 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

टाइटेनियम स्टैम्पिंग ऑटोमोटिव प्रदर्शन: इंजीनियरिंग गाइड
संक्षिप्त में
आत्मोन्नति वाहन के लिए टाइटेनियम स्टैम्पिंग आधुनिक वाहन इंजीनियरिंग में एक महत्वपूर्ण लाभ प्रदान करता है: इस्पात की तुलना में 40-50% वजन कम करना, जबकि उत्कृष्ट गर्मी और संक्षारण प्रतिरोध बनाए रखता है। इंजीनियरों और खरीद अधिकारियों के लिए, इस प्रक्रिया की व्यवहार्यता सही ग्रेड के चयन पर निर्भर करती है—आमतौर पर गहरी ड्राइंग के लिए ग्रेड 2 (CP) या ट्यूबिंग के लिए ग्रेड 9 (Ti-3Al-2.5V)—और ग्रेड 5 (Ti-6Al-4V) की निर्माण चुनौतियों पर महारत हासिल करना।
हालांकि टाइटेनियम हल्के निकास प्रणाली, वाल्व रिटेनर और सस्पेंशन घटकों की अनुमति देता है, लेकिन उच्च स्प्रिंगबैक और गैलिंग को प्रबंधित करने के लिए विशेष स्टैम्पिंग तकनीकों की आवश्यकता होती है। सफल कार्यान्वयन में सटीक उपकरणों की विशेषज्ञता, उपयुक्त स्नेहन और अक्सर उच्च-प्रदर्शन वाले वातावरण की कठोरता को सहने वाले सटीक भागों के वितरण के लिए गर्म फॉर्मिंग क्षमताओं की आवश्यकता होती है।
प्रदर्शन का भौतिकी: टाइटेनियम क्यों स्टैम्प करें?
स्वचालित प्रदर्शन की खोज में, द्रव्यमान दुश्मन है। टाइटेनियम की घनत्व लगभग 4.51 ग्राम/सेमी³ होता है, जो इस्पात (7.8 ग्राम/सेमी³) के लगभग 56% के बराबर है, बिना संरचनात्मक अखंडता के त्याग किए। इस विशिष्ट शक्ति (शक्ति-से-वजन अनुपात) के कारण वाहन के वजन को कम करने के लिए यह अनिवार्य है, जिसका सीधा अर्थ है त्वरण, ब्रेकिंग दूरी और ईंधन दक्षता में सुधार।
स्थिर वजन कमी के आगे बढ़कर, टाइटेनियम उलट-फेर और अनस्प्रंग द्रव्यमान को कम करने में महत्वपूर्ण भूमिका निभाता है। इंजन अनुप्रयोगों में, हल्के वाल्व ट्रेन घटक (जैसे स्टैम्प्ड वाल्व स्प्रिंग रिटेनर) उच्च आरपीएम सीमा और तेज थ्रॉटल प्रतिक्रिया की अनुमति देते हैं। निलंबन प्रणालियों में, इस्पात ब्रैकेट या स्प्रिंग को टाइटेनियम के साथ बदलने से अनस्प्रंग वजन कम होता है, जिससे निलंबन सड़क सतह के परिवर्तनों के प्रति तेजी से प्रतिक्रिया कर सकता है, जिससे पकड़ और हैंडलिंग सटीकता में सुधार होता है।
तापीय स्थिरता एक अन्य निर्णायक कारक है। एल्युमीनियम के विपरीत, जो 150°C से अधिक तापमान पर महत्वपूर्ण शक्ति खो देता है, टाइटेनियम मिश्र धातुएं 400°C से अधिक तापमान पर भी अपने यांत्रिक गुण बनाए रखती हैं। इससे स्टैम्प किया गया टाइटेनियम उष्मा ढाल और निकास घटकों के लिए आदर्श बन जाता है जो विकृति या विफलता के बिना चरम तापीय चक्र को सहन करना चाहिए।
सामग्री का चयन: ज्यामिति के अनुरूप ग्रेड का मिलान
प्रत्येक स्टैम्पिंग प्रक्रिया के लिए सभी टाइटेनियम उपयुक्त नहीं होता है। किसी परियोजना की सफलता अक्सर ऐसे ग्रेड के चयन पर निर्भर करती है जो घटक की प्रदर्शन आवश्यकताओं और उसकी आकृति बनाने की क्षमता के बीच संतुलन बनाए।
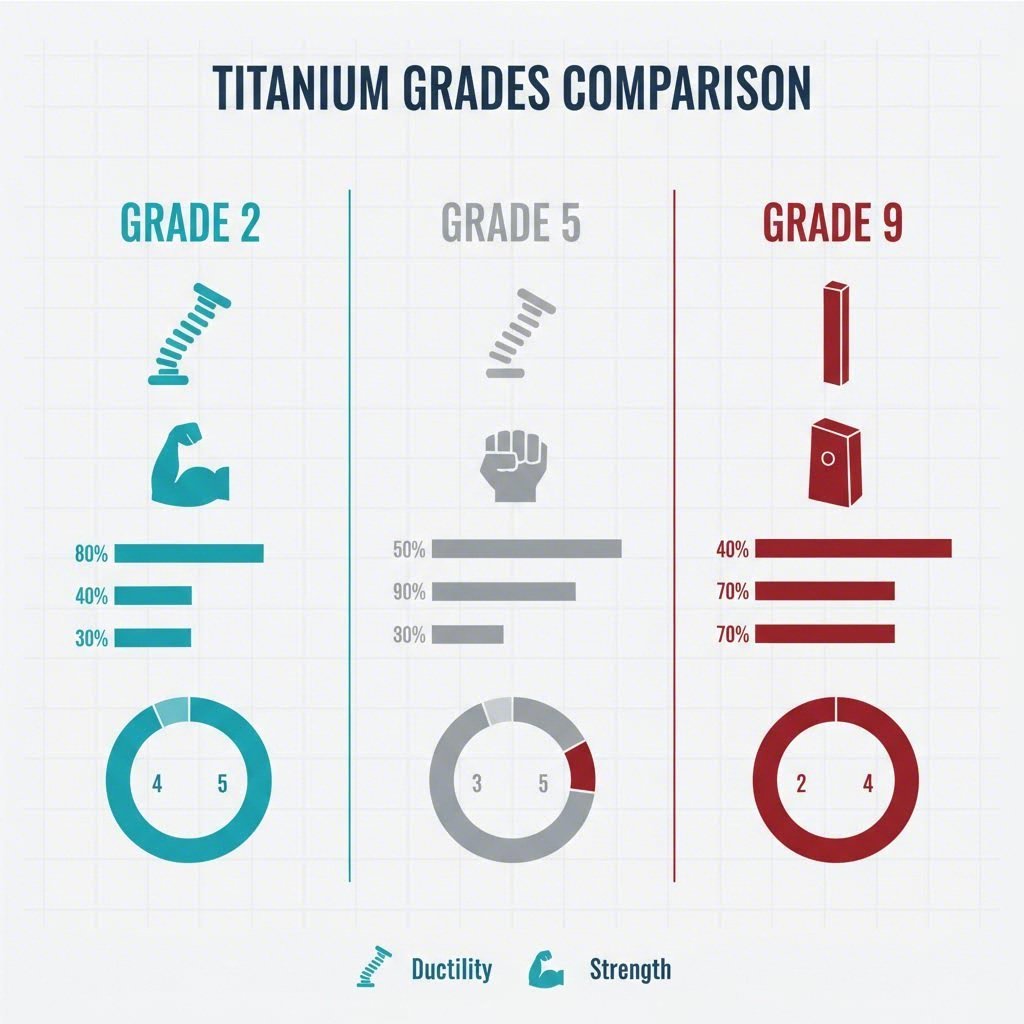
- ग्रेड 1 एवं 2 (व्यावसायिक रूप से शुद्ध): ये टाइटेनियम स्टैम्पिंग के "कार्यशील घोड़े" हैं। ग्रेड 2 शक्ति और लचीलेपन का संतुलित संयोजन प्रदान करता है, जिससे यह गहरे खींचने वाले भागों, जैसे मफलर शेल, ऊष्मा ढाल और जटिल ब्रैकेट के लिए पसंदीदा विकल्प बन जाता है। इसे अक्सर मानक उपकरण समायोजन के साथ ठंडे स्टैम्पिंग द्वारा बनाया जा सकता है।
- ग्रेड 5 (Ti-6Al-4V): उच्च ताकत वाले अनुप्रयोगों के लिए सबसे आम मिश्र धातु, ग्रेड 5 उत्कृष्ट तन्य ताकत प्रदान करता है लेकिन मुद्रांकन की महत्वपूर्ण चुनौतियाँ प्रस्तुत करता है। कमरे के तापमान पर इसकी खराब लचीलापन अक्सर हॉट स्टैम्पिंग (उच्च तापमान पर आकार देना) की आवश्यकता होती है ताकि दरार न हो। इसका उपयोग आमतौर पर फास्टनर और कनेक्टिंग रॉड शिम्स जैसे उच्च-तनाव वाले संरचनात्मक घटकों के लिए किया जाता है।
- ग्रेड 9 (Ti-3Al-2.5V): इसे अक्सर "मध्य भूमि" कहा जाता है, ग्रेड 9 ग्रेड 2 की आकार देने की क्षमता और ग्रेड 5 की ताकत के बीच की खाई को पाटता है। इसका व्यापक रूप से हाइड्रोलिक ट्यूबिंग, एक्जॉस्ट पाइपिंग और हल्के ढांचे वाले मुद्रांकन में उपयोग किया जाता है जहां CP ग्रेड्स से अधिक दबाव प्रतिरोध की आवश्यकता होती है।
- बीटा मिश्र धातुएँ (उदाहरण के लिए, Ti-15-3): इन मिश्र धातुओं को ठंड में आकार दिया जा सकता है और ऊष्मा उपचार योग्य होता है, जो उच्च लोच की आवश्यकता वाले मुद्रित स्प्रिंग्स और जटिल क्लिप्स के लिए उत्कृष्ट उम्मीदवार बनाता है।
इंजीनियरिंग चुनौतियाँ: स्प्रिंगबैक और गैलिंग
टाइटेनियम को स्टैम्पिंग करना इस्पात या एलुमीनियम के मुकाबले दो प्राथमिक भौतिक विषेशताओं के कारण मूलतः अलग है: लचीलेपन का कम गुणांक और उच्च रासायनिक सक्रियता।
स्प्रिंगबैक का प्रबंधन
टाइटेनियम का यंग्स गुणांक लगभग इस्पात के आधा होता है। इस "लचीलेपन" का अर्थ है कि सामग्री आकार देने के बाद मूल आकार में वापस जाने की मजबूत प्रवृत्ति रखती है। स्टैम्पिंग संचालन में, यह गंभीर स्प्रिंगबैक के रूप में प्रकट होता है। इंजीनियरों को महत्वपूर्ण अतिरिक्त बेंडिंग अनुमतियों के साथ मर के डिजाइन करके इसकी भरपाई करनी पड़ती है। जटिल ज्यामिति के लिए, अंतिम आकार को स्थापित करने और आंतरिक तनाव को कम करने के लिए अक्सर गर्म आकार (तापमान पर भाग को मर में रखना) की आवश्यकता होती है।
गैलिंग को रोकना
टाइटेनियम उपकरण इस्पात के खिलाफ चिपकने या "गॉल" होने के लिए प्रसिद्ध है। उच्च दबाव के तहत, सुरक्षात्मक ऑक्साइड परत निकल जाती है, जिससे प्रतिक्रियाशील धातु मर (डाई) पर ठंडे वेल्डिंग कर ले। इसे कम करने के लिए, निर्माता मॉलिब्डेनम डाइसल्फाइड (मॉली) या ग्रेफाइट-आधारित स्नेहक जैसी उन्नत स्नेहन रणनीतियों का उपयोग करते हैं। इसके अतिरिक्त, उपकरणों पर अक्सर टाइटेनियम कार्बो-नाइट्राइड (TiCN) या डायमंड-लाइक कार्बन (DLC) की कोटिंग की जाती है, और कुछ मामलों में, चिपचिपे घर्षण को रोकने और प्राकृतिक स्नेहन प्रदान करने के लिए कांस्य डाई इंसर्ट का उपयोग किया जाता है।
प्रमुख ऑटोमोटिव अनुप्रयोग
टाइटेनियम स्टैम्प किए गए भाग उन स्थानों पर पाए जाते हैं जहां लागत और प्रदर्शन के बीच समझौता उचित ठहराया जाता है। उच्च प्रदर्शन और लक्ज़री वाहनों में, वजन के लक्ष्यों को पूरा करने के लिए ये घटक महत्वपूर्ण होते हैं।
| प्रणाली | घटक | सामान्य ग्रेड | प्रदर्शन लाभ |
|---|---|---|---|
| निकासी | मफलर शेल, ऊष्मा रक्षक | ग्रेड 2 (CP) | क्षरण प्रतिरोध, स्टेनलेस की तुलना में 40% वजन कम |
| इंजन | वाल्व स्प्रिंग रिटेनर, शिम | ग्रेड 5 / बीटा | उच्च RPM सीमा, घर्षण में कमी |
| चेसिस | ब्रेक शिम, ब्रैकेट | ग्रेड 2 / 9 | अनस्प्रंग वजन में कमी, तापीय अलगाव |
| फास्टनर्स | वॉशर, क्लिप | ग्रेड 5 | उच्च क्लैंप लोड प्रतिधारण, कोई संक्षारण नहीं |
लागत विश्लेषण और सोर्सिंग रणनीति
टाइटेनियम स्टैम्पिंग की आर्थिक वास्तविकता में अधिक प्रारंभिक लागत शामिल है। कच्चे माल की कीमतें इस्पात की तुलना में 10 से 20 गुना अधिक हो सकती हैं, और धातु की क्षरक प्रकृति के कारण उपकरण जीवन कम होता है। हालाँकि, प्रदर्शन अनुप्रयोगों के लिए, जीवन चक्र मूल्य—ईंधन बचत, टिकाऊपन और प्रतिस्पर्धात्मक लाभ में मापा गया—अक्सर प्रारंभिक खर्च से अधिक होता है।
आपूर्तिकर्ताओं का मूल्यांकन करते समय, उन साझेदारों की तलाश करें जो गर्म फॉर्मिंग और नियंत्रित वातावरण एनीलिंग के बारीकियों को समझते हैं। शाओयी मेटल तकनीक , उदाहरण के लिए, त्वरित प्रोटोटाइपिंग से लेकर उच्च-मात्रा उत्पादन तक विशेष ऑटोमोटिव स्टैम्पिंग क्षमताएँ प्रदान करता है। उनकी IATF 16949-प्रमाणित सुविधाओं में 600 टन तक के प्रेस लगे हुए हैं, जो उन OEMs के लिए अंतराल पाटते हैं जिन्हें वैश्विक मानकों के अनुरूप सटीक टाइटेनियम घटकों की आपूर्ति की आवश्यकता होती है। यहाँ उनकी इंजीनियरिंग सेवाओं को सत्यापित करें यह देखने के लिए कि वे जटिल सामग्री चुनौतियों को कैसे संभालते हैं।
हमेशा ट्रिमिंग और सतह परिष्करण जैसे माध्यमिक संचालन करने के आपूर्तिकर्ता की क्षमता को सत्यापित करें, क्योंकि टाइटेनियम बर्र्स को हटाना कठिन हो सकता है और विशिष्ट डीबरिंग प्रक्रियाओं की आवश्यकता होती है।
सारांश: क्या टाइटेनियम स्टैम्पिंग संभव है?
टाइटेनियम स्टैम्पिंग अब केवल एयरोस्पेस और फॉर्मूला 1 के लिए आरक्षित नहीं है। सही ग्रेड चयन और प्रक्रिया नियंत्रण के साथ, यह उच्च-प्रदर्शन वाहन अनुप्रयोगों के लिए एक व्यवहार्य बड़े पैमाने पर उत्पादन तकनीक है। मुख्य बात ग्रेड 5 की शक्ति की इच्छा को आकार देने की वास्तविकताओं के साथ संतुलित करना है, जो अक्सर ग्रेड 9 या अनुकूलित ग्रेड 2 डिज़ाइन के साथ सही संतुलन बिंदु पाता है। क्योंकि ऑटोमेकर्स EV रेंज और उत्सर्जन अनुपालन के लिए हल्के भार के लक्ष्य का पीछा करना जारी रखते हैं, स्टैम्प किए गए टाइटेनियम घटक बढ़ती केंद्रीय भूमिका निभाएंगे।
अक्सर पूछे जाने वाले प्रश्न
1. पूरे कार बॉडी के लिए टाइटेनियम का उपयोग क्यों नहीं किया जाता?
जबकि टाइटेनियम एक उत्कृष्ट शक्ति-से-वजन अनुपात प्रदान करता है, लेकिन इसकी उच्च कच्चे माल की लागत और जटिल प्रसंस्करण आवश्यकताओं के कारण यह बड़े पैमाने पर वाहन धाराओं के लिए आर्थिक रूप से अव्यावहारिक है। बड़े पैनलों के निर्माण के लिए विशाल प्रेस बल और महंगे हॉट-फॉर्मिंग उपकरणों की आवश्यकता होगी, जिससे वाहन की कीमत उपभोक्ता की पहुंच से काफी आगे निकल जाएगी।
2. टाइटेनियम के स्टैम्पिंग के मुख्य नुकसान क्या हैं?
इसके प्रमुख नुकसान उच्च स्प्रिंगबैक हैं, जो टॉलरेंस नियंत्रण को जटिल बना देता है, और गैलिंग का खतरा है, जो उपकरणों के क्षरण को बढ़ाता है। इसके अतिरिक्त, इस्पात की तुलना में टाइटेनियम की आकृति देने की क्षमता कम होती है, जिसका अर्थ है कि गहरे खींचाव के लिए अक्सर दरार रोकने के लिए मध्यवर्ती एनीलिंग के साथ कई चरणों की आवश्यकता होती है।
3. क्या टाइटेनियम स्टैम्प किए गए भागों को वेल्ड किया जा सकता है?
हां, टाइटेनियम वेल्डेबल है, लेकिन इसके लिए सख्ती से नियंत्रित वातावरण की आवश्यकता होती है। ऑक्सीजन गर्म टाइटेनियम का "दुश्मन" है; यह 400°C से ऊपर ऑक्सीजन को तेजी से अवशोषित करता है, जिससे भ्रष्टता होती है। इसलिए, सामग्री की लचीलापन और ताकत बनाए रखने के लिए वेल्डिंग को निष्क्रिय आर्गॉन वातावरण या वैक्यूम कक्ष में किया जाना चाहिए।