 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

फ्लक्स कोर वेल्डर क्या है? अनुमान लगाए बिना वेल्डिंग शुरू करें

फ्लक्स कोर वेल्डर क्या है?
फ्लक्स कोर वेल्डर एक वायर-फीड वेल्डिंग मशीन है जो फ्लक्स से भरी हुई ट्यूबुलर वायर का उपयोग करती है। कई सेटअप में, यह फ्लक्स वेल्डिंग के दौरान शील्डिंग प्रदान करता है, इसलिए मशीन अक्सर अलग से गैस बोतल के बिना काम कर सकती है। यदि आपने खोज की है फ्लक्स कोर वेल्डर क्या है , तो यह सरल अंग्रेजी में उत्तर है।
फ्लक्स कोर वेल्डर एक वायर-फीड वेल्डर है जो ठोस वायर के बजाय खोखली फ्लक्स-कोर वायर का उपयोग करता है, जिससे अक्सर स्व-शील्डेड वायर के साथ गैसरहित वेल्डिंग संभव हो जाती है।
- मशीन प्रकार: वायर-फीड वेल्डिंग मशीन
- वायर का प्रकार: अंदर में फ्लक्स युक्त खोखली ट्यूबुलर वायर
- सबसे प्रसिद्ध लाभ: अक्सर बाहरी शील्डिंग गैस बोतल के बिना भी अच्छी तरह काम करता है
फ्लक्स कोर वेल्डर क्या है — सरल हिंदी में
इसे एक ऐसी मशीन के रूप में सोचें जो आपके वेल्डिंग के दौरान स्वतः ही वेल्डिंग तार को गन के माध्यम से फीड करती है। बड़ा अंतर खुद तार में है। मानक MIG के समान ठोस तार के बजाय, फ्लक्स कोर में फ्लक्स से भरा हुआ खोखला तार प्रयोग किया जाता है। दैनंदिन वार्तालाप में, फ्लक्स वेल्डर क्या है आमतौर पर इस प्रकार की तार-फीड सेटअप का ही उल्लेख होता है। यदि आप यह भी जानना चाहते हैं कि फ्लक्स कोर क्या है , तो यह उस फ्लक्स से भरे हुए नलीकाकार तार और उसके आधार पर विकसित वेल्डिंग विधि को संदर्भित करता है।
गैस की बोतल के बिना मशीन कैसे सुरक्षा (शील्डिंग) उत्पन्न करती है
जब आर्क तार को गर्म करता है, तो उसके अंदर का फ्लक्स प्रतिक्रिया करता है और गलित वेल्ड पूल को वायु प्रदूषण से बचाने के लिए सुरक्षा प्रदान करता है। यही कारण है कि स्व-शील्डेड फ्लक्स कोर का उपयोग बाहरी कार्यों और पोर्टेबल कार्यों के लिए लोकप्रिय है। वेल्डिंग संदर्भ UTI और AWS दोनों ही FCAW को एक तार-फीड आर्क वेल्डिंग विधि के रूप में वर्णित करते हैं जिसमें सुरक्षा के लिए फ्लक्स से भरे हुए तार का उपयोग किया जाता है। अतः जब लोग पूछते हैं फ्लक्स वेल्डिंग क्या है वे आमतौर पर उस शील्डिंग क्रिया और इसके पीछे की प्रक्रिया के बारे में पूछ रहे होते हैं।
लोग वेल्डर और FCAW को क्यों गड़बड़ कर देते हैं
यहाँ शुरुआती लोग उलझन में पड़ जाते हैं। वेल्डर वेल्डर FCAW या फ्लक्स-कोर्ड आर्क वेल्डिंग, वह प्रक्रिया है जो मशीन कार्यान्वित करती है। यह अतिव्यापन इसलिए है कि खोज जैसे फ्लक्स कोर वेल्डिंग क्या है और फ्लक्स कोर वेल्डर क्या है अक्सर एक ही चर्चा की ओर ले जाती हैं। नाम आपस में बदले जा सकने वाले लगते हैं, लेकिन वे बिल्कुल एक जैसे नहीं हैं। यह अंतर तब और भी महत्वपूर्ण हो जाता है जब आप समर्पित फ्लक्स-कोर इकाइयों की तुलना MIG मशीनों से करना शुरू करते हैं जो फ्लक्स-कोर्ड तार भी चला सकती हैं।

फ्लक्स कोर वेल्डर बनाम FCAW की व्याख्या
भ्रम इसलिए शुरू होता है क्योंकि ये शब्द एक ही चीज़ का अर्थ रखने जैसे लगते हैं, लेकिन ऐसा नहीं है। एक नाम उपकरण की ओर इशारा करता है। दूसरा नाम वेल्डिंग विधि की ओर इशारा करता है। यह अंतर तब महत्वपूर्ण होता है जब आप यह पता लगाने की कोशिश कर रहे होते हैं कि क्या आपको एक नई मशीन की आवश्यकता है, एक अलग तार की आवश्यकता है, या केवल सेटअप में परिवर्तन की आवश्यकता है।
फ्लक्स कोर वेल्डर बनाम एफसीएडब्ल्यू (FCAW) प्रक्रिया
यदि आप पूछ रहे हैं एफसीएडब्ल्यू (FCAW) वेल्डिंग क्या है , संक्षिप्त उत्तर सरल है। एफसीएडब्ल्यू (FCAW) का अर्थ is फ्लक्स कोर्ड आर्क वेल्डिंग , जो प्रक्रिया का नाम है। एक फ्लक्स कोर वेल्डर वह मशीन है जिसका उपयोग उस प्रक्रिया को करने के लिए किया जाता है। तकनीकी शब्दों में, एडब्ल्यूएस (AWS) एफसीएडब्ल्यू (FCAW) को एक अर्ध-स्वचालित या स्वचालित आर्क वेल्डिंग प्रक्रिया के रूप में परिभाषित करता है जिसमें फ्लक्स से भरा हुआ एक निरंतर आपूर्ति किया जाने वाला उपभोग्य इलेक्ट्रोड उपयोग किया जाता है।
इसीलिए मैनुअल, कक्षाएँ और वेल्डिंग चार्ट्स अक्सर एफसीएडब्ल्यू (FCAW) कहते हैं, जबकि ऑनलाइन सूचियों में सिर्फ 'फ्लक्स कोर वेल्डर' लिखा हो सकता है। अनौपचारिक बातचीत में, लोग इन दोनों के बीच की रेखा मिटा देते हैं। व्यवहार में, इन्हें अलग करना उपयोगी होता है: वेल्डर उपकरण है, और फ्लक्स कोर वेल्डिंग वह कार्य है जो यह उपकरण करता है।
फ्लक्स कोर तार के साथ एमआईजी (MIG) वेल्डर बनाम केवल फ्लक्स कोर यूनिट्स
यहाँ अधिकांश भ्रम के पीछे खरीदार का प्रश्न है। कुछ मशीनें मुख्य रूप से फ्लक्स-कोर तार के लिए बनाई गई हैं, जो अक्सर स्व-शील्डेड तार होती हैं। अन्य मशीनें MIG-शैली की तार-फीड मशीनें हैं जो सही ध्रुवता और फीडिंग भागों का समर्थन करने पर फ्लक्स-कोर तार भी चला सकती हैं। वेल्डगुरु के दिशा-निर्देश यह बताते हैं कि कई MIG वेल्डर ध्रुवता और ड्राइव-रोल सेटअप जैसे परिवर्तनों के साथ फ्लक्स-कोर तार का उपयोग कर सकते हैं। इसीलिए लोग खोज करते हैं mig फ्लक्स कोर या वाक्यांश का उपयोग करते हैं फ्लक्स कोर MIG वेल्डर .
एक समर्पित फ्लक्स-कोर-केवल इकाई आमतौर पर सरल होती है। एक संगत MIG मशीन अधिक लचीली होती है क्योंकि यह गैस के साथ ठोस तार और फ्लक्स-कोर तार के बीच स्विच कर सकती है, बिना दूसरे वेल्डर की आवश्यकता के। दोनों ही मामलों में तार गन के माध्यम से फीड होता रहता है। जो बदलता है, वह है तार का प्रकार, शील्डिंग विधि और मशीन सेटअप।
| मशीन प्रकार | शील्डिंग दृष्टिकोण | तार का प्रकार | लचीलापन | सामान्य उपयोग का मामला |
|---|---|---|---|---|
| केवल फ्लक्स-कोर इकाई | आमतौर पर तार के फ्लक्स से स्व-शील्डेड | फ्लक्स-कोर ट्यूबुलर तार | नीचे | बाहरी मरम्मत और पोर्टेबल कार्य |
| MIG मोड में MIG वेल्डर | बाह्य शील्डिंग गैस | ठोस तार | माध्यम | आंतरिक निर्माण और साफ वेल्ड |
| फ्लक्स-कोर मोड में संगत MIG वेल्डर | तार पर निर्भर करता है, अक्सर स्व-शील्डेड | फ्लक्स-कोर ट्यूबुलर तार | उच्च | उपयोगकर्ता जो एक वायर-फीड मशीन को कई सेटअप के लिए चाहते हैं |
| बहु-प्रक्रिया मशीन | चुनी गई प्रक्रिया पर निर्भर करता है | मोड पर निर्भर करता है | उच्चतम | ऐसी दुकानें या शौकिया उपयोगकर्ता जिन्हें कई वेल्डिंग विकल्पों की आवश्यकता होती है |
बहु-प्रक्रिया मशीनों का स्थान कहाँ है
बहु-प्रक्रिया मशीनें एक अतिरिक्त परत जोड़ती हैं। वे कोई नई प्रक्रिया नहीं बनाती हैं। वे केवल एक शक्ति स्रोत को तार-फीड वेल्डिंग और अन्य विधियों, अक्सर स्टिक और कभी-कभी TIG के बीच स्विच करने की क्षमता प्रदान करती हैं। अतः यदि आपके पास पहले से ही एक मशीन है, तो वास्तविक प्रश्न यह नहीं है कि फ्रंट पैनल पर क्या लिखा है। बल्कि यह है कि क्या मशीन समर्थन करती है फ्लक्स कोर वेल्डिंग सही ध्रुवता, तार के मार्ग और खपत योग्य सामग्री के साथ।
ये विवरण विपणन लेबल्स से अधिक महत्वपूर्ण हैं। एक मशीन कागज पर संगत हो सकती है, लेकिन यदि ड्राइव सिस्टम या टर्मिनल्स सही ढंग से सेट नहीं हैं, तो वास्तविक उपयोग में वह जटिल हो सकती है। यहीं पर मशीन के वास्तविक भागों का महत्व शुरू होता है, विशेष रूप से उन घटकों का, जो तार को मार्गदर्शन, पकड़ और ऊर्जा प्रदान करते हैं।
फ्लक्स कोर वेल्डिंग मशीन के भाग और तार के मूल तत्व
तार को मार्गदर्शन, पकड़ और ऊर्जा प्रदान करने वाले भाग आपका अधिकांश ध्यान आकर्षित करने योग्य हैं। एक फ़्लक्स कोर वेल्डिंग मशीन , एक साफ़ सेटअप आमतौर पर कुछ प्रमुख घटकों के एक साथ काम करने पर निर्भर करता है, न कि एक-दूसरे के विरुद्ध काम करने पर।
फ्लक्स कोर वेल्डिंग मशीन के प्रमुख भाग
कुल व्यवस्था किसी भी वायर-फीड वेल्डर के समान ही होती है। एक मूल भाग गाइड Arccaptain कई वायर मशीनों पर पाए जाने वाले समान मूल सिस्टम—बिजली स्रोत, वायर फीडर, गन और ग्राउंड क्लैंप—को उजागर करता है।
- शक्ति का स्रोत: वेल्डिंग धारा उत्पन्न करता है।
- गन और ट्रिगर: गन तार को निर्देशित करता है, और ट्रिगर तार फीड और वेल्डिंग आउटपुट शुरू करता है।
- केबल और लाइनर: केबल बिजली का संचरण करती है, जबकि लाइनर तार को फीडर से गन तक मार्गदर्शन प्रदान करता है।
- ग्राउंड क्लैंप: कार्य-टुकड़े को जोड़ता है और विद्युत परिपथ को पूरा करता है।
- तार स्पूल और फीडर: स्पूल इलेक्ट्रोड को धारण करता है, और ड्राइव रोल्स इसे आगे की ओर धकेलते हैं।
- कॉन्टैक्ट टिप: गन के सिरे पर तार का मार्गदर्शन करता है और इसमें विद्युत धारा का संचरण करता है।
- ध्रुवीयता टर्मिनल: आपको उपयोग किए जा रहे तार के अनुसार मशीन को कनेक्ट करने की अनुमति देता है।
- नॉज़ल या डिफ्यूज़र: यह कुछ सेटअप पर मौजूद हो सकता है, विशेष रूप से जहाँ शील्डिंग गैस शामिल होती है।
उचित फ्लक्स कोर तार और संपर्क टिप का चयन करना
यदि आप पूछ रहे हैं फ्लक्स कोर तार क्या है , यह एक खोखला नलीकार इलेक्ट्रोड है जिसमें फ्लक्स भरा होता है। कुछ फ्लक्स कोर वेल्डिंग तार स्व-शील्डेड होते हैं, अर्थात् ये अपनी सुरक्षात्मक गैस स्वयं उत्पन्न करते हैं। अन्य प्रकार के तार गैस-शील्डेड होते हैं और इन्हें बाहरी गैस की आवश्यकता होती है। खरीदार कभी-कभी अव्यवस्थित खोज शब्दों जैसे वायर फ्लक्स कोर , फ्लक्स कोर मिग वायर , या वेल्डिंग वायर फ्लक्स कोर , के सामने भी आ जाते हैं, लेकिन खरीद निर्णय वास्तव में शील्डिंग प्रकार, तार के व्यास और मशीन संगतता पर निर्भर करता है।
संपर्क टिप (टिप) का महत्व अनेक शुरुआती उपयोगकर्ताओं द्वारा समझे जाने से कहीं अधिक है। निर्माता व्याख्या करता है कि टिप के दो कार्य होते हैं: तार को मार्गदर्शन प्रदान करना और वेल्डिंग धारा का संचरण करना। उसी स्रोत के अनुसार, ट्यूबुलर तारों को आमतौर पर मानक या थोड़ा बड़े आकार के टिप्स के साथ सबसे अच्छी तरह से फीड किया जाता है, क्योंकि बहुत कसे हुए टिप से फीडिंग बल में वृद्धि, तार के मुड़ने (बकलिंग) और बर्नबैक की संभावना बढ़ जाती है। एक बहुत ढीला टिप तार को भटकने दे सकता है और चाप को कम स्थिर बना सकता है।
स्पूल संगतता भी महत्वपूर्ण है। ऐसी स्पूल शैली का उपयोग करें जिसे आपकी मशीन धारण करने और सुचारू रूप से फीड करने के लिए डिज़ाइन किया गया हो। छोटे स्पूल बल्क पैकेजों की तुलना में तार को अधिक कैस्ट (वक्रता) प्रदान करते हैं, जिससे तार के टिप और लाइनर के माध्यम से गुजरने की सुगमता प्रभावित हो सकती है।
ड्राइव रोल्स, ध्रुवता और फीड सिस्टम के मूल तत्व
मिलर नोट करता है कि स्व-शील्डेड फ्लक्स कोर तार यह ठोस तार की तुलना में नरम होता है, जिसी कारण खुरदुरे (नक्काशीदार) ड्राइव रोल्स की आमतौर पर सिफारिश की जाती है। ये तार को दबाए बिना और उसके विकृत होने के बिना पकड़ते हैं, जबकि मानक रोल्स ऐसा कर सकते हैं। उसी मार्गदर्शन में यह भी बताया गया है कि स्व-शील्डेड फ्लक्स-कोर वेल्डिंग में आमतौर पर डीसी इलेक्ट्रोड नेगेटिव का उपयोग किया जाता है, और ध्रुवीयता के कनेक्शन अक्सर मशीन के अंदर ड्राइव रोल्स के निकट स्थित होते हैं। फिर भी, विशेष रूप से स्व-शील्डेड और गैस-शील्डेड के बीच स्विच करते समय, तार के लेबल या मशीन के चार्ट पर ध्रुवीयता की पुष्टि सदैव कर लें। फ्लक्स कोर वेल्डिंग तार .
जब स्पूल, रोल्स, लाइनर, टिप और ध्रुवीयता सभी एक-दूसरे से मेल खाते हैं, तो मशीन भरोसेमंद ढंग से काम करना शुरू कर देती है। यह वह क्षण है जब आर्क स्वयं को समझना आसान हो जाता है, क्योंकि ट्रिगर को दबाने पर हर बार एक ही घटनाश्रृंखला प्रारंभ होती है।
फ्लक्स कोर वेल्डिंग कैसे काम करती है
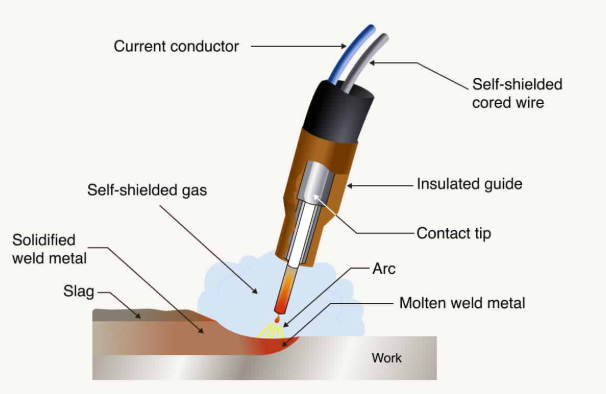
एक उचित रूप से लोड की गई वायर-फीड मशीन के ट्रिगर को खींचें और क्रम तेज़ी से होता है। वायर गन के माध्यम से आगे बढ़ता है, विद्युत धारा इसे सक्रिय करती है, और वायर तथा कार्य-टुकड़े के बीच एक आर्क बनता है। यह आर्क नलीकार वायर और आधार धातु दोनों को एक साथ पिघला देता है, जिससे वेल्ड पूल बनता है। फ्लक्स कोर आर्क वेल्डिंग में, वायर के अंदर भरा हुआ फ्लक्स ऊष्मा के अधीन होने पर प्रतिक्रिया करता है और उस द्रवित पूल को चारों ओर की वायु से सुरक्षित रखने में सहायता करता है। यही मूल कारण है कि फ्लक्स कोर वेल्डिंग अक्सर अलग से गैस की बोतल के बिना की जा सकती है।
जब आर्क शुरू होता है तो क्या होता है
एक सरल एफसीएडब्ल्यू वेल्डिंग की परिभाषा वह वायर-फीड आर्क वेल्डिंग है जिसमें फ्लक्स से भरा हुआ नलीकार इलेक्ट्रोड उपयोग किया जाता है। वाक्यांश फ्लक्स कोर्ड आर्क इस बात को इंगित करता है कि वायर के लगातार उपभोग होने के दौरान बनने वाला आर्क है। मार्गदर्शन अर्लबेक प्रक्रिया को दो मुख्य संस्करणों में विभाजित करता है, लेकिन दोनों में मूल क्रिया समान रहती है: तार को फीड करना, आर्क उत्पन्न करना, धातु को पिघलाना, गलित धातु के तरल गोले (पड़ल) को शील्ड करना, और फिर गलित धातु के बीड को गलित अवशेष (स्लैग) के अधीन ठंडा होने देना।
स्व-शील्डेड बनाम गैस-शील्डेड फ्लक्स कोर्ड वेल्डिंग
सबसे बड़ा अंतर शील्डिंग के स्रोत में है। स्व-शील्डेड FCAW-S में तार के अंदर भरा फ्लक्स वेल्ड के स्थान पर आवश्यक शील्डिंग उत्पन्न करता है, जिसके कारण गैसरहित फ्लक्स कोर खुले आकाश के तहत और हवादार परिस्थितियों में लोकप्रिय है। गैस-शील्डेड FCAW-G, जिसे अक्सर ड्यूल-शील्डेड कहा जाता है, अभी भी फ्लक्स-कोर्ड तार का उपयोग करता है, लेकिन एक सुचारू आर्क, कम छींटे और नियंत्रित वातावरण में साफ़ दिखने वाले वेल्ड के लिए बाहरी शील्डिंग गैस को जोड़ता है। दोनों अभी भी एक ही फ्लक्स कोर्ड FCAW परिवार के अंतर्गत आते हैं, क्योंकि दोनों फ्लक्स-कोर्ड तार और समान मूल तार-फीड आर्क प्रक्रिया पर निर्भर करते हैं।
| प्रकार | शील्डिंग विधि | खुले आकाश के लिए उपयुक्तता | सफाई की आवश्यकताएँ | सामान्य प्रवेश गहराई |
|---|---|---|---|---|
| स्व-शील्डेड एफसीएडब्ल्यू-एस | तार में फ्लक्स शील्डिंग उत्पन्न करता है | बाहरी कार्य के लिए मजबूत विकल्प | अधिक स्पैटर और गलन अवशेषों को हटाने की आवश्यकता | अच्छी प्रवेशन क्षमता |
| गैस-शील्डेड एफसीएडब्ल्यू-जी | तार में फ्लक्स और बाहरी गैस दोनों | हवा में कम आदर्श | कम स्पैटर, लेकिन गलन अवशेषों की सफाई अभी भी आवश्यक है | सुचारू पुडल नियंत्रण के साथ अच्छी प्रवेशन क्षमता |
स्लैग क्यों बनता है और इसका क्या अर्थ है
स्लैग केवल अवशिष्ट मलबा नहीं है। Unimig इसे एक गैर-धात्विक उपउत्पाद के रूप में वर्णित करता है जो गलित फ्लक्स के ऊपर उठने और वेल्ड के ऊपर कठोर होने पर बनता है। यह परत वेल्ड के ठंडा होने के दौरान बीड की सुरक्षा करने में सहायता करती है, और यह वेल्ड को जमने के दौरान आकार बनाए रखने में भी सहायता कर सकती है। समझौता यह है कि इसकी सफाई करनी होगी। यदि स्लैग को हटाया नहीं जाता है, विशेष रूप से पासों के बीच, तो यह वेल्ड में फँस सकता है और दोष उत्पन्न कर सकता है।
वेल्डर मशीन है। FCAW वह प्रक्रिया है जिसे यह कार्यान्वित करती है।
घटनाओं की यह श्रृंखला स्पष्ट करती है कि सेटअप के विवरण कितने महत्वपूर्ण हैं। तार का प्रकार, ध्रुवता और संपर्क टिप का आकार केवल फीडिंग को ही प्रभावित नहीं करते हैं। वे चाप के व्यवहार को, गले हुए धातु के पिंड (पुडल) के रूप को और पहली बीड को आकार देने की सुविधा को भी बदल देते हैं।
अपनी पहली बीड को फ्लक्स कोर वेल्डिंग के साथ कैसे जोड़ें
भाग केवल तभी महत्वपूर्ण होते हैं जब उन्हें सही क्रम में सेट किया जाए। किसी भी व्यक्ति के लिए जो फ्लक्स कोर वेल्डर का उपयोग करने में नवीन है, एक दोहरावयोग्य पहली बार की प्रक्रिया समय, तार और तनाव बचाती है। यदि आप यहाँ शुरुआती स्तर के लिए फ्लक्स कोर वेल्डिंग के लिए आए हैं, या यहाँ तक कि खोज भी की है फ्लक्स कोर वेल्डिंग के लिए शुरुआती लोगों के लिए , इसे सरल बनाए रखें: पुष्टि करें कि मशीन फ्लक्स-कोर्ड तार चला सकती है, तार को सही ढंग से लोड करें, शुरुआती बिंदु के लिए चार्ट या मैनुअल का उपयोग करें, और वास्तविक कार्य को छूने से पहले स्क्रैप पर परीक्षण करें। यह दृष्टिकोण अपनाने का सबसे सुरक्षित तरीका है। वायर फीड वेल्डर के साथ वेल्डिंग .
- एक शुष्क, अच्छी तरह से वेंटिलेटेड क्षेत्र में काम करें और ज्वलनशील पदार्थों को दूर रखें।
- वेल्डिंग हेलमेट, सुरक्षा चश्मा, दस्ताने, लंबी आस्तीनें, घुटने तक की बिना कफ़ वाली पैंट और चमड़े के जूते पहनें।
- एक अग्निशामक यंत्र को पास में रखें।
- पेंट किए गए या गैल्वेनाइज़्ड धातु पर वेल्डिंग न करें।
- जॉइंट क्षेत्र और ग्राउंड क्लैंप लगाने के स्थान को साफ़ करें।
फ्लक्स कोर तार को सही तरीके से लोड करना
मशीन सेटअप तार पथ के साथ शुरू होता है। मिलर और से मार्गदर्शन Lowe's यह दिखाता है कि यह क्यों महत्वपूर्ण है: फ्लक्स-कोर्ड तार ठोस तार की तुलना में नरम होता है, इसलिए सही ड्राइव रोल और सावधानीपूर्ण तनाव फीडिंग को चिकना बनाते हैं।
- मशीन बंद होने की स्थिति में, पुष्टि करें कि यह फ्लक्स-कोर्ड तार के साथ संगत है और सही तार के आकार, संपर्क टिप और किसी भी नोज़ल भागों के लिए मैनुअल की जाँच करें।
- केबल, लाइनर, संपर्क टिप और तार का निरीक्षण करें। घिसे हुए उपभोग्य भागों को बदल दें, और जंग लगे तार का उपयोग न करें।
- अनुशंसित ड्राइव रोल स्थापित करें। स्व-शील्डेड फ्लक्स-कोर्ड तार के लिए, आमतौर पर नॉर्ल्ड (खुरदुरा) ड्राइव रोल का उपयोग किया जाता है।
- स्पूल को लोड करें और तार को फीडर और लाइनर के माध्यम से पिरोएं, फिर गन के माध्यम से तार को फीड करें।
- मैचिंग संपर्क टिप स्थापित करें और तार को अनुशंसित स्टिकआउट तक काटें। लोव्स (Lowe's) द्वारा आमतौर पर फ्लक्स-कोर स्टिकआउट 3/4 इंच से 1 इंच के रूप में सूचीबद्ध किया गया है।
- मैनुअल या दरवाज़े के पैनल पर लगी फ्लक्स कोर वेल्डिंग सेटिंग्स चार्ट से मशीन की सेटिंग करें। उन सेटिंग्स को शुरुआती बिंदु के रूप में उपयोग करें, अंतिम उत्तर नहीं।
ध्रुवीयता ग्राउंडिंग और फीड टेंशन की जाँच
यहाँ कई अस्पष्ट प्रारंभिक वेल्डिंग का आरंभ होता है। फ्लक्स कोर वेल्डिंग की ध्रुवता उपयोग की जा रही तार के अनुरूप होनी चाहिए। कई स्व-शील्डेड माइल्ड स्टील तारों के लिए, मिलर डीसी इलेक्ट्रोड नेगेटिव की सिफारिश करता है, लेकिन वेल्डिंग से पहले हमेशा तार के लेबल और आपके मशीन के मैनुअल की पुष्टि कर लें।
फीड टेंशन के लिए भी उसी 'अनुमान-रहित' दृष्टिकोण की आवश्यकता होती है। अधिक टेंशन तार को चपटा कर सकता है। बहुत कम टेंशन के कारण तार फिसल सकता है और अनियमित रूप से फीड हो सकता है। होबार्ट ब्रदर्स द्वारा एक व्यावहारिक विधि यह है कि हल्के ड्राइव-रोल टेंशन के साथ शुरुआत करें, तार को वेल्डिंग दस्ताने की हथेली में फीड करें, फिर टेंशन को इतना बढ़ाएँ जब तक कि फिसलन बंद न हो जाए, और फिर लगभग आधा चक्कर और अधिक जोड़ दें। अंत में, ग्राउंड क्लैंप को वेल्ड क्षेत्र के जितना संभव हो सके निकट साफ खुली धातु से जोड़ दें।
परीक्षण वेल्ड बनाना और बीड को पढ़ना
यदि आप जानना चाहते हैं फ्लक्स कोर वेल्डिंग कैसे करें सामग्री के बिना अपव्यय किए, नौकरी के जितना संभव हो सके उतना करीब का टुकड़ा लेकर एक छोटा परीक्षण बीड बनाएँ। मिलर और लोएज़ दोनों चार्ट सेटिंग्स को लगभग मार्गदर्शक के रूप में उपयोग करने और परीक्षण वेल्डिंग के बाद समायोजन करने की सिफारिश करते हैं। स्थिर आर्क के लिए सुनें, चिकनी तार फीडिंग के लिए देखें, और एक ऐसे बीड के लिए देखें जो स्पष्ट बर्न-थ्रू, स्टबिंग या अत्यधिक स्पैटर के बिना समान रूप से ट्रैक करे।
एक समय में केवल एक समायोजन करें। तार-फीड गति, ऊष्मा सीमा या गन दूरी में छोटे परिवर्तन आपको यादृच्छिक नॉब घुमाने की तुलना में कहीं अधिक जानकारी देते हैं। उन प्रारंभिक फ्लक्स कोर वेल्डिंग के टिप्स महत्वपूर्ण हैं क्योंकि एक मशीन को कागज पर सही ढंग से सेट किया जा सकता है, फिर भी यदि क्लैंप संपर्क, तनाव या ध्रुवता गलत है तो वह खराब तरीके से वेल्ड कर सकती है। और एक बार जब आर्क सही तरीके से व्यवहार करना शुरू कर देता है, तो चुनौती सेटअप से हाथ के नियंत्रण में स्थानांतरित हो जाती है, जहाँ तकनीक सभी दृश्यमान अंतर का कारण बनती है।

बेहतर बीड्स के लिए फ्लक्स कोर वेल्डिंग तकनीकें
एक मशीन को सही तरीके से लोड किया जा सकता है, फिर भी वह असमान बीड्स उत्पन्न कर सकती है। फ्लक्स-कोर वेल्डिंग में, हाथ का नियंत्रण दृश्यमान कार्य का अधिकांश भाग करता है। स्टिकआउट, ट्रैवल एंगल और गति में छोटे-छोटे परिवर्तन अव्यवस्थित अभ्यास रन को मजबूत परिणामों में बदल सकते हैं। सबसे प्रभावी फ्लक्स कोर वेल्डिंग तकनीकें प्रभावशाली नहीं होती हैं। ये सरल आदतें हैं जिन्हें प्रत्येक पास में एक ही तरीके से दोहराया जाता है।
मुख्य रूप से मायने रखने वाली कोर फ्लक्स कोर वेल्डिंग तकनीकें
मिलर फ्लक्स-कोर वेल्डिंग के लिए ड्रैग तकनीक की सिफारिश करता है, जिसमें मानक परिस्थितियों में सामान्य ट्रैवल एंगल लगभग 5 से 15 डिग्री होता है। यही गाइड फ्लक्स-कोर तार के लिए लगभग 3/4 इंच के सामान्य स्टिकआउट का उल्लेख करता है। बर्नार्ड यह भी जोड़ता है कि गन से कार्य-सतह की अत्यधिक दूरी और धीमी तार फीड बर्नबैक के कारण बन सकती है, जबकि फीड संबंधी समस्याएँ आर्क को शुरुआत में ही बुझा सकती हैं।
- जोड़ से निकट या दूर होते रहने के बजाय स्थिर स्टिकआउट बनाए रखें।
- गुदल को धकेलने के बजाय उसे खींचें। दुकान का नियम याद रखने में आसान है: यदि स्लैग है, तो आप खींचते हैं।
- एक मामूली गन कोण का उपयोग करें। मिलर नोट करते हैं कि अत्यधिक कोण स्पैटर को बढ़ा सकता है, पैनिट्रेशन को कम कर सकता है, और आर्क अस्थिरता पैदा कर सकता है।
- एक स्थिर ट्रैवल गति बनाए रखें ताकि धातु का गला हुआ गोला (पडल) आर्क से आगे न निकल जाए और गलन अवशेष (स्लैग) को फँसा न ले।
- पास के बीच में चिपिंग हैमर, तार ब्रश या ग्राइंडर के साथ व्यापक रूप से सफाई करें।
ये मूल बातें तो चाहे आप उन्हें कहते हों फ्लक्स कोर MIG वेल्डिंग टिप्स या बस फ्लक्स कोर तार के साथ वेल्डिंग । चिकनी, दोहराव योग्य गति तेजी से वेल्ड करने की कोशिश करने से अधिक महत्वपूर्ण है।
स्पैटर, पैनिट्रेशन और बीड आकार में सुधार कैसे करें
बीड का आकार आमतौर पर आपको बताता है कि क्या बदला गया है। बर्नार्ड नोट करते हैं कि तार फीड सेटिंग के लिए अत्यधिक वोल्टेज के कारण कीड़े जैसी रेखाएँ (वर्म ट्रैकिंग) बन सकती हैं, जबकि कम ऊष्मा इनपुट स्लैग अंतर्विष्टियों (इनक्लूज़न्स) का कारण बन सकता है। मिलर यह भी बताते हैं कि थोड़ी सी ओर-से-ओर की गति और किनारों पर थोड़ी देर के लिए रुकावट, चौड़े जॉइंट को भरने और वीविंग की आवश्यकता होने पर अंडरकट से बचने में सहायता कर सकती है।
- अत्यधिक स्पैटर: अत्यधिक गन कोण की जाँच करें और पुष्टि करें कि आपकी सेटिंग्स तार और सामग्री के अनुरूप हैं।
- उथला प्रवेश: ऊष्मा इनपुट की पुष्टि करें, गलित धातु के गुच्छे को पीछे छोड़ने से बचें, और आर्क को पिछले किनारे पर बनाए रखें।
- टोज़ पर अंडरकट: यदि आप वीव (Weave) कर रहे हैं, तो प्रत्येक ओर थोड़ा रुकें ताकि वेल्ड धातु किनारों को भर सके।
- आर्क लगातार कट रहा है: मशीन को दोषी ठहराने से पहले बर्नबैक, बर्डनेस्टिंग, लाइनर की समस्याएँ या खराब ड्राइव-रोल टेंशन की जाँच करें।
इस प्रकार का लक्षण-आधारित पठन वह है जो यादृच्छिक अभ्यास को उपयोगी फ्लक्स वायर वेल्डिंग तकनीकों .
सरल समायोजन जो अच्छी फ्लक्स कोर वेल्ड्स की ओर ले जाते हैं
- एक समय में एक परिवर्तन करें। मशीन चार्ट को शुरुआती बिंदु के रूप में उपयोग करें, फिर नियंत्रण धुरी को यादृच्छिक रूप से घुमाने के बजाय क्रमशः समायोजित करें।
- यदि तार टिप में वापस जल जाता है, तो सबसे पहले तार फीड गति और गन की दूरी की जाँच करें।
- यदि फीडिंग अनियमित महसूस होती है, तो लाइनर, संपर्क टिप और ड्राइव-रोल टेंशन की जाँच करें।
- बहु-पास वेल्डिंग करते समय, अगले पास के लिए स्थान छोड़ें और जारी रखने से पहले सभी स्लैग को हटा दें।
अच्छा फ्लक्स कोर वेल्ड आमतौर पर दोहराव योग्य आदतों से आते हैं: समान स्टिकआउट, समान ड्रैग कोण, समान गति और समान सफाई। फ्लक्स कोर वेल्ड तार का चिकना हैंडलिंग अधिक भविष्यवाणी योग्य बीड आकार बनाने में सहायता करता है, कम अनुमान लगाने की आवश्यकता होती है और अधिक अच्छे फ्लक्स कोर वेल्ड बनाता है। यह स्थिरता प्रक्रिया को वास्तविक दुनिया की नौकरियों के लिए मूल्यांकन करने को भी आसान बनाती है, क्योंकि प्रत्येक सामग्री, स्थान या परिष्करण आवश्यकता इसकी ताकत के अनुकूल नहीं होती है।
फ्लक्स वेल्डर का उपयोग किन कार्यों के लिए किया जाता है?
नौकरी के लिए उपयुक्तता सेटअप के समान ही महत्वपूर्ण है। यदि आप पूछ रहे हैं फ्लक्स वेल्डर का उपयोग किन कार्यों के लिए किया जाता है या फ्लक्स कोर वेल्डिंग का उपयोग किन कार्यों के लिए किया जाता है , तो संक्षिप्त उत्तर यह है: फ्लक्स-कोर वेल्डिंग तब अत्यधिक प्रभावी होती है जब आपको तार-आपूर्ति वाली गति, मजबूत प्रवेशन और बाहरी वातावरण में भी काम करने वाली विधि की आवश्यकता होती है। AWS fCAW को संरचनात्मक इस्पात, पुल, जहाज निर्माण, पाइपलाइन और भारी उपकरणों की मरम्मत के लिए उभारा गया है, जबकि मिलर स्व-शील्डेड फ्लक्स-कोर वेल्डिंग को बाहरी वातावरण के लिए आदर्श प्रक्रिया के रूप में उल्लेखित करता है, जो कुछ हद तक जंग या गंदे सामग्री पर अधिक सहनशील होती है। अतः, क्या फ्लक्स कोर वेल्ड अच्छे होते हैं ? हाँ, जब कार्य प्रक्रिया के अनुरूप होता है।
फ्लक्स कोर वेल्डर के सर्वोत्तम उपयोग
कई उपयोगकर्ताओं के लिए, सबसे बड़ी सफलता है गैसरहित फ्लक्स कोर वेल्डिंग स्व-शील्डेड तार के कारण गैस बोतल को ले जाने की आवश्यकता समाप्त हो जाती है, जिससे पोर्टेबल मरम्मत कार्य सरल हो जाते हैं। यह प्रक्रिया भारी अनुभागों पर उच्च धातु निक्षेपण और गहन भेदन के लिए भी मूल्यवान मानी जाती है, केवल त्वरित टैक वेल्डिंग के लिए नहीं।
- बाहरी वेल्डिंग: तार के अंदर उपस्थित फ्लक्स शील्डिंग प्रदान करता है, इसलिए गैस-केवल तार प्रक्रियाओं की तुलना में हवा कम समस्याजनक होती है।
- मरम्मत और भारी उपयोग के लिए निर्माण: एडब्ल्यूएस (AWS) इस प्रक्रिया के सामान्य अनुप्रयोगों में संरचनात्मक इस्पात, पुल, जहाज निर्माण, पाइपलाइन और भारी उपकरणों की मरम्मत को सूचीबद्ध करता है।
- मोटी नरम इस्पात: यह प्रक्रिया उन अनुप्रयोगों के लिए उपयुक्त है जिन्हें गहरे भेदन और तीव्र धातु निक्षेपण का लाभ प्राप्त होता है।
- कम-से-कम-पूर्ण सतहें: मिलर के अनुसार, यह पारंपरिक एमआईजी (MIG) की तुलना में थोड़ी जंग लगी, गंदी या दूषित सामग्री के प्रति अधिक सहिष्णु है।
जब फ्लक्स कोर सबसे अच्छा विकल्प नहीं होता है
यह प्रत्येक परियोजना के लिए स्वचालित रूप से सर्वश्रेष्ठ उत्तर नहीं है। मिलर नोट करते हैं कि फ्लक्स-कोर वेल्डिंग से गलित धातु के अवशेष (स्लैग) बनते हैं, जिन्हें हटाने के लिए चिप करना आवश्यक होता है, और ये अक्सर MIG वेल्ड की तुलना में कम दृश्य रूप से सुव्यवस्थित होते हैं; इसीलिए कई ऑपरेटर जब सफाई और दृश्य गुणवत्ता महत्वपूर्ण होती है, तो आंतरिक कार्यों के लिए MIG का चयन करते हैं। पतली धातुओं के साथ काम करना भी तेज़ी से चुनौतीपूर्ण हो सकता है, क्योंकि धातु के जल जाने (बर्न-थ्रू) का खतरा बढ़ जाता है और तकनीक को अधिक सटीक रखने की आवश्यकता होती है।
स्टेनलेस स्टील के साथ भी यही पैटर्न देखा जाता है। वेल्डगुरु नोट करता है कि स्व-शील्डेड फ्लक्स कोर स्टेनलेस स्टील छोटे संरचनात्मक वेल्ड के लिए संभव है, लेकिन यह दृश्य रूप से सबसे साफ़ विकल्प नहीं है और अंतिम समाप्ति पर आधारित कार्यों के लिए यह एक खराब मिलान है। ऐसी खोजें जैसे फ्लक्स कोर वेल्डिंग एल्यूमीनियम या क्या आप फ्लक्स कोर का उपयोग करके एल्यूमीनियम को वेल्ड कर सकते हैं? अक्सर उसी धारणा से आती हैं कि एक ही तार सेटअप प्रत्येक धातु के लिए उपयुक्त है। यहाँ उल्लिखित स्रोत इस प्रक्रिया के लिए मुख्य रूप से माइल्ड स्टील और कुछ स्टेनलेस स्टील अनुप्रयोगों को इसके 'आराम क्षेत्र' के रूप में स्पष्ट रूप से इंगित करते हैं।
सामग्री के स्थान और समाप्ति की आवश्यकताओं के आधार पर निर्णय कैसे लें
- द्रव्य का गाढ़ापन: भारी इस्पात आमतौर पर उन संवेदनशील शीट्स की तुलना में FCAW के लिए अधिक उपयुक्त होता है, जहाँ गर्मी नियंत्रण कम कर्मचारी होता है।
- काम का माहौल: बाहर या क्षेत्र में, स्व-शील्डेड फ्लक्स कोर का स्पष्ट लाभ होता है।
- सफाई सहनशीलता: यदि गलित धातु के टुकड़ों को हटाना और छींटों का प्रबंधन करना एक झंझट जैसा लगता है, तो एक साफ आंतरिक प्रक्रिया अधिक उपयुक्त हो सकती है।
- फ़िनिश की अपेक्षाएँ: यदि अंतिम वेल्ड बीड को कम से कम पोस्ट-वेल्ड कार्य के साथ साफ दिखना चाहिए, तो फ्लक्स कोर अक्सर पहली पसंद नहीं होता है।
- मेटल प्रकार: तार को सामग्री के अनुसार मिलाएँ। स्टेनलेस स्टील के लिए उचित स्टेनलेस फ्लक्स-कोर्ड तार की आवश्यकता होती है, न कि माइल्ड-स्टील की धारणा पर आधारित तार।
यह रूपरेखा उत्तर को व्यावहारिक बनाती है, न कि अमूर्त। फ्लक्स कोर वेल्डर बाहरी इस्पात कार्य, मरम्मत और भारी निर्माण के लिए एक मजबूत विकल्प है। यह पतले, दृश्य-आधारित परियोजनाओं के लिए कम उपयुक्त है। इस तरह देखा जाए तो, वास्तविक प्रश्न यह नहीं है कि क्या फ्लक्स कोर अच्छा या बुरा है। बल्कि, यह है कि कौन सी प्रक्रिया आपके सामने मौजूद सामग्री के लिए सबसे कम समझौता करती है।
फ्लक्स कोर बनाम MIG, स्टिक और TIG
वेल्डिंग प्रक्रिया का चयन करना तब आसान हो जाता है जब आप सामान्य रूप से कौन-सी प्रक्रिया सबसे अच्छी है, यह प्रश्न पूछना बंद कर देते हैं और यह पूछना शुरू कर देते हैं कि कार्य को वास्तव में क्या आवश्यकता है। अधिकांश फ्लक्स कोर बनाम एमआईजी निर्णय चार बातों पर निर्भर करते हैं: आप कहाँ वेल्ड करेंगे, अंतिम वेल्ड बीड कितनी साफ़ दिखनी चाहिए, स्टील की मोटाई कितनी है, और आप कितनी सेटअप सामग्री के साथ घूमना चाहते हैं। एक व्यापक तुलना ESAB और आर्ककैप्टन की एक व्यावहारिक क्षेत्र गाइड बड़ी तस्वीर पर सहमत हैं: एमआईजी और फ्लक्स कोर दोनों तेज़ वायर-फेड विधियाँ हैं, स्टिक विधि बाहरी वातावरण के लिए मज़बूत है, और टीआईजी सबसे अधिक नियंत्रण और सर्वश्रेष्ठ उपस्थिति प्रदान करती है, लेकिन इसमें सबसे अधिक कौशल और समय की आवश्यकता होती है।
दैनिक खरीद निर्णयों के लिए फ्लक्स कोर बनाम एमआईजी
कई शुरुआती उपयोगकर्ताओं के लिए, एमआईजी या फ्लक्स कोर वेल्डिंग एक ही मशीन के दो संस्करणों के बीच चयन करने जैसा लगता है। यह धारणा आंशिक रूप से सही है और आंशिक रूप से भ्रामक भी है। दोनों वायर-फेड विधियाँ हैं, और कई एमआईजी-शैली की मशीनें फ्लक्स-कोर वायर चला सकती हैं। लेकिन एमआईजी वेल्डिंग बनाम एफसीएडब्ल्यू केवल तार का आदान-प्रदान नहीं है। MIG में बाह्य शील्डिंग गैस का उपयोग किया जाता है, जो कम स्लैग के साथ साफ़ वेल्ड बनाने और वेल्डिंग के बाद सफाई को कम करने में सहायता करती है। फ्लक्स-कोर्ड आर्क वेल्डिंग में अंदर से फ्लक्स युक्त ट्यूबुलर तार का उपयोग किया जाता है। स्व-शील्डेड मोड में, यह अक्सर गैस बोतल को छोड़ देता है और हवा के प्रभाव को बेहतर ढंग से संभालता है।
इसीलिए वाक्यांश फ्लक्स कोर MIG खोजों में बहुत बार दिखाई देता है। लोग आमतौर पर FCAW के लिए सेट किए गए MIG-प्रकार के वायर फीडर के बारे में बात कर रहे होते हैं। इसी तरह, फ्लक्स कोर तार के साथ MIG वेल्डिंग आमतौर पर शॉप की भाषा में प्रयुक्त होता है, लेकिन तकनीकी रूप से यह अभी भी फ्लक्स-कोर्ड वेल्डिंग है, मानक गैस-शील्डेड MIG नहीं। गैसरहित वेल्डिंग MIG की खोजें आमतौर पर उसी स्व-शील्डेड सेटअप की ओर इशारा करती हैं।
| प्रक्रिया | शील्डिंग विधि | बाहरी प्रदर्शन | सफाई | पोर्टेबिलिटी | सीखने की प्रक्रिया में ढलान | पतली धातु का नियंत्रण | गति | विशिष्ट उपयोग |
|---|---|---|---|---|---|---|---|---|
| फ्लक्स कोर, स्व-शील्डेड FCAW | तार में फ्लक्स, कोई अलग गैस बोतल नहीं | हवा में बहुत अच्छा | अधिक धुआँ, छींटे और गलित अशुद्धि | उच्च | शुरुआती से मध्यम | पतली धातु पर उचित, मध्यम से मोटी स्टील पर मजबूत | तेज | बाहरी मरम्मत, भारी स्टील, क्षेत्र कार्य |
| MIG, GMAW | बाहरी शील्डिंग गैस की आवश्यकता होती है | हवादार परिस्थितियों में कमजोर | साफ वेल्ड, कम गलित अशुद्धि | मध्यम | शुरुआती-अनुकूल | पतली सामग्री पर बेहतर नियंत्रण | तेज | आंतरिक निर्माण, गैरेज का कार्य, साफ़ समाप्त वेल्ड |
| स्टिक, SMAW | फ्लक्स-लेपित रॉड शील्डिंग उत्पन्न करता है | बाहर के लिए बहुत अच्छा | अधिक स्लैग और सफाई की आवश्यकता | उच्च | शुरुआती-मित्रतापूर्ण से मध्यम स्तर के लिए उपयुक्त | पतली शीट के लिए कम आदर्श | मध्यम | मरम्मत का कार्य, गंदा या जंग लगा स्टील, खेत और साइट का कार्य |
| TIG, GTAW | बाहरी निष्क्रिय गैस की आवश्यकता होती है | हवा के प्रति संवेदनशील | बहुत सफाई | मध्यम से उच्च | सीखने में सबसे कठिन | पतली धातु पर सबसे अच्छा नियंत्रण | धीमा | उच्च सटीकता वाला कार्य, स्टेनलेस स्टील, एल्युमीनियम, दृश्य-महत्वपूर्ण वेल्ड |
फ्लक्स कोर की तुलना स्टिक और टिग से कैसे की जाती है
रनहाई द्वारा निर्मित एसएमएडब्ल्यू बनाम एफसीएडब्ल्यू यह तुलना विशेष रूप से बाहरी स्टील के कार्य के लिए उपयोगी है। दोनों ही विधियाँ एमआईजी या टिग की तुलना में कठोर वातावरणों को बेहतर ढंग से संभालती हैं। अंतर फीडिंग शैली में है। स्टिक में छोटी उपभोग्य छड़ें का उपयोग किया जाता है और प्रत्येक बार जब छड़ समाप्त हो जाती है, तो कार्य रोक दिया जाता है। एफसीएडब्ल्यू लगातार फीड करता है, इसलिए यह आमतौर पर तेज़ होता है और गलन तरल (पुडिल) को कम अंतरायों के साथ गतिशील रखता है। जब सतहें गंदी हों या सरलता सर्वाधिक महत्वपूर्ण हो, तो स्टिक अभी भी एक मजबूत विकल्प बना हुआ है।
टिग इस स्पेक्ट्रम के विपरीत छोर पर स्थित है। ईएसएबी टिग को धीमा और सीखने में कठिन बताता है, लेकिन यह सबसे आकर्षक वेल्ड उत्पन्न करता है और सबसे सटीक नियंत्रण प्रदान करता है। यदि दृश्य, स्वच्छता या पतली धातु के सूक्ष्म कार्य की तुलना में गति कम महत्वपूर्ण है, तो आमतौर पर टिग बेहतर विकल्प होता है। यदि कार्य बाहरी स्टील की मरम्मत या मोटी सामग्री का है, तो फ्लक्स कोर का उपयोग करना कहीं अधिक व्यावहारिक है।
पोर्टेबल आउटडोर स्टील कार्य के लिए फ्लक्स कोर, साफ इंडोर फैब्रिकेशन के लिए MIG, रफ रिपेयर के लिए स्टिक, और प्रिसिजन और फिनिश के लिए TIG चुनें।
सेल्फ-शील्डेड बनाम गैस-शील्डेड FCAW: एक नज़र में
FCAW परिवार के अंदर, अगला चुनाव शील्डिंग शैली का है। अर्लबेक नोट करते हैं कि सेल्फ-शील्डेड FCAW को फील्डवर्क और हवा के लिए डिज़ाइन किया गया है, जबकि ड्यूल-शील्डेड FCAW फ्लक्स-कोर्ड तार को बाहरी गैस के साथ मिलाता है, जिससे इंडोर फैब्रिकेशन सेटिंग्स में साफ वेल्ड, बेहतर पुडल नियंत्रण और कम स्पैटर प्राप्त होता है।
| FCAW प्रकार | शील्डिंग दृष्टिकोण | सर्वोत्तम स्थान | सफाई और उपस्थिति | सबसे उपयुक्त |
|---|---|---|---|---|
| स्व-शील्डेड एफसीएडब्ल्यू-एस | केवल फ्लक्स-जनित शील्डिंग | बाहर, फील्डवर्क, हवादार क्षेत्र | अधिक स्लैग और स्पैटर, रफ उपस्थिति | पोर्टेबल रिपेयर और स्ट्रक्चरल स्टील कार्य |
| गैस-शील्डेड एफसीएडब्ल्यू-जी | फ्लक्स-कोर्ड तार के साथ बाहरी गैस | आंतरिक स्थान या नियंत्रित कार्यशाला की परिस्थितियाँ | स्वच्छ वेल्ड बीड, कम छींटे, बेहतर पूल नियंत्रण | निर्माण कार्यशालाएँ और भारी उत्पादन-शैली का कार्य |
यह तुलना विकल्प को तेज़ी से सीमित कर देती है, लेकिन यह स्वयं अकेले समस्याओं को रोकने में सक्षम नहीं है। दो वेल्डर सही प्रक्रिया का चयन कर सकते हैं और फिर भी ध्रुवता, तार फीड, यात्रा गति या उपभोग्य सामग्री में अंतर होने के कारण बहुत अलग परिणाम प्राप्त कर सकते हैं। जब आर्क काम करना बंद कर देता है, तो ये लक्षण स्वयं ही अपनी कहानी कहते हैं।

फ्लक्स कोर वेल्डिंग की समस्या निवारण और स्केलिंग अप
अधिकांश फ्लक्स कोर्ड आर्क वेल्डिंग उपकरण आपको एक वेल्ड के पूरी तरह से विफल होने से पहले चेतावनी के संकेत देता है। बीड खुरदुरी हो जाती है, तार ठोकर खाता है, गलन धातु जोड़ में छिपने लगती है, या पतली स्टील अपेक्षित से तेज़ी से जलने लगती है। यह उपयोगी है, क्योंकि एक पोर्टेबल फ्लक्स वेल्डर या छोटा एफसीएडब्ल्यू वेल्डिंग मशीन आमतौर पर यह किसी भी यादृच्छिक कारण से विफल नहीं होती है। बर्नार्ड और होबार्ट ब्रदर्स के व्यावहारिक मार्गदर्शन में इसके कारणों को एक ही सीमित संख्या में बताया गया है: सिफारिशित सीमा के बाहर पैरामीटर, खराब तार फीडिंग, वेल्ड के बीच की पासेज के बीच कमजोर सफाई, या वेल्डिंग के दौरान तकनीक में अस्थिरता।
सामान्य फ्लक्स कोर वेल्डिंग समस्याएँ और उनके समाधान
| लक्षण | संभावित कारण | पहला समाधान |
|---|---|---|
| अत्यधिक स्पैटर | तार निर्माता द्वारा सिफारिशित सीमा के बाहर सेटिंग्स या तकनीक | सिफारिशित पैरामीटर पर वापस जाएँ और अपनी ड्रैग तकनीक को स्थिर करें |
| वर्म ट्रैकिंग | तार फीड सेटिंग और एम्पियरेज के लिए अत्यधिक वोल्टेज | जब तक समस्या दूर न हो जाए, 0.5 वोल्ट के अंतराल में वोल्टेज कम करें |
| कम प्रवेश | अपर्याप्त ऊष्मा इनपुट, तीव्र गति या जोड़ की कम उपलब्धता | तार निर्माता की सीमा के भीतर ऊष्मा इनपुट बढ़ाएँ और जोड़ की तैयारी में सुधार करें |
| गलित धातु के अशुद्धि अंतर्विष्ट | गलत बीड स्थानन, गलत यात्रा कोण, कम ऊष्मा इनपुट या अंतर-पास सफाई में कमी | पास के बीच सफाई करें, ड्रैग कोण को समायोजित करें और अतिरिक्त पास के लिए स्थान छोड़ें |
| पतली सामग्री पर जलन | अत्यधिक ऊष्मा इनपुट | वोल्टेज सीमा कम करें, तार फीड गति कम करें और यात्रा गति बढ़ाएँ |
| अनियमित तार फीडिंग | पक्षी-नेस्टिंग, गलत ड्राइव रोल्स, अत्यधिक तनाव, या अवरुद्ध या गलत लाइनर | तार को साफ़ करें, तनाव को रीसेट करें, नॉट्ड V-ग्रूव रोल्स का उपयोग करें, और लाइनर का निरीक्षण करें |
| तार परिवर्तन के बाद ध्रुवता की गलती | मशीन सेटअप अब उपयोग में आ रहे तार के अनुरूप नहीं है | अधिक सेटिंग्स बदलने से पहले तार के लेबल और मशीन मैनुअल की पुष्टि करने के लिए रुकें |
यह संकेत देता है कि समस्या सेटअप तकनीक या उपभोग्य सामग्री से संबंधित है
पैटर्न का महत्व होता है फ्लक्स वेल्डिंग में यदि समस्या नए स्पूल को लोड करने, टिप को बदलने, या गन को पुनः थ्रेड करने के तुरंत बाद शुरू होती है, तो पहले उपभोग्य सामग्री और फीड पार्ट्स की जाँच करें। बर्नार्ड और होबार्ट दोनों ही पक्षी-नेस्टिंग का कारण गलत ड्राइव रोल्स, अत्यधिक ड्राइव-रोल तनाव, लाइनर का अवरोध, खराब लाइनर कटिंग, या गलत लाइनर आकार को मानते हैं। बर्नबैक का कारण आमतौर पर धीमी तार फीड या कार्य के बहुत निकट गन को पकड़ना होता है। दोनों स्रोत भी संपर्क टिप से कार्य तक की दूरी को लगभग 1 1/4 इंच या उससे कम रखने की सिफारिश करते हैं।
- यदि तार फीडर पर उलझ जाता है, तो मशीन को दोषी ठहराने से पहले ड्राइव प्रणाली का संदेह करें।
- यदि पासों के बीच दोष प्रकट होते हैं, तो गलित धातु के अवशेषों (स्लैग) की सफाई और बीड की स्थिति पर संदेह करें।
- यदि एक ही पास के दौरान बीड का आकार बदल जाता है, तो संभवतः आपका कोण या यात्रा गति भी उसके साथ बदल रही है।
- यदि आप खुरदुरी बीड के साथ दृश्यमान छिद्रों को देखते हैं, तो आधार धातु को पुनः साफ करें और जंग, तेल, पेंट, नमी तथा गंदगी को हटा दें।
दुकान में वेल्डिंग से उत्पादन समर्थन की ओर स्थानांतरण का समय
एक हैंडहेल्ड मशीन अभी भी मरम्मत कार्यों, बाहरी स्टील कार्यों, प्रोटोटाइपिंग और कम मात्रा में निर्माण के लिए पर्याप्त रूप से उपयुक्त है। बड़े दुकान-आधारित फ्लक्स कोर वेल्डर रखरखाव और संरचनात्मक कार्यों के लिए भी अच्छी तरह से उपयुक्त हैं। जब प्रत्येक भाग को पिछले भाग के समान होना आवश्यक होता है, प्रत्येक वेल्ड की ट्रेसेबिलिटी की आवश्यकता होती है, और उत्पादन क्षमता (थ्रूपुट) बीड की गुणवत्ता के समान महत्वपूर्ण होती है, तो स्थिति बदल जाती है। JR ऑटोमेशन ऑटोमोटिव जॉइनिंग को एक दोहराव-आधारित वातावरण के रूप में वर्णित करता है, जहाँ स्वचालित प्रणालियाँ विशाल स्तर पर डेटा-आधारित गुणवत्ता का समर्थन करती हैं।
वहीं पर एफसीएडब्ल्यू वेल्डिंग प्रक्रिया केवल एक दुकान कौशल होने के बजाय यह एक उत्पादन-प्रणाली निर्णय बन जाता है। दोहराए जाने वाले चैसिस भागों या अन्य उच्च-मात्रा वाले संयोजनों के लिए, निर्माता अक्सर मैनुअल या अर्ध-स्वचालित से आगे बढ़ जाते हैं फ्लक्स-कोर वेल्डिंग जो स्टील, एल्यूमीनियम और अन्य धातुओं के लिए रोबोटिक वेल्डिंग लाइनों और IATF 16949 प्रमाणित गुणवत्ता प्रणाली के माध्यम से अनुकूलित वेल्डिंग का समर्थन करता है। मूल रूप से मरम्मत के लिए, फ्लक्स-कोर सेटअप अक्सर पर्याप्त होता है। दोहराए जाने वाले उत्पादन के लिए, सामान्यतः सबसे बुद्धिमान निर्णय वह होता है जो विचरण को शुरू होने से पहले कम कर दे। शाओयी मेटल तकनीक ,
मरम्मत और निर्माण के लिए फ्लक्स वेल्डर का उपयोग करें। जब दोहराव वास्तविक कार्य बन जाता है, तो स्वचालन या एक विशेषज्ञ साझेदार का उपयोग करें।
फ्लक्स कोर वेल्डर के बारे में अक्सर पूछे जाने वाले प्रश्न
1. क्या फ्लक्स कोर वेल्डर FCAW के समान है?
नहीं। फ्लक्स कोर वेल्डर एक मशीन या वायर-फीड सेटअप है, जबकि एफसीएडब्ल्यू (FCAW), या फ्लक्स-कोर्ड आर्क वेल्डिंग, वेल्डिंग प्रक्रिया स्वयं है। इस अंतर का महत्व इसलिए है क्योंकि एक मशीन का निर्माण मुख्य रूप से फ्लक्स कोर के लिए किया गया हो सकता है, जबकि दूसरी मशीन एक एमआईजी (MIG) या बहु-प्रक्रिया यूनिट हो सकती है जो सही वायर, ध्रुवता और फीड भागों को स्थापित करने के बाद ही एफसीएडब्ल्यू (FCAW) कर सकती है।
2. क्या फ्लक्स कोर वेल्डर हमेशा गैस के बिना काम करते हैं?
हमेशा नहीं। कई छोटी और पोर्टेबल इकाइयाँ स्व-शील्डेड वायर के साथ उपयोग की जाती हैं, जो अपनी स्वयं की शील्डिंग उत्पन्न करती है और गैस बोतल की आवश्यकता नहीं होती है। लेकिन कुछ फ्लक्स-कोर्ड वायर गैस-शील्डेड होते हैं, अतः आपको गैस की आवश्यकता होगी या नहीं, यह आपके लोड किए गए वायर के प्रकार पर निर्भर करता है, न कि केवल वेल्डर के नाम पर।
3. क्या एक एमआईजी (MIG) वेल्डर फ्लक्स कोर वायर चला सकता है?
अक्सर हाँ, यदि मशीन फ्लक्स-कोर्ड तार के साथ संगत है और इसे सही ढंग से कॉन्फ़िगर किया जा सकता है। इसका अर्थ आमतौर पर वेल्डिंग से पहले ध्रुवता, ड्राइव रोल्स, संपर्क टिप का आकार और तार का मार्ग जाँचना होता है। जब एक MIG-शैली की मशीन फ्लक्स-कोर्ड तार का उपयोग करती है, तो यह मानक गैस-शील्डेड MIG वेल्डिंग के बजाय FCAW कर रही होती है।
4. फ्लक्स कोर वेल्डर का उपयोग मुख्य रूप से किन उद्देश्यों के लिए किया जाता है, और क्या यह शुरुआती उपयोगकर्ताओं के लिए उपयुक्त है?
फ्लक्स कोर वेल्डर बाहरी मरम्मत, रखरखाव और मोटे स्टील के कार्यों के लिए विशेष रूप से उपयोगी होते हैं, जहाँ हवा गैस-शील्डेड वेल्डिंग को नियंत्रित करने में कठिनाई पैदा करती है। कई शुरुआती उपयोगकर्ता इन्हें इसलिए पसंद करते हैं क्योंकि तार लगातार फीड होता है और स्व-शील्डेड तार के साथ सेटअप सरल हो सकता है। इसका सौदा यह है कि नए उपयोगकर्ताओं को भी साफ परिणाम प्राप्त करने के लिए गलन अवशेष (स्लैग), छींटे (स्पैटर) और स्थिर हाथ के नियंत्रण को प्रबंधित करने की आवश्यकता होती है।
5. फ्लक्स कोर वेल्डर कब पर्याप्त होता है, और कब एक निर्माता को स्वचालित वेल्डिंग समर्थन का उपयोग करना चाहिए?
मरम्मत कार्यों, प्रोटोटाइप और कम मात्रा में निर्माण के लिए एक हैंडहेल्ड या दुकान-आधारित फ्लक्स कोर वेल्डर आमतौर पर पर्याप्त होता है। एक बार जब किसी कंपनी को दोहराए जा सकने वाले भागों, अधिक सटीक संगति और बड़े उत्पादन बैचों में ट्रेस करने योग्य गुणवत्ता की आवश्यकता होती है, तो स्वचालित वेल्डिंग एक बेहतर विकल्प बन जाती है। ऑटोमोटिव चेसिस के भागों के लिए, निर्माता शाओयी मेटल टेक्नोलॉजी जैसे विशेषज्ञ साझेदारों की ओर रुख कर सकते हैं, जो सटीक उत्पादन के लिए रोबोटिक वेल्डिंग लाइनें और IATF 16949 प्रमाणित गुणवत्ता प्रणाली प्रदान करता है।