 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC online árajánlat titkai: 9 ármeghatározó tényező, amelyeket a mérnökök gyakran figyelmen kívül hagynak

Mi az a CNC online árajánlat, és miért fontos?
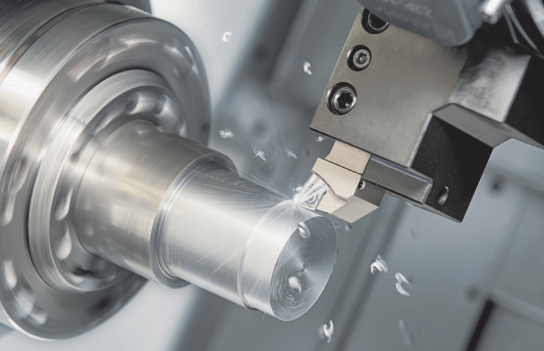
Képzelje el, hogy reggel 10 órakor feltölt egy CAD fájlt, és még mielőtt kihűlne a reggeli kávéja, pontos árakat kap a precíziós megmunkált alkatrészeihez ez a CNC online árajánlat valósága – egy digitális platform, amely elemzi a tervezési fájljait, értékeli az anyagigényeket, és másodpercek vagy perceken belül valós idejű árakat állít elő. A mérnökök és beszerzési csapatok számára, akik elegük van a hagyományos várakozási játékból, ez semmi más, mint egy beszerzési forradalom.
Az árajánlat-kérések (RFQ) e-mailjeitől az azonnali árképzésig
A hagyományos RFQ (árajánlat-kérés) folyamat régóta frusztrációt okoz. E-mailt küldött több gépgyárnak, utánkérdezett telefonon, és 1–5 napot, néha még hosszabb időt is várt a válaszokra. Minden árajánlat manuális számítást, visszajelzéseket igénylő tisztázásokat és végtelen koordinációt követelt. Eközben a projekt időterve egyre inkább csúszott.
A mai azonnali árajánlat-kérési platformok teljesen megfordítják ezt a folyamatot. Ahelyett, hogy napokat kellene várnia, online CNC-árajánlatot kap 5–60 másodperc alatt. Ennek a sebességnek a technológiai hátterét összetett algoritmusok, mesterséges intelligencia és gépi tanulás alkotják, amelyek automatikusan elemzik az alkatrész geometriáját, az anyagspecifikációkat, a tűréseket és a felületi minőséget. Nem kell többé telefonhívásokkal küzdenie elfoglalt gyártókkal, sem aggódnia, hogy az e-mailje valakinek a spam mappájába került-e.
A digitális áttörés a CNC-beszerzésben
Mi hajtja ezt az átalakulást? A vevők elvárásai alapvetően megváltoztak. A szakmai kutatások szerint gyorsabb szállítási idők, szélesebb testreszabási lehetőségek és pontos szállítási határidők már nem választhatók, hanem elengedhetetlenek. A hagyományos ajánlatkérési (RFQ) folyamatok olyan szűk keresztmetszetekké váltak, amelyeket a cégek egyszerűen nem tudnak megengedni.
A digitális beszerzési platformok lehetővé teszik a valós idejű egyeztetést a megmunkálási igényei és a megfelelően képzett szállítók között. A előnyök jelentősek:
- Csökkent koordinációs erőfeszítések és adminisztrációs terhek
- Növekedett átláthatóság a vásárlók és a gyártók számára
- Strukturált, adatvezérelt beszállítói felfedezés
- A múltbeli projekteken alapuló beépített minőségi értékelések
Akár „CNC közel hozzám” kifejezést keres, akár globális gyártási hálózatokat vizsgál, ezek a platformok megbízható, előzetesen ellenőrzött beszállítókkal kapcsolják össze Önt, akik szakosodtak az Ön konkrét igényeire – manuális munka nélkül.
Mi teszi egyedi módon az online árajánlat-kérést
Az online gépi megmunkálási árajánlatok alapvető értékajánlata gyönyörűen egyszerű: töltse fel a CAD-fájlt, adja meg igényeit, és néhány percen belül kap árakat. Ennek az egyszerűségnek azonban mélyebb rétegeiben hatékony technológia rejtőzik. Amikor feltölt egy fájlt, a rendszer automatizált geometriai elemzést, gyárthatósági ellenőrzéseket és költségszámításokat végez a tényleges megmunkálási paraméterek alapján.
A szolgáltatást nyújtó platformok általában támogatják a gyakori fájlformátumokat, például a STEP, IGES és STL formátumokat. A fejlett rendszerek azonnali DFM- (gyártásra optimalizálás) visszajelzést nyújtanak, és figyelmeztetnek a potenciális problémákra még az előrendelés megtétele előtt. Ez a proaktív megközelítés csökkentheti a tervezési iterációk számát, és megelőzheti a költséges hibákat a gyártási folyamat későbbi szakaszaiban – különösen értékes összetett alkatrészek esetében, amelyek gyártásához 5 tengelyes megmunkálás szükséges.
Az azonnali árajánlat-kérés demokratizálja a precíziós gyártáshoz való hozzáférést. Kis kezdővállalkozások és a Fortune 500-as vállalatok egyaránt hozzáférhetnek több mint 10 000 beszállítóból álló hálózathoz, átláthatóan hasonlíthatják össze az árakat, és megbízható döntéseket hozhatnak – mindezt speciális beszerzési csapatok vagy iparági kapcsolatok nélkül.
Ez a hozzáférhetőség fontos. Korábban a versenyképes árajánlatok beszerzése azt jelentette, hogy több gépgyárral is megbízható kapcsolatot kellett építeni. Ma egy olyan cég, amely rendelkezik egy megbízható tervezéssel és CAD-fájllal, ugyanolyan feltételek mellett férhet hozzá világklasszis megmunkálási lehetőségekhez, mint az iparág nagyjai. A versenyfeltételek nem csupán kiegyenlítődtek – teljesen átalakultak.
Az online CNC-árajánlat-kérés lépésről lépésre
Úgy döntött, hogy következő CNC-gyártási projektje esetén próbálkozik egy online árajánlat-kérő platformmal. Mi történik azután, hogy rákattint a fájl feltöltésére szolgáló gombra? A teljes folyamat – a fájl-előkészítéstől az árajánlat végleges kézbesítéséig – megértése segít tisztább fájlokat beküldeni, elkerülni az elutasításokat, és végül pontosabb árazást kapni megmunkált alkatrészeire. Végigvezetjük Önt minden egyes szakaszon, így pontosan tudja, mire számíthat.
CAD-fájlja előkészítése feltöltésre
Mielőtt bármi mást tennénk, a CNC-fájlának megfelelő formátumban és megfelelően konfigurálva kell lennie. Ez talán egyszerűnek hangzik, de a fájlok előkészítése az a szakasz, ahol sok mérnök tudatlanul hibákat visz be, amelyek túlzott árajánlatokhoz vagy akár teljes elutasításhoz vezetnek.
A legtöbb online árajánlat-kérési platform ezeket a szabványos fájlformátumokat fogadja el:
- STEP (.stp, .step) — Az iparág által preferált formátum, mivel univerzális kompatibilitása és pontos testgeometria-megőrzési képessége miatt
- IGES (.igs, .iges) — Egy régebbi, de széles körben támogatott formátum; az .igs fájl jól működik egyszerűbb geometriák esetén, de összetett alkatrészeknél néhány felületi adatot elveszíthet
- STL (.stl) — Főként 3D nyomtatásra használják, de egyes platformok árajánlat-kérésre is elfogadják; nem ideális precíziós CNC-feldolgozáshoz, mivel a hálózati közelítés miatt pontatlanná válik
- Parasolid (.x_t) — Számos CAD-rendszer natív formátuma, kiváló geometriamegtartással
Miért preferálják a platformok a STEP formátumot? A hálózatalapú formátumokkal ellentétben a STEP fájlok pontos matematikai definíciókat tartalmaznak a felületekről él, és jellemzők. Ez a pontosság lehetővé teszi, hogy a megállapítási algoritmusok pontosan kiszámítsák a megmunkálási pályákat, azonosítsák a tűréseket, és észleljék a gyárthatósággal kapcsolatos problémákat. Amikor szoros előírásokkal rendelkező CNC gépes projekteken dolgozik, ez a pontosság közvetlenül befolyásolja az árajánlat megbízhatóságát.
Feltöltés előtt futtassa le ezt a gyors ellenőrzőlistát:
- Ellenőrizze, hogy modellje vízhatlan (nincsenek rések vagy nyitott felületek)
- Győződjön meg róla, hogy az egységek helyesen vannak beállítva (milliméter vs. hüvelyk – ez komoly nehézségeket okozhat)
- Távolítsa el a belső alkatrészeket vagy az összeszerelési hivatkozásokat, amelyeket nem gyártanak
- Győződjön meg róla, hogy minden jellemző teljesen definiált – ne maradjanak vázlatok „aluldefiniált” állapotban
Az anyag- és tűrésbeállítások kezelése
Miután fájlja sikeresen feltöltődött, a platform útmutatást nyújt a specifikációs bemenetek megadásához. Itt az Ön mérnöki döntései közvetlenül alakítják a végső árat. Gondoljon rá úgy, mint egy rétegről rétegre épített árajánlatra.
Íme a tipikus lépésről lépésre haladó folyamat, amelyet követni fog:
- Töltsd fel a CAD fájlt — A rendszer kezdeti geometriai vizsgálatot végez, amely során ellenőrzi az alapvető gyárthatóságot, és kinyeri a méretadatokat
- Válassza ki az anyagot — Válasszon az alumínium 6061-es, 303-as rozsdamentes acél, titán vagy különféle műanyagok közül; minden anyagnak más-más megmunkálási jellemzői vannak, amelyek befolyásolják a ciklusidőt és a szerszámozási igényeket
- Adja meg a tűréseket — A szokásos tűrések (általában ±0,005 hüvelyk vagy ±0,127 mm) olcsóbbak, mint a pontos tűrések; a szigorú előírások lassabb előtolást, több ellenőrzést és speciális berendezéseket igényelnek
- Válassza ki a felületi minőség követelményeit — A nyers megmunkálás utáni felülettől a tükörsima felületig minden minőségszint további feldolgozási időt és költséget igényel
- Adja meg a mennyiséget — Az árképzés általában olyan görbét követ, amely szerint a nagyobb mennyiségek csökkentik az egységárakat a beállítási költségek elosztása miatt
- Adj hozzá másodlagos műveleteket — Menetkészítés, anódosítás, hőkezelés vagy egyéb utófeldolgozási követelmények
- Áttekintés és beküldés — Erősítse meg az összes műszaki adatot, mielőtt a rendszer létrehozza az árajánlatát
Az interfész általában logikus sorrendben jeleníti meg ezeket a lehetőségeket, de ne siessük el őket. Minden kiválasztás befolyásolja az árképzési algoritmust, és apró figyelmetlenségek – például szigorúbb tűrések megadása, mint amire alkalmazásuk valójában szükség van – feleslegesen megemelhetik a költségeket.
Az árajánlat-generáló motor megértése
Mi történik a háttérben, miután rákattintott a „Kérjen árajánlatot” gombra? Itt történik a varázslat – valójában az mérnöki munka. A szerint LS Manufacturing a szokásos alkatrészek esetében a fájl feltöltésétől az árajánlat kézbesítéséig eltelt idő akár 30 másodperc és 3 perc között is változhat.
Az automatizált rendszer több elemzést is egyszerre végez:
- Geometria-feldolgozás — A szoftver azonosítja az összes kritikus geometriai jellemzőt, méreteket és tűrésmegadásokat a CNC-fájljából
- Gyárthatósági értékelés — A rendszer figyelmeztet potenciális problémákra, például zéró sugarú belső sarkokra, rendkívül vékony falakra vagy mély, keskeny mélyedésekre, amelyek különleges szerszámokat igényelnek
- Anyagadatbázis kereszthivatkozása — A kiválasztott anyagot összevetik a jelenlegi készlettel és az árakkal
- Megmunkálási idő kiszámítása — Fejlett algoritmusok becslést adnak a ciklusidőre a geometriai elemek bonyolultsága, a szükséges szerszámcserek és a finomító megmunkálási folyamatok alapján
- Befogási és rögzítési értékelés — A rendszer meghatározza, hány befogásra (alkatrész újrapozicionálására) van szükség a geometriához
Olyan platformok, mint a CNC24 ezt az automatizált elemzést emberi szakértelemmel kombinálják, hangsúlyozva, hogy folyamatuk mind az automatizált megvalósíthatósági ellenőrzést, mind tapasztalt gyártástechnikusok általi felülvizsgálatot tartalmaz. Ez a hibrid megközelítés olyan peremhelyzeteket is felfed, amelyeket a tisztán automatizált rendszer esetleg kihagyhat.
A végleges árajánlat általában átlátható tételként jelenik meg: anyagköltségek, megmunkálási munkadíjak, beállítási díjak és bármely utófeldolgozási költség. Ez az átláthatóság lehetővé teszi, hogy pontosan lássák, hová megy a pénzük – és azonosítsák a költségoptimalizálás lehetőségeit. Például ha a beállítási költségek aránytalanul magasnak tűnnek, érdemes lehet több CNC-gyártási rendelést egyesíteni, így ezt a költséget több egységre osztva csökkenteni.
Ennek a folyamatnak a megértése átalakítja Önt egy passzív felhasználóból egy tájékozott résztvevővé. Ha ismeri a működési elvet, jobban felkészülhető fájlokat készíthet, okosabb specifikációs döntéseket hozhat, és végül versenyképesebb árakat szerezhet precíziós alkatrészeihez.

Fő tényezők, amelyek befolyásolják a CNC-árajánlatát
Már kapott valaha online CNC-árajánlatot, és azon gondolkodott, miért különböznek drámaian két látszólag hasonló alkatrész árai? Nem egyedül áll ebben a helyzetben. Az árazás átláthatósága továbbra is az egyik legnagyobb frusztrációt jelenti azok számára, akik online árajánlat-kérő platformokat használnak a jó hír? Ha egyszer megérti a CNC megmunkálási költségek kiszámításának mechanizmusát, olyan tervezési döntéseket hozhat, amelyek drasztikusan csökkentik a költségeket anélkül, hogy minőséget áldozna.
Nézzük meg részletesen az öt fő tényezőt, amelyek meghatározzák a CNC megmunkálási árát – és ami még fontosabb, mutassuk be, hogyan használhatja ezt a tudást előnyére.
Az alapanyag kiválasztása és a költségvetési következmények
Az anyagválasztás gyakran a legnagyobb változó a végösszegben. Az alumínium és a titán megmunkálása közötti különbség nem csupán az alapanyagok nyersárán alapul – ez alapvetően megváltoztatja a megmunkálási paramétereket, az eszközkopás mértékét és a ciklusidőt.
Vegyük szemügyre ezt a nézőpontot: a Unionfab költségelemzése szerint az anyagok egyértelmű árkategóriákba sorolhatók, amelyek jelentősen befolyásolják a végső eredményt:
| Anyagkategória | Gyakori példák | Relatív költség | Megmunkálási szempontok |
|---|---|---|---|
| Alacsony költség | Alumínium 6061, PMMA (akril) | $ | Gyors előtolások, minimális szerszámkopás, kiváló megmunkálhatóság |
| Módosan költséges | POM, PTFE, PA (nylon), FR4 | $$ | Jó megmunkálhatóság szokásos szerszámokkal |
| Magasabb költség | 303-as rozsdamentes acél, sárgaréz, réz, ABS, PC | $$$ | Lassabb forgási sebességek, növekedett szerszámkopás fémes anyagoknál |
| Biztosítási díj | Titán, magnézium, PEEK, kerámiák | $$$$–$$$$$ | Specializált szerszámok, lassú előtolások, kiterjedt hűtési igények |
Amikor a 303-as rozsdamentes acél és az alumínium között dönt egy tartóelem anyagával kapcsolatban, az árkülönbség messze túlmutat az alapanyag árán. A rozsdamentes acél CNC megmunkálása lassabb vágási sebességet igényel – gyakran 40–60%-kal lassabban, mint az alumínium –, ami közvetlenül hosszabb ciklusidőt és magasabb munkadíjakat eredményez. Emellett a keményebb anyagoknál a szerszámkopás jelentősen gyorsul, így további szerszámcsere-költségek is felmerülnek, amelyek beépülnek az árajánlatba.
Az alumínium-feldolgozás továbbra is az ideális választás számos alkalmazás esetén éppen az excellent szilárdság–tömeg arányának és kiváló megmunkálhatóságának köszönhetően. Kivéve, ha az alkalmazás kifejezetten ellenállást igényel korrózióval szemben, magas hőmérsékleten való üzemelésre vagy biokompatibilitásra, az 6061-T6 típusú alumíniumötvözetek gyakran a legjobb ár–teljesítmény arányt nyújtják a fémmegmunkálásban.
A tűrések hogyan növelik vagy csökkentik az árat
Itt szokták sok mérnök tudatlanul megemelni árajánlataikat: túlzottan szigorú tűrések megadásával. A tűrés és a költség közötti kapcsolat nem lineáris – hanem exponenciális. Az Okdor gyártási elemzéséből származó kutatás szerint a költségszorzók drámaian növekednek a specifikációk szigorításával:
- Szabványos ±0,005" (±0,127 mm): Alapár – nincs felár
- Pontos ±0,002" (±0,05 mm): 1,5–2-szeres költségnövekedés
- Szigorú ±0,001" (±0,025 mm): 3–4-szeres költségnövekedés
- Ultra-szigorú ±0,0001" (±0,0025 mm): 10–24-szeres költségnövekedés
Miért ilyen drámaian nagy az ugrás? A szigorúbb tűrések lassabb előtolási sebességet, enyhébb vágásokat és több finomító megmunkálási menetet igényelnek. Gyakoribb szerszámcserét követelnek meg a vágóél élességének fenntartása érdekében. És talán legjelentősebben klímavezérelt környezetet és koordináta-mérőgép (CMM) ellenőrzést igényelnek – ami jelentős ráterhelést jelent a CNC-gép árára.
Egy gyakorlati példa tökéletesen illusztrálja ezt: egy orvosi eszköz háza, amelynek ára 180 dollár volt szokásos tűrések mellett, 320 dollárra emelkedett, amikor az ügyfél szigorította a nem funkcionális külső tűréseket 0,005 hüvelyktől ±0,001 hüvelykig. Ez egy 80%-os áremelkedés olyan pontosságért, amely semmilyen funkcionális értéket nem adott hozzá.
Az okos megközelítés? Csak ott alkalmazzunk szigorú tűréseket, ahol a funkció ezt megköveteli – illeszkedő felületeknél, csapágyhelyeknél, tömítőfelületeknél. A nem kritikus méretek esetében használjunk szokásos tűréseket. Ez a szelektív megadás 40–60%-kal csökkentheti a megmunkálási költségeket anélkül, hogy kompromisszumot kötnénk a termék teljesítményével.
A mennyiségi engedmény görbe
A gyártási mennyiség egyik legelőrejelezhetőbb költségkapcsolatot hozza létre a CNC megmunkálásban. A beállítási költségek – programozás, rögzítőberendezés, szerszám-előkészítés – viszonylag állandóak, függetlenül attól, hogy 1 darabot vagy 1000 darabot gyártunk. A varázslat akkor következik be, amikor ezeket a fix költségeket nagyobb mennyiségre osztják szét.
Így alakul általában a CNC megmunkálás költsége a mennyiség függvényében:
| Termelési mennyiség | Beállítási költségek hatása | Darabonkénti anyaghatékonyság | Tipikus költségcsökkentés |
|---|---|---|---|
| Prototípus (1–5 darab) | Magas – a beállítási költség dominálja az összköltséget | Szokásos árképzés, nincsenek nagykereskedelmi kedvezmények | Alapárak |
| Kis mennyiség (10–50 darab) | Közepes – a beállítási költség több alkatrészre oszlik el | Kis mértékű anyaghatékonyság-javulás lehetséges | 20–35%-os egységár-csökkenés |
| Közepes mennyiség (100–500 darab) | Alacsony – a beállítási költség egységnyi alkatrészenként elhanyagolhatóvá válik | Nagykereskedelmi anyagbeszerzés indul meg | 40–55% csökkenés egységenként |
| Nagy mennyiség (1000+ darab) | Minimális – teljesen leírt | Maximális anyagkedvezmények, optimalizált elhelyezés | 50–70% csökkenés egységenként |
A gyakorlati következmény? Néha ésszerűbb pénzügyileg egy kicsit több alkatrészt megrendelni, mint amennyire azonnal szüksége van. Ha az egységár 25%-kal csökken, ha a rendelt mennyiség 25-ről 50 darabra nő, és úgyis szüksége lesz ezekre a további alkatrészekre, akkor a számítások gyakran a nagyobb rendelés mellett szólnak.
Ne feltételezze azonban, hogy minél több, annál jobb. A tárolási költségek, a tervezési változtatások kockázata és a pénzügyi folyamatok is számításba jönnek. Az ideális mennyiség az Ön konkrét helyzetétől függ – de ha ismeri ezt a görbét, akkor megbízhatóbb döntéseket hozhat, nem pedig automatikusan a minimális mennyiségre korlátozódik.
Geometriai bonyolultság és megmunkálási idő
A bonyolult geometriák nemcsak több megmunkálási időt igényelnek – gyakran drágább gépek használatát is szükségessé teszik. A mély üregekkel, vékony falakkal vagy bonyolult elemekkel rendelkező alkatrészek esetében a követelmények gyakran túllépik a szokásos 3 tengelyes gépek ($40/óra) képességeit, és 5 tengelyes gépek alkalmazását teszik szükségessé ($75–120/óra az iparági referenciaértékek szerint).
Azok a funkciók, amelyek rendszeresen megemelik az árajánlatokat:
- Kis sugárral kialakított belső sarkok: Kisebb végmarók és lassabb előtolások szükségesek
- Mély zsebek (mélység > a szélesség négyszerese): Speciális szerszámokat és több megmunkálási lépést igényelnek
- Vékony falak (< 0,5 mm): A deformáció kockázata miatt finom megmunkálási stratégiák szükségesek
- Alulmaradások: Gyakran további beállításokat vagy speciális rögzítőberendezéseket igényelnek
- Több beállítási orientáció: Minden újraorientálás időt és potenciális tűréshalmozódást jelent.
A költséghatás fokozódik, ha a komplexitás szoros tűrésekkel vagy nehéz anyagokkal találkozik. Egy titán alkatrész mély zsebekkel és ±0,001 hüvelykes tűréskövetelményekkel akár 5–8-szor drágább lehet, mint egy egyszerűsített alumínium változata ugyanazon funkcionális követelmények mellett.
Felszín Bejárás követelményei
A felületi minőségre vonatkozó előírások gyakran kimaradnak az árajánlatkérés során – amíg váratlan költségek nem merülnek fel. A szokásos, gépi megmunkálással készült felületi minőség (Ra 3,2 μm) általában be van építve az alapárba, de finomabb felületi minőségek elérése további műveleteket igényel:
- Fésülés: 2–15 USD darabonként
- Anódolás: 3–12 USD darabonként
- Elektroplattázás (nikkel/króm): 10–30 USD darabonként
- Homokfúvás: darabonként $2–$10
Ezek a költségek gyorsan összeadódnak nagyobb tételnél. Egy 500 darabos sorozat, amely anódosítást igényel, akár 1500–6000 USD-t is hozzáadhat a teljes projekt költségéhez. Mielőtt prémium felületi minőséget írnának elő, tegyék fel maguknak a kérdést: valóban szükség van-e erre a felületre ezen a finomítási szinten, vagy ugyanolyan jól szolgálnának-e a szokásos gépi megmunkálással készült felületek?
Az öt ármechanizmus—anyag, tűrés, mennyiség, bonyolultság és felületkezelés—megértése alapvetően megváltoztatja a CNC online árajánlatokkal való bánásmódot. Ahelyett, hogy passzívan elfogadnánk bármilyen megjelenő árat, stratégiai módon módosíthatjuk a specifikációkat az érték optimalizálása érdekében anélkül, hogy a funkciót kompromittálnánk. Azok az mérnökök, akik ezt az egyensúlyt elsajátították, következetesen jobb árakat szereznek be, mint azok, akik az árajánlatkérési folyamatot fekete dobozként kezelik.
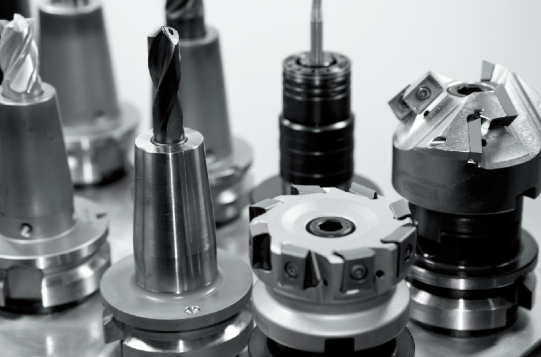
A géptípusok megértése az árajánlatban
Amikor CNC online árajánlatot kap, észrevette-e már valaha, hogy egy tételben „3 tengelyes” vagy „5 tengelyes” megmunkálás szerepel? Ez a különbség akár egy 50 dolláros és egy 200 dolláros alkatrész között is jelentkezhet—még olyan geometriák esetén is, amelyek szinte azonosnak tűnnek. A gépek képességeinek hatásának megértése lehetővé teszi, hogy okosabb tervezési döntéseket hozzon, és elkerülje a prémium árakat azokért a képességekért, amelyekre alkatrészei valójában nincs szükségük.
A gépképességek illesztése az alkatrész bonyolultságához
Gondoljon a CNC gépek tengelyeire úgy, mint a szabadságfokokra. Egy 3 tengelyes CNC gép a vágószerszámot három lineáris irányban mozgatja: balra-jobbra (X-tengely), elöl-hátul (Y-tengely) és felfelé-lefelé (Z-tengely). Egyszerű, hatékony és költséghatékony – de korlátozott arra, hogy csak egyetlen tájolásból elérhető felületeket tudjon megmunkálni.
Ha forgást is hozzáadunk, a képességek drámaian bővülnek. A 3ERP műszaki elemzése szerint az egyes konfigurációk így szolgálják a különböző igényeket:
- 3 tengelyes CNC megmunkálás: Legjobban alkalmas sík alkatrészekre, egyszerű mélyedésekre és egy irányból elérhető felületi elemekre. Tipikus alkalmazásai például rögzítők, lemezek, egyszerű házak és 2,5D profilok. A leggazdaságosabb megoldás – alapár.
- 4 tengelyes CNC megmunkálás: A forgást az X-tengely körül (A-tengely) adja hozzá, lehetővé téve hengeres felületek és több oldal megmunkálását manuális újrafogás nélkül. Ideális kammechanizmusok, csavarvonalas felületek és perifériás felületeken egyenletes megmunkálást igénylő alkatrészek esetén.
- 5 tengelyes CNC-gép: Két forgó és három lineáris tengelyt foglal magában, így a vágószerszám gyakorlatilag bármely szögből megközelítheti a munkadarabot. Elengedhetetlen a turbinalapátok, impulzuskerék-alkatrészek, légi- és űrhajóipari alkatrészek, valamint az összetett szerves formák gyártásához.
A költségnövekedés a képességekkel arányos. A Fictiv gyártási kutatása szerint az 5-tengelyes gépek óránkénti díja magasabb, mivel drágább felszerelést igényelnek, összetettebb programozást és szakosított műszaki szakértelmet igénylő kezelőket kívánnak. Azonban az 5. tengely képessége gyakran csökkenti az összköltséget összetett alkatrészek esetén, mivel kiküszöböli a többszörös beállítások szükségességét – minden újraorientálás időt vesz igénybe, és potenciális illesztési hibákat is okozhat.
Marás vs esztergálás: árajánlat-képzési szempontok
A tengelyek számán túl az árajánlatot az is meghatározza, hogy melyik alapvető eljárás alkalmazható a munkadarab geometriájára. Ez a különbségtétel sokkal fontosabb, mint azt sok mérnök gondolná.
CNC Frészlés forgó vágószerszámokat használ álló (vagy indexelt) munkadarab ellen. Kiemelkedően alkalmas:
- Prizmatikus alkatrészek sík felületekkel és zsebekkel
- Összetett 3D-kontúrok és szoborszerű felületek kialakítására
- Több felületen is jellemzőket igénylő alkatrészek
CNC Forgatás (esztergálás) az alkatrész forgatásával, álló szerszámok segítségével távolítja el a anyagot. A CNC-esztergálási szolgáltatás a legjobb választás a következő esetekben:
- Hengeres vagy forgásszimmetrikus alkatrészek
- Tengelyek, csapok, bushingok és menetes alkatrészek
- Koncentrikus jellemzőkkel rendelkező alkatrészek, például horpadások, kúpok vagy alávágások
Amikor egy alkatrészt árajánlatra küld, a platformok automatikusan elemezik a geometriát, és javasolják a megfelelő gyártási eljárást. A CNC-fémeszterga hatékonyan kezeli a kerek alapanyagot – gyakran 30–50%-kal alacsonyabb költséggel, mint a hasonló geometria marásából téglalap alakú nyersdarabból. A CNC-esztergálás különösen jól alkalmazható, ha a tervezés forgásszimmetrikus jellemzőket tartalmaz, ezért ezt érdemes figyelembe venni a tervezési fázisban.
Sok CNC-esztergálási szolgáltatás ma már élő szerszámozással is rendelkezik, amely egyetlen gépen kombinálja az esztergálást és a marást. Ez a hibrid megközelítés olyan alkatrészekre alkalmas, amelyek főként hengeresek, de nem tengelyirányú jellemzőket is igényelnek, például síklapokat, keresztirányú furatokat vagy hornyokat.
Amikor az 5-tengelyes megoldás költséghatékony lesz
Itt van a paradoxnak tűnő igazság: az 5 tengelyes megmunkálás néha olcsóbb, mint a 3 tengelyes – még akkor is, ha az óradíja magasabb. Hogyan? A beállítási idő drasztikus csökkentésével és a pontosság javításával.
Vegyünk egy olyan alkatrészt, amelyet öt felületén kell megmunkálni. Egy 3 tengelyes gépen öt különálló beállításra lenne szükség, amelyek mindegyike a következőket igényelné:
- Kézi újrapozicionálás és újrafelfogás
- Új nullpont-meghatározás és érzékelés (probing)
- Minden egyes igazításból eredő lehetséges tűréshalmozódás
Egy 5 tengelyes CNC-gép ugyanezt a munkát egyetlen beállítással végzi el. Az ipari szabványok szerint az 5 tengelyes megmunkálás ±0,01–0,02 mm-es tűrést ér el, míg a szokásos 3 tengelyes megmunkálás esetében ez ±0,05 mm – pontosan azért, mert az egyetlen beállítás kizárja a halmozódó pozicionálási hibákat.
Mikor gazdaságos az 5 tengelyes megmunkálás? Fontolja meg ezt a megoldást, ha alkatrésze a következő jellemzőkkel rendelkezik:
- Ferde felületek vagy összetett görbék, amelyekhez nem érhető el hozzáférés a derékszögű irányokból
- Mély üregek, amelyekhez a szerszám több szögből is hozzáférésre van szüksége
- Alávágások vagy összetett belső geometriák
- Kritikus tűrések különböző felületeken található jellemzők esetében
- Közepes mennyiségek, ahol a beállítási idő megtakarítása összeadódik
Ugyanakkor ne határozzon meg 5-tengelyes gépképességet olyan alkatrészekhez, amelyek valóban csak 3-tengelyes megmunkálást igényelnek. Egy egyszerű alumínium rögzítőkonzol, amelyet 3-tengelyes gépen ajánlanak, mindig gazdaságosabb lesz, mint ha feleslegesen 5-tengelyes berendezésre irányítják. A CNC online árajánlatot generáló platformok általában automatikusan optimalizálják ezt – de ha megérti a mögöttes logikát, segít az árak értelmezésében és megbízható döntések meghozatalában.
A számított árajánlatban megjelenő géptípus nem véletlenszerű. Ez tükrözi a geometriájának, a tűrésekkel szemben támasztott követelményeknek és a kész alkatrész elérésének legjobb útjának gondos elemzését. Ha az árajánlatok magasnak tűnnek, tegye fel magának a kérdést: valóban szükség van-e a tervezésére ekkora gépi kapacitásra, vagy csökkenthető-e a komplexitás és az ár egyszerűsítéssel?

CAD-fájljai előkészítése pontos árajánlatokhoz
Egy remek alkatrészt tervezett, kiválasztotta az anyagokat, és most készen áll az árajánlat kérése. De itt bukkanak el sok mérnök: a feltöltött fájl döntően befolyásolhatja a CNC online árajánlat-kérési élményét. Egy rosszul előkészített CAD-fájl nemcsak lelassítja a folyamatot – elutasításokat, magasabb árakat vagy gyárthatósági figyelmeztetéseket is okozhat, amelyek visszaküldik Önt a rajztáblához.
A zavartalan árajánlat-kérési élmény és a frusztrálóan hosszúra nyúló visszajelzési folyamat közötti különbség gyakran a fájlok előkészítésén múlik. Nézzük meg részletesen, mit várnak el az árajánlat-kérő platformok, és hogyan kerülhetők el azok a gyakori hibák, amelyek bonyolulttá teszik a CNC-vágási műveleteket.
A fájlformátumok, amelyeket az árajánlat-kérő platformok preferálnak
Nem minden fájlformátum egyenértékű a CNC-prototípus-gyártás szempontjából. Bár a natív CAD-szoftvere lehet, hogy tulajdonos formátumban menti a fájlokat, az árajánlat-kérő platformok olyan geometriai adatokat igényelnek, amelyeket megbízhatóan elemezni és feldolgozni tudnak.
A JLCCNC technikai útmutatása szerint az alábbiak a CNC-megmunkálási árajánlatokhoz ajánlott formátumok:
- STEP (.stp, .step): Az aranystandard—univerzálisan kompatibilis, megőrzi a pontos matematikai felületi definíciókat, és zavartalanul működik szinte minden CAM-szoftverben
- IGES (.igs, .iges): Egy régebbi, de megbízható formátum; jól működik egyszerűbb geometriák esetén, bár összetett felületek fordítás közben részben elveszíthetik az adatokat
- Parasolid (.x_t, .x_b): Számos professzionális CAD-rendszer natív formátuma, kiváló geometriamegtartással
- Natív CAD fájlok: Néhány platform közvetlenül elfogadja a SolidWorks, az Inventor vagy a Fusion 360 fájlokat – kényelmes, de formátumspecifikus feldolgozást igényelhet
Mit érdemes elkerülni? A hálós formátumok, például az STL vagy az OBJ jól működnek 3D nyomtatáshoz, de problémákat okoznak a CNC vágási műveleteknél. Ezek a formátumok a sima görbéket ezrekre bontják apró háromszögekké, így elvesztik azt a matematikai pontosságot, amelyre a CNC gépeknek szükségük van. Egy plexiglass vágószerszám, amely triangulált geometriát követ, rosszabb felületminőséget eredményez, mint az a szerszám, amely valódi görbe alapú vágási pályákat követ.
Ha bizonytalan, exportálja STEP formátumban. Ez a legbiztonságosabb választás pontos árajánlatokhoz CNC-megmunkált alkatrészekre bármely platformon.
Tervezési jellemzők, amelyek bonyolulttá teszik az árajánlatkérést
Egyes tervezési döntések figyelmeztetéseket váltanak ki, kézi felülvizsgálatot igényelnek, vagy automatikusan megemelik az árajánlatot. Az ilyen vörös zászlók megértése segít okosabban tervezni már a kezdettől fogva.
A A Super Ingenuity CNC-tervezési irányelvei , ezek a jellemzők gyakran okoznak problémákat:
Nulla vagy minimális sugárral ellátott belső sarkok
A szokásos végmarók henger alakúak – fizikailag nem képesek tökéletesen éles belső sarkokat kialakítani. Amikor a tervezés nulla sugarú sarkokat ír elő, a rendszer azonnal figyelmeztetést ad. A megoldás? Belső lekerekítések (filletek) hozzáadása, amelyek sugara egyenlő vagy nagyobb, mint a maró sugara. Egy 6 mm-es végmaró esetén legalább 3 mm-es belső sarok sugár szükséges. Nagyobb sugarak lehetővé teszik a nagyobb, merevebb és gyorsabban vágó, olcsóbb marók használatát.
Rendkívül vékony falak
A fémeknél 0,8 mm-nél, a műanyagoknál 1,5 mm-nél vékonyabb falak deformációhoz, rezgéshez (chatter) és méreti pontatlansághoz vezethetnek a megmunkálás során. A Xometry elemzése szerint a kis merevségű alumíniumból készült, vékony falú alkatrészek a megmunkálási rezgések miatt eltörhetnek vagy deformálódhatnak. Ha a tervezés vékony szakaszokat igényel, fontolja meg a merevítő bordák hozzáadását vagy a lemezalakításra való áttérést.
Mély, keskeny zsebek
Általános szabály: a zseppek mélysége ne haladja meg a szerszám átmérőjének háromszorosát. Egy 10 mm-es végmaró biztonságosan készíthet legfeljebb kb. 30 mm mély zsebeket. Ennél mélyebb zsebek esetén a szerszámok merevsége csökken, a pontosság romlik, és a ciklusidők drámaian megnőnek. Mélyebb geometriai elemek esetén érdemes egy oldalról nyitott zsebet kialakítani, lépcsőzetes mélységeket alkalmazni vagy az alkatrészt összeállítási egységekre bontani.
Alávágások és elérhetetlen geometriai elemek
Bármely olyan geometriai elem, amelyet a fentről közelítő szerszám nem ér el, további beállításokat, speciális rögzítőberendezéseket vagy elektromos kisüléses megmunkálást (EDM) igényel. Ezek minden CNC-vágási művelethez költséget és összetettséget adnak.
Gyakori feltöltési hibák elkerülése
A tervezési jellemzőkön túl a fájlok előkészítésének egyszerű hibái is meglepően gyakran okoznak problémákat. Ellenőrizze le ezt a ellenőrzőlistát minden feltöltés előtt:
- Ellenőrizze, hogy az egységek megfelelnek-e a szándékainak: Egy milliméterben tervezett alkatrész, amelyet hüvelykben exportáltak, 25,4-szer nagyobb méretként jelenik meg, mint amit szándékoztak – és ennek megfelelően lesz árazva. Kérem, ellenőrizze újra a CAD-export beállításait.
- Győződjön meg arról, hogy a modell vízhatlan: Nyitott felületek, rések vagy nem sokszoros geometria zavarja a geometriai elemzőket. Futtassa a CAD-szoftverében található javítási vagy ellenőrzési funkciókat az exportálás előtt.
- Távolítsa el a felesleges funkciókat: A belső alkatrészek, szerelési hivatkozások vagy építési geometria, amelyeket nem gyártanak, törölve vagy elrejtve legyenek az exportálás előtt.
- Győződjön meg arról, hogy minden vázlat teljesen meghatározott: A hiányosan meghatározott geometria fájlfordítás közben előre nem látható módon elmozdulhat, ami nem szándékolt méreteket eredményez.
- Ellenőrizze a funkciók méretarányát: A vizuális ellenőrzés feltárja a nyilvánvaló hibákat – valóban 50 mm-esnek tűnik-e a 50 mm-es konzol az exportált fájlban, és nem például 50 méteresnek?
- Érvényesítse a menetméreteket: Ha a tervezete menetes furatokat tartalmaz, győződjön meg arról, hogy a menetmélység ne haladja meg a furat átmérőjének 2–3-szorosát, és hagyjon meg nem menetes kifutót a vakfuratok alján.
A JLCCNC-hez hasonló platformok automatikusan ellenőrzik a kompatibilitást a feltöltéskor, de ha ön maga észreveszi a hibákat, az időt takarít meg. A folyamatdokumentációjuk szerint az elsődleges érvényesség-ellenőrzésen átjutott fájlok közvetlenül az árajánlat-generálási fázisba kerülnek, míg a problémás fájlok esetében mérnöki kézi felülvizsgálat szükséges – ez késleltetést okoz az időtervben.
A néhány perc, amit a fájl ellenőrzésére fordít a feltöltés előtt, megtérül a gyorsabb és pontosabb árajánlatok formájában. Ha a geometriája hibátlan, a specifikációi realisztikusak, és a fájlformátuma megfelelő, akkor az árajánlat-készítő rendszer arra tud összpontosítani, ami valóban számít: megbízható árakat nyújtani a CNC géppel megmunkált alkatrészeihez, ahelyett, hogy elkerülhető hibákat jelezne.
Gyakori online árajánlat-problémák hibaelhárítása
Elkészítette a CAD-fájlját, kiválasztotta az anyagokat, és elküldte az árajánlat kérésére. Majd valami váratlan történik: az árajánlat meglepően magas, a fájlját elutasítják, vagy olyan érthetetlen gyárthatósági figyelmeztetéseket kap, amelyek teljesen összezavarják. Ismerős? Ezek a frusztrációk sokkal gyakoribbak, mint gondolná – és a legtöbbnek egyszerű megoldása van, ha egyszer megérti, mi történik a háttérben.
Nézzük végig azokat a leggyakoribb problémákat, amelyekkel a mérnökök szembesülnek az online árajánlat-kérés folyamata során, és pontosan hogyan oldhatók meg ezek.
Miért tűnik túl magasnak az árajánlat?
Az a pillanat, amikor egy ár jelenik meg a képernyőn, és azt gondolja: „Ez a alkatrész nem lehet ennyibe kerülni” – mindnyájan átéltük már. Mielőtt feltételezné, hogy a platform hibázott, vegye figyelembe az alábbi gyakori okokat, amelyek miatt a CNC-gépes megmunkálás költségbecslései túlzottan magasak lehetnek:
- Túl szigorú tűrések: Alkalmazott-e szigorú tűréseket az alkatrész egészén, nem csupán a kritikus jellemzőknél? Ahogy korábban megbeszéltük, a pontossági előírások 3–10-szeresre növelhetik a költségeket. Ellenőrizze a rajzát, és engedje el a nem funkcionális méreteket szabványos tűrésekig.
- Anyagválasztási hiba: Lehet, hogy titán anyagot választott, miközben az alumínium ugyanolyan jól megfelelne, vagy repülőgépipari minőségű ötvözeteket adott meg egy nem kritikus alkalmazáshoz. A CNC-megmunkálás ára drámaian nő az anyag megmunkálhatóságának nehezedésével.
- Geometriai bonyolultságot kiváltó tényezők: Olyan jellemzők, mint a mély zsebek, vékony falak vagy több beállítási irány, megnövelik a megmunkálási időt. A MakerVerse költséganalízise szerint a tervezési bonyolultság a CNC-megmunkálási költségeket befolyásoló fő tényezők egyike – a bonyolult tervek fejlettebb gépeket és speciális szerszámokat igényelnek.
- Kis mennyiségi pótdíjak: Egyetlen prototípus rendelése esetén a beállítási költségek nem oszlanak el. Az a 200 dolláros alkatrész például 50 darabos mennyiség esetén darabonként 35 dollárra csökkenhet.
- Prémium felületi minőségi követelmények: A tükörfényes felület vagy speciális bevonatok jelentős utófeldolgozási költségeket vonnak maguk után, amelyek nem feltétlenül szükségesek az Ön alkalmazásához.
Mi a megoldás? Térjen vissza specifikációihoz friss szemmel. Tegye fel magának a kérdést: valóban minden méreteltérés, anyagválasztás és felületkezelési követelmény hozzájárul a alkatrész funkciójához? Gyakran a stratégiai leegyszerűsítés 30–50%-kal csökkenti az árajánlatokat anélkül, hogy kompromisszumot kötnénk a teljesítményben.
És itt egy valóságellenőrzés: ha „olcsó CNC” megoldásokat keres, emlékezzen arra, hogy a minőségi, pontos gépi megmunkálásnak saját természetes költségei vannak. A rendkívül alacsony árajánlatok gyakran arra utalnak, hogy a minőségellenőrzésen, az anyagtanúsításon vagy a felszerelés minőségén spórolnak.
Fájlfeltöltési elutasítások kezelése
Semmi sem állítja meg gyorsabban a haladást, mint egy elutasított fájl. A Xometry hibaelhárítási dokumentációja szerint ezek a leggyakoribb okok és megoldásaik:
- Több összefüggéstelen test: A fájlja különálló összetevőket tartalmaz, amelyeket egyenként kell feltölteni. Ellenőrizze a tervezési hibákat, és kösse össze a független testeket, vagy válassza szét az egyes összetevőket külön alkatrészfájlokra, majd töltse fel újra.
- Összeszerelési fájlok részletek helyett: A rendszer több összetevőt észlelt olyan fájlban, amely egyetlen alkatrészfájlnak lenne szántva. Csak egyedi alkatrészfájlokat töltsön fel – előfordulhat, hogy először el kell választania az összetevőket a tervezőszoftverében. Tiltson le olyan merevtesteket, mint például késztermék-komponensek (COTS) vagy befogadóelemek.
- Üreges területek, amelyek nem kompatibilisek a CNC-feldolgozással: A leválasztó eljárások esetében az üreges szakaszok nem gyárthatók. Fontolja meg az egyetlen alkatrész újratervvezését több, egymás után összeszerelhető alkatrészből a megmunkálás után.
- Az alkatrész mérete kívül esik a gép munkaterének határain: Az alkatrész vagy túl kicsi, vagy túl nagy a kiválasztott gyártási eljáráshoz. Először ellenőrizze, hogy a méretek a megfelelő méretarányban vannak-e – győződjön meg arról, hogy helyesen választotta ki a millimétert vagy a hüvelyket az STL-fájlokhoz. Ha a méretarány megfelelő, akkor a kiválasztott eljárás lehet, hogy nem alkalmas az alkatrész méretére.
- Nem szabványos lemezvastagság: A lemezmetallogyártási műveletekhez megadott vastagság nem egyezik meg a rendelkezésre álló szabványos lemezvastagságokkal. Módosítsa a tervezést úgy, hogy a kívánt anyaghoz szabványos lemezvastagságokat használjon.
Az újra feltöltés előtt futtassa CAD-szoftverének geometriai ellenőrzési funkcióját. Javítsa ki az esetleges nyitott felületeket, nem sokszögös éleket vagy önmagába metsző geometriát. Ezeket a rejtett problémákat gyakran nem lehet azonnal észrevenni a vizuális ellenőrzés során, mégis gyakran okoznak elutasítást.
Gyártási figyelmeztetések értelmezése
A gyártási figyelmeztetések nem feltétlenül jelentik azt, hogy alkatrésze nem gyártható – inkább olyan jellemzőkre hívják fel a figyelmet, amelyek növelhetik a költséget, kézi átvizsgálást igényelhetnek, vagy tervezési módosításokat igényelhetnek optimális eredmény elérése érdekében. Gyakori figyelmeztetések például:
- Túl kicsi belső saroklejtés: A rendszer éles belső sarkokat észlelt, amelyek kisebb méretű szerszámokat és lassabb előtolási sebességet igényelnek. Adjon hozzá lekerekítéseket (filleteket), amelyek mérete legalább a várhatóan használt szerszám átmérőjének fele.
- Falvastagság a minimális érték alatt: A vékony falú részek deformálódásra hajlamosak a megmunkálás során. Növelje a falvastagságot, vagy adjon hozzá merevítő bordákat.
- A mélység–szélesség arány túllépve: A mély, keskeny zsebek speciális szerszámokat igényelnek. Fontolja meg egyik oldaluk megnyitását vagy lépcsőzetes mélységek alkalmazását.
- Alávágás észlelve: A szokásos tájolásokból nem elérhető funkciók további beállításokat vagy speciális szerszámokat igényelnek.
- Egyedi anyag vagy felületkezelés kérése: A nem szabványos lehetőségek kézi átvizsgálást igényelnek. Az automatikus árajánlatokhoz válassza az anyagokat és felületkezeléseket a platform szabványos legördülő menüiből.
Tekintse a figyelmeztetéseket optimalizálási lehetőségeknek, ne akadályoknak. Minden figyelmeztetés általában útmutatást tartalmaz arra, hogyan módosítsa a tervezetét a jobb gyárthatóság – és alacsonyabb költségek – érdekében.
Árajánlat-különbségek megértése a különböző platformokon
Ugyanazt a fájlt küldte be három különböző platformra, és három jelentősen eltérő árat kapott? Ez gyakran előfordul, és ritkán azért van, mert valaki hibázott.
Az árajánlat-különbségek a platformok között általában a következőkből erednek:
- Különböző gyártási hálózatok: Egyes platformok hazai, magasabb munkadíjakat alkalmazó üzletek felé irányítják a megrendeléseket; mások globális hálózatokat használnak, amelyek díjszerkezete eltérő.
- Közvetett költségek és nyereségmarzs szerkezete: A platformok díjai, minőségirányítási rendszerei és üzleti modellei jelentősen eltérnek egymástól.
- Minőségstandards: Azok a platformok, amelyek szigorú ellenőrzési protokollal, tanúsított folyamatokkal és garanciált tűrésekkel rendelkeznek, ezeket a képességeket árképzésükbe építik.
- Gépkihasználás: Egy olyan gyártóüzem, amelynek jelenleg szabad kapacitása van, esetleg agresszívan alacsony árat kínál, hogy kitöltse a termelési ütemtervét.
- Algoritmikus értelmezés: A különböző platformok eltérő módon elemezik a geometriát, így esetleg különböző géptípusokat vagy beállítási stratégiákat javasolnak.
Ne válassza automatikusan a legolcsóbb CNC-gépgyártó üzemet. A szakmai iránymutatások szerint a tapasztalt gyártókkal való együttműködés – akár enyhén magasabb áron is – gyakran megtakarítást eredményez a tervezési iterációk csökkentésével, kevesebb minőségi problémával és jobb DFM-visszajelzésekkel.
Amikor az árajánlatok jelentősen eltérnek egymástól, kérdezze meg, miért. Kérjen részletes bontást, amely külön felsorolja az anyagköltséget, a megmunkálási költséget és a felületkezelési költséget. Néha a legalacsonyabb főcím ár rejtett díjakat tartalmaz – például ellenőrzésre, csomagolásra vagy gyorsított szállításra –, amelyeket a átlátható árajánlat már tartalmaz.
A cél nem a legalacsonyabb ár megtalálása, hanem a legjobb értékű alkatrész kiválasztása, amely megbízhatóan működik az Ön alkalmazásában. A hibaelhárítási készségek birtokában most már készen áll arra, hogy összehasonlítsa a különböző árajánlat-kérési módszereket, és eldöntse, melyik illeszkedik leginkább az adott projektjéhez.
Azonnali online árajánlatok vs. hagyományos ajánlatkérési folyamatok
Tehát van egy alkatrészterve, amely készen áll a gyártásra. Feltölti az online CNC-gépes platformra azonnali árképzés céljából, vagy hivatalos ajánlatkérést (RFQ) küld megbízható gépgyártó cégeknek? A válasz nem mindig egyértelmű – és a rossz döntés időt, pénzt vagy minőséget is költhet. Annak megértése, mikor melyik megközelítés bizonyul a leghatékonyabbnak, segít okosabb beszerzési döntéseket hozni minden egyes projekt esetében.
Sebesség vs. testreszabhatóság kompromisszumai
A legnyilvánvalóbb különbség? Az idő. A Haizol platformösszehasonlítása szerint az Xometryhoz hasonló azonnali megkérdezési rendszerek másodpercek alatt adnak árajánlatot, míg a hagyományos RFQ-folyamatok – például a Haizol vagy az Alibaba platformjain keresztül – általában 24–48 órát vesznek igénybe több versenyző ajánlatának elkészítéséhez.
De a sebesség korlátozásokkal jár. Az azonnali árajánlat-kalkulációs algoritmusok kiválóan működnek szabványos geometriák, gyakori anyagok és jól meghatározott specifikációk esetén. Adjon meg egy egyszerű alumínium rögzítőelemet szabványos tűrésekkel, és még a következő kávészünete előtt pontos árat kap. Ugyanakkor ezek a rendszerek érzékenyek a finomságokra.
Vegyünk egy valós példát a 3ERP teszteléséből: amikor egy mérnök lekerekítéseket (sugarakat) adott hozzá a belső éleknél – egy olyan módosítást, amely valójában leegyszerűsíti a CNC-megmunkálást –, az MI-alapú árajánlat-rendszer ezt további funkcióként értelmezte, és emelte az árat. Az algoritmus „büntette” a gondos tervezést, mert hiányzott belőle az a gyártási intuíció, amelyet egy emberi mérnök természetes módon alkalmazna.
A hagyományos RFQ-folyamatok a sebesség helyett a testreszabást részesítik előnyben. Amikor a projekt prototípusgyártást igényel nem szokványos specifikációkkal, összetett szerelvényeket, amelyek koordinált tűréseket igényelnek, vagy olyan anyagokat, amelyek nem szerepelnek a szokásos katalógusokban, az emberi felülvizsgálat észreveszi azokat a finomságokat, amelyeket az algoritmusok átugranak.
Amikor a hagyományos ajánlatkérés továbbra is győz
Bár az azonnali árajánlat kényelmes, egyes esetek valóban megkövetelik a hagyományos módszert:
- Összetett többalkatrészes szerelvények: Amikor a tűréseknek az egyes alkatrészek között koordináltnak kell lenniük, az emberi mérnökök a szerelés és a funkció egészét értékelik, nem pedig minden alkatrészt külön-külön áraznak
- Nem szabványos anyagokra: Különleges ötvözetek, speciális műanyagok vagy bizonyítvánnyal rendelkezniük kötelező anyagok gyakran manuális beszerzést és árazást igényelnek
- Nagyon magas mennyiségek: A 10 000 darabnál nagyobb sorozatgyártások profitálnak a tárgyalásos árakból, a különleges szerszámokról folytatott megbeszélésekből és a szállítási lánc tervezéséből, amelyeket az algoritmusok nem tudnak biztosítani
- Kritikus Alkalmazások: A légi- és űrkutatási, orvosi vagy biztonsági szempontból kritikus CNC-megmunkált alkatrészek dokumentációt, nyomon követhetőséget és minőségi megbeszéléseket igényelnek, amelyek túlmutatnak az automatizált rendszerek képességein
- Tervezési együttműködés: Amikor olyan DFM-hoz szükséges visszajelzést kíván, amely alakítja a tervezését, nem csupán problémákat jelez, tapasztalt mérnökök nyújtanak olyan betekintést, amelyet egyetlen algoritmus sem tud megközelíteni
A Kesu Group elemzése , a kézi árajánlat-készítés lehetővé teszi a tapasztalt mérnökök számára, hogy összetett geometriákat és nem szabványos követelményeket értékeljenek, amelyeket az automatizált rendszerek félreérthetnek – így minimalizálva az árazási hibákat, amelyek bonyolult alkatrészek esetén meghaladhatják a ±10%-ot.
A két megközelítés stratégikus kombinálása
Az okos beszerzési csapatok nem választanak kizárólag egyik megközelítést – hanem a módszereket a projekt igényeihez igazítják. Íme, hogyan hasonlítják össze a két megközelítést a kulcsfontosságú dimenziók mentén:
| Méret | Azonnali online árajánlatok | Hagyományos RFQ-folyamat |
|---|---|---|
| Visszatérési idő | Másodpercektől percekig | 24–48 óra (néha hosszabb idő is) |
| Testreszabási szint | Csak a platform által kínált lehetőségekre korlátozódik | Teljesen testreszabható műszaki adatok |
| Térfogati alkalmasság | Prototípusoktól közepes tételméretekig ideális | Skálázható nagyobb sorozatgyártásra |
| Kommunikáció mélysége | Minimális — automatizált válaszok | Közvetlen párbeszéd mérnökökkel |
| DFM Visszajelzés | Automatizált figyelmeztetések és jelzések | Kollaboratív tervezési optimalizálás |
| Árak pontossága | ±5–15% összetett alkatrészek esetén | Magasabb pontosság emberi átvizsgálással |
| Legjobban alkalmas | Szabványos egyedi megmunkált alkatrészek, gyors összehasonlítások | Összetett projektek, kapcsolatépítés |
Egy hibrid stratégia így nézhet ki: az azonnali árajánlatokat használja kezdeti költségvetés-készítéshez és tervezési iterációkhoz, majd áttér a hagyományos RFQ-ra a gyártási megrendelések esetében. Az online platformok sebessége gyorsítja a korai szakaszban hozott döntéseket, miközben a hagyományos folyamatok mélysége biztosítja a gyártási minőséget és a költségoptimalizációt.
A fejlesztés során készülő prototípusok megmunkálásához az azonnali árajánlatok lehetővé teszik a tervezési módosítások költségvetési hatásainak gyors tesztelését. Szeretné tudni, hogy a rozsdamentes acélról alumíniumra váltás elég megtakarítást eredményez-e ahhoz, hogy megérje az anyagváltás? Töltse fel mindkét változatot, és hasonlítsa össze őket néhány perc alatt. Amikor a terve stabilizálódik, és készen áll a CNC-megmunkált alkatrészek gyártási mennyiségeire, akkor a hivatalos árajánlat-kérések (RFQ-k) minősített beszállítókkal jobb árakat biztosítanak, és hosszú távú kapcsolatokat építenek ki a folyamatos szükségletek kielégítésére.
Maguk a platformok is hibrid modell irányába fejlődnek. Sokan ma már az egyszerű alkatrészekre azonnali árajánlatokat kínálnak, miközben a bonyolult geometriájú alkatrészeket emberi mérnököknek irányítják kézi felülvizsgálatra – így sebességet biztosítanak, amikor lehetséges, és szakértelmet, amikor szükséges. Ennek a piaci környezetnek a megértése segít stratégikusan navigálni benne, nem pedig csupán az elsőként megjelenő lehetőséget választani a keresési eredmények közül.
Ágazatspecifikus árajánlat-megfontolások
Itt van valami, ami sok mérnököt meglep: ugyanaz az alumínium rögzítőelem drámaian eltérő áron kerülhet forgalomba attól függően, hogy melyik iparágra szánják. Egy fogyasztói elektronikai burkolatba kerülő alkatrész például 45 dollárba kerülhet, míg ugyanolyan geometriájú, de repülőgépbe szánt darab akár 180 dollárt vagy többet is igényelhet. Mi okozza ezt a különbséget? Iparág-specifikus tanúsítások, dokumentációs követelmények és minőségellenőrzési protokollok, amelyek alapvetően megváltoztatják, hogyan számítódik ki a CNC online árajánlata.
Az iparágspecifikus tényezők megértése az árajánlat-kérést megelőzően segít elkerülni a meglepetést – és biztosítja, hogy az egyes gépgyártó szolgáltatók közötti összehasonlítás során valóban azonos típusú termékeket hasonlítja össze.
Autóipari ellátási lánc követelményei
Az autóipari gyártás olyan minőségirányítási rendszerek alatt működik, amelyek a legmagasabb szintű pontosságot igénylik a CNC megmunkálási szolgáltatásokban. Ennek a területnek a kulcsfontosságú tanúsítása az IATF 16949, amely az ISO 9001-re épül, de kiegészíti azt az autóiparra jellemző követelményekkel, például a hibák megelőzésével, a változékonyság csökkentésével és a hulladék kizárásával az egész ellátási láncban.
Amikor autóipari alkalmazásra szánt alkatrészeket ad át, a megfelelően képzett beszállítók a következőket alkalmazzák:
- PPAP (Production Part Approval Process): Kimerítő dokumentáció, amely igazolja, hogy a gyártási folyamatok folyamatosan olyan alkatrészeket állítanak elő, amelyek megfelelnek a megadott specifikációknak
- APQP (Haladó Termékminőség-tervezés): Strukturált fejlesztési módszertant, amely biztosítja, hogy a minőség már a tervezés kezdetétől beépüljön
- Statisztikai Folyamatszabályozás (SPC): A kritikus méretek valós idejű ellenőrzését, hogy a méreteltérés megelőzhető legyen, mielőtt hibákat okozna
- Teljes anyagnyomkövethetőség: Dokumentációt, amely minden alkatrészt visszaköthetővé tesz a konkrét nyersanyag-kötegekhez és feldolgozási feljegyzésekhez
Ezek a követelmények további terhet rónak – ugyanakkor értéket is hoznak. A MFG Solution iparági elemzése szerint az autóipari beszállítóknak PPAP-t, APQP-t és hosszú távú kapacitástervezést kell bemutatniuk, hogy a tervek skálázhatók legyenek anélkül, hogy a beszállítókat meg kellene változtatni.
Az olyan mérnökök számára, akik megbízható autóipari gyártási megoldásokat keresnek, olyan beszállítók, mint Shaoyi Metal Technology bemutatja, hogyan néz ki gyakorlatban az IATF 16949-s tanúsítással rendelkező precíziós CNC megmunkálási szolgáltatás. A Statisztikai Folyamatszabályozás és akár egy munkanapra rövidített szállítási határidők kombinációja bemutatja, hogyan képesek a tanúsított beszállítók minőséget és sebességet is biztosítani az autóipari alkalmazásokhoz – legyen szó összetett alvázegységekről vagy egyedi fémbélésről.
Repülőgépipari és orvostechnikai tanúsítási prémiumok
Ha az autóipari követelmények szigorúnak tűnnek, a repülőgépipar és az orvostechnika a minőségmenedzsmentet teljesen más szintre emeli. Ezekben az iparágakban olyan alkalmazásokkal foglalkoznak, ahol a hiba nemcsak költséges, hanem potenciálisan katasztrofális is lehet.
Egy repülőgépipari szakmai CNC-gépkezelő az AS9100 szabvány szerint működik, amely magában foglalja az ISO 9001 követelményeit, valamint repülőgépipari specifikus kiegészítéseket a konfiguráció-kezelésre, kockázatkezelésre és speciális folyamatok szabályozására. A Super Ingenuity iparági útmutatója szerint a légi- és űrkutatási programok esetében az OEM szabályozási követelmények teljesítéséhez FAI-jelentések, anyagok nyomon követhetősége, CMM-ellenőrzés, valamint érvényesített tisztítási és csomagolási eljárások szükségesek.
Az orvosi eszközök gyártása az ISO 13485 szabványt követi, továbbá az eszköz besorolásától függően kiegészülő FDA-szabályozások is érvényesek. A dokumentációs terhelés itt jelentős:
- Eszköz-történeti nyilvántartás (DHR): Teljes gyártási dokumentáció minden termelési tételhez
- Tervezési történeti fájlok (DHF): A tervezési irányítás alkalmazását igazoló dokumentáció
- Biokompatibilitási vizsgálat: Anyagtanúsítványok, amelyek igazolják az anyagok betegekkel való érintkezésre való alkalmasságát
- Érvényesített folyamatok: Kritikus műveletek megismételhetőségének igazolása
Miért követelnek ezek a tanúsítások prémium árat? Az ehhez szükséges infrastruktúra – kalibrált ellenőrző berendezések, szabályozott környezetek, képzett személyzet, dokumentált eljárások – jelentős, folyamatos befektetést jelent. Amikor például egy légi- és űrkutatási rögzítőelem 5 tengelyes CNC-megmunkálási szolgáltatását kéri, nemcsak a megmunkálási időért fizet, hanem az egész minőségbiztosítási rendszerért, amely ezt a műveletet körülveszi.
A költségszorzó az alkalmazás kritikussági szintjétől függ. A repülőgépipari fejlesztéshez szükséges prototípus-gépalkatrészek gyártása akár 20–40%-os felárat is jelenthet az általános ipari munkákhoz képest, míg a repülésbiztonsági szempontból kritikus, teljes minősítést igénylő hardverek esetében a költségek 2–3-szorosára is emelkedhetnek.
A beszállítói képességek összeegyeztetése az iparági igényekkel
Nem minden CNC-beszállító szolgálja ki az összes iparágat – és ez valójában előnyös. A specializáció mélyebb szakértelemmel, megszokott eljárásokkal és alacsonyabb megfelelési hiányosságok kockázatával jár, amelyek késleltethetik a projektet.
Így egyeztetheti igényeit a beszállítói képességekkel:
| IPAR | Kulcstanúsítványok | Tipikus dokumentumok | Ajánlatra gyakorolt hatás |
|---|---|---|---|
| Általános ipari | ISO 9001 | Szabványos ellenőrzési jelentések, megfelelőségi nyilatkozatok (CoC) | Alapárak |
| Automobil | A szövetek | PPAP, statisztikai folyamatszabályozási (SPC) adatok, nyomon követhetőségi nyilvántartások | 10–25 % felár |
| Légiközlekedés | AS9100 | Első cikk ellenőrzése (FAI), anyagtanúsítványok, nem romboló vizsgálati (NDT) jelentések, koordináta mérőgépes (CMM) adatok | 25–50% felár |
| Orvostechnikai eszközök | ISO 13485 | Gyártási történeti napló (DHR), érvényesítési protokollok, biokompatibilitási tanúsítványok | 30–60% felár |
Ajánlatok értékelésekor ellenőrizze, hogy a beszállítók ténylegesen rendelkeznek-e az iparágában szükséges tanúsításokkal – nem csupán azt állítják-e, hogy képesek rá. Kérjen tanúsítványok másolatait, és ellenőrizze lejáratukat. Kritikus alkalmazások esetén érdemes a beszállítókat auditálni a gyártási megrendelések véglegesítése előtt.
Az ipari gépekhez készülő egyedi acélalkatrészek gyártása esetleg nem igényel légi- és űrhajóipari szintű dokumentációt, de az autóipari sebességváltó-alkatrészekhez feltétlenül szükséges az IATF 16949-es megfelelőség. Ha a beszállítók képességei nem illeszkednek a valós igényeihez, akkor vagy felesleges költségeket fizet a szükségtelen adminisztrációs terhekért, vagy – ami még rosszabb – olyan alkatrészeket kap, amelyeket nem lehet felhasználni az Ön alkalmazásában.
A legokosabb megközelítés? Az ajánlatok kérésekor egyértelműen jelezzék a végfelhasználási célt. Az iparágát megértő platformok a kérését megfelelően tanúsított beszállítóhoz irányíthatják, biztosítva, hogy az ajánlat valós költségeket és képességeket tükröz. Ez az átláthatóság időt takarít meg mindenkinek, és biztosítja, hogy az Ön által kapott alkatrészek valóban megfelelnek a szabályozási és minőségi követelményeknek.
CNC-árfolyamok értékelése és összehasonlítása
Több beszállítótól kaptál ajánlatot, és az árak meglepően megfizethetőek, de megdöbbentően drágák is. Most mi lesz? A kiválasztás kizárólag az alsó sor számán alapulva az egyik leggyakoribb és legdrágább hiba, amelyet a mérnökök elkövetnek a CNC alkatrészek beszerzésénél. Az igazi készség a sorok között olvasásban, a megfelelő kérdések feltevésében és az árkülönbségeket igazoló minőségjelzők felismerésében rejlik.
Nézzük meg részletesen, hogyan értékeljük a CNC-árajánlatokat egy tapasztalt beszerzési szakember módjára, hogy megbízhatóan működő egyedi CNC alkatrészeket kapjunk anélkül, hogy túlfizetnénk olyan képességekért, amelyekre nincs szükségünk.
Az árajánlat sorai között rejtőző információk
Egy professzionális árajánlat sokkal többet mond, mint csupán a végösszeg. A szerint XTJ CNC elemzése szerint egy átlátható és részletes árajánlat a professzionális szállító jellegzetessége, és világos képet ad arról, hová megy a befektetett összeg. Íme, mire figyelj minden kapott árajánlatban:
- Tűréselőírások: Az árajánlat kifejezetten megadja-e a benne szereplő tűréseket? A szokásos ±0,005" eltérés nagyon más, mint a precíziós ±0,001" eltérés. Ha a tűrések nincsenek megadva, akkor ismeretlen értékeket hasonlítunk össze.
- Felületminőségi szabványok: Keressük az Ra-értékeket vagy a felületminőség leírását. Az „alapállapotban gépezett” és a „csiszolt” felület jelentős költség- és minőségkülönbséget jelent a CNC-megmunkálású alkatrészek esetében.
- Anyagtanúsítványok: Kapni fogja az anyagvizsgálati jelentéseket (MTR-ket) vagy a megfelelőségi tanúsítványokat? A szabályozott iparágakban alkalmazott CNC-fémfeldolgozási alkalmazások esetében ez a dokumentáció nem választható ki.
- Beállítási és programozási díjak: Egyes árajánlatok ezt a költséget a darabárba ágyazzák; mások külön sorolják fel. Ennek a részletezésnek a megértése segít pontosan értékelni a mennyiségi árakat.
- Ellenőrzés és Minőségbiztosítás: Milyen szintű ellenőrzés tartozik hozzá? Az első minta ellenőrzése, a folyamat közbeni ellenőrzések és a végleges CMM-ellenőrzés mindegyike értéket – és költséget – jelent.
- Másodlagos műveletek: A menetkészítés, a csiszolás, a hőkezelés és a felületi bevonatok külön felsorolásra kerülnek. A homályos árajánlatok gyakran kihagyják azokat a folyamatokat, amelyeket ön maga természetesnek vett volna benne.
Amikor egy árajánlat lényegesen alacsonyabb, mint a versenytársaké, vizsgálja meg, mi hiányzik belőle. Az iparági irányelvek szerint egyes beszállítók elhagyhatják a szükséges folyamatokat, hogy kezdeti ajánlatuk vonzóbb legyen, majd később pótköltségeket számíthatnak fel.
Kérdések az első megrendelés leadása előtt
Mielőtt bármely beszállítóval szerződést kötne egyedi fémpalástokra, ezek a kérdések választják el a megbízható partnereket a kockázatos kísérletektől. Az A Wisconsin Metal Tech beszállítóválasztási útmutatója , fontos megérteni, hogy beszállítójának mire képes és mire nem, mivel ez döntően befolyásolja a választását:
- Milyen tanúsítványokat bírsz el? Az ISO 9001 a minimumszint; iparágspecifikus tanúsítások – például az IATF 16949 az autóipari, vagy az AS9100 a légiközlekedési szektorban – szakspecifikus képességet jeleznek.
- Milyen gépek fogják megmunkálni alkatrészeit? Annak ismerete, hogy alumínium CNC-munkája 3-tengelyes vagy 5-tengelyes gépen fut-e, mind a képességekre, mind a költségelvárásokra hatással van.
- Hogyan biztosítják a folyamatos minőséget? Figyeljen a statisztikai folyamatszabályozásra (SPC), dokumentált eljárásokra és kalibrált mérőeszközökre történő hivatkozásokra – ne pedig homályos biztosítékokra.
- Képesek referenciaügyfeleket vagy mintadarabokat szolgáltatni? Az Anebon Metal minőségértékelési útmutatója szerint a mintadarabok kérése a legjobb lehetőség arra, hogy valós körülmények között lássa az eredményeket, mielőtt nagyobb termelési mennyiségre vállalna kötelezettséget.
- Mi történik, ha az alkatrészek nem felelnek meg az előírásoknak? Átlátható cserepolitika és gyorsan reagáló ügyfélszolgálat a folyamataikban való bizalomra utal.
- Mi a tényleges szállítási határidő-története? A megadott szállítási határidők és a ténylegesen teljesített szállítási határidők gyakran eltérnek. Kérjen realisztikus elvárásokat a jelenlegi kapacitás alapján.
Az a beszállító, aki ezekre a kérdésekre átláthatóan válaszol, szakmai hozzáértést mutat. A kitérő vagy homályos válaszok figyelmeztető jelek, amelyeket érdemes komolyan venni.
Minőségi mutatók az áron túl
Amikor CNC-megmunkálási alkatrészeket gyártó beszállítókat értékelünk, egyes jellemzők kiváló minőséget és megbízhatóságot jeleznek – gyakran indokolva a magasabb árat a kockázat csökkentésével és jobb eredményekkel. Íme egy ellenőrzőlista a kiemelendő minőségi mutatókról:
- Statisztikai folyamatszabályozás (SPC) alkalmazása: Beszállítók, mint például a Shaoyi Metal Technology az SPC-t a kritikus méretek valós idejű ellenőrzésére használják, így a hibák keletkezése előtt észlelik a szóródást. Ez a proaktív megközelítés olyan konzisztenciát biztosít, amelyet a reaktív ellenőrzés nem tud elérni.
- Gyors szállítási határidő-képesség: Egy napos szállítási határidők – például a Shaoyi által az autóipari alkalmazásokhoz kínáltak – jól szervezett működést, rendelkezésre álló kapacitást és hatékony folyamatokat jeleznek.
- Szakmai szaktudás: Azok a beszállítók, akik bizonyított képességet mutatnak összetett alvázösszeszerelések vagy egyedi fémbetétek gyártására, tapasztalattal rendelkeznek bonyolult geometriák kezelésében, amelyekkel a szélesebb körű szakmai profilú műhelyek gyakran nem tudnak lépést tartani.
- Anyagnyomozhatósági rendszerek: A minőségértékelés legjobb gyakorlatai szerint egy megbízható nyomonkövetési rendszer lehetővé teszi minden alkatrész anyageredetének, feldolgozási történetének és ellenőrzési adatainak nyomon követését – ez különösen fontos a szabályozott iparágakban.
- Fejlett ellenőrző berendezések: A koordináta-mérőgépek (CMM), a felületi érdességmérők és az optikai összehasonlítók a minőségellenőrzési képességekbe történő beruházást jeleznek.
- Gyors válaszadó kommunikáció: Azok a beszállítók, akik a megajánlás folyamata során gyorsan és alaposan válaszolnak a kérdésekre, általában ugyanilyen színvonalas szolgáltatást nyújtanak a gyártási fázisban is.
- Átlátható árképzés részletezése: A részletes megajánlások, amelyek külön feltüntetik az anyagköltséget, a megmunkálási költséget és a felületkezelési költséget, bizalmat és professzionalizmust tükröznek.
A legvonzzóbb árajánlat nem mindig a legjobb. Egy szokatlanul alacsony ár figyelmeztető jel lehet a kompromisszumokra, rejtett díjakra vagy alacsony minőségre, amely hosszú távon további késedelmek, újrafeldolgozás vagy alkatrész-hibák miatt magasabb költségekkel járhat.
Figyelmeztető jelek, amelyek minőségi aggályokra utalnak
Ahogyan a pozitív jelzések a megbízhatóságra utalnak, ugyanúgy bizonyos figyelmeztető jeleknek óvatosságot kell kelteniük a CNC aluminimum vagy bármely más anyag megajánlásainak értékelésekor:
- Kétértelmű vagy hiányzó tanúsítványok: A hivatalos minőségi tanúsítás hiánya gyakran összefügg a kevésbé szabályozott folyamatokkal.
- Hajlandóság hiánya a folyamatrészletek megosztására: A transzparencia hiánya elrejtheti az alacsonyabb színvonalú gyártási körülményeket.
- Nincs említés az ellenőrzésről: Ha egy árajánlat egyáltalán nem foglalkozik a minőségellenőrzéssel, feltételezhető, hogy minimális ellenőrzést terveznek.
- Az árak jelentősen az átlagos piaci szint alatt vannak: A szakmai elemzések szerint a szokatlanul alacsony árajánlatok gyakran kizárják a szükséges folyamatokat, vagy alacsony színvonalú minőségellenőrzést jeleznek.
- Késleltetett vagy kerülő válaszok: Azok a beszállítók, akik nehézséget okoznak az alapvető kérdések megválaszolásában az árajánlatkérés során, ritkán javulnak a gyártási fázisban.
- Nincs nyomkövethetőség biztosítva: A világos anyag-eredet nyomon követhetősége nélkül csökken a felelősségvállalás és a minőségbiztosítás.
Ezeknek a jeleknek a korai felismerése segít elkerülni a költséges hibákat – például a késve érkező, a minőségellenőrzésen át nem jutó vagy egyszerűen nem megfelelő működésű alkatrészeket alkalmazásában.
A végső döntés meghozatala
Miután elemezték az árajánlatokat és megválaszolták a kérdéseket, hogyan válasszanak? Készítsen egy egyszerű összehasonlító mátrixot, amely a fenti tényezőkön túl is mérlegeli a szempontokat:
| Értékelési szempontok | Súly | Mit érdemes összehasonlítani |
|---|---|---|
| Árversenyképesség | 25% | Teljes költség, ideértve a szállítást, a szerszámozást és a másodlagos műveleteket |
| Minőségi rendszerek | 25% | Tanúsítványok, statisztikai folyamatszabályozás (SPC) bevezetése, ellenőrzési képességek |
| Szállítási idő megbízhatósága | 20% | Ajánlott szállítási idők vs. korábbi teljesítési teljesítmény |
| Műszaki képesség | 15% | Felszerelés, szakértelem a megadott geometriával és anyagokkal kapcsolatban |
| Kommunikáció minősége | 15% | Reagálóképesség, átláthatóság, problémamegoldási megközelítés |
A megbízható autóipari gyártási megoldásokat kereső mérnökök számára, akik pontosságot igénylő CNC megmunkált alkatrészeket kívánnak, olyan beszállítók – például az IATF 16949 tanúsítvánnyal rendelkezők és a bevált SPC bevezetéssel rendelkezők – Shaoyi Metal Technology – képviselik azt a minőségi szintet, amely minimalizálja a kockázatot és maximalizálja az értéket hosszú távon.
Ne feledje: nemcsak alkatrészeket vásárol, hanem egy gyártási partnert választ ki, amelynek minőségirányítási rendszere, kommunikációs gyakorlatai és műszaki képességei közvetlenül befolyásolják projektje sikerét. A részletes árajánlatok alapos értékelésére fordított néhány plusz óra megtérül az időben érkező, a megadott specifikációknak megfelelő és alkalmazásában megbízhatóan működő alkatrészek formájában.
Gyakran ismételt kérdések a CNC online árajánlatokkal kapcsolatban
1. Hogyan kaphatok azonnali CNC-megmunkálási árajánlatot online?
Töltse fel CAD-fájlját (előnyösen STEP formátumban) egy online árajánlat-kérési platformra, majd adja meg az anyagot, a tűréseket, a felületi minőséget és a mennyiséget. Fejlett algoritmusok elemezik a geometriáját, ellenőrzik a gyárthatóságot, és másodpercek – perceken belül árat állítanak elő. A legtöbb platform STEP, IGES és Parasolid fájlokat fogad el pontos, automatizált árajánlat-készítéshez.
2. Mely tényezők befolyásolják leginkább a CNC megmunkálási árajánlatokat?
Az NC-gépek árajánlatának árképzését öt fő tényező határozza meg: az anyagválasztás (a titán ára 4–5-szöröse az alumíniuménak), a tűrések megadása (szigorú tűrések esetén a költségek 3–10-szeresére nőhetnek), a geometriai bonyolultság, amely töbtengelyes megmunkálást igényel, a gyártási mennyiség, amely befolyásolja a beállítási költségek elosztását, valamint a felületi minőségre vonatkozó követelmények. A kritikus funkciókon kívül csak a szükséges pontosság megadása stratégiai módon 40–60%-kal csökkentheti a költségeket.
3. Miért változnak ennyire az NC-gépes árajánlatok különböző online platformokon?
Az árajánlatok eltérései a különböző gyártási hálózatokból (belföldi vs. globális), a különböző általános költségstruktúrákból, a minőségi szabványokból és a gépek kihasználtsági arányából erednek. Azok a platformok, amelyek szigorú ellenőrzési protokollal és tanúsított folyamatokkal rendelkeznek, ezeket a képességeket is beleépítik az árajánlatokba. Mindig hasonlítsa össze a részletes, anyag-, megmunkálási és felületkezelési költségeket külön-külön feltüntető bontást, ne csak a főcímekben szereplő árakat.
4. Mely fájlformátumok alkalmasak legjobban az online NC-gépes árajánlatkérésre?
A STEP (.stp, .step) fájlok az ipar által preferált formátumok, mert megőrzik a CNC-gépek számára szükséges pontos matematikai felületi definíciókat. Az IGES és a Parasolid fájlok szintén jól használhatók. Kerülje a hálós (mesh-alapú) formátumokat, például az STL-t a pontosságot igénylő CNC-feldolgozás során, mivel ezek elvesztik a pontos szerszámpálya-generáláshoz és árajánlat-készítéshez szükséges matematikai pontosságot.
5. Hogyan járul hozzá az IATF 16949-es tanúsítás az autóipari CNC-alkatrészeim minőségéhez?
Az IATF 16949-es tanúsítással rendelkező beszállítók, például a Shaoyi Metal Technology, statisztikai folyamatszabályozást (SPC), PPAP-dokumentációt és teljes anyagnyomvonal-követést alkalmaznak, amelyek az autóipari ellátási láncban kötelezőek. Ez a tanúsítás a hibák megelőzésén alapuló rendszerek révén biztosítja a minőség egyenletességét, és lehetővé teszi összetett alvázegységek gyártását, valamint a pontosságot igénylő autóipari alkatrészek gyártását akár egy munkanapon belül is.