 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC megmunkálási árajánlatok titkai: Néhány rejtett költségtényező, amelyet a szállítók elrejtenek
A CNC megmunkálási árajánlatok megértése a vásárló szemszögéből
Sosem gondolta volna, mennyibe kerül egy fémdarab gyártása? A válasz egy CNC megmunkálási árajánlattal kezdődik – egy részletes költségbecsléssel, amely pontosan feltárja, hogy mennyit fog fizetni, és miért. Akár egy beszerzési szakember, aki beszállítókat hasonlít össze , akár egy mérnök, aki egy tervezést finomít, akár egy projektmenedzser, aki költségvetést készít, az ilyen árajánlatok megértése komoly előnyt biztosít Önnek.
Tekintse az árajánlatot többnek, mint csupán egy árcédulának. Ez egy ablak arra, hogyan értelmezi egy gyártó a projektjét, milyen erőforrásokat szán rá, és hol rejtőzhetnek potenciális költségmegtakarítási lehetőségek. Ha ezt a dokumentumot folyékonyan tudja olvasni, passzív vásárlóból tájékozott partner lesz, aki okosabb döntéseket hoz.
Mit tartalmaz valójában egy CNC megmunkálási árajánlat
Egy professzionális árajánlat nem csupán egyetlen szám – hanem a nyersanyagból késztermékké alakítás során érintett minden költségelem részletes felosztása. Az egyes elemek megértése segít az optimalizálási lehetőségek felismerésében, valamint abban, hogy észrevegyük, ha valami nem stimmel.
Az alábbiak a teljes árajánlatban általában szereplő fő összetevők:
- Anyag költségek: A nyersanyag ára a részlet típusa, minőségi osztálya és a részlet gyártásához szükséges nyersdarab mérete alapján. Ide tartozik az is, amennyi anyagot meg kell marni (hulladékanyag).
- Beállítási díjak: Egyszeri díjak, amelyek a gép előkészítését, szerszámok felszerelését, rögzítőberendezések elkészítését és a CNC-programozást fedezik. Ezek a költségek függetlenek a megrendelt mennyiségtől.
- Megmunkálási idő: A fő költségvetési tényező, amelyet a gépórák számának és az óránkénti díjaknak a szorzata ad meg. A bonyolultabb geometriák és szigorúbb tűrések jelentősen növelik ezt a költséget.
- Felületkezelési műveletek: A posztfeldolgozási költségek, ideértve a csiszolást (peremeltávolítást), felületkezeléseket, anódosítást, festést vagy polírozást a megadott specifikációknak megfelelően.
- Minőségellenőrzés: A méretellenőrzés, tűréshatárok ellenőrzése és az esetlegesen szükséges tanúsítások vagy dokumentumok költségei.
- Szállítás és csomagolás: A kész alkatrészek csomagolásához és szállításához szükséges logisztikai költségek.
Amikor online CNC árajánlatot kér, észre fogja venni, hogy a megbízható beszállítók átláthatóságot nyújtanak mindezen kategóriákban. A homályos vagy összevont árazás gyakran jövőbeli problémákra utal.
Miért menti meg a projektet az árajánlat-olvasás
Az árajánlat részleteinek megértése nem csupán a legalacsonyabb ár megtalálásáról szól – hanem arról is, hogy megvédje projektjét a költséges meglepetésektől. A szakértők szerint több beszállítótól kérve árajánlatot lehet összehasonlítani az árazási struktúrákat, és az Ön specifikus igényei alapján azonosítható a legkedvezőbb opció.
Az árajánlat-olvasás valójában a következőket nyújtja:
Pontos költségvetés: Ha megérti a CNC megmunkálási költségek felosztását, biztonsággal tudja előre jelezni a kiadásokat. Nem kell többé a költségvetést találgatással felfújni, sem váratlan rejtett díjak miatt meglepődni.
Tervezési optimalizációs lehetőségek: Egy részletes árajánlat feltárja, mely funkciók növelik a költségeket. Lehet, hogy az egyik nem kritikus méretnél megadott szűk tűréshatár 20%-kal emeli az árat. Ezt csak akkor tudhatja meg, ha képes értelmezni a számokat.
Beszállítók minősítése: A beszállító árajánlatának szerkezete tükrözi szakmai hozzáértésüket. A részletes, egyértelmű tételenként felsorolt árajánlatok szervezett működésre és minőségirányítási rendszerekre utalnak.
Tárgyalási hatalom: Ha megérti, mi áll minden egyes költségelem hátterében, akkor értelmes párbeszédet folytathat lehetséges alternatívákra vonatkozóan, nem csupán árcsökkentést kérve.
Sok vevő ma már online gépalkatrész-árajánlatokkal kezdi a folyamatot, hogy alapárakat határozzon meg a beszállítókkal való közvetlen kapcsolatfelvétel előtt. Ez a megközelítés piaci kontextust nyújt, és segít felismerni, ha egy árajánlat a szokásos tartományon kívül esik – legyen az gyanúsan alacsony vagy indokolatlanul magas.
A lényeg? Egy online árajánlat vagy hagyományos RFQ-válasz tartalmazza az információkat, amelyekre a gyártási döntések meghozatalához szüksége van. Az alábbi szakaszok részletesen bemutatják, hogyan értelmezze egyes költségfaktorokat, és hogyan használja fel ezt a tudást előnyére.

A kvóciók minden egyes költségét meghatározó kulcsfontosságú tényezők
Most, hogy megértette, mi mindent tartalmaz egy árajánlat, nézzük meg részletesebben azokat a konkrét tényezőket, amelyek valójában meghatározzák az árakat. Minden CNC-megmunkálási ár három alapvető tényezőből ered: milyen anyagot vágunk, mennyi ideig fut a gép, és milyen pontosnak kell lennie a végső alkatrésznek. Ha elsajátítja ezeket a változókat, pontosan tudni fogja, hová megy el a pénze – és hol takaríthat meg belőle.
Anyagköltségek és megmunkálhatósági tényezők
Az anyagválasztás minden árajánlat alapját képezi. Nem csupán az alapanyag kilogrammonkénti nyers költségéről van szó – hanem arról is, hogyan viselkedik az anyag a vágószerszám hatására. Ezt a tulajdonságot forgácsolhatóságnak nevezik, és jelentősen befolyásolja, milyen gyorsan lehet a alkatrészeket gyártani, valamint milyen gyorsan kopnak el a szerszámok.
Vegyük példaként az alumínium megmunkálását és rèzbeli CNC-gépezés –t. Az alumínium olyan könnyen vágható, mint a vaj. A gépek magasabb sebességgel üzemelhetnek, kevesebb szerszámkopás mellett, ami rövidebb ciklusidőt és alacsonyabb költségeket eredményez. A rozsdamentes acél? Az más tészta. Keményebb, több hőt termel, és lassabb előtolási sebességet igényel. Az árajánlat tükrözi ezeket a tényeket.
Íme, hogyan hatnak különböző anyagok az árakra:
| Anyag | Nyers költség (kg-onként) | Megmunkálhatósági értékelés | Viszonylagos árajánlat-hatás | Legjobb alkalmazások |
|---|---|---|---|---|
| Alumínium (6061) | $3–$6 | Magas | Legkisebb | Általános célú, légi- és űrkutatási alkalmazásokhoz használt tartók, burkolatok |
| Sárgaréz | $5–$10 | Magas | Alacsony-Közepes | Csatlakozóelemek, díszítő alkatrészek, elektromos alkatrészek |
| Anyag: 303-as típusú rozsdamentes acél | $8–$14 | Közepes-Magas | Közepes | Tengelyek, rögzítőelemek, élelmiszeripari minőségű alkatrészek |
| 316 rostmentes acél | $10–$18 | Közepes | Közepes-Magas | Tengeri, orvosi és kémiai ellenállásra szoruló alkalmazások |
| Delrin anyag (acetál) | $4–$8 | Magas | Az | Fogaskerekek, csapágyak, alacsony súrlódású alkatrészek |
| Nylon | $3–$7 | Közepes-Magas | Az | Bélészek, szigetelők, kopásálló alkatrészek |
| Titán | $15–$35 | Az | Legmagasabb | Űrkutatási, orvosi implantátumok, nagy teljesítményű alkalmazások |
Mikor indokolja egy prémium anyag a költségét?
- A felhasználási cél megköveteli? Az orvosi implantátumok biokompatibilis titánból készülnek. Egy prototípusos rögzítőfogas valószínűleg nem.
- Olyan tulajdonságokért fizet-e, amelyeket nem fog használni? Ha a korrózióállóság nem kritikus, a 303-as rozsdamentes acél ugyanolyan jól működik, mint a 316-os – de olcsóbb.
- Lehet-e műanyag helyettesítő anyag? A nylon és a delrin anyag kiváló teljesítményt nyújt fogaskerekek, bélészek és alacsony súrlódású alkalmazások esetén, a fémekhez képest jelentősen alacsonyabb költséggel.
Például a bronz megmunkálása kiváló kopásállóságot és korrózióvédelmet biztosít. De ha az alkatrészének nincs szüksége ezekre a tulajdonságokra, az alumínium vagy a réz ötvözetek jelentősen csökkenthetik az anyagköltséget, miközben továbbra is megfelelnek a specifikációknak.
Hogyan szorzódik a gépidő a alkatrész összetettsége miatt
Íme a valóság, amely sok vásárlót meglep: a megmunkálási idő a legfontosabb költségvetési tényező a legtöbb árajánlatban. És az alkatrész összetettsége közvetlenül megszorozza ezt az időt.
Gondolja végig a gép szemszögéből! Egy egyszerű téglalap alakú tömb néhány furattal? A CNC gyorsan durván megmunkálja, kifúrja a furatokat, majd továbblép. Egy ívelt repülőgépipari alkatrész belső zsebekkel, vékony falakkal és összetett szögekkel? Ennek az alkatrésznek tucatnyi szerszámváltásra, több beállításra és gondos előtolási sebesség-szabályozásra lehet szüksége a rezgés elkerülése érdekében.
A szakmai elemzések szerint egy egyszerű kocka alakú alkatrész körülbelül 100 USD-be kerülhet, és megközelítőleg 2 órát vesz igénybe a megmunkálása, míg egy részletes, többfelületű szerelvény akár 500 USD-ba is kerülhet, és 10 órányi gyártási időt igényelhet.
Mely konkrét jellemzők növelik a megmunkálási időt?
- Mély zsebek és üregek: Ezekhez speciális hosszú nyelű szerszámok és lassabb vágási sebességek szükségesek a deformáció elkerülése érdekében. Minden egyes vágási menet kevesebb anyagot távolít el, így meghosszabbítva a ciklusidőt.
- Vékony falak: A 0,5 mm-nél vékonyabb falú alkatrészek körültekintő programozást és csökkentett előtolási sebességet igényelnek a torzulás vagy rezgés elkerülése érdekében.
- Éles belső sarkok: A belső derékszögű sarokhoz kisebb szerszámok és további megmunkálási lépések szükségesek. Lekerekített sarkok gyorsabban és erősebben megmunkálhatók.
- Bonyolult 3D-kontúrok: A görbült felületek több szerszámpályát és finomabb lépésközöket igényelnek, ami drámaian megnöveli a program hosszát.
- Menetes elemek: Minden menetes furat további beállítási és megmunkálási műveleteket jelent. Érdemes átgondolni, hogy valóban szükség van-e mindegyik menetre.
A tűréskérdés ezt a bonyolultságot tovább fokozza. A szokásos megmunkált alkatrészek általában ±0,005 hüvelyk (±0,127 mm) tűrést tartanak be különleges erőfeszítés nélkül. De ha a rajzon ±0,001 hüvelyk (±0,0254 mm) tűrés van megadva? Ekkor a gép lassabban fut, az operátor gyakrabban ellenőrzi a méreteket, és a selejtarány emelkedik. A gyártási költségadatok szerint a szigorúbb tűrések lassabb megmunkálási sebességet, gyakoribb szerszámcsere-műveleteket és fokozott minőségellenőrzést igényelnek – mindez időt és költséget jelent.
Minden jellemző a részen egy döntést képvisel. A kérdés nem csupán az, hogy „megmunkálható-e ez?”, hanem az, hogy „elegendő értéket ad-e ez a jellemző ahhoz, hogy megérje a költségvetésre gyakorolt hatása?”. Amikor megérti, hogyan szorzódik a gépidő a geometria miatt, akkor képes lesz optimalizálni a terveket még az árajánlat-kérést megelőzően, így megmunkált alkatrészeket kap, amelyek megfelelnek az igényeinek a lehető legalacsonyabb gyakorlati áron.
Megmunkálási műveletek és azok hatása az árképzésre
Kiválasztotta az anyagát, és optimalizálta a geometriáját – de itt növekedhetnek csendesen az árajánlati költségek. A rész előállításához szükséges megmunkálási műveletek gyakran döntően befolyásolják, hogy egy költséghatékony árajánlatot kap-e, vagy olyat, amely miatt újra kell gondolnia az egész projektet. A CNC esztergálás, a CNC marás és a többtengelyes megmunkálás közötti különbség megértése tudatosabb beszerzési döntések meghozatalára teszi képessé.
Gondoljon erre így: egy egyszerű hengeres tengely esetleg csak egy cNC eszterga megmunkálási műveletre egy összetett űrkutatási rögzítőelem, amelynek minden oldalán vannak funkciói? Ennek akár öt tengelyes CNC megmunkálási szolgáltatások, speciális befogókészülékek és több beállítás is szükséges lehet. Ugyanaz az anyag, de jelentősen eltérő árak.
Amikor az 5-tengelyes megmunkálás indokolja a prémiumot
Nem minden CNC-gép egyenértékű, és a tengelyek száma közvetlenül befolyásolja az árajánlatot. Íme, hogyan működik a fokozatosság:
3 tengelyes megmunkálás: Az iparág munkalószerszáma. A vágószerszám az X, Y és Z tengelyeken mozog, miközben a munkadarab mozdulatlan marad. Tökéletes lapos alkatrészek, egyszerű zsebek és egy irányból hozzáférhető funkciók megmunkálására. Ez a leggazdaságosabb megoldás, ha az alkatrész geometriája ezt lehetővé teszi.
4-tengelyes megmunkálás: Egy forgó tengelyt ad hozzá, amely lehetővé teszi a munkadarab forgását a vágás során. Ideális hengeres alkatrészekhez, amelyek körülbelül a teljes kerületükön rendelkeznek funkciókkal – például motorházak vagy kerek burkolatok oldali csatlakozókkal.
5-tengelyes megmunkálás: A szerszám vagy a munkadarab egyszerre öt irányban mozoghat. Szerint szakmai szakértők , a teljes egyidejű 5-tengelyes megmunkálás lehetővé teszi, hogy az szerszám az egész művelet során optimális tájolást tartsanak fenn a felülethez képest – ami különösen fontos összetett, görbült felületek esetén.
Tehát mikor éri meg a 5-tengelyes megoldás prémium ára? Fontolja meg az alábbi forgatókönyveket:
- Görbült repülőgépipari alkatrészek: Olyan alkatrészek, amelyek összetett görbületeket és alávágásokat tartalmaznak, és amelyeket egyszerűen nem lehet elérni 3-tengelyes megközelítéssel.
- Turbina- és impellerlapátok: Összetett, csavarodott geometriák, amelyek folyamatos szerszám-újratájolást igényelnek.
- Orvosi implantátumok: Az emberi anatómiához igazodó szerves formák többtengelyes képességet követelnek meg.
- Mély részeket tartalmazó formák üreges részei: a 5-tengelyes megmunkálás rövidebb szerszámok használatát teszi lehetővé, amelyek jobb merevséggel rendelkeznek, javítva ezzel a felületminőséget és csökkentve a rezgést.
Íme a költségrealitás: egy szokásos 3-tengelyes VMC gép ára 80 000 és 150 000 dollár között mozoghat, míg az 5-tengelyes gépek ára jelentősen magasabb a fejlettebb mechanikai felépítésük miatt. Ez a tőkeberuházás átütően jelenik meg az óradíjakban. Ugyanakkor az 5-tengelyes megmunkálás gyakran csökkenti a bonyolult alkatrészek teljes költségét, mivel kizárja a többszörös beállításokat, és egyetlen műveletben javítja a felületminőséget.
A beállítás összetettsége és rejtett költségei
Minden alkalommal, amikor a megmunkáló újra pozicionálja az alkatrészét, költségek halmozódnak. A beállítási idő nem termelő gépidő – a forgószár nem vág, de a mérőóra tovább jár. Sőt, minden újraorientálás potenciális tűréshalmozódást eredményezhet, ahol a kis pozicionálási hibák az egyes műveletek során összeadódnak.
Vegyünk egy olyan alkatrészt, amelynek négy oldalán is vannak funkcionális elemek. A 3-tengelyes megmunkálás esetén ez potenciálisan négy különálló beállítást jelent: egy oldal megmunkálása, a gép leállítása, az alkatrész újrapozicionálása és újrafelfogása, az igazítás ellenőrzése, majd a folytatás. Szerint gyártási költségelemzés a beállítás és a programozás széles körben eltérhet – az egyszerű alkatrészek beállítása 15 percet is igénybe vehet, míg a komplex alkatrészek, amelyekhez egyedi szerszámpályák szükségesek, a programozás és a beállítás kizárólagosan több mint 45 órát is igényelhet.
A forgácsoló esztergálás és a marás közötti különbség szintén befolyásolja az árajánlat szerkezetét. A CNC-esztergálás kiválóan alkalmas hengeres alkatrészek gyártására – tengelyekre, csapokra, bushingokra – ahol a munkadarab forog egy álló szerszám ellen. Általában gyorsabb és gazdaságosabb a forgó geometriák esetében. A svájci esztergálás ezt továbbfejleszti kis méretű, nagy pontosságú esztergált alkatrészek gyártására.
A marási műveletek minden más feladatot ellátnak: zsebeket, horpadásokat, összetett 3D-felületeket és nem hengeres geometriákat. Amikor az alkatrésznek egyszerre szüksége van esztergálási és marási funkciókra, akkor vagy több gépet, vagy egy eszterga-maró központot kell használni – és mindkét eset befolyásolja az árat.
Az alábbiakban olyan helyzeteket sorolunk fel, amikor egyszerűbb megmunkálási módszerek ugyanazt az eredményt érik el alacsonyabb költséggel:
- Amikor lehetséges, koncentrálja a funkciókat egy oldalra: Ha egy tartóelem felszerelési furatokkal rendelkezik, próbálja meg úgy elhelyezni őket, hogy mindegyiket egyetlen beállításból érjék el, ne pedig több felületre szórva.
- Használjon 3+2 pozicionálást teljes 5-tengelyes helyett: Sok alkatrész nem igényel egyidejű 5-tengelyes mozgást. A forgó tengelyek pozicionálása, majd a 3-tengelyes megmunkálási stratégiák alkalmazása (amelyet 3+2 vagy pozícionális 5-tengelyes megmunkálásnak neveznek) olcsóbb, miközben továbbra is hozzáférhetővé teszi a több szöget.
- Tervezzen a szabványos szerszám-hozzáférés figyelembevételével: A megnövelt hosszúságú szerszámokat igénylő mély zsebek lelassítják a megmunkálást és növelik a költségeket. A sekélyebb geometriai elemek gyorsabban megmunkálhatók.
- Kerülje az alkatrész átfordítását igénylő geometriai elemeket: Azok a átmenő furatok, amelyeket mindkét oldalról CNC-marással kell kialakítani, duplázzák a beállítási terhelést. Fontolja meg a vakfuratok használatát vagy a geometriai elem újratervezését.
- Adja meg a forgácsolási műveleteket a hengeres szakaszokhoz: Egy hengeres testtel és marási jellemzőkkel rendelkező alkatrész gazdaságosabb lehet, ha először esztergán kezdik el a megmunkálást, majd marógépen fejezik be, ahelyett, hogy teljes egészében tömbanyagból készítenék.
A lényeg? Mielőtt véglegesítené ezt a tervezést, tegye fel magának a kérdést: hányszor kell ezt az alkatrészt újrapozícionálni? Minden új beállítás költséget jelent, potenciális hibalehetőséget hordoz magában, és meghosszabbítja a szállítási határidőt. Az okos tervezés minimalizálja a beállítások számát anélkül, hogy funkcióvesztést okozna – és az árajánlat is tükrözni fogja ezt az optimalizációt.

Tűrések és felületi minőség megadása az árajánlatokban
Itt egy titok, amely ezrekkel csökkentheti költségeit: a tűrésmegadás lehet az egyetlen legnagyobb rejtett költségforrás a CNC-megmunkálási árajánlatában. Sok mérnök szokás szerint szűk tűréseket ad meg „biztonság kedvéért”, anélkül, hogy tudná, hogy minden további tizedesjegy 2-szeresére, 4-szeresére, sőt akár 24-szeresére is növelheti a költségeket. Ennek a költséggörbének a megértése alapvetően átalakítja, hogyan állítja össze az alkatrészspecifikációkat – és drámaian befolyásolja, amit fizetnie kell.
A tűréshatár és a költség közötti kapcsolat nem lineáris, hanem exponenciális. A szokásos ±0,005"-es tűréshatártól a precíziós ±0,001"-es tűréshatárra való áttérés nem csupán 20%-kal növeli az árajánlatot – akár három- vagy négyszeresére is emelheti az árat. Miért? Mert a szűkebb tűréshatárok lassabb vágási sebességet, pontosabb gépeket, további ellenőrzési lépéseket és magasabb selejtarányt igényelnek. Minden egyes mikronnyi extra pontosság tovább fokozza ezeket a követelményeket.
A túlzottan szigorú tűréshatárok valódi költsége
Képzelje el, hogy árajánlatot készít egy egyedi megmunkált aluminium tartóelemekből álló sorozatra. Szokásos tűréshatárok mellett minden tartóelem ára 50 USD. Azonban a rajzán minden méretre – beleértve a nem kritikus külső felületeket is – ±0,001"-es tűréshatárt adott meg. Hirtelen az 50 USD-os tartóelem ára 150–200 USD-ra ugrik. A szakmai elemzések szerint a szoros tűréshatárok a CNC megmunkálás költségeit 2–4-szeresére növelhetik ±0,001"-es pontosság esetén, és akár 24-szeresére is emelhetik az extrém szoros ±0,0001"-es előírásoknál a szokásos tűréshatárokkal összehasonlítva.
Íme, mi történik a háttérben, amikor szoros tűréshatárokat ír elő:
- Lassabb megmunkálási sebességek: A precíziós CNC megmunkálási szolgáltatások csökkentett előtolási sebességet és könnyebb vágásokat igényelnek. Ami szokásos tűrések mellett egy órát vesz igénybe, az szigorú specifikációk esetén három órát is igénybe vehet.
- Szakeszközök: Az extrém szigorú megmunkálás gyakran hőmérséklet-szabályozott környezetet és megnövelt merevségű, nagy pontosságú gépeket igényel.
- Intenzív ellenőrzés: A szokásos alkatrészeket mintavételszerűen ellenőrzik. A szigorú tűrésekkel gyártott alkatrészeknél azonban 100%-os CMM-ellenőrzés szükséges, amely egyedül a mérési költségekben 50–150 USD-t jelent darabonként.
- Magasabb selejtarány: Azok az alkatrészek, amelyek szokásos ellenőrzés során átmennek, szigorú specifikációk mellett elutasításra kerülnek. Ez a hulladék beépül az ajánlatba.
- Hosszú átfutási idő: Számíthat 2–3-szor hosszabb szállítási időre, ha szigorú tűrésekkel rendelkező precíziós CNC megmunkálási szolgáltatást kér.
Az alábbi táblázat bemutatja, hogyan alakulnak a tűrésszintek költségszorzókként:
| Tűrési tartomány | Tipikus alkalmazás | Költség szorzó | Ellenőrzési módszer | A szállítási határidőre gyakorolt hatás |
|---|---|---|---|---|
| ±0,005" (±0,13 mm) | Általános célú, nem kritikus funkciók | 1x (alapértelmezett) | Csúszómérő, mikrométer | Szokásos (5–7 nap) |
| ±0,002″ (±0,05 mm) | Illeszkedő felületek, szerelési interfészek | 1,5–2-szeres | Digitális mutatók, precíziós mérőműszerek | +40% (7–10 nap) |
| ±0,001" (±0,025 mm) | Csapágy illesztések, tömítőfelületek | 3–4-szeres | CMM-ellenőrzés szükséges | +100% (10–14 nap) |
| ±0,0005" (±0,0125 mm) | Pontos műszerek, űrkutatási szempontból kritikus alkalmazások | 6–10-szeres | Nagyon pontos koordináta-mérőgép, szabályozott környezet | +150% (14–18 nap) |
| ±0,0001" (±0,0025 mm) | Ultra-precíziós, optikai alkatrészek | 10–24-szeres | Specializált mérnöki metrologia, klímavezérelt környezet | +200–300% (14–21 nap) |
De hogyan azonosíthatja, hogy mely méretek igényelnek ténylegesen szigorú tűréseket? Tegyen fel magának egy egyszerű kérdést: „Mi történik, ha ez a méret ±0,1 mm-rel eltér?” Ha a válasz összeszerelési hibát, funkcionális problémákat vagy biztonsági kockázatokat jelent, akkor szigorú tűréseket kell megadnia. Ha a válasz „semmi kritikus” – akkor a szokásos tűrések tökéletesen megfelelnek – és jóval olcsóbbak.
A kritikus méretek általában a következők:
- Illesztési felületek, ahol az alkatrészeknek pontosan kell illeszkedniük
- Csapágyülések és tengelyillesztések, amelyekhez meghatározott játékok szükségesek
- Tömítőfelületek O-gyűrűkhöz és tömítésekre
- Terhelés alatt álló menetes kapcsolatok
- A további összeszereléshez szükséges helyező elemek
Nem kritikus jellemzők – külső élek, díszítő felületek és szabadonfutó furatok – teljesen megfelelően működnek szokásos tűrések mellett. Egy európai autóipari beszállító ezt saját tapasztalatból is megtapasztalta: a nem kritikus tűréseket ±0,01 mm-ről ±0,03 mm-re lazítva, miközben a kritikus jellemzőknél szigorú tűréseket tartottak meg, a megmunkálási költségeket körülbelül 22%-kal csökkentették.
Felületi minőség-választékok és azok ár-szintje
A felületi minőség-specifikációk hasonló költségprofilot követnek. Minél simább felületet igényel egy alkatrész, annál magasabb lesz az ára – de nem minden alkalmazásnál szükséges tükörsima felület. Az egyes lehetőségek megértése segít pontosan meghatározni a szükséges minőséget, anélkül, hogy feleslegesen magas költségekkel járnánk.
A felület durvását Ra-ban (durvágás átlaga) mérik, alacsonyabb számok pedig simabb felületeket jelentenek. Íme, hogyan befolyásolják a különböző befejezési szintek az ajánlatokat:
A következőkből áll: Ez az, ami közvetlenül a CNC vágásból származik. A műszerek látható nyomjai maradnak, de a felület a legtöbb mechanikai alkalmazáshoz funkcionális. Ez az alapköltség-megbízás nem igényel további feldolgozást.
Általános megmunkálva (Ra 1,6-3,2 μm): A tisztább befejezés a optimalizált vágási paraméterek révén érhető el. A felületelépítési kutatások szerint ez a tartomány gyakran elegendő a funkcionális vizsgálatokhoz, és minimális költségeket jelent a gépelt felületekhez képest.
Finom felület (Ra 0,8-1,6 μm): Lassabb táplálást, finomabb lépéseket és esetleg másodlagos műveleteket igényel. 15-25%-kal magasabb részonkénti költségeket várhat. A látható alkatrészek és a precíziós illeszkedésekhez alkalmas.
Polirozott (Ra < 0,8 μm): További kézi utómunkát vagy speciális polírozási műveleteket igényel. A megmunkálási időt 20–40%-kal növelheti. Elengedhetetlen tömítőfelületek, optikai alkalmazások és premium megjelenés esetén.
Az anyagválasztás befolyásolja a elérhető felületminőséget. A CNC-polikarbonát és a CNC-akril szolgáltatásoknál különleges vágási stratégiák alkalmazása ajánlott a hőfoltok elkerülése és az optikai átlátszóság elérése érdekében. Az alumínium és a sárgaréz könnyebben polírozható, mint a rozsdamentes acél, ami mind a felületminőségre, mind a költségre hatással van.
A gyakorlatias iránymutatás? Illessze a felületminőséget a funkcióhoz. Egy prototípus fogaskerék-mechanizmusnál például a csapágyfelületeken Ra 0,8 µm-es felületi érdesség szükséges a megfelelő működéshez – kutatások szerint egy Ra 0,8 µm-es fogaskerék 15%-kal kisebb nyomatékveszteséget szenved el, mint egy Ra 3,2 µm-es. De a külső ház esetében a szokásos Ra 3,2 µm elegendő, kivéve, ha közvetlenül ügyfélnek szól.
A következő árajánlat-kérése véglegesítése előtt tekintse át a rajzán szereplő minden tűrést és felületi minőségi előírást. Kérdőjelezze meg mindegyiket. Lehetséges, hogy felfedezi: alkatrésze méreteinek 80%-a standard tűréseket igényel, míg csupán a 20% igényel valóban szigorú ellenőrzést – és ez a felismerés önmagában is 30–50%-os árcsökkenést eredményezhet az árajánlatában.
Tömeggyártás gazdaságossága és mennyiségi árképzési struktúrák
Íme egy kérdés, amely sok első alkalommal vásárló számára meglepő: miért 315 dollár egyetlen prototípus, miközben ugyanabból az alkatrészből 100 darab rendelése esetén az egységár mindössze 18 dollár? A válasz az egyik legerősebb – de gyakran félreértett – elvben rejlik a CNC megmunkálás árajánlat-gazdaságtanában: a beállítási költségek elosztása. Ennek a fogalomnak a megértése alapvetően átalakítja, hogyan tervezi megrendeléseit és költségvetési tervét.
Minden mennyiségi alapon készülő árajánlatot meghatározó képlet látszólag egyszerű:
Egységár = (Egyszeri beállítási költség ÷ Rendelt mennyiség) + Változó költség alkatrészenként
Az a fix beállítási költség – amely magában foglalja a programozást, a rögzítőeszközök létrehozását, az eszközök előkészítését és az első darab ellenőrzését – minden megrendelt alkatrészen oszlik meg. Ha egy darabot rendel, akkor az egész beállítási költséget magára vállalja. Ha 1000 darabot rendel, akkor minden egyes darab csak egy apró részét viseli ennek a terhelésnek.
Hogyan működnek valójában a mennyiségi kedvezmények
Nézzünk egy konkrét példát! Tegyük fel, hogy egy CNC-megmunkálási alkatrész megrendelésének beállítási költsége 300 USD, és az egyes darabok változó költsége 15 USD. Az iparági árazási elemzés szerint így alakulnak az ökonomikai viszonyok:
- 1 darab: 300 USD beállítási költség + 15 USD változó költség = 315 USD egységár
- 10 darab: 30 USD beállítási költség-rész + 15 USD változó költség = 45 USD egységár
- 100 darab: 3 USD beállítási költség-rész + 15 USD változó költség = 18 USD egységár
- 1000 darab: 0,30 USD beállítási költség-rész + 15 USD változó költség = 15,30 USD egységár
Észrevett valamit kritikusnak? A árcsökkenés a legdrámaibb a korai szakaszban. Az 1-ről 10 darabra történő áttérés 86%-kal csökkenti az egyes CNC alkatrészek árát. De a 100-ról 1000 darabra történő ugrás csak további 15%-os megtakarítást eredményez. Amikor már gyártási mennyiségekhez érkezik, közeledik a valódi „aljhoz” – a változó költséghez, amely a nyersanyagokat, a gépidőt és a közvetlen munkaerőt tükrözi.
Ezért kérnek tapasztalt beszerzők lépcsőzetes árajánlatokat. Az 1, 10, 50, 100 és 500 darabos árajánlatok kérése pontosan feltárja, hol vannak az Ön specifikus alkatrésze számára a legkedvezőbb mennyiségi tartományok. Egyes CNC-megmunkált alkatrészeknél drámai árcsökkenés figyelhető meg már 25 darabnál; másoknál azonban jelentős megtakarítás csak 200 feletti darabszámnál kezd el érzékelhetővé válni.
Egy figyelmeztetés: a gyártási szakértők figyelmeztetnek, hogy a szállítók, akik prototípus-árajánlatukban „0 USD NRE” (nem ismétlődő költség) díjat tüntetnek fel, gyakran a beállítási költségeket a megemelt egységárba rejtik. Ez az árajánlatot vonzóvá teszi 10 darab esetén, de problémákat okoz a méretnövelés során. Egy átlátható partner egyértelműen elkülöníti ezeket a költségeket.
Prototípus vs. gyártási árajánlat-stratégiák
A CNC-prototípuskészítésről a gyártásra való áttérés nem csupán a több alkatrész megrendelését jelenti – hanem arról is szól, hogy minden egyes szakaszban a megfelelő gyártási módszert válasszuk ki. Különböző eljárások különböző mennyiségek esetén válnak gazdaságossá, és az értelmes vásárlók ennek megfelelően tervezik meg a rendelési mennyiségi stratégiájukat.
Az alábbiakban a tipikus mennyiségi kategóriák és azok árazási jellemzői találhatók:
- Prototípus mennyiségek (1–10 darab): A beállítási költségek dominálnak az árajánlatban. Az egységár a legmagasabb, de ez szándékos – gyorsaságért, rugalmasságért és a tervek érvényesítéséért fizet, mielőtt a gyártási szerszámokba történő befektetésre kerülne sor. Ezen a szakaszon a prototípus-gépalkatrészek gyártása elsősorban a gyors teljesítésre, nem pedig az alkatrészenkénti költségminimalizálásra fókuszál.
- Kis mennyiségű gyártás (10–100 darab): Az a „gyöngyszem” tartomány, ahol a CNC-megmunkálás valóban ragyog. A beállítási költségek elegendően eloszlanak, hogy elfogadhatóvá váljanak, ugyanakkor a mennyiségek továbbra is alacsonyak maradnak, így elkerülhetők a drága, kizárólagos szerszámok beszerzése. Számos egyedi CNC-alkatrész megrendelés örökre ebben a tartományban marad.
- Közepes mennyiségű gyártás (100–1000 darab): Az egységenkénti költségek stabilizálódnak a változó költségek alsó határa közelében. Ebben a szakaszban a beszállítók további kedvezményeket kínálhatnak optimalizált rögzítőberendezések, tételütemezés és az első minta jóváhagyása utáni csökkentett ellenőrzési gyakoriság révén.
- Nagy tömegű gyártás (1000+ darab): A CNC továbbra is életképes megoldás, de alternatív eljárások (pl. öntött műanyag-gyártás, nyomóöntés) gazdaságosabbá válhatnak a alkatrész geometriájától függően. Az eljárásválasztási útmutató szerint a CNC-forgácsolás általában akár 500–2000 darabig kiváló választás, ezt követően az öntési vagy nyomóöntési alternatívák komoly értékelést igényelnek.
Hogyan tervezi meg a mennyiségeket a költségek optimalizálása érdekében anélkül, hogy túlterhelne egy raktárkészletet? Kezdje a tényleges kereslet-előrejelzésének megértésével. Az 500 darabos rendelés árcsökkenés elérése értelmetlen, ha ebben az évben csak 50 darabot fog eladni – a tárolási költségek gyorsan elviszik ezeket a megtakarításokat. Gazdasági tételnagyság-kutatás kimutatta, hogy a tárolási költségek évente 20–60%-át tehetik ki az állomány értékének.
Okosabb megközelítés: általános megrendelések tárgyalása ütemezett szállításokkal. Kössön megállapodást 500 darab részegység 12 hónapos szállításáról, de vegye át a szállítmányokat havi 40–50 darabos tételként. Így biztosítja a mennyiségi kedvezményes árakat, miközben elkerüli a raktározási költségeket és a pénzforgalmi terhelést. A legtöbb beszállító szívesen fogadja ezt a megállapodást, mivel előre látható munkaterveket tesz lehetővé.
A lényeg? Minden árajánlat egy mennyiségi történetet mesél el. Tanulja meg értelmezni, és okosabb döntéseket hozhat arról, mikor érdemes prototípust készíteni, mikor érdemes skálázni, és pontosan hány darabot rendeljen meg projektje egyes szakaszaiban.

Több árajánlat értékelése és összehasonlítása
Árajánlatokat gyűjtött össze három különböző beszállítótól. Az egyik ajánlata 12 000 USD, a másiké 15 500 USD, a harmadiké pedig 18 200 USD. Könnyű döntés, ugye? Csak válassza a legolcsóbb lehetőséget, és folytassa a munkát.
Ne siessünk ennyire. Az a 12 000 dolláros árajánlat valójában akár 25 000 dollárba is kerülhet, ha figyelembe vesszük a minőségi kifogásokat, az elmaradt határidőket és a projekt közepén zajló, pánikszerű keresést egy új beszállító után. A papíron legdrágább CNC-szolgáltatás néha a legnagyobb értéket nyújtja – míg a legolcsóbb szolgáltatás egy költségvetést romboló rémálommá válhat.
Az, hogy képesek vagyunk az árajánlatokat nem csupán a végösszeg alapján, hanem szélesebb körben értékelni, elkülöníti a sikeres beszerző szakembereket azoktól, akik folyamatosan csak a beszállítói problémák elhárításával foglalkoznak. Építsünk fel egy olyan keretrendszert, amely a valódi értéket, nem csupán az árajánlatot tükrözi.
Ár összehasonlításon túli mutatók
Amikor gépparkot vagy CNC-gépgyártókat keresünk a közelünkben, tucatnyi lehetőséget találunk. Mindegyik szívesen elküld nekünk egy árajánlatot. Egy profi értékelés azonban a teljes képet veszi számba – hiszen a legolcsóbb gépi megmunkálási szolgáltatások gyakran rejtett költségeket takarnak, amelyek csak akkor jelennek meg, miután már lekötöttük magunkat.
A tapasztalt vásárlók az ár mellett a következő szempontokat értékelik:
Szállítási határidő megbízhatósága: Egy időszakosan megadott szállítási határidő semmit sem ér, ha a beszállító rendszeresen késik a szállítással. Kérjen információt a pontos időben történő szállítás mértékéről. A gyártási ipar kutatásai szerint a műszaki kérdésekre adott válaszokat 24 órán belül kell megadni, részletes magyarázattal együtt, amely hivatkozik a rajzokra vagy műszaki leírásokra. Azok a beszállítók, akik a közbeszerzési fázisban gyengén kommunikálnak, ritkán javulnak azután, hogy már megrendelték náluk a termékeket.
Műszaki képességek: Rendelkezik-e a beszállító valójában a szükséges berendezésekkel a megrendelt alkatrészek gyártásához? Egy helyi gépgyártó árajánlata vonzónak tűnhet, de ha a 5 tengelyes megmunkálási feladatot egy alvállalkozónak szándékoznak átadni, akkor elvesztette a minőség és az ütemterv irányítását. Kérdezze meg konkrétan a berendezéslistájukat, és azt is, hogy az Ön alkatrészei belső gyártásban készülnek-e.
Minőségirányítási rendszerek: Milyen ellenőrző felszerelést használnak? Képesek első minta ellenőrzési jelentést szolgáltatni? Pontos munkák esetén ellenőrizze, hogy rendelkeznek-e koordináta mérőgéppel (CMM) és kalibrálási nyilvántartással. Az iparági irányelvek szerint a helyszíni ellenőrzések során ellenőrizni kell a gyártó ellenőrző felszereléseire vonatkozó kalibrálási nyilvántartását, amelyet legalább évente frissítenek az pontosság biztosítása érdekében.
Kommunikációs reakcióidő: Mennyi időbe telt, amíg megkapta az árajánlatot? Egyértelműen válaszoltak-e a műszaki kérdéseire? A beszállítók értékelési kritériumai szerint az hatékony kommunikáció építi a bizalmat és biztosítja a projekt összhangját – egy megbízható gyártó a reagálóképességre és a műszaki támogatásra helyezi a hangsúlyt az egész folyamat során.
Pénzügyi stabilitás: Ha egy beszállító a projekt közepén megszűnik, az katasztrofális késedelmeket eredményez. Nagyobb rendeléseknél érdemes pénzügyi referenciák megkérését vagy hitelminősítés ellenőrzését is megfontolni.
Iparágankénti tanúsítási követelmények
Az ipari tanúsítások nem csupán lenyűgöző logók – az ellenőrzött minőségirányítási rendszereket, dokumentált folyamatokat és felelősséget jelentenek. Amikor kritikus alkalmazásokhoz szakmai gépészműhelyeket keresek a közelemben, a tanúsítások választják el a hobbi műhelyeket a professzionális CNC-gyártó műhelyektől.
Ezekben az esetekben fontosak a konkrét tanúsítások:
ISO 9001:2015: A ipari tanúsítási szabványok az ISO 9001-es szabványt a legáltalánosabban elismert gyártási tanúsításnak tekintik, amely minden méretű iparágban alkalmazható. Ez megerősíti, hogy egy szervezet termékei vagy szolgáltatásai megfelelnek az ügyfél elvárásainak és a szabályozási kötelezettségeknek. Ez az alapvető követelmény – bármely komoly beszállítónak rendelkeznie kell ezzel a tanúsítással.
IATF 16949: Alapvető az autóipari munkához. Ez a globális minőségirányítási szabvány kifejezetten az autóiparra lett kialakítva, az ISO 9001-en alapul, és további követelményeket tartalmaz a terméktervezésre, gyártási folyamatokra és ügyfelspecifikus szabványokra vonatkozóan. Ha autóipari alkatrészeket gyárt, akkor az IATF 16949 tanúsítással nem rendelkező beszállítók kompatibilitási kockázatot jelentenek.
AS9100D: Kritikus fontosságú légi járművek alkalmazásához. Ez a tanúsítás azt igazolja, hogy az alkatrészek megfelelnek a légi közlekedési ipar által támasztott biztonsági, minőségi és magas színvonalú követelményeknek. A tanúsítási szakértők szerint az egyik oka annak, hogy létezik külön tanúsítás a légi járműipar számára, az, hogy minden egyes elemnek rendkívül specifikusnak és technikailag bonyolultnak kell lennie a biztonság és a megfelelőség érdekében.
ISO 13485: Kötelező a gyógyászati eszközök gyártásához. Ez biztosítja, hogy minden gyógyászati eszköz biztonság szempontjából gondosan legyen tervezve és gyártva, ahol a betegbiztonság és a jólét elsődleges szempont.
ISO 14001: Környezetmenedzsment tanúsítás – egyre fontosabb vállalatok számára, amelyek fenntarthatósági követelményeket támasztanak beszerzési láncukban.
Ne fizessen prémiumot olyan tanúsításokért, amelyekre nincs szüksége. Az általános ipari alkatrészek nem igényelnek AS9100D légi- és űrtechnikai tanúsítást. Soha ne fogadja el tanúsítatlan beszállítót szabályozott iparágak esetében – a felelősségvállalás és a megfelelőségi kockázatok messze felülmúlják bármilyen megtakarítást.
Figyeljen ezekre a vörös zászlókra, amelyek arra utalnak, hogy az árajánlat problémákhoz vezethet:
- Szokatlanul alacsony ár: Ha egy árajánlat 40%-kal alacsonyabb a versenytársakénál, valami nem stimmel. Lehet, hogy félreértették a műszaki specifikációkat, sarcolni akarnak, vagy kétségbeesetten keresnek munkát – egyik sem jelent jó előjelet.
- Pontatlan tételsorok: A professzionális árajánlatok egyértelműen részletezik a költségeket. A csomagolt „mindent tartalmazó” árképzés rejtett változási rendelési meglepetéseket takarhat.
- Hiányzó tűréshelyesbítés: Ha a rajza ±0,001 hüvelykes tűréseket ír elő, és az árajánlat nem említi a pontossági képességet, akkor valószínűleg nem olvasták el gondosan a követelményeit.
- Nincs minőségbiztosítási dokumentáció ajánlva: Megbízható szállítók az ellenőrzési jelentésekről, anyagtanúsítványokról és minőségirányítási rendszerekről önként említést tesznek, még kérés nélkül is.
- Lassú vagy nem egyértelmű kommunikáció: A közbeszerzési fázisban kapott válaszok hiánya vagy bizonytalansága előre jelezheti a gyártás során felmerülő problémákat.
- Hajlandóság hiánya referenciák megadására: A megbízható szállítók nyitottak a referenciák ellenőrzésére. Az ellenállás arra utalhat, hogy valamit el akarnak rejteni.
- Realitás idegen vezetési határidők: A versenytársaknál lényegesen gyorsabb határidőt ígérő ajánlatok kapacitási problémákra vagy arra utalhatnak, hogy a megrendelését siettetni kívánják.
- Nincs említés tanúsítványokról: Szabályozott iparágakban a tanúsított szállítók kiemelt helyet szánnak minősítésük bemutatásának.
Az értékelés hatékony strukturálásához készítsen egy összehasonlító táblázatot, amelyben ezeket a tényezőket megfelelően súlyozza. Rendeljen pontszámot (1–5) minden kritériumhoz, szorozza meg a fontossági súlyozással, majd számítsa ki az összesített értékpontszámokat – ne csak az ár alapján történő rangsorolást végezze! Egy 20%-kal magasabb árajánlat, amely igazolt időben történő szállítást, megfelelő tanúsítványokat és reagáló kommunikációt tartalmaz, gyakran jobb teljes értéket képvisel, mint a legalacsonyabb árat kínáló ajánlat, amelynél kritikus kategóriákban kérdőjelek merülnek fel.
Ne feledje: a cél nem a legolcsóbb árajánlat megtalálása, hanem a legjobb értékű partner kiválasztása, aki minőségi alkatrészeket szállít időben, minden egyes alkalommal. Ez a különbség menti meg a projekteket, a költségvetéseket és a karrierjeket.
Gyakori idézési hibák és megelőzésük
Eddig mindent jól csinált – optimalizálta a tervezését, kiválasztotta a megfelelő anyagot, és árajánlatokat kért megfelelően képzett beszállítóktól. De aztán az árajánlat túlzottan magas árakat, homályos tételsorokat vagy olyan pontosítási kérést tartalmaz, amely két héttel késlelteti a projektjét. Mi történt rosszul?
A válasz általában abban rejlik, hogyan készítette és nyújtotta be az RFQ-csomagját. A szakértők szerint a hiányos dokumentáció a leggyakoribb oka annak, hogy az árajánlatok elakadnak. Hiányzó tűrések, meg nem határozott anyagok vagy homályos megjegyzések zavarják mind az árajánlat-kérés, mind a gyártási folyamatot, és kényszerítik a beszállítókat arra, hogy feltételezéseket tegyenek – amelyek gyakran nem felelnek meg a tényleges igényeinek, és ezek a feltételezések ritkán kedveznek a költségvetésének.
A jó hír? Ezeket a hibákat teljes mértékben el lehet kerülni. Nézzük meg azokat a dokumentációs hiányosságokat, amelyek megemelik az árajánlatokat, valamint a gyártási időt érintő valóságot, amely váratlanul éri a vásárlókat.
Dokumentációs hiányosságok, amelyek megemelik az árajánlatokat
Képzelje el, hogy Ön egy CNC-szolgáltató, aki éppen egy beérkező árajánlatkérés (RFQ) dokumentumát vizsgálja. A vevő küldött egy CNC-fájlt megfelelő geometriával, de itt van, ami hiányzik: nincsenek megadva tűréshatárok, nincs anyagmeghatározás – csak annyi szerepel, hogy „alumínium” –, és nincs jelezve a szükséges felületi minőség. Mit tesz?
Két lehetősége van: minden tevékenységet leállít, és pontosító kérdéseket tesz fel (ez napokat késlelteti az árajánlat elkészítését), vagy óvatos feltételezéseket tesz, amelyek megvédik műhelyét az alacsony árak miatti veszteségtől. A legtöbb szolgáltató a második lehetőséget választja – és az óvatos feltételezések magasabb árakat jelentenek Önnek.
A pontossági megmunkálással foglalkozó szakértők szerint sok vevő hibát követ el, amikor csak a STEP fájlt tartalmazza árajánlat-kéréseiben. Bár a STEP fájlok valóban hasznosak, a PDF-ek is alapvető fontosságúak, mert tartalmazzák a tűrések, anyagok, hőkezelés, felületi minőség és egyéb fontos adatokra vonatkozó megjegyzéseket. Enélkül az információ nélkül szinte lehetetlen pontos árajánlatot adni.
Az alábbiakban egy átfogó lista található azokról az alapvető információkról, amelyeket minden árajánlat-kérésnek tartalmaznia kell:
- 3D CAD-fájlok univerzális formátumban: A STEP (.step/.stp) vagy IGES fájlok széles körben elfogadottak, és pontosan megőrzik a geometriát. Kerülje a saját formátumokat, amelyek megnyitásához speciális szoftverre van szükség.
- 2D műszaki rajzok GD&T-vel (geometriai méretek és tűrések): PDF-formátumú rajzok, amelyek tartalmazzák az összes kritikus méretet, tűrést, alapfelületet (datum) és ellenőrzési követelményeket. Itt kommunikálja egyértelműen a tűrésekkel kapcsolatos stratégiáját.
- Teljes anyagspecifikációk: Nem csupán „rozsdamentes acél”, hanem „316L-es rozsdamentes acél, lágyított állapotban.” Szerepeljen a minőségi osztály, a hőkezelési állapot, a keménységi előírások és az esetleg szükséges tanúsítványok (gyári tanúsítványok, RoHS-megfelelőség).
- Felületminőségi követelmények: Határozza meg a kritikus felületek Ra-értékeit. Jelölje meg, mely felületek kozmetikai, illetve melyek funkcionális célúak.
- Mennyiség- és térfogat-előrejelzés: Tartalmazza mind a közvetlen rendelési mennyiséget, mind az éves várható felhasználást. Ez segít a beszállítóknak megfelelő mennyiségi kedvezményt kínálniuk.
- Kívánt szállítási dátum: Legyen pontos. Az „azonnal” nem szállítási határidő – ez inkább megbízás a sürgősségi díjak felszámítására.
- Másodlagos műveletek: A hőkezelési, bevonási, anódosítási, gravírozási vagy összeszerelési követelményeket egyértelműen dokumentálni kell.
- Ellenőrzési és dokumentációs követelmények: Első minta ellenőrzési jelentések, CMM-adatok, anyagtanúsítványok vagy iparágspecifikus dokumentációs igények.
- Menetméretek: Jelölje meg a menet típusát, illesztési osztályát és mélységét. A vakfuratokhoz a fenék típusára vonatkozó specifikációk szükségesek.
- Csomagolási követelmények: Pontos CNC megmunkált alkatrészek esetében a szállítás során keletkező sérülések megelőzése érdekében védő csomagolás lehet elengedhetetlen.
Amikor a CNC-fájlok és a rajzok nem egyeznek, a beszállítók dilemmába kerülnek. Melyik dokumentum érvényes elsőbbséggel? A gyártási útmutatók hangsúlyozzák, hogy a beszállítók pontosabb felülvizsgálatot végeznek, ha a fájlok tiszták, összhangban vannak egymással és megfelelően strukturáltak – bármilyen eltérés a 3D-modell és a rajz megjegyzései között zavart és késéseket okoz.
A hiányos dokumentáció költségei messze túlmutatnak a késedelmes árajánlatokon. A pontatlan specifikációk lehetőséget teremtenek a hatáskörrel kapcsolatos vitákra a gyártás során. Ön csiszolt felületeket várt; a beszállító az alapállapotban („as-machined”) szállított. A rajza nem volt egyértelmű, és most újrafeldolgozási díjakkal vagy projekt késésekkel kell szembenéznie, amíg a vita eldől.
Szállítási időre vonatkozó elvárások vs. valóság
Íme egy olyan beszélgetés, amely sajnos túl gyakran zajlik: „Ezeket a megmunkált alkatrészeket öt napon belül szükségem van rájuk. Meg tudja csinálni?”
A szállító igent mond – mert szüksége van a megrendelésre. De ezt nem mondta el: az ötnapos szállítási idő feltételezi, hogy az anyag raktáron van (nincs), nem merülnek fel programozási problémák (merülnek fel), és semmi más nem kap prioritást a sorukban (lehet, hogy kap). A „öt napos” alkatrészei három hét múlva érkeznek, és az egész projektügyi ütemterv összeomlik.
A realitásnak nem megfelelő szállítási idő-követelmények láncreakciós problémákat okoznak:
A sürgősségi díjak jelentősen megnövelik a költségeket: A sürgősségi megrendelések túlórára, prioritásos anyagbeszerzésre és más ütemezett munkák zavarására kényszerítik a szállítót. Számítson 25–50%-os felárra a ténylegesen sürgősségi megrendelésekért – feltéve, hogy a szállító egyáltalán képes betartani az Ön által megadott határidőt.
A minőség nyomás alatt szenved: A sürgősségi megmunkálás kevesebb időt jelent a gondos beállításra, csökkenti az ellenőrzések gyakoriságát, és növeli a visszautasítási arányt. Az alkatrészek gyorsabban érkeznek, de megfelelnek-e a specifikációinak?
Az anyagok rendelkezésre állása rejtett késéseket okoz: A szokásos alumínium ötvözetek néhány napon belül szállíthatók, de a speciális minőségű vagy exotikus ötvözetek esetében a gyártóüzemektől akár hetekig is eltarthat a szállítási idő. A beszállító nem tud egyedi fémdarabokat megmunkálni, amíg az alapanyag megérkezik.
A CNC megmunkálási szakértők a legtöbb megbízható beszállító 48–72 órán belül visszaküldi az árajánlatot, ha a fájlok egyértelműek és teljesek. Sürgős megrendelések vagy nagy mennyiségű lekérdezés esetén az időkeretek eltérhetnek – azonban gyorsabb válaszok gyakoribbak, ha egy megbízható, igényeit jól ismerő beszállítóval dolgozik.
Milyen realisztikus szállítási időtartam várható CNC-megmunkált alkatrészek esetében? Íme egy általános keret:
- Egyszerű prototípus alkatrészek (szokásos anyagokból): 5–10 munkanap a megrendelés megerősítésétől számítva
- Összetett prototípus alkatrészek (több beállítással): 10-15 munkanap
- Sorozatgyártási megrendelések (szokásos anyagokból): 2–4 hét, a mennyiségtől függően
- Szoros tűrést igénylő alkatrészek: További 3–5 nap szükséges a kiegészítő ellenőrzéshez és esetleges újramunkálási ciklusokhoz
- Másodlagos műveletek (anódosítás, hőkezelés): 3–7 nap hozzáadása a folyamattól függően
- Speciális anyagok: Anyagbeszerzési idő hozzáadása, amely napoktól hetekig terjedhet
A legintelligensebb megközelítés? Támfidő beépítése a projektütemtervbe, és realisztikus elvárások kommunikálása a kezdettől fogva. A szakmai irányelvek szerint a konkrét szállítási határidők megadása segíti a beszállítókat a kapacitás- és ütemtervezésben, ami pontosabb árajánlatokhoz és megbízhatóbb szállítási teljesítményhez vezet.
Amikor következő RFQ-ját benyújtja, ne feledje: az Ön által megadott információk minősége közvetlenül meghatározza a kapott árajánlat pontosságát. A teljes dokumentáció kizárja a feltételezéseket. A realisztikus határidők megelőzik a kapkodásból fakadó hibákat. Együtt ezek alkotják a sikeres CNC megmunkálási együttműködések alapját – pontos árképzés, megbízható szállítás és olyan alkatrészek, amelyek elsőre megfelelnek specifikációinak.
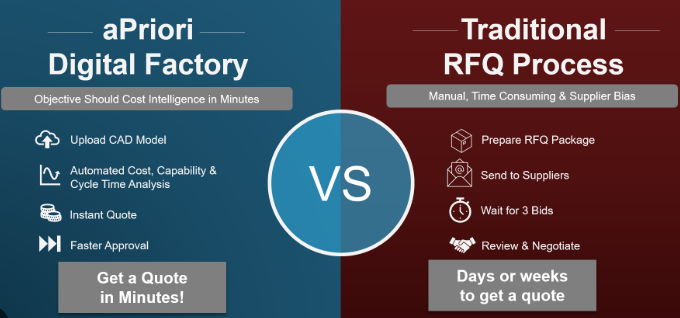
Online árajánlatok és hagyományos RFQ-folyamatok közötti választás
Elkészítette dokumentációját, optimalizálta a tervezését, és most készen áll az árajánlat kérésére. De itt van egy döntés, amelyet sok vevő figyelmen kívül hagy: használjon-e azonnali árajánlatot nyújtó platformot, vagy folytasson hagyományos RFQ-eljárást? A válasz teljes mértékben függ alkatrészének bonyolultságától, mennyiségi igényeitől és minőségi követelményeitől – és a rossz döntés mind időt, mind pénzt is költhet.
Az online CNC megmunkálási szolgáltatások radikálisan megváltoztatták, ahogyan a vevők hozzáférnek a gyártáshoz. A szakmai kutatások szerint az online CNC azonnali árajánlat-rendszerek valós idejű ár- és gyárthatósági visszajelzést nyújtanak 5–60 másodperc alatt, míg a hagyományos manuális árajánlat-kérések 1–5 napig tarthatnak. Ez a sebesség forradalmi a prototípusok és az egyszerű alkatrészek esetében. De a sebesség nem minden – különösen akkor nem, ha a pontosság, a tanúsítások és a gyártási megbízhatóság számít.
Annak megértése, hogy mikor melyik megközelítés biztosítja a legnagyobb értéket, segít okosabb beszerzési döntéseket hozni. Nézzük meg részletesen azokat a helyzeteket, amelyekben mindegyik módszer különösen jól teljesít.
Mikor működnek legjobban az azonnali árajánlatok
Az azonnali árajánlat-platformok különösen jól teljesítenek olyan specifikus helyzetekben, ahol a szabványosítás és a sebesség fontosabb, mint az egyedi igények. Ha például CNC megmunkálást keres „közel hozzám” és gyorsan szüksége van alkatrészekre, ezek a platformok rendkívül hatékonyak lehetnek.
Az azonnali árajánlat akkor érdemes:
- Szabványos geometriák közönséges funkciókkal: Olyan alkatrészek, amelyek egyszerű zsebeket, furatokat és külső kontúrokat tartalmaznak, és amelyeket az algoritmusok pontosan elemezhetnek. A platformok elemzése szerint az azonnali árajánlat-rendszerek kiválóan kezelik a szabványos alkatrész-méreteket, anyagokat és tűréseket.
- Közönséges anyagválasztékok: Az alumínium 6061-es ötvözet, a 304-es rozsdamentes acél, az ABS és más széles körben raktározott anyagok esetében az árajánlatok pontosak, mivel az árazási adatok megbízhatók, és az anyagok rendelkezésre állása előrejelezhető.
- Prototípus mennyiségek (1–25 darab): Ha néhány alkatrészre van szüksége gyorsan egy tervezés érvényesítéséhez, az azonnali árajánlat-platformok másodpercek alatt adják meg az árajánlatot, és napokon belül szállítják az alkatrészeket. Ez a területük erőssége.
- Szabványos tűrési követelmények: A ±0,005 hüvelykes vagy lazább tűrést megadó alkatrészek kényelmesen illeszkednek az automatizált árajánlat-készítő algoritmusokba. Szűkebb tűrések emberi felülvizsgálatot igényelnek.
- Tervezési iterációs ciklusok: Amikor gyakran módosítja a geometriát, és gyors költségbecslésre van szüksége, a módosított fájlok feltöltése percekig tart, nem napokig.
Ezen platformok mögött álló technológia lenyűgöző. A vezető rendszerek, például az Xometry és a Protolabs mesterséges intelligencián alapuló árajánlat-készítést alkalmaznak, több mint 10 000 beszállítóból álló hálózattal, ±0,025 mm-es szűk tűrések és 60-nál több anyag támogatásával. A Protolabs sürgős prototípusok esetén akár 1 nap alatt is képes szállítani az alkatrészeket.
A pontossági megmunkálás szakértői azonban figyelmeztetnek, hogy a pillanatnyi árajánlatok gyakran leegyszerűsítik a bonyolult geometriákat, és nem veszik figyelembe az összetett funkciókat, tűréseket vagy speciális megmunkálási követelményeket. Az algoritmusok általános feltételezéseket tesznek az anyagtulajdonságokról és a megmunkálási folyamatokról, amelyek nem feltétlenül felelnek meg a konkrét projektjének követelményeinek.
Használja az azonnali árakat kiindulási alapként. Ezek megmutatják, mennyit kér a piac a szokásos munkáért – ez értékes kontextust nyújt a későbbi egyedi árajánlatok értékelésekor.
Egyedi RFQ-folyamatot igénylő helyzetek
Amikor a követelményei kilépnek a szokásos paraméterekből, a hagyományos RFQ-folyamatok olyan értéket nyújtanak, amelyet az algoritmusok nem tudnak megfelelően helyettesíteni. Összetett projektek esetén közvetlen beszállítói együttműködés válik elengedhetetlenné, és a plusz időbefektetés jutalmat hoz pontosságban és megbízhatóságban.
Fontolja meg az egyedi RFQ-folyamat alkalmazását, ha a projektje a következők valamelyikét tartalmazza:
Mérnöki felülvizsgálatot igénylő összetett geometriák: Az összetett görbületeket, mély üregeket, vékony falakat vagy többtengelyes jellemzőket tartalmazó alkatrészek emberi elemzést igényelnek. A gyártástechnológiai kutatások szerint tapasztalt mérnökök képesek összetett geometriákat és nem szabványos követelményeket értékelni, amelyeket az automatizált rendszerek félreérthetnek, így minimalizálva az árazási hibákat, amelyek bonyolult alkatrészek esetében meghaladhatják a ±10–15%-ot.
Speciális anyagok: Exotikus ötvözetek, orvosi minőségű polimerek vagy speciális tanúsítványokat igénylő anyagok beszerzéséhez szakértői ismeretek szükségesek. A légi- és űrhajóipari CNC megmunkálási alkalmazásokhoz nyújtott CNC esztergálási szolgáltatások gyakran titánfokozatokat vagy nikkel-alapú szuperszöveteket igényelnek, amelyek különleges szakértelemmel rendelkező szakembert igényelnek.
Szoros tűréshatár-igények: Amikor a specifikációk ±0,001 hüvelykes vagy ennél szigorúbb tűrést írnak elő, olyan beszállítóra van szüksége, aki érti a szükséges gépek, ellenőrzési eljárások és folyamatszabályozási követelményeket. Az orvostechnikai megmunkálási alkalmazások gyakran ezt a pontossági szintet követelik meg.
Gyártási mennyiségre vonatkozó kötelezettségvállalás: Folyamatos gyártási sorozatok esetén a közvetlen tárgyalás lehetővé teszi a mennyiségi kedvezményeket, a keretrendelések rendezését és a kizárólagos kapacitás lefoglalását – olyan előnyöket, amelyeket az azonnali platformok nem tudnak biztosítani.
Iparág-specifikus tanúsítási követelmények: Itt válnak elkerülhetetlenné a testreszabott árajánlat-kérési (RFQ) folyamatok. A minőségellenőrzési szakértők szerint számos iparág szigorú irányelveket állapított meg az alkatrészek biztonságára és teljesítményére vonatkozóan. Megfelelő minőségellenőrzési intézkedések nélkül az alkatrészek nem felelnek meg a szabályozási követelményeknek, ami elutasított rendeléseket és potenciális jogi kockázatokat eredményezhet.
Az autóipari és nagy pontosságú alkalmazások esetében – amelyek IATF 16949 szabvány szerinti tanúsításokat igényelnek – a statisztikai folyamatszabályozással (SPC) rendelkező specializált beszállítók olyan árajánlatokat nyújtanak, amelyek figyelembe veszik a gyártási színvonalú alkatrészek előállításához szükséges minőségirányítási rendszereket. Ezek a tanúsítások dokumentált folyamatokat, nyomon követhetőséget és egyenletes minőséget garantálnak, amit az azonnali árajánlat-kérési platformok egyszerűen nem tudnak biztosítani.
Gyártók, mint Shaoyi Metal Technology bemutatja, hogyan kombinálják a szakosított beszállítók a sebességet a pontossággal – gyors árajánlat-készítési időt kínálnak, és a pontos CNC megmunkálásra vonatkozó előállítási idők akár egy munkanapra is csökkenthetők. Az IATF 16949 tanúsítványuk és az SPC képességeik különösen alkalmasak az autóipari alkalmazásokra, például alvázegységek és egyedi fémdarabok gyártására, ahol minőségbiztosítási dokumentáció kötelező.
A hibrid megközelítés gyakran a legjobb választás a szakértő vásárlók számára: használja az azonnali árajánlatokat a kiindulási árak meghatározásához és a durva költségvetések érvényesítéséhez, majd kérjen egyedi árajánlatot megfelelően minősített beszállítóktól a gyártási megrendelésekhez. Ez a stratégia piaci kontextust biztosít, miközben garantálja, hogy a gyártási partnere ténylegesen képes teljesíteni a projektje által megkövetelt minőséget, tanúsítványokat és megbízhatóságot.
Emlékezzen: egy azonnali árajánlat csak kiindulási pont, nem kötelező érvényű megállapodás. Egyszerű prototípusoknál és szokásos anyagoknál túlmenő igények esetén a közvetlen beszállítókkal való együttműködés biztosítja a pontosságot, a felelősséget és a partnerséget – olyan előnyöket, amelyeket az algoritmusok nem tudnak reprodukálni. Az RFQ-folyamat megfelelő végrehajtására fordított plusz egy-két nap megakadályozza a hónapokig tartó problémákat a gyártás megkezdésekor.
Lépéseket tesz az NC-maró árajánlataival kapcsolatban
Megismerte, hogyan befolyásolják az árakat az anyagok, a tűrések, a tételnagyságok és a megmunkálási műveletek. Tudja, mi különbözteti meg a megbízható beszállítót a kockázatosaktól. Most jött el az igazság pillanata: a szerzett ismereteket cselekvéssé kell alakítani. A teljes árajánlati életciklus – a felkészüléstől az elfogadásig – dönti el, hogy a projekt sikeres lesz-e, vagy akadályokba ütközik.
Gondolja ezt a végső szakaszt úgy, mint amikor minden összeáll. A CNC alkatrészek projektje nemcsak a költségek megértésétől függ, hanem egy olyan rendszerszerű folyamat végrehajtásától is, amely védi érdekeit, miközben termelékeny beszállítói partnerekkel épít együttműködést. Akár egy helyi gépésztechnikustól, akár külföldi gyártóktól szerzi be az alkatrészeket, ezek az elvek univerzálisan érvényesek.
Az árajánlat elfogadásának ellenőrzőlistája
Mielőtt bármely árajánlatot elfogadna, futtassa le ezt az ellenőrzési f quyamat. Az e lépések kihagyása vezethet tartományterjedéshez, félreértésekhez és költségtúllépéshez.
Erősítse meg, hogy a műszaki specifikációk megfelelnek az Ön igényeinek:
- A megadott anyag pontosan megegyezik-e a rajzán szereplő megjelölésekkel? Az „alumínium” nem ugyanaz, mint a „6061-T6 alumínium.”
- Kifejezetten megerősítették-e a tűréshatárok képességét? Ha a rajza ±0,001 hüvelyk (±0,0254 mm) tűrést ír elő, és az árajánlat nem említi a pontossági képességet, tisztázza ezt az elfogadás előtt.
- A megadott felületi minőség megfelel-e az Ön specifikációinak? Ellenőrizze, hogy az Ra-értékek dokumentálva vannak-e.
- Minden másodlagos művelet (hőkezelés, felületkezelés, anódosítás) szerepel-e a megadott árban?
Ellenőrizze, hogy a kereskedelmi feltételek egyértelműen meghatározottak-e:
- Mi a pontos szállítási határidő a megrendelés megerősítésétől számítva? A nemzetközi árajánlat-készítési legjobb gyakorlatok szerint , a pontatlan határidők – például „2 hét” – tisztázást igényelnek: mikortól kezdődik a számítás?
- Meghatározták-e a fizetési feltételeket? Az iparági irányelvek hangsúlyozzák, hogy több fizetési lehetőséget is ajánlani kell a gyorsabb döntéshozatal elősegítése érdekében.
- Mikor és milyen feltételek mellett módosítható az ár? A transzparens szállítók az árkorrekciókat dokumentált indexekhez – például a fémek esetében az LME-hez – kötik.
- A szállítási feltétel (Incoterm) teljes-e helymeghatározással? A csupán „CIF” megjelölés nem elegendő – a megfelelő megadás így hangzik: „CIF Los Angeles kikötő”.
Érvényesítse a minőséggel és a dokumentációval kapcsolatos kötelezettségeket:
- Milyen ellenőrzési jelentések járják a szállítást? A első darab ellenőrzési jelentés, a méretellenőrzési jelentés és az anyagtanúsítványok megadása szükséges.
- Dokumentált-e a nyomkövethetőség? A beszerzési szakértők szerint nyomkövethetőség nélkül, ha több beszállító is ugyanazt az alkatrészt szállítja, a hibák forrásának azonosítása lehetetlenné válik.
- Mi a visszautasított termékek kezelésének eljárása? Tisztázza előre a felelősségeket a szétválasztással, javítással vagy kicseréléssel kapcsolatban, mielőtt problémák merülnének fel.
Olyan fémfeldolgozási projekteknél, amelyekhez egyedi gépi képességek szükségesek, győződjön meg arról, hogy a beszállító megerősíti: alkatrészeit saját gyártóüzemében állítja elő, és nem ismeretlen létesítményekre bízza ki őket. Ez mind a minőségirányítást, mind az ipari tulajdonjogot védi.
Hosszú távú beszállítói kapcsolatok kiépítése
A közbeszerzési ajánlatkérési folyamat nem csupán a legalacsonyabb ár elnyeréséről szól – hanem az évekig tartó együttműködés során értéket teremtő partnerségek alapját képezi. A beszállítói kapcsolatkezelésről szóló kutatások szerint az hatékony beszállítói kapcsolatkezelés (SRM) megbízható ellátási láncot biztosít, csökkenti a zavarok kockázatát, és garantálja az áruk és szolgáltatások időben történő szállítását.
Íme, hogyan tárgyalhatunk értékteremtés érdekében, nem csupán árcsökkentés céljából:
Figyeljen a teljes tulajdonlási költségre: Egy szállító, aki gyártási tervezési (DFM) visszajelzést kínál, akár 10%-kal magasabb árat is megállapíthat, de a tervezési optimalizációk révén 30%-os megtakarítást biztosíthat. Ez értékteremtés, nem költségcsökkentés.
Javasoljon mennyiségi kötelezettséget kedvezőbb feltételekért: Ne követeljen alacsonyabb egységárakat, hanem nyújtson előrejelzési láthatóságot és ütemezett rendelésfeladásokat. Az ellátási lánc menedzsment (SRM) legjobb gyakorlatai szerint a hosszú távú, kölcsönös növekedésre épülő partnerségek lehetővé teszik a közös fejlesztést a termékfejlesztésben, a folyamathatékonyságban és a költségmegtakarításban.
Fektessen a szállítók fejlesztésébe: Amikor olyan CNC-szállítót talál „közel hozzám”, amelynek alapvető képességei jók, de további fejlődésre van szüksége, fontolja meg a közös képességfejlesztést. A képzési beruházások és a műszaki támogatás olyan szállítókat hoz létre, amelyek kifejezetten az Ön igényeire vannak optimalizálva.
Tartsa fenn a világos kommunikációs csatornákat: A szakmai kutatások azt mutatják, hogy a rendszeres kommunikáció biztosítja a célok, elvárások és teljesítmény összhangját – együttműködő eszközök használatával, amelyek segítségével a szállítók és az Ön csapata is hozzáférhet a releváns információkhoz, és valós időben kezelheti a problémákat.
A CNC-gyártási projektek esetében a kapcsolat olyan fontos, mint az árajánlat. Az a beszállító, aki érti az Ön alkalmazásait, előre látja az igényeit, és aktívan javaslatokat tesz a fejlesztésre, versenyelőnyt jelent – nem csupán egy szállító.
A legjobb CNC-megmunkálási árajánlat nem a legalacsonyabb ár – hanem az a javaslat, amely pontosan tükrözi azt az összeget, amelyet ténylegesen fizetni fog az Ön specifikációinak megfelelő alkatrészekért, amelyeket időben szállítanak, és amelyeket egy világosan kommunikáló, munkájáért felelősséget vállaló beszállító készít.
Ez a vásárlóközpontú megközelítés átalakítja az Ön kapcsolatát bármely CNC-megmunkáló szolgáltatóval. Ön többé nem passzívan kap árakat, és nem remélkedik a legjobb kimenetelben. Ehelyett tájékozott partnerré válik, aki érti a költségmozgató tényezőket, pontosan megadja az igényeket, rendszeresen értékeli a beszállítókat, és a valódi értékért folytat tárgyalásokat.
Ez az útmutató a következő kilenc költségtényezőt tárgyalja: anyagok, bonyolultság, megmunkálási műveletek, tűrések, felületminőség, tételnagyság-gazdaságosság, beszállítók minősítése, dokumentáció minősége és árajánlat-kérési módszer kiválasztása – ezekkel a fogalmakkal jelentősebb beszélgetéseket folytathat gyártókkal. Használja ezt a tudást arra, hogy jobb kérdéseket tegyen fel, megkérdőjelezze a nem egyértelmű árajánlatokat, és olyan döntéseket hozzon, amelyek összehangolják a költséget, a minőséget és a szállítási határidőt projektje konkrét igényei szerint.
Következő árajánlat-kérése most kezdődik. Készítsen teljes dokumentációt, állítson be realisztikus időkereteket, értékelje a beszállítókat az áron túl is, és építsen olyan kapcsolatokat, amelyek évekig tartó értéket teremtenek. Így válnak az okos vásárlók a CNC megmunkálási árajánlatokból sikeres projektekké.
Gyakran ismételt kérdések a CNC megmunkálási árajánlatokról
1. Hogyan készülnek a CNC megmunkálási munkák árajánlatai?
A CNC megmunkálási árajánlatokat a fix beállítási költségek (programozás, rögzítőberendezések, szerszám-előkészítés) és a darabonkénti változó költségek (alapanyag, gépidő, munkaerő) összeadásával számítják ki. A beszállítók a CAD fájljait és rajzait elemezve becsülik meg a megmunkálási órák számát a komplexitás alapján, majd hozzáadják az alapanyag-költségeket, a felületkezelési műveleteket, az ellenőrzést és a szállítást. A mennyiség jelentősen befolyásolja az árakat – a beállítási költségek az összes rendelt darabra oszlanak el, így az egységár drasztikusan csökken a mennyiség növekedésével. Pontos árajánlat elkészítéséhez teljes dokumentációt kell biztosítania, ideértve a STEP fájlokat, a tűrésekkel ellátott 2D rajzokat és az alapanyag-specifikációkat.
2. Mely tényezők befolyásolják leginkább a CNC megmunkálás költségét?
A CNC-megmunkálási árajánlatok fő költségvetési tényezői a megmunkáláshoz kiválasztott anyag és annak megmunkálhatósága (az alumínium gyorsabban megmunkálható, mint a titán), a alkatrész összetettsége és geometriája (mély üregek, vékony falak, összetett görbék növelik a megmunkálási időt), a tűrések előírása (minden egyes lépésben szigorúbb tűrés 2–4-szeres költségnövekedést eredményezhet), a szükséges beállítások száma, a szükséges megmunkálási műveletek (3 tengelyes vs. 5 tengelyes megmunkálás) és a tételnagyság. A ±0,001 hüvelyknél szigorúbb tűrések 300–400%-os költségnövekedést okozhatnak a lassabb megmunkálási sebességek, a speciális berendezések és az intenzív minőségellenőrzési követelmények miatt.
3. Hogyan kaphatok azonnali CNC-megmunkálási árajánlatot online?
Az online azonnali árajánlat-platformok, például az Xometry, a Protolabs és a Hubs lehetővé teszik, hogy feltöltsék CAD-fájljaikat, és másodpercektől percekig tartó időn belül automatizált árajánlatot kapjanak. Ezek a platformok leginkább szabványos geometriákra, gyakori anyagokra (alumínium, rozsdamentes acél, szokásos műanyagok), prototípus mennyiségekre (1–25 darab) és szabványos tűrésekre (±0,005 hüvelyk vagy lazább) alkalmazkodnak. Egyszerűen töltse fel STEP-fájlját, válassza ki az anyagot és a felületkezelési lehetőségeket, adja meg a mennyiséget, és azonnali árajánlatot kap. Használja ezeket az árajánlatokat összehasonlítási alapként, de komplex alkatrészek, szigorú tűrések vagy tanúsítványokat igénylő gyártási mennyiségek esetén kérjen egyedi ajánlatkérést (RFQ).
4. Mit kell tartalmaznia egy CNC-megmunkálási árajánlat-kérésnek?
Egy teljes RFQ-csomagnak tartalmaznia kell a 3D CAD-fájlokat (STEP vagy IGES formátumban), a GD&T-vel ellátott 2D műszaki rajzokat, amelyeken szerepelnek az összes tűrés és kritikus méret, a teljes anyagspecifikációk (minőség, hőkezelési állapot, keménység), a felületi minőségi követelmények (Ra-értékek), a mennyiségi és térfogati előrejelzés, a konkrét szállítási határidők, a másodlagos megmunkálási igények (hőkezelés, bevonás, anódosítás), az ellenőrzési és tanúsítási követelmények, a menetek specifikációi, valamint a csomagolási követelmények. Hiányzó információk esetén a beszállítóknak óvatos feltételezéseket kell tenniük, amelyek megemelik az árakat, vagy késedelmet okoznak, amíg tisztázást kérnek.
5. Mikor érdemes tanúsított CNC megmunkáló beszállítót választani?
Az ipari tanúsítások elengedhetetlenné válnak a szabályozott alkalmazások esetében. Az ISO 9001:2015 szabvány bármely komoly beszállító számára alapvető követelmény. Az IATF 16949 tanúsítás kötelező az autóipari alkatrészek gyártása esetében, és biztosítja az autóiparra specifikus minőségirányítást. Az AS9100D szükséges a légiközlekedési alkalmazásokhoz, ahol a biztonsági és pontossági szabványok elsődlegesek. Az ISO 13485 szükséges az orvosi eszközök gyártásához. A tanúsított beszállítók – például a Shaoyi Metal Technology, amely rendelkezik IATF 16949 tanúsítással és statisztikai folyamatszabályozási (SPC) képességekkel – dokumentált minőségirányítási rendszert, nyomon követhetőséget és konzisztens minőséget nyújtanak, amelyet a szokványos gépgyártók nem tudnak garantálni.