 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Gömbcsapágyas vagy sima vezetőcsapágyak: Melyik védheti meg az orsót?

A megfelelő vezetőcsapágy kiválasztása pontossági alkalmazásokhoz
Minden gépkezelő ismeri azt az érzést – amikor a munkaasztalnál állva nézi a sablonkészlet specifikációját, és tűnődik, hogy vajon golyóscsapágyas vagy sima vezetőcsapágyat válasszon. Ez nem csupán egy technikai döntés. Ez egy olyan választás, amely közvetlenül hat a tengely élettartamára, az alkatrészek minőségére, és végül is a nyereségre.
Amikor precíziós szerszámozási alkalmazásokkal dolgozik, a csapágy és a csapágymegoldás közötti vita megértése nem elméleti kérdés. Gyakorlati jelentősége van. A rossz választás idő előtti kopáshoz, bosszantó igazítási problémákhoz és költséges leálláshoz vezet, amire senki sem számított. Mi is az a csapágy, és hogyan különbözik a csapágymegoldástól a valódi teljesítmény tekintetében?
Miért határozza meg a vezetőcsapágy-választás a sablon teljesítményét
A csapágyak jelentése messze túlmutat egy egyszerű hengeres alkatrész fogalmán. A vezetőcsapágyak kritikus kapcsolatként szolgálnak a mozgó sabonalkatrészek között, mikroszkopikus pontossággal szabályozva az igazítást. Döntse el, hogy gördülő elemes kialakítást vagy sima csúszófelületet választ, ez a döntés végigvisszhangzik sajtójának minden ütemén.
Gondolja végig: vezetőrendszere felveszi az igazítási erőket, kezeli a hőtágulást, és megőrzi a pozícionálási pontosságot több ezer – néha millió – cikluson keresztül. A csapágy és csapágybetét közötti választás befolyásolja a súrlódási jellemzőket, a hőtermelést és a kopási mintákat. Ha jól dönt, szerszáma évekig zavartalanul működik. Ha rosszul dönt, már hónapokon belül terveznie kell a nem tervezett karbantartást.
A rossz választás rejtett költségei
Mit is költenek valójában a csapágyak és csapágybetétek a beszerzési áron túl? Fontolja meg a következő valós következményeket a nem megfelelő vezetőalkatrészek használatánál:
- Felgyorsult orsókopás a túlzott súrlódás vagy elégtelen terheléseloszlás miatt
- Alkatrész-minőség romlása mivel az igazítási tűrések az idő múlásával eltolódnak
- Váratlan leállás vészhelyzetből fakadó javításokhoz és alkatrészcsere esetén
- Növekedett selejtarány amikor a pontosság elfogadható határokon kívülre kerül
Ez az útmutató gyakorlati megközelítést alkalmaz a csapágyak és csapszegek kérdésében. Elméleti mérnöki képletek helyett olyan alkalmazható döntési kereteket talál, amelyek valós üzemeltetési körülményeken alapulnak. Az opciókat öt kritikus szempont szerint értékeljük: terhelhetőség, sebességigény, pontossági követelmények, környezeti tényezők és a teljes birtoklási költség.
Akár új progresszív sablonhoz választ ki alkatrészeket, akár meghibásodást vizsgál előidőzött kopás esetén, világos irányelveket kap arra vonatkozóan, hogyan illessze a vezetőcsapszeg-kiválasztást az adott alkalmazási igényeihez.
A vezetőcsapszeg-opciók összehasonlításának értékelési szempontjai
Mielőtt konkrét termékajánlásokra térne, szüksége van egy szisztematikus keretrendszerre a lehetőségek értékeléséhez. Túl sok mérnök az alapján dönt, ami az előző projekten működött – vagy ami még rosszabb, attól függ, hogy a beszállító éppen milyen készlettel rendelkezik. Ez a megközelítés figyelmen kívül hagyja azt a valóságot, hogy különböző alkalmazások más és más megoldást igényelnek.
Csapágyak és csúszócsapágyak összehasonlításánál vezető alkalmazások esetén öt egymással összefüggő tényező határozza meg, melyik megoldás nyújt optimális teljesítményt. Annak megértéséhez, hogy a csúszócsapágyak mikor a legalkalmasabbak – és hol válik előnyössé a gördülőelemes kialakítás –, minden kritériumot a saját üzemeltetési környezete kontextusában kell vizsgálni.
Öt kritikus kiválasztási tényező a vezetőcsapágyakhoz
A következő értékelési szempontok minden vezetőcsapágy-kiválasztás alapját képezik. Egyik tényező sem elsőbbséges a többihez képest; inkább az alkalmazás egyedi követelményeinek kombinációja mutat rá a megfelelő megoldásra.
- Teherbírásra vonatkozó követelmények: Mekkora erőt képes elnyelni az Ön irányművezetési rendszere? Vegye figyelembe a tartózkodási időszakok alatt fellépő statikus terheléseket és a nagy sebességű ciklusok során keletkező dinamikus terheléseket. A különböző csapágy típusok és anyagválasztékok eltérő hatékonysággal kezelik a radiális, axiális és nyomatéki terheléseket. A nehéz sajtoló műveletek robosztus teherbírási értékeket igényelnek, míg könnyebb alkalmazások esetén más tényezők lehetnek elsődlegesek.
- Sebesség és ciklusszám: Milyen ütemsebességre és percenkénti ciklusszámra van szükség a működtetéshez? A percről 200 ütemet meghaladó nagy sebességű progresszív sablonok más súrlódási és hőterhelési kihívásokat jelentenek, mint a lassabb átviteli sablonműveletek. Azok a csapágytípusok, amelyek 50 ciklus per percnél kitűnően teljesítenek, előfordulhat, hogy 500-nál idő előtt meghibásodnak.
- Pontossági tűrések: Mennyire szigorúak az Ön pozícionálási pontossági követelményei? Egyes alkalmazások néhány ezredmilliméteres eltérést is elfogadnak, míg mások al-mikronos ismételhetőséget követelnek meg. Az irányművezetési rendszernek képesnek kell lennie ezen tűrések konzisztens fenntartására hőmérsékleti ciklusok és hosszú idejű termelési folyamatok során is.
- Környezetvédelmi feltételek: Milyen szennyeződések, hőmérsékletek és üzemeltetési körülmények érik majd az irányító alkatrészeket? A sajtolókörnyezetek gyakran bevezetik a fémforgácsokat, kenőanyag-ködöt és hőmérséklet-ingadozásokat, amelyek különféle csapágytípusokat különleges módon terhelnek meg. Egy olyan megoldás, amely klímával szabályozott létesítményben hibátlanul működik, poros gyártósoron nehezen teljesíthet.
- Karbantartási igények és elérhetőség: Mennyi karbantartást tud valójában biztosítani? Egyes csapágyak és csapágyházak rendszeres kenési ütemtervet igényelnek, míg mások karbantartás-mentesen működnek. Ne csak az ideális karbantartási tervet vegye figyelembe, hanem azt is, amit a csapata valójában folyamatosan képes végrehajtani.
Hogyan hatnak az üzemeltetési körülmények a döntésre
Itt van, amit a tapasztalt szerszámgyártók értenek: a kontextus határozza meg mindent. Egy golyós csapágyvezetés, amely egy alkalmazásban kiváló eredményeket nyújt, másikban alacsonyabb teljesítményt mutathat. Hasonlóképpen, a sima csapágyak, amelyek papíron elavultnak tűnhetnek, gyakran felülmúlják a kifinomultabb alternatívákat, ha megfelelő körülményekhez illesztik őket.
A kulcs az őszinte értékelésben rejlik. Alkalmazásának vizsgálatakor ellenálljon a kísértésnek, hogy túlbecsülje az igényeket, vagy olyan specifikációk után hajtson, amelyekre valójában nincs szüksége. Egy olyan bélyegzőforma, amely évente 100 000 cikluson fut, alapvetően eltérő igényeket támaszt, mint amelyik 10 millió cikluson működik. A vezetőválasztás tényleges – nem elméleti – üzemeltetési feltételekhez igazítása megakadályozza a felesleges kiadásokat és a hiányos teljesítményt.
A teljes tulajdonlási költség külön figyelmet érdemel. A kezdeti beszerzési ár csupán a történet egy részét mondja el. Figyelembe kell venni a telepítés bonyolultságát, a karbantartási munkaerőt, a cserék gyakoriságát, valamint a tervezetlen leállások okozta termelési költségeket. Egy olcsóbb csapágy, amelyet hat havonta kell cserélni, végül sokkal költségesebb lehet, mint egy prémium minőségű megoldás, amely három évig tart.
Miután meghatároztuk ezeket az értékelési szempontokat, már képesek vagyunk a konkrét vezetőcsapágy-opciók érdemi vizsgálatára, nem pedig a marketingígéretekre alapozva. Az alábbi fejezetek minden fő kategóriát szemügyre vesznek, kezdve a golyóscsapágyas vezetőcsapággyal, magas sebességű pontossági alkalmazásokhoz.
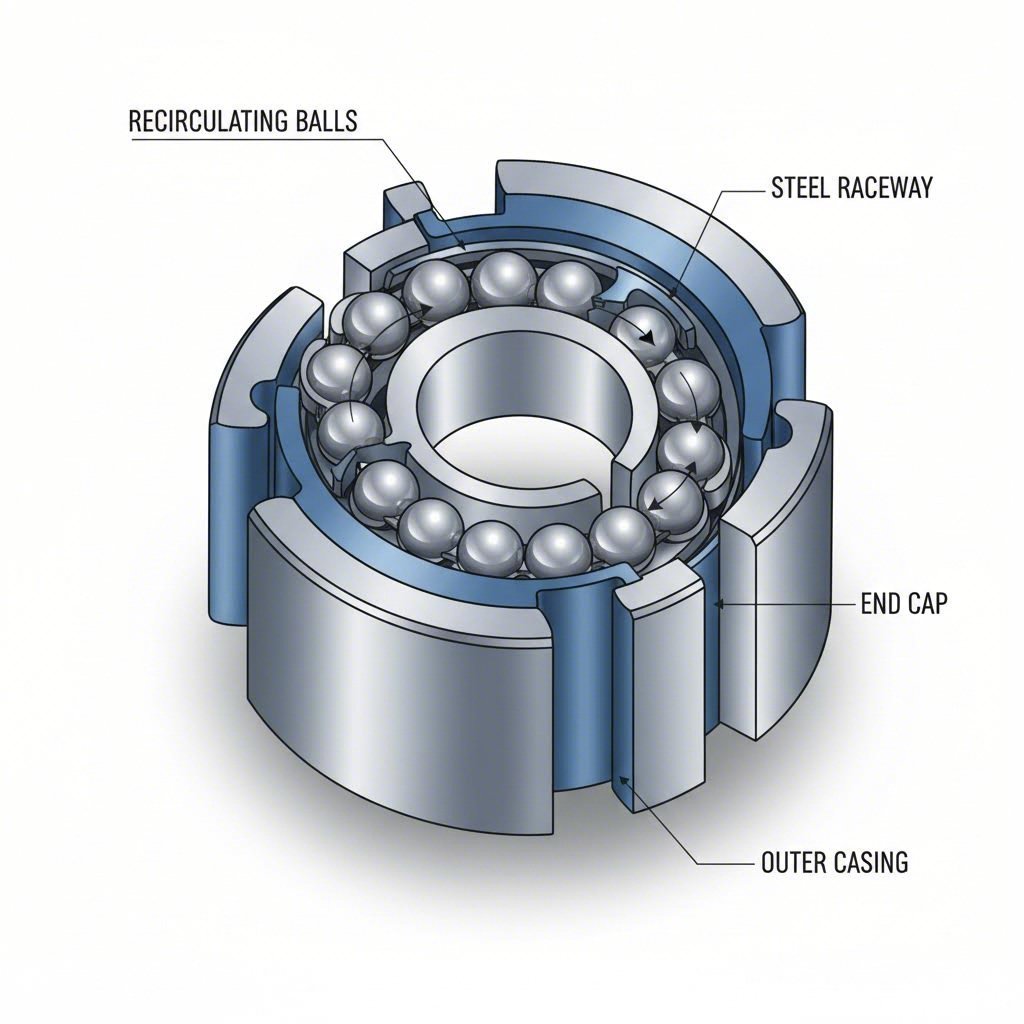
Golyóscsapágyas vezetőcsapágycsatornák magas sebességű pontossági felhasználásra
Amikor az alkalmazás maximális sebességet igényel anélkül, hogy pontosságból engedne, a golyóscsapágyas vezetőcsapágycsatornák válnak a világos favorittal. Ezek a precíziós alkatrészek forradalmasítják a sablonkészletek magas ciklikusságú műveletek során történő kezelését, olyan teljesítményjellemzőket nyújtva, amelyeket az egyszerű csúszófelületek egyszerűen nem tudnak utolérni.
Tehát mit is csinál valójában a golyóscsapágy technológia az Ön vezetőrendszerében? Ellentétben az egyszerű csúszócsapágyakkal, ahol a felületek egymáson csúsznak, a golyóscsapágy gördülő elemeket – kis golyóscsapágyakat, amelyek visszaforgó pályán helyezkednek el – használ a mozgás támasztására és irányítására. Ez az alapvető különbség az érintkezési mechanikában minden szempontot megváltoztat: a súrlódást, a hőt és az elhasználódási viselkedést.
Amikor a golyóscsapágyak kiemelkedő teljesítményt nyújtanak
A golyóscsapágyak célja a vezetőalkalmazásokban egy kulcsfontosságú előny köré épül: a gördülő érintkezés megszünteti a csúszó súrlódást. Amikor egy golyóscsapágy golyója keményített futópályák között gördül, akkor csak töredékét hozza létre annak a súrlódásnak, amely akkor keletkezik, amikor két felület egymáson csúszik. Ez a különbség különösen jelentőssé válik magasabb sebességeknél.
Képzelje el, hogy a sajtolója 300 ütés per perc sebességgel működik. Sima csapágyak használata esetén a fémtől-fémig terjedő érintkezés minden ciklusnál jelentős hőt termel. Ez a hőenergia felhalmozódik, ami hőtágulást okoz, és romlik az igazítási pontosság. A golyóscsapágyas vezetők teljesen kikerülik ezt a problémát. A gördülő súrlódás minimális hőt állít elő, lehetővé téve, hogy a vezetőrendszer szoros tűréseket tartson fenn akár hosszabb ideig tartó nagy sebességű futtatások során is.
A pontossági képességek a hőstabilitáson túl is kiterjednek. A minőségi golyóbush csapágyegységek rendkívül alacsony hézagokat érnek el – gyakran mikronban, nem pedig ezredmilliméterben mérve. Ez közvetlenül jobb alkatrészminőséget eredményez, különösen olyan progresszív sablonok esetében, amelyek szűk tűrésű alkatrészeket gyártanak, ahol a pozícionálási ismételhetőség fontos.
Ideális alkalmazások golyóscsapágyas vezetők számára
Annak megértése, hogy mire használják a golyóscsapágyakat szerszámal alkalmazásokban, segít azonosítani, hol nyújtanak maximális értéket. Fontolja meg a golyóscsapágyas vezetők használatát, ha a művelete a következők valamelyikét foglalja magában:
- Progresszív tüntetők, amelyek percenként 150–200 ütés felett működnek ahol a súrlódási hő problémává válik a sima alternatívákkal
- Nagy pontosságú kivágás amely almillemennyi ismételhetőséget igényel a gyártási folyamatok során
- Kiterjesztett termelési ciklusok ahol az egymillió ütésen átívelő állandó teljesítmény indokolja a magasabb kezdeti befektetést
- Alkalmazások sima, állandó terheléssel nem pedig nagy ütő- vagy ütőhatású körülményekkel
- Tiszta vagy szabályozott környezetek ahol a szennyeződés hatékonyan kezelhető
A fokozatos kivágó műveletek különösen jól profitálnak a golyóscsapágy technológiából. Ezek a sablonok több alakító állomáson keresztüli pontos igazítást igényelnek, és minden pozíciós eltolódás fokozódik a szalag haladásával. A gördülőelemes vezetések kiváló ismétlődő pontossága segít fenntartani a minőséget az első állomástól az utolsóig.
Golyóscsapágy-rendszerek előnyei és hátrányai
Minden vezetőrendszer kompromisszumokkal jár. A golyóscsapágy rendszerek kiváló teljesítményt nyújtanak megfelelő körülmények között, de nem minden esetben felülmúlhatatlanok. Itt egy őszinte értékelés:
Előnyök
- Jelentősen alacsonyabb súrlódás: A gördülő érintkezés 80–90%-kal csökkenti a súrlódási együtthatót a csúszó érintkezéshez képest, lehetővé téve a gyorsabb ciklussebességeket túlmelegedés nélkül
- Magasabb elérhető sebességek: Folyamatos üzemre tervezett olyan sebességeknél, amelyek órákon belül tönkretennék a sima csapágyakat
- Kiterjesztett szolgáltatási idő: Megfelelő körülmények – tiszta környezet, megfelelő előfeszítés, elegendő kenés – mellett a golyóscsapágyas vezetések jelentősen hosszabb élettartamúak lehetnek, mint a sima alternatívák
- Kiváló pozicionálási pontosság: A minimális hézag és az állandó gördülési viselkedés kiváló ismétlődő pontosságot biztosít ütést követően
- Csökkent kenési igény: Sok tervezésnél tömített, előkenett elemeket alkalmaznak, amelyek csökkentik a karbantartási igényt
Hátrányok
- Magasabb kezdeti beruházás: A precíziós golyóscsapágy egységek általában 3–5-ször drágábbak, mint az egyenértékű sima csúszócsapágyak
- Szennyeződés-érzékenység: A kisméretű golyóscsapágyak és a pontos futópályák sebezhetők a fémforgácsokkal, porral és szennyeződésekkel szemben – egyetlen részecske is okozhat idő előtti meghibásodást
- Igénybevétel a pontos igazításra: A golyóscsapágy vezetékek pontos rögzítési igazítást igényelnek; olyan nem megfelelő igazítás, amit egy sima csapágy még elviselhet, gyors csapágyromlást okozhat
- Telepítési Bonyolultság: A megfelelő előfeszítés beállítása és az igazítás ellenőrzése több szakértelmet és időt igényel, mint egy egyszerű hüvely csapágy behelyezése
- Korlátozott ütőterhelés-tűrés: Az ütőterhelés károsíthatja a gördülő elemeket és futópályákat, emiatt ezek az irányítók kevésbé alkalmasak nagy igénybevételű kivágási vagy döntési műveletekre
A döntés gyakran az irányítótechnológia és a tényleges működési körülmények összeegyeztetésére redukálódik. A golyóscsapágyas vezetők akkor igazolják meg a magasabb árat, ha nagy sebességű, pontossági szempontból kritikus alkalmazásokról van szó, tisztán tartott környezetben. Ha azonban a szennyeződés elkerülhetetlen, vagy az ütőterhelések dominálnak, az előnyök csökkennek – és a magasabb költség indokolatlanná válik.
Azok számára, akik éppen lehetőségeiket mérlegelik, a következő logikus kérdés merül fel: mikor célszerűbb egyszerű vezetőcsapágyakat használni? A válasz a modern, precíziósan tervezett egyszerű csapágyak fejlődésének megértésében rejlik, amelyek ma már a szigorú követelményeket támasztó sajtóformák igényeinek is eleget tesznek.
Precíziós Egyszerű Vezetőcsapágyak Sajtóformák Kiválóságáért
Míg a golyóscsapágyas vezetékek dominálnak a nagysebességű alkalmazásokban, a precíziós sima vezetőcsapágy-burkolatok a többszörös kivágó sablonműveletek munkalovai maradnak. Ezek az egyszerűnek tűnő alkatrészek – ha szigorú előírások szerint készülnek – sokkal szélesebb körű feltételek között nyújtanak figyelemre méltó teljesítményt, mint amennyit sok mérnök gondolna.
Mi teszi a modern fémburkolatot alapvetően különbözővé a múlt évtizedek egyszerű hüvely-csapágyaitól? A válasz a gyártási pontosságban, az anyagtudományban és a megfontolt tervezésben rejlik. A mai sima vezetőcsapágyak nem csupán hengeres csövek; ezek olyan precíziós eszközök, amelyeket olyan tűrésekkel gyártanak, amelyek vetekedhetnek a gördülőelemes alternatívákkal.
Miért kitűnőek a sima vezetőcsapágyak a kivágó sablonokban
Vegye figyelembe a tipikus sajtoló környezetet: repülő fémforgácsok, kenőanyag-köd a levegőben, hőmérséklet-ingadozások a műszakok között, és időnként egy-egy darab, amely nem tisztán lökődik ki. Ez a valóság a gyártósoron – és éppen itt válik kiemelkedővé a sima csapágyak teljesítménye.
Ellentétben a kis gördülőelemekkel és szűk futópályákkal rendelkező golyóscsapágy-szerelvényekkel, egy jól tervezett peremes csapágy olyan szennyeződést mutat, amelynek nincs hol elrejtőznie és kárt okoznia. Azok a részecskék, amelyek tönkretennének egy precíziós golyóscsapágyat, egyszerűen eltávolítódnak vagy ártalmatlanul beágyazódnak a lágyabb csapágyanyagba. Ez a szennyeződés-tűrés közvetlenül megbízható működést jelent a valós körülmények között.
A sima gépi csapágyak kompakt kialakítása további gyakorlati előnnyel is rendelkezik. Ahol a helykorlátok korlátozzák a lehetőségeket, egy hüvelyszerű vezeték lényegesen kevesebb sugárirányú helyet foglal el, mint egy azonos teherbírású golyóscsapágy-szerelvény. Ez különösen fontos a közel egymáshoz helyezett állomásokkal rendelkező progresszív sablonoknál vagy olyan felújítási helyzeteknél, ahol a meglévő sablon geometria nem képes nagyobb vezetőelemek befogadására.
A kiváló minőségű sima csapágyak mérnöki háttere
Nem minden sima csapágy nyújt azonos teljesítményt. A közönséges alkatrész és a precíziósan tervezett vezetőcsapágy közötti különbséget több kritikus tényező határozza meg.
Először a méretpontosság. A prémium sima csapágyakat finomköszörüléssel és hónolással készítik, hogy a belső és külső átmérő tűrése mikronokban legyen mérhető. Ez a pontosság biztosítja az egységes hézagot a vezetőtengelyekkel, minimalizálva a játékot, miközben megakadályozza a beragadást. Gondoljon arra a különbségre, mint a tömeggyártású műanyag csapágy és egy precíziósan megmunkált fémcsapágy között – mindkettő hasonlóan nézhet ki, de teljesítményük drámaian különbözik.
Másodszor a felületminőség. Egy megfelelően kialakított furat sima, egyenletes csúszófelületet biztosít, amely elősegíti a kenőanyag egyenletes eloszlását és a kiszámítható kopási mintázatot. A fejlett felületkezelési technikák mikroszerkezeteket hoznak létre, amelyek akkor is megtartják a kenőfóliákat, ha nagy terhelés éri őket.
Harmadszor, az anyagválasztás. A modern síkbushingok speciális ötvözeteket, műszaki polimereket és összetett anyagokat használnak, amelyeket az adott üzemeltetési körülményekhez igazítanak. Akár egy fúrótüske pontos lyukelhelyezéshez, akár menetes tüske állítható pozícionáláshoz szükséges, a megfelelő anyagválasztás biztosítja az elhasználódási ellenállás, a súrlódási jellemzők és a teherbírás megfelelő arányát.
A tüskék flanccsavarainak tervezése különös figyelmet érdemel a sajtolási alkalmazásokban. Egy megfelelően tervezett flances tüskével az axiális rögzítés további rögzítőelemek nélkül megoldható, az installáció könnyebbé válik, valamint kialakíthatók olyan funkciók, mint kenési hornyok vagy szennyeződés elleni tömítések. Ezek az integrált konstrukciós elemek csökkentik az összeszerelés bonyolultságát, miközben javítják az üzemeltetési teljesítményt.
A tüske minőségének igazítása az OEM szabványokhoz
Itt van egy valóság, amit a tapasztalt sablonkészítők jól ismernek: az irányítócsapágyak minősége nem több, mint amennyit a mögöttük álló gyártási folyamat megenged. A szoros tűréshatárok papíron semmit nem jelentenek, ha a gyártási folyamat nem képes ezeket egységesen fenntartani több ezer alkatrész során.
Itt válik lényegessé a tanúsítási szabvány, nem csupán marketing célpontként. Az IATF 16949 tanúsítvány például szigorú minőségirányítási követelményeket határoz meg kifejezetten az autóipari ellátási lánc alkatrészeihez. Az e szabvány szerint működő gyártóknak statisztikai folyamatszabályozást, hibaelhárító rendszereket és folyamatos fejlesztési protokollokat kell igazolniuk, amelyek biztosítják, hogy minden csapágy – nem csupán az engedélyezésre benyújtott minták – megfeleljen az előírásoknak.
Olyan autóipari sajtoló alkalmazásoknál, ahol az irányítócsapágyak pontossága közvetlenül befolyásolja az alkatrész minőségét, az IATF 16949 tanúsítvánnyal rendelkező beszállítókkal, mint Shaoyi biztosítja, hogy vezetőalkatrészei megfeleljenek azoknak a szigorú tűréseknek, amelyeket sablonjai igényelnek. Fejlett CAE szimulációs képességeik segítenek érvényesíteni a sablonterveket a acél vágása előtt, és korán felismerik a lehetséges vezetőrendszer-problémákat, amikor a javítások költsége még csekély összegbe kerül, nem dollárba.
Előnyök
- Alacsonyabb kezdeti költség: A sima csapágyak általában 60–80%-kal olcsóbbak, mint az egyenértékű golyóscsapágy-készletek, így felszabadítják a költségvetést más szerszámozási fejlesztések számára
- Kiváló szennyeződés-tűrés: Jól tolerálja a forgácsokat, port és szennyeződéseket, amelyek elkerülhetetlenül bekerülnek a sajtoló környezetbe
- Egyszerűbb szerelés: Nyomó- vagy csúszóbekötéshez kevesebb szakértelem és idő szükséges, mint a precíziós golyóscsapágyas vezetők igazításához
- Öntisztító lehetőségek is elérhetők: Kompozit és impregnált anyagok teljes mértékben megszüntetik a külső kenési igényt
- Kompakt méret: Kisebb sugárirányú méretek, mint az egyenértékű terhelési osztályba tartozó golyóscsapágy-alternatívák
- Rázkódásálló képesség: Jobb tűrés a kivágási és döfési műveletek során gyakori ütőterhelésekkel szemben
Hátrányok
- Nagyobb súrlódás extrém sebességeknél: A csúszó érintkezés nagyobb súrlódást és hőt generál, mint a gördülő érintkezés, korlátozva a gyakorlati ciklussebességeket
- Megfelelő kenési terv szükséges: A sima csapágyak többségének folyamatos kenőanyag-ellátásra van szüksége az optimális élettartam érdekében; a elhanyagolt kenés jelentősen felgyorsítja a kopást
- A kopás elkerülhetetlen: Még a legjobb sima csapágyak is fokozatos kopást tapasztalnak, amely végül cserét vagy beállítást igényel
- Sebességkorlátozások: Nem alkalmas a legnagyobb sebességű alkalmazásokra, ahol a golyóscsapágyak súrlódási előnye döntő fontosságúvá válik
A lényeg? A precíziós sima vezetőcsapágyak jelentik az optimális választást a többségi kivágó sablon alkalmazásokhoz. Ha tanúsított beszállítók szigorú tűrésekkel gyártják őket, akkor biztosítják az olyan pontosságot, amit szerszámaink igényelnek, miközben gyakorlati előnyöket kínálnak a szennyeződés-ellenállásban, a könnyű felszerelhetőségben és a teljes birtoklási költségek tekintetében.
Olyan alkalmazásokhoz, amelyek még nagyobb szennyeződés-ellenállást igényelnek, vagy korrozív környezetben működnek, a bronz sima csapágyak időtálló megbízhatóságot kínálnak, egyedülálló anyagi előnyökkel, amelyek érdemesek megfontolásra.

Bronz sima csapágyak megbízható közepes terhelésű teljesítményhez
Néha a legjobb megoldás nem a legújabb. A bronz csapágyak századok óta támogatják a forgó és csúszó gépeket – és ma is erősen jelen vannak a modern kivágó műveletekben. Amikor olyan csapágytömítést keres, amely kezelni tudja a nehéz körülményeket anélkül, hogy folyamatos figyelmet igényelne, a bronz komoly mérlegelést érdemel.
Mi teszi ezt az ősi ötvözetet olyan tartóssá? A bronz a réz kiváló hővezető-képességét kombinálja az ón keménységfokozó hatásával, olyan csapágyanyagot teremtve, amely természetesen ellenáll a kopásnak, hatékonyan vezeti el a hőt, és idővel előnyös felületi tulajdonságokat alakít ki. Ezek nemcsak elméleti előnyök – megbízható és kiszámítható teljesítményt jelentenek igényes alkalmazásokban.
Bronz csapágyak hagyományos megbízhatóságért
A bronz mechanikai tulajdonságai egyedülállóvá teszik az irányítócsapágyak alkalmazását. iparági elemzés , a bronz csapágyak magas keménységet nyújtanak a fizikai kopás ellen, kitűnő nyomószilárdságot nagy terhelések alatt, valamint természetes korrózióállóságot oxidréteg képződés által.
Gondoljon bele, mi történik egy mechanikus bokszban a működés során. A csúszó felületek súrlódást generálnak, amely hőt termel. A bronz kiváló hővezető-képessége hatékonyan elvezeti ezt a hőt az érintkezési zónából, megelőzve a hőfelhalmozódást, amely gyorsabb kopást okoz kevésbé hővezető anyagokban. Ez a természetes hőelvezetés különösen értékes folyamatos termelési ciklusokat futtató sablonoknál.
A bronzra jellemző alacsony súrlódási tényező csökkenti az energia-veszteségeket, és csökkenti a kenési igényt acél-acél érintkezéshez képest. Idővel a bronz csapágyfelületek valójában javulnak – kialakul rajtuk egy simára csiszolt, keményedett réteg, amely fokozza a teljesítményt. Ez a „bejáratási” tulajdonság azt jelenti, hogy a csapágybokszok gyakran jobban működnek a kezdeti használat után, mint amikor először beépítették őket.
A bronzötvözetek többféle összetételben állnak rendelkezésre, mindegyik adott körülményekhez van optimalizálva:
- Ónbronz ötvözetek: Közepes keménység, kiváló korrózióállóság és megmunkálhatóság – ideális általános célú alkalmazásokhoz
- Ólmozott bronz: Javított megmunkálhatóság és kopásállóság közepes terhelésű csapágyakhoz
- Alumínium-bronz: Rendkívül magas szilárdság és korrózióállóság nagy terhelésű, agresszív környezetekhez
- Fosfor-bronz: Kiváló kopás- és fáradásállóság precíziós gépek alkalmazásaihoz
- Grafitos bronz: Öntisztító tulajdonságok, amelyek csökkentik a karbantartást magas hőmérsékletű vagy nehezen kenhető helyeken
Amikor a bronz felülmúlja a modern alternatívákat
A bronzcsapágyak nem minden alkalmazásra ideálisak – bizonyos feltételek mellett azonban felülmúlják a látszólag fejlettebb alternatívákat. Ezeknek a helyzeteknek az ismerete segít intelligensen anyagot választani az adott felhasználáshoz
Vegye figyelembe egy hordócsapágy alkalmazását egy nagy hatású kivágó sablonban. Minden ütés jelentős ütőterhelést okoz, amikor az ütőszerszám a anyaggal érintkezik. A golyóscsapágyak, amelyek pontérintkezésű gördülőelemekkel rendelkeznek, ismételt ütőterhelés hatására sérülhetnek futópályán. A bronz, amely elosztott felületi érintkezéssel és belső szilárdsággal rendelkezik, képes ezeket az ütéseket elnyelni degradáció nélkül.
Szennyezett környezetek egy másik terület, ahol a bronz kiemelkedő teljesítményt nyújt. Olyan sajtolási műveletek esetén, ahol fémforgácsok, kenőanyag-bomlási termékek és környezeti por elkerülhetetlenek, a bronz megbocsátó természete megakadályozza, hogy a szennyeződések katasztrofális meghibásodásokat okozzanak a precíziós golyóscsapágy-összeállításokban. Az olyan részecskék, amelyek tönkretennék a kisebb golyóscsapágyakat, egyszerűen beágyazódnak a lágyabb bronz mátrixba, vagy működés közben félretolódnak.
Az önkenő bronz opciók, különösen a grafit- és olajimpregnált változatok, kiküszöbölik a hagyományos bronz egyik korlátját. Ezek az alternatív szenntartalmú csapágyak folyamatos kenést biztosítanak az anyagon belülről, csökkentve vagy teljesen megszüntetve a külső kenés szükségességét. Olyan alkalmazásoknál, ahol nehéz a kenéshez hozzáférni, vagy ahol a tiszta működés fontos, ezek az önkenő összetételek a bronz megbízhatóságát nyújtják csökkentett karbantartási igénnyel.
Előnyök
- Bizonyított teljesítmény: Évszázadokon át tartó sikeres ipari felhasználás a tengerészettől az űriparon át az autógyártásig
- Kiváló hőelosztás: Kiváló hővezető-képesség megakadályozza a hőfelhalmozódást, amely más anyagoknál gyorsabb kopást okoz
- Gépelhető egyedi illesztéshez: A bronz könnyen gépelhető, lehetővé téve a pontos illesztést és szabhatóságot speciális szerszámok nélkül
- Költséghatékony szabványos alkalmazásokhoz: Alacsonyabb anyag- és gyártási költségek, mint a precíziós golyóscsapágy alternatíváknál
- Természetes korrózióállóság: Védő oxidrétegeket képez, amelyek ellenállnak a degradációnak kemény környezetekben
- Ütésáramlás-tűrés: Képes elviselni az ütés- és rezgésterheléseket, amelyek károsíthatják a gördülőcsapágyakat
- Öntisztító lehetőségek is elérhetők: A grafitdugós és olajtelített összetételek jelentősen csökkentik a karbantartási igényt
Hátrányok
- Nehezebb az alternatíváknál: A bronz sűrűsége nagyobb tömeget jelent az alumíniumhoz vagy kompozit anyagokhoz képest – figyelembe veendő tényező tömegérzékeny alkalmazásoknál
- Korlátozott sebességképesség: A csúszó súrlódás több hőt termel magas sebességeknél, mint a gördülő érintkezés, így korlátozza a gyakorlati sebességet
- Időszakos kenés szükséges: A szabványos bronz összetételek rendszeres kenőanyag-pótlást igényelnek optimális teljesítményük és élettartamuk érdekében
- A fokozatos kopás elkerülhetetlen: Az összes csúszó érintkezési felület idővel elkopik, ami végül kicserélést vagy beállítást igényel
A bronzcsapágyak ideális helyükre találnak alacsony sebességű sajtolóalkalmazásokban, jelentős ütőterhelésnek kitett műveletekben, valamint olyan környezetekben, ahol a szennyeződés miatt a precíziós csapágyak alkalmazása gyakorlatilag lehetetlen. Különösen jól alkalmazhatók 100 ütés/perc alatti sebességgel működő sablonoknál, nagyobb terhelésű átvivő sablonműveleteknél, valamint olyan gyártási környezetekben, ahol korlátozottak a karbantartási erőforrások.
Amikor még a bronz csökkentett kenési igénye is túlzónak tűnik, az önkenő kompozitcsapágyak alternatív megoldást kínálnak – teljes mértékben megszüntetve a külső kenést, miközben megbízható vezetést biztosítanak.
Önkenő Kompozitcsapágyak Alacsony Karbantartási Igényű Üzemeltetéshez
Mi lenne, ha teljesen megszüntethetné a kenési ütemterveket? Olyan működéseknél, ahol a karbantartási hozzáférés nehézkes, vagy ahol a kenőanyag-szennyeződés problémát jelent, az önkenő anyagú kompozit csapágyak elegáns megoldást kínálnak. Ezek az innovatív alkatrészek felülírják a hagyományos csapágy-karbantartás megszokott logikáját.
Annak megértése, hogy mit csinál egy csapágy önkenő konfigurációban, okos mérnöki megoldásokra világít rá. Ezek az anyagok nem külső kenőanyag-ellátásra támaszkodnak, hanem olyan kenőanyagokat tartalmaznak, amelyek közvetlenül be vannak ágyazva a szerkezetükbe. Ahogy a csapágy működik, mikroszkopikus mennyiségű kenőanyag jut a csúszófelületre, így fenntartva a védőréteget anélkül, hogy a karbantartó csapatnak beavatkoznia kellene.
Kenési gondok megszüntetése kompozit csapágycsuklókkal
Az önkenő csapágyak mögött húzódó technológia gyártónként és alkalmazástól függően változhat, de az alapvető koncepció állandó. A szilárd kenőanyagok – általában PTFE, grafit, molibdén-diszulfid vagy gyártói keverékek – beépülnek egy alapmátrix anyagába. Ez a műanyag csapágyanyag vagy fémből és polimerből álló kompozit folyamatosan adagolja a kenőanyagot az alkatrész teljes élettartama során.
Hogyan működnek tehát az önkenő csapágyak? Képzeljen el ezreket apró, a csapágy szerkezetébe integrált kenőanyag-tárolót. Terhelés és mozgás hatására ezek a tárolók mechanikai hatás és termikus effektusok kombinációjával juttatják el a kenőanyagot a csapágyfelületre. Az eredmény egy állandó kenés, amely nem függ attól, hogy a karbantartási ütemtervet pontosan betartják-e.
Ez a beépített kenőrendszer több gyakorlati előnyt is nyújt a karbantartás csökkentésén túl:
- Állandó súrlódási jellemzők: Ellentétben a külsőleg kenett csapágyakkal, amelyek karbantartási időközök között kiszáradhatnak, az önkenő kompozitok az üzemidejük során stabil súrlódási együtthatót tartanak fenn
- Tiszta működés: Nincs felesleges kenőanyag, így nincs csöpögés, nincs alkatrészszennyeződés és nincs rendetlenség a gyártóterületen
- Egyszerűsített készletgazdálkodás: A kenőanyag-kiválasztás és -raktározás megszüntetése csökkenti a beszerzési folyamat bonyolultságát
- Csökkentett környezeti aggályok: Nincsenek kenőanyag-elhelyezési problémák vagy szennyeződési kockázatok szivárgás miatt
Hol érdemes az önkenő megoldásokat választani
Nem minden alkalmazás profitál azonos mértékben az önkenő technológiából. A csapágyak konkrét környezetekben történő felhasználásának megértése segít azonosítani, hol nyújtanak ezek az alkatrészek maximális értéket.
Élelmiszeripari gyártási környezetekben nyilvánvaló a felhasználásuk. Amikor a kenőanyag-szennyeződés veszélyeztetheti a termék biztonságát, az önkenő csapágyak teljesen kiküszöbölik ezt a kockázatot. Számos kompozit összetétel rendelkezik az FDA megfelelőségi tanúsítványával véletlenszerű élelmiszer-érintkezésre, így alkalmasak élelmiszer-csomagolásokat előállító sablonokra vagy feldolgozóberendezések alkatrészeire.
Hasonlóképpen előnyös a tisztatermhez közeli műveletek során. Bár sajtolóműveletei nem igényelhetnek teljes tisztatermes protokollokat, elektronikai, orvosi eszközök vagy félvezetőberendezések alkatrészének gyártása szennyeződés-ellenőrzést követel meg. Az önkenő vezetők megakadályozzák a kenőanyagoknak az olyan alkatrészekre történő átjutását, amelyek érzékeny, utólagos feldolgozásra kerülnek.
Vegye figyelembe azokat az alkalmazásokat is, ahol a kenés fizikailag nehézkes. Az összetett geometriájú sablonok, szűk helyeken elhelyezkedő vezetők vagy magas hőmérsékletű zónák, ahol a kenőanyag gyorsan lebomlik, mind karbantartási kihívások elé állítják Önt. Amikor azon töpreng, hogy mire használják a csapágyakat ezekben a helyzetekben, az önkenő anyagok karbantartásmentes megbízhatósággal válaszolnak.
A szakaszos üzemeltetés egy másik meggyőző használati esetet teremt. A hosszabb ideig tétlenül álló berendezések esetén előfordulhat a kenőanyag elvándorlása vagy minőségromlása. Az önkenő csapágyak fenntartják kenőképességüket függetlenül az üzemmenettől, így megbízható indítási teljesítményt nyújtanak napok vagy hetek állás után is.
Előnyök
- Drasztikusan csökkentett karbantartási időközök: Sok önkenő csapágy egész élettartama alatt karbantartásmentesen működik
- Tiszta működés: Ideális olyan alkalmazásokhoz, ahol a kenőanyag-szennyeződés elfogadhatatlan vagy problémás
- Jó szennyeződés-ellenállás: A szilárd kenőanyag-mátrixokat nem mossák le a hűtőfolyadékok, és nem rontják el szennyeződések, mint az olajfilmeket
- Konstans teljesítmény: A súrlódási jellemzők stabilak maradnak, nem változnak a kenési körülményektől függően
- Egyszerűsített logisztika: Nincs szükség kenőanyag-kiválasztásra, raktározásra vagy megsemmisítésre
- Korrózióállóság: Számos kompozit összetétel ellenáll a vegyi anyagoknak és a nedvességnek, amelyek tönkreteszik a fémb alkatrészeket
Hátrányok
- Hőmérsékleti korlátok: A polimer alapú kompozitok maximális hőmérsékleti határa általában 250–500 °F között mozog az összetételtől függően – e határok túllépése felgyorsítja az elhasználódást, és meghibásodást okozhat
- Terhelhetőségi korlátozások: Az önkenő anyagú kompozitok általában nem érik el az azonos méretű bronz- vagy acélcsapágyak terhelési értékeit
- Magasabb egységár: A fejlett kompozit anyagok drágábbak, mint az alap bronz, bár a csökkent karbantartási igény gyakran kedvezőbb teljes tulajdonlási költséget eredményez
- Korlátozott nagy sebességű teljesítmény: A magasabb sebességekkel járó hőtermelés meghaladhatja egyes kompozit anyagok hőmérsékleti határait
- Anyagkompatibilitási szempontok: Egyes kompozit anyagok reakcióba léphetnek a környezetben található bizonyos vegyi anyagokkal vagy kenőanyagokkal
Mit tesznek a csapágyhüvelyek, ha megfelelően illeszkednek az alkalmazási követelményekhez? Évekig tartó, zavarmentes szolgáltatást nyújtanak. Az önkenő anyagok kiemelkedő teljesítményt nyújtanak közepes terhelésű és közepes sebességű alkalmazásokban, ahol a karbantartás csökkentése indokolja a magasabb költséget – különösen akkor, ha a szennyeződés érzékenysége vagy a korlátozott hozzáférés miatt a hagyományos kenés nem megvalósítható.
Olyan alkalmazásokhoz, amelyek maximális teherbírásra törekszenek minimális helyigénnyel, a tűgörgős vezetőrendszerek egy másik megoldást kínálnak a vezetőcsapágy-problémák kezelésére.
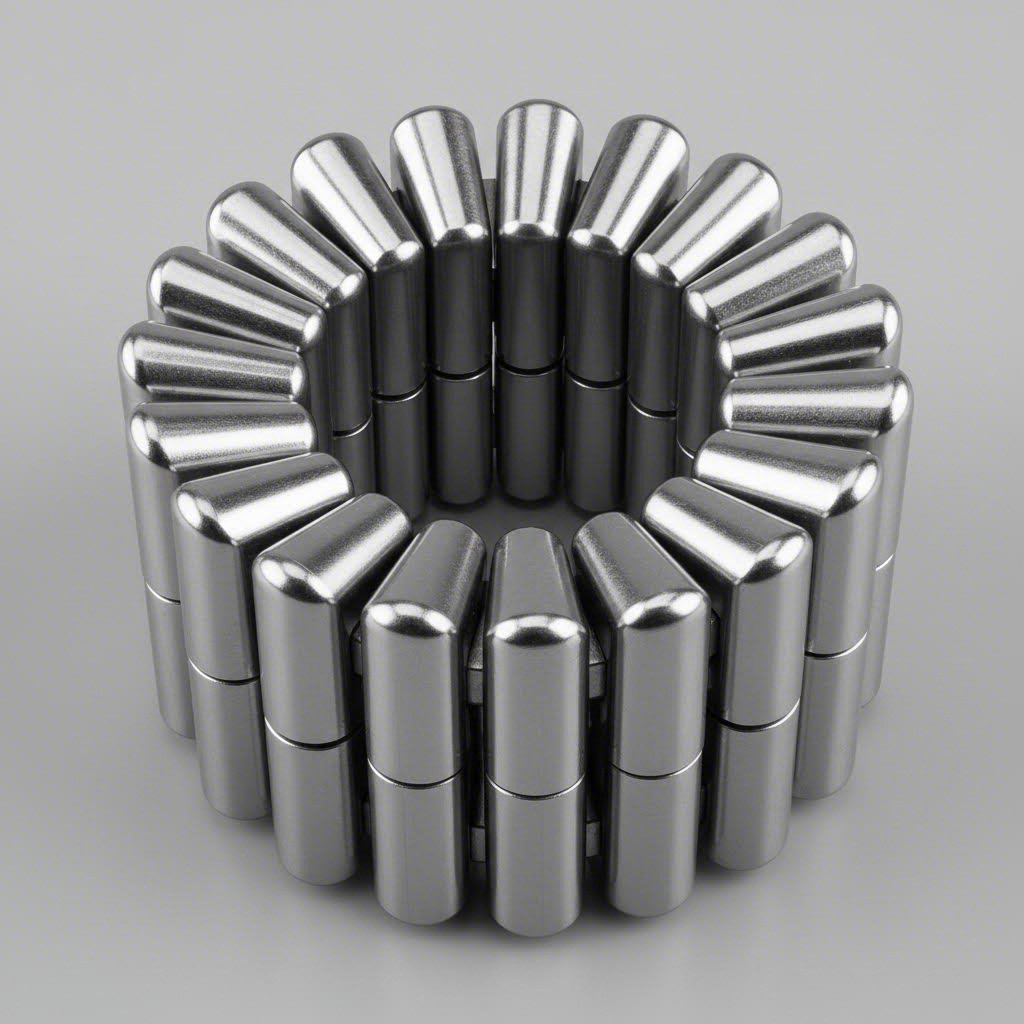
Tűgörgős Vezetőrendszerek Nagy Teherbírású Igényekhez
Mi történik akkor, ha golyóscsapágy teljesítményre van szükség, de nincs elegendő sugárirányú hely? Vagy akkor, ha a terhelési igények meghaladják azt, amit a hagyományos gördülőelemek az adott méretben nyújtanak? Ilyen esetekben lépnek előtérbe a tűgörgős csapágyvezérlési rendszerek – olyan specializált megoldások, amelyek ott használhatók, ahol a szabványos lehetőségek nem elegendők.
A tűgörgős és golyóscsapágy konstrukciók összehasonlításakor a különbség azonnal nyilvánvalóvá válik. A gömb alakú gördülőelemek helyett a tűgörgős csapágycsatornák hosszúkás, hengeres görgőket használnak, amelyek hossz-átmérő aránya általában meghaladja a 4:1-et. Ez a geometria jelentősen nagyobb teherbírást biztosít minden egyes sugárirányú milliméterben.
Tűgörgős csapágycsatornák extrém terhelésű alkalmazásokhoz
Gondoljunk egy pillanatra a fizikára. Egy sima csapágy vagy golyóscsapágy viszonylag kis felületen érintkezik az ellensínnel – pontokban a golyók esetében, keskeny vonalakban a tengely felületénél. A tűgörgőkkel szemben ez hosszabb vonalmenti érintkezést biztosít az egész hosszukon keresztül. Ez az elosztott érintkezés nagyobb területre osztja el a terheléseket, csökkentve a feszültségkoncentrációkat, és lehetővé teszi a magasabb teherbírási értékeket.
A gyakorlati eredmény? Egy tűgörgős csapágy akár kétszer-háromszor akkora radiális terhelést is elbír, mint egy ugyanakkora helyet elfoglaló golyóscsapágy-készlet. Nehéz sajtolási műveletek esetén, ahol az állványerők a hagyományos vezetőrendszereket határaikig terhelik, ez a kapacitásbeli előny döntő fontosságúvá válik.
Az oszcilláló mozgású alkalmazások különösen jól járnak a tűgörgős technológiával. Ellentétben a folyamatos forgást kedvelő golyóscsapágyakkal, a tűgörgős csapágyak jól viselik a sok sajtolóalkalmazásban előforduló előre-hátra irányú mozgást, anélkül, hogy azokat a kopási nyomokat fejlesztenék, melyek más gördülőelemes kialakításoknál problémát jelenthetnek. A görgős bushing konfiguráció kezeli ezeket a részleges forgási ciklusokat, miközben megőrzi a gördülő érintkezés alacsony súrlódási előnyeit.
A kombinált terhelési esetek – ahol radiális erők találkoznak axiális terhelésekkel – szintén a tűgörgős csapágyak erősségei közé tartoznak. Bizonyos csapágycsészék tengelyirányú felületeket vagy ferde görgőelrendezéseket tartalmaznak, amelyek képesek a komplex terhelés-kombinációk kezelésére. Amikor a sajtolóforma egyszerre több irányból származó erőket hoz létre, ezek az integrált kialakítások leegyszerűsítik a vezérműrendszer szerkezetét.
Kompakt teljesítmény szűk helyeken
A korlátozott helyszükséglet sok tűgörgős csapágy kiválasztását meghatározza. Fokozatosan egymás után következő műveletekhez használt sablonok, meglévő sablonbakok felújítása vagy más alkatrészek által szűkített elérhető tér mindegyike profitál a tűgörgős csapágynak a rendkívül nagy teljesítménysűrűségéből.
Képzeljen el egy helyzetet, amikor terhelésanalízise azt mutatja, hogy egy 50 mm belső átmérőjű golyóscsapágy-egységre van szüksége – de csak 35 mm sugárirányú hely áll rendelkezésére. Egy tűgörgős csapágybetét-megoldás azonban képes lehet azonos teherbírást biztosítani ennél kisebb méretben, így egy megoldhatatlannak tűnő tervezési problémából egyszerű specifikációt varázsolva.
A nehéz kivágási és alakítási műveletek jelentős erőket hoznak létre, amelyek megterhelik a könnyebb típusú vezetőrendszereket. Az anyag levágása során fellépő koncentrált terhelések túlléphetik azt a határt, amit a szabványos golyóscsapágyas vezetők előrejelzett kopás nélkül elviselnek. A tűgörgős csapágynak a magasabb teherbírási értéke e nehéz körülmények között biztosítja a szükséges tartalékot.
Előnyök
- Kiváló teherbírás a mérethez viszonyítva: Kétszer-háromszoros radiális terhelhetőség az azonos furatú golyóscsapágyakhoz képest, lehetővé téve a kompakt kialakítást nagy terhelések alatt
- Kitűnően alkalmas oszcilláló mozgásra: Jobban viseli a részleges elfordulást és visszatérő mozgásokat, mint a golyóscsapágyak, ideális tipikus sablastömb-mintákhoz
- Hatékonyan kezeli a kombinált terheléseket: Rendelkezésre álló kialakítások egyszerre kezelik a radiális és axiális erőket külön tengelyirányú csapágyak nélkül
- Kompakt radiális méret: Vékony keresztmetszetek olyan helyekre is alkalmasak, ahol nagyobb golyóscsapágy-készletek nem férnek el, így megoldva a nehéz szerelési kihívásokat
- Magas merevesség: Több soros érintkezés merevebb vezetőrendszereket hoz létre, amelyek kevesebb deformálódást mutatnak terhelés alatt, mint a pontérintkezésű alternatívák
Hátrányok
- Legmagasabb árkategória: A prémium ár a precíziós gyártási igényeket tükrözi – számítson jelentősen magasabb árra, mint amit golyóscsapágyak vagy sima csuszka esetén talál
- Pontos igazítást igényel: A tűgörgők kevésbé türelmesek a nem megfelelő igazítással szemben, mint a golyók; még kis szögeltérések is felgyorsítják az elhasználódást és csökkentik az élettartamot
- Érzékeny a szennyeződésre: A görgők és futópályák közötti szűk hézagok miatt a tűgörgős csapágyak sebezhetőbbek a részecskék okozta károkra – sőt, még érzékenyebbek lehetnek, mint a golyóscsapágyak
- Bonyolult szerelés: A megfelelő összeszerelés szakértelmet és gyakran speciális szerszámokat igényel; helytelen szerelés esetén gyors meghibásodás következik be
- Korlátozott sebességképesség: Habár gördülőelemek, a tűgörgős csapágyak általában alacsonyabb fordulatszámra vannak méretezve, mint hasonló golyóscsapágy-kialakítások, a görgők dinamikája miatt
- Kenés kritikus fontosságú: Folyamatos, megfelelő kenést igényelnek – a nem elegendő kenésből fakadó hibák gyorsan és katasztrofálisan vezetnek meghibásodáshoz
A tűgörgős vezetőrendszerek egy speciális piaci résen foglalnak helyet. Ezek nem a legmegfelelőbb válasz a legtöbb kivágási alkalmazásra – de amikor maximális teherbírásra van szükség minimális térben, akkor olyan problémákat oldanak meg, amelyekkel más csapágy-bushings egyszerűen nem tudnak megbirkózni. A nehéz kivágó sablonok, a helyhez kötött progresszív szerszámok és a súlyos lengő terhelésű alkalmazások mindegyike potenciális terület lehet a tűgörgős csapágyak számára.
Most, hogy áttekintettük az összes főbb vezetőcsapágy-kategóriát, készen állhat a lehetőségek közvetlen összehasonlítására – a konkrét teljesítményjellemzők alkalmazása az Ön alkalmazási igényeihez.
Teljes összehasonlító táblázat a vezetőcsapágy-kiválasztáshoz
Már részletesen megismerte az egyes vezetőcsapágy-kategóriákat – most pedig ideje őket egymás mellett vizsgálni. Amikor a csapágy- és csapágyelem-opciók közötti különbségeket értékeli, egy átfogó összehasonlítási keretrendszer segít átlátni a bonyolultságot, és feltárja, melyik megoldás illik leginkább az Ön konkrét helyzetéhez.
Az alábbi táblázatok mindent összegyűjtenek, amiről eddig szó volt, és használható referenciaindítékokká alakítják. Akár új sablonalkatrészek meghatározásán dolgozik, akár meglévő rendszer hibaelhárítását végzi, ezek az összehasonlítások megfelelő döntéstámogatást nyújtanak.
Teljesítmény-összehasonlítás egymás mellett
A csapágy- és csapszegbush-megoldások közötti különbség megértéséhez több teljesítménydimenziót is egyidejűleg kell vizsgálni. Az alábbi táblázat az összes korábban áttekintett lehetőséget összehasonlítja a korábban meghatározott kritikus kiválasztási szempontok mentén.
Amikor ezt az összehasonlítást olvassa, ne feledje, hogy a „bush és csapágy” nem kizáró fogalom. Mindegyik kategória bizonyos feltételek mellett kiemelkedő – feladata annak megállapítása, hogyan illeszthetők ezek az erősségek az alkalmazás igényeihez.
| Vezetéktípus | Teherbírás | Sebességalkalmasság | Pontossági képesség | Szennyeződés-tűrés | Fenntartási követelmények | Relatív költség | A legmegfelelőbb alkalmazások |
|---|---|---|---|---|---|---|---|
| Pontossági sima bushok | Magas | Alacsonytól közepesig (legfeljebb 150 SPM) | Magas (pontos gyártás mellett) | Kiváló | Közepes (szabályos kenés szükséges) | Alacsony ($) | Általános sajtolás, transzfer sablonok, szennyezett környezet |
| Golyóscsapágy vezetők | Mérsékelt | Nagyon magas (300+ SPM) | Kiváló | Szegények. | Alacsony (zárt kialakítások) | Magas ($$$) | Nagysebességű progresszív sablonok, precíziós sajtolás |
| Bronz csúszócsapágyak | Magas | Alacsony (100 SPM alatt) | Mérsékelt és magas | Kiváló | Közepes (időszakos kenés) | Alacsony ($) | Erős kivágás, ütőterhelés, korrózív környezet |
| Önillesztő kompozitok | Alacsony közepesig | Alacsony közepesig | Mérsékelt | Jó | Nagyon alacsony (karbantartásmentes) | Közepes ($$) | Élelmiszeripari fokozatú, tiszta működés, nehéz hozzáférésű helyek |
| Tűcsapágy-vezetők | Nagyon magas | Mérsékelt | Kiváló | Szegények. | Magas (kritikus kenés) | Nagyon magas ($$$$) | Erős hidegen sajtolt alkatrészek, helykorlátozott, nagy terhelésű alkalmazások |
Vegye észre, hogy egyik lehetőség sem dominál az összes kategóriában. A csapágyak és csapszegek közötti választás mindig az alkalmazási környezettől függ. Mechanikai szempontból a csapszeg csúszó felületként működik – és ha ez a csúszó felület megfelelő az Ön feltételeihez, gyakran jobban teljesít, mint a bonyolultabb alternatívák.
A vezetőtípus összeegyeztetése az üzemeltetési körülményekkel
A fenti teljesítményösszehasonlítás bemutatja, hogy az egyes vezetőtípusok mire képesek. A következő táblázat megfordítja a szemszöget – az alkalmazás paramétereiből indul ki, és mutatja az ajánlott megoldást.
Gondoljon erre, mint egy gyorsreferencia döntéstámogató eszközre. Azonosítsa sablon típusát, sebességtartományát és környezeti feltételeit, majd kövesse a sorokat, hogy megtalálja a megfelelő vezetőtechnológiát. A csapszegek mechanikai igényeinek megértése az adott kontextusban jobb választáshoz vezet, mint a megszokott megoldások automatikus alkalmazása.
| Halmaz típusa | Ciklussebesség-tartomány | Működési környezet | Elsődleges terhelés | Ajánlott vezérlési megoldás |
|---|---|---|---|---|
| Haladó matrica | 200–400+ SPM | Tiszta, klímával szabályozott | Könnyű és közepes terhelésű | Golyóscsapágy vezetők |
| Haladó matrica | 100–200 SPM | Szabványos gyártósor | Mérsékelt | Pontossági sima bushok |
| Áttételi sablon (Transfer Die) | 20–80 SPM | Erős szennyezettség | Nagy, ütésmentes terhelés | Bronz csúszócsapágyak |
| Kivágó dőr | 50–150 SPM | Szabványos Gyártás | Erős ütközés | Bronz vagy precíziós sima csapágyak |
| Nagy terhelésű alakító sablon | 20–60 SPM | Helykorlátozott | Nagyon nehéz | Tűcsapágy-vezetők |
| Élelmiszer-csomagoló sablon | 50–150 SPM | Tisztaszobához közeli | Könnyű és közepes terhelésű | Önillesztő kompozitok |
| Orvostechnikai alkatrész sablon | 100–250 SPM | Szennyeződés-érzékeny | Fény | Zárt golyóscsapágyak vagy önkenő anyagú kompozitok |
| Általános célú sablon | 100 SPM alatt | Tipikus műhelyi körülmények | Mérsékelt | Pontossági sima bushok |
Telepítési és igazítási szempontok
A csapágy és a csúszócsapágy közötti különbség a működési teljesítményen túl az üzembe helyezési követelményekre is kiterjed. Ezt a tényezőt gyakran figyelmen kívül hagyják a specifikáció során, pedig jelentősen befolyásolja a tulajdonlási összköltséget és a rendszer megbízhatóságát.
- Sima csúszócsapágyak (minden típus): Egyszerű telepítés – préseléses vagy lazább illesztésű felszerelés minimális igazítási érzékenységgel. Kisebb felszerelési hibákat elvisel, amelyek más gördülőelemes megoldásoknál károkoznának. Tipikus felszerelési idő: 15–30 perc vezetőkészletenként.
- Golyóscsapágyas vezetők: Pontos párhuzamossági igazítást igényelnek a vezetősor és a csapágylemez furata között. A mozgás hüvelykénként meghaladó 0,001 hüvelykes igazítási eltérés felgyorsítja az elhasználódást. Gyakran szükséges előfeszítés-beállítás a legjobb teljesítmény érdekében. Tipikus felszerelési idő: 45–90 perc vezetőkészletenként.
- Tűgörgős csapágyas vezetők: A legmagasabb követelmények a telepítéssel szemben. Szakértői szerelési technikákat igényelnek, gyakran speciális szerszámokat is. Az engedélyezett elmozdulás tűrése szigorúbb, mint csapágyaknál. Hibás telepítés gyors, néha katasztrofális meghibásodáshoz vezethet. Tipikus telepítési idő: 60–120 perc sínkészletenként.
Felújítási alkalmazások esetén ezek a telepítési különbségek különösen jelentőssé válnak. A sima csapszegből történő áttérés golyóscsapágyas vezetőkre módosításokat igényelhet annak érdekében, hogy az igazítási tűrések betarthatók és fenntarthatók legyenek. Ugyanakkor a problémás golyóscsapágyas rendszerek minőségi sima csapszegre való átalakítása gyakran orvosság az igazítással kapcsolatos hibákra, miközben csökkenti a bonyolultságot.
Ezzel a részletes összehasonlító kerettel most már képes arra, hogy a tényleges üzemeltetési körülmények alapján, feltételezések vagy beszállítói javaslatok helyett, megfontolt döntést hozzon a vezetőcsapágyak kiválasztásával kapcsolatban.

Végső ajánlások és szerszámszállító partnere kiválasztása
Elemezte a teljesítményjellemzőket, összehasonlította a terhelési értékeket, és megvizsgálta a szennyeződés-ellenállást az összes főbb vezetőcsapágy-kategórián belül. Most következik a kritikus lépés – ezeknek az ismereteknek az átalakítása határozott döntéssé az Ön konkrét alkalmazásához. A csapágy vs. golyóscsapágy kérdés végül magától megoldódik, ha szisztematikus értékelési folyamatot alkalmaz.
Mi választja el a sikeres vezetőcsapágy-kiválasztásokat a költséges hibáktól? Ritkán arról van szó, hogy a legdrágább lehetőséget válassza, vagy azt kövesse, ami az előző projekten működött. A siker a működési körülmények őszinte felmérésében és a megfelelő technológiához történő igazításukban rejlik. Nézzük meg pontosan, hogyan teheti ezt meg.
Döntési útmutatója az alkalmazási igények alapján
Kövesse az alábbi öt lépést sorrendben. Mindegyik a megelőzőre épül, így teljes képet alkot a követelményeiről, mielőtt konkrét megoldásra kötelezné el magát. Az egyes lépések átsiklása vagy kihagyása gyakran olyan specifikációkhoz vezet, amelyek papíron jól néznek ki, de a gyakorlatban nem felelnek meg az elvárásoknak.
- Határozza meg a sebesség- és ciklusigényeket: Kezdje a cél ütemszámmal percenként (SPM). Magas sebességű progresszív sablon 300+ SPM-nél, vagy mérsékelt sebességű transzferező sablonművelet 100 SPM alatt fut? Ez az egyetlen tényező gyakran jelentősen szűkíti a lehetőségeket. A golyóscsapágy és csúszócsapágy közötti döntés gyakran attól függ, hogy a ciklussebességek olyan súrlódási hőt generálnak-e, amit a sima felületek nem tudnak elvezetni. Rögzítse nemcsak a jelenlegi igényeket, hanem a várható jövőbeli követelményeket is – a holnapi igényekre történő választás megelőzi a korai frissítéseket.
- Elemezze a terhelési körülményeket: Számítsa ki azokat az erőket, amelyeket az irányító rendszerének el kell viselnie. Vegye figyelembe a sugárirányú terheléseket az oldalirányú sablonerőktől, a tengelyirányú terheléseket a függőleges komponensektől, valamint a nyomatéki terheléseket az eltolódott erőktől. Ne feledje a behajtás és döntés közben fellépő ütőterhelést – ezek az ütőerők akár háromszorosára vagy annál is többre növekedhetnek a tartós állapotú erőkhöz képest. A nehéz, ütőhatásnak kitett alkalmazások gyakran sima csapágyakat vagy tűgörgős csapágyakat igényelnek, nem pedig ütőhatásérzékeny golyóscsapágy-megoldásokat.
- Értékelje a környezeti tényezőket: Sétáljon végig a termelőüzemén új szemmel. Mennyi szennyeződés kerül valójában a sablonterületre? A fémforgácsok, a kenőanyag-köd, a levegőben lévő por és a hőmérsékletingadozások mind hatással vannak az irányító rendszer teljesítményére. A sima csapágy és a golyóscsapágy összehasonlítása jelentősen megváltozik magas szennyeződési szint mellett – a golyóscsapágy súrlódási előnyei semmit sem jelentenek, ha a részecskék néhány hónapon belül tönkreteszik a futópályákat.
- Vegye figyelembe a karbantartási lehetőségeket: Legyen őszinte azzal kapcsolatban, hogy mire képes valóságosan a karbantartási programja. A precíz kenési ütemterveket és időszakos előfeszítés-állításokat igénylő kifinomult vezetőrendszerek jártas szakembereket és szigorú eljárásokat igényelnek. Ha a karbantartási erőforrásai korlátozottak, akkor az önkenő anyagok vagy toleráns bronz csapágyak hosszú távon jobb eredményt hozhatnak, mint a precíziós golyóscsapágyak, amelyek megfelelő gondozás hiányában romlanak.
- Számítsa ki a teljes birtoklási költséget: A kezdeti vételár csak részben meséli el a történetet. Vegye figyelembe a felszerelési munkaerőt (a golyóscsapágyak felszerelése 2–3-szor több időt vesz igénybe, mint az egyszerű csapágyaké), a karbantartási költségeket a várható élettartam során, a cserélendő alkatrészek költségeit, valamint – különösen fontos – a tervezetlen leállások okozta termelési költségeket. Egy útmutató a csapágyakhoz és csapágyelemekhez, amely figyelmen kívül hagyja az életciklus-költségeket, nem nyújt teljes tájékoztatást.
Az irányítócsapágyak pontossága soha nem haladhatja meg az egész szerszámtervezés pontosságát. Prémium golyóscsapágyas vezetések megadása mellett a többi helyen lazább tűrések engedése költséges ellentmondást teremt, és pénzt pazarol olyan képességre, amelyet nem tud kihasználni.
Mikor érdemes fejleszteni – és mikor lealacsonyodni
A visszafelé integrálási (retrofit) esetek egyedi döntési lehetőségeket kínálnak. Ha korai kopás miatt hibaelhárítást végez az irányítóknál, vagy meglévő szerszámok fejlesztését fontolgatja, akkor a golyóscsapágyak és csapágyak közötti választás eltérhet az újonnan tervezett rendszerek előírásaitól.
Fontolja meg az egyszerű csapágyakról golyóscsapágyakra való áttérést, ha:
- A gyártási sebesség meghaladta az eredetileg meghatározott értéket, így hőproblémák léptek fel
- A pontossági követelmények szigorúbbak lettek a további folyamatok minőségi igényei miatt
- Létesítménye javult környezeti szabályozással rendelkezik az eredeti telepítés óta
- Karbantartási képességei kibővültek, hogy összetettebb rendszereket is támogathassanak
Fontolja meg a golyóscsapágyakról minőségi egyszerű csapágyakra való visszatérést, ha:
- A szennyeződéshez kapcsolódó csapágyhibák ismétlődve előfordulnak a tömítések ellenére
- A régebbi kivágó sablonok igazítási problémái a golyóscsapágyak felgyorsult kopását okozzák
- A tényleges gyártási sebesség alacsonyabb, mint eredetileg feltételezték
- A karbantartási erőforrások nem elegendők a golyóscsapágyak szükséges gondozásának fenntartásához
A hajtómű-alkalmazásokban a vezérlőcsapágy és a csúszócsapágy közötti választás hasznos párhuzamot jelent. A mérnökök ott a tényleges üzemeltetési körülmények alapján döntenek – nem elméleti fölény alapján. Alkalmazza ugyanezt a realitásorientált megközelítést az ön kivágó sablonvezető rendszerére is.
A megfelelő szerszámszállítóval való együttműködés
Íme a valóság, amelyet a tapasztalt sablonkészítők ismernek: a csúszócsapágy alkalmazása messze túlmutat az egyszerű mozgásirányításon. Az irányító rendszer integrálódik az ütő és a kivágó sablon igazításába, a leválasztó mechanizmusokba, az anyagbefogó rendszerekbe és az egész sablon szerkezeti integritásába. A csúszócsapágyak optimalizálása elszigetelten, ezek figyelmen kívül hagyásával, eredményeit korlátozza.
Ez az integrált megközelítés magyarázza meg, hogy miért fontos a vezetőcsapágyak kiválasztására figyelmet fordítani a sablontervezés során – ne csak a gyártás végén legyen utólagos gondolat. A CAE szimulációs eszközök előre jelezhetik a vezetőrendszer viselkedését a tényleges üzemeltetési terhelések alatt, és azonosíthatják a lehetséges problémákat még a fémmegmunkálás megkezdése előtt. A megfelelő elemzés igazolja, hogy a választott vezetőtechnológia a várt módon fog működni a konkrét sablonarchitektúrában.
Olyan autóipari sajtóalkalmazásoknál, ahol a tűrések szigorúak és a gyártási mennyiségek magasak, az olyan beszállítókkal való együttműködés, akik ezt a komplex megközelítést ismerik, mérhető előnyöket jelent. Shaoyi IATF 16949 tanúsítvánnyal rendelkező sajtósablon-megoldásai a megfelelő vezetőrendszer-kialakítást fejlett CAE szimulációval ötvözik, így érvényesítik a terveket a prototípusgyártás megkezdése előtt. Az ő 93%-os első próba elfogadási arányuk a mérnöki szigorúságról tanúskodik, amely a vezetőcsapágy-kiválasztástól egészen a teljes sablonrendszer optimalizálásáig tart.
Akár nagysebességű, precíziós golyóscsapágyas vezetőket ad meg, akár erős sima csapágyakat választ szennyezett környezetekhez, az alapelve mindig ugyanaz marad: a vezetőcsapágy teljesítménye csak annyi, amennyi a teljes sablonmérnöki támogatás lehetővé tesz. Illessze vezetőválasztását a tényleges üzemeltetési körülményekhez, ellenőrizze a döntést megfelelő elemzéssel, és olyan beszállítókkal együttműködve dolgozzon, akik értik, hogy a szerszámok kiválóságához minden alkatrészre figyelmet kell fordítani – beleértve az orsót védő vezetőcsapágyakat is.
Gyakran Ismételt Kérdések Golyóscsapágyas és Sima Vezetőcsapágyakról
1. Mi a különbség a csapágy és a golyóscsapágy között?
Egy csapágybél egy egyszerű hüvely, amely sima csúszófelületet biztosít a tengely mozgásához, míg a golyóscsapágy gördülőelemeket (golyókat) használ a surlódás csökkentésére, amelyeket futópályák foglalnak el. A csapágybélések a csúszóérintkezésre támaszkodnak, és jobban alkalmazhatók szennyezett környezetben, alacsonyabb sebességeknél és ütőterheléseknél. A golyóscsapágyak lényegesen alacsonyabb súrlódást nyújtanak – akár 90%-kal kevesebbet –, így ideálisak olyan nagysebességű alkalmazásokhoz, amelyek meghaladják a 200 SPM-et, ahol a hőelvezetés fontos szempont. A választás a konkrét üzemeltetési feltételektől függ, beleértve a sebességet, terhelést, környezeti viszonyokat és karbantartási lehetőségeket.
2. Mikor kell golyóscsapágyas vezetőket használni sima csapágybélések helyett?
Golyóscsapágyas vezetőket akkor válasszon, ha az alkalmazás nagy sebességű progresszív sablonokat foglal magában, amelyek percről percre 150–200 ütésnél többet végeznek, al-milliárnyi ismétlődő pozícionálást igényelnek, tiszta vagy szabályozott környezetben működnek, és sima, egyenletes terhelést jelentenek, nem pedig nagy erejű ütéseket. A golyóscsapágyak kiemelkednek a hosszú távú termelési ciklusok során, ahol szuperiort pontosságuk és csökkentett súrlódásuk indokolja a magasabb kezdeti költségeket. Ugyanakkor nem alkalmasak szennyezett környezetekre, erős rezgésekkel járó kivágó műveletekre vagy olyan alkalmazásokra, ahol a megfelelő igazítás nem tartható fenn.
3. Milyen előnyei vannak a bronzcsészéknek más vezető típusokhoz képest?
A bronz csapágyak századokon át bizonyított megbízhatóságot kínálnak a sikeres ipari alkalmazás során. Főbb előnyök közé tartozik a kiváló hővezető-képesség a hőelvezetés érdekében, a természetes korrózióállóság védőoxid-réteg képződésén keresztül, kiváló ütőterhelés-ellenállás nehéz kivágó sablonokhoz, valamint a jó megmunkálhatóság egyedi illesztésekhez. Öntisztító hatású, grafitot tartalmazó bronz változatok csökkentik a karbantartási igényeket. A bronz ideális alacsony sebességű, 100 ütem/perc alatti sablonokhoz, olyan alkalmazásokhoz, ahol a szennyeződés elkerülhetetlen, valamint olyan környezetekhez, ahol korrózióállóság szükséges. A fő korlátok a súly és a sebességhatár, ha modern alternatívákkal hasonlítjuk össze.
4. Hogyan számolhatom ki a vezetőcsapágyak teljes tulajdonlási költségét?
A teljes tulajdonlási költség a vételáron túlmutat, és magában foglalja a szerelési munkát (golyóscsapágyak esetén a szerelési idő 2-3-szor hosszabb, mint csúszóbushings esetén), az élettartam alatt felmerülő karbantartási költségeket, a cseréköltségeket, valamint a tervezetlen leállásokból eredő termelési veszteségeket. Egy olcsóbb csúszócsapágy, amelyet hat havonta kell cserélni, többe kerülhet, mint egy prémium megoldás, amely három évig tart. Vegye figyelembe karbantartó csapatának képességeit – összetett golyóscsapágy-rendszerek, amelyek pontos kenési ütemtervet igényelnek, akkor nem teljesítenek megfelelően, ha nincs folyamatosan biztosítva a megfelelő karbantartás. Az IATF 16949 minősítéssel rendelkező beszállítók, mint például a Shaoyi, segítenek csökkenteni a teljes költségeket a pontossági gyártástechnológián keresztül, amely meghosszabbítja az alkatrészek élettartamát.
5. Átalakíthatom-e sablonszerszámomat csúszóbushingról golyóscsapágyas vezetőkre?
Igen, de a visszajelzéshez gondos értékelés szükséges. Golyóscsapágyakra történő frissítést akkor végezzen, ha a gyártási sebességek meghaladták az eredeti specifikációkat, hőproblémákat okozva, pontosabb mérethűségi követelmények léptek fel, javultak a környezeti feltételek, vagy bővült a karbantartási kapacitás. Ugyanakkor fontolja meg a minőségi csúszóbushre való áttérést, ha ismétlődő szennyeződés okozta hibák lépnek fel, régebbi sablonbakok igazítási problémái miatt fokozódik a kopás, a tényleges sebességek alacsonyabbak a vártaknál, vagy korlátozottak a karbantartási erőforrások. Mindig ellenőrizze, hogy a meglévő sablon geometria képes-e eltérő vezetőalkatrészek méreteinek befogadására, és hogy elérhetők-e az igazítási tűrések.