
| X-tengely golyósorsó holtjátéka | ±0.008mm | 0.008mm |
| Y-tengely golyósorsó holtjátéka | ±0,006 mm | 0,014 mm |
| Lineáris vezeték egyenessége | ±0.005mm | 0,019 mm |
| Szerszámgörgő futáseltérése a szerszámhegyen | ±0.008mm | 0,027 mm |
Ebben az esetben, bár minden egyes alkatrész a szokásos kopási határokon belül marad, a kumulatív hatás meghaladja a 0,025 mm-es tűréshatárt. Ezért a kritikus CNC megmunkálási termékek gyártói szigorú alkatrész-állapot-küszöbértékeket állítanak fel – nem csupán a minimálisan elfogadható szabványokat figyelembe véve.
Miért térül meg a minőségi alkatrészek beszerzése
A prémium minőségű alkatrészekbe történő beruházás nem pusztán a papíron szereplő műszaki adatok elérését célozza. A cél a szorosabb tűrések hosszabb üzemidők alatt való fenntartása, amely közvetlenül a következőkre vezet:
- Kevesebb selejtelt alkatrész és alacsonyabb hulladékráták
- Hosszabb időközök kalibrálás és beállítás között
- Stabilabb első minta-felülvizsgálati jóváhagyás új megrendeléseknél
- Csökkent ellenőrzési idő, mivel az alkatrészek konzisztensen a megadott tűréshatárokon belül maradnak
- Megnövelt gépüzemidő karbantartási leállások között
A pontossági lánc, amely összeköti a gép belső alkatrészeit a kész munkadarab minőségével, annyira erős, amennyire az a leggyengébb láncszeme. Ennek az összefüggésnek a megértése lehetővé teszi, hogy a karbantartási beruházásokat elsőbbségi sorrendbe állítsa, a minőségi problémákat a forrásuknál diagnosztizálja, és megbízható döntéseket hozzon arról, mikor válik gazdaságosabb az alkatrészek cseréje, mint a további beállítások és korrekciók folytatása.
Ezen minőségi összefüggések felismerése természetes módon felveti a következő kérdést: hogyan tudjuk megállapítani, hogy egy-egy konkrét alkatrész milyen mértékben romlott el, hogy cserére szoruljon?
Amikor kell cserélni a CNC alkatrészeket
Észrevette, hogy alkatrészei mostanában nem a megfelelő méretet mutatják. Vagy talán új hang hallatszik a forgóorsóból, amelyet múlt hónapban még nem észlelt. Hogyan tudja megállapítani, mikor kell CNC-cserealkatrészeket rendelni, és mikor elég egyszerűen módosítani a programot vagy meghúzni egy csavart? A normál üzemelés és a közelgő meghibásodás közötti különbség ismerete megóvhatja az Önöket a költséges vészhelyzeti leállásoktól – és megakadályozhatja, hogy selejt alkatrészek csökkentsék a nyereségességét.
A probléma az, hogy a CNC-kiegészítő alkatrészek ritkán romlanak el hirtelen és figyelmeztetés nélkül. Ehelyett fokozatosan romlanak, gyakran elrejtve a kompenzációs algoritmusok vagy a kezelők beavatkozásai által. Amikor a meghibásodás már nyilvánvalóvá válik, valószínűleg már hetek óta határeset alkatrészeket gyártott. Nézzük meg azokat a figyelmeztető jeleket, amelyeket a tapasztalt szakemberek korai problémák észlelésére használnak.
Alkatrész-hibák vizuális figyelmeztető jelei
A szemei erőteljes diagnosztikai eszközök, ha tudja, mire kell figyelnie. A CNC-gépek sok alkatrésze látható változásokon keresztül jelezheti állapotát, amelyek a funkcionális meghibásodás előtt jelentkeznek.
Golyósorsók és lineáris vezetékek:
- Elszíneződés vagy besötétülés: A golyósorsó tengelyén a hő okozta színváltozás a kenőanyag lebomlására vagy a túlzott súrlódásra utal – mindkettő gyorsult kopás előjele
- Látható kopási nyomok: A lineáris vezető sínek fényes, megcsiszolt pályái, ahol a csúszóelemek mozognak, szennyeződés okozta kárt vagy elégtelen kenést jeleznek
- Bepattanás vagy repedés: Kis kráterek vagy réteges leválás a golyósorsó menetén a fáradási törés kezdődését jelzik – a cserére sürgősen szükség van
- Rozsda vagy korrózió: Még a kis mértékű felületi oxidáció is azt jelzi, hogy a védő kenőanyagréteg megszűnt
Szárnyasorsók és csapágyak:
- Kenőanyag szivárgás: A zsír vagy olaj kifolyása a tengelytömítésekből a tömítések romlását és potenciális szennyeződés behatolását jelzi
- Égésnyomok a szerszámtartókon: A szerszámok illeszkedési felületén megjelenő elszíneződés túlzott futópontosságra utal, amely súrlódási hőt generál
- Fém részecskék a hűtőfolyadékban: A hűtőfolyadék-tartályban megjelenő fényes pikkelyek gyakran a forgóorsó-csapágyak kopásából származnak
Elektromos Komponensek:
- Égés szaga vagy elszíneződés: A motorházak vagy meghajtóegységek sötétített területei túlmelegedési eseményekre utalnak
- Kopott vagy repedt kábelburkolat: Különösen a kábelvezetőkben, ahol a ismétlődő hajlítás fáradást okoz
- Korrózódott kapcsolatok: Zöld vagy fehér lerakódások az elektromos csatlakozókon növelik az ellenállást, és időszakos hibákat okoznak
Teljesítménnyel kapcsolatos tünetek, amelyek jelzik a cserére való időpontot
Amikor a CNC-kiegészítő alkatrészek meghibásodni kezdenek, a gép viselkedésén keresztül jelezi ezt – ha figyelünk rá. Ezek a teljesítménnyel kapcsolatos tünetek gyakran megjelennek a vizuális jelek észrevehetővé válása előtt.
Méreteltérési mutatók:
- Az alkatrészek egy tengelyirányban folyamatosan túlméretesek vagy alulméretesek
- Kör alakú elemek ellenőrzés közben ovális formát vesznek fel
- Helyzet-hibák, amelyek az érkezés irányától függően változnak (klasszikus holtjáték-tünet)
- A méretek eltolódnak egy gyártási sorozat során, ahogy a gép felmelegszik
- Az első darab pontossága csökken a műszak végére
Felületminőség romlása:
- Hullámos mintázatok megjelenése korábban sima felületeken
- Rezgésnyomok a bizonyítottan megfelelő forgási sebességek és előtolások ellenére
- Egyforma műveletek közötti felületminőség ingadozása
- Látható szerszámanyomok olyan befejező munkaműveletek után, amelyeknél ezek nem jelenhetnének meg
Hallható figyelmeztető jelek:
A tapasztalt gépkezelők megszokják gépeik hangját. Ha a hangváltozás észlelhető, akkor valamilyen mechanikai változás történt:
- Köszörülési vagy kaparódzási hang: Fém-fém érintkezés ott, ahol sima mozgásnak kellene lennie – gyakran szennyezett vagy száraz lineáris vezetékek jele
- Kattanás vagy pukkanás: Különösen irányváltáskor jelentkezik, és gyakran a golyósorsó anyájának kopására vagy laza mechanikai kapcsolódásra utal
- Magas frekvenciájú sípolás: A csapágyzaj, amely a szárnyasorsó fordulatszámának növekedésével erősödik, a csapágy kopását vagy helytelen előterhelést jelezheti
- Zürgő vagy morogó zaj: Az alacsony frekvenciás rezgésből származó hangok a motorokból vagy fogaskerekekbe épített hajtóművekből a csapágyak romlását jelzik
- Időszakos sípoló zaj: Gyakran a szíjhajtásos szárnyasorsók szíjfeszességi problémáihoz vagy a tárcsacsapágyak kopásához kapcsolódik
Megelőző és reaktív cserestratégia
Ezeknek a tüneteknek a megértése elvezet egy döntési pontig: a CNC-gépek alkatrészeit időszakosan cseréljük-e, vagy várunk, amíg a tünetek kényszerítően nem igénylik a beavatkozást?
Reaktív csere várja a nyilvánvaló meghibásodási jeleket, mielőtt alkatrészeket rendelne. Ez az eljárás minimalizálja az alkatrész-készlet költségeit, de kockázatot jelent a tervezetlen leállásra. Elég jól működik nem kritikus alkatrészeknél vagy olyan gépeknél, amelyekhez tartalék kapacitás áll rendelkezésre.
Megelőző csere a karbantartási ütemterv alapján történik az alkatrészek cseréje az üzemórák, ciklusok vagy naptári idő alapján – függetlenül az alkatrész látszólagos állapotától. Ez a stratégia különösen alkalmas olyan gyártási környezetekre, ahol a leállások költsége sokkal magasabb, mint az alkatrészeké. Például egy kritikus forgószárú csapágyat akár akkor is ki lehet cserélni, ha még megfelelően működik, de elérte a 8000 üzemórát.
Gyakran a hibrid megközelítés bizonyul a leggyakorlatiasabbnak: figyeljük a kulcsfontosságú mutatókat, állítsunk be alapértékeket az alkatrészek új állapotában, és cseréljük ki őket, amikor a minőségromlás eléri az előre meghatározott küszöbértékeket – de még mielőtt a meghibásodás elkerülhetetlenné válna.
A megfelelő kenés jelentősen meghosszabbítja az alkatrészek cseréje közötti időtartamot. Minőségi kenőanyagok, például a Mobil SHC 220 zsír használata lineáris vezetékekhez és golyós menetes orsókhoz fenntartja a védőfilmet, amely megakadályozza a fémtől-fémig tartó érintkezést. Számos gyártóüzem a SHC 220-et vagy ehhez hasonló szintetikus zsírokat alkalmazza szabványos kenőanyagként, mivel hőállóságuk és hosszú élettartamuk indokolja a drágább árat a hagyományos kenőanyagokhoz képest.
A cserealkatrészek rendelésének legjobb ideje, amikor először észleli a tüneteket – nem akkor, amikor már nem tudja figyelmen kívül hagyni őket.
Egy kis készlet kritikus CNC-cserealkatrészekből – például orsócsapágyakból, golyósorsó-anyákból és meghajtószíjakból – biztosítja, hogy amikor megjelennek a tünetek, Ön kényelmesen ütemezheti a cserét, nem pedig vészhelyzetben kell panaszkodnia.
Miután azonosította, mely alkatrészeket kell cserélni, a következő kihívás a kompatibilis alkatrészek megtalálása – különösen akkor, ha gépe szabványos és saját fejlesztésű alkatrészek keverékét használja.
CNC-alkatrészek kompatibilitásának megértése különböző gépek között
Tehát azonosította a kopott golyósorsót vagy a meghibásodó meghajtómotort – most jön a nehéz rész. Egyszerűen megrendelhető-e egy cserealkatrész bármely szállítótól, vagy kizárólag az eredeti gyártótól kell megvennie? A válasz attól függ, hogy a CNC gépek alkatrészei követik-e az ipari szabványokat, vagy saját fejlesztésű, proprietáris terveket használnak. Ennek a különbségnek a megértése jelentős pénzmegtakarítást és rövidebb beszerzési időt eredményezhet cserealkatrészek beszerzésekor.
Szabványosított alkatrészek, amelyek több márkánál is működnek
A jó hír először: sok kritikus CNC-alkatrész nemzetközi szabványokat követ, amelyek biztosítják a különböző márkák közötti kompatibilitást. Ezek a szabványosított CNC-gépalkatrészek rugalmasságot nyújtanak a beszerzésben, és gyakran lehetővé teszik magasabb minőségű utángyártott alkatrészek elérését.
Gyakori szabványosított alkatrészek:
- Lineáris vezetékek és sínek: A legtöbb gyártó az ISO méretszabványokat követi a sín szélességére, a csúszkák rögzítési mintájára és a magassági méretekre vonatkozóan. Egy adott gyártó 20 mm szélességű lineáris vezetősíne általában cserélhető egy másik gyártó azonos típusú modelljével.
- Golyós menetes orsók: Az átmérő, a menetemelkedés és a rögzítési méretek gyakran a DIN vagy a JIS szabványokat követik. A megfeszítési előterhelési értékek és a golyóvisszavezető rendszerek azonban gyártónként eltérhetnek.
- Léptető- és szervomotorok: A NEMA keretméretek (NEMA 17, NEMA 23, NEMA 34) szabványosítják a rögzítőlyukak elrendezését és a tengely méreteit. A metrikus megfelelők az IEC szabványokat követik.
- Szerszámgépek orsó-szerszámcsatlakozásai: A BT, CAT, HSK és egyéb kúpos csatlakozórendszerek szigorú nemzetközi szabványokat követnek, így a szerszámtartók ugyanazon kúpos típus esetén különböző gépgyártók gépein is használhatók.
- Elektromos csatlakozók: Sok meghajtó és vezérlő egység szabványos csatlakozótípusokat és kommunikációs protokollokat használ, például RS-485, EtherCAT vagy Modbus.
Amikor szabványos CNC alkatrészeket vásárol, figyeljen a kritikus műszaki adatokra: teherbírás, pontossági osztályok és előterhelési osztályok. Egy C3 pontossági osztályú golyósorsó a Brand A-tól ugyanolyan teljesítményt nyújt, mint egy C3 osztályú golyósorsó a Brand B-től – éppen ezen csereszabadság biztosítása érdekében létezik ez a besorolási rendszer.
A sajátos (nem szabványos) alkatrészek kihívásainak kezelése
Itt válik bonyolulttá az alkatrészbeszerzés. Számos gépgyártó szándékosan sajátos (nem szabványos) alkatrészeket használ, hogy fenntartsa ellenőrzését a szervizbevételére – vagy egyszerűen azért, mert tervei nem szabványos műszaki adatokat igényelnek.
Gyakori sajátos (nem szabványos) alkatrészek:
- CNC vezérlők és HMI-kijelzőpanelek: A szoftver és hardver integráció általában a gyári gyártó ökoszisztémájába köti be a felhasználót
- Szárkapcsoló patronok: Egyedi csapágyelrendezések, hűtőcsatornák és érzékelőintegrációk gyakran gyártóspecifikus cseredarabokat igényelnek
- Egyedi szervomotorok: Az adott teljesítménytartományra tervezett gépek nem szabványos tekercselésű, kódolóval ellátott vagy speciális rögzítési konfigurációjú motorokat használhatnak
- Speciális meghajtóerősítők: Különösen régebbi gépeknél, ahol a vezérlőarchitektúra korábban jelent meg, mint a jelenlegi kommunikációs szabványok
Bármely cseremotor rendelése előtt dokumentálja ezeket a kritikus műszaki adatokat:
- Elektromos követelmények: Feszültség, áramerősség-jellemzők, fáziskonfiguráció és csatlakozók bekötési sémája
- Fizikai méretek: Rögzítőlyuk-minták, tengelyméretek és méretkorlátozások
- Felületi protokollok: Kommunikációs szabványok, kódolótípusok és visszacsatolási jelek formátuma
- Műszaki adatok: Fordulatszám-jellemzők, nyomatékgörbék, pontossági osztályok és hőmérsékleti korlátok
A cseremotorok összehasonlításakor figyeljen különösen ezekre a tényezőkre:
| Megfontolás | OEM alkatrészek | Utánzavaros részek |
|---|---|---|
| Minőségbiztosítás | Garantált kompatibilitás; tesztelve az Ön konkrét gépmodelljéhez | Széles körben változó; a prémium minőségű utángyártott alkatrészek gyakran egyeznek vagy meghaladják az eredeti gyártó minőségét |
| Garancia lefedettség | Általában 12–24 hónap; telepítési támogatást is tartalmazhat | Gyakran 6–12 hónap; kizárólag a komponens meghibásodására korlátozódik |
| Költség | Prémium árképzés (gyakran 30–100%-kal magasabb, mint az utángyártott alkatrészeké) | Jelentős megtakarítás érhető el szabványosított alkatrészek esetén |
| Gyártási idő | Kevesebb előfordulású modellek esetén hetekig vagy hónapokig is eltarthat | Gyakran gyorsabb rendelkezésre állás több disztribúciós csatornából |
| Technikai támogatás | Teljes alkalmazástechnikai támogatás a gyártótól | Kizárólag a műszaki specifikációkra korlátozódik; az integráció az Ön felelőssége |
| Gép garanciájára gyakorolt hatás | Megőrzi az eredeti garancia státuszt | Újabb gépeknél érvénytelenítheti a garanciát; ellenőrizze a felszerelés előtt |
Gyakorlatias megközelítés? Az eredeti gyártó (OEM) alkatrészeket használja a tulajdonosi jogokhoz kötött, biztonsági szempontból kritikus vagy garanciával védett alkatrészek esetében. Minőségi utángyártott forrásokból válasszon szabványos CNC-alkatrészeket – például lineáris vezetékeket, golyós menetes orsókat és szabványos vázú motorokat – ott, ahol a műszaki specifikációk egyértelműen megfelelnek, és a megtakarítás indokolja az esetleges további integrációs erőfeszítést.
Miután megértette a kompatibilitási szempontokat, készen áll arra, hogy felfedezze a CNC-alkatrészek egyéb oldalát – azokat a személyre szabott, nagy pontosságú alkatrészeket, amelyeket ezek a gépek készítenek igényes alkalmazásokhoz számos iparágban.

Személyre szabott CNC-megmunkált alkatrészek pontossági alkalmazásokhoz
Most, hogy áttekintettük a CNC-gépek működését biztosító belső alkatrészeket, teljesen megváltoztatjuk a nézőpontot. De mi a helyzet azokkal a termékekkel, amelyeket ezek a gépek valójában gyártanak? Az egyedi CNC-alkatrészek a CNC-technológia kimeneti oldalát képviselik – olyan pontossággal gyártott alkatrészek, amelyeket pontosan meghatározott specifikációk szerint készítenek olyan alkalmazásokhoz, ahol a „majdnem elég jó” egyszerűen nem elég jó.
Akár egy új termék prototípusát fejleszti, akár teljes gyártási méretekre bővít, az a tudás, hogyan alakítja a CNC-megmunkálás a nyersanyagokat kész alkatrészekké, segít hatékonyan kommunikálni a beszállítókkal és megbízható beszerzési döntéseket hozni.
Az egyedi CNC-alkatrészekre támaszkodó iparágak
A CNC-megmunkálás szinte minden iparágban a pontossági gyártás gerincét képezi. A gyártási szakértők szerint a CNC-megmunkálást széles körben alkalmazzák az űrkutatási, autóipari, orvosi, robotikai és ipari felszerelések gyártásában, mivel komplex geometriájú alkatrészeket képes előállítani szigorú tűréshatárokkal. De milyen konkrét alkatrészeket igényelnek az egyes szektorok?
Légiközlekedés és Védelem:
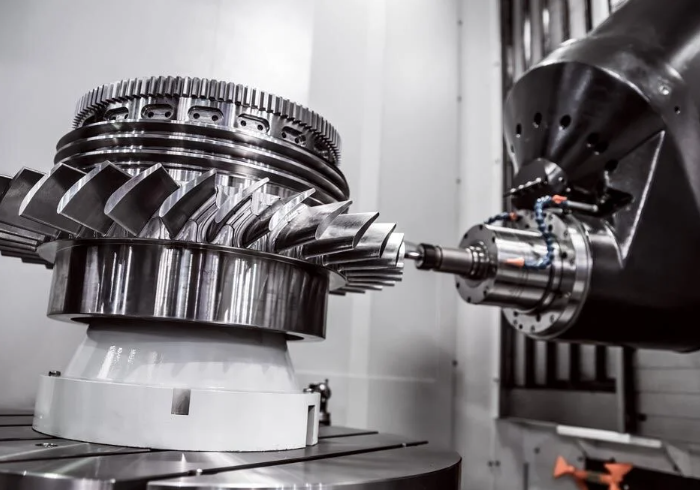
- Turbinalapátok és motoralkatrészek, amelyek exotikus ötvözetek megmunkálását igénylik
- Szerkezeti tartók és rögzítőelemek, amelyeknél szigorú a tömeg-erősség arány követelménye
- Hidraulikus elosztók, amelyek bonyolult belső átjárókkal rendelkeznek
- Pontos házak repülőgép-elektronikai és irányítórendszerekhez
Autóipar:
- Motorblokkok, hengerfejek és sebességváltó-házak
- Felfüggesztési alkatrészek, amelyeknél a méretbeli pontosság konzisztenciája elengedhetetlen
- Fékrendszer-alkatrészek, ahol a biztonsági tűréshatárok vitathatatlanok
- Egyedi teljesítményfokozó alkatrészek versenyautókhoz és utángyártott alkalmazásokhoz
Orvosi eszközök:
- Sebészeti eszközök, amelyek biokompatibilis anyagokból készülnek és tükrös felülettel rendelkeznek
- Ortopéd implantátumok, amelyeket titánból és orvosi minőségű ötvözetekből forgácsolnak
- Diagnosztikai berendezések házai pontos érzékelőrögzítési funkciókkal
- Protezisek alkatrészei, amelyeket a beteg egyedi anatómiai méreteihez szabtak
Robotika és Automatizmus:
- Mozgatóelem-házak és ízületi alkatrészek
- Egyedi rögzítőlemezek és szerkezeti vázak
- Pontos fogaskerék-hajtómű-alkatrészek és tengelykapcsolók
- Véghatású szerszámok és fogómechanizmusok
A hobbi- és alkotókörök számára a CNC-alkatrészek lehetővé tették a testre szabott gyártást, amely korábban kizárólag az ipari gyártók számára volt elérhető. A testre szabott drónvázaktól kezdve a mechanikus billentyűzet-lemezekig a CNC-megmunkált alkatrészek segítségével az egyének professzionális szintű pontossággal valósíthatják meg terveiket.
Prototípustól a termelésre kész alkatrészekig
Mi teszi a CNC-megmunkálást ideálissá a pontosságot igénylő alkatrészek esetében? A fogalmazástól a kész alkatrészig vezető út feltárja, miért dominál ez a technológia ott, ahol a pontosság döntő fontosságú.
Az egyedi CNC alkatrészek gyártási folyamata:
1. Tervezés és mérnöki munka
Minden egyedi CNC alkatrész CAD-modellből indul — egy digitális ábrázolásból, amely meghatározza az összes méretet, tűrést és felületi minőségi követelményt. A mérnökök megadnak kritikus jellemzőket, anyagmeghatározásokat és geometriai tűréseket, amelyeket a kész alkatrésznek teljesítenie kell.
2. CAM-programozás
A CAM-szoftver a tervezést gépi útvonalakká alakítja át — azaz a vágószerszám pontos mozgásainak sorozatává. A programozók vágási stratégiákat, előtolásokat, forgási sebességeket és szerszám-sorrendeket választanak, amelyeket az Ön specifikus anyagára és geometriájára optimalizáltak.
3. Anyag kiválasztása
Az optimális anyag kiválasztása a teljesítménykövetelmények, a megmunkálhatóság és a költség közötti egyensúlyt jelenti. Gyakori lehetőségek:
- Alumínium ötvözetek (6061, 7075): Kiváló megmunkálhatóság, jó szilárdság–tömeg arány, korrózióállóság
- Rozsdamentes acélok (303, 304, 316): Korrózióállóság kemény környezetekhez, változó megmunkálhatóság
- Szénacélok (1018, 4140): Költséghatékony szilárdság, hőkezelhető keménység elérésére
- Titanium ötvözetek: Kiváló szilárdság–tömeg arány, biokompatibilitás, nehéz megmunkálhatóság
- Mérnöki műanyagok (Delrin, PEEK, Nylon): Könnyűsúlyú, vegyszerálló, elektromosan szigetelő
4. Megmunkálási műveletek
A tényleges vágási folyamat rendkívül pontosan távolítja el az anyagot. A CNC-megmunkálás automatizálja a vágási, fúrási, marási és esztergálási folyamatokat, így biztosítva a pontosságot és az egységes minőséget minden gyártott alkatrész esetében. A többtengelyes gépek gyakorlatilag bármely szögből megközelíthetik a megmunkálandó alkatrészeket, így olyan geometriai elemeket hozhatnak létre, amelyek kézi módszerekkel lehetetlenek lennének.
5. Minőségellenőrzés
A befejezett CNC-vágott alkatrészeket koordináta-mérőgépek (CMM), optikai összehasonlítók vagy precíziós mérőeszközök segítségével ellenőrzik. A kritikus méretek dokumentálásra kerülnek, és a szállítás előtt összevetésre kerülnek a megadott specifikációkkal.
A CNC-megmunkálás valódi értéke akkor válik nyilvánvalóvá, amikor azonos alkatrészekre van szükség – legyen szó két prototípusról vagy kétezer gyártott darabról, mindegyik egyezik a digitális modelllel a megadott tűréshatárokon belül.
Ez az ismételhetőség magyarázza, miért támaszkodnak olyan erősen a CNC-technológiára azok az iparágak, amelyeknek nulla toleranciájuk van a változásra – például az orvosi eszközök, a légi- és űrkutatási ipar, valamint az autóipar. Egy sebészeti eszköznek azonosan kell működnie, legyen az az első vagy a tízezredik megmunkált darab.
Különösen igényes alkalmazásokhoz, például az autóipari alkatrészekhez, ahol a biztonság és a megbízhatóság elsődleges szempont, a megfelelő gyártási partnerek kiválasztása ugyanolyan fontos, mint maga a tervezés. A tanúsított szállítók, akik rendelkeznek erős minőségbiztosítási rendszerrel, biztosítják, hogy egyedi CNC-alapú alkatrészei minden esetben megfeleljenek a megadott specifikációknak – ez egy olyan téma, amely érdemes mélyebben is megvizsgálni, amikor a technológia megértéséről áttérünk a projektekhez szükséges alkatrészek tényleges beszerzésére.
Megbízható CNC-alapú alkatrészszállítók kiválasztása
Megtervezte alkatrészét, kiválasztotta az anyagot, és meghatározta a tűréseket. Most egy olyan döntés következik, amely sikert vagy kudarcot hozhat a projektjének: melyik CNC megmunkálási alkatrész szállítóra bízza a gyártást? A szállítók közötti különbség nem mindig látszik egy árajánlatból. Minőségi tanúsítások, folyamatszabályozások és szállítási képességek választják el azokat a gyártókat, akik konzisztensen teljesítenek, attól, akiknél Önnek kétségbeesetten kell üldöznie a határidőket, miközben visszautasított alkatrészekkel küzd.
Akár prototípus mennyiségeket rendel, akár hosszú távú gyártási kapcsolatot épít ki, annak megértése, mi különbözteti meg a kiváló CNC megmunkálási alkatrész szállítókat a megfelelőktől, segít elkerülni a költséges hibákat és megbízható beszerzési láncot építeni.
A gyártási kiválóságra utaló tanúsítványok
Gondoljon a tanúsításokra úgy, mint egy szállító életrajzára – ezek igazolt szakértelemet mutatnak be meghatározott gyártási területeken. Bár számos tanúsítás létezik, egyesek különösen nagy súllyal bírnak a precíziós CNC alkalmazások esetében.
IATF 16949: Az autóipar aranystandardja
Ha autóipari alkalmazásokhoz alkatrészeket szerel, az IATF 16949 tanúsítvány nem választható – elengedhetetlen. Ez a szabvány messze túlmutat az alapvető minőségmenedzsmenten. A szerint ipari tanúsítási követelmények az IATF 16949 részletesen meghatározza az öt alapvető eszközt, amelyeket a beszállítóknak be kell vezetniük, hogy sorozatgyártású alkatrészeket állítsanak elő minimális hibaszámmal:
- APQP (Haladó Termékminőség-tervezés): Egy strukturált megközelítés a stabil gyártási folyamatok kialakítására, amely kiküszöböli a kockázatokat a gyártás megkezdése előtt
- FMEA (Hibamód- és hatáselemzés): A lehetséges tervezési és folyamatbeli hibák rendszerszerű azonosítása és enyhítése
- SPC (Statisztikai folyamatszabályozás): A kritikus folyamatparaméterek valós idejű figyelése annak érdekében, hogy a hibák keletkezése előtt észleljük a változásokat
- MSA (Mérőrendszer-elemzés): Az ellenőrző eszközök és módszerek megbízható, ismételhető méréseket nyújtó képességének igazolása
- PPAP (Production Part Approval Process): Dokumentáció, amely igazolja, hogy a beszállító képes folyamatosan olyan alkatrészeket gyártani, amelyek megfelelnek az ügyfél specifikációinak
Ezek az integrált eszközök minőségi ökoszisztémát hoznak létre, amely a hibák észlelésén túl megelőzi azokat. Amikor egy CNC alkatrészbeszállító IATF 16949-es tanúsítvánnyal rendelkezik, akkor olyan szervezettel dolgozik együtt, amely igazolta az autóipari minőségi rendszerek iránti jártasságát.
ISO 9001: Az univerzális minőségalap
Nem autóipari alkalmazások esetén az ISO 9001:2015-ös tanúsítvány azt igazolja, hogy a beszállító dokumentált minőségirányítási folyamatokat alkalmaz. Bár kevésbé szigorú, mint az IATF 16949, ez a tanúsítvány is jelzi a következetes minőség, a nyomon követhetőség és a folyamatos fejlesztés iránti elköteleződést.
Környezeti és energiatanúsítványok
Egyre gyakrabban értékelik a beszerzési csapatok a beszállítók fenntarthatóságra vonatkozó képesítéseit. Az ISO 14001:2015-ös környezeti tanúsítvány azt mutatja, hogy a beszállító környezetirányítási rendszert alkalmaz, amely foglalkozik a kibocsátással, az anyagok kezelésével és a hulladékcsökkentéssel – olyan tényezőkkel, amelyek fontosak a vállalati fenntarthatósági jelentések és a felelős beszerzési kezdemények szempontjából.
Beszállítói képességek értékelése saját igényeihez
A tanúsítások kinyitják az ajtót, de a szállítók képességeinek egyeztetése saját, konkrét igényeivel dönti el a projekt sikerét. Az alábbiakban azt soroljuk fel, amit a tapasztalt beszerzési szakemberek értékelnek CNC gépi alkatrészeket szállító partnerek kiválasztásakor.
Statisztikai Folyamatvezérlés Bevezetése
Kérdezze meg a lehetséges szállítókat, hogy hogyan ellenőrzik a kritikus méreteket a gyártási folyamat során. A minőségre fókuszáló gyártók statisztikai folyamatszabályozást (SPC) alkalmaznak a folyamatképesség valós idejű nyomon követésére. A szállítók értékelésének legjobb gyakorlatai szerint egy megbízható minőségirányítási rendszernek tartalmaznia kell SPC-diagramokat a kritikus paraméterekhez, és meg kell határoznia a folyamatszabályozási határokat valamint a reakciós tervet a szóródások esetére.
Egy olyan szállító, aki SPC-t alkalmaz, időben észleli a folyamat eltolódását, még mielőtt hibás, tűréshatáron kívüli alkatrészek keletkeznének. Ha nem alkalmaznak SPC-t, akkor a végellenőrzésre támaszkodik a hibák észleléséhez – már a selejt előállítása után.
Szállítási idő és reagálóképesség
A gyártási kapacitás semmit sem ér, ha az alkatrészek túl későn érkeznek. Értékelje a beszállítókat mind a szokásos szállítási határidők, mind a szükség esetén történő gyorsított szállítás képessége alapján. Egyes tanúsított gyártók kifejezetten gyors reakcióra szolgáló megrendelések számára tartanak fenn kapacitást – egy munkanapra rövidített szállítási idő nem marketingfantázia, ha a beszállítók működésüket rugalmasságra optimalizálták.
Például: Shaoyi Metal Technology bemutatja, hogyan kombinálhatják az IATF 16949 tanúsítással rendelkező beszállítók a minőségirányítási rendszereket a gyors szállítási képességgel, és hogyan kínálhatnak autóipari pontossági alkatrészeket olyan szállítási határidőkkel, amelyek támogatják a pontosan időben történő gyártás (just-in-time) követelményeit.
Felszerelés és kapacitás értékelése
Egy beszállító berendezéslistájának ismerete feltárja valódi képességeit. CNC-szolgáltatók értékelésekor vizsgálja meg a gépek életkorát, karbantartási ütemtervüket és technológiai naprakészségüket. Egy CNC-alkatrész osztály, amely elavult berendezéseken működik, nehézségekbe ütközhet a szigorú tűréshatárok vagy az összetett geometriák kezelésében, amelyeket a modern gépek rutinszerűen kezelnek.
Használja ezt a keretrendszert potenciális CNC-alkatrész szállítási partnerek összehasonlításakor:
| Értékelési szempontok | Mit kell keresni | Vörös zászlók |
|---|---|---|
| Minőségi tanúsítványok | IATF 16949 az autóipari szektorra; általános megmunkálás esetén legalább ISO 9001; jelenlegi tanúsítási dátumok | Lejárt tanúsítások; nem képes auditdokumentációk szolgáltatására |
| Folyamatirányítás | Dokumentált statisztikai folyamatszabályozás (SPC) bevezetése; kritikus méretekre vonatkozó folyamat-ellenőrzési tervek; reakciós eljárások | Kizárólag a végellenőrzésre való hagyatkozás; nincs statisztikai nyomon követés |
| Ellenőrzési lehetőségek | Koordináta-mérő gép (CMM); kalibrált mérőeszközök; dokumentált ellenőrzési eljárások | Kizárólag vizuális ellenőrzés; elavult vagy le nem kalibrált berendezések |
| Átfutási Idő Teljesítmény | Dokumentált időben történő szállítási arány 95%-nál magasabb; gyorsított szállítási lehetőségek; egyértelmű kommunikáció | Pontatlan szállítási kötelezettségvállalások; korábbi határidők rendszeres elmulasztása |
| Anyag nyomon követhetőség | Dokumentált anyagtanúsítványok; tételkövetés; érkező anyagok ellenőrzése | Nem tud anyagtanúsítványokat szolgáltatni; nincs nyomon követhetőségi rendszer |
| Technikai szakértelmek | Műszaki támogatás a DFM-hoz kapcsolódó visszajelzésekhez; tapasztalt programozók; anyagismeret | Csak árajánlat-kérési interakció; műszaki tanácsadás nem elérhető |
| Kommunikáció | Reagáló projektmenedzsment; proaktív problémajelzés; átlátható dokumentáció | Nehéz elérni; meglepetések a szállítás napján |
Mintaalkatrész értékelése
A gyártási tételek megrendelése előtt kérjen mintadarabokat teljes mérési jelentésekkel. A mintadarabok és a hozzájuk tartozó mérési dokumentációk átvizsgálása igazolja a pontossági képességekkel kapcsolatos állításokat, és bemutatja a beszállító ellenőrzési szigorúságát. Figyeljen nem csupán arra, hogy a méretek beleférnek-e a tűréshatárokba, hanem arra is, mennyire középen helyezkednek el – egy beszállító, aki folyamatosan a névleges értéket éri el, jobb folyamatirányítást jelez, mint az, aki a tűréshatárok között ingadozik.
A legolcsóbb árajánlat ritkán eredményezi a legalacsonyabb összköltséget – vegye figyelembe a selejtarányt, a szállítási megbízhatóságot, valamint a gyengén teljesítő beszállítók kezelésének rejtett költségét.
A megfelelő minőségű CNC-megmunkálási alkatrészeket szállító partnerekkel való kapcsolatépítés kezdetben erőfeszítést igényel, de hosszú távon jutalmat hoz a következetes minőség, a megbízható szállítás és a csökkent beszerzési adminisztrációs ráfordítás formájában. Miután létrehozták ezeket a partnerségeket, a saját alkatrészeiket gyártó CNC-berendezések karbantartása – vagy annak megértése, hogyan karbantartják szállítóik a saját berendezéseiket – válik a precíziós gyártás utolsó hiányzó elemévé.
CNC-alkatrészek hosszú távú teljesítményének fenntartása
Beruházott minőségi alkatrészekbe, megbízható szállítókba és megértette, hogyan működik a CNC-gépe. De itt van a valóság: még a legjobb CNC-felszerelések és precíziós alkatrészek is elhasználódnak megfelelő gondozás nélkül. Az a különbség, hogy mely gépek képesek évtizedeken át következetes pontosságot nyújtani, és melyek igényelnek gyakori javításokat, egyetlen tényezőn múlik – a karbantartási fegyelem.
Gondoljon a karbantartásra úgy, mint a beruházása védelmére. A Deloitte kutatása szerint a megelőző karbantartási programokat bevezető gyártók általában 25–30 %-os csökkenést észlelnek a karbantartási költségekben, 70–75 %-os csökkenést a meghibásodások számában, valamint 35–45 %-os javulást az üzemidőben. Ezek nem csekély előnyök – hanem átalakító eredmények, amelyek közvetlenül befolyásolják a vállalat nyereségét.
Megelőző karbantartási ütemterv kialakítása
Az hatékony karbantartás nem véletlenszerű ellenőrzésekről szól – hanem olyan strukturált rutinokról, amelyek problémákat észlelnek, mielőtt azok súlyosbodnának. A CNC gépek kiegészítői és alapvető alkatrészei mindegyike más-más időközönként igényel figyelmet.
Napi feladatok (10–15 perc gépenként):
- Látható ellenőrzés a gépfelületeken keletkezett forgácsokra, szennyeződésekra és hűtőfolyadék-maradványokra
- Hűtőfolyadék szintjének és koncentrációjának ellenőrzése – a megfelelő arányok megakadályozzák a baktériumok szaporodását és biztosítják a hatékony hűtést
- Kenőrendszer működésének és az olajszinteknek az ellenőrzése a tartályokban
- Vészhelyzeti leállítások és biztonsági kapcsolók tesztelése
- Útburkolat-fedelek és harmonikafóliák sérülésének ellenőrzése, amelyek szennyeződések bejutását engedhetik meg
Hetente elvégzendő feladatok:
- Lineáris vezetékek tisztítása és vizuális ellenőrzése kopási nyomok vagy száraz foltok után
- Ellenőrizze a szíj feszességét és igazítását a tengelyhajtásoknál
- Vizsgálja meg az elektromos csatlakozásokat lazaság vagy korrózió szempontjából
- Hűtőfolyadék-zárók tisztítása a megfelelő áramlás biztosítása érdekében
- Ellenőrizze a hidraulikus és neumatikus nyomásértékeket
Havi feladatok:
- Tesztelje a hűtőfolyadék-koncentrációt refraktométerrel – az optimális teljesítmény érdekében 5–10% közötti értéket kell fenntartani
- Cserélje ki a levegőszűrőket a neumatikus rendszerekben és a burkolatokban
- Ellenőrizze a holtjátékot minden tengelyen diagnosztikai szoftver segítségével
- Mérje meg a szerszámtartó futáseltérést mutatóórával
- Ellenőrizze és pótolja a kenést az összes zsírpontnál
A megfelelő kenés különös figyelmet érdemel. A Mobil Mobilith SHC 220 típusú minőségi szintetikus zsírok kiváló védelmet nyújtanak a lineáris vezetékeknek és golyós meneteknek a hagyományos kenőanyagokhoz képest. A Mobilith SHC 220 hőállósága és meghosszabbított szervizélete indokolja a magasabb árat – az alkatrészek akkor is védettek maradnak, ha nagy hőterhelés mellett zajlanak a munkaműveletek. Számos CNC-szaküzlet standardként használja az SHC 220 zsírt, mivel az a kevésbé minőségi kenőanyagokat lebontó körülmények között is megőrzi védőfilmet.
Kalibrálási gyakorlatok, amelyek megőrzik a pontosságot
A kalibrálás nem egyszeri esemény – folyamatos elköteleződés a pontosság iránt. Ahogy a karbantartási szakértők megjegyzik , a kalibrálás biztosítja a pontosságot az üzemelés során, és a rendszeres ellenőrzések segítenek fenntartani a pontosságot, valamint elkerülni a költséges hibákat.
Az éves kalibrálásnak tartalmaznia kell:
- Geometriai pontosság ellenőrzése – minden tengely merőlegessége, párhuzamossága és egyenessége
- Pozícionálási pontosság ellenőrzése lézerinterferometriával vagy golyós rúd (ballbar) teszttel
- Forgóorsó csapágyainak vizsgálata kopás, játék vagy előterhelés-változás szempontjából
- Golyós menetes orsó holtjáték-mérése az alapértékekhez képest
- A gép paramétereinek és vezérlési beállításainak teljes mentése
Rögzítse minden kalibrációs eredményt. Az idővel gyűjtött adatok tendenciákat mutatnak – például egy fokozatosan növekvő holtjáték jelezheti a golyósorsó kopását, még mielőtt elutasított alkatrészeket eredményezne. Ha ezeket a mintákat korán észleli, akkor a cseréket tervezett leállásidőben ütemezheti, és elkerülheti a vészhelyzeti leállásokat.
Szeretne-e naponta 15 percet fordítani karbantartási feladatokra, vagy inkább egy többnapos leállást és vészhelyzeti javításokat kezelni?
A CNC-karbantartási teendők ellenőrzőlistája:
- Állítson be napi, heti és havi karbantartási rutinokat minden gép esetében
- Tartsa készleten a kritikus CNC-ellátási cikkeket, beleértve a kenőanyagokat, szűrőket és a gyakran kopó alkatrészeket
- Képezze ki az üzemeltetőket arra, hogy felismerjék a komponensek korai kopási jeleit
- Alkalmas dokumentációs rendszer bevezetése – papíralapú naplók vagy CMMS-szoftver – a teljes karbantartási tevékenység nyomon követésére
- Éves szakmai kalibrálás ütemezése megfelelő mérőeszközökkel
- Építsen kapcsolatot tanúsított szállítókkal, akik gyorsan reagálnak, ha cserére van szükség
A pontossági lánc, amely összeköti gépe állapotát a kész alkatrészek minőségével, annyira erős, amennyire erős a leggyengébb karbantartási gyakorlat. Ezeknek az eljárásoknak a bevezetésével nemcsak a meghibásodásokat akadályozzák meg – hanem biztosítják, hogy minden általuk gyártott alkatrész megfeleljen a megadott specifikációknak, minden határidőt betartsanak, és CNC-befektetésük évekig hozamot szerezzen.
Gyakran ismételt kérdések a CNC alkatrészekről
1. Mi az a CNC alkatrész?
A CNC-alkatrészek két jelentéssel bírnak: egyrészt a CNC-gépeket alkotó összetevők (forgószárnyak, golyós menetes orsók, lineáris vezetékek, motorok), másrészt a CNC-gépek által gyártott termékek (pontos rögzítőelemek, tengelyek, házak). A gépalkatrészek teszik lehetővé az automatizált vágási műveleteket, míg a megmunkált termékek olyan egyedi alkatrészek, amelyeket számítógéppel vezérelt berendezésekkel állítanak elő anyagokból, például alumíniumból, acélból, titánból és műanyagokból.
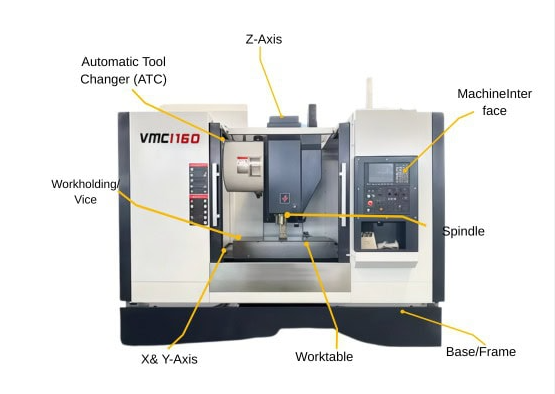
2. Mik a CNC-gép 7 fő alkotóeleme?
A hét kulcsfontosságú CNC gépalkotó elem a következő: a gépvezérlő egység (MCU), amely feldolgozza a programokat; bemeneti eszközök a kód betöltéséhez; meghajtó rendszerek szervó- vagy léptetőmotorokkal; gépi szerszámok, például orsók és vágóeszközök; visszacsatoló rendszerek kódolókkal és érzékelőkkel; az alváz és az asztal a munkadarab rögzítéséhez; valamint hűtőrendszerek a hőkezeléshez. Ezek az elemek együttműködve alakítják át a digitális utasításokat pontos fizikai mozgásokká.
3. Honnan tudom, hogy mikor kell cserélni a CNC alkatrészeket?
Figyelje a vizuális jeleket, például a golyósorsók elszíneződését, a lineáris vezetékek kopási nyomait és az orsókból szivárgó kenőanyagot. A teljesítményromlás tünetei közé tartozik a méreteltérés, a kör alakú elemek ellipszissé válása, a felületminőség romlása, valamint a működés közben hallható szokatlan hangok, például dörömbölés vagy kattanás. A megfelelő minőségű kenőanyagok – például a Mobil SHC 220 zsír – használatával végzett megelőző karbantartás jelentősen meghosszabbítja az alkatrészek élettartamát.
4. Milyen tanúsítványokkal kell rendelkeznie egy CNC alkatrész-szolgáltatónak?
Az autóipari alkalmazásokhoz az IATF 16949 tanúsítvány elengedhetetlen, mivel az APQP, FMEA, SPC, MSA és PPAP minőségbiztosítási eszközök alkalmazását írja elő. Az ISO 9001:2015 szabvány a gépi megmunkálást végző beszállítók általános alapkövetelménye. A tanúsított beszállítók, például a Shaoyi Metal Technology, ezeket a minőségi rendszereket gyors szállítási határidőkkel kombinálják, és autóipari pontossági alkatrészeket kínálnak akár egy munkanapos szállítási idővel.
5. Cserélhetők-e a CNC alkatrészek különböző gépmárkák között?
Sok alkatrész nemzetközi szabványokat követ, és ezért cserélhető. A lineáris vezetékek általában az ISO méreti szabványokat tartják be, a motorok a NEMA vagy az IEC keretméreteket követik, és a szerszámozási csatlakozók – például a BT, CAT és HSK kúpos csatlakozók – szintén szabványosítottak. A vezérlők, az egyedi orsópatronok és a speciális meghajtóerősítők azonban gyakran gyártóspecifikusak. Mindig ellenőrizze a cserére szánt alkatrészek műszaki adatait, beleértve a méreteket, a feszültségjellemzőket és a csatlakozási protokollokat.