 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autóülés vázak alakítása: Gyártási technológiák és könnyűsúlyú tendenciák
TL;DR
A gépjármű-ülésvázak sajtolása egy precíziós gyártási folyamat, amely nagy tonnás progresszív és átviteli sablon technológiákat (általában 100–1200+ tonna) használ strukturális járműalkatrészek előállítására nagy szilárdságú anyagokból. Mivel a gépjárműipar az elektromos járművek (EV) felé mozdul el, a hangsúly elsődlegesen a súlycsökkentés —a hagyományos acél kiváltására került fejlett nagyszilárdságú acélokkal (AHSS), alumíniummal és magnéziumötvözetekkel, hogy meghosszabbítsák az akkumulátor hatótávolságát anélkül, hogy biztonsági kompromisszumot kötnének.
A modern ülésvázgyártás már nem csupán a fémalakításról szól; szükség van huzalhajlítás, csőgyártás és összetett szerelési módszerek, például lézeres hegesztés integrálására. A gyártóknak és a Tier 1 szintű beszállítóknak sikerük attól függ, hogy kiválasztják-e a megfelelő gyártási eljárást – egyensúlyt teremtve a progresszív kihajtás sebessége és az átviteli rendszerek anyaghatékonysága között – miközben szigorú biztonsági előírásoknak, mint például az FMVSS és az IATF 16949 szabványoknak is megfelelnek.
A kulcstechnológiák: Progresszív vs. Átviteli kihajtás
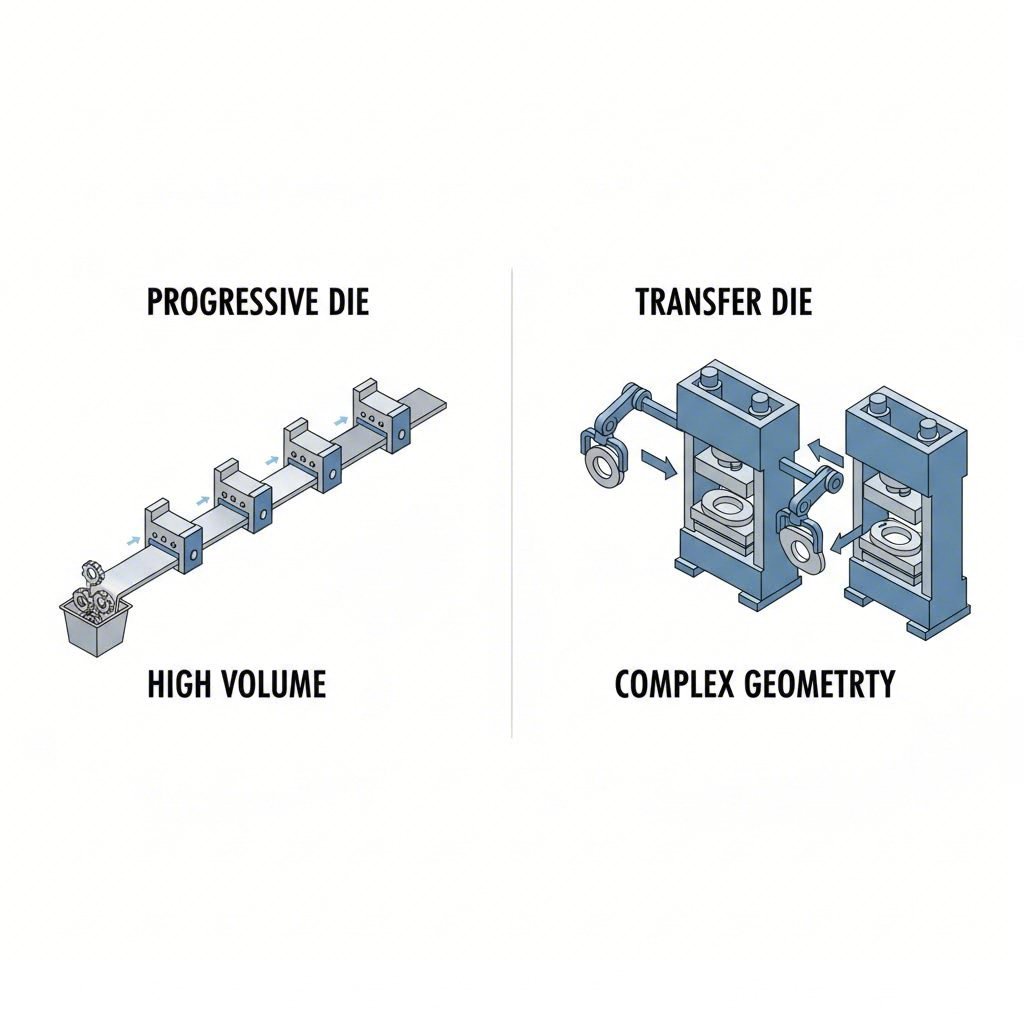
A progresszív és átviteli kihajtó sablon közötti választás az alapvető mérnöki döntés az ülésváz-gyártás során. Ez a döntés határozza meg a szerszámköltségeket, a gyártási sebességet és az alkatrész-bonyolultságot.
Progresszív nyomtatás a nagy sorozatú, kisebb alkatrészek iparági szabványa. Ezen eljárás során egy folyamatos fémszalagot vezetnek végig egyetlen sajtón belül több munkaállomáson. A sajtó minden ütése más-más műveletet hajt végre—vágás, hajlítás, kovácsolás—addig, amíg a kész alkatrész az utolsó állomáson leválasztódik a szalagról. Ez a módszer ideális olyan alkatrészek előállításához, mint a dőlőgyűrűk, vezető sín, és csatlakozó konzolok ahol a sebesség elsődleges fontosságú.
Átviteli ütés , ellentétben azzal, nagyobb, mélyebb vagy összetettebb alkatrészek esetén szükséges, amelyek nem maradhatnak hordozósínen. Itt mechanikus ujjak vagy robotkarok mozgatják az egyedi alkatrész-alapanyagokat különböző sajtóállomások között. Ezt a módszert általában jelentős szerkezeti elemekhez használják, mint például mélyhúzott üléslapok, oldalkeretek és vastagfalú emelkedők . Bár lassabb a progresszív sajtolásnál, nagyobb szabadságot biztosít az összetett geometriákhoz, és csökkenti az anyagveszteséget—ez kritikus tényező drága könnyű ötvözetek felhasználása esetén.
| Funkció | Progresszív nyomtatás | Átviteli ütés |
|---|---|---|
| Legjobban alkalmas | Kis és közepes alkatrészek (Tartók, Sínek, Gyűrűk) | Nagy szerkezeti alkatrészek (Ülőlapok, Oldalvázak) |
| Sebesség | Magas (Folyamatos anyagbefogás) | Közepes (Alkatrészkezelés szükséges) |
| Anyaghulladék | Magasabb (szállítósáv szükséges) | Alacsonyabb (Optimális anyagkihasználás) |
| Szerszámköltség | Magas Kezdeti Beruházás | Általában alacsonyabb, de a sajtolóprés költsége magasabb |
| Bonyolultság | Korlátozott a sztrippelek csatlakoztatása miatt | Nagy geometriai rugalmasság |
Anyaginnováció: A könnyűsúlyú anyagok iránti igény
Az elektromos járművek hatótávjának növelésére és a CO2-kibocsátás csökkentésére irányuló kötelezettség forradalmasította az ülés szerkezetek anyagválasztását. A gyártók egyre inkább elmozdulnak a lágyacéloktól olyan anyagok felé, amelyek magasabb szilárdság-súly arányt kínálnak.
Az erősített nagy szilárdságú acélok (AHSS) és az UHSS jelenleg dominánsak. Olyan fajták, mint a kettős fázisú (DP) és a deformáció által kiváltott alakváltozási képességű (TRIP) acélok lehetővé teszik a mérnökök számára, hogy vékonyabb lemezeket használjanak anélkül, hogy csökkennene a balesetbiztonság. A vezető gyártók, mint például a Proma Group, szabadalmaztatott egylépcsős sajtolási eljárásokat alkalmaznak, hogy ezekből a nehéz anyagokból erős ülőlap- és háttámla-kereteket készítsenek.
Alumínium- és magnéziumötvözetek a következő határterületet jelentik. Az alumínium keretek akár körülbelül 28%-os tömegcsökkentést is elérhetnek a acélhoz képest, míg a magnézium akár 35%-os megtakarítást is biztosíthat. Ezek az anyagok azonban gyártástechnológiai kihívásokat is felvetnek, például növekedett rugózást és speciális kenési igényt. Ezekkel a kihívásokkal gyakran szervohajtású sajtók segítségével lehet megfelelni, amelyek programozhatóan tudják állítani az ütődarab sebességét a húzás folyamata során, hogy megelőzzék a repedések kialakulását.
A sajtoláson túl: szerelés és alkatrész-integráció
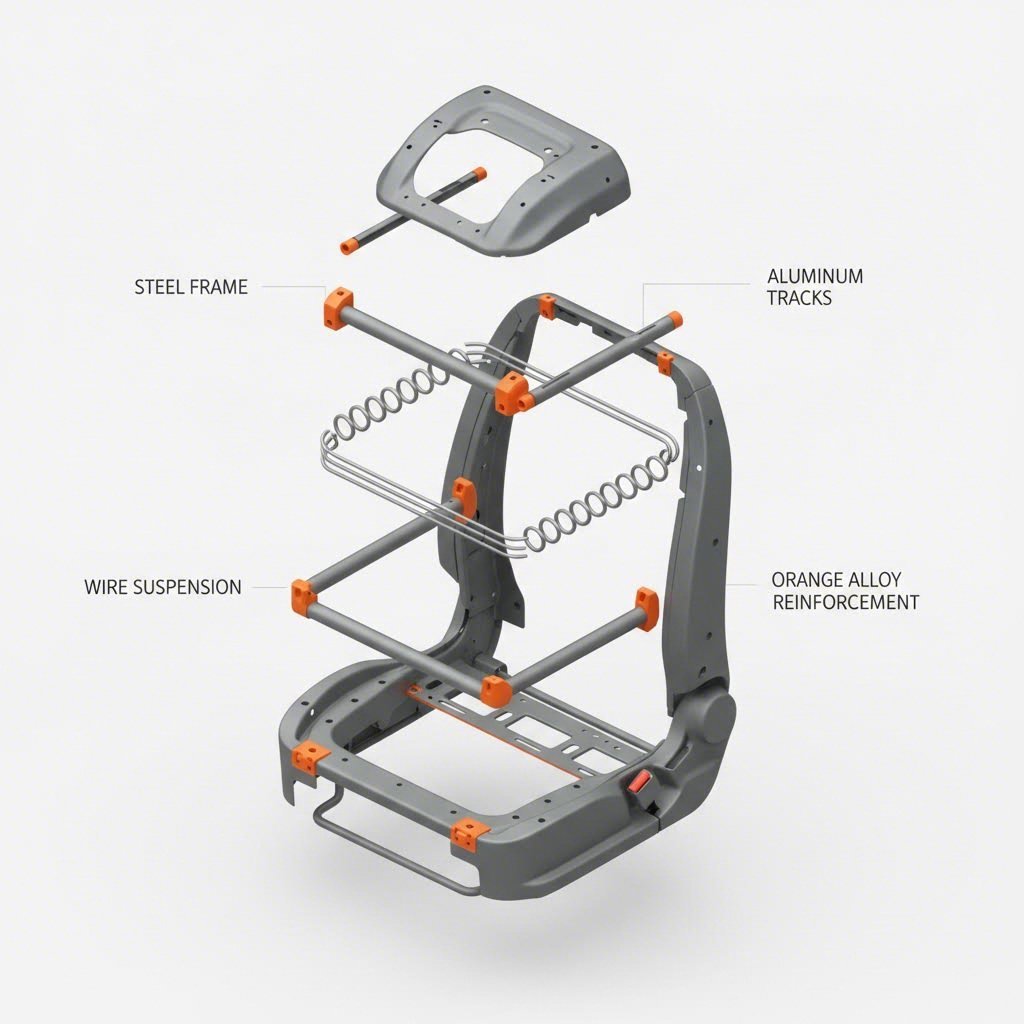
A sajtolt fémalkatrész ritkán a végső termék. A modern gépjárművek ülései teljesen integrált szerelvények szállítását igénylik. A Guelph Manufacturing és a Hatch Stamping jellegű beszállítók rendszerintegrátorrá fejlődtek, amelyek sajtolt alkatrészeket kombinálnak huzalformákkal és csöves szerkezetekkel.
- Csőhajlítás és huzalformázás: Az ülésstruktúrák gyakran hajlított csöves vázakra támaszkodnak a háttámlákhoz, valamint huzalformákra a felfüggesztési matracokhoz. Ezeket a folyamatokat szinkronizálni kell a sajtolási műveletekkel a megfelelő illeszkedés érdekében.
- Kötési technológiák: Az eltérő anyagok használata (például acél sínek összekapcsolása alumínium tartályokkal) egyes alkalmazásokban elégtelenné tette a hagyományos pontvarratást. A gyártók egyre inkább alkalmazzák a MIG- hegesztést, lézerhegesztést és mechanikus rögzítést annak érdekében, hogy biztosítsák az eltérő fémes anyagok közötti szerkezeti integritást.
- Mechanizmus-integráció: A váznak összetett elektromechanikus rendszereket kell befogadnia, beleértve a emelőfékeket, kézi és motoros ülésfutópályákat, valamint dőlőmechanizmusokat . A precíziós sajtolás itt kritikus; akár a üléssín mikronnál nagyobb eltérései is zajhoz, rezgéshez és ridegséghez (NVH) vezethetnek a végső járműben.
Minőségbiztosítás és folyamatoptimalizálás
Biztonságkritikus alkalmazásokban, mint az autóülések esetében, a hibák megelőzése elengedhetetlen. A minőség már a prés acélba ütése előtt kezdődik. A Henli Machine által részletezett pneumatikus nyomókaros és vezetőkaros rendszerekkel ellátott precíziós tekercseltető gépek kulcsfontosságú szerepet játszanak. Ezek a funkciók megakadályozzák az anyag szétnyílását, és védelmet nyújtanak a tekercs felülete ellen, hogy ne keletkezzenek karcolások – olyan hibák, amelyek esztétikai visszautasításhoz vagy szerkezeti fáradáshoz vezethetnek.
Véges elemes analízissel (FEA) egy másik lényeges eszköz, amelyet a legjobb beszállítók használnak a sajtolási folyamat szimulálására a szerszámok elkészítése előtt. A végeselemes analízis (FEA) segítségével az mérnökök előre jelezhetik a falvastagság csökkenését, redőzódást és rugóhatást, így a sablon kompenzálása már a tervezési fázisban megtörténhet, ahelyett, hogy költséges próbálgatásokra lenne szükség a gyártóhelyen.
Amikor gyártási partnert választ, a tanúsítvány az alapkövetelmény. Olyan beszállítókat keressen, akik rendelkeznek A szövetek tanúsítvány, amely garanciát nyújt a szigorú gépjárműipari minőségirányítási szabványok betartásához. Továbbá alapvető fontosságú a fejlesztés és a gyártás közötti űr áthidalásának képessége. Az olyan gyártók számára, akik rugalmasságra törekszenek, A Shaoyi Metal Technology komplex alakítási megoldásokat kínál amelyek gyors prototípusgyártásból indulva (50+ alkatrész öt napon belüli szállításáig) képesek nagy sorozatgyártásra 600 tonnás sajókon, így biztosítva, hogy a tervezés megvalósíthatósága a program korai szakaszában legyen ellenőrizve.
A jövő üléseinek tervezése
Az autóülés vázszerkezet piaca folyamatosan változik, egyre inkább elmozdulva az egyszerű fémbetekesedéstől a korszerű strukturális mérnöki megoldások felé. Ahogy a járművek önvezetővé és elektromossá válnak, az ülés egyre inkább autas élmény középpontjává válik, ami könnyebb súlyt, magasabb biztonságot és nagyobb funkcionalitást követel meg. A mérnökök és beszerzési vezetők célja, hogy olyan gyártókkal építsenek kapcsolatot, akik nem csupán sajókapacitással rendelkeznek, hanem komplex ismeretekkel is bírnak az anyagtudomány, illesztési technológiák és precíziós minőségirányítás terén.
Gyakran Ismételt Kérdések
1. Mi a különbség a progresszív és a transzfer sablonos sajtolás között az ülésvázak gyártása során?
A progresszív sablonos sajtolás folyamatos fémszalagot vezet több munkaállomáson keresztül, így gyorsabb, és kisebb alkatrészekhez, például konzolokhoz és csatlakozókhoz ideális. A transzfer sablonos sajtolás egyedi, kivágott lemezeket mozgat az állomások között, amely nagyobb, mélyhúzású alkatrészekhez, mint az üléslapok és oldalsínek, valamint összetett alakítási műveletekhez alkalmasabb.
2. Miért használnak magnéziumot gépjármű-ülésvázakhoz?
A magnézium elsősorban kiváló szilárdság-súly arányáért került be a felhasználásba. Körülbelül 33%-kal könnyebb az alumíniumnál és 75%-kal könnyebb az acélnál, így ideális választás elektromos járművek hatótávjának növelésére. Azonban speciális öntési vagy sajtolási eljárásokat igényel egyedi anyagtulajdonságai miatt.
3. Kik a legnagyobb globális gyártói a gépjármű-ülésszerkezeteknek?
A gépjárművek ülésgyártásának iparágában jelentős szereplők a Lear Corporation, az Adient, a Faurecia (Forvia), a Toyota Boshoku, a Tachi-S és a Magna International. Ezek a vállalatok általában első szintű beszállítóként működnek, teljes ülésrendszereket szállítva az OEM-eknek.