 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autóipari sablon életciklus-kezelés: Alapvető stratégiák

TL;DR
A járműipari sablon-életciklus-kezelés egy átfogó folyamat, amely a sablon teljes élettartamának felügyeletét jelenti, a tervezéstől és gyártástól kezdve a használaton, karbantartáson, tároláson át egészen az ártalmatlanításig. Ez a módszeres megközelítés a szerszám termelőképes élettartamának maximalizálására, a termékminőség javítására, a gyártási hatékonyság növelésére és a teljes birtoklási költség jelentős csökkentésére irányul. Az eredményes kezelés a proaktív karbantartási eljárásokon és speciális technológiák, például Raktározási Információs Rendszerek (WMS) és szerszámnyomkövető szoftverek alkalmazásán alapul.
A járműipari sablon-életciklus-kezelés meghatározása
Az autóipari sablon életciklus-kezelése egy stratégiai és szisztematikus megközelítés, amely a kihúzó sablon minden létezési szakaszát felügyeli. Ez messze túlmutat az egyszerű tároláson és javításon, magában foglalva egy átfogó folyamatot, amely tartalmazza a kezdeti tervezést, beszerzést, aktív termelési felhasználást, ütemezett karbantartást, technológiai nyomon követést, valamint a végleges selejtezést. Az alapvető cél az, hogy a sablont egy egyszerű berendezésről egy magas szinten menedzselt eszközzé alakítsa, biztosítva, hogy a működési élettartama során maximális értéket hozzon.
Ez a menedzsment terület kritikus fontosságú a nagy kockázatú autóipari szektorban, ahol a pontosság, megbízhatóság és hatékonyság elsődleges szempont. A rosszul kezelt sablonok közvetlen oka jelentős pénzügyi veszteségeknek. Erről részletesen szól egy útmutató, amelyet a Phoenix Group , a nem megfelelő sablonkarbantartás minőségi hibákat eredményezhet a gyártás során, ami viszont növeli a szortírozási költségeket, emeli a selejtarányt, és megnöveli a hibás alkatrészek ügyfeleknek történő szállításának kockázatát – potenciálisan drága visszahívásokhoz és a márka reputációjának károsodásához vezethet.
Egy jól strukturált életciklus-terv, hasonlóan a általános berendezés életciklus-tervekhez, négy fő szakaszból áll: tervezés, beszerzés, karbantartás és selejtezés. Az autóipari sablonok kontextusában ez optimális szerszámtervezést, szakértő gyártóktól történő beszerzést, szigorú karbantartási ütemterv bevezetését és egyértelmű elhasználódási stratégiát jelent. A javak számottevőek és közvetlenül hatással vannak a végeredményre, ideértve a javított berendezés megbízhatóságot, az előre nem látható meghibásodások jelentős csökkentését, valamint a költséges eszközök működési élettartamának meghosszabbítását.
Hasonlítsa össze az irányított életciklust az irányítatlan életciklussal. Formális rendszer hiányában a sablonjavítás gyakran reaktívvá válik, és csak akkor foglalkozik problémákkal, amikor azok már termelésleálláshoz vezettek. Ez nyomógép-idő elvesztéséhez, költséges sürgősségi javításokhoz és alkatrészváltozatok bevezetéséhez vezet, amelyek zavarhatják a lefelé irányuló szerelési folyamatokat. Egy proaktív életciklus-stratégia, szakértő partnerek támogatásával, biztosítja, hogy minden sablon optimálisan teljesítsen, futásról futásra. Például olyan vállalatok, mint Shaoyi (Ningbo) Metal Technology Co., Ltd. speciálisak precíziós, egyedi kivágó sablonok gyártásában, és minőségi alapot biztosítanak, amely elengedhetetlen a hosszú és termelékeny szerszáméletciklushoz.
Kulcsfontosságú rendszerek és technológiák a modern sablonkezelésben
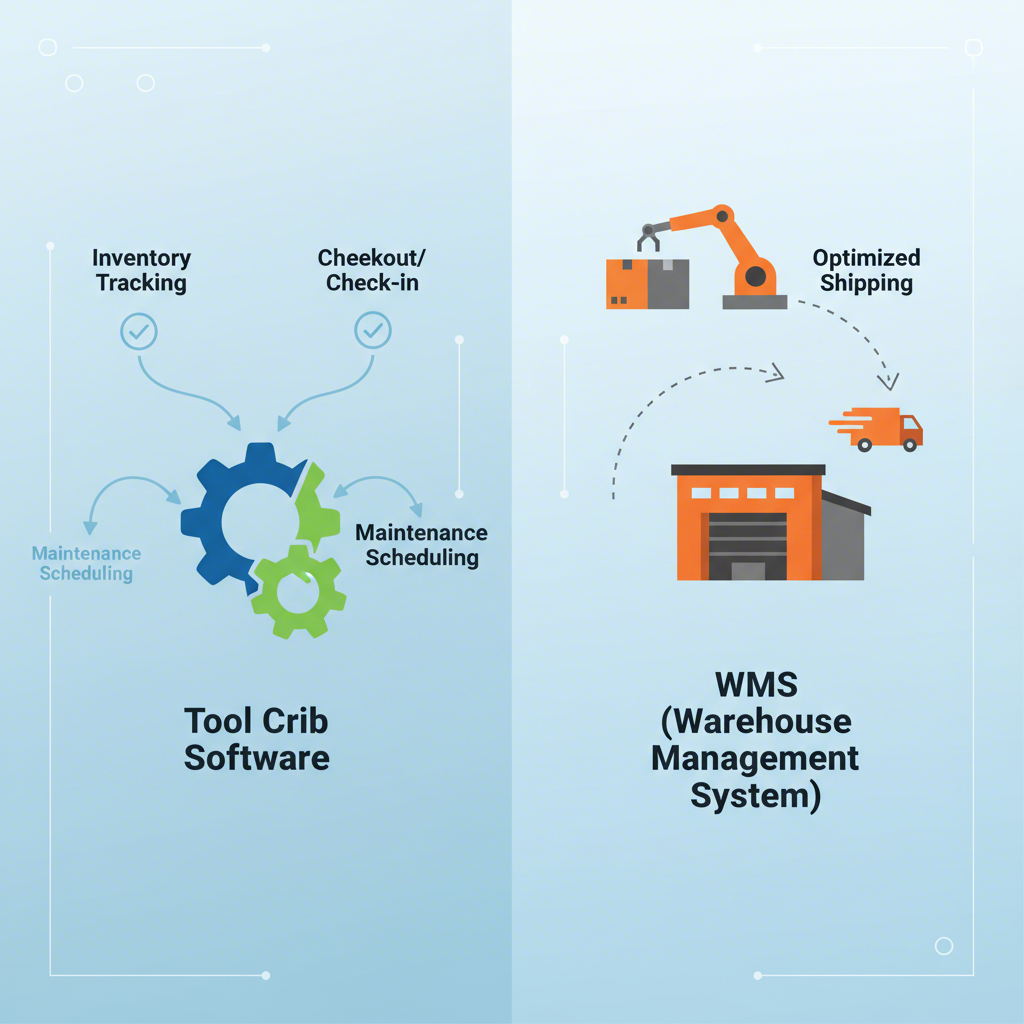
A modern járműipari sablonéletciklus-kezelés nagymértékben kizárólagosan támaszkodik a szükséges szintű irányítás és hatékonyság eléréséhez kifinomult szoftverekre és hardverekre. A kézi nyomon követés és papíralapú rendszerek már nem elegendőek a mai gyártási környezetek összetettségéhez. Ehelyett a gyártóüzemek egyre inkább speciális technológiákra, például eszköztár-kezelő szoftverekre és raktárkezelő rendszerekre (WMS) támaszkodnak a követés, tárolás és karbantartási ütemezés automatizálása érdekében, így minimalizálva az emberi hibákat, és értékes adatmegállapításokat biztosítva.
Az eszköztár-kezelő szoftver központi idegrendszerként működik minden sablon helyének, állapotának és használati előzményeinek nyomon követésében. Ahogyan azt a Advanced Technology Services (ATS) , ezek a rendszerek valós idejű készletnyilvántartást biztosítanak, gyakran RFID vagy vonalkód-olvasás segítségével automatizálva a be- és kijelentkezési folyamatokat. Ez biztosítja, hogy a technikusok gyorsan megtalálhassák a megfelelő szerszámot, és ellenőrizni tudják annak használatra kész állapotát. A szoftver automatikus értesítéseket generál a tervezett karbantartásokhoz, valamint múltbeli használati kimutatásokat készít, amelyek segítenek a szerszámigény előrejelzésében és a készletszint optimalizálásában.
A raktárkezelő rendszerek (WMS) kifejezetten a nehéz, csoportosított formák fizikai tárolásának és visszakeresésének automatizálására lettek kialakítva. Egy ilyen WMS-t például egy olyan szolgáltatótól Konecranes egy automatizált markolódarukat vezérlő rendszer, amely a sajtolóformák raktárának kezelését végzi. Optimalizáló algoritmusokat használ a leghatékonyabb tárolási helyek és a forma-cserék sorrendjének meghatározásához, jelentősen csökkentve ezzel a átállási időt. Ezek a rendszerek integrálhatók Automatizált Irányítású Járművekkel (AGV-k) és szállítószalagokkal, hogy zökkenőmentes, teljesen automatizált formaforgalmat hozzanak létre a tárolóhely és a sajtoló között, növelve ezzel a biztonságot és a termelékenységet.
Ezek a technológiák, bár különbözőek, együttműködve egy összefüggő kezelési ökoszisztémát alkotnak. A szerszámosláda-szoftver a forma adatát és azonosítását kezeli, míg a raktárgazdálkodási rendszer (WMS) a fizikai helyét és mozgását irányítja. Az integráció teljes képet nyújt az eszköz életciklusáról, lehetővé téve az adatvezérelt döntéshozatalt, amely csökkenti a költségeket és javítja a kimenetet.
| TECHNOLOGIA | Elsődleges funkció | Főbb jellemzők |
|---|---|---|
| Szerszámosláda Kezelő Szoftver | Egyedi sajtolóformák és szerszámok adatainak és állapotának nyomon követése |
|
| Raktárkezelő rendszer (WMS) | Automatizált fizikai tárolás, kiválasztás és szállítás sablonok esetén. |
|
Részletes áttekintés a proaktív sablonkarbantartásról és -javításról
A proaktív karbantartás az autóipari sablon-életciklus-kezelés legfontosabb fázisa, amely közvetlenül befolyásolja az eszközök élettartamát, az alkatrészek minőségét és a sajtolóvonal termelékenységét. Ez egy szisztematikus ellenőrzési, javítási és optimalizálási folyamat, amelynek célja, hogy a potenciális hibákat még azelőtt kezelje, mielőtt azok termelésleálláshoz vezetnének. Az egyszeri javítási modellről a proaktív karbantartási kultúrára való áttérés elengedhetetlen minden modern sajtóüzem számára, amely költséghatékonyságot és megbízhatóság-javulást kíván elérni.
Egy elfoglalt sabiüzem egyik központi kihívása a munkák hatékony elsőbbségi sorrendjének meghatározása. A Phoenix Group egy adatokon alapuló "döntési fa" alkalmazását javasolja, amely rendszerezetten meghatározza, mely sabákat kell mikor kezelni. Ez a modell a munkamegbízásokat például a termelési igények, az ügyféligazgatás és a megtérülés szempontjai alapján rangsorolja. A legmagasabb prioritást azok a sabak kapják, amelyek "Nem gyártható" állapotot okoznak – vagyis a termelés leállt a sab meghibásodása vagy súlyos minőségi visszautasítások miatt. Az ezután következő prioritási szintek a minőségjavításra szoruló sabákat érintik, majd a folyamatos fejlesztési feladatok következnek, mint például az alakíthatóság javítása vagy mérnöki változtatások beépítése.
Ennek a folyamatnak az irányításához elengedhetetlen egy hatékony munkalaprendszer. Ez a rendszer rögzíti, nyomon követi és ütemezi az összes karbantartási tevékenységet, így fontos kommunikációs eszközzé válik. Rögzíti a kéréseket különböző forrásokból – minőségi panaszok, megelőző karbantartási ellenőrzések vagy műszaki változtatások –, valamint részletezi az alapvető problémát és az elvégzett korrekciós lépéseket. Egy jól karbantartott munkalap-előzményekből értékes adatbázis alakul ki, amely lehetővé teszi a csapatok számára ismétlődő hibák azonosítását, az előző javítások hatékonyságának követését, valamint hasonló szerszámok megelőző karbantartási tervének finomítását.
Az egyszerűsített karbantartási munkafolyamat bevezetéséhez gyártási elveket kell közvetlenül alkalmazni az sablonkészítő üzemben. Habár egy sablonkészítő üzem munkája változékonyabb, mint egy gyártósoré, a darabáramlási elvek adaptálhatók a sablonok javító területen keresztüli mozgásának javítására, csökkentve ezzel a fordulási időt. A cél a megfelelő munka elvégzése a megfelelő sablonon, a megfelelő időben.
- Adatvezérelt döntési fa bevezetése: Minden karbantartási és javítási munkát a termelésre, a minőségre és az ügyfél elégedettségére gyakorolt közvetlen hatása alapján kell elsőbbségi sorrendbe állítani, nem pedig a kényelem alapján.
- Használjon megbízható munkalap rendszert: Dokumentálja az összes javítási igényt, kövesse nyomon az előrehaladását, és rögzítse a megoldást. Használja ezt az adatot a tendenciák azonosítására és a jövőbeli hibák megelőzésére.
- Alkalmazza a Lean gyártási elveket: Alkalmazza például az egyszeri munkadarab-folyam elvét a sablonjavítási folyamat optimalizálására, minimalizálva az állási időket, és biztosítva, hogy az értéknövelt munka a lehető leghamarabb megkezdődhessen.
Az eszközélettartam és a teljes birtoklási költség maximalizálásának stratégiái
Az autóipari bélyeg életciklus-kezelésének legfőbb üzleti célja, hogy maximalizálja az egyes szerszámok termelő élettartamát, és csökkentse a teljes birtoklási költséget (TCO). Ehhez stratégiailag hosszú távú szemléletre van szükség, amely a bélyeget nem elhasználódó eszközként, hanem értékes, hosszú távú eszközként kezeli. Az összes döntést – a kezdeti tervezéstől egészen az utolsó újraélezésig – arra kell irányítani, hogy a kivonás előtt a lehető legtöbb minőségi alkatrészt lehessen előállítani a bélyegből.
Egy sikeres stratégia gyakran magában foglalja azt, amit a Tru-Edge nevezze el „teljes körű szerszámélettartam-kezelésnek”. Ez a komplex program lefedi a szerszám életútját az első használattól kezdve több alkalomnyi minősített újraélezésen keresztül egészen a selejtezésig és újrahasznosításig. Ennek az eljárásnak egyik kulcseleme a precíziós újraélezés, amely visszaállítja a kopott szerszám vágóéleit az eredeti specifikációknak megfelelően. A szakértői technikák alkalmazásával jelentősen növelhető az újraélezések száma, ami jelentősen meghosszabbítja a szerszám élettartamát, és lényeges költségmegtakarítást eredményez az új szerszámok beszerzéséhez képest.
A folyamat a kezdeti szerszámkialakítással kezdődik. Egy olyan sablon, amelyet a jövőbeni karbantartás szempontjait figyelembe véve terveztek meg, több újraélezésre is alkalmas lehet élettartama során. A szerszámgazdálkodási szakemberrel való együttműködés segíthet a gyártóknak hatékony programok bevezetésében az egész ciklus kezelésére. Ezek a partnerek kezelhetik a kopott szerszámok rendezésének összetett logisztikáját, árajánlatot készíthetnek az újraélezésekre, pontos előírások szerint elvégezhetik a munkát, majd visszaküldhetik azokat a termeléshez készen, gyakran Kanban-rendszert használva a felújított szerszámok folyamatos ellátása érdekében.
A teljes életciklus költségeire (TCO) való fókuszálással a gyártók a kezdeti beszerzési árról az eszköz által teljes élettartama alatt nyújtott összértékre helyezik a hangsúlyt. Ez a megközelítés figyelembe veszi a karbantartási költségeket, az állásidőt, a selejtarányokat és a felújításon keresztül elérhető meghosszabbított élettartam értékét. Ennek eredménye egy költséghatékonyabb és fenntarthatóbb gyártási működés.
- Dolgozzon együtt szerszámgazdálkodási szakemberrel: Használja ki a külső szakértelmet az eszközök osztályozásával, újraélezésével és logisztikájával kapcsolatos összetettségek kezelésében.
- Karbantartásra optimalizált tervezés: Együttműködés az sablonkészítő gyártókkal annak érdekében, hogy az új eszközök tervezése lehetővé tegye a maximális újraélezések számát.
- Teljesítménymutatók nyomon követése: Folyamatosan figyelje az eszközök teljesítményét, karbantartási előzményeit és újraélezési ciklusokat annak érdekében, hogy biztosítsa a minőségi előírások betartását és a teljes tulajdonlási költség (TCO) csökkentését.
- Kanban-rendszer bevezetése: Hozzon létre egy eszközrotációs és készletkezelési programot a készletek minimalizálása érdekében, miközben biztosítja, hogy felújított eszközök mindig rendelkezésre álljanak, amikor szükség van rájuk.
Gyakran Ismételt Kérdések
1. Mire használják az sablont az autóiparban?
Az autóiparban az sablon egy speciális szerszám, amelyet sajtolóprésben használnak lemezacél kivágására és formázására meghatározott alakzatokká. Ezt a folyamatot, amelyet autóipari sablonos sajtálásnak neveznek, széles körű alkatrészek nagy pontosságú és konzisztens gyártásához használják, beleértve a karosszériapaneleket, mint például a sárvédőket, motorháztetőket és ajtókat.
2. Mi az eszközök életciklus-kezelési tervének tartalma?
Az eszközök életciklus-kezelési terve egy stratégiai keretrendszer, amely az eszközök teljes élettartamán keresztüli kezelését szolgálja. Általában négy fő szakaszból áll: tervezés (kialakítás és kiválasztás), beszerzés, karbantartás (üzemeltetés és javítás), valamint selejtezés (leszerelés és helyettesítés). A cél az eszköz értékének és hatékonyságának maximalizálása, miközben minimalizálódnak a tulajdonlás teljes költségei.
3. Mi a szerszám- és sablonkészítés folyamata?
A szerszám- és sablonkészítés folyamata magas szintű szakértelmet igénylő munka, amely során a tömeggyártásban használt sablonokat, formákat, sablonokat és rögzítőeszközöket készítik el. Ez a folyamat pontosan vágó, alakító és formázó műveletekből áll kemény fémből készült szerszámok előállítása érdekében, amelyeket aztán anyagok, például fém vagy műanyag végső alkatrészekké történő sajtolására, kovácsolására vagy öntésére használnak.