 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

सेवा मशीनिंग लागत और समय-सीमा के बारे में वह क्या है जो कोई आपको नहीं बताता
सेवा मशीनिंग को समझना और इसका महत्व क्यों है
क्या आपने कभी सोचा है कि कुछ निर्माता उपकरणों पर लाखों डॉलर का निवेश क्यों करते हैं, जबकि अन्य समान भागों का उत्पादन एक भी मशीन के स्वामित्व के बिना करते हैं? इसका उत्तर सेवा मशीनिंग में छिपा है—एक रणनीतिक दृष्टिकोण जो व्यवसायों के उत्पादन के बारे में सोचने के तरीके को पुनर्गठित कर रहा है।
सेवा मशीनिंग निर्माताओं के लिए वास्तव में क्या अर्थ रखती है
सेवा मशीनिंग का अर्थ है सटीक निर्माण कार्य का बाहरी सौंपना उन विशिष्ट बाहरी सुविधाओं को, जो उन्नत सीएनसी प्रौद्योगिकी से सुसज्जित हैं। बजाय महंगे उपकरण खरीदने और कुशल ऑपरेटरों को नियुक्त करने के, व्यवसाय ऐसे समर्पित मशीनिंग प्रदाताओं के साथ साझेदारी करते हैं जो उत्पादन प्रक्रिया को शुरुआत से अंत तक संभालते हैं।
इसे इस तरह सोचें: आपको सटीक घटकों की आवश्यकता है, लेकिन आपको आवश्यक रूप से कारखाने का स्वामित्व नहीं होना चाहिए। टेक्नावियो द्वारा किए गए उद्योग अनुसंधान के अनुसार, मशीनिंग सेवाओं के बाज़ार में 2023 से 2028 के बीच 17.4 अरब डॉलर की वृद्धि की भविष्यवाणी की गई है, जिसकी वार्षिक संयोजित वृद्धि दर 4.5% है। यह वृद्धि निर्माण रणनीति में एक मौलिक परिवर्तन को दर्शाती है—कंपनियाँ बढ़ती तरह से समझ रही हैं कि बाहरी साझेदार बिना पूंजी निवेश के बोझ के उत्कृष्ट परिणाम प्रदान कर सकते हैं।
जब आप "मेरे निकट का सीएनसी मशीन शॉप" खोजते हैं या सीएनसी सटीक मशीनिंग सेवाओं का पता लगाते हैं, तो आप वास्तव में इन विशिष्ट साझेदारों की तलाश कर रहे होते हैं। चाहे आप अपने पहले उत्पाद के प्रोटोटाइपिंग के लिए एक स्टार्टअप हों या उत्पादन के पैमाने को बढ़ा रहे किसी स्थापित निर्माता के लिए सेवा प्रदाता, दोनों ही स्थितियों में आपको आंतरिक संचालन से जो उच्च-गुणवत्ता वाला आउटपुट अपेक्षित होता है, वही आउटपुट सेवा प्रदाता प्रदान करते हैं।
आउटसोर्स की गई और आंतरिक मशीनिंग के बीच मुख्य अंतर
इन दृष्टिकोणों के बीच का अंतर स्वामित्व और ज़िम्मेदारी पर निर्भर करता है। आंतरिक मशीनिंग के साथ, आपको उपकरणों के क्रय, रखरखाव के लिए नियोजित समय, ऑपरेटर प्रशिक्षण और गुणवत्ता प्रमाणन जैसे सभी कार्यों का पूर्ण भार वहन करना पड़ता है। बाहरी साझेदार इन सभी बोझों को पूर्णतः अपने ऊपर ले लेते हैं।
विचार करें कि आंतरिक संचालन के लिए वास्तव में क्या आवश्यकता होती है:
- महत्वपूर्ण प्रारंभिक पूंजी सीएनसी मशीनरी के लिए, जिसकी कीमत दस हज़ार डॉलर से लेकर लाखों डॉलर तक हो सकती है
- निरंतर रखरखाव की लागत जो समय के साथ संचित होती रहती हैं और विशेषज्ञ तकनीशियनों की आवश्यकता होती है
- कुशल ऑपरेटर जो उच्च वेतन प्राप्त करते हैं और निरंतर प्रशिक्षण की आवश्यकता रखते हैं
- गुणवत्ता सर्टिफिकेशन जैसे आईएसओ 9001, जो कठोर प्रलेखन और ऑडिट की आवश्यकता रखता है
सेवा मशीनिंग इन आवश्यकताओं को समाप्त कर देती है। जोस मशीन शॉप या कोई भी योग्य प्रदाता पहले से ही इन निवेशों को पूरा कर चुका है। वे नवीनतम उपकरणों का रखरखाव करते हैं, अनुभवी मशीनिस्टों को रोज़गार पर रखते हैं और आपके उद्योग द्वारा अपेक्षित प्रमाणन धारण करते हैं। आप केवल जब आवश्यकता हो, तो उनकी क्षमताओं का लाभ उठाते हैं।
विमानन से लेकर चिकित्सा उपकरणों तक के क्षेत्रों में कारोबार बाहरी यांत्रिक प्रसंस्करण साझेदारों पर क्यों निर्भर करते हैं? इसका मूल्य प्रस्ताव आकर्षक है। उच्च परिशुद्धता यांत्रिक प्रसंस्करण सेवाएँ आपको बहु-अक्षीय सीएनसी उपकरणों, अनुभवी ऑपरेटरों और स्थापित गुणवत्ता प्रणालियों तक पहुँच प्रदान करती हैं, बिना पूँजी को अवरुद्ध किए। कैलिफोर्निया और अन्य विनिर्माण केंद्रों में कई मशीन शॉप विशिष्ट उद्योगों में विशेषज्ञता रखते हैं, जो ऐसी विशेषज्ञता प्रदान करते हैं जिसे आंतरिक रूप से विकसित करने में वर्षों लग सकते हैं।
यह लचीलापन विशेष रूप से तब अधिक मूल्यवान सिद्ध होता है जब परियोजना की आवश्यकताएँ उतार-चढ़ाव दिखाती हैं। धीमी अवधि के दौरान निष्क्रिय उपकरणों को बनाए रखने या मांग में अचानक वृद्धि के दौरान क्षमता जोड़ने के लिए जल्दबाजी करने के बजाय, बाहरी स्रोतों से उत्पादन को सुग्राही रूप से बढ़ाया या घटाया जा सकता है। यह एक रणनीतिक लाभ है जो आपको अपने सबसे अच्छे कार्यों—उत्पादों के डिज़ाइन, ग्राहकों की सेवा और अपने व्यवसाय के विस्तार—पर केंद्रित रखता है।
सीएनसी मशीनिंग प्रक्रियाओं के प्रकार और उनके अनुप्रयोग
जब आप किसी सेवा मशीनिंग प्रदाता के साथ साझेदारी करते हैं, तो आप केवल उपकरणों तक पहुँच प्राप्त करने के बजाय विनिर्माण प्रक्रियाओं के एक विविध टूलकिट तक पहुँच प्राप्त कर रहे होते हैं। लेकिन यहाँ चुनौती यह है: आप कैसे जान सकते हैं कि कौन-सी प्रक्रिया आपकी परियोजना के लिए उपयुक्त है? मिलिंग, टर्निंग और विशिष्ट तकनीकों के बीच के अंतर को समझना आपको अपने मशीनिंग साझेदार के साथ प्रभावी ढंग से संवाद करने और अपने भागों के बारे में सूचित निर्णय लेने में सहायता करता है।
सीएनसी मिलिंग की व्याख्या
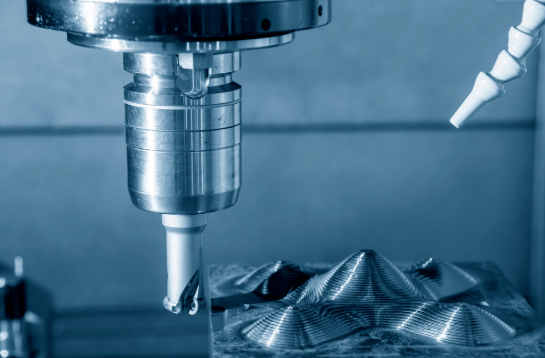
एक घूर्णन करते हुए कटिंग टूल की कल्पना करें जो एक स्थिर कार्य-टुकड़े (वर्कपीस) पर गतिमान हो रहा है, धीरे-धीरे सामग्री को परत दर परत काटते हुए । यही सीएनसी मिलिंग का कार्य है। उन प्रक्रियाओं के विपरीत, जिनमें भाग घूमता है, मिलिंग में आपका कार्य-टुकड़ा स्थिर रहता है, जबकि बहु-बिंदु कटिंग टूल बहु-अक्षीय रूप से कार्य करते हैं।
यह दृष्टिकोण सरल विधियों के साथ असंभव होने वाले जटिल 3D आकारों के निर्माण में उत्कृष्टता प्रदर्शित करता है। 3ERP के विनिर्माण अनुसंधान के अनुसार, मिलिंग मशीनें 3, 4 या 5-अक्ष क्षमता के साथ संचालित हो सकती हैं, जिनमें से प्रत्येक अतिरिक्त अक्ष नए ज्यामितीय संभावनाओं को खोलता है।
मिलिंग को विशेष रूप से बहुमुखी बनाने वाला क्या कारक है? इन सामान्य अनुप्रयोगों पर विचार करें:
- समतल सतहें और फलक —फेस मिलिंग कार्य-टुकड़ों के शीर्ष पर सटीक क्षैतिज समतल सतहें बनाती है
- पॉकेट और कोटियाँ (कैविटीज़) —पॉकेट मिलिंग आंतरिक खंडों से सामग्री को हटाकर धंसी हुई सुविधाएँ बनाती है
- स्लॉट और ग्रूव —पेरिफेरल मिलिंग भाग के किनारों के अनुदिश नियंत्रित गहराई के साथ चैनल काटती है
- जटिल 3D आकृतियाँ —बॉल-नोज़ एंड मिल्स ढालू रूपांकनों (मॉल्ड्स) और प्रोटोटाइप्स के लिए जैविक वक्रों का अनुसरण करती हैं
- कोणीय सुविधाएँ —चैम्फर मिल्स और कोणीय संचालन तिरछे किनारे बनाते हैं
जब आप 5-अक्ष सीएनसी मशीनिंग सेवाओं की खोज कर रहे होते हैं, तो आप सबसे उन्नत मिलिंग क्षमता को देख रहे होते हैं। ये मशीनें औजार या मेज को झुका सकती हैं, जिससे एकल सेटअप में अंडरकट और जटिल सतहों तक पहुँचा जा सकता है। बड़े भागों की सीएनसी मशीनिंग या जटिल एयरोस्पेस घटकों के लिए, 5-अक्ष सीएनसी सेवा प्रदाता ऐसी सटीकता प्रदान करते हैं जिसे सरल सेटअप द्वारा प्राप्त नहीं किया जा सकता है।
जब टर्निंग, मिलिंग को पीछे छोड़ देती है
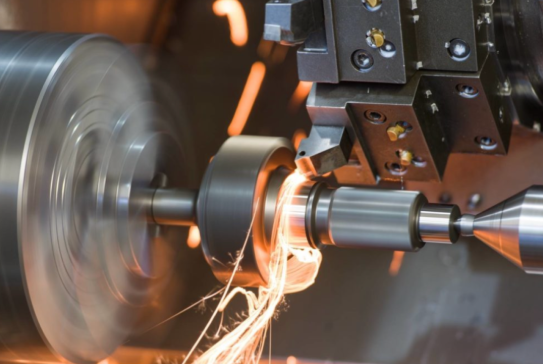
अब स्क्रिप्ट को उलट दीजिए। सीएनसी टर्निंग में, कार्य-टुकड़ा तेज़ी से घूमता है जबकि एक स्थिर एकल-बिंदु कटिंग टूल सतह को आकार देता है। गति में यह उलटा होना प्रत्येक प्रक्रिया के श्रेष्ठ प्रदर्शन के क्षेत्र में मौलिक अंतर पैदा करता है।
यह सीधा-सा लगता है? ऐसा ही है—और यह सरलता दक्षता में बदल जाती है। बेलनाकार घटकों के लिए टर्निंग ऑपरेशन स्वाभाविक रूप से गोल प्रोफाइल उत्पन्न करने के कारण अधिक तीव्र होते हैं। यदि आपका भाग एक शाफ्ट, पिन, बुशिंग या थ्रेडेड रॉड जैसा दिखता है, तो टर्निंग लगभग निश्चित रूप से आपका सर्वोत्तम विकल्प है।
यहाँ टर्निंग, मिलिंग की तुलना में श्रेष्ठ प्रदर्शन करती है:
- बेलनाकार और शंक्वाकार आकृतियाँ —घूर्णन करता हुआ कार्य-टुकड़ा प्राकृतिक रूप से उत्कृष्ट समकेंद्रिकता के साथ गोल प्रोफाइल उत्पन्न करता है
- उच्च-मात्रा उत्पादन चलाता है —बार फीडर न्यूनतम ऑपरेटर हस्तक्षेप के साथ निरंतर मशीनिंग की अनुमति देते हैं
- बाह्य और आंतरिक थ्रेड —थ्रेडिंग ऑपरेशन टर्निंग साइकिल में सुग्राही रूप से एकीकृत हो जाते हैं
- कड़ी गोलाकारता सहिष्णुताएँ —प्रक्रिया लंबे भागों में सुसंगत व्यास को बनाए रखती है
- लागत-संवेदनशील परियोजनाएँ —सरल टूलिंग और त्वरित साइकिल समय प्रति भाग लागत को कम करते हैं
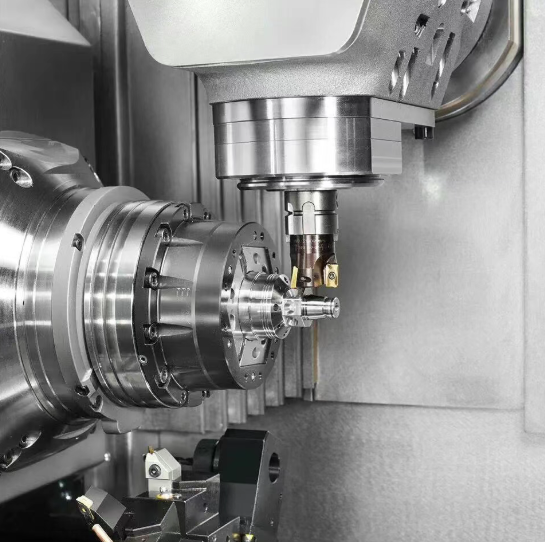
आधुनिक सीएनसी टर्निंग केंद्र प्रक्रियाओं के बीच की सीमा को धुंधला कर देते हैं। अब कई मशीनों में लाइव टूलिंग शामिल है—घूर्णन करने वाले उपकरण जो भाग को लेथ में ही चपटा किए रखे जाने के दौरान फ्रेजिंग कार्य कर सकते हैं। यह संकर क्षमता इसका अर्थ है कि एक ही मशीन आपके भाग को अलग सेटअप में स्थानांतरित किए बिना क्रॉस-होल्स ड्रिल कर सकती है, फ्लैट्स फ्रेज कर सकती है, या कीवेज काट सकती है।
उन भागों के सीएनसी मशीनिंग प्रोजेक्ट्स के लिए जिनमें गोल और प्रिज़्मैटिक विशेषताएँ दोनों शामिल होती हैं, अपने सेवा प्रदाता से मिल-टर्न क्षमताओं के बारे में पूछें। ये संकर मशीनें कई सेटअप्स को समाप्त करके नेतृत्व समय को काफी कम कर सकती हैं और आयामी शुद्धता में सुधार कर सकती हैं।
जटिल ज्यामितियों के लिए विशिष्ट प्रक्रियाएँ
जब पारंपरिक कटिंग उपकरण आपकी आवश्यक ज्यामिति तक पहुँच नहीं पा सकते हैं, तो विशिष्ट प्रक्रियाएँ जैसे विद्युत डिस्चार्ज मशीनिंग और परिशुद्ध ग्राइंडिंग यहाँ प्रवेश करती हैं।
इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) यह भौतिक कटिंग के बजाय नियंत्रित विद्युत चिंगारियों के माध्यम से सामग्री को हटाता है। अनुसार ओपनलर्न की तकनीकी दस्तावेज़ीकरण eDM किसी भी विद्युत्-चालक सामग्री पर काम करता है, चाहे उसकी कठोरता कितनी भी अधिक क्यों न हो—जिससे यह कठोरित औजार इस्पात और विदेशी मिश्र धातुओं जैसी सामग्रियों के लिए आदर्श बन जाता है, जो पारंपरिक कटिंग उपकरणों को नष्ट कर देती हैं।
EDM विशिष्ट अनुप्रयोगों में उत्कृष्ट प्रदर्शन करता है:
- उच्च अनुपात वाले छोटे छिद्र —वायर EDM 0.05 मिमी तक के छोटे छिद्र बना सकता है
- जटिल डाई कैविटीज़ —सिंकर EDM बर्र (बारीक) के बिना जटिल मॉल्ड विशेषताओं को आकार देता है
- कठोरित सामग्रियाँ —स्पार्क अपघटन पूरी तरह से सामग्री की कठोरता की अवहेलना करता है
- तीखे आंतरिक कोने —जहाँ कटर पहुँच नहीं सकते, वहाँ 0.4 मिमी तक के तंग त्रिज्या (रेडियस) प्राप्त करता है
इसका समझौता? EDM पारंपरिक यांत्रिक विधियों की तुलना में धीमी गति से काम करता है, जिसकी धातु निकालने की दर आमतौर पर घन सेंटीमीटर प्रति घंटा में मापी जाती है। इसके अतिरिक्त, यह 0.0025–0.15 मिमी गहरी एक पुनः निर्मित परत (रीकैस्ट लेयर) छोड़ देता है, जिसे थकान-संवेदनशील अनुप्रयोगों के लिए हटाने की आवश्यकता हो सकती है।
सटीक ग्राइंडिंग यह सतह के फिनिश और सहनशीलता प्राप्त करने के लिए अपघर्षक व्हील्स का उपयोग करता है, जो कटिंग टूल्स द्वारा प्रदान की जाने वाली सीमाओं से परे होती हैं। जब आपकी परियोजना दर्पण-जैसी सतहों या माइक्रोन-स्तर की सटीकता की आवश्यकता रखती है, तो ग्राइंडिंग आवश्यक हो जाती है।
ओडिसी मशीनिंग जैसी कंपनियाँ और अन्य विशेषज्ञ प्रदाता अक्सर कई प्रक्रियाओं को अनुक्रम में संयोजित करते हैं—मिलिंग के साथ रफिंग, ग्राइंडिंग के साथ फिनिशिंग, और ईडीएम के साथ विस्तृत कार्य। यह एकीकृत दृष्टिकोण प्रत्येक विधि के सर्वोत्तम गुणों को प्रदान करता है, जबकि कुल उत्पादन समय को न्यूनतम करता है।
इन प्रक्रिया अंतरों को समझना आपको अपने मशीनिंग साझेदार के साथ अधिक प्रभावी ढंग से सहयोग करने में सहायता करता है। जब आप यह स्पष्ट रूप से व्यक्त कर सकते हैं कि आपके भाग को मिलिंग की लचीलापन, टर्निंग की दक्षता, या विशिष्ट सटीकता की आवश्यकता है, तो आपको अधिक सटीक कोटेशन और त्वरित डिलीवरी समय प्राप्त होंगे।
मशीन किए गए घटकों के लिए सामग्री चयन गाइड
आपने अपनी मशीनिंग प्रक्रिया का चयन कर लिया है। अब एक समान रूप से महत्वपूर्ण निर्णय लेने का समय आ गया है: आपके भाग का निर्माण किस सामग्री से किया जाए? यह चयन आपकी पूरी परियोजना के प्रत्येक पहलू को प्रभावित करता है—मशीनिंग समय और उपकरण के क्षरण से लेकर अंतिम भाग के प्रदर्शन और कुल लागत तक। यदि आप सही चयन करते हैं, तो आपके पास ऐसे घटक होंगे जो अपेक्षाओं से अधिक प्रदर्शन करेंगे। यदि गलत चयन करते हैं, तो आप देरी, बजट के अतिव्यय या क्षेत्र में विफल होने वाले भागों का सामना कर सकते हैं।
सामग्री के चयन को जटिल बनाने वाली बात यह है कि यह हमेशा एक सौदा (ट्रेड-ऑफ़) होता है। टॉप्स बेस्ट प्रिसिजन द्वारा किए गए विनिर्माण अनुसंधान के अनुसार, एल्यूमीनियम और पीतल जैसी नरम धातुओं की उत्कृष्ट मशीनिंग योग्यता होती है, लेकिन इनमें संभवतः शक्ति और टिकाऊपन की कमी हो सकती है। इसके विपरीत, टाइटेनियम और स्टेनलेस स्टील जैसी कठोर सामग्रियाँ मशीन करने में कठिन होती हैं, लेकिन उच्च शक्ति, संक्षारण प्रतिरोध और टिकाऊपन प्रदान करती हैं।
चलिए आपके विकल्पों को विस्तार से समझते हैं, ताकि आप अपने एल्यूमीनियम सीएनसी मशीनिंग सेवाएँ या किसी अन्य सामग्री आवश्यकता के लिए सूचित निर्णय ले सकें।
हल्के वजन के प्रदर्शन के लिए एल्युमीनियम मिश्र धातुएँ
जब निर्माताओं को गुणवत्ता के बिना समय पर भागों की आवश्यकता होती है, तो एल्यूमीनियम अक्सर सूची में शीर्ष पर आता है। पीतल के मानक की तुलना में 90-95% की मशीनिंग क्षमता वाला एल्यूमीनियम, त्वरित टर्नअराउंड समय और उत्कृष्ट सतह समाप्ति प्रदान करता है।
एल्यूमीनियम को मशीन करना इतना अच्छा क्यों है? इसकी उच्च ऊष्मा चालकता के कारण कटिंग क्षेत्र से ऊष्मा तीव्रता से विसरित हो जाती है, जिससे उपकरण के जीवन को समर्पित किए बिना तीव्र मशीनिंग गति संभव हो जाती है। एथेरियल मशीन्स के सामग्री चयन मार्गदर्शिका के अनुसार, एल्यूमीनियम 6061 का संतुलन ताकत और मशीनिंग क्षमता के बीच होता है, जो ऑटोमोटिव से लेकर उपभोक्ता वस्तुओं तक के अनुप्रयोगों में विविधता प्रदान करता है।
एल्यूमीनियम सीएनसी मिलिंग सेवा के उद्धरणों में आपको जो सामान्य एल्यूमीनियम मिश्र धातुएँ मिलेंगी, वे हैं:
- 6061-T6 — सामान्य उद्देश्य के अनुप्रयोगों के लिए अच्छी ताकत, वेल्डेबिलिटी और संक्षारण प्रतिरोध प्रदान करने वाली 'कार्यशील' मिश्र धातु
- 7075-T6 — कुछ इस्पातों के समीप पहुँचने वाली उच्च ताकत, जो एयरोस्पेस संरचनात्मक घटकों और उच्च-तनाव अनुप्रयोगों के लिए आदर्श है
- 2024-T3 —विमान के शरीर और संरचनात्मक भागों के लिए उत्कृष्ट थकान प्रतिरोध
- 5052—समुद्री और रासायनिक प्रसंस्करण वातावरण के लिए उत्कृष्ट संक्षारण प्रतिरोध
कॉम्प्रोमाइज़? एल्यूमीनियम की कम कठोरता के कारण यह अत्यधिक घर्षण या उच्च-तापमान अनुप्रयोगों को संभाल नहीं सकता। उन स्थितियों के लिए, आपको स्टील या विदेशी मिश्र धातुओं पर विचार करना होगा।
टिकाऊपन के लिए स्टील और स्टेनलेस विकल्प
जब भार की तुलना में ताकत और टिकाऊपन अधिक महत्वपूर्ण होते हैं, तो स्टील के विभिन्न प्रकार आपके जाने-माने सामग्री बन जाते हैं। हालाँकि, स्टील परिवार का प्रदर्शन सीमा बहुत व्यापक है—और इसकी मशीनीकरण क्षमता भी ऐसी ही है।
कार्बन और मिश्र इस्पात (जैसे 1018, 4140, और 4340) ताकत और मशीनीकरण क्षमता के बीच एक उचित संतुलन प्रदान करते हैं। लगभग 70% की रेटिंग के साथ, ये एल्यूमीनियम की तुलना में काटने के लिए काफी कठिन हैं, लेकिन फिर भी मानक औजारों के साथ प्रबंधनीय हैं। ये सामग्रियाँ संरचनात्मक घटकों, मशीनरी के भागों और गियर्स में उत्कृष्ट प्रदर्शन करती हैं, जहाँ ताकत अतिरिक्त मशीनिंग समय को औचित्य प्रदान करती है।
Stainless steels एक अलग चुनौती प्रस्तुत करता है। सामग्री अनुसंधान के अनुसार, 304 और 316 जैसे ग्रेड की मशीनिंग क्षमता केवल 30–40% होती है। यह इतना कठिन क्यों है? स्टेनलेस स्टील का कार्य-कठोरीकरण (वर्क हार्डनिंग) होता है—अर्थात् जैसे-जैसे आप इसे काटते हैं, यह और भी कठोर हो जाता है। इसके लिए धीमी कटिंग गति, अधिक कठोर सेटअप और अधिक बार टूल परिवर्तन की आवश्यकता होती है।
मशीनिंग की चुनौतियों के बावजूद, स्टेनलेस स्टील के गुण विशिष्ट अनुप्रयोगों में इस प्रयास को उचित ठहराते हैं:
- 304 स्टेनलेस —खाद्य प्रसंस्करण, स्थापत्य और रासायनिक अनुप्रयोगों के लिए सामान्य-उद्देश्य का संक्षारण प्रतिरोध
- 316 स्टेनलेस —समुद्री, चिकित्सा और फार्मास्यूटिकल वातावरणों के लिए उत्कृष्ट संक्षारण प्रतिरोध
- 17-4 PH —एयरोस्पेस और रक्षा घटकों के लिए उच्च ताकत प्रदान करने वाला अवक्षेपीकरण-कठोरीकरण (प्रिसिपिटेशन-हार्डनिंग) ग्रेड
- 303 स्टेनलेस —चिप टूटने और टूल जीवन में सुधार के लिए सल्फर के साथ निर्मित मुक्त-मशीनिंग ग्रेड
यदि आपकी परियोजना में स्टेनलेस स्टील की आवश्यकता है, तो एल्युमीनियम मिलिंग सेवा के उद्धरणों की तुलना में लंबे डिलीवरी समय और प्रति भाग उच्च लागत की अपेक्षा करें। स्वयं सामग्री की कीमत अधिक होती है, मशीनों की गति धीमी होती है, और उपकरणों का घिसावट तेज़ी से होता है—ये सभी कारक आपके सेवा प्रदाता द्वारा अपनी कीमत निर्धारित करते समय शामिल किए जाएँगे।
इंजीनियरिंग प्लास्टिक्स और विदेशी सामग्रियाँ
प्रत्येक घटक को धातु की आवश्यकता नहीं होती है। इंजीनियरिंग प्लास्टिक्स में हल्के वजन, रासायनिक प्रतिरोधकता और विद्युत विच्छेदन जैसे अद्वितीय लाभ होते हैं। इस बीच, विदेशी मिश्र धातुएँ उन चरम परिस्थितियों को संभालती हैं जहाँ पारंपरिक सामग्रियाँ विफल हो जाती हैं।
सामान्य इंजीनियरिंग प्लास्टिक्स मशीन किए गए घटकों के लिए शामिल हैं:
- डेल्रिन (एसीटल) —गियर, बेयरिंग और यांत्रिक घटकों के लिए आदर्श, उत्कृष्ट आयामी स्थिरता के साथ बहुत आसानी से मशीन किया जा सकता है
- PEEK —250°C तक के तापमान को संभालने वाला उच्च-प्रदर्शन थर्मोप्लास्टिक, जो एयरोस्पेस और चिकित्सा प्रत्यारोपण में आम है
- UHMW —कन्वेयर घटकों और घिसावट रोकने वाले स्ट्रिप्स के लिए उत्कृष्ट घिसावट प्रतिरोध और कम घर्षण
- पॉलीकार्बोनेट —सुरक्षा खिड़कियों और सुरक्षा कवर के लिए उच्च प्रभाव प्रतिरोध और प्रकाशिक स्पष्टता
प्लास्टिक की मशीनिंग तेज़ी से की जा सकती है, लेकिन इसके लिए विभिन्न विचार-विमर्श की आवश्यकता होती है। कुछ प्लास्टिक काटने की गर्मी के तहत पिघल सकते हैं या विकृत हो सकते हैं, जबकि अन्य को अत्यधिक आक्रामक ढंग से काटे जाने पर टूटने का खतरा होता है। आपका मशीनिंग साझेदार इसके अनुसार गति, फीड और शीतन रणनीतियों में समायोजन करना चाहिए।
दुर्लभ मिश्र धातुएँ स्पेक्ट्रम के विपरीत छोर पर स्थित होती हैं—इनकी मशीनिंग कठिन है, लेकिन चरम परिवेशों के लिए ये अत्यावश्यक हैं। प्राइमो मेडिकल ग्रुप का उल्लेख है कि टाइटेनियम और अन्य दुर्लभ मिश्र धातुओं जैसी सामग्रियों की विशिष्ट विशेषताओं—जैसे कठोरता, संक्षारण प्रतिरोध और जैव-संगतता—के कारण विशेषीकृत मशीनिंग तकनीकों की आवश्यकता होती है।
टाइटेनियम की मशीनिंग क्षमता रेटिंग केवल 20–25% है। इसकी कम ऊष्मा चालकता कटिंग क्षेत्र में गर्मी को फँसा लेती है, जिसके कारण धीमी गति और विशेष लेपित उपकरणों की आवश्यकता होती है। इनकोनेल और अन्य निकेल सुपर-मिश्र धातुओं की रेटिंग और भी कम—10–15% है, जिसके कारण उपकरण विफलता को रोकने के लिए अत्यधिक सावधानी की आवश्यकता होती है।
ये सामग्रियाँ अपनी मशीनिंग कठिनाई का औचित्य कब स्थापित करती हैं? टाइटेनियम का उपयोग एयरोस्पेस संरचनाओं, चिकित्सा प्रत्यारोपणों और उच्च-प्रदर्शन वाले खेल सामान में किया जाता है, जहाँ इसका शक्ति-से-वजन अनुपात अतुलनीय है। इनकॉनेल जेट इंजन के घटकों और परमाणु अनुप्रयोगों के लिए उपयोग किया जाता है, जहाँ अत्यधिक ऊष्मा और संक्षारण अन्य सामग्रियों को नष्ट कर देते हैं।
एक नज़र में सामग्री की तुलना
अपने सेवा मशीनिंग प्रदाता के साथ सामग्रि विकल्पों पर चर्चा करते समय इस संदर्भ तालिका का उपयोग करें:
| सामग्री | मशीनीकरण रेटिंग | विशिष्ट अनुप्रयोग | लागत पर विचार |
|---|---|---|---|
| ब्रैस c36000 | 100% (मानक) | फिटिंग्स, विद्युत घटक, सजावटी हार्डवेयर | मध्यम सामग्रि लागत, सबसे कम मशीनिंग लागत |
| एल्यूमिनियम 6061 | 90-95% | एयरोस्पेस, ऑटोमोटिव, इलेक्ट्रॉनिक्स एन्क्लोज़र | कम सामग्री लागत, तीव्र मशीनिंग |
| कार्बन स्टील 1018 | 70% | संरचनात्मक भाग, शाफ्ट, मशीनरी घटक | कम सामग्रि लागत, मध्यम मशीनिंग समय |
| स्टेनलेस स्टील 304 | 30-40% | खाद्य प्रसंस्करण, चिकित्सा, समुद्री वातावरण | उच्च सामग्रि लागत, धीमी मशीनिंग |
| टाइटेनियम 6Al-4V | 20-25% | एयरोस्पेस संरचनाएँ, चिकित्सा प्रत्यारोपण, रक्षा | उच्च सामग्री लागत, विशिष्ट औजारों की आवश्यकता |
| इंकोनेल 718 | 10-15% | जेट इंजन, परमाणु रिएक्टर, अत्यंत कठोर वातावरण | बहुत उच्च सामग्रि लागत, सबसे धीमी मशीनिंग |
| डेल्रिन (एसीटल) | उच्च | गियर, बेयरिंग, सटीक यांत्रिक भाग | मध्यम सामग्री लागत, तीव्र यांत्रिक कार्यकरण |
| PEEK | मध्यम | चिकित्सा प्रत्यारोपण, एयरोस्पेस, रासायनिक प्रसंस्करण | उच्च सामग्री लागत, तापमान नियंत्रण की आवश्यकता |
उद्योग-विशिष्ट पदार्थ की आवश्यकताएँ
आपका उद्योग संभवतः केवल प्रदर्शन विचारों के अतिरिक्त सामग्री के चयन को निर्धारित करता है। विनियामक आवश्यकताएँ और प्रमाणन मानक आपके विकल्पों को काफी सीमित कर देते हैं।
चिकित्सा सामग्री निर्माण इसमें सिद्ध जैव-संगतता और ट्रेसैबिलिटी वाली सामग्रियों की आवश्यकता होती है। टाइटेनियम, 316L स्टेनलेस स्टील और PEEK जैसे विशिष्ट बहुलक इम्प्लांटेबल उपकरणों के लिए FDA आवश्यकताओं को पूरा करते हैं। आपका यांत्रिक कार्यकरण साझेदार सामग्री की उत्पत्ति और ISO 13485 जैसे मानकों के अनुपालन को सिद्ध करने के लिए दस्तावेज़ीकरण बनाए रखना चाहिए।
वायु-अंतरिक्ष अनुप्रयोग इनमें पूर्ण सामग्री ट्रेसैबिलिटी के साथ प्रमाणित मिश्र धातुओं की आवश्यकता होती है। आप कोई भी एल्यूमीनियम उपयोग नहीं कर सकते—यह एयरोस्पेस-ग्रेड होना चाहिए जिसके मिल प्रमाणपत्र इसकी रासायनिक संरचना और यांत्रिक गुणों के बारे में दस्तावेज़ीकरण प्रदान करते हों। सामान्य विनिर्देशों में AMS (एयरोस्पेस मटेरियल स्पेसिफिकेशन्स) और ASTM मानक शामिल हैं।
ऑटोमोटिव घटक अक्सर लागत दक्षता को प्रदर्शन आवश्यकताओं के साथ संतुलित करते हैं। उच्च-मात्रा उत्पादन आमतौर पर एल्यूमीनियम और फ्री-मशीनिंग स्टील जैसी आसानी से मशीन की जा सकने वाली सामग्रियों को प्राथमिकता देता है, ताकि प्रति-भाग लागत को न्यूनतम किया जा सके, जबकि टिकाऊपन विनिर्देशों को पूरा किया जा सके।
इन सामग्री गतिशीलताओं को समझना आपको अपने मशीनिंग साझेदार के साथ अधिक प्रभावी ढंग से सहयोग करने में सहायता करता है। जब आप मशीनिंग क्षमता और प्रदर्शन के बीच समझौतों पर चर्चा कर सकते हैं, तो आप अपने बजट का निवेश कहाँ करना है—और कहाँ बचत करनी है—इस संबंध में बेहतर निर्णय ले पाएँगे।

पूर्ण सेवा मशीनिंग कार्यप्रवाह की व्याख्या
आपने अपनी प्रक्रिया का चयन कर लिया है और अपनी सामग्री का चयन कर लिया है। अब क्या? कई पहली बार के खरीदारों के लिए, प्रारंभिक पूछताछ से लेकर अंतिम भाग प्राप्त करने तक की यात्रा एक 'काला बॉक्स' की तरह लगती है। आप अपनी फ़ाइलें सबमिट करने के बाद क्या होता है? प्रत्येक चरण को पूरा करने में कितना समय लगता है? पूर्ण कार्यप्रवाह को समझना आपको यथार्थवादी अपेक्षाएँ निर्धारित करने और महंगी गलत संचार को रोकने में सहायता करता है।
चाहे आप सैन जोसे की एक मशीन शॉप के साथ काम कर रहे हों या देश भर में किसी प्रदाता के साथ, अधिकांश प्रतिष्ठित सीएनसी मशीनिंग कैलिफोर्निया सुविधाएँ एक समान संरचित प्रक्रिया का अनुसरण करती हैं। आइए प्रत्येक चरण के माध्यम से जाएँ ताकि आपको सटीक रूप से यह पता चल सके कि आपको क्या अपेक्षित है।
अपनी डिज़ाइन फ़ाइलों को जमा करने के लिए तैयार करना
आपका प्रोजेक्ट तब शुरू होता है जब आप डिज़ाइन फ़ाइलें जमा करते हैं—और आप उन फ़ाइलों को कैसे तैयार करते हैं, यह सीधे उद्धरण की सटीकता और गतिशीलता के समय को प्रभावित करता है। उद्योग के कार्य प्रवाह दस्तावेज़ीकरण के अनुसार, एक विशिष्ट पूछताछ पैकेज में सीएडी मॉडल, तकनीकी ड्रॉइंग्स, सामग्री विनिर्देश, मात्रा आवश्यकताएँ और डिलीवरी के समय सीमा शामिल होनी चाहिए।
सैन जोसे, कैलिफोर्निया में मशीन शॉप्स और अन्य पेशेवर सुविधाओं को कौन-से फ़ाइल प्रारूप पसंद हैं?
- स्टेप (.stp, .step) —3डी मॉडल विनिमय के लिए सार्वभौमिक मानक, जिसे लगभग किसी भी सीएम ऑफ़तवेयर द्वारा पठनीय है
- आईजीईएस (.igs, .iges) —सतह और ठोस ज्यामिति के लिए पुराना लेकिन व्यापक रूप से समर्थित प्रारूप
- DXF/DWG —समतल भागों और पूरक आयामों के लिए आवश्यक 2डी ड्रॉइंग फ़ाइलें
- मूल CAD फ़ाइलें —SolidWorks, Inventor, या Fusion 360 फ़ाइलें पूर्ण डिज़ाइन इंटेंट को संरक्षित करती हैं जब आपकी शॉप समान सॉफ़्टवेयर का उपयोग करती है
- PDF ड्राइंग —टॉलरेंस, सतह के फ़िनिश और विशेष आवश्यकताओं को दर्शाते हुए एनोटेटेड 2D ड्रॉइंग्स
यहाँ एक ऐसी बात है जिसे कई खरीदार याद कर लेते हैं: केवल 3D मॉडल पर्याप्त नहीं हैं। आपकी कैलिफ़ोर्निया मशीन शॉप को आयामित 2D ड्रॉइंग्स की आवश्यकता होती है जिनमें टॉलरेंस, सतह के फ़िनिश की आवश्यकताएँ और महत्वपूर्ण विशेषताएँ निर्दिष्ट की गई हों। 3D मॉडल उन्हें बताता है कि कौन-सा आकार बनाना है; ड्रॉइंग उन्हें बताती है कि उसे कितनी सटीकता से बनाना है।
भेजने से पहले, इन सामान्य समस्याओं की दोबारा जाँच करें:
- क्या सभी आयाम उचित टॉलरेंस के साथ स्पष्ट रूप से निर्दिष्ट किए गए हैं?
- क्या आपने यह इंगित किया है कि कौन-सी विशेषताएँ महत्वपूर्ण हैं और कौन-सी सामान्य टॉलरेंस के अधीन हैं?
- क्या सामग्री का ग्रेड स्पष्ट रूप से उल्लिखित किया गया है (केवल "एल्यूमीनियम" नहीं, बल्कि "6061-T6")?
- क्या सतह के फ़िनिश की आवश्यकताओं को मानक Ra मानों का उपयोग करके दर्ज किया गया है?
- क्या आपने आवश्यक मात्रा और लक्षित डिलीवरी तिथि शामिल की है?
उद्धरण और समीक्षा प्रक्रिया
जैसे ही आपकी फ़ाइलें पहुँच जाती हैं, उद्धरण प्रक्रिया शुरू हो जाती है—और यह कई ग्राहकों के विचार से अधिक जटिल होती है। स्टेकर मशीन के RFQ दिशानिर्देश के अनुसार, अनुभवी शॉप टीम के सदस्य अपनी क्षमताओं और विशेषज्ञता के आधार पर व्यवहार्यता आकलन के साथ पैकेज की समीक्षा करना शुरू करते हैं।
इस समीक्षा के दौरान क्या होता है? इंजीनियर आपके नीले रेखाचित्रों की असंगतियों, कठोर सहिष्णुताओं, चिंताओं और प्रक्रिया से संबंधित चुनौतियों के लिए जाँच करते हैं। वे संभावित समस्याओं को तब तक पहचानने का प्रयास करते हैं, जब तक कि वे महंगी त्रुटियों में न बदल जाएँ।
सर्वश्रेष्ठ सेवा मशीनिंग प्रदाता केवल आपके द्वारा अनुरोधित वस्तुओं का ही उद्धरण नहीं देते—वे सुधार के सुझाव भी देते हैं। निर्माण के लिए डिज़ाइन (DFM) विश्लेषण निम्नलिखित के अवसरों की पहचान करता है:
- लागत कम करें सामग्री के विकल्पों या सरलीकृत ज्यामिति के माध्यम से
- गुणवत्ता में सुधार गैर-महत्वपूर्ण विशेषताओं पर सहिष्णुताओं को समायोजित करके
- नेतृत्व के समय को कम करें आपकी ज्यामिति के लिए अधिक उपयुक्त प्रक्रियाओं का चयन करके
- संभावित विफलताओं को समाप्त करना पतली दीवारों, तीव्र आंतरिक कोनों या अन्य समस्याग्रस्त विशेषताओं की पहचान करके
जटिलता और मात्रा निर्धारित करती है कि भागों को कैसे संसाधित किया जाना चाहिए। इस जानकारी का उपयोग करते हुए, अनुमानकर्ता इंजीनियरों के साथ मिलकर प्रत्येक उपकरण और प्रत्येक संचालन के आधार पर समय अध्ययन करते हैं। ये चक्र समय अनुमान सब कुछ निर्धारित करते हैं—ऑपरेटर क्षमता, उपकरण की आवश्यकताएँ, और अंततः आपकी उद्धृत कीमत।
आपको प्राप्त होने वाला औपचारिक उद्धरण आमतौर पर इन्हें शामिल करता है:
- इकाई मूल्य और कुल लागत विवरण
- आदेश की पुष्टि से शिपिंग तक का अनुमानित लीड टाइम
- सामग्री लागत (कभी-कभी अलग से सूचीबद्ध)
- सेटअप शुल्क और औजारों की आवश्यकताएँ
- सहिष्णुता या विनिर्देशों के बारे में कोई स्पष्टीकरण वाले कथन
उत्पादन से अंतिम निरीक्षण तक
जब आप उद्धरण को स्वीकार कर लेते हैं और अपने आदेश की पुष्टि कर देते हैं, तो उत्पादन योजना शुरू हो जाती है। आपका कार्य जटिलता, सामग्री उपलब्धता और मशीन शेड्यूलिंग के आधार पर एक कतार में प्रवेश करता है। यहाँ आपके भाग वास्तव में जीवित होते हैं।
उत्पादन चरण में कई समन्वित कदम शामिल होते हैं:
- सामग्री का स्रोत —आपकी दुकान आपके निर्दिष्ट ग्रेड के अनुरूप कच्चा स्टॉक प्राप्त करती है, जिसमें अक्सर ट्रेसैबिलिटी के लिए मिल प्रमाणपत्र शामिल होते हैं
- सीएनसी प्रोग्रामिंग —इंजीनियर CAM सॉफ़्टवेयर का उपयोग करके टूलपाथ बनाते हैं, जो गति, सटीकता और टूल जीवन के लिए अनुकूलित होते हैं
- मशीन सेटअप —ऑपरेटर फिक्सचर को माउंट करते हैं, उपकरण लोड करते हैं और मशीन को आपके विशिष्ट भाग के लिए कैलिब्रेट करते हैं
- प्रथम लेख उत्पादन —प्रारंभिक भाग को निर्मित किया जाता है और प्रक्रिया शुरू करने से पहले इसका व्यापक निरीक्षण किया जाता है
- उत्पादन चलाना —एक बार जब पहला नमूना निरीक्षण में सफल हो जाता है, तो शेष भागों को निर्मित किया जाता है
- प्रक्रिया के दौरान गुणवत्ता जांच —ऑपरेटर चल रहे उत्पादन चक्र के दौरान महत्वपूर्ण आयामों की पुष्टि करते हैं
- द्वितीयक परिचालन —यदि आवश्यक हो, तो भागों को डिबरिंग, सतह उपचार या ऊष्मा उपचार के लिए भेजा जाता है
- अंतिम जांच —पूर्ण भागों को आपके विनिर्देशों के अनुसार कैलिब्रेटेड उपकरणों का उपयोग करके मापा जाता है
- पैकेजिंग और शिपिंग —भागों को उचित रूप से सुरक्षित किया जाता है और आवश्यक दस्तावेज़ों के साथ शिप किया जाता है
गुणवत्ता जाँच केवल अंत में नहीं, बल्कि लगातार की जाती है। प्रथम नमूना निरीक्षण विशेष रूप से महत्वपूर्ण है—यह वह स्थान है जहाँ कोई भी प्रोग्रामिंग त्रुटि, सेटअप समस्या या डिज़ाइन समस्या पूर्ण उत्पादन चक्र में सामग्री के अपव्यय से पहले पकड़ी जाती है।
एक नज़र में पूर्ण कार्यप्रवाह
शुरुआत से अंत तक, यहाँ आपके प्रोजेक्ट का एक पेशेवर सेवा मशीनिंग सुविधा के माध्यम से सामान्य यात्रा है:
- डिज़ाइन सबमिशन —आप CAD फ़ाइलें, ड्रॉइंग्स और विनिर्देश प्रदान करते हैं
- उद्धरण उत्पादन —इंजीनियर संभावना की समीक्षा करते हैं और मूल्य निर्धारण विकसित करते हैं
- डिज़ाइन समीक्षा और DFM —संभावित सुधारों की पहचान की जाती है और उन पर चर्चा की जाती है
- ऑर्डर पुष्टि —आप उद्धरण को स्वीकार करते हैं और खरीद अधिकृति प्रदान करते हैं
- उत्पादन शेड्यूलिंग —आपका कार्य लीड टाइम प्रतिबद्धताओं के आधार पर कतार में प्रवेश करता है
- सामग्री खरीद —कच्चा स्टॉक आपके विनिर्देशों के अनुसार स्रोतित किया जाता है
- मशीनीकरण संचालन —सीएनसी उपकरण कच्चे सामग्री को तैयार भागों में परिवर्तित करते हैं
- निरीक्षण और गुणवत्ता नियंत्रण —भागों की आकार और गुणवत्ता की आवश्यकताओं के साथ सत्यापन किया जाता है
- शिपिंग और डिलीवरी —पूर्ण भाग आपकी सुविधा पर दस्तावेज़ीकरण के साथ पहुँचते हैं
इस कार्यप्रवाह को समझने से आप परियोजनाओं की अधिक प्रभावी ढंग से योजना बना सकते हैं। आपको प्रत्येक चरण में अपडेट्स कब प्राप्त होने की उम्मीद करनी चाहिए, आपकी दुकान को प्रत्येक चरण पर कौन-सी जानकारी की आवश्यकता है, और अपनी डिलीवरी तिथि को देरी से बचाने के लिए कैसे कार्य करना चाहिए—यह सब आपको स्पष्ट रूप से ज्ञात होगा।
अब जब आप प्रक्रिया को समझ गए हैं, तो अगला तार्किक प्रश्न यह उठता है: इस सब की वास्तव में क्या लागत होगी? कई कारक मूल्य निर्धारण को ऐसे तरीकों से प्रभावित करते हैं जो तुरंत स्पष्ट नहीं होते हैं—और इनके बारे में जानकारी रखने से आप अधिक बुद्धिमानी से डिज़ाइन कर सकते हैं और अधिक सटीक बजट तैयार कर सकते हैं।
सेवा मशीनिंग लागत को क्या प्रभावित करता है
यहाँ वह बात है जो अधिकांश प्रदाता आपको शुरुआत में नहीं बताएँगे: आपके द्वारा मशीन किए गए भागों के लिए भुगतान की गई कीमत उन निर्णयों पर निर्भर करती है जो आपके नियंत्रण में हैं। सामग्री का चयन, सहिष्णुता विनिर्देश, सतह के फ़िनिश की आवश्यकताएँ और ऑर्डर की मात्रा—सभी आपके अंतिम चालान को प्रभावित करते हैं, कभी-कभी काफी अधिक। इन चरों को समझना आपको परियोजनाओं के बजट निर्धारण और आपूर्तिकर्ताओं के साथ वार्ता करते समय नियंत्रण में रखता है।
यूनियनफैब के व्यापक लागत विश्लेषण के अनुसार, सीएनसी मशीनिंग की लागत भाग की ज्यामिति, सामग्री के चयन, मशीनिंग रणनीति, सहिष्णुता आवश्यकताओं और उत्पादन मात्रा जैसे कारकों के आधार पर काफी भिन्न होती है। आइए प्रत्येक कारक की जाँच करें ताकि आप अपने अगले कोटेशन अनुरोध जमा करने से पहले सूचित निर्णय ले सकें।
सामग्री के चयन का आपके बजट पर क्या प्रभाव पड़ता है
आपका सामग्री चयन प्रत्येक लागत श्रेणी—कच्चे स्टॉक की कीमत, मशीनिंग समय, उपकरण का क्षरण, और यहाँ तक कि शिपिंग वजन—में प्रभाव डालता है। सही ढंग से चुनाव करें, और आप मूल्य को अनुकूलित करेंगे। गलत चुनाव करेंगे, तो आप ऐसे प्रीमियम का भुगतान करेंगे जो आपके उत्पाद को बेहतर नहीं बनाते हैं।
केवल कच्चे माल की लागत पर विचार करें। उद्योग के मूल्य निर्धारण डेटा के अनुसार, सामग्रियाँ स्पष्ट लागत श्रेणियों में विभाजित होती हैं:
- कम लागत ($) —एल्यूमीनियम और PMMA (एक्रिलिक) सबसे किफायती शुरुआती बिंदु प्रदान करते हैं
- मध्यम लागत ($$) —POM, PTFE, नायलॉन और FR4 जैसी संयोजित सामग्रियाँ
- उच्च लागत ($$$) —तांबा, पीतल, कांस्य, इस्पात, स्टेनलेस स्टील और PC और ABS जैसे इंजीनियरिंग प्लास्टिक
- प्रीमियम लागत ($$$$$) —मैग्नीशियम, टाइटेनियम, PEEK और तकनीकी सिरेमिक्स
लेकिन कच्चे माल की कीमत कहानी का केवल एक हिस्सा बताती है। बे एरिया की एक मशीन शॉप यह भी ध्यान में रखेगी कि सामग्री को कितनी आसानी से और तेज़ी से काटा जा सकता है—अर्थात् उसकी मशीनिंग योग्यता। एल्यूमीनियम को स्टेनलेस स्टील की तुलना में 3-4 गुना तेज़ गति से मशीन किया जा सकता है। इस गति के अंतर का प्रत्यक्ष प्रभाव श्रम और मशीन समय की लागत में कमी पर पड़ता है।
यहाँ व्यावहारिक सीख है: जब एल्युमीनियम आपकी आवश्यकताओं को पूरा करता है, तो टाइटेनियम के बारे में विनिर्देश न दें। जब कार्बन स्टील पर्याप्त संक्षारण प्रतिरोध प्रदान करता है, तो स्टेनलेस स्टील को डिफ़ॉल्ट विकल्प के रूप में न चुनें। प्रत्येक अतिरिक्त विनिर्देश आपके अनुप्रयोग के लिए मूल्य जोड़े बिना लागत बढ़ाता है।
सहिष्णुता-लागत संबंध
कड़े टॉलरेंस हमेशा अधिक लागत लाते हैं—लेकिन यह संबंध रैखिक नहीं है। फिक्टिव के विनिर्माण डिज़ाइन अनुसंधान के अनुसार, "न्यूनतम प्रयास" टॉलरेंस क्षेत्र में डिज़ाइन ISO 2768 मध्यम मानक का उपयोग करते हैं, जो मानक CNC मशीनों द्वारा आसानी से प्राप्त किए जा सकने वाले और कार्यात्मक भागों के लिए आवश्यक टॉलरेंस के बीच एक अच्छा संतुलन प्रस्तुत करता है।
कड़े टॉलरेंस लागत को क्यों बढ़ाते हैं? कई कारक एक-दूसरे के साथ संयुक्त रूप से कार्य करते हैं:
- उपकरण विचलन और तापीय प्रभावों को कम करने के लिए धीमी मशीनिंग गति —सटीकता प्राप्त करने के लिए आक्रामक सामग्री निकालने के बजाय सावधानीपूर्ण, सोच-समझकर किए गए कट की आवश्यकता होती है
- अतिरिक्त संचालन —फीचर्स के लिए रफिंग पास के बाद अलग से फिनिशिंग पास की आवश्यकता हो सकती है
- विशिष्ट उपकरण —सटीक कार्य के लिए अक्सर उच्च-गुणवत्ता वाले कटिंग टूल्स की आवश्यकता होती है, जिनमें कम रनआउट होता है
- निरीक्षण समय में वृद्धि —प्रत्येक कड़ी सहिष्णुता की सत्यापना कैलिब्रेटेड मापन उपकरणों के साथ की जानी चाहिए
- उच्च अस्वीकृति दर —विनिर्देशन के बाहर के भागों को नष्ट कर दिया जाना चाहिए या पुनः कार्य किया जाना चाहिए
सबसे बुद्धिमान दृष्टिकोण क्या है? केवल उन स्थानों पर कड़ी सहिष्णुताएँ लागू करें जहाँ कार्यक्षमता उनकी माँग करती है। मास प्रिसिजन सैन जोस या कहीं भी स्थित एक सटीक यांत्रिक प्रसंस्करण दुकान आपको यही बात बताएगी: केवल महत्वपूर्ण मिलान सतहों पर ±0.001" की सहिष्णुता निर्दिष्ट करें, और गैर-महत्वपूर्ण विशेषताओं को मानक ±0.005" या उससे ढीली सहिष्णुता पर छोड़ दें।
एक्सैक्ट मशीन सर्विस के लागत विश्लेषण के अनुसार, भागों की कार्यात्मक आवश्यकताओं के आधार पर आवश्यक सहिष्णुताओं और सतह समाप्ति को स्थापित करना महत्वपूर्ण है, ताकि सटीकता और लागत के बीच संतुलन स्थापित किया जा सके।
आयतन मूल्य निर्धारण और सेटअप विचार
प्रत्येक उत्पादन चक्र की शुरुआत सेटअप के साथ होती है—फिक्सचर्स को लोड करना, औजारों को स्थापित करना, मशीन की कैलिब्रेशन करना और पहले नमूने का परीक्षण करना। ये लागतें स्थिर रहती हैं, चाहे आप १० भाग बना रहे हों या १,०००। इस गतिशीलता को समझना यह स्पष्ट करता है कि क्यों मात्रा बढ़ने के साथ-साथ प्रति भाग मूल्य तेजी से कम हो जाता है।
इस परिदृश्य पर विचार करें: सैन जोसे, कैलिफोर्निया की एक मशीन शॉप ने सेटअप लागत के रूप में $५०० और प्रति भाग मशीनिंग समय के लिए $२० का अनुमान लगाया है। १० भागों का ऑर्डर देने पर, आपका सेटअप भार प्रति इकाई $५० होगा। १०० भागों का ऑर्डर देने पर, यह घटकर प्रति इकाई $५ हो जाएगा। मशीनिंग लागत स्थिर रहती है, लेकिन आपकी कुल प्रति भाग लागत $७० से घटकर $२५ हो जाती है।
यहाँ कुल परियोजना लागत पर आपके प्रभाव को उच्चतम से न्यूनतम क्रम में व्यवस्थित किए गए लागत कारक दिए गए हैं:
- भाग की जटिलता और ज्यामिति —जटिल डिज़ाइन जिनके लिए बार-बार सेटअप, विशिष्ट औजारों की आवश्यकता होती है या ५-अक्ष मशीनिंग की आवश्यकता होती है, वे प्रीमियम मूल्य निर्धारित करते हैं
- सामग्री चयन —दुर्लभ मिश्र धातुएँ और मशीन करने में कठिन सामग्री दोनों ही कच्चे स्टॉक और प्रसंस्करण लागतों में वृद्धि करती हैं
- सहिष्णुता आवश्यकताएँ —प्रत्येक दशमलव स्थान की सटीकता असमान रूप से अधिक लागत जोड़ती है
- आदेश मात्रा —अधिक मात्रा में उत्पादन से स्थापना लागत का वितरण होता है और बैच मूल्य निर्धारण के लिए पात्रता प्राप्त हो सकती है
- सतह फिनिश विनिर्देश —मशीनिंग के बाद के फिनिश (Ra 3.2μm से अधिक सटीक) के लिए अतिरिक्त संचालन की आवश्यकता होती है
- द्वितीयक परिचालन —ऊष्मा उपचार, एनोडाइज़िंग, प्लेटिंग या पेंटिंग से मशीनिंग के बाद की लागत में वृद्धि होती है
- नेतृत्व समय की आवश्यकताएँ —त्वरित डिलीवरी के लिए अक्सर जल्दी निष्पादन शुल्क लगाए जाते हैं
क्या आप कार्यक्षमता को कम न करते हुए लागत कम करना चाहते हैं? फिक्टिव के विनिर्माण सर्वोत्तम प्रथाओं के अनुसार, ये डिज़ाइन संशोधन सबसे अधिक बचत प्रदान करते हैं:
- ज्यामिति को सरल बनाएँ —मशीनिंग समय को बढ़ाने वाले तीव्र आंतरिक कोनों, गहरे पॉकेट्स और जटिल विशेषताओं को कम करें
- मानक टूल आकारों का उपयोग करें —सामान्य एंड मिल्स और ड्रिल्स के साथ संगत विशेषताओं का डिज़ाइन करने से स्थापना और औजार लागत में कमी आती है
- कम सेटअप के लिए डिज़ाइन करें —दो या कम सेटअप में मशीन किए जा सकने वाले भागों से पुनर्स्थिति समय और सहिष्णुता अतिवृद्धि (टॉलरेंस स्टैक-अप) से बचा जा सकता है
- केवल कार्यात्मक फिनिश का निर्दिष्टीकरण करें —केवल तभी चमकदार सतहों का अनुरोध करें जब उनकी दृश्य आकर्षकता या कार्यात्मक आवश्यकता हो
- थोड़े बड़े बैचों पर विचार करें —25 इकाइयों से 50 इकाइयों पर जाना अक्सर प्रति भाग बचत में असमानुपातिक वृद्धि कर देता है
बेरिया क्षेत्र की मशीन शॉप्स और देश भर की सटीक मशीनिंग शॉप्स समान लागत संरचनाओं का उपयोग करती हैं। उनकी मूल्य निर्धारण को प्रभावित करने वाले कारकों को समझकर, आप अधिक बुद्धिमान भागों का डिज़ाइन कर सकते हैं, बेहतर तैयार किए गए उद्धरण प्रस्तुत कर सकते हैं, और अनुमान लगाने के बजाय ज्ञान के आधार पर वार्ता कर सकते हैं।
ये लागत कारक तब विशेष रूप से महत्वपूर्ण हो जाते हैं जब आपकी परियोजना उद्योग-विशिष्ट प्रमाणनों की आवश्यकता रखती है। एयरोस्पेस, ऑटोमोटिव और चिकित्सा अनुप्रयोगों में अनुपालन आवश्यकताएँ जोड़ी जाती हैं, जो लागत निर्धारण और साझेदार के चयन दोनों को प्रभावित करती हैं—ये विषय हम अगले भाग में विस्तार से देखेंगे।
उद्योग अनुप्रयोग और प्रमाणन आवश्यकताएँ
क्या आप सोचते हैं कि सभी मशीनिंग प्रदाता समान रूप से बनाए गए हैं? फिर से सोचें। सजावटी हार्डवेयर बनाने वाली दुकान वहाँ पूरी तरह से अलग नियमों के तहत काम करती है जो कि विमान ब्रैकेट या सर्जिकल इम्प्लांट्स के निर्माण करने वाली दुकान के विपरीत है। आपका उद्योग केवल यह नहीं तय करता कि आप क्या बनाते हैं—बल्कि यह भी निर्धारित करता है कि आपका मशीनिंग साझेदार किस प्रकार से कार्य करे, प्रत्येक उत्पादन चरण को कैसे दस्तावेज़ित करे और सत्यापित करे।
इन प्रमाणन आवश्यकताओं को समझना आपको संभावित साझेदारों का मूल्यांकन करने और महंगी गलतियों से बचने में सहायता करता है। निर्माण प्रमाणन शोध के अनुसार, मशीनिंग में प्रमाणन केवल औपचारिकता नहीं है—बल्कि यह एक महत्वपूर्ण आवश्यकता है जो आपूर्तिकर्ता चयन, अनुबंध पात्रता और नियामक अनुपालन को नियंत्रित करती है।
ऑटोमोटिव घटकों की आवश्यकताएँ और प्रमाणन
ऑटोमोटिव उद्योग को बड़े पैमाने पर स्थिरता की आवश्यकता होती है। जब आप वाहन असेंबली लाइनों के लिए हज़ारों समान घटकों का उत्पादन कर रहे होते हैं, तो भिन्नता केवल अवांछनीय नहीं है—यह अस्वीकार्य है। यही कारण है कि ऑटोमोटिव OEMs अनुबंध प्रदान करने से पहले आपूर्तिकर्ताओं से कठोर प्रमाणन मानकों को पूरा करने की आवश्यकता रखते हैं।
IATF 16949 प्रमाणन iATF 16949 ऑटोमोटिव गुणवत्ता प्रबंधन के लिए सुनहरा मानक है। अंतर्राष्ट्रीय ऑटोमोटिव कार्य बल द्वारा प्रकाशित, यह मानक ISO 9001 पर आधारित है, लेकिन इसमें ऑटोमोटिव-विशिष्ट आवश्यकताओं को भी शामिल किया गया है। अनुसार AIAG के प्रमाणन मार्गदर्शन , IATF 16949:2016 वैश्विक ऑटोमोटिव उद्योग में संगठनों के लिए गुणवत्ता प्रबंधन प्रणाली की आवश्यकताओं को परिभाषित करता है।
IATF 16949 को सामान्य गुणवत्ता प्रमाणनों से क्या अलग बनाता है? यह मानक निम्नलिखित पर जोर देता है:
- डिफेक्ट प्रीवेंशन —संभावित विफलताओं की पहचान करने और उन्हें घटित होने से पहले दूर करने के लिए व्यवस्थित दृष्टिकोण
- भिन्नता में कमी —निरंतर सुधार के प्रोटोकॉल जो समय के साथ प्रक्रिया नियंत्रण को कड़ा करते हैं
- अपशिष्ट उन्मूलन —गुणवत्ता प्रबंधन में लीन विनिर्माण सिद्धांतों का एकीकरण
- ग्राहक-विशिष्ट आवश्यकताएं —व्यक्तिगत OEM विशिष्टताओं को शामिल करने की लचीलापन
सांख्यिकीय प्रक्रिया नियंत्रण (SPC) यह वाहन निर्माण में एक महत्वपूर्ण भूमिका निभाता है। उत्पादन के बाद भागों का निरीक्षण करने के बजाय, SPC दोषपूर्ण घटकों के उत्पादन से पहले विचरणों को पकड़ने के लिए प्रक्रियाओं की वास्तविक समय में निगरानी करता है। नियंत्रण आरेख, क्षमता सूचकांक और प्रवृत्ति विश्लेषण प्रमाणित सुविधाओं के लिए मानक उपकरण बन जाते हैं।
कैलिफोर्निया में सीएनसी मशीन शॉप्स और वाहन ग्राहकों की सेवा करने वाली एयरोस्पेस सीएनसी मशीन शॉप सुविधाओं के लिए, ये प्रमाणपत्र वैकल्पिक अतिरिक्त नहीं हैं—वे व्यवसाय करने के लिए आवश्यक पूर्वापेक्षाएँ हैं। जनरल मोटर्स, फोर्ड और स्टेलेंटिस सहित प्रमुख OEM अपने मशीनिंग आपूर्तिकर्ताओं से IATF 16949 प्रमाणन की आवश्यकता रखते हैं।
प्रमाणित सुविधाएँ जैसे शाओयी मेटल तकनीक iATF 16949 प्रमाणन और कड़े SPC प्रोटोकॉल के साथ इन ऑटोमोटिव उद्योग की आवश्यकताओं को पूरा करें। उनका संचालन उच्च-सहिष्णुता वाले चेसिस असेंबलियों और सटीक घटकों की आपूर्ति करता है, जबकि ऑटोमोटिव आपूर्ति श्रृंखलाओं की आवश्यकता के अनुसार दस्तावेज़ीकरण और ट्रेसैबिलिटी को बनाए रखता है।
एयरोस्पेस प्रिसिजन मानक
यदि ऑटोमोटिव क्षेत्र स्थिरता की मांग करता है, तो एयरोस्पेस क्षेत्र पूर्णता—और उसके प्रमाणपत्रों की मांग करता है। प्रत्येक सामग्री, प्रत्येक प्रक्रिया और प्रत्येक माप को दस्तावेज़ित और ट्रेस करने योग्य होना आवश्यक है। जब किसी घटक की विफलता के गंभीर परिणाम हो सकते हैं, तो प्रमाणन आवश्यकताएँ उन जोखिमों को दर्शाती हैं।
AS9100 प्रमाणन iSO 9001 पर आधारित होकर AS9100 एयरोस्पेस, रक्षा और अंतरिक्ष प्रणालियों के लिए विशेष रूप से अनुकूलित कठोर गुणवत्ता आवश्यकताओं को जोड़ता है। उद्योग अनुसंधान के अनुसार, वैश्विक एयरोस्पेस कंपनियों में से 80% से अधिक CNC आपूर्तिकर्ताओं से AS9100 प्रमाणन की आवश्यकता रखती हैं।
AS9100 को सामान्य गुणवत्ता मानकों से क्या अलग करता है?
- पूर्ण सामग्री ट्रेसेबिलिटी —प्रत्येक घटक प्रमाणित कच्ची सामग्री से जुड़ा होता है, जिसके ऊष्मा संख्याएँ और मिल प्रमाणपत्र दस्तावेज़ित होते हैं
- प्रथम लेख निरीक्षण (FAI) —AS9102-अनुपालन दस्तावेज़ीकरण से सिद्ध होता है कि प्रारंभिक उत्पादन सभी विनिर्देशों को पूरा करता है
- कॉन्फ़िगरेशन प्रबंधन —कठोर संशोधन नियंत्रण सुनिश्चित करता है कि भाग वर्तमान इंजीनियरिंग रिलीज़ के अनुरूप हों
- जोखिम प्रबंधन —औपचारिक प्रक्रियाएँ संभावित गुणवत्ता समस्याओं की पहचान, मूल्यांकन और शमन करती हैं
- नकली भागों के रोकथाम —सत्यापन प्रक्रियाएँ सामग्री की प्रामाणिकता सुनिश्चित करती हैं
दस्तावेज़ीकरण का बोझ उत्पादन के समग्र दौरान जारी रहता है। एयरोस्पेस ग्राहकों की सेवा करने वाली कैलिफोर्निया स्थित एक सीएनसी मशीन शॉप सुविधा को निम्नलिखित को दर्शाने वाले अभिलेख बनाए रखने होंगे:
- कच्ची सामग्री प्रमाणपत्र और स्रोत सत्यापन
- प्रत्येक ऑपरेशन के लिए उपयोग किए गए टूल पाथ और सीएनसी कार्यक्रम
- ऑपरेटर योग्यता और प्रशिक्षण अभिलेख
- सभी मापन उपकरणों की कैलिब्रेशन स्थिति
- प्रत्येक महत्वपूर्ण आयाम के लिए पूर्ण निरीक्षण डेटा
धातु निर्माण सैन जोस, कैलिफोर्निया प्रदाताओं और अन्य क्षेत्रीय कार्यशालाओं के लिए, AS9100 प्रमाणन प्राप्त करने के लिए दस्तावेज़ प्रणालियों, प्रशिक्षण और ऑडिट तैयारी में महत्वपूर्ण निवेश की आवश्यकता होती है। हालाँकि, प्रमाणन उन एयरोस्पेस अनुबंधों तक पहुँच प्रदान करता है जिनका अनुसरण गैर-प्रमाणित प्रतिस्पर्धियों द्वारा नहीं किया जा सकता है।
चिकित्सा उपकरण निर्माण पर विचार
चिकित्सा उपकरण निर्माण नियामक जटिलता की एक और परत जोड़ता है। जब यांत्रिक घटक नैदानिक उपकरण या प्रत्यारोपित उपकरणों का हिस्सा बन जाते हैं, तो रोगी की सुरक्षा प्रत्येक आवश्यकता को निर्धारित करती है।
के अनुसार एफडीए नियामक दिशानिर्देश , निर्माताओं को यह सुनिश्चित करने के लिए गुणवत्ता प्रणालियाँ स्थापित करनी और उनका पालन करना आवश्यक है कि उनके उत्पाद लगातार लागू आवश्यकताओं और विनिर्देशों को पूरा करें। एफडीए-विनियमित उपकरणों के लिए ये गुणवत्ता प्रणालियाँ वर्तमान अच्छी विनिर्माण प्रथाओं (CGMP) के रूप में जानी जाती हैं।
ISO 13485 सर्टिफिकेशन विशेष रूप से चिकित्सा उपकरण गुणवत्ता प्रबंधन को संबोधित करता है। यह संरचना के मामले में ISO 9001 के समान है, लेकिन इसमें निम्नलिखित के लिए आवश्यकताएँ जोड़ी गई हैं:
- डिज़ाइन नियंत्रण —उपकरणों के निर्धारित उपयोग की आवश्यकताओं को पूरा करने की व्यवस्थित सत्यापन
- प्रक्रिया सत्यापन —उत्पादन प्रक्रियाओं के दस्तावेज़ीकृत प्रमाण कि वे लगातार स्वीकार्य परिणाम उत्पन्न करती हैं
- जैव-अनुकूलता प्रलेखन —रोगियों में दुष्प्रभावी प्रतिक्रियाएँ उत्पन्न न करने के लिए सामग्रियों का प्रमाण
- जीवाणुरहितकरण मान्यकरण —स्टरीलाइज़ेशन प्रक्रियाओं के आवश्यक स्टरिलिटी असुरंस स्तर प्राप्त करने की सत्यापन
- शिकायत प्रबंधन —उत्पाद समस्याओं के ट्रैकिंग और जांच के लिए औपचारिक प्रणालियाँ
एफडीए का क्वालिटी सिस्टम रेगुलेशन (21 सीएफआर भाग 820) संयुक्त राज्य अमेरिका में विनियामक ढांचा प्रदान करता है। एफडीए के दस्तावेज़ों के अनुसार, क्वालिटी सिस्टम विनियमन एक "छत्र" दृष्टिकोण को अपनाता है जो निर्माताओं से उनके विशिष्ट उपकरणों के अनुरूप प्रक्रियाओं का विकास और अनुसरण करने की आवश्यकता रखता है।
इसका आपके मशीनिंग साझेदार के लिए क्या अर्थ है? उन्हें निम्नलिखित को बनाए रखना आवश्यक है:
- प्रत्येक बैच के लिए पूर्ण उपकरण इतिहास रिकॉर्ड
- दस्तावेज़ीकृत पैरामीटर के साथ मान्य उत्पादन प्रक्रियाएँ
- राष्ट्रीय मानकों से ट्रेसेबल कैलिब्रेटेड मापन उपकरण
- उत्पाद की आवश्यकताओं के अनुरूप नियंत्रित वातावरण
- कार्यक्षमता को प्रदर्शित करने वाले कर्मचारी प्रशिक्षण अभिलेख
एफडीए ने हाल ही में गुणवत्ता प्रबंधन प्रणाली विनियम (QMSR) अंतिम नियम जारी किया है, जिसमें विनियामक ढांचे में ISO 13485:2016 को शामिल किया गया है। यह सामंजस्य इस बात का अर्थ है कि चिकित्सा उपकरण मशीनिंग आपूर्तिकर्ताओं के लिए एफडीए की आवश्यकताओं और अंतर्राष्ट्रीय मानकों दोनों के साथ द्वैध अनुपालन की आवश्यकता बढ़ रही है।
सही प्रमाणित साझेदार का चयन करना
आपका उद्योग निर्धारित करता है कि कौन-से प्रमाणन सबसे अधिक महत्वपूर्ण हैं। यहाँ एक त्वरित संदर्भ है:
| उद्योग | प्राथमिक प्रमाणन | मुख्य आवश्यकताएं |
|---|---|---|
| ऑटोमोटिव | IATF 16949 | सांख्यिकीय प्रक्रिया नियंत्रण (SPC), दोष रोकथाम, ग्राहक-विशिष्ट आवश्यकताएँ |
| एयरोस्पेस/रक्षा | AS9100 | पूर्ण ट्रेसेबिलिटी, प्रथम कृत्य निरीक्षण (FAI), विन्यास प्रबंधन |
| चिकित्सा उपकरण | ISO 13485 | डिज़ाइन नियंत्रण, प्रक्रिया सत्यापन, शिकायत प्रबंधन |
| सामान्य औद्योगिक | ISO 9001 | गुणवत्ता प्रबंधन के मूल सिद्धांत, निरंतर सुधार |
एक उद्योग के लिए प्रमाणित दुकान को स्वतः ही दूसरे उद्योग के लिए योग्य मानने की गलती न करें। AS9100-प्रमाणित एयरोस्पेस आपूर्तिकर्ता उच्च-मात्रा उत्पादन प्रणालियों के बिना हो सकते हैं, जो ऑटोमोटिव उद्योग की आवश्यकता है। मेडिकल डिवाइस विशेषज्ञों के पास एयरोस्पेस के लिए आवश्यक विदेशी मिश्र धातुओं का अनुभव नहीं हो सकता है।
संभावित साझेदारों का मूल्यांकन करते समय, प्रमाणनों की पुष्टि सीधे करें। प्रमाणन प्रतियाँ माँगें, समाप्ति तिथियाँ जाँचें और पुष्टि करें कि प्रमाणन का क्षेत्र आपके विशिष्ट उत्पाद प्रकारों को शामिल करता है। प्रमाणन निकाय सार्वजनिक डेटाबेस बनाए रखते हैं, जहाँ आप स्वतंत्र रूप से किसी आपूर्तिकर्ता की स्थिति की पुष्टि कर सकते हैं।
ये प्रमाणन आवश्यकताएँ सेवा मशीनिंग की लागत और जटिलता में वृद्धि करती हैं—लेकिन ये अच्छे कारणों से मौजूद हैं। जब आपके घटक वाहनों, विमानों या चिकित्सा उपकरणों में जाते हैं, तो उच्च गुणवत्ता वाली प्रणालियों में निवेश का जोखिम उचित हो जाता है। प्रत्येक उद्योग द्वारा क्या आवश्यकता है, इसे समझना आपको ऐसे साझेदारों को खोजने में सहायता करता है जो वास्तव में अपने वादों पर पूरा उतर सकें।
प्रमाणन आधारभूत गुणवत्ता प्रणालियों की स्थापना करते हैं, लेकिन मशीनिंग प्रदाता वास्तव में यह कैसे सत्यापित करते हैं कि व्यक्तिगत भाग आपके विनिर्देशों को पूरा करते हैं? इसका उत्तर निरीक्षण विधियों और गुणवत्ता आश्वासन प्रोटोकॉल में निहित है—जो हमारा अगला विषय है।
गुणवत्ता आश्वासन और सहनशीलता सत्यापन
आपका मशीनिंग साझेदार एक शानदार प्रमाणन रखता है। लेकिन यहाँ वास्तविक प्रश्न यह है: वे वास्तव में यह कैसे सिद्ध करते हैं कि आपके भाग विनिर्देशों को पूरा करते हैं? प्रमाणन प्रणालियों की स्थापना करते हैं—निरीक्षण परिणामों का सत्यापन करता है। पेशेवर सुविधाओं द्वारा आयामों को कैसे मापा जाता है, दस्तावेज़ित किया जाता है और सत्यापित किया जाता है, यह समझना आपको गुणवत्ता दावों का मूल्यांकन करने और आपके शिपमेंट के साथ प्राप्त निरीक्षण रिपोर्टों की व्याख्या करने में सहायता करता है।
चाहे आप मशीन शॉप सैंटा क्लारा सुविधा के साथ काम कर रहे हों या सैंटा क्लारा, CA में स्थित मशीन शॉप से आपूर्ति कर रहे हों, गुणवत्ता आश्वासन के मूलभूत सिद्धांत विश्वसनीय प्रदाताओं के बीच समान रहते हैं।
सहनशीलता विनिर्देश की समझ
कोई भी मापन शुरू करने से पहले, सभी को यह सहमति होनी चाहिए कि "स्वीकार्य" का अर्थ क्या है। सहनशीलता विनिर्देश (टॉलरेंस स्पेसिफिकेशन) नाममात्र आयामों से अनुमेय विचलन को परिभाषित करते हैं—और इस भाषा को समझना आपको अपने यांत्रिकी साझेदार के साथ प्रभावी ढंग से संवाद करने में सहायता करता है।
इंजीनियरिंग ड्रॉइंग्स पर सहनशीलता (टॉलरेंस) कई रूपों में दिखाई देती है:
- द्विपक्षीय सहिष्णुता —दोनों दिशाओं में अनुमेय विचलन (उदाहरण के लिए: 25.00 ±0.05 मिमी)
- एकपक्षीय सहिष्णुता —केवल एक दिशा में अनुमेय विचलन (उदाहरण के लिए: 25.00 +0.00/-0.10 मिमी)
- सीमा आयाम (लिमिट डायमेंशन्स) —स्पष्ट अधिकतम और न्यूनतम मान (उदाहरण के लिए: 24.95–25.05 मिमी)
- जीडी&टी कॉलआउट्स (GD&T callouts) —आकृति, अभिविन्यास और स्थिति को नियंत्रित करने वाले ज्यामितीय आयामन एवं सहनशीलता प्रतीक
गुणवत्ता सत्यापन के लिए यह क्यों महत्वपूर्ण है? अनुसार सीएमएम मेट्रोलॉजी अनुसंधान उन्नत प्रणालियाँ जटिल ज्यामितियों को अत्यधिक सटीकता के साथ माप सकती हैं, जिसमें अक्सर मापन अनिश्चितता माइक्रोमीटर के भीतर प्राप्त की जाती है। लेकिन यहाँ तक कि सबसे उन्नत उपकरण भी व्यर्थ हैं यदि सहनशीलता (टॉलरेंस) विनिर्देशों को स्पष्ट रूप से परिभाषित नहीं किया गया है।
निरीक्षण प्रक्रिया आपके ड्रॉइंग के साथ शुरू होती है। प्रत्येक आयाम जिसे महत्वपूर्ण के रूप में चिह्नित किया गया है, उसका मापन और दस्तावेज़ीकरण किया जाता है। मानक सहनशीलता वाली विशेषताओं का नमूना-आधारित जाँच (स्पॉट-चेक) किया जा सकता है, बजाय 100% निरीक्षण के—यह एक व्यावहारिक दृष्टिकोण है जो व्यापकता और लागत-दक्षता के बीच संतुलन बनाए रखता है।
निरीक्षण विधियाँ और उपकरण
पेशेवर सेवा मशीनिंग सुविधाएँ विभिन्न निरीक्षण प्रौद्योगिकियों का उपयोग करती हैं, जिनमें से प्रत्येक को विशिष्ट मापन चुनौतियों के लिए अनुकूलित किया गया है। इन उपकरणों को समझना आपको अपने भागों के सत्यापन में शामिल प्रक्रियाओं की सराहना करने में सहायता प्रदान करता है।
समन्वय मापन मशीनें (सीएमएम) आकार-मापन सत्यापन के लिए ये सुनहरा मानक प्रस्तुत करते हैं। उद्योग के दस्तावेज़ीकरण के अनुसार, सीएमएम (CMMs) डेटा बिंदुओं को अपने सॉफ़्टवेयर द्वारा संसाधित करने के लिए एकत्र करते हैं, जिससे आयामों, सहनशीलताओं और ज्यामितीय संबंधों की गणना की जा सके। ये उन्नत उपकरण त्रि-आयामी निर्देशांक प्रणाली के भीतर कार्य करते हैं और X, Y और Z अक्षों का उपयोग करके सटीक स्थितियों का निर्धारण करते हैं।
सीएमएम (CMMs) को विशेष रूप से मूल्यवान क्या बनाता है? ये निम्नलिखित कार्यों में उत्कृष्टता प्रदर्शित करते हैं:
- जटिल 3D ज्यामितियों का मापन जिन तक मैनुअल उपकरणों द्वारा पहुँचा नहीं जा सकता
- दोहराए जा सकने वाले, ऑपरेटर-निर्भर नहीं रहने वाले परिणाम प्रदान करना
- पूर्ण डेटा दस्तावेज़ीकरण के साथ स्वचालित निरीक्षण रिपोर्ट उत्पन्न करना
- सत्य स्थिति (true position) और प्रोफ़ाइल सहनशीलताओं सहित GD&T विनिर्देशों का सत्यापन करना
ऑप्टिकल कम्पेरेटर प्रोजेक्ट किए गए आवर्धित भाग प्रोफ़ाइलों को संदर्भ ओवरले के विरुद्ध दृश्य तुलना के लिए स्क्रीन पर प्रदर्शित करना। ये गैर-संपर्क प्रणालियाँ निम्नलिखित के लिए अच्छी तरह काम करती हैं:
- भंगुर या आसानी से विकृत होने वाले भाग
- थ्रेड प्रोफ़ाइल और गियर दांत
- एज ब्रेक्स और चैम्फर्स
- उत्पादन के दौरान त्वरित दृश्य सत्यापन
सतह की खुरदरापन परखने वाले उपकरण मशीन किए गए सतहों की सूक्ष्म बनावट को मापना। जब आपका ड्रॉइंग Ra मानों (अंकगणितीय औसत रफनेस) को निर्दिष्ट करता है, तो ये उपकरण सतह पर एक स्टाइलस को खींचकर और परिणामी प्रोफाइल का विश्लेषण करके अनुपालन की पुष्टि करते हैं।
यहाँ सामान्य निरीक्षण विधियों की तुलना कैसे की जाती है:
| जांच विधि | सामान्य सटीकता | सर्वश्रेष्ठ उपयोग | सीमाएं |
|---|---|---|---|
| सीएमएम (संपर्क) | ±0.001-0.003 मिमी | जटिल 3डी ज्यामिति, जीडी&टी सत्यापन, उत्पादन भाग | सरल माप के लिए धीमा, नियंत्रित वातावरण की आवश्यकता होती है |
| ऑप्टिकल कंपेरेटर | ±0.01-0.025 मिमी | प्रोफाइल निरीक्षण, थ्रेड सत्यापन, दृश्य तुलना | केवल 2डी, ऑपरेटर की व्याख्या आवश्यक |
| माइक्रोमीटर/कैलिपर्स | ±0.01-0.025 मिमी | त्वरित जाँच, बाह्य आयाम, सरल विशेषताएँ | मैनुअल संचालन, पहुँच योग्य सतहों तक ही सीमित |
| ऊँचाई मापक | ±0.01एमएम | चरण ऊँचाइयाँ, डेटम संदर्भ, सतह प्लेट कार्य | समतल संदर्भ सतह की आवश्यकता होती है |
| सरफेस रूफ़नेस टेस्टर | 0.001μm Ra तक रिज़ॉल्यूशन | सतह के फिनिश की पुष्टि, प्रक्रिया मान्यता | केवल बनावट को मापता है, आयामिक शुद्धता नहीं |
| 3D स्कैनिंग | ±0.025–0.1 मिमी | जटिल आकृतियाँ, रिवर्स इंजीनियरिंग, विचलन मैपिंग | सीएमएम की तुलना में कम सटीकता, पोस्ट-प्रोसेसिंग की आवश्यकता |
एक मशीन शॉप सांता क्लारा, कैलिफोर्निया या कोई भी गुणवत्ता-केंद्रित सुविधा आमतौर पर कई विधियों को एक साथ जोड़ती है। सीएमएम (समन्वित मापन मशीन) महत्वपूर्ण विशेषताओं के अंतिम निरीक्षण को संभालती हैं, जबकि हाथ से चलने वाले उपकरण मशीनिंग कार्यों के दौरान प्रक्रिया के दौरान जाँच का समर्थन करते हैं।
दस्तावेज़ीकरण और ट्रेसबिलिटी
उचित दस्तावेज़ीकरण के बिना मापन के आँकड़े का कोई महत्व नहीं होता है। पेशेवर गुणवत्ता आश्वासन मापन लेने से परे फैला होता है—यह कच्चे माल से लेकर अंतिम शिपमेंट तक पूर्ण ट्रेसैबिलिटी को शामिल करता है।
प्रथम लेख निरीक्षण (FAI) उत्पादन गुणवत्ता की नींव का गठन करता है। पीएमपी मेटल्स के विनिर्माण अनुसंधान के अनुसार, एफएआई (प्रथम लेख निरीक्षण) एक औपचारिक, लिखित प्रक्रिया है जो यह सुनिश्चित करती है कि किसी भाग या असेंबली का विनिर्माण ग्राहक-परिभाषित या इंजीनियरिंग-परिभाषित डिज़ाइन विनिर्देशों, ड्रॉइंग्स और आवश्यकताओं के अनुरूप है।
एक व्यापक एफएआई में क्या शामिल होता है?
- गुब्बारे वाला चित्र —संदर्भ के लिए संख्यांकित प्रत्येक आयाम
- आयामी परिणाम तालिका —निर्दिष्ट सहिष्णुताओं के साथ तुलना की गई मापित मान
- सामग्री प्रमाणीकरण —सही मिश्र धातु और ऊष्मा उपचार को सिद्ध करने वाला दस्तावेज़ीकरण
- प्रक्रिया रिकॉर्ड —उत्पादन में उपयोग किए गए मशीन और टूलिंग की जानकारी
- हस्ताक्षर —ऑपरेटर और निरीक्षक के हस्ताक्षर जो सत्यापन की पुष्टि करते हैं
FAI महत्वपूर्ण बिंदुओं पर किया जाता है: प्रथम उत्पादन चक्रों के दौरान, इंजीनियरिंग परिवर्तनों के बाद, निर्माण स्थानों में परिवर्तन होने पर, या लंबे समय तक उत्पादन विराम के बाद। यह जाँच बिंदु प्रणाली समस्याओं को पूर्ण उत्पादन मात्रा में व्याप्त होने से पहले पकड़ लेती है।
प्रक्रिया में जाँच उत्पादन चक्रों के दौरान निरंतर सत्यापन प्रदान करता है। ऑपरेटर नियमित अंतरालों पर—शायद प्रत्येक 10वें या 25वें भाग पर—महत्वपूर्ण आयामों की जाँच करते हैं, ताकि प्रक्रिया के स्थिर रहने की पुष्टि की जा सके। कोई भी विचलन तुरंत जाँच को ट्रिगर करता है, ताकि अनुमत सीमा से बाहर के भागों का संचयन होने से पहले ही समस्या का समाधान किया जा सके।
अंतिम जांच प्रोटोकॉल शिपमेंट से पहले पूर्ण भागों के सत्यापन की पुष्टि करते हैं। आपकी आवश्यकताओं और उद्योग के मानकों के आधार पर, इसमें निम्नलिखित शामिल हो सकते हैं:
- सभी महत्वपूर्ण विशेषताओं का 100% निरीक्षण
- बैच आकार और स्वीकार्य गुणवत्ता स्तर (AQL) के आधार पर सांख्यिकीय नमूनाकरण
- विनिर्देशों के अनुपालन की पुष्टि करने वाला अनुपालन प्रमाणपत्र
- वास्तविक मापित मानों के साथ पूर्ण आयामी रिपोर्ट्स
गुणवत्ता प्रबंधन प्रणाली इन तत्वों को एक साथ जोड़ें। ISO 9001:2015 शोध के अनुसार, यह अंतर्राष्ट्रीय रूप से मान्यता प्राप्त मानक कंपनियों के लिए ग्राहक अपेक्षाओं को पूरा करने और उन्हें पार करने के लिए एक मापदंड निर्धारित करता है। एक ISO-प्रमाणित मशीन शॉप ने एक मजबूत गुणवत्ता प्रबंधन प्रणाली (QMS) को लागू किया है जो निरंतर गुणवत्ता और विश्वसनीयता की गारंटी देती है।
ISO 9001:2015 प्रमाणन आपके भागों के लिए वास्तव में क्या अर्थ रखता है?
- दस्तावेज़ीकृत प्रक्रियाएँ सुनिश्चित करती हैं कि आपका कार्य कोई भी ऑपरेटर चलाए, प्रक्रियाएँ सुसंगत बनी रहें
- कैलिब्रेशन कार्यक्रम सुनिश्चित करते हैं कि मापन उपकरण सटीकता बनाए रखते हैं
- सुधारात्मक कार्य प्रणालियाँ समस्याओं का व्यवस्थित रूप से, बार-बार नहीं, समाधान करती हैं
- प्रबंधन समीक्षा निरंतर सुधार को सुनिश्चित करती है, न कि स्थिरता
ISO 9001 के अतिरिक्त, उद्योग-विशिष्ट प्रमाणन विशिष्ट आवश्यकताएँ जोड़ते हैं। AS9102 एयरोस्पेस के लिए FAI दस्तावेज़ीकरण को नियंत्रित करता है। IATF 16949 ऑटोमोटिव SPC प्रोटोकॉल को अनिवार्य करता है। ISO 13485 चिकित्सा उपकरणों की ट्रेसेबिलिटी को संबोधित करता है। आपका अनुप्रयोग निर्धारित करता है कि कौन से मानक लागू होते हैं—और आपको अपने मशीनिंग साझेदार से किन दस्तावेज़ों की अपेक्षा करनी चाहिए।
गुणवत्ता आश्वासन अंततः प्रमाण द्वारा सत्यापित विश्वास पर निर्भर करता है। प्रमाणन प्रणालियों की स्थापना करते हैं। निरीक्षण उपकरण क्षमता प्रदान करते हैं। दस्तावेज़ीकरण परिणामों को सिद्ध करता है। सेवा मशीनिंग प्रदाताओं का मूल्यांकन करते समय, दावा की गई क्षमताओं से आगे बढ़कर यह समझने का प्रयास करें कि वे वास्तव में अपने द्वारा प्रदान किए गए उत्पादों की पुष्टि कैसे करते हैं।

सेवा मशीनिंग की तुलना वैकल्पिक निर्माण विधियों से
आपने सेवा मशीनिंग कैसे काम करती है, इसकी लागत क्या है, और गुणवत्ता की पुष्टि कैसे की जाती है—इन सभी बातों का पता लगा लिया है। लेकिन यहाँ एक प्रश्न है जो ऑपरेशन्स प्रबंधकों को रातों-रात जगा देता है: क्या आउटसोर्स की गई मशीनिंग वास्तव में आपकी परियोजना के लिए सही विकल्प है? या क्या घरेलू उत्पादन, 3D प्रिंटिंग, या कास्टिंग बेहतर परिणाम प्रदान करेंगे?
इसका उत्तर आपकी विशिष्ट परिस्थिति पर निर्भर करता है—मात्रा आवश्यकताएँ, सहिष्णुता (टॉलरेंस) की आवश्यकताएँ, सामग्री संबंधी बाधाएँ और समयसीमा के दबाव सभी मिलकर इष्टतम पथ को प्रभावित करते हैं। आइए एक निर्णय लेने का ढांचा तैयार करें जो आपको इन सौदों का वस्तुनिष्ठ रूप से मूल्यांकन करने में सहायता करे।
सेवा मशीनिंग बनाम घरेलू संचालन
आउटसोर्स करने या निवेश करने का निर्णय उत्पादकों के सामने आने वाले सबसे महत्वपूर्ण विकल्पों में से एक है। अनुसार, निर्माण अनुसंधान यह आमतौर पर शुरुआत में आउटसोर्स करना अधिक बुद्धिमानी भरा होता है, जब तक कि आपको प्रति वर्ष लगभग 4,000–5,000 से अधिक भागों की आवश्यकता न हो, या आपके पास कठोर बौद्धिक संपदा (IP) या प्रमाणन आवश्यकताएँ न हों, या फिर आप प्रारंभिक व्यय $200,000 से $700,000 के साथ ऑपरेटर प्रशिक्षण व्यय को संभाल सकें।
इस गणना को इतना जटिल क्या बनाता है? विचार करें कि आंतरिक मशीनिंग वास्तव में क्या आवश्यकताएँ रखती है:
- पूंजी निवेश —एकल 5-अक्ष सीएनसी मशीन की स्थापना, औजारी और प्रशिक्षण से पहले कीमत $200,000 से $700,000 तक हो सकती है
- कुशल ऑपरेटर —सीएनसी अभी भी एक अत्यधिक कुशल प्रक्रिया है जिसके लिए निरंतर अपडेट की गई क्षमताओं की आवश्यकता होती है
- निरंतर रखरखाव —उपकरणों की नियमित कैलिब्रेशन, मरम्मत और अंततः प्रतिस्थापन की आवश्यकता होती है
- फ्लोर स्पेस और उपयोगिताएँ —मशीन टूल्स को उचित फाउंडेशन, बिजली आपूर्ति और जलवायु नियंत्रण की आवश्यकता होती है
आउटसोर्सिंग कब अधिक उचित होती है? वार्षिक उत्पादन मात्रा 1,000 इकाइयों से कम होने पर, गणितीय गणना बाहरी भागीदारों के पक्ष में स्पष्ट रूप से झुक जाती है। एक विशिष्ट अनुबंध शॉप कम मात्रा वाले सीएनसी एल्यूमीनियम उत्पादन के लिए प्रति भाग $18 का अनुमान लगा सकता है—जो स्वामित्व वाले उपकरण की अपलिखित लागत से काफी कम है, जो आंशिक रूप से निष्क्रिय अवस्था में रहता है।
हालांकि, गणना का आधार पैमाने (स्केल) के साथ बदल जाता है। जब वार्षिक उत्पादन 5,000 इकाइयों से अधिक होता है और मानक सहनशीलता (टॉलरेंस) का पालन किया जाता है, तो आंतरिक निवेश से प्रति इकाई लागत कम होने लगती है। स्थापना (सेटअप) की लागत इतने अधिक भागों पर वितरित हो जाती है कि आंतरिक उत्पादन आर्थिक रूप से फायदेमंद हो जाता है।
यदि आप अवसरवादी प्रोटोटाइप निर्माण या मध्यम मात्रा में उत्पादन की आवश्यकता के कारण "मेरे निकटतम सीएनसी मशीनिस्ट" की खोज कर रहे हैं, तो सेवा-आधारित मशीनिंग, पूंजीगत निवेश की तुलना में लगभग निश्चित रूप से अधिक मूल्यवान विकल्प है।
जब योगात्मक विनिर्माण (एडिटिव मैन्युफैक्चरिंग) अधिक उपयुक्त होता है
3D मुद्रण ने विनिर्माण अर्थव्यवस्था को बदल दिया है—लेकिन यह मशीनिंग का स्थान नहीं ले लिया है। प्रत्येक विधि के श्रेष्ठतम उपयोग के क्षेत्र को समझना आपको उचित चयन करने में सहायता करता है।
Xometry की प्रक्रिया तुलना के अनुसार, 3D मुद्रण त्वरित रूप से नेट शेप (अंतिम आकार) के भाग प्रदान करता है, जबकि सीएनसी मशीनिंग में प्रत्येक भाग के लिए अलग से सेटअप की आवश्यकता होती है तथा सामान्यतः मैनुअल प्रोग्रामिंग और निगरानी की आवश्यकता होती है। कम मात्रा और जटिल ज्यामिति वाले घटकों के लिए सीएनसी घटकों की कीमत, 3D मुद्रित घटकों की तुलना में आमतौर पर 10 गुना अधिक होती है।
एडिटिव निर्माण (योगात्मक निर्माण) कहाँ श्रेष्ठता प्राप्त करता है?
- जटिल आंतरिक ज्यामिति —जाली संरचनाएँ, अनुरूप शीतलन चैनल, और काटने वाले उपकरणों द्वारा प्राप्त न किए जा सकने वाले कार्गिक आकार
- त्वरित पुनरावृत्ति —संशोधन के लिए केवल फ़ाइल में परिवर्तन की आवश्यकता होती है, नए टूलिंग या प्रोग्रामिंग की नहीं
- कम-वॉल्यूम उत्पादन —सेटअप लागत न्यूनतम है, जिससे एकल भागों का उत्पादन आर्थिक रूप से लाभदायक हो जाता है
- एकीकरण के अवसर —असेंबलियाँ एकल मुद्रित घटकों में परिवर्तित हो सकती हैं
लेकिन 3D मुद्रण में काफी सीमाएँ हैं। विभिन्न मुद्रण प्रक्रियाएँ मूल सामग्री के गुणों की तुलना में विभिन्न स्तर की शक्ति प्रदान करती हैं—ABS में FFF के लिए सामग्री की अंतिम तन्य सामर्थ्य का 10% तक, हालाँकि नाइलॉन के SLS के लिए 100% तक। सीएनसी मशीनिंग अविच्छिन्न मूल सामग्रियों में भागों का उत्पादन करती है, इसलिए शक्ति सामान्यतः उच्च होती है।
सतह का फ़िनिश एक अन्य चुनौती प्रस्तुत करता है। 3D मुद्रण आमतौर पर प्रक्रिया के यांत्रिकी से प्रभावित होता है—विशेष रूप से Z-रिज़ॉल्यूशन के कारण सीढ़ीदार सतहें और दृश्य विक्षोभ उत्पन्न होते हैं। सीएनसी सतह फ़िनिश अत्यंत एकरूप और अत्यधिक सटीक हो सकता है, यदि कटर पाथ को चिकने फ़िनिश के लिए प्रोग्राम किया गया हो।
व्यावहारिक निर्णय बिंदु? प्रोटोटाइप, जटिल ज्यामिति और 50 इकाइयों से कम की मात्रा के लिए योगात्मक निर्माण का चयन करें। जब आपको उत्पादन-श्रेणी के सामग्री गुण, कड़ी सहिष्णुता या चिकनी सतहों की आवश्यकता हो, तो सेवा मशीनिंग पर स्थानांतरित करें।
ढलाई और मॉल्डिंग विकल्प
उच्च-मात्रा उत्पादन के लिए, न तो मशीनिंग और न ही 3D मुद्रण आपके लिए सर्वोत्तम विकल्प हो सकते हैं। ढलाई और इंजेक्शन मॉल्डिंग प्रति-भाग लागत को काफी कम कर देते हैं—बशर्ते कि आप टूलिंग निवेश को स्वीकार कर लें।
इंजेक्शन मॉल्डिंग प्लास्टिक के समान भागों का उत्पादन घंटों के बजाय कुछ सेकंड में कर सकती है। लेकिन मॉल्ड्स की कीमत हज़ारों से लेकर लाखों डॉलर तक हो सकती है, जो उनकी जटिलता पर निर्भर करती है। यह निवेश केवल तभी सार्थक होता है जब आप दस हज़ारों समान घटकों का उत्पादन कर रहे हों।
डाई कास्टिंग धातु के भागों के लिए समान आर्थिकता प्रदान करती है। एक बार जब टूलिंग उपलब्ध हो जाती है, तो जटिल एल्यूमीनियम या जिंक घटकों का त्वरित उत्पादन किया जा सकता है। हालाँकि, डाई कास्टिंग बिना द्वितीयक संचालन के मशीनिंग सहिष्णुताओं के अनुरूप नहीं हो सकती है, और डिज़ाइन में परिवर्तनों के लिए महंगे ढाल (मोल्ड) संशोधनों की आवश्यकता होती है।
ये विधियाँ सेवा मशीनिंग को कब पीछे छोड़ देती हैं?
- 10,000 इकाइयों से अधिक मात्रा —टूलिंग लागत प्रति भाग प्रभाव को नगण्य कर दी जाती है
- स्थिर डिज़ाइन —परिवर्तन महंगे होते हैं, अतः भागों को उत्पादन-तैयार होना चाहिए
- मध्यम सहिष्णुताएँ —ढलाई या ढलाई के बाद की सटीकता आवश्यकताओं को पूरा करती है
- विस्तारित उत्पादन चक्र —एक ही डिज़ाइन महीनों या वर्षों तक उत्पादित की जाएगी
निर्माण विधि की तुलना एक नज़र में
अपनी अगली परियोजना के लिए उत्पादन दृष्टिकोणों का मूल्यांकन करते समय इस संदर्भ तालिका का उपयोग करें:
| मानदंड | सेवा मशीनिंग | आंतरिक मशीनिंग | 3डी प्रिंटिंग | इंजेक्शन मोल्डिंग | डाइ कास्टिंग |
|---|---|---|---|---|---|
| आदर्श मात्रा सीमा | 1-5,000 इकाई | वार्षिक 5,000+ इकाइयाँ | 1-50 इकाइयाँ | 10,000+ यूनिट्स | 5,000+ यूनिट्स |
| सामग्री के विकल्प | लगभग असीमित धातुएँ और प्लास्टिक | स्वामित्व वाले उपकरणों द्वारा सीमित | प्रक्रिया-विशिष्ट पॉलिमर, कुछ धातुएँ | थर्मोप्लास्टिक्स मुख्य रूप से | एल्युमीनियम, जस्ता, मैग्नीशियम मिश्रधातु |
| सहनशीलता क्षमता | ±0.001" प्राप्त करने योग्य | ±0.001" प्राप्त करने योग्य | ±0.005–0.010" आमतौर पर | ±0.002–0.005" आमतौर पर | ±0.005" आमतौर पर, कठोर टॉलरेंस के लिए मशीनिंग |
| प्रसव अवधि | दिनों से सप्ताहों तक | घंटों से दिनों में | घंटों से दिनों में | टूलिंग के लिए सप्ताह, फिर तीव्र | टूलिंग के लिए सप्ताह, फिर तीव्र |
| स्थापना/उपकरण की लागत | कम-मध्यम | उच्च पूंजी निवेश | न्यूनतम | मोल्ड के लिए $5,000–$100,000+ | डाईज़ के लिए $10,000–$100,000+ |
| प्रति-भाग लागत (कम मात्रा) | मध्यम | उच्च | कम-मध्यम | बहुत उच्च | बहुत उच्च |
| प्रति-भाग लागत (अधिक मात्रा) | मध्यम | कम | उच्च | बहुत कम | बहुत कम |
| डिजाइन लचीलापन | उच्च | उच्च | बहुत उच्च | टूलिंग के बाद कम | टूलिंग के बाद कम |
| माटेरियल की ताकत | पूर्ण मूल गुण | पूर्ण मूल गुण | प्रक्रिया के आधार पर 10-100% तक | लगभग पूर्ण पॉलिमर गुण | लगभग पूर्ण मिश्र धातु गुण |
अपने प्रोजेक्ट के लिए सही विकल्प चुनना
आदर्श विनिर्माण विधि इस बात पर निर्भर करती है कि आपका प्रोजेक्ट कई निर्णय अक्षों के आधार पर कहाँ स्थित है। इन परिदृश्यों पर विचार करें:
सेवा मशीनिंग का चयन तब करें जब:
- आपको 10 से कई हज़ार इकाइयों की मात्रा में उत्पादन-श्रेणी के धातु भागों की आवश्यकता है
- ±0.005" से कठोर टॉलरेंस की आवश्यकता है
- आपका डिज़ाइन परीक्षण या ग्राहक प्रतिक्रिया के आधार पर विकसित हो सकता है
- आपके पास उपकरण निवेश या कुशल ऑपरेटरों के लिए पूंजी नहीं है
- आपको 5-अक्ष मशीन शॉप या विशिष्ट प्रक्रियाओं तक पहुँच की आवश्यकता है, बिना उन्हें स्वामित्व में लिए
आंतरिक मशीनिंग का चयन तब करें जब:
- वार्षिक मात्रा लगातार समान भागों की 5,000 इकाइयों से अधिक हो
- लीड टाइम नियंत्रण महत्वपूर्ण है—आपको घंटों में, दिनों में नहीं, भागों की आवश्यकता है
- बौद्धिक संपदा (आईपी) सुरक्षा संबंधी चिंताएँ आउटसोर्सिंग को जोखिम भरा बनाती हैं
- आपके पास उपकरण संचालित करने के लिए कुशल कार्यबल है या आप उसे विकसित कर सकते हैं
जब 3D प्रिंटिंग चुनें:
- ज्यामितियाँ आंतरिक चैनलों, जाल (लैटिस), या कार्बनिक आकृतियों को शामिल करती हैं
- आप डिज़ाइनों को तेज़ी से दोहरा रहे हैं और त्वरित प्रतिक्रिया की आवश्यकता है
- मात्राएँ बहुत कम हैं—विशेष रूप से एकल प्रोटोटाइप
- सामग्री की शक्ति की आवश्यकताएँ मध्यम स्तर की हैं
मॉल्डिंग या कास्टिंग का चयन तब करें जब:
- डिज़ाइन अंतिम रूप ले चुके हों और लंबे समय तक उत्पादन के लिए स्थिर हों
- उत्पादन मात्राएँ टूलिंग निवेश को औचित्यपूर्ण बनाती हैं—आमतौर पर 10,000+ इकाइयाँ
- प्रति-भाग लागत प्राथमिक निर्धारक कारक हो
- टॉलरेंस आवश्यकताओं को द्वितीयक मशीनिंग के बिना पूरा किया जा सकता है
कई परियोजनाएँ संकर दृष्टिकोणों से लाभान्वित होती हैं। 3D प्रिंटिंग के साथ प्रोटोटाइप बनाएँ, सेवा मशीनिंग के साथ मान्यता प्राप्त करें, और डिज़ाइन स्थिर होने के बाद मॉल्डिंग के लिए विस्तारित करें। एक मशीन शॉप सैन फ्रांसिस्को या मशीन शॉप सैन फ्रांसिस्को CA सुविधा आपको इन संक्रमणों के मार्गदर्शन में सहायता कर सकती है—कई सुविधाएँ मशीनिंग के साथ-साथ वैकल्पिक विधियों के उपयुक्त होने के समय के बारे में मार्गदर्शन भी प्रदान करती हैं।
कैलिफोर्निया में सीएनसी मशीनिंग के निकटतम विकल्पों की खोज कर रहे निर्माताओं के लिए, स्थान के बावजूद निर्णय ढांचा समान रहता है। अपने उत्पादन मात्रा के अनुमान, सहनशीलता (टॉलरेंस) आवश्यकताओं, समय-सीमा के दबाव और पूंजी संबंधी बाधाओं का मूल्यांकन करें। सही निर्माण पद्धति इन कारकों के ईमानदार मूल्यांकन से उभरती है—यह नहीं कि कौन सी तकनीक "सर्वश्रेष्ठ" है, ऐसे धारणाओं से नहीं।
इस निर्णय ढांचे के साथ, अंतिम कदम आपके चुने गए दृष्टिकोण को कार्यान्वित करने के लिए सही मशीनिंग साझेदार का चयन करना है। मूल्यांकन के मापदंड—और वे प्रश्न जो आपको पूछने चाहिए—यह तय करते हैं कि आपकी परियोजना सफल होगी या कठिनाइयों का सामना करेगी।
सही सेवा मशीनिंग साझेदार का चयन
आपने प्रक्रियाओं का विश्लेषण किया है, निर्माण पद्धतियों की तुलना की है, और लागत को क्या प्रभावित करता है, यह समझ गए हैं। अब वह निर्णय आ गया है जो तय करेगा कि आपकी परियोजना सफल होगी या असफल—सही मशीनिंग साझेदार का चयन। यह चुनाव सब कुछ को प्रभावित करता है—गुणवत्ता, डिलीवरी, लागत, और मांग में वृद्धि के साथ आपकी स्केलिंग की क्षमता।
प्रिंसिपल मैन्युफैक्चरिंग कॉर्पोरेशन के साझेदार चयन दिशानिर्देश के अनुसार, सही सीएनसी मशीनिंग साझेदार का चयन आपकी परियोजना की सफलता सुनिश्चित करता है। एक अनुभवी कंपनी गुणवत्ता से लेकर समय पर डिलीवरी तक उत्पादन प्रक्रिया के प्रत्येक पहलू को सकारात्मक रूप से प्रभावित कर सकती है।
चाहे आप मशीन शॉप्स सैन जोसे विकल्पों का मूल्यांकन कर रहे हों या ओकलैंड, कैलिफोर्निया में मशीन शॉप्स की संभावनाओं का पता लगा रहे हों, ये मापदंड आपको असाधारण साझेदारों को सामान्य साझेदारों से अलग करने में सहायता करते हैं।
मशीनिंग साझेदारों के मूल्यांकन के प्रमुख मापदंड
एक विश्वसनीय मशीनिंग साझेदार को उससे क्या अलग करता है जो समस्याएँ पैदा करता है? अनुमानित मूल्यों के पीछे जाएँ और इन आवश्यक कारकों का मूल्यांकन करें:
- प्रासंगिक प्रमाणन —कम से कम आईएसओ 9001 की पुष्टि करें, साथ ही ऑटोमोटिव के लिए आईएटीएफ 16949, एयरोस्पेस के लिए एएस9100 या मेडिकल डिवाइसेज के लिए आईएसओ 13485 जैसे उद्योग-विशिष्ट मानकों की भी पुष्टि करें
- उपकरण क्षमताएं —सुनिश्चित करें कि उनके पास आपके पार्ट्स के लिए सही मशीनें हैं, चाहे वह 5-अक्ष मिलिंग, स्विस टर्निंग या विशिष्ट ईडीएम हों
- अग्रिम समय प्रदर्शन —अपने आयतन की सामान्य टर्नअराउंड समय के बारे में पूछें और उनके डिलीवरी प्रतिबद्धताओं को पूरा करने के अपने रिकॉर्ड के बारे में पूछें
- संचार की त्वरित प्रतिक्रिया —ध्यान दें कि वे प्रारंभिक पूछताछों का कितनी त्वरित प्रतिक्रिया देते हैं, क्योंकि यह अक्सर निरंतर परियोजना संचार का पूर्वानुमान लगाता है
- गुणवत्ता का प्रशिक्षण रिकॉर्ड —समान परियोजनाओं से संदर्भ माँगें और अस्वीकृति दरों तथा सुधारात्मक कार्रवाई के इतिहास के बारे में पूछें
- तकनीकी विशेषज्ञता —उनकी क्षमता का मूल्यांकन करें कि वे केवल आपके चित्रों को अंधाधुंध निष्पादित करने के बजाय DFM प्रतिक्रिया प्रदान कर सकते हैं और सुधार के सुझाव दे सकते हैं
- क्षमता और स्केलिंग क्षमता —सुनिश्चित करें कि वे आपकी वर्तमान आवश्यकताओं को पूरा कर सकते हैं और जैसे-जैसे मात्रा में वृद्धि होती है, वे आपके साथ विकसित हो सकते हैं
उद्योग अनुसंधान के अनुसार, ग्राहक-उन्मुख कंपनी ग्राहक के साथ घनिष्ठ रूप से काम करेगी ताकि मूल्यवान अंतर्दृष्टि प्रदान की जा सके, डिज़ाइन में सुधार पर चर्चा की जा सके और लागत बचत के उपायों के सुझाव दिए जा सकें। भागीदारों को विश्वसनीय सलाहकार के रूप में कार्य करना चाहिए जो सर्वोत्तम संभव परिणाम प्राप्त करने में सहायता के लिए अपने विशेषज्ञता को साझा करते हैं।
जब आप किसी मशीन शॉप (फ्रेमोंट, CA) या कहीं भी खोज कर रहे हों, तो उन ग्राहकों से प्रमाणपत्र माँगें जिन्होंने समान परियोजनाओं पर कंपनी के साथ काम किया हो। उनके अनुभव किसी भी बिक्री प्रस्तुति से अधिक कुछ बताते हैं।
अपनी परियोजना को सफलता के लिए तैयार करना
यहां तक कि सबसे अच्छा मशीनिंग साझेदार भी खराब तरीके से तैयार किए गए प्रोजेक्ट्स की भरपाई नहीं कर सकता है। अपनी पहली कोटेशन अनुरोध जमा करने से पहले इन तत्वों पर विचार करके अपनी सफलता की नींव रखें:
- पूर्ण डिज़ाइन फ़ाइलें — 3D CAD मॉडल (STEP प्रारूप को वरीयता दी गई है) और स्पष्ट रूप से निर्दिष्ट सहिष्णुता के साथ मापदंडित 2D ड्रॉइंग्स दोनों प्रदान करें
- मातेरियल की विनिर्देशाओं — विशिष्ट ग्रेड्स को उल्लिखित करें, केवल सामग्री परिवारों का उल्लेख न करें ("6061-T6" के बजाय केवल "एल्यूमीनियम")
- महत्वपूर्ण विशेषता की पहचान — जो आयाम और विशेषताएं कार्यात्मक रूप से महत्वपूर्ण हैं, उन्हें सामान्य सहिष्णुता के मुकाबले हाइलाइट करें
- मात्रा और कार्यक्रम आवश्यकताएं — मात्राओं, डिलीवरी की तारीखों और यह स्पष्ट करने के बारे में स्पष्ट हों कि क्या आवश्यकताएं बदल सकती हैं
- गुणवत्तापूर्ण दस्तावेज़ीकरण की आवश्यकता है — आपके द्वारा आवश्यक निरीक्षण रिपोर्ट्स, प्रमाणपत्र या ट्रेसैबिलिटी को निर्दिष्ट करें
फिक्टिव के विनिर्माण मार्गदर्शिका के अनुसार, उत्पाद विकास प्रक्रिया के माध्यम से भागों की खरीद के लिए शुरुआत से ही एक अनुभवी विनिर्माण साझेदार के साथ काम करना एक सुव्यवस्थित पथ प्रदान करता है और भविष्य में जोखिम को कम करने में सहायता करता है।
जितना अधिक संदर्भ आप प्रारंभ में प्रदान करते हैं, उतनी ही अधिक सटीक आपकी कोटेशन होती हैं। संभावित साझेदारों को आवश्यकताओं के बारे में अनुमान लगाने के लिए मजबूर न करें—अस्पष्टता या तो अत्यधिक मूल्य निर्धारण का कारण बनती है (वे अज्ञात कारकों को कवर करने के लिए अतिरिक्त शुल्क लगाते हैं) या बाद में आश्चर्य का कारण बनती है जब आपके अनुमान गलत साबित होते हैं।
जोस की मशीन शॉप या डियाज़ मशीन शॉप जैसी स्थानीय दुकानें जटिल परियोजनाओं के दौरान मुखातिब सहयोग के लिए लाभ प्रदान कर सकती हैं। हालाँकि, यदि विशिष्ट क्षमताएँ निकटता से अधिक महत्वपूर्ण हैं, तो अपनी खोज को भौगोलिक रूप से सीमित न करें।
प्रोटोटाइप से उत्पादन तक मापन
यहाँ वह बात है जो कई निर्माताओं को अचानक चौंका देती है: वह शॉप जो प्रोटोटाइप के क्षेत्र में उत्कृष्टता प्रदर्शित करती है, वह उत्पादन मात्रा के साथ संघर्ष कर सकती है—और इसका विपरीत भी सत्य है। ऐसे साझेदार को खोजना जो दोनों चरणों को सँभाल सके, आपको परियोजना के मध्य में आपूर्तिकर्ता परिवर्तन से होने वाली कठिनाइयों से बचाता है।
निर्माण अनुसंधान के अनुसार, भविष्य के विस्तार को समायोजित करने में सक्षम कंपनी के साथ कार्य करना आवश्यक है। जैसे-जैसे आपका व्यवसाय विस्तारित होता है या परियोजना की आवश्यकताएँ बढ़ती हैं, एक विश्वसनीय साझेदार बड़े उत्पादन मात्रा और बदलती आवश्यकताओं को आसानी से सँभाल सकता है।
व्यावहारिक रूप से स्केलेबिलिटी कैसी दिखती है?
- प्रोटोटाइप लचीलापन —आवश्यकता पड़ने पर त्वरित रूप से छोटी मात्रा में उत्पादन करने की क्षमता, जिसमें आपातकालीन आवश्यकताओं के लिए अक्सर एक दिन का लीड टाइम होता है
- ब्रिज उत्पादन क्षमता —डिज़ाइन के मान्यीकरण के दौरान कम मात्रा (दस से सैकड़ों इकाइयों) के उत्पादन को संभालना
- उत्पादन क्षमता —जब मांग उत्पन्न होती है, तो मासिक रूप से हज़ारों भागों के उत्पादन के लिए उपकरण और कार्यबल का समर्थन करना
- प्रक्रिया स्थिरता —बैच के आकार के बावजूद समान गुणवत्ता मानकों को बनाए रखना
- मांग के प्रति संवेदनशीलता —डिलीवरी के समय-सीमा को समझौता किए बिना आवश्यकतानुसार मात्रा को बढ़ाना या घटाना
स्केलेबल मशीनिंग साझेदार उन्नत प्रौद्योगिकी में निवेश के महत्व को भी समझते हैं। वे उद्योग की बदलती आवश्यकताओं को पूरा करने और प्रतिस्पर्धी बने रहने के लिए अपने उपकरणों, सॉफ़्टवेयर और विनिर्माण प्रक्रियाओं को लगातार अपग्रेड करते रहते हैं।
विशेष रूप से ऑटोमोटिव अनुप्रयोगों के लिए, शाओयी मेटल तकनीक यह स्केलेबिलिटी मॉडल को उदाहरणित करता है। उनकी सुविधा आपातकालीन प्रोटोटाइप के लिए केवल एक कार्यदिवस के शीघ्रतम लीड टाइम के साथ सटीक सीएनसी मशीनिंग सेवाएँ प्रदान करती है, जबकि ऑटोमोटिव आपूर्ति श्रृंखलाओं की मांग के अनुसार उत्पादन क्षमता, आईएटीएफ १६९४९ प्रमाणन और कड़े एसपीसी प्रोटोकॉल को बनाए रखती है। गति और स्केल का यह संयोजन इस बात की गारंटी देता है कि जैसे-जैसे आपके प्रोजेक्ट्स अवधारणा से पूर्ण उत्पादन तक विकसित होंगे, आपका साझेदार आपकी आवश्यकताओं से पीछे नहीं रहेगा।
प्रतिबद्ध होने से पहले पूछे जाने वाले प्रश्न
पहला खरीद आदेश हस्ताक्षर करने से पहले, इन महत्वपूर्ण प्रश्नों के स्पष्ट उत्तर प्राप्त करें:
- आपके पास कौन से प्रमाणपत्र हैं, और उनकी अंतिम ऑडिट कब हुई थी?
- क्या आप मेरे उद्योग के ग्राहकों से संदर्भ प्रदान कर सकते हैं?
- मेरी मात्रा सीमा के लिए आपका आमतौर पर लीड टाइम क्या है?
- आप उत्पादन के बीच में डिज़ाइन परिवर्तन को कैसे संभालते हैं?
- आपके पास आंतरिक निरीक्षण क्षमताएँ क्या हैं?
- आप प्रोजेक्ट की स्थिति और किसी भी उत्पन्न होने वाली समस्याओं के बारे में कैसे संचार करेंगे?
- यदि पुर्ज़े विनिर्देश के अनुरूप नहीं होते तो क्या होगा?
ये उत्तर केवल क्षमता के बारे में नहीं, बल्कि चरित्र के बारे में भी बताते हैं। जो साझेदार प्रश्नों से बचते हैं या अत्यधिक वादा करते हैं, उनके प्रति सावधान रहना चाहिए। जो सीधे, विशिष्ट उत्तर प्रदान करते हैं—जिनमें सीमाओं के प्रति ईमानदार स्वीकृति भी शामिल हो—वे पारदर्शिता का प्रदर्शन करते हैं, जो सफल संबंधों के लिए आवश्यक है।
सेवा मशीनिंग की सफलता अंततः तकनीकी क्षमता के साथ-साथ साझेदारी की गुणवत्ता पर भी निर्भर करती है। सही साझेदार आपके पास नहीं होने वाले विशेषज्ञता को लाता है, समस्याओं को उनके महंगा होने से पहले पहचान लेता है, और आपके व्यवसाय के साथ-साथ अपने स्केल को भी बढ़ाता है। सही चयन करने के लिए समय निवेश करें, और आपकी मशीनिंग परियोजनाएँ आवश्यक परिणाम प्रदान करेंगी—समय पर, बजट के भीतर, और निर्दिष्ट आवश्यकताओं के अनुसार।
सेवा मशीनिंग के बारे में अक्सर पूछे जाने वाले प्रश्न
1. सीएनसी मशीन की प्रति घंटा दर क्या है?
सीएनसी मशीनिंग की प्रति घंटा दरें आमतौर पर स्थान, मशीन की जटिलता और प्रसंस्करण किए जा रहे पदार्थ के आधार पर $30 से $100 के बीच होती हैं। 5-अक्ष क्षमताएँ, कड़ी सहिष्णुता और विदेशी सामग्री जैसे कारक उच्च दरों की मांग करते हैं। सेटअप लागत अक्सर अलग से लगाई जाती है और उत्पादन मात्रा के आधार पर वितरित की जाती है, जिससे प्रति भाग लागत कम हो जाती है। त्वरित ऑर्डर्स पर आमतौर पर मानक दरों से 15–50% अतिरिक्त शुल्क लगाया जाता है।
2. मशीनिंग का क्या अर्थ है?
मशीनिंग एक घटात्मक विनिर्माण प्रक्रिया है जो बड़े कार्य-टुकड़ों से अवांछित सामग्री को हटाकर वांछित आकृतियाँ बनाती है। 3D प्रिंटिंग के विपरीत, जो सामग्री को परत-दर-परत जोड़ती है, मशीनिंग में घूर्णन करने वाले कटिंग उपकरणों या अपघर्षक पहियों का उपयोग करके सटीक रूप से स्टॉक को काटा जाता है। सीएनसी (कंप्यूटर संख्यात्मक नियंत्रण) मशीनिंग इस प्रक्रिया को कार्यक्रमित टूलपाथ के माध्यम से स्वचालित करती है, जिससे धातुओं, प्लास्टिक्स और कॉम्पोजिट्स सहित जटिल भागों का सुसंगत उत्पादन ±0.001 इंच की सहिष्णुता के साथ संभव हो जाता है।
3. सीएनसी मशीनिंग में ऑर्डर लेने से लेकर डिलीवरी तक कितना समय लगता है?
सेवा मशीनिंग के लिए नेतृत्व समय जटिलता, मात्रा और शॉप क्षमता के आधार पर भिन्न होता है। सरल प्रोटोटाइप्स को त्वरित टर्नअराउंड प्रदान करने वाली सुविधाओं से 1-3 दिनों में शिप किया जा सकता है। मानक उत्पादन चक्रों के लिए आमतौर पर डिज़ाइन समीक्षा, प्रोग्रामिंग, मशीनिंग और निरीक्षण सहित 1-3 सप्ताह की आवश्यकता होती है। ऊष्मा उपचार या एनोडाइज़िंग जैसे द्वितीयक संचालनों की आवश्यकता वाले जटिल भागों के लिए अतिरिक्त दिनों की आवश्यकता होती है। शाओयी मेटल टेक्नोलॉजी जैसे प्रमाणित ऑटोमोटिव आपूर्तिकर्ताओं के लिए आपातकालीन प्रोटोटाइप्स के लिए नेतृत्व समय एक कार्यदिवस तक का हो सकता है।
4. सीएनसी मशीन शॉप्स किन फ़ाइल प्रारूपों को स्वीकार करते हैं?
अधिकांश पेशेवर मशीन शॉप्स यूनिवर्सल 3डी मॉडल एक्सचेंज मानक के रूप में STEP (.stp, .step) फ़ाइलों को प्राथमिकता देते हैं, जिन्हें लगभग किसी भी CAM सॉफ़्टवेयर द्वारा पढ़ा जा सकता है। IGES फ़ाइलें सतह और ठोस ज्यामिति के लिए अभी भी व्यापक रूप से समर्थित हैं। 2डी DXF/DWG फ़ाइलें समतल भागों और पूरक आयामों के लिए आवश्यक हैं। सॉलिडवर्क्स, इन्वेंटर या फ्यूजन 360 से प्राप्त मूल CAD फ़ाइलें पूर्ण डिज़ाइन इरादे को सुरक्षित रखती हैं, जब शॉप्स संगत सॉफ़्टवेयर का उपयोग करते हैं। हमेशा टॉलरेंस, सतह के फ़िनिश और महत्वपूर्ण विशेषताओं को निर्दिष्ट करने वाले आयामित PDF ड्रॉइंग्स शामिल करें।
5. मैं सीएनसी मशीनिंग और 3डी प्रिंटिंग के बीच कैसे चयन करूँ?
जब आपको उत्पादन-ग्रेड सामग्री की शक्ति, ±0.005 इंच से कम के कड़े टॉलरेंस, चिकने सतह के फिनिश या 50 यूनिट से अधिक मात्रा में धातु के भागों की आवश्यकता हो, तो सीएनसी मशीनिंग का चयन करें। 3डी प्रिंटिंग जटिल आंतरिक ज्यामिति, त्वरित डिज़ाइन पुनरावृत्ति, बहुत कम मात्रा और ऐसे कार्बनिक आकारों के लिए उत्कृष्ट है जिन्हें मशीन करना असंभव है। सीएनसी भाग 100% मूल सामग्री के गुणों को बनाए रखते हैं, जबकि कुछ 3डी प्रिंटिंग प्रक्रियाएँ केवल सामग्री की शक्ति का 10-50% ही प्राप्त कर पाती हैं। कई परियोजनाओं को 3डी प्रिंटिंग के साथ प्रोटोटाइपिंग करने और फिर उत्पादन के लिए मशीनिंग पर संक्रमण करने से लाभ होता है।