 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC megmunkálási szolgáltatások online: A CAD fájltól a küszöbön történő kézbesítésig
Mit nyújtanak valójában az online CNC megmunkálási szolgáltatások
Képzelje el, hogy feltölt egy tervezési fájlt a laptopjáról, és néhány nap alatt pontosan megmunkált alkatrészeket kap az ajtaja elé. Nincs szükség gyárlátogatásra. Nincsenek hosszadalmas tárgyalások. Nem kell heteket várni egy árajánlatra. Pontosan ezt nyújtják az online CNC megmunkálási szolgáltatások mérnököknek, termékfejlesztőknek és gyártóknak világszerte.
Lényegében az online CNC megmunkálás összeköti Önt fejlett gyártási képességekkel digitális platformokon keresztül . A hagyományos módszer helyett, amely során gépgyári látogatásokra, papír alapú rajzok cseréjére és manuális árajánlatokra kellett várni, egyszerűen feltölti CAD-fájljait, kiválasztja az anyagokat, és azonnali árajánlatot kap. A platform ezután koordinálja a gyártást tanúsított CNC gépkezelőkkel, gyakran globális hálózaton keresztül, hogy alkatrészeit ±0,01 mm-es pontossági tűréssel gyártsák le.
A CAD-fájltól a kész alkatrészig néhány nap alatt
A sebességi előny figyelemre méltó. A szakmai kutatások szerint azok a vállalatok, amelyek online CNC-szolgáltatásokat használnak, akár 50%-kal csökkentették a fejlesztési ciklust a hagyományos gyártási folyamatokhoz képest. Akár egyetlen prototípust kíván tesztelni, akár 500 darabos termelési alkatrészcsoportra van szüksége, a folyamat továbbra is egyszerűsített és előrejelezhető marad.
Gondolja át, mit jelent ez a projekt időtervére! Egy startup, amely egyedi motorkomponenseket fejleszt, feltöltheti terveit, ugyanazon a héten megkapja a megmunkált alkatrészeket tesztelésre, és még ugyanazon a héten elvégezheti a javításokat. Az R&D-csoportok gyorsabban tudják érvényesíteni elképzeléseiket. A gyártási vezetők hosszú beszerzési folyamatok nélkül tudnak pótalkatrészeket beszerezni.
Hogyan változtatták meg a digitális platformok a gyártási hozzáférést
A digitális platformok megjelenése előtt a minőségi CNC megmunkálás eléréséhez megbízható szállítói kapcsolatokra, jelentős minimális rendelési mennyiségekre és nagyobb előre fizetett beruházásokra volt szükség. A kisvállalkozások és egyéni mérnökök gyakran akadályokba ütköztek, amelyeket a nagyobb vállalatok egyszerűen átugrottak saját gyártási partnereikkel.
Ma azonban a versenyfeltételek drámaian kiegyenlítődtek. Egy online CNC gépes platform ugyanolyan gyártási hozzáférést biztosít egy kétfős startupnak, mint egy Fortune 500-as vállalatnak. Egyaránt rendelhet személyre szabott rögzítőelemeket, pontos illesztőelemeket vagy összetett űrkutatási alkatrészeket ugyanazon intuitív felületen keresztül.
A szolgáltatások körében észlelhető jelentős bővülés:
- Gyors prototípuskészítés: Egységes darabszámú gyártás tervezési érvényesítéshez és funkcionális teszteléshez
- Kis sorozatgyártás: 10–500 darabos kis tételgyártás esetén nincs szükség szerszámozási beruházásra
- Gyártási sorozatok: Skálázható gyártás folyamatos termékigények kielégítésére
- Cserei részek: Igény szerinti beszerzés karbantartási és javítási feladatokhoz
Az online CNC forradalom magyarázata
De pontosan mi teszi lehetővé egy online CNC-szolgáltatás működését? A platformok több kritikus összetevőt integrálnak, amelyek a bonyolult gyártási folyamatot hozzáférhetővé és átláthatóvá teszik:
- Digitális árajánlat-készítő rendszerek: Az algoritmusok elemzik a tervezés geometriáját, az anyagválasztást és a tűréseket, hogy másodpercek alatt pontos árakat adjanak meg
- Fájlfeltöltési lehetőségek: A szabványos CAD-formátumok – például STEP, IGES és STL – támogatása biztosítja kompatibilitását a tervezőszoftverével
- Anyagválasztási felületek: Válasszon fémekből, mint az alumínium, acél, titán és sárgaréz, vagy műszaki műanyagokból, például delrinből és policarbonátból
- Megrendelésnyomon követési irányítópultok: Valós idejű láthatóság a gyártási állapotról, minőségellenőrzésről és szállítási frissítésekről
- Minőségi dokumentáció: Ellenőrzési jelentések és tanúsítványok, amelyek megfelelnek a légi-, orvosi- és autóipari alkalmazások szabályozási követelményeinek
Az első alkalommal használók számára a folyamat eltávolítja a pontossági gyártás előtti félelmet keltő hatást. Nem szükséges évtizedekre nyúló beszállítói kapcsolatokkal vagy gyártási szakértelemmel rendelkeznie ahhoz, hogy online CNC-árajánlatot kapjon. A platform végigvezeti Önt minden döntési ponton.
A tapasztalt mérnökök számára, akik új beszállítókat keresnek, ezek a szolgáltatások ugyanolyan értékes dolgot kínálnak: átláthatóságot és sebességet. Azonnal összehasonlíthatja az online megmunkálási árajánlatokat, értékelheti a szállítási határidőket a projekt határidejeivel szemben, és növelheti a termelést szerződések újratárgyalása nélkül. A kiválasztott CNC-szolgáltatás rugalmas gyártási partnerként funkcionál, nem pedig merev beszállítói kapcsolatként.
Akár első termékének prototípusát készíti, akár egy meglévő termékvonal termelési alkatrészeit szerzi be, annak megértése, hogyan működnek ezek a platformok, jelentős előnyt biztosít a költségek, időkeretek és minőségi elvárások kezelésében.

CNC marás, forgácsolás és többtengelyes folyamatok magyarázata
Amikor online kutatja a CNC megmunkálási szolgáltatásokat, hamarosan három fő gyártási eljárással találja magát szemben: marás, esztergálás és többtengelyes műveletek. De melyik illik leginkább a projektjéhez? Az egyes eljárások mechanikai működésének megértése segít megbízható döntést hozni, nem pedig csupán a szállítók leírása alapján találgatni.
Itt a lényegi különbség: a CNC marásnál a munkadarab álló helyzetben van, miközben egy forgó vágószerszám távolítja el az anyagot a kívánt alak kialakításához. A CNC esztergálás teljesen megfordítja ezt a megközelítést: itt a munkadarab forog egy álló vágószerszám ellen. A többtengelyes megmunkálás ezeket a képességeket kombinálja további szabadsági fokokkal, lehetővé téve összetett geometriák gyártását, amelyek máskülönben több beállítást igényelnének.
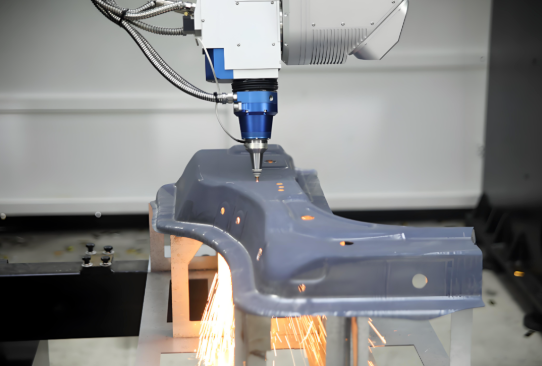
CNC marás összetett 3D-geometriákhoz
Képzelje el, hogy szüksége van egy egyedi rögzítőkonzolra zsebekkel , horpadások és ferde felületek. A CNC marás ezt könnyedén kezeli. A CNC vágógép több tengely mentén mozog, így a forgó marószerszám különböző szögekből közelítheti meg a munkadarabot, és bonyolult részeket faraghat ki belőle.
Mi teszi a marást különösen sokoldalúvá? Többtengelyes képességei lehetővé teszik a CNC-marás útján készült, összetett kontúrú, szabálytalan alakú és részletgazdag felületi jellemzőkkel rendelkező alkatrészek gyártását. A szakmai tapasztalatok szerint a marás kiválóan alkalmazható olyan anyagok megmunkálására, amelyeket nehéz megfordítani, például keményített acélok és exotikus ötvözetek.
Vegye figyelembe az alábbi gyakori alkalmazási területeket a CNC-marású alkatrészek esetében:
- Összetett motoralkatrészek több megmunkált felülettel
- Egyedi fogaskerekek és mechanikai kapcsolódó elemek
- Súlycsökkentő zsebekkel ellátott légiközlekedési szerkezeti alkatrészek
- Burkolatok és házak pontos rögzítési jellemzőkkel
- Fogyasztói termékek prototípusai, amelyek bonyolult részleteket igényelnek
A kompromisszum? A marás általában több előkészítési időt igényel összetett alkatrészek esetében, és hengeres jellemzők elérése további szerszámozási megfontolásokat igényelhet a megfordításhoz képest.
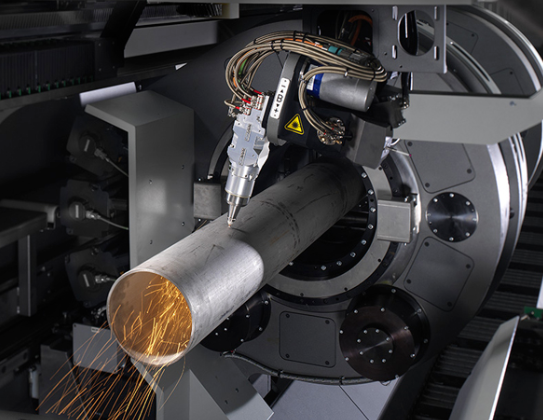
Amikor érdemes CNC esztergálást alkalmazni
Képzeljen el most egy másik forgatókönyvet. Pontos tengelyekre, bushingokra vagy menetes csatlakozókra van szüksége. Ezek a henger alakú alkatrészek éppen az esztergálás területe, ahol a CNC-esztergálás igazán ragyog.
Egy CNC-esztergálási szolgáltatás során a munkadarab nagy sebességgel forog, miközben egy álló vágószerszám alakítja a forgástengelye mentén. Ez a megközelítés kiváló hatékonyságot biztosít kerek vagy szimmetrikus alkatrészek gyártásához. A CNC-vágási folyamat folyamatosan eltávolítja az anyagot, amíg a munkadarab forog, így sima hengerfelületeket és kiváló koncentricitást eredményez.
A CNC-esztergálási szolgáltatások kiválóan alkalmazhatók a következők gyártására:
- Tengelyek és orsók pontos átmérő-tűrésekkel
- Mechanikai szerelvényekhez szükséges bushingok és gyűrűk
- Flange-ok és csatlakozó elemek
- Menetes rögzítőelemek és csatlakozók
- Több átmérő-szakaszból álló lépcsőzött hengerek
Mi a korlátozás? Az esztergálás nehézséget okoz olyan alkatrészek esetében, amelyek szabálytalan alakúak vagy összetett geometriájúak, és ezek a jellemzők kiterjednek a forgástengelyen túlra is. Ha az alkatrészén mélyedések, ferde felületek vagy aszimmetrikus elemek találhatók, akkor általában a marás nyújtja a jobb megoldást.
Az 5 tengelyes megmunkálási lehetőségek megértése
Mi történik, ha a tervezésének olyan összetettséget és pontosságot igényel, amelyet a szokásos 3 tengelyes műveletek nem tudnak elérni? Ekkor válnak elengedhetetlenné az 5 tengelyes CNC megmunkálási szolgáltatások.
A hagyományos marás három lineáris tengely mentén zajlik: X, Y és Z. Az öt tengelyes gépek két forgó tengelyt is hozzáadnak, így a vágószerszám vagy a megmunkálandó alkatrész döntésére és elforgatására is képes a megmunkálás során. Ez a képesség megszünteti a többszörös rögzítés szükségességét, csökkenti a kezelési hibák kockázatát, és lehetővé teszi olyan geometriai elemek megmunkálását, amelyeket máskülönben nem lehetne megvalósítani.
Az eredmény? Repülőgépipari alkatrészeket gyárthat komplex görbületekkel, orvosi implantátumokat szerves geometriával, vagy turbinalapátokat bonyolult profilú áramlástechnikai kialakítással egyetlen műveletben. A modern többfunkciós gépek még a marást és az esztergálást is kombinálják, így zavartalan koordinációt biztosítanak a forgó szerszám és a munkadarab forgása között.
Folyamatok összehasonlítása pillantásra
A megfelelő gyártási eljárás kiválasztása a alkatrész geometriájától, a gyártási mennyiségtől, az anyagtulajdonságoktól és a pontossági követelményektől függ. Ez az összehasonlítás segít értékelni, melyik eljárás felel meg leginkább az adott projekt igényeinek:
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Komplexitási szint |
|---|---|---|---|
| CNC marás (3 tengelyes) | Sík felületek, zsebek, horpadások, egyszerű 3D-kontúrok | ±0,001"–±0,005" (±0,025–±0,127 mm) | Alacsony a közepes |
| CNC Forgatás | Hengeres alkatrészek, tengelyek, csapágyak, menetes alkatrészek | ±0,001"–±0,005" (±0,025–±0,127 mm) | Alacsony a közepes |
| 5-tengelyes marás | Összetett légi- és űrhajóipari alkatrészek, turbinalapátok, orvosi implantátumok | ±0,0005"–±0,002" (±0,013–±0,051 mm) | Magas |
| Maró- és esztergálóközpontok | Hengeres és prizmatikus jellemzőket egyaránt igénylő alkatrészek | ±0,001"–±0,003" (±0,025–±0,076 mm) | Közepes a magas |
Amikor tervezetét feltölti egy online platformra, a költségkalkulációs rendszer általában elemezi a geometriát, és javasolja a megfelelő gyártási eljárást. Azonban ezeknek a különbségeknek a megértése lehetővé teszi, hogy optimalizálja tervezetét a gyárthatóság szempontjából, és előre lássa, hogyan befolyásolja a gyártási eljárás kiválasztása a költséget és a szállítási időt.
Miután tisztán érti a rendelkezésre álló megmunkálási eljárásokat, a következő kulcsfontosságú döntés az alkalmazási igényeknek megfelelő anyag kiválasztása.
Hogyan válasszuk ki a megfelelő CNC megmunkálási anyagokat
Kiválasztotta a megmunkálási folyamatát. Most egy ugyanolyan fontos döntés következik: milyen anyagból készüljön a alkatrésze? A megfelelő anyag kiválasztása nem csupán egy doboz bejelölése egy rendelőlapon. Ez közvetlenül befolyásolja, hogyan viselkedik az alkatrész terhelés alatt, mennyire ellenáll a korróziónak, hogyan kezeli a hőmérsékleti szélsőségeket, és végül meghatározza a projekt sikerét.
A kihívás? A legtöbb online platform hosszú anyagválaszték-listát mutat fel anélkül, hogy elmagyarázná, mikor érdemes az egyiket a másik helyett választani. Látja az alumíniumot, az acélt, a sárgaréz-t, a delrint, a nylon-t és tucatnyi más anyagot. De melyik felel meg pontosan az Ön specifikus alkalmazási igényeinek?
Építsünk gyakorlati keretrendszer anyagválasztáshoz az alkatrész valós feladatai alapján.
Az anyagok illesztése a mechanikai követelményekhez
Mielőtt végiglapozná az anyagkatalógusokat, kezdjen egy egyszerű kérdéssel: milyen körülmények között fogja a alkatrész használni a gyakorlatban? A Protolabs gyártási szakértői szerint, ha prioritást ad a követelményeinek – a „kötelező” elemektől a „jó lenne” elemekig –, gyorsan csökkentheti a lehetséges anyagválasztási lehetőségek számát egy kezelhető szintre.
Fontolja meg az alábbi tényezőket az anyagok értékelésekor:
- Mechanikai igénybevétel: Tartani fogja az alkatrész a nagy terhelést, ütőerőket fog-e elviselni, vagy ismétlődő feszültségciklusoknak lesz kitéve?
- Környezeti hatások: Fennáll-e nedvesség, páratartalom vagy vegyi anyagokkal való érintkezés miatti aggály?
- Hőmérsékleti tartomány: A alkatrész hőforrások közelében vagy fagyos körülmények között fog működni?
- Súlykorlátozások: Igényel-e alkalmazása könnyű alkatrészeket?
- Felületi követelmények: Simított felületre, korrózióvédelemre vagy meghatározott esztétikai minőségre van szüksége?
- Költségérzékenység: Mennyi a nyersanyag-költségre és a teljesítménybeli kompromisszumokra szánt költségvetése?
Miután tisztázta ezeket a prioritásokat, az anyagválasztás logikus folyamat lesz, nem pedig találgatás.
Fémválasztás az alapokon túl
A fémek továbbra is a precíziós CNC megmunkálás gerincét képezik. De az, ha azt mondjuk, hogy „fémalkatrészekre” van szükségünk, olyan, mintha azt mondanánk, hogy „szállításra” van szükségünk. A konkrét választás rendkívül nagy jelentőséggel bír.
Alumínium-ligaturából az alumínium ötvözetek vezető pozíciót foglalnak el az online CNC megrendelésekben jó okból. Gyorsan megmunkálhatók, természetes módon ellenállnak a korróziónak, és kiváló szilárdság–tömeg arányt nyújtanak. Az Alumínium 6061 általános alkalmazásokhoz biztosít jó, kiegyensúlyozott teljesítményt, míg a 7075 magasabb szilárdságot nyújt repülőgépipari és szerkezeti alkatrészekhez. Mindkettő alkalmas anódosításra a tartósság növelése érdekében, illetve krómát bevonatra a megjelenés javítása céljából.
Acélválasztékok a közönséges gyártáshoz használt alacsony széntartalmú fajtákig terjednek a korrózióálló rozsdamentes acélokig. Ha alkatrésze nedves vagy kémiai hatásoknak kitett környezetben működik, a rozsdamentes acél megakadályozza a rozsdásodást és a minőségromlást. A kompromisszum? Az acél lassabban megmunkálható, mint az alumínium, és lényegesen nehezebb.
Sárgaréz és bronz kiválóan teljesítenek olyan alkalmazásokban, ahol alacsony súrlódás és kiváló megmunkálhatóság szükséges. A bronz megmunkálása olyan alkatrészeket eredményez, amelyek ideálisak csapágyakhoz, párnákhoz és díszítő szerelvényekhez. A bronzból CNC-vel gyártott alkatrészek kiválóan ellenállnak a kopásnak csúszó alkalmazásokban. Ezek a rézötvözetek természetes antimikrobiális tulajdonságokkal is rendelkeznek orvosi és élelmiszer-feldolgozó berendezésekhez.
Titán a legjobb szilárdság–tömeg arányt kínálja a kiváló korrózióállósággal együtt. A repülőgépipar és az orvostechnika gyakran előírja a titán használatát, annak ellenére, hogy magasabb a költsége és lassabb a megmunkálása. Ha a tömegcsökkenés és a biokompatibilitás döntő fontosságú, akkor a titán indokolja a prémium árat.
Mérnöki műanyagok precíziós alkalmazásokhoz
Amikor a fém túlzás, a műszaki műanyagok pontos teljesítményt nyújtanak alacsonyabb súly mellett és olcsóbban. A műanyagok azonban másképp viselkednek a megmunkálás során és üzemelés közben, mint a fémek.
Mi az a Delrin? A delrin anyagot gyakran acetálnak vagy polioximetilénnek (POM) is nevezik, és kiemelkedő méretpontossága és megmunkálhatósága miatt válik különösen értékessé. A pontossági megmunkálás szakértői szerint a delrin műanyag könnyen tartja a szigorú tűréseket, mivel alacsony nedvességfelvételének köszönhetően az, amit megmunkálunk, pontosan az lesz a végeredmény. Tisztán vágódik, hűvösen fut, és minimális utófeldolgozást igénylő, sima felületet eredményez közvetlenül a szerszámmal.
A delrin kiválóan alkalmazható precíziós fogaskerekek, csapágygyűrűk, szelepelemek és bármely olyan alkalmazás esetén, ahol méretpontosságot igényelnek potenciálisan nedves környezetben.
Nylon megmunkálásra a nylon kiválóbb ütésállósággal és szakítószilárdsággal bír, mint a delrin. Jobban viseli a hőt: üvegszálas fajtái folyamatosan kb. 120–130 °C-os hőmérsékletet bírnak el, míg a delrin határa 100–110 °C. Ugyanakkor a nylon nedvességet vesz fel a levegőből, ami idővel megváltoztatja méreteit. Ez a higroszkópos viselkedés azt jelenti, hogy a nylon inkább olyan alkalmazásokra alkalmas, ahol az ütésállóság fontosabb, mint a szigorú méreteltérési tűrések.
Polikarbonát (PC) kiváló optikai átlátszóságot és nagy ütésállóságot biztosít egyaránt. Ha alkatrésze átlátszóságra vagy hirtelen ütések elviselésére van szüksége, a polikarbonát a legtöbb alternatívánál jobban teljesít. Jól megmunkálható, de a megolvasztás vagy repedés elkerülése érdekében gondos hőmérséklet-szabályozás szükséges.
Acrilykus kiváló optikai tulajdonságokat és időjárásállóságot kínál alacsonyabb költséggel, mint a polikarbonát. Tisztán megmunkálható, és kristálytiszta felületet adhat polírozással. Az akril azonban ridegebb és kevésbé ütésálló, mint a polikarbonát, így az anyagválasztás a konkrét igénybevételi feltételektől függ.
A PEEK (poliéter-éter-keton) a műszaki műanyagok magas teljesítményű végét képviseli. Kiválóan ellenáll a szélsőséges hőmérsékleteknek, agresszív vegyi anyagoknak és a nagy mechanikai terheléseknek. A légi- és orvosi alkalmazások gyakran PEEK-et írnak elő, annak ellenére, hogy ez az anyag prémium árkategóriába tartozik.
Anyagválasztási mátrix
Használja ezt az összehasonlítást az anyagok értékeléséhez a projektjének követelményei szerint. Ne feledje, hogy a megmunkálhatóság hatással van mind a költségekre, mind a szállítási időre, míg a relatív költség befolyásolja a költségvetési döntéseit:
| Anyag | Kulcsfontosságú tulajdonságok | Közös alkalmazások | Megmunkálhatósági értékelés | Relatív költségszint |
|---|---|---|---|---|
| Alumínium 6061 | Könnyű, korrózióálló, jó szilárdságú | Általános gépészeti alkatrészek, rögzítőelemek, házak | Kiváló | Az |
| Alumínium 7075 | Nagy szilárdságú, könnyű, légi- és űrhajóipari minőségű | Szerkezeti alkatrészek, légi- és űrhajóipari alkatrészek | Nagyon jó. | Közepes |
| Rozsdamentes acél 304 | Korrózióálló, erős, higiénikus | Élelmiszer-feldolgozó berendezések, orvosi eszközök, tengeri alkatrészek | Mérsékelt | Közepes |
| Sárgaréz | Alacsony súrlódású, kiváló megmunkálhatóságú, dekoratív | Csatlakozóelemek, csatlakozók, díszítő szerelvények | Kiváló | Közepes |
| Bronz | Jó kopásállóságú, alacsony súrlódású, önkennelő | Bélészek, csapágyak, csúszó alkatrészek | Kiváló | Közepes-Magas |
| Titán 5. osztály | Legmagasabb szilárdság-tömeg arány, biokompatibilis | Űrkutatási, orvosi implantátumok, versenyautó-alkatrészek | Nehéz | Magas |
| Delrin (Acetal) | Méretstabilitás, alacsony nedvességfelvétel | Pontos fogaskerekek, szelepalkatrészek, bélészek | Kiváló | Alacsony-Közepes |
| Nylon 6/6 | Magas ütőszilárdságú, hőálló, kemény | Szerkezeti alkatrészek, kopó alkatrészek, házak | Jó | Az |
| Polikarbonát | Optikai átlátszóság, magas ütőszilárdság | Átlátszó burkolatok, biztonsági pajzsok, lencsék | Jó | Közepes |
| Acrilykus | Optikai átlátszóság, időjárásállóság, csiszolhatóság | Kijáratok, táblák, díszítő alkatrészek | Nagyon jó. | Az |
| A PEEK | Kiváló hő- és vegyiállóság | Űrkutatás, orvosi technika, vegyipar | Mérsékelt | Nagyon magas |
Prototípus-készítéshez szükséges anyagválasztási szempontok
Ha olyan alkatrészeket készít prototípusként, amelyeket később fröccsöntéssel gyártanak, érdemes a megmunkált prototípusok anyagát igazítani a sorozatgyártás anyagához. Ahogy a gyártási szakértők megjegyzik, ha a megmunkált prototípusokhoz ugyanazt a műanyagot használjuk, mint a fröccsöntött sorozatgyártáshoz, akkor a prototípusok viselkedése hasonló lesz a végső alkatrészekéhez.
A gyakran használt fröccsöntő műanyagok – például az ABS, az acetal, a PEEK és a nylon – megmunkálásra alkalmas tömbformában is elérhetők. Ez az egyeztetés biztosítja, hogy a prototípusok tesztelése pontosan előrejelezze a sorozatgyártott alkatrészek viselkedését.
Az anyagválasztás nemcsak az alkatrész teljesítményét, hanem a gyártási költségeket és időkereteket is közvetlenül befolyásolja. Miután tisztázta az anyagválasztást, a teljes rendelési folyamat megértése segít hatékonyan végigvezetni Önt a tervezési fájltól a kész alkatrészekig.

A teljes online CNC-rendelési folyamat
Kiválasztotta a megmunkálási folyamatát, és kiválasztotta a megfelelő anyagot. Mi a következő lépés? Azok számára, akik először rendelnek CNC megmunkálási szolgáltatásokat online, a megrendelési folyamat titokzatosnak tűnhet. Mi történik azután, hogy rákattint a feltöltés gombra? Mennyi idő múlva kap árat? Mikor szállítják el a alkatrészeit?
A jó hír az, hogy a modern platformok ezt a folyamatot jól meghatározott, átlátható lépésekre egyszerűsítették. A Xometry gyártási munkafolyamat-útmutatója szerint a tervezési fájltól a kész CNC megmunkált alkatrészekig vezető út egy logikus sorozatot követ, amely eltávolítja a találgatást az egyedi gyártásból.
Gyalázzuk végig minden egyes szakaszt, hogy pontosan tudja, mit várhat.
CAD-fájljainak felkészítése feltöltésre
A megrendelési élménye már akkor kezdődik, amikor még nem is látogatott meg egy platformot. A megfelelő fájl-előkészítés megakadályozza a késedelmeket, és biztosítja a pontos árajánlatokat.
A legtöbb online CNC platform ezeket a szabványos fájlformátumokat fogadja el:
- STEP (.stp, .step): Az iparág szabványos formátuma a testmodellekhez, amely megőrzi a geometriát és a funkcióadatokat különböző CAD-rendszerek között
- IGES (.igs, .iges): Egy régebbi, de széles körben kompatibilis formátum, amely alkalmas felületi és testgeometriákra
- STL (.stl): Főként 3D nyomtatáshoz használják, de néhány platform egyszerűbb geometriák esetén is elfogadja
- Natív CAD formátumok: Néhány szolgáltatás közvetlenül elfogadja a SolidWorks, az Inventor vagy más tulajdonosi formátumokat
A feltöltés előtt ellenőrizze kétszer modelljét a gyakori problémákra. Megfelelően definiáltak-e az összes funkció? Eltávolította-e a szerkesztési geometriát vagy a belső vázlatokat, amelyek zavarhatják az automatizált elemzést? Testmodellként mentette-e el a modellt, nem pedig felületmodellként?
Öt perc eltöltése a fájl ellenőrzésével óráknyi visszajelzésre és kommunikációra spórolható később.
Az azonnali árajánlat folyamatának megértése
Itt válik szembe az online platformok valódi különbsége a hagyományos gépgyártó műhelyekkel. Ahelyett, hogy napokat kellene várni egy kézi árajánlatra, másodpercek alatt kapja meg az árakat.
Hogyan működik a pillanatnyi árajánlat-kérés? A platform algoritmusa automatikusan elemzi a feltöltött geometriát. Kiszámítja az anyagmennyiséget, azonosítja a bonyolult geometriai elemeket, becsli a megmunkálási időt, és figyelembe veszi az Ön által megadott tűrések és felületminőségi követelményeket. Az eredmény egy részletes árajánlat, amely tartalmazza az egységárakat, a szállítási határidők lehetőségeit és a teljes projekt költségét.
Amikor átnézi az árajánlatot, figyeljen a következőkre:
- Egységár versus mennyiségi kedvezmények: A nagyobb rendelések általában csökkentik az egységenkénti költséget
- Szállítási határidők lehetőségei: A gyorsított gyártás drágább, de gyorsabb szállítást biztosít
- Az anyag és a felületkezelés kiválasztása: Ellenőrizze, hogy ezek megfelelnek-e az Ön igényeinek
- Tűréselőírások: A szigorúbb tűrések növelik a megmunkálási időt és a költséget
Sok platform lehetővé teszi, hogy módosítsa a paramétereket, és valós időben lássa az árak frissülését. Gyorsabb CNC prototípusra van szüksége? Válassza a gyorsított szállítást. Szeretné csökkenteni a költséget? Fontolja meg a nem kritikus tűrések enyhítését vagy egy könnyebben megmunkálható anyag kiválasztását.
A megrendelés megerősítésétől a háztöltésig
Amint jóváhagyja az árajánlatot, és befizeti a fizetést, a rendelése a gyártási folyamatba kerül. Az egyes szakaszok megértése segít előre jelezni az időzítést, és hatékonyan kommunikálni a beszállítókkal.
Az egyedi gépi alkatrészek teljes munkafolyamata általában a következő sorrendben zajlik:
- Gyárthatósági tervezés (DFM) áttekintése: A mérnökök megvizsgálják a tervezését lehetséges gyártási problémák szempontjából. Jelölhetnek olyan funkciókat, amelyek nehezen megmunkálhatók, javasolhatnak költségcsökkentő módosításokat, vagy tisztázást kérhetnek a nem egyértelmű specifikációkkal kapcsolatban. Ez a felülvizsgálat általában 24–48 órán belül befejeződik.
- Megrendelés megerősítése és ütemezése: A DFM-jóváhagyás után a rendelésének megerősített gyártási időpontot állapítanak meg. Értesítést kap a várható befejezési dátumról a jelenlegi gyári kapacitás és a kiválasztott szállítási határidő alapján.
- Anyagforráskeresés: A gyártó beszerzi a megadott anyagot. A gyakran raktáron lévő anyagok, például az alumínium 6061 azonnal elszállíthatók a készletből. A speciális anyagok vagy szokatlan méretek további szállítási időt igényelhetnek.
- Lézerprogramozás és beállítás: A CNC-programozók olyan szerszámpályákat hoznak létre, amelyek optimalizáltak az Ön alkatrészének geometriájához. A gépkezelők előkészítik a rögzítőberendezéseket, és kiválasztják a megfelelő vágószerszámokat. Ez a háttérmunka biztosítja, hogy a CNC-megmunkálással készült alkatrészei megfeleljenek a megadott specifikációknak.
- Gyártási megmunkálás: A megmunkált alkatrészek alakjukat a CNC-gépek programozott műveleteinek végrehajtása során nyerik el. A bonyolultságtól függően egyetlen alkatrész elkészítéséhez több beállítás vagy géptípus is szükséges lehet az összes funkció teljes kialakításához.
- Minőségellenőrzés: A kész alkatrészeket méret szerint ellenőrzik az Ön specifikációi alapján. Az ellenőrzés tartalmazhatja a CMM (koordináta-mérőgép) általi méréseket, a felületi érdesség ellenőrzését és a szemrevételezést. Az ellenőrzésen nem átmenő alkatrészeket selejtezik és újra gyártják.
- Felületkezelési műveletek: Ha másodlagos felületkezelést (pl. anódosítást, galvanizálást vagy porfestést) kért, az alkatrészek a megmunkálás jóváhagyása után a felületkezelésre kerülnek. Ezek a folyamatok további időt igényelnek, de javítják a megjelenést vagy növelik a korrózióállóságot.
- Csomagolás és szállítás: A jóváhagyott alkatrészek megfelelő védőcsomagolásban érkeznek, amely illeszkedik az anyagukhoz és geometriájukhoz. Ön nyomon követheti a szállítást, és megkapja a becsült kézbesítési dátumot.
- Szállítás és dokumentáció: A CNC prototípuskészítési vagy gyártási rendelése bármilyen kérés szerinti dokumentációval érkezik, ideértve a minőségellenőrzési jelentéseket, az anyagtanúsítványokat vagy a megfelelőségi tanúsítványokat.
Mit várhatnak az első alkalommal rendelők
Ha először rendel gépalkatrészeket online, néhány gyakorlati tipp könnyítheti a folyamatot:
- Kezdjen egy egyszerű alkatrésszel: Az első rendelése ne legyen a legösszetettebb tervezete. Egy egyszerűbb alkatrész segít megismerni a platform működését további stressz nélkül.
- Proaktívan kommunikáljon: Ha a mérnökök a DFM-ellenőrzés során pontosító kérdéseket tesznek fel, válaszoljon minél hamarabb. A kommunikációs késések meghosszabbítják a szállítási határidőt.
- Tekintse át a minőségellenőrzési lehetőségeket: Értsd meg, milyen minőségi dokumentációra van szükséged a rendelés leadása előtt. Az ellenőrzési követelmények hozzáadása a gyártás után késedelmet okoz.
- Rendelésed nyomon követése: A legtöbb platform valós idejű állapotfrissítéseket biztosít. A folyamat rendszeres ellenőrzése segít előre jelezni a kézbesítést és tervezni a további tevékenységeket.
A fájl feltöltésétől a kézbesítésig tartó teljes folyamat általában 3–15 munkanap, a részlet összetettségétől, az anyagok rendelkezésre állásától és a kiválasztott szállítási határidőtől függően. Sürgősségi szolgáltatással egyszerű alumínium alkatrészek esetén ez akár egy napra is csökkenthető.
Miután tisztán érted a rendelési folyamatot, a következő lépés a megfelelő tűrések meghatározása, amelyek kiegyensúlyozzák a pontossági igényeket és a gyártási költségeket.
CNC-tűrések és pontossági szintek megértése
Feltöltötte a tervezetét, kiválasztotta az anyagokat, és átnézte az árajánlatát. De egyetlen műszaki specifikáció is drámaian befolyásolhatja mind a költséget, mind a funkcionálitást: a tűrések. Ha túl laza tűrést ad meg, alkatrészei esetleg nem illeszkednek egymáshoz. Ha túl szigorú tűrést ad meg, akkor a gyártási költségei feleslegesen megduplázódhatnak vagy akár megháromszorozódhatnak.
Tehát milyen tűrésszintre van valójában szüksége? A válasz teljes mértékben attól függ, hogy alkatrésze milyen feladatot kell elvégeznie a gyakorlati alkalmazás során.
Szabványos vs. szigorú tűrési követelmények
Az ipari szabványok szerint a szokásos CNC megmunkálás tűrései körülbelül ±0,005 hüvelyk (±0,127 mm) nagyságrendűek. Összehasonlításképpen: ez kb. 2,5-szöröse egy emberi hajszál vastagságának. A legtöbb alkalmazás ezen a tartományon belül tökéletesen működik.
Egy gyakorlatias kérdés, amit magától meg kell kérdeznie: mi történik, ha ez a méret ±0,1 mm-rel eltér? Ha a válasza „semmi kritikus”, akkor a szokásos tűrések jól szolgálják majd. A szigorúbb specifikációkat csak azokra a geometriai jellemzőkre érdemes fenntartani, amelyek valóban megkövetelik őket.
A precíziós CNC megmunkálási szolgáltatások szükség esetén lényegesen szigorúbb tűréseket is elérhetnek:
- Szabványos tűrések (±0,005" / ±0,127 mm): Általános gépalkatrészek, rögzítőkonzolok és burkolatok számára alkalmas
- Pontos tűrések (±0,002" / ±0,05 mm): Illeszkedő felületek és szerelési kapcsolódási felületek esetén szükségesek
- Szoros tűrések (±0,001" / ±0,025 mm): Csapágyfészkek, tömítőfelületek és csúszómechanizmusok esetén elengedhetetlenek
- Ultra-szoros tűrések (±0,0001" / ±0,0025 mm): Optikai alkatrészek és légi- és űrkutatási kritikus alkalmazások számára fenntartottak
Mi a menetes furatok tűrése? A menetekre vonatkozó előírások szabványos osztályokat követnek (a legtöbb alkalmazásra a 2B, a nagy pontosságú illesztésekre a 3B osztály érvényes), nem pedig lineáris tűréseket. A platformnak automatikusan alkalmaznia kell a megfelelő menettűréseket a megadott menetosztály alapján.
Amikor a pontosság valóban számít
A szoros tűrések bizonyos helyzetekben válnak elengedhetetlenné. A gyártási költségelemzés szerint csak a következő esetekben szabad pontossági tűréseket megadni:
- Olyan alkatrészek esetében, amelyek pontosan illeszkedniük kell egymáshoz (tengelyek házakkal való illesztése, csatlakozófelületek)
- Zárófelületek, ahol nem fordulhat elő szivárgás (tömítési horpadások, O-gyűrű csatornák)
- Simult működést igénylő mozgó alkatrészek (csapágyülékek, csúszó mechanizmusok)
- Szerkezeti összeállításokban kritikus terhelésviselő felületek
A költségvetési hatások jelentősek. A ±0,001" tűréssel gyártott pontossági alkatrészek általában 3–4-szer drágábbak, mint a szokásos tűréssel készült darabok. Az ultra-pontos ±0,0001" tűrések költségét 10–24-szeresre növelhetik. Ezek a többszörösök a lassabb vágási sebességből, speciális gépek igényéből, klímavezérelt környezetből és intenzív CMM-ellenőrzési eljárásokból erednek.
A szállítási idők arányosan meghosszabbodnak. A szokásos alkatrészek 5–7 napon belül szállíthatók, míg a szűk tűréssel készült alkatrészek gyártása és ellenőrzése 10–14 napot is igénybe vehet.
Tűréosztályok és alkalmazási területeik
A tűrésosztályok megértése segít megfelelő pontosságot meghatározni anélkül, hogy túlterveznénk a rendszert. Ez az összehasonlítás bemutatja, hogy mindegyik szint mit biztosít, és mikor érdemes alkalmazni:
| Tűréshatár | Tipikus Tartomány | Alkalmazások | Költség-hatás |
|---|---|---|---|
| Szabványos | ±0,005″ (±0,127 mm) | Általános gépészeti alkatrészek, rögzítőelemek, nem kritikus funkciók | Alapvonal |
| Pontosság | ±0,002″ (±0,05 mm) | Fejlesztési felületek, szerelési felületek, funkcionális illesztések | 1,5–2-szeres növekedés |
| Szoros | ±0,001" (±0,025 mm) | A járművekhez tartozó alkatrészek | 3-4-szeres növekedés |
| Ultra-szigorú | ±0,0001" (±0,0025 mm) | Optikai alkatrészek, kritikus légitér-interfészek, mérőberendezések | 10–24-szeres növekedés |
Az anyag tulajdonságai szintén befolyásolják a elérhető toleranciákat. A precíziós megmunkálás kutatása az alumíniumötvözetek megmunkálása előre láthatóan szoros toleranciával rendelkezik, míg a titánhoz speciális vágóeszközök és csökkentett sebességek szükségesek. A hőmérsékletváltozások minden anyagra kihatnak, a hőhullám-koefficiensek határozzák meg, hogy a részek mennyiben változnak a méretükön a megmunkálás során és után.
A precíziós CNC megmunkáló szolgáltatások ezeket a változókat környezeti ellenőrzésekkel, speciális csavarokkal és fejlett munkahelyi rendszerekkel számolják ki. De ezek a képességek prémium áron érkeznek.
A prototípusok gyártása során kezdjük a szabványos tűréshatárokkal. Csak azokat a méreteket szorítsák szorosan, amelyek a vizsgálat során a funkció vagy a szerelvény szempontjából kritikusnak bizonyulnak. Ez a megközelítés 40-60%-kal csökkenti a költségeket, miközben megőrzi a termék teljesítményét.
A gyakorlatias stratégia? Szűk tűréseket alkalmazni a alkatrész méreteinek 10–20%-ára, ahol a funkció pontosságot követel. Minden más helyen szokásos tűréseket használni. Ez a célzott megközelítés ott biztosítja a precíziós megmunkálási szolgáltatásokat, ahol szükségesek, miközben a projekt költségvetését ellenőrzés alatt tartja.
Még akkor is, ha megfelelő tűréseket adtak meg, egyes tervezési döntések váratlanul megemelhetik a megmunkálási költségeket. Az ilyen gyakori buktatók megértése segít elkerülni a drága meglepetéseket.

Tervezési hibák, amelyek növelik a CNC megmunkálási költségeket
Megadta a megfelelő tűréseket, és kiválasztotta a megfelelő anyagot. Az árajánlat ésszerűnek tűnik. Majd DFM-visszajelzést kap, amely több tervezési problémát jelez, és napokat tesz hozzá a szállítási határidőhöz, valamint százakat a projekt költségéhez.
Ismerősnek tűnik? Ezek a frusztráló meglepetések gyakori CAD-hibákból erednek, amelyeket a tapasztalt mérnökök megtanulnak elkerülni. A geomiq gyártási szakértői szerint a tervezés közvetlenül befolyásolja a megmunkálási időt, a költségeket és a ráfordított erőfeszítést. Annak megértése, hogy miért okoznak bizonyos funkciók problémákat, segít olyan alkatrészek tervezésében, amelyeket már az elejétől kezdve hatékonyan lehet megmunkálni.
Költségnövelő tervezési hibák
Amikor feltölt egy tervezést online CNC megmunkálási szolgáltatásokhoz, az automatizált rendszerek geometriai elemzést végeznek a gyárthatóság értékelésére. Egyes funkciók rendszeresen magasabb költségekhez vagy gyártási figyelmeztetésekhez vezetnek. Az alábbiakban azok a hibák szerepelnek, amelyek leginkább terhelik a költségvetését:
- Elégtelen falvastagság: A vékony falak rezgésnek indulnak a megmunkálás során, csökkentve a pontosságot és növelve a törés kockázatát. A vágószerszám vagy a munkadarab meghajlhat vagy eltorzulhat, ami csökkenti a elérhető tűréseket. Javaslat: a fémeknél legalább 0,8 mm-es, a műanyagoknál legalább 1,5 mm-es minimális falvastagságot kell alkalmazni. A magas, alátámasztatlan falak esetében a szélesség-magasság arány legalább 3:1 legyen a CNC gyártás során való stabilitás biztosítása érdekében.
- Éles belső sarkok: A hengeres vágószerszámok fizikailag nem képesek éles, 90 fokos belső sarkok kialakítására. A szerszám sugara mindig lekerekítést hagy a belső éleken. Az éles belső sarkok tervezése arra kényszeríti a gyártókat, hogy egyre kisebb szerszámokat használjanak, ami drámaian megnöveli a megmunkálási időt. Megoldás: adjon hozzá belső lekerekítéseket, amelyek legalább 30%-kal nagyobbak, mint a vágószerszám sugara. Ha a vágószerszám átmérője 10 mm, akkor a belső sarkokat legalább 6,5 mm-es sugárral tervezze.
- Túl szigorú tűrések nem kritikus jellemzőknél: Ha az egész alkatrészre ±0,001 hüvelyk (±0,0254 mm) tűrést ad meg, miközben csak az illeszkedő felületek igényelnek pontosságot, az megduplázza a megmunkálási időt és a minőségellenőrzési költségeket. A szokásos CNC-műveletek alapértelmezett pontossága ±0,13 mm (±0,005 hüvelyk). A szigorú tűréseket csak azokra a méretekre szabad előírni, amelyek valóban befolyásolják az alkatrész funkcióját.
- Nem szabványos furatméretek: A szokásos fúrószerszámok gyorsan és pontosan hoznak létre furatokat. A nem szabványos átmérők esetében végfrezeket kell használni a méret fokozatos megmunkálásához, ami jelentősen megnöveli a ciklusidőt. Amikor egy 4 mm-es csavart vagy hasonló rögzítőelemet tartalmazó átmenő furatot adunk meg, használjunk szabványos átmenő furatméreteket, amelyek illeszkednek a könnyen beszerezhető szerszámokhoz.
- Túlzott menetmélység: A menet szilárdsága az első néhány menetbe koncentrálódik. A mélyebb menetelés a megmunkálási időt pazarolja el anélkül, hogy jelentős tartóerőt biztosítana. Korlátozzuk a menetmélységet legfeljebb a furat átmérőjének háromszorosára. Zárt furatok esetében a furat alján hagyjunk meg nem menetes részt, amelynek hossza egyenlő a furat átmérőjének felével.
- Nehéz hozzáférésű, mély üregek: A vágószerszámoknak korlátozott a hatótávolsága, általában 3–4-szeres átmérőjükig, ezen túl a deformáció problémákat okozhat. A mély zsebek megmunkálásához hosszú, vékony szerszámok szükségesek, amelyek rezegnek és gyorsan kopnak. A hatékony megmunkálás érdekében tervezzünk olyan üregeket, amelyek mélység-szélesség aránya legfeljebb 4:1.
Gyártási nehézségek elkerülése
A geometriai problémákon túl a műszaki leírások hibái drága félreértéseket okoznak a gyártás során. A menetjelölések különösen nehézséget jelentenek szöveges marás vagy gravírozás esetén.
Vizsgáljuk meg a csőmenetek műszaki leírását. Az 1 4 npt furatméret speciális fúró- és menetvágó-kombinációt igényel, amely eltér a szokásos gépmenetektől. Hasonlóképpen a 3/8-es csőmenet méret az NPT-szabványt követi, és kúpos profilú, amelyet többnyire tömítésre, nem pedig mechanikai rögzítésre terveztek. A MISUMI NPT-hivatkozási útmutatója szerint ezek a kúpos menetek mechanikai tömítést hoznak létre a menetek egymásba illeszkedésével, amelyet gyakran menettömítő anyagokkal erősítenek.
A 3/8 npt menet méreteinek helytelen megadása menetvágó töréshez, rossz tömítéshez vagy akár teljes újrafeldolgozáshoz vezethet. Mindig hivatkozzunk szabványos menettáblázatokra, és adjuk meg a menetosztályt (általában NPT csőkötésekhez, UNC/UNF gépcsavarokhoz), ne feltételezzük, hogy a gyártók maguktól értelmezik a szándékunkat.
A felületi minőség is váratlan költségeket eredményezhet. A CNC-gépek alapértelmezett felületi érdességet (Ra) kb. 3,2 µm értékben állítanak elő, amely megfelel a legtöbb mechanikai alkalmazásnak. Finomabb felületi minőség (1,6 µm vagy annál finomabb) megadása további megmunkálási lépéseket, speciális szerszámokat vagy másodlagos polírozási műveleteket igényel. Prémium felületi minőséget csak olyan funkcionális felületeken szabad megadni, mint például tömítőfelületek vagy csapágyfórumok, ahol az érdesség valóban befolyásolja a teljesítményt.
Gyors megoldások gyakori CAD-hibákra
Mielőtt feltöltené következő tervezését, ellenőrizze ezt a listát, hogy felfedje azokat a problémákat, amelyek megnövelik az árajánlatot:
- Ellenőrizze a falvastagságot: Győződjön meg róla, hogy minden fal megfelel a minimális ajánlásoknak (0,8 mm fém, 1,5 mm műanyag). Növelje a vastagságot a nem támasztott, magas szakaszoknál.
- Adjon hozzá belső lekerekítéseket: Cserélje ki az összes éles belső sarkot lekerekítésekkel (filletekkel). A lekerekítések sugara legyen 30 %-kal nagyobb, mint a legkisebb várható vágószerszám mérete.
- Ellenőrizze a tűrések megadását: Szoros tűréseket csak a funkcionális illeszkedő felületeken alkalmazzon. Minden más helyen használja a szabványos tűréseket (±0,13 mm).
- Ellenőrizze a furatméreteket: Hasonlítsa össze a furatátmérőket a szabványos fúróméret-táblázatokkal. Állítsa be a legközelebbi szabványos méretre, ha a pontos méret nem kritikus.
- A menetmélység korlátozása: A menetes kapcsolat hosszát legfeljebb 3× a furat átmérőjére korlátozza. Készítsen lekerekítéseket (chamfer) a menetbevezetésnél, hogy megakadályozza a menetek keresztirányú becsavaródását az összeszerelés során.
- A mély geometriai elemek egyszerűsítése: Alakítsa újra a mély zsebeket a szerszámok jobb hozzáférésének biztosítása érdekében. Amennyiben lehetséges, inkább átfúrt furatokat használjon vakfuratok helyett.
- Felesleges bonyolultság kiküszöbölése: Távolítsa el a kizárólag esztétikai célt szolgáló elemeket, amelyek növelik a megmunkálási időt anélkül, hogy funkcionális előnyt nyújtanának. A díszítő minták, domborítások és gravírozott feliratok jelentősen növelik a költségeket.
- Szabványos felületi minőségek megadása: Alapértelmezés szerint 3,2 µm Ra érdesség, kivéve, ha a funkcionális követelmények simább felületet igényelnek.
Ezeknek a szempontoknak a figyelembevétele tervezésének átnézésére általában tizenöt perc elegendő, és ez általában 20–40%-os megtakarítást eredményez a megmunkálási költségekben, miközben csökkenti a DFM-hozzászólások számát. A cél nem a tervezési kreativitás korlátozása, hanem inkább annak irányítása olyan megoldások felé, amelyek hatékonyan gyárthatók.
A gyártásra optimalizált tervezéssel együtt a szállítási időt befolyásoló tényezők megértése segít valósághű projekttervezésben és a szállítás gyorsításának lehetőségeinek azonosításában.
A szállítási időt befolyásoló tényezők és a szállítás gyorsításának módjai
Optimalizálta a tervezését, kiválasztotta a megfelelő anyagot, és megadta a megfelelő tűréseket. Most jön egy kérdés, amely minden projekt időkeretét érinti: meddig tart, amíg alkatrészei ténylegesen megérkeznek? Amikor CNC gépgyártókat keres „közel hozzám” vagy online platformokat értékel, a szállítási időt meghatározó tényezők megértése segít valósághű tervezésben és a szállítás gyorsításának lehetőségeinek azonosításában.
A frusztráló valóság? Sok szállító „gyors teljesítést” ígér hirdetéseiben anélkül, hogy megmagyarázná a változókat, amelyek meghatározzák, hogy a konkrét rendelése 3 nap vagy 3 hét alatt kerül-e kiszállításra. A JLCCNC iparági elemzése szerint a szállítási ciklusok közvetlenül befolyásolják az ügyfél-elégedettséget és a piaci versenyképességet. Ismerjük meg részletesen, mi határozza meg a gyártási előrejelzési időt (lead time), és hogyan optimalizálhatja mindegyik tényezőt.
Mi határozza meg valójában a gyártási előrejelzési időt (lead time)
Amikor online megrendelést ad le CNC-megmunkálási szolgáltatásokhoz, több változó együttesen határozza meg a szállítási dátumot. Mindegyik tényező megértése felfedi, hol van befolyása, és hol vannak korlátozásai:
- Alapanyag-elérhetőség: A gyakran raktáron lévő alapanyagok – például az alumínium 6061 vagy a sárgaréz – azonnal elérhetők a készletből. A speciális ötvözetek, nem szokványos méretek vagy exotikus anyagok beszerzése napokat vagy heteket is igénybe vehet. A könnyen beszerezhető anyagok kiválasztása jelentős időt takaríthat meg a tervben.
- Alkatrész összetettsége és geometriája: A szoros tűrésekkel és összetett formákkal rendelkező alkatrészek több megmunkálási műveletet, szerszámváltást és gondos beállítást igényelnek. A gyártástechnológiai kutatások szerint a magas követelményeket támasztó összetett alkatrészek közvetlenül megnövelik a feldolgozási időt. A nem kritikus jellemzők egyszerűsítése csökkenti a ciklusidőt.
- Tűréshatár-előírások: A szokásos tűrések (±0,005") gyorsan feldolgozhatók az alapértelmezett megmunkálási paraméterekkel. A szoros tűrések lassabb előtolási sebességet, további finomító műveleteket és meghosszabbított ellenőrzési időt igényelnek. Minden pontosságot igénylő lépés órákat ad hozzá az ütemtervhez.
- Felületkezelési műveletek: Az anodizálás, galvanizálás vagy porfestés mint másodlagos folyamatok 2–5 napot tesznek hozzá a megmunkálás befejezését követően. A hőkezelés, passziválás vagy speciális bevonatok további időt igényelnek. Ezeket a kiegészítő folyamatokat vegye figyelembe az ütemterv elkészítésekor.
- Rendelt mennyiség: Egyetlen prototípus gyakran gyorsabban szállítható, mint egy sorozatgyártás, mivel a beállítási idő dominál a kis tételnél. A nagyobb mennyiségek hosszabb gépidőt igényelnek, de futás közben optimalizált munkafolyamatokból profitálnak.
- Beszállítói kapacitás: A gyártóüzemek terhelése heti és évszakos ingadozást mutat. A forgalmas időszakok meghosszabbítják az összes rendelés lead time-ját. Több, közelben vagy online elérhető megmunkálóüzemmel való kapcsolatfelvétel és együttműködés lehetőséget nyújt alternatívákra, amikor a kapacitás szűkül.
Gyorsabb teljesítés stratégiái
Nem tudja minden változót kontrollálni, de a stratégiai döntések minden egyes szakaszban összeadódnak, és jelentős időmegtakarításhoz vezetnek. Íme, hogyan strukturálja gyorsan haladó projekteket:
- Válasszon gyakori anyagokat: Az alumínium 6061-es, a 304-es rozsdamentes acél és a delrin a legtöbb szállítónál raktáron van. Ezek megadása helyett speciális minőségek kiválasztása kizárja a beszerzési késedelmeket. Ha alkalmazása ténylegesen exotikus anyagokat igényel, akkor rendelje meg ezeket időben, vagy vegye figyelembe a helyi megmunkálóüzemeket, amelyek esetleg maradék anyagokkal is rendelkeznek.
- Egyszerűsítse a nem kritikus funkciókat: Elemezze tervezését a funkciót nem érintő bonyolultságra. A díszítő elemek eltávolítása, a zsebek mélységének csökkentése vagy a nem illeszkedő felületeken a tűrések enyhítése jelentősen gyorsítja a megmunkálást.
- Használjon szabványos lyukméreteket: Nem szabványos átmérők esetén végfrezelést kell alkalmazni fúrás helyett, ami megszorozza a ciklusidőt. Hivatkozzon a szabványos fúró táblázatokra, és igazítsa a szabad helyeket a rendelkezésre álló szerszámokhoz.
- Válassza el a finomítást a megmunkálástól: Ha a másodlagos felületkezelések késedelmet okoznak, fontolja meg a nyers megmunkált alkatrészek előzetes rendelését. Az anódosítást vagy bevonást helyileg is beszerezheti, miközben a gyártás folytatódik a következő rendeléseken.
- Proaktívan kommunikáljon: Azonnal válaszoljon a DFM-kérdésekre. A kommunikáció minden napjának késése közvetlenül hozzáadódik a szállítási határidőhöz. Adja meg az összes műszaki specifikációt előre, hogy elkerülje a többszörös visszajelzési ciklusokat.
- Fontolja meg a párhuzamos beszerzést: Időérzékeny projektek esetén adjon le árajánlat-kéréseket egyszerre több, közelben található CNC-szolgáltatónál és online platformon is. A tényleges szállítási határidők összehasonlítása – nem a hirdetett sebességeké – mutatja meg, melyik szállító tud valóban leggyorsabban teljesíteni.
Sebesség, minőség és költség kiegyensúlyozása
A gyorsabb szállítás általában drágább. A sürgősségi szolgáltatások, a gyorsított szállítás és a prioritásos ütemezés mind többletdíjat vonnak maguk után. Azonban okos kompromisszumokkal gyorsíthatja a folyamatot anélkül, hogy túllépné költségvetését.
Kezdje a tényleges határidő azonosításával. Ha rugalmassága van, akkor a szokásos előállítási idők ugyanolyan minőséget biztosítanak alacsonyabb költséggel. Amikor az időzítés valóban kritikus, fektessen be gyorsított gyártásba, de keressen megtakarítási lehetőségeket más területeken. A nem kritikus tűrések enyhítése, a könnyebben megmunkálható anyagok választása vagy a felületkezelés bonyolultságának csökkentése ellensúlyozza a sürgősségi díjakat.
A Hubs tervezési optimalizálási kutatása szerint még a kisebb tervezési döntések is jelentősen befolyásolják a megmunkálási időtartamot. A menetmélység, a felületi érdesség előírásai és az anyagválasztás mind azt befolyásolja, milyen gyorsan tudják elkészíteni a részeket a megmunkálóüzemek.
A leggyorsabb út a szállított alkatrészekhez a könnyen beszerezhető anyagok, a gyártható tervek és a világos kommunikáció kombinációjából áll. Ezek a tényezők fontosabbak, mint egyszerűen a sürgősségi szolgáltatásért fizetni.
Akár helyi gépgyártóüzemekkel, akár a közelemben található CNC-műhelyek alternatíváihoz fordul, akár globális online platformokat használ, ugyanazok az elvek érvényesek. A prioritásokról való átlátható kommunikáció, a határidőkre vonatkozó realisztikus elvárások és a stratégiai tervezési döntések együttesen biztosítják a megbízható és gyors szállítást.
A gyártási időt befolyásoló tényezők megértése segít hatékonyan tervezni. Azonban mielőtt elkötelezné magát a CNC-megmunkálás mellett, fontolja meg, hogy más gyártási módszerek esetleg jobban megfelelnek-e projektje konkrét igényeinek.
CNC megmunkálás vs. alternatív gyártási módszerek
Íme egy őszinte kérdés, amelyet a legtöbb gyártószállító nem fog feltenni Önnek: Valójában a CNC-megmunkálás a legmegfelelőbb választás a projektje számára? Mielőtt időt fordítana árajánlatok kérése és a tervezés optimalizálása céljából, érdemes megérteni, mikor haladja meg teljesítményben a CNC-t egy alternatív módszer – ez pénzt, időt és frusztrációt takarít meg Önnek.
Az igazság? A CNC megmunkálás kiválóan alkalmazható bizonyos esetekben, de másokban nem elég hatékony. A Protolabs gyártási összehasonlító kutatása szerint minden eljárásnak megvannak a saját előnyei és korlátai. Nézzük meg, mikor érdemes inkább 3D nyomtatást, műanyagöntést vagy lemezfelület-feldolgozást választani, mint online CNC megmunkálási szolgáltatásokat igénybe venni.
CNC vs. 3D nyomtatás – döntési szempontok
Mikor érdemes 3D nyomtatást választani a CNC megmunkálás helyett? A válasz a geometriai bonyolultságtól, az anyagkövetelményektől és a gyártási mennyiségtől függ.
a 3D nyomtatás különösen előnyös gyors CNC prototípus-készítési alternatívaként, ha a tervezés a következő jellemzőket tartalmazza:
- Összetett belső geometriák: Rácsos szerkezetek, belső csatornák és szerves alakzatok, amelyek többtengelyes megmunkálást igényelnének, vagy teljesen megmunkálhatatlanok lennének
- Gyors iterációs ciklusok: Amikor több tervezési változatot is tesztelnie kell napokon belül, nem heteken belül
- Könnyűszerkezetek: Súlycsökkentésre optimalizált alkatrészek topológiai optimalizálással létrehozott, megmunkálhatatlan belső szerkezettel
- Egyedi prototípusok: Egyszeri alkatrészek, ahol a CNC-beállítási költségek túlnyomnák a költségvetését
Azonban a CNC-forgácsolás felülmúlja a 3D nyomtatást, ha a következőkre van szüksége:
- Kitűnő mechanikai tulajdonságok: A megmunkált fémek és mérnöki műanyagok konzisztens szilárdságot nyújtanak, amelyet a rétegről rétegre történő nyomtatás nem tud elérni
- Szorosabb toleranciák: A CNC gyakran ±0,001 hüvelyk pontosságot ér el, míg a legtöbb 3D nyomtatás nehezen éri el a ±0,005 hüvelyk alatti pontosságot
- Speciális anyagkövetelmények: Ha az alkalmazása alumínium 7075-öt, titániumot vagy akrilát CNC-megmunkálást igényel, az additív eljárások csak korlátozott alternatívákat kínálnak
- Gyártási mennyiségek: 10–20 darab felett a CNC-prototípus-megmunkálás gyakran alacsonyabb egységköltséggel jár, mint a 3D nyomtatás
Különösen akrilát CNC-szolgáltatási alkalmazások esetén a megmunkálás optikailag felülmúlja a nyomtatott alternatívákat. A CNC-vel elérhető csiszolt felületek és méretbeli pontosság messze meghaladja azt, amit az additív eljárások átlátszó alkatrészek esetében nyújtanak.
Amikor az öntési technológia felülmúlja a CNC-t
Az öntési technológia a tömeggyártás bajnoka. De milyen mennyiségnél érdemes áttérni a CNC-ről az öntésre?
A kereszteződési pont általában 500–1000 darab között helyezkedik el, a bonyolultságtól és az anyagtól függően. E küszöb alatt a CNC megmunkálás elkerüli a költséges szerszámozási beruházásokat. Felette az öntési eljárás alacsonyabb darabköltsége gyorsan megtéríti a szerszámozási költségeket.
Fontolja meg az öntött műanyag gyártást, ha:
- A gyártási mennyiség meghaladja az 1000 egységet: A szerszámozási költségek nagyobb mennyiségre elosztva drámaian csökkentik a darabköltséget
- A alkatrész geometriája megfelel az öntési eljárásnak: Egyenletes falvastagság, kihúzási szögek és egyszerű magok illeszkednek az öntési korlátozásokhoz
- Az anyagminőség konzisztenciája fontos: Az öntés kiváló ismételhetőséget biztosít több ezer azonos alkatrész esetén
- Hosszú távú gyártás tervezett: Több éves termékfutamok indokolják a kezdeti szerszámozási beruházásokat
Maradjon a CNC megmunkálásnál, ha:
- A tervezés továbbra is fejlődik: Egy CAD-fájl módosítása ingyenes, míg az öntőszerszámok módosítása ezrekbe kerül
- A mennyiségek 500 alatt maradnak: Az öntőszerszámokra történő beruházás alacsony tételeknél soha nem térül meg
- Fémalkatrészek szükségesek: Az öntés csak műanyagokkal és korlátozott mértékben fémöntéssel (MIM) alkalmazható
- A prototípus-gépelés érvényesíti a terveket: A CNC-prototípusok gyártási anyagokból készülnek, és bizonyítják a funkcionálitást még az öntőszerszámok gyártása előtt
Érdekes módon sok sikeres termék stratégiai módon használja mindkét eljárást. A prototípus-gépelés a tényleges gyártási anyagokból készült minták segítségével érvényesíti a terveket, majd az öntés akkor indul be nagyobb léptékben, amikor a tervek véglegesítésre kerülnek. Szerint A Protolabs esettanulmányai például a Polarcool cég 3D nyomtatott prototípusokat használt, mielőtt áttért a gyártási orvosi eszközök öntött műanyag gyártására.
Lemezmetal és speciális szempontok
A burkolatokhoz, rögzítőkonzolokhoz és szerkezeti alkatrészekhez a lemezmetal-feldolgozás gyakran előnyösebb a CNC megmunkálással szemben mind a költségek, mind a szállítási idő tekintetében. A lézeres vágás, hajtás és hegesztés hatékonyabban állít elő funkcionális alkatrészeket síklemezből, mint a tömör tömbökből történő megmunkálás.
Válassza a lemezmetal-feldolgozást, ha a tervezése a következő jellemzőket tartalmazza:
- Főként sík felületek hajtásokkal
- Nagy méretű burkolatok, ahol a tömör megmunkálás anyagpazarló
- Több alakított darabból hegesztett szerelvények
Speciális anyagok – például bronz CNC megmunkálása vagy szénszálas prototípuskészítés – esetén a CNC megmunkálás továbbra is elengedhetetlen. A csapágy- és bushingalkatrészekhez használt bronz alkatrészek kiválóan megmunkálhatók, míg a szénszálas kompozit anyagok megmunkálásához speciális szerszámok és porleválasztó rendszerek szükségesek, amelyeket a CNC platformok biztosítanak.
A gyártási módszer összehasonlítása
Ez az összehasonlítás segít abban, hogy értékelje, melyik megközelítés illik valóban a projektjének követelményeihez, mielőtt árajánlatot kérne:
| Módszer | Legjobb darabszám-tartomány | Tipikus szállítási idő | Anyag lehetőségek | Tökéletes alkalmazások |
|---|---|---|---|---|
| CNC gépelés | 1–500 darab | 3-15 nap | Fémek, mérnöki műanyagok, kompozitok | Pontos alkatrészek, funkcionális prototípusok, kis sorozatszámú gyártás |
| 3D nyomtatás (FDM/SLA) | 1–50 darab | 1-7 nap | Korlátozott műanyag-választék, néhány fémes anyag DMLS-eljárással | Összetett geometriák, gyors iteráció, fogalmi modellek |
| Injekciós formázás | 500–1 000 000+ darab | 4–8 hét (a szerszámozás is beleértve) | Termoplasztok, elasztomerek | Nagy sorozatszámú gyártás, fogyasztói termékek |
| Lemezalkatrészek gyártása | 1–10 000 darab | 5–14 nap | Acél, alumínium, rozsdamentes acél, réz | Házak, rögzítőelemek, szerkezeti alkatrészek |
A megfelelő gyártási módszer kiválasztása
Mielőtt bármely eljárásra kötelező vállalást tesz, tegye fel magának ezeket a kérdéseket:
- Mi a teljes gyártási mennyiségem? Egyetlen prototípus esetén a 3D nyomtatás a kedvezőbb. Tucatnyi vagy száz darab esetén a CNC-megmunkálás, ezer darabnál pedig az öntött műanyag gyártás előnyösebb.
- Mely anyagtulajdonságok feltétlenül szükségesek? Ha speciális fémalapú ötvözetekre vagy mérnöki szintű teljesítményre van szüksége, a CNC-megmunkálás olyan eredményt nyújt, amit a 3D nyomtatás nem tud biztosítani.
- Mennyire stabil a terve? A fejlődő tervek profitálnak a CNC rugalmasságából. A véglegesített tervek indokolják a szerszámozási beruházásokat.
- Milyen tűrésekre van szükség az alkalmazásomnál? A pontos illeszkedés és a kritikus méretek a CNC- vagy utómegmunkált öntött alkatrészek felé mutatnak.
A Modus Advanced gyártásköltség-elemzése szerint a gyártási költségek kb. 70%-a a tervezési fázisban határozódik meg. A megfelelő gyártási eljárás kiválasztása kezdetben megakadályozza a későbbi, költséges átirányításokat.
A őszinte válasz? Az online CNC megmunkálási szolgáltatások kiválóan alkalmasak precíziós alkatrészek gyártására mérsékelt mennyiségben, fémekből vagy mérnöki műanyagokból. Ha projektje valóban illeszkedik ebbe a profilba, az online CNC kiváló értéket nyújt. Ha nem, akkor alternatív megoldások vizsgálata pénzt takarít meg, és jobb eredményt eredményez.
Szabályozott iparágakban alkalmazott termékek esetében a gyártási módszer kiválasztásánál figyelembe kell venni a tanúsítási és megfelelőségi követelményeket is, amelyek korlátozzák a lehetőségeket.
Iparszerte elismert tanúsítások légi-, orvosi- és autóipari alkalmazásokhoz
Amikor alkatrészei repülőgép-összeszerelésekhez, sebészeti eszközökhöz vagy autóipari alvázrendszerekhez készülnek, a gyártási minőség nem csupán egy preferencia. Szabályozási követelmény.
Miért fontos ez Önnek? A légiközlekedési gyártási szakértők szerint a szigorú szabványok betartása nemcsak kívánatos a biztonsági szempontból kritikus iparágakban – elengedhetetlen. Azokat az alkatrészeket, amelyek nem felelnek meg a tanúsítási követelményeknek, visszautasítják, a projektek leállnak, és a költségek gyorsan emelkednek. A tanúsítási követelmények előzetes megértése megelőzi ezeket a drága meglepetéseket.
Repülőgépipari megmunkálási megfelelési követelmények
A légiközlekedési CNC-megmunkálás a legmeghatározóbb minőségi szabványok szerint működik a gyártásban. Amikor az alkatrészek 30 000 láb magasságban repülnek, nincs tűrés a anyaghibákra, méreteltérésekre vagy folyamatbeli inkonzisztenciákra.
A légi- és űrhajóipari megmunkálás alapvető tanúsítása az AS9100. Ez a szabvány az ISO 9001 minőségirányítási elveire épül, de kiegészíti azokat a légi- és űrhajóiparra jellemző követelményekkel, például nyomon követhetőséggel, kockázatkezeléssel és konfiguráció-kezeléssel. A szakmai adatok szerint az AS9100 tanúsítás dokumentációt biztosít arról, hogy a termékek megfelelnek a biztonsági küszöbértékeknek, amelyeket a főbb légi- és űrhajóipari gyártók (OEM-ek) előfeltételként állítanak, mielőtt bármely beszállítót figyelembe vennének.
A CNC-megmunkálás légi- és űrhajóipari alkalmazásaihoz szükséges kulcsfontosságú tanúsítások:
- AS9100: A légi- és űrhajóipari minőségirányítási rendszer alapja. Lefedheti a dokumentumkezelést, a tételnyomon követhetőséget, a vezetés elköteleződését és a folyamatos fejlesztést. Független, harmadik fél által működtetett tanúsító szervezetek rendszeresen ellenőrzik a megfelelőséget.
- NADCAP: Kötelező azoknak a műhelyeknek, amelyek speciális folyamatokat végeznek, például hőkezelést, nem romboló vizsgálatot és felületkezelést. Biztosítja, hogy az összetett műveletek megfeleljenek a légi- és űrhajóipari szintű szabványoknak szigorú ellenőrzőlisták és időszakos értékelések révén.
- ITAR megfelelőség: Elengedhetetlen a védelmi jellegű alkatrészek esetében. Szabályozza a hozzáférés-vezérlést a bizalmas adatokhoz, és regisztrációt igényel a DDTC (Védelmi Kereskedelmi Ellenőrzési Igazgatóság) szervezeténél. A kiviteli engedélyezés és a korlátozott adatkezelési protokollok érvényesek a nemzetközi szállítmányokra.
- Ügyfél-specifikus jóváhagyások: A vezető OEM-gyártók, például a Boeing és az Airbus egyedi beszállítói programokat (pl. a Boeing D1-4426-os szabványa) működtetnek, amelyek további auditprotokollokat és PPAP-beszállítási követelményeket tartalmaznak.
A légi járművek megmunkálási szolgáltatásait beszerző mérnökök számára fontos ezeknek a tanúsításoknak az ellenőrzése a tervek feltöltése előtt, hogy elkerüljék a projekt késedelmét. Kérje a jelenleg érvényes tanúsítási dokumentumokat és az audit dátumait. Lejárt vagy függőben lévő tanúsítások hiányosságokra utalhatnak a megfelelőség területén, amelyek befolyásolhatják a szállítási határidőt.
Gyógyszerészeti Eszközök Gyártási Szabványok
A gyógyászati megmunkálás olyan pontosságot igényel, amely közvetlenül befolyásolja a betegek biztonságát. A Pinnacle Precision gyógyászati gyártási szakértői szerint akár a legkisebb eltérés is kompromittálhatja egy gyógyászati eszköz működését, biztonságát vagy megfelelőségét. A kockázatok egyszerűen túl magasak ahhoz, hogy rövidítéseket alkalmazzunk.
A gyógyászati eszközök megmunkálásának alapvető tanúsítása az ISO 13485 szabvány. Ez a szabvány a gyógyászati eszközök gyártására vonatkozó minőségirányítási követelményeket határozza meg, és lefedi a tervezési irányítást, a gyártási folyamatokat és a piacra kerülés utáni felügyeletet. Az Egyesült Államokban az FDA előírásai további követelményeket támasztanak az ISO 13485 megfelelőségen felül.
Mi teszi a precíziós megmunkálási szolgáltatást kritikussá a gyógyászati alkalmazásokban?
- Biokompatibilitási követelmények: Az anyagokat tanúsítani kell az emberi szövetekkel való érintkezésre. A titán, a gyógyászati minőségű rozsdamentes acél és a speciális polimerek dokumentált anyagtanúsítvánnyal rendelkeznek.
- Nyomonkövethetőségi dokumentáció: Minden alkatrész nyomon követhetőnek kell lennie az alapanyag tételszámáig, a megmunkálási paraméterekig és az ellenőrzési eredményekig. A teljes anyagnyomkövetés lehetővé teszi a zavartalan jelentéskészítést, amikor szükséges.
- Sterilizálhatóság: Az alkatrészeknek ellenállniuk kell a többszöri sterilizációs ciklusoknak méretváltozás vagy felületi minőségromlás nélkül. Az anyagválasztás közvetlenül befolyásolja a lehetséges sterilizációs módszerek körét.
- Felületminőségi előírások: A sebészeti eszközöknek és implantátumoknak sima, csiszolatlan (burr-mentes) felülettel kell rendelkezniük, hogy minimalizálják a szennyeződés kockázatát és javítsák a sterilizáció hatékonyságát.
A gyógyászati eszközök megmunkálása különféle alkalmazási területeket ölel fel: sebészeti eszközök, diagnosztikai berendezések házai, implantátumalkatrészek, valamint egyedi rögzítőelemek betegspecifikus eszközökhöz. Mindegyik alkalmazási kategória saját szabályozási követelményekkel jár, amelyeket a kiválasztott precíziós megmunkálási szolgáltatásnak ismernie és dokumentálnia kell.
Amikor orvosi megmunkálási projektekhez szállítókat értékel, kérdezze meg minőségirányítási rendszerükről, ellenőrzési képességeikről és tapasztalataikról az FDA által szabályozott termékek terén. A szállítók, akik nem ismerik jól az orvosi szabályozási követelményeket, gyakran alábecsülik a dokumentációval kapcsolatos igényeket, ami költséges projektkésedelmekhez vezethet.
Az autóipari minőségi tanúsítások magyarázata
Az autóipar standardizált minőségi rendszerekre épül, amelyek biztosítják, hogy az alkatrészek megbízhatóan működjenek milliókra számított járműben és évtizedekre kiterjedő szolgáltatási életciklus során. A rochester Electronics autóipari minőségi elemzése szerint , az IATF 16949-es tanúsítás a minőség iránti elköteleződést tükrözi, amely vonzza és megtartja az ügyfeleket, miközben fokozza a termék kiválóságát.
Az IATF 16949 a világ vezető minőségirányítási szabványa az autóipari szállítók számára. A legnagyobb autógyártók és OEM-ek által előírt tanúsítás versenyelőnyt biztosít, miközben garantálja, hogy az alkatrészek megfeleljenek a járműgyártás szigorú követelményeinek.
Mit garantál az IATF 16949 tanúsítás?
- Folyamatos fejlesztésre helyezett hangsúly: A tanúsított beszállítók a folyamatos fejlesztésre, hibamentesítésre és hibák megelőzésére helyezik a hangsúlyt, nem csupán a minimális követelmények teljesítésére.
- Zéró-hiba kultúra: A gyártási folyamatokat úgy tervezték, hogy kiküszöböljék a változékonyságot, és megakadályozzák a minőségi hiányosságok felmerülését még az összeszerelő szalagokra érkezésük előtt.
- Alapvető eszközök alkalmazása: Kötelező autóipari eszközök, többek között az APQP (Fejlett Termékminőség-tervezés), a PPAP (Gyártási alkatrész jóváhagyási eljárás), az FMEA (Hibamódok és hatásaik elemzése), az MSA (Mérési rendszer elemzése) és az SPC (Statisztikai folyamatszabályozás).
- Hosszú élettartamú támogatás: A járműgyártók az utángyártási alkatrészek támogatását követelik meg a termelés befejezését követően legalább 15 évig. A tanúsított beszállítók fenntartják képességeiket, hogy megfeleljenek ezen kiterjesztett követelményeknek.
A CNC pontos megmunkálási szolgáltatások esetében, amelyek az autóipari alkalmazásokat szolgálják, a statisztikai folyamatszabályozás (SPC) képességei elengedhetetlenül fontosak. Az SPC valós idejű figyelést biztosít a gyártási változókra, így időben észleli a szabályozási határokon kívüli eltéréseket, mielőtt hibás, specifikációknak nem megfelelő alkatrészek keletkeznének. Ez a proaktív megközelítés csökkenti a hulladékot, javítja a minőség egyenletességét, és bemutatja azt a folyamatdiszciplínát, amelyet az autóipari gyártók (OEM-ek) elvárnak.
Példaként arra, hogy milyen gyakorlatban néz ki a tanúsított autóipari megmunkálás, Shaoyi Metal Technology az IATF 16949 tanúsítással rendelkezik, amelyet szigorú statisztikai folyamatszabályozási (SPC) képességek támogatnak. Üzemük magas pontosságú alkatrészeket szállít egy munkanapon belüli szállítási idővel, és minden olyan terméket támogat, amely a bonyolult alvázösszeállításoktól kezdve az egyedi fémbélésig terjed. Ennek a tanúsításnak, a folyamatszabályozásnak és a gyors kiszállításnak a kombinációja mutatja be, milyen képességekkel rendelkeznek a komoly autóipari beszállítók ügyfeleik számára.
Tanúsítvány-ellenőrzési ellenőrzőlista
Mielőtt bármely szállítóval szerződést kötnének szabályozott ipari alkalmazásokhoz, ellenőrizze az alábbi kritikus elemeket:
- Jelenlegi tanúsítási státusz: Kérjen másolatokat a tanúsítványokról a kiadás és lejárat dátumával együtt. Ellenőrizze a tanúsító szervezet jogosságát.
- Audit-előzmények: Érdeklődjön a legutóbbi felügyeleti auditokról és az esetlegesen szükséges korrekciós intézkedésekről. A tiszta auditelőzmények érett minőségirányítási rendszerekre utalnak.
- A tanúsítás területe: Győződjön meg arról, hogy a tanúsítások lefedik az Ön projektje számára szükséges konkrét folyamatokat. Egy maradékgyártásra tanúsított műhely nem feltétlenül rendelkezik hőkezelési vagy felületkezelési műveletekre vonatkozó tanúsítvánnyal.
- Ipari tapasztalat: A tanúsítás önmagában nem garantálja a szakértelmet. Kérjen esettanulmányokat vagy referenciákat hasonló alkalmazásokból az Ön iparágában.
- Dokumentációs képességek: A szabályozott iparágak kiterjedt papírmunkát igényelnek. Győződjön meg arról, hogy a beszállítók képesek a szükséges formátumokban szolgáltatni az anyagtanúsítványokat, ellenőrzési jelentéseket és megfelelőségi tanúsítványokat.
A tanúsítási követelmények megértése kezdetben bonyolultnak tűnhet, de ezeknek a szabványoknak a ismerete megvédi projekteit a megfelelőségi hiányosságoktól, amelyek költséges késedelmeket és újrafeldolgozást eredményezhetnek. Akár repülőgépipari megmunkálásra van szüksége repülésbiztonsági szempontból kritikus alkatrészekhez, akár egészségügyi eszközök megmunkálására betegkontakt felületekhez, akár IATF 16949 követelményeknek megfelelő autóipari alkatrészekre – a beszállítók tanúsításainak ellenőrzése a rendelés leadása előtt megakadályozza a költséges meglepetéseket a későbbi fázisban.
Miután megértette a tanúsítási követelményeket, a végső szempont a lehetséges beszállítók több dimenzió mentén történő értékelése a megfelelő hosszú távú gyártási partner kiválasztása érdekében.
A megfelelő online CNC megmunkálási partner kiválasztása
Már végigjártad a megmunkálási folyamatokat, az anyagválasztást, a tűrések megadását és a tanúsítási követelményeket. Most jön az a döntés, amely mindent összeköt: egy olyan online CNC-megmunkálási szolgáltató kiválasztása, aki valóban teljesíti ígéreteit. Több tucat platform és ezrek gépgyártó versengenek üzleti kapcsolatodért – hogyan tudod elkülöníteni a valódi képességet a marketinges igénybevételektől?
A válasz a szisztematikus értékelésben rejlik, nem a belső érzésekre vagy a legalacsonyabb ár alapján történő kiválasztásra épül. A gyártási ipar kutatásai szerint a CNC-megmunkálási szállító kiválasztási módja közvetlenül összefügg a projekt sikeres lezárásával. Építsünk fel egy gyakorlatias keretrendszert ezen kritikus döntés meghozatalához.
Online CNC-szolgáltatók értékelése
Amikor „CNC-megmunkálási szolgáltatások közel hozzám” kifejezést keresed, vagy globális online platformokat jársz be, a lehetőségek túl sokszínűnek tűnhetnek. Az értékelés konkrét kategóriákra bontása egyszerűbbé teszi az összehasonlítást, és jelentős különbségeket mutat ki a szolgáltatók között.
Kezdje ezekkel az alapvető kérdésekkel, mielőtt árajánlatot kérne:
- Műszaki képességek összhangja: Működtet-e a szolgáltató olyan berendezéseket, amelyek megfelelnek alkatrész-igényeinek? A többtengelyes gépek, a speciális anyagokkal való tapasztalat és az elérhető tűrések egyezniük kell a specifikációival. Érdeklődjön a géptípusokról, a szerszámtartó-képességekről és a maximális munkadarab-méretekről.
- Anyagtartomány és szakértelem: Képesek forrásolni és megmunkálni a megadott anyagokat? Ne korlátozódjon a hagyományos alumíniumra és acélra, hanem ellenőrizze, hogy rendelkeznek-e szakértelemmel speciális ötvözetek, műszaki műanyagok vagy kompozit anyagok megmunkálásában, ha projektje ezt igényli. A pontossági megmunkálást szakmailag gyakorló szakértők szerint azok a beszállítók, akik ismerik az Ön által megadott anyagokat, ismerik a gyakori buktatókat és a szabályozási követelményeket, így időt és fejfájást takaríthatnak meg Önnek.
- Tanúsítványok és megfelelőség: Szabályozott iparágak esetén ellenőrizze, hogy a jelenlegi tanúsítványaik megfelelnek-e az Ön igényeinek: AS9100 légi- és űripari alkalmazásokhoz, ISO 13485 orvostechnikai termékekhez, IATF 16949 autóipari alkalmazásokhoz. Kérjen dokumentációt, és erősítse meg a legutóbbi audit dátumát.
- Árajánlat-transzparencia: Egyértelműen felsorolja-e az árképzés a megmunkálást, az anyagokat, a felületkezelést és a szállítást? A rejtett költségek jelzést adhatnak potenciális problémákról az egész együttműködés során. A megbízható szolgáltatók felsorolják a feldolgozási lépéseket és a díjak részletezését, hogy megelőzzék a váratlan terheket.
- Kommunikációs reakcióidő: Milyen gyorsan válaszolnak a műszaki kérdésekre? A közbeszerzési időszakban fellépő késések előre jelezhetik a gyártás során bekövetkező késéseket. Tesztelje a reagálási képességüket, mielőtt jelentős megrendeléseket adna le.
Ezek az alapvető kritériumok kiszűrik azokat a szolgáltatókat, akik nem tudják teljesíteni alapvető igényeit. Azonban a „számomra közel levő megmunkáló szolgáltatások” vagy a „személyre szabott CNC megmunkálási szolgáltatások” megtalálása, amelyek valóban illeszkednek igényeihez, mélyebb értékelést igényel.
Minőségi mutatók, amelyek ténylegesen számítanak
A minőségre vonatkozó ígéretek kevéset érnek, ha nincsenek rendszerek a konzisztens teljesítés biztosítására. Amikor lehetséges partnereket értékel, konkrét bizonyítékokat keressen a minőség iránti elköteleződésről, ne pedig marketingnyelvezetet.
- Ellenőrző berendezések és képességek: Milyen mérnöki eszközöket használ a szolgáltató? A koordináta-mérőgépek (CMM), az optikai összehasonlítók és a felületi érdességmérők ellenőrzik, hogy az alkatrészek megfelelnek-e a megadott specifikációknak. Érdeklődjön az ellenőrzési protokolljaikról, valamint arról, hogy az áruátvételhez mellékelnek-e ellenőrzési jelentéseket.
- Minőségi irányítási rendszerek: Az ISO 9001 tanúsítvány alapvető minőségbiztosítást nyújt. Az iparágspecifikus tanúsítások további rétegeket adnak hozzá, amelyek megfelelnek az Ön alkalmazásának. Kérjen minőségirányítási kézikönyv-összefoglalókat, ha a projektje szigorú dokumentációt igényel.
- Folyamatszabályozási módszerek: A statisztikai folyamatszabályozás (SPC) a gyártási folyamat érett működését jelez. Azok a szolgáltatók, amelyek a gyártási változókat valós időben figyelik, korai szakaszban észlelik a folyamat eltolódását, mielőtt hibás alkatrészek keletkeznének. Ez a proaktív megközelítés csökkenti a hulladékot, és javítja a termelési sorozatok egységességét.
- Elmúlt teljesítmény és referenciák: Kérjen esettanulmányokat vagy ügyférelőzményeket hasonló alkalmazásokra. A szolgáltatók, akik biztosak képességeikben, szívesen megosztják sikertörténeteiket. A habozás vagy az előzmények szolgáltatásának képtelensége korlátozott releváns tapasztalatra utal.
- Problémamegoldási megközelítés: Hogyan kezelik azokat a alkatrészeket, amelyek nem felelnek meg a minőségellenőrzési követelményeknek? A megbízható szolgáltatók ingyenesen újra elkészítik a hibás alkatrészeket, és gyökér okvizsgálatot végeznek a probléma ismételt előfordulásának megelőzése érdekében.
A minőségi mutatók különösen fontosak akkor, ha nem tudja személyesen meglátogatni a gyártó létesítményt. A globális vásárlókat kiszolgáló online platformoknak olyan minőségirányítási rendszereket kell bemutatniuk, amelyek kompenzálják a személyes, arcról-arcra épülő kapcsolatépítés hiányát.
A prototípustól a tömeggyártásig
Íme egy stratégiai szempont, amelyet sok vevő figyelmen kívül hagy: képes-e a prototípus-készítési partnere a termelési mennyiségek skálázására, ha a tervezete sikeres lesz? A gyártási folyamatok kutatása szerint a prototípus-készítés a későbbi tömeggyártásra szolgáló beszállítóval lehetővé teszi a zavartalan átmenetet a teljes körű termelésre, csökkentve ezzel a költséges beállítások vagy újrakonfigurálások szükségességét.
Miért fontos ez? A prototípus-készítés és a tömeggyártás közötti beszállítóváltás kockázatokat jelent:
- Folyamatváltozékonyság: Különböző gépek, szerszámok és beállítások különböző eredményeket adnak. A prototípus-szállítótól tökéletesen működő alkatrészek áttervezést igényelhetnek a gyártási berendezésekhez.
- Tudásvesztés: A prototípuskészítés során szerzett tapasztalatok a kiindulási szállítóval maradnak. Az új szállítók nulláról indulnak, és potenciálisan ismét megoldott problémákat ismételnek meg.
- Minősítési késések: Szabályozott iparágakban a szállítóváltás esetén újra minősíteni kell a termékeket, ami heteket vagy hónapokat is hozzáadhat az időtervhez.
- Kapcsolatfelépítés: Minden új szállítóval újra fel kell építeni a kommunikációs mintákat, a technikai megértést és a bizalmat.
A megoldás? Olyan partnerekre kell helyezni a hangsúlyt, akik képesek kezelni a teljes mennyiségi skálát már az első naptól kezdve. Keressen olyan szolgáltatókat, akik mind gyors prototípuskészítést, mind tömeggyártást kínálnak, és akiknél a minőségirányítási rendszer egységes a különböző mennyiségi szinteken.
Példaként a zavartalan méretezési képességekre, Shaoyi Metal Technology gyakorlati példán mutatja be, hogy milyen az integrált prototípustól a gyártásig tartó szolgáltatás. Az IATF 16949 tanúsítvánnyal rendelkező létesítményük magas pontosságú alkatrészeket szállít egy munkanapon belül, támogatva mind a kezdeti prototípusok készítését, mind a nagyobb sorozatgyártást az autóipari alvázegységek és egyedi fémbélésű csapágyak tekintetében. Ez a tanúsítvány, a gyors kiszállítás és a skálázhatóság kombinációja jellemezheti azokat a tulajdonságokat, amelyekre kiemelt figyelmet érdemes fordítani a gyártási partnerválasztás során.
Partnerértékelési ellenőrzőlista
Mielőtt bármelyik, közelben található CNC megmunkálási szolgáltatásra vagy online platformra kötelezné magát, végezze el ezt a részletes értékelést:
- Műszaki illeszkedés: A berendezések képességei megfelelnek alkatrészének méretére, összetettségére és pontosságára
- Anyagismeret: Bizonyított tapasztalat a megadott anyagok feldolgozásában, valamint a kapcsolódó folyamatok ismerete
- Tanúsítványok összhangja: Jelenleg érvényes, az iparágának és alkalmazási igényeinek megfelelő tanúsítványok
- Átlátható árképzés: Átlátható, részletezett árajánlatok rejtett díjak vagy egyértelműtlen költségstruktúra nélkül
- Gyors válaszadó kommunikáció: Gyors, segítő válaszok műszaki kérdésekre az értékelési fázis során
- Minőségirányítási rendszerek: Dokumentált ellenőrzési folyamatok, megfelelő mérőtechnikai eszközök és minőségbiztosítási tanúsítványok
- Folyamatirányítás: Statisztikai folyamatszabályozás (SPC) vagy ezzel egyenértékű folyamatszintű ellenőrzés a gyártási minőség konzisztenciájának biztosításához
- Skálázhatóság: Képesség a prototípusgyártástól a tömeggyártásig való skálázásra anélkül, hogy szükség lenne beszállítói váltásra
- Szállítási határidő megbízhatósága: Sikeres múlt a megadott szállítási határidők betartásában, valamint egyértelmű kommunikáció a menetrendbeli változásokról
- Utánnapló támogatás: Garanciapolitikák, műszaki segítségnyújtás elérhetősége és problémamegoldási eljárások
Ezen ellenőrzőlista rendszeres alkalmazása megelőzi azt a gyakori hibát, amikor a beszállítókat egyetlen szempont alapján – például a legalacsonyabb ár vagy a legrövidebb árajánlati idő – választják ki. A legolcsóbb árajánlat gyakran minőségi kompromisszumokra utal, amelyek újrafeldolgozásból és késedelmekből eredő további költségekkel járnak. A leggyorsabb ígéretet olyan gyártó adhatja, amely túlterheli magát, és nem tudja teljesíteni ígéreteit.
A megfelelő gépész szakember vagy online partnerek egyensúlyt teremtenek a képességek, a minőség, a kommunikáció és az érték között. Fordítsanak időt a részletes előzetes értékelésre, hogy olyan gyártási kapcsolatot építsenek fel, amely évekig támogatja projekteiket.
Akár helyi CNC gépgyári lehetőségeket választanak közvetlen együttműködés céljából, akár globális online platformokat használnak versenyképes árak és kapacitás érdekében, ezek az értékelési szempontok minden esetben univerzálisan alkalmazhatók. A cél egy olyan partner kiválasztása, akinek képességei valóban megfelelnek igényeiknek, akinek minőségirányítási rendszere biztonságosan védi projekteiket, és akinek üzleti modellje támogatja a növekedést, ahogy igényeik fejlődnek.
A gyártási partnert választása minden közös projektjüket érinti. Gondosan válasszon, alaposan ellenőrizze az állításokat, és építsen kapcsolatot olyan szolgáltatókkal, akik konzisztens teljesítményükkel – nem csupán meggyőző marketinggel – bizonyítják el kötelezettségüket sikerük iránt.
Gyakran ismételt kérdések a CNC megmunkálási szolgáltatásokról online
1. Hogyan működnek az online CNC megmunkálási szolgáltatások?
Az online CNC megmunkálási szolgáltatások digitális platformokon keresztül működnek, ahol CAD-fájlokat tölthet fel STEP vagy IGES formátumban, azonnali árajánlatot kap az automatizált geometriai elemzés alapján, kiválaszthatja az anyagokat és a felületkezeléseket, majd nyomon követheti a gyártási folyamatot a szállításig. A platform a gyártást tanúsított CNC-műveletvezetőkkel koordinálja, akik a megrendelt alkatrészeket a megadott specifikációk szerint megmunkálják. A legtöbb szolgáltatás 3–15 munkanapon belül szállít pontosan gyártott alkatrészeket, gyorsított szállítási lehetőségek is elérhetők rövidebb határidő esetén.
2. Milyen fájlformátumokat fogadnak el az online CNC szolgáltatások?
A legtöbb platform a STEP (.stp, .step) fájlformátumot fogadja el az iparág szabványaként a testmodellekhez, valamint az IGES (.igs, .iges) formátumot a felületi geometriákhoz. Egyes szolgáltatások egyszerűbb geometriák esetén STL-fájlokat, illetve SolidWorks vagy Inventor natív CAD-formátumait is elfogadják. A STEP-fájlok az előnyösebbek, mert teljes mértékben megőrzik a geometriai és funkcionális adatokat különböző CAD-rendszerek között, így biztosítják a pontos árajánlat-készítést és gyártást.
3. Mennyibe kerül az online CNC megmunkálás?
A CNC megmunkálás költsége a kiválasztott anyagtól, a alkatrész összetettségétől, a megengedett tűrésektől, a felületkezelési igényektől és a mennyiségtől függ. Az alumínium alkatrészek standard tűrésekkel olcsóbbak, mint a nagy pontosságot igénylő titán alkatrészek. A pillanatnyi árajánlat-kalkulációs rendszerek az anyagmennyiség, a megmunkálási idő és a beállítási összetettség alapján számítják ki az árat. A mennyiségi kedvezmények jelentősen csökkentik az egyes alkatrészek egységárát, és a gyakori anyagok – például az alumínium 6061 vagy a delrin – kiválasztása versenyképes árakat biztosít.
4. Milyen tűréseket érhet el az online CNC megmunkálás?
A szabványos CNC megmunkálás alapértelmezés szerint ±0,005 hüvelyk (±0,127 mm) tűrést ér el, amely megfelel a legtöbb mechanikai alkalmazásnak. A precíziós megmunkálás ±0,002 hüvelyk (±0,05 mm) tűrést biztosít illeszkedő felületekhez, míg a szoros tűrések (±0,001 hüvelyk, azaz ±0,025 mm) csapágyhelyekhez és tömítőfelületekhez szükségesek. Ultra-szoros tűrések (±0,0001 hüvelyk) elérhetők repülőgépipari és optikai alkatrészek esetében, de ezek jelentősen növelik a költségeket és a szállítási időt.
5. Hogyan válasszak a CNC megmunkálás és a 3D nyomtatás között?
Válassza a CNC megmunkálást, ha kiváló mechanikai tulajdonságokra, szigorú tűréshatárokra (±0,005 hüvelyk alatt), speciális fémötvözetekre vagy mérnöki műanyagokra, illetve 10–20 darabnál nagyobb mennyiségre van szüksége. Válassza a 3D nyomtatást összetett belső geometriák, gyors tervezési iterációk, könnyűrácsos szerkezetek vagy egyetlen prototípus esetén, amikor a CNC beállítási költségei dominálnak. A CNC konzisztens anyagerősséget biztosít, amelyet a rétegről rétegre történő nyomtatás nem tud elérni funkcionális alkatrészek esetében.