 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

मशीन घटक निर्माताओं के बारे में: अपने पहले RFQ से पहले 9 आवश्यक बिंदु
मशीन घटकों के निर्माताओं और उनकी औद्योगिक भूमिका को समझना
क्या आपने कभी सोचा है कि आपकी कार के ट्रांसमिशन के अंदर लगे सटीक गियर या एयरोस्पेस सिस्टम में लगे जटिल वाल्व घटकों को कौन बनाता है? मशीन के पुर्जों के निर्माता ये विशिष्ट उत्पादक कच्चे माल को लगभग हर उद्योग को शक्ति प्रदान करने वाले महत्वपूर्ण पुर्जों में परिवर्तित करते हैं। बड़े ढांचे बनाने वाले सामान्य निर्माताओं के विपरीत, ये सटीक निर्माण पर केंद्रित कंपनियां व्यक्तिगत घटकों को इतनी सटीकता से तैयार करती हैं कि उनकी सहनशीलता अक्सर इंच के हजारवें हिस्से में मापी जाती है।
यह गाइड आपको अपना पहला कोटेशन अनुरोध भेजने से पहले जानने योग्य सभी बातों से अवगत कराती है। इसे एक व्यापक मार्गदर्शक के रूप में समझें—न कि उत्पाद सूची के रूप में—जो आपको मशीनी पुर्जों के निर्माण की जटिल दुनिया में आत्मविश्वास के साथ आगे बढ़ने में मदद करने के लिए बनाई गई है।
मशीन के पुर्जों के निर्माता वास्तव में क्या करते हैं
मूल रूप से, मशीनीकृत पुर्जों के निर्माता घटाव विधि से निर्माण करने की प्रक्रिया में विशेषज्ञता रखते हैं। कल्पना कीजिए एक मूर्तिकार संगमरमर के एक ब्लॉक पर काम कर रहा है—ये निर्माता ठोस धातु से शुरुआत करते हैं और वांछित आकार प्राप्त होने तक व्यवस्थित रूप से सामग्री हटाते जाते हैं। सामान्य निर्माण से मुख्य अंतर क्या है? सटीकता ही सर्वोपरि है।
जहां एक फैब्रिकेशन वर्कशॉप शीट मेटल को काटकर, मोड़कर और वेल्डिंग करके संरचनाएं बनाती है, वहीं प्रेसिजन मैन्युफैक्चरर्स सटीक विशिष्टताओं के साथ अलग-अलग कंपोनेंट्स बनाने पर ध्यान केंद्रित करते हैं। वे सीएनसी मशीन कंपोनेंट्स और उन्नत उपकरणों के साथ काम करते हैं ताकि ऐसी टॉलरेंस हासिल कर सकें जो मैनुअल प्रक्रियाओं से संभव नहीं है। अकेले अमेरिकी मशीन शॉप सर्विसेज मार्केट का मूल्य 2025 में 48.0 बिलियन डॉलर था, जो दर्शाता है कि आधुनिक विनिर्माण में ये विशेष निर्माता कितने आवश्यक हो गए हैं।
औद्योगिक उत्पादन की छिपी हुई रीढ़
आपको मशीनीकृत पुर्जे ऐसी जगहों पर भी मिल सकते हैं जिनकी आप कभी उम्मीद नहीं करेंगे। पवन टरबाइनों के बियरिंग से लेकर चिकित्सा उपकरणों के कनेक्टर तक, सटीक मशीनीकृत घटक अदृश्य बुनियादी ढांचे का निर्माण करते हैं जो उद्योगों को सुचारू रूप से चलाने में सहायक होते हैं।
ये निर्माता कई प्रकार के आवश्यक मशीन पुर्जे बनाते हैं:
- क्लच और ब्रेक – विद्युत संचरण और गति नियंत्रण प्रणालियों के लिए महत्वपूर्ण
- कपलिंग्स – घूर्णनशील शाफ्टों को गलत संरेखण को ध्यान में रखते हुए जोड़ें
- स्प्रिंग और फास्टनर – तनाव, संपीड़न और सुरक्षित संबंध प्रदान करें
- परिशुद्धता मशीनीकृत भाग – विशिष्ट अनुप्रयोगों के लिए अनुकूलित घटक
- गियर और ट्रांसमिशन घटक – विभिन्न गति और टॉर्क पर पावर ट्रांसफर को सक्षम करें
- बियरिंग और सहायक संरचनाएं – घर्षण को कम करें और संरेखण बनाए रखें
कच्ची धातु से सटीक भागों तक
एक विशिष्ट परिशुद्धता निर्माता को एक सामान्य मशीन शॉप से क्या अलग करता है? यह क्षमता, निरंतरता और प्रमाणन पर निर्भर करता है। सामान्य निर्माता संरचनात्मक फ्रेम और आवरण बना सकते हैं, लेकिन जब आपको एक ऐसे घटक की आवश्यकता होती है जो विनिर्देश के अनुसार माइक्रोन की सटीकता के साथ फिट होना चाहिए, तो आपको एक समर्पित परिशुद्धता निर्माता की आवश्यकता होती है।
विशेषज्ञ निर्माता उन्नत सीएनसी तकनीक, गुणवत्ता प्रबंधन प्रणालियों और विभिन्न सामग्रियों के साथ काम करने की बारीकियों को समझने वाले कुशल मशीनिस्टों में भारी निवेश करते हैं। वे सख्त गुणवत्ता नियंत्रण प्रोटोकॉल का पालन करते हैं और अक्सर उद्योग-विशिष्ट प्रमाणपत्र प्राप्त करते हैं, जिन्हें सामान्य कारखाने हासिल करने की कोशिश भी नहीं करते।
इस अंतर को समझना महत्वपूर्ण है क्योंकि गलत प्रकार के साझेदार का चुनाव करने से परियोजना में देरी, बजट में वृद्धि और आपकी आवश्यकताओं के अनुरूप न होने वाले पुर्जे जैसी समस्याएं हो सकती हैं। मशीन के पुर्जों की खरीद की तैयारी करते समय, यह जानना कि ये निर्माता वास्तव में क्या करते हैं और क्या नहीं करते, आपको अपनी परियोजना की विशिष्ट आवश्यकताओं के लिए सही विकल्प खोजने में मदद करेगा।

सटीक घटकों के पीछे की मुख्य विनिर्माण प्रक्रियाएँ
क्या यह जटिल लगता है? ऐसा होना ज़रूरी नहीं है। सीएनसी मशीनिंग पुर्जों के निर्माण की प्रक्रिया को समझना आपको निर्माताओं से बातचीत करने और उनकी क्षमताओं का मूल्यांकन करने में महत्वपूर्ण लाभ देता है। आइए उन मुख्य प्रक्रियाओं को समझते हैं जो कच्चे धातु को सटीक मशीनिंग वाले पुर्जों में बदल देती हैं, जिन पर आप अपनी परियोजनाओं के लिए भरोसा कर सकते हैं।
सीएनसी मशीनिंग के मूल सिद्धांतों की व्याख्या
सीएनसी का मतलब कंप्यूटर न्यूमेरिकल कंट्रोल है—असल में, कंप्यूटर असाधारण सटीकता के साथ कटिंग टूल्स को नियंत्रित करते हैं। मैनुअल मशीनिंग के विपरीत, जहाँ ऑपरेटर हाथों से टूल्स को चलाते हैं, सीएनसी तकनीक प्रोग्राम किए गए निर्देशों का पालन करके ऐसी सहनशीलता प्राप्त करती है जिसे मानव हाथ लगातार दोहरा नहीं सकते।
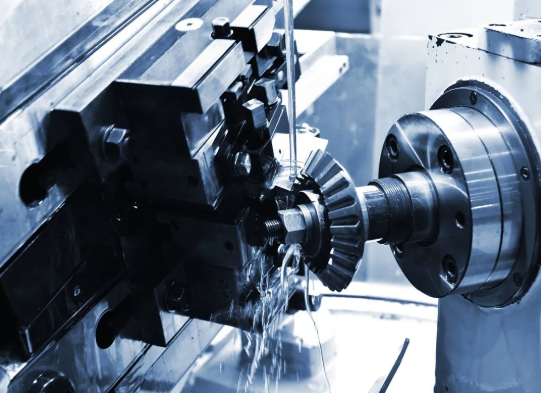
द दो मूलभूत सीएनसी प्रक्रियाएँ आपको टर्निंग और मिलिंग के बारे में जानकारी मिलेगी। इनमें मुख्य अंतर यह है: सीएनसी टर्निंग में, आपका वर्कपीस घूमता है जबकि एक स्थिर कटिंग टूल उसे आकार देता है—यह शाफ्ट, रॉड और बुशिंग जैसे बेलनाकार भागों के लिए आदर्श है। सीएनसी मिलिंग में, इसका उल्टा होता है। कटिंग टूल घूमता है जबकि आपका वर्कपीस स्थिर रहता है, जिससे यह सपाट सतहों, स्लॉट, पॉकेट और जटिल त्रि-आयामी आकृतियों वाले मिल्ड पार्ट्स के लिए एकदम सही है।
मशीन के पुर्जों के निर्माण में, कई सटीक मशीनिंग अनुप्रयोगों में दोनों प्रक्रियाओं का संयोजन होता है। किसी घटक की बेलनाकार आकृतियाँ बनाने के लिए उसे पहले खराद मशीन पर बनाया जा सकता है, फिर छेद, समतल सतह या कोणीय कटाई के लिए उसे मिलिंग मशीन पर भेजा जा सकता है। इस कार्यप्रवाह को समझने से आपको यह पहचानने में मदद मिलती है कि कौन से निर्माता आपकी पूरी परियोजना को संभाल सकते हैं और किन निर्माताओं को अतिरिक्त आपूर्तिकर्ताओं की आवश्यकता होगी।
बहु-अक्षीय मशीनीनगरी क्षमताएँ
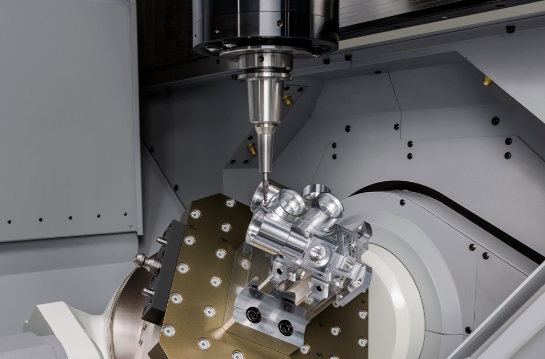
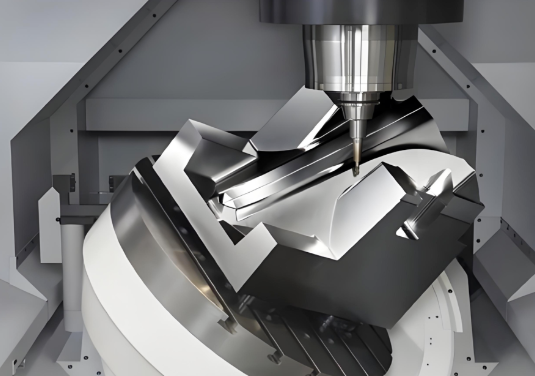
कल्पना कीजिए कि आप केवल तीन दिशाओं - ऊपर-नीचे, बाएँ-दाएँ और आगे-पीछे - की गति का उपयोग करके टरबाइन ब्लेड बनाने की कोशिश कर रहे हैं। आपको बार-बार रुकना होगा, पुर्जे को पुनः स्थापित करना होगा और हर बार संरेखण त्रुटियाँ होने का जोखिम रहेगा। यही कारण है कि बहु-अक्षीय मशीनिंग तकनीक मौजूद है।
मानक 3-एक्सिस मशीनिंग में कटिंग टूल तीन सीधी दिशाओं में चलता है। सरल ज्यामितियों के लिए यह प्रभावी है, लेकिन जटिल पुर्जों के लिए इसमें कई सेटअप की आवश्यकता होती है। फिक्टिव के तकनीकी विश्लेषण के अनुसार, 5-एक्सिस सीएनसी मशीनिंग में दो घूर्णी गतियाँ जुड़ जाती हैं, जिससे टूल एक ही सेटअप में लगभग किसी भी कोण से वर्कपीस के पास पहुँच सकता है।
एक मध्यवर्ती विकल्प भी है जिसे 3+2-अक्ष मशीनिंग (या स्थितिजन्य 5-अक्ष) कहा जाता है। इसमें, घूर्णी अक्ष वर्कपीस को सही स्थिति में झुकाते हैं, लेकिन कटिंग केवल तीन रेखीय गतियों का उपयोग करके ही होती है। यह विधि पूर्ण समवर्ती 5-अक्ष कार्य की जटिल प्रोग्रामिंग के बिना कई पक्षों तक पहुंच प्रदान करती है।
इसके व्यावहारिक लाभ क्या हैं? सेटअप का समय कम हो जाता है, संरेखण त्रुटियों की संभावना कम हो जाती है, और जटिल संरचनाओं को मशीनिंग करने की क्षमता मिलती है जिनके लिए अन्यथा कई प्रक्रियाओं की आवश्यकता होती या जिन्हें बनाना संभव ही नहीं होता। जटिल आकृति वाले पुर्जों की सीएनसी प्रेसिजन मशीनिंग के लिए—जैसे कि एयरोस्पेस घटक या चिकित्सा प्रत्यारोपण—5-एक्सिस क्षमता अक्सर आवश्यक साबित होती है।
जटिल ज्यामितियों के लिए स्विस स्क्रू मशीनिंग
जब आपकी परिशुद्ध मशीनिंग आवश्यकताओं में जटिल विशेषताओं वाले छोटे, पतले पुर्जे शामिल हों, तो स्विस स्क्रू मशीनिंग ऐसी क्षमताएं प्रदान करती है जो पारंपरिक खराद मशीनों से संभव नहीं हैं। मूल रूप से घड़ी बनाने के लिए विकसित यह तकनीक, मानक टर्निंग प्रक्रियाओं में आने वाली विक्षेपण समस्याओं के बिना लंबे, पतले पुर्जे बनाने में उत्कृष्ट है।
स्विस मशीनों की खासियत क्या है? इनमें वर्कपीस को कटिंग पॉइंट के बेहद करीब स्थित गाइड बुशिंग द्वारा सहारा दिया जाता है, जिससे असाधारण स्थिरता मिलती है। यह डिज़ाइन ऐसे पुर्जों की मशीनिंग की अनुमति देता है जिनका लंबाई-व्यास अनुपात इतना अधिक होता है कि पारंपरिक उपकरणों पर कंपन और त्रुटि उत्पन्न हो सकती है। क्रेमिन इंक के अनुसार। चिकित्सा, एयरोस्पेस, इलेक्ट्रॉनिक्स और घड़ी बनाने के उद्योगों में स्विस खराद मशीनें अपरिहार्य हैं, जहां सटीकता और छोटे आकार के पुर्जे महत्वपूर्ण होते हैं।
कई स्विस मशीनों में लाइव टूलिंग भी शामिल होती है—घूमने वाले उपकरण जो वर्कपीस को पकड़े हुए मुख्य स्पिंडल पर रहते हुए मिलिंग ऑपरेशन कर सकते हैं। इसका मतलब है कि जटिल सीएनसी मिल्ड पार्ट्स जिनमें टर्निंग और मिलिंग दोनों विशेषताएं होती हैं, एक ही ऑपरेशन में पूरी तरह से तैयार हो सकते हैं।
विनिर्माण प्रक्रियाओं की तुलना एक नज़र में
सही मशीनिंग प्रक्रिया का चयन आपके घटक की ज्यामिति, आवश्यक सहनशीलता और सामग्री पर निर्भर करता है। यह तुलना आपकी आवश्यकताओं को उपयुक्त विनिर्माण दृष्टिकोण से मिलाने में आपकी सहायता करती है:
| प्रक्रिया प्रकार | सर्वश्रेष्ठ उपयोग | सामान्य सहनशीलता | सामग्री संगतता |
|---|---|---|---|
| सीएनसी मोड़ | बेलनाकार भाग: शाफ्ट, पिन, बुशिंग, फिटिंग | ±0.025 मिमी (±0.001 इंच) | धातुएँ, इंजीनियरिंग प्लास्टिक, मिश्र धातुएँ |
| सीएनसी मिलिंग | प्रिज्मीय भाग: आवरण, ब्रैकेट, जेब और खांचे वाली प्लेटें | ±0.05 मिमी (±0.002 इंच) | इस्पात, एल्युमीनियम, टाइटेनियम, प्लास्टिक, कंपोजिट |
| स्विस स्क्रू मशीनिंग | छोटे, पतले पुर्जे: मेडिकल पिन, इलेक्ट्रॉनिक कनेक्टर, घड़ी के पुर्जे | ±0.005 मिमी (±0.0002 इंच) | पीतल, स्टेनलेस स्टील, टाइटेनियम, एल्युमिनियम |
| बहु-अक्षीय मशीनिंग (5-अक्षीय) | जटिल ज्यामितियाँ: टरबाइन ब्लेड, इंपेलर, ऑर्थोपेडिक इंप्लांट | ±0.01–0.02 मिमी (±0.0004–0.0008 इंच) | सभी मशीनीकरण योग्य धातुएँ, उच्च-प्रदर्शन मिश्र धातुएँ |
ध्यान दें कि अधिक विशिष्ट उपकरणों की ओर बढ़ने पर सहनशीलता सीमाएँ कैसे कम होती जाती हैं। क्षमता और परिशुद्धता के बीच यही संबंध इन प्रक्रियाओं को समझना महत्वपूर्ण बनाता है—यह आपको अपर्याप्त विनिर्देशन (और अपर्याप्त पुर्जे प्राप्त करने) और अति-निर्धारण (और अनावश्यक क्षमताओं के लिए अधिक कीमत चुकाने) दोनों से बचने में मदद करता है।
इन विनिर्माण प्रक्रियाओं के काम करने के तरीके की स्पष्ट जानकारी होने के बाद, अब आप एक और महत्वपूर्ण निर्णय बिंदु पर विचार करने के लिए तैयार हैं: अपने मशीनीकृत घटकों के लिए सही सामग्री का चयन करना।

मशीन किए गए घटकों के लिए सामग्री चयन गाइड
गलत सामग्री का चुनाव आपके पूरे प्रोजेक्ट को बर्बाद कर सकता है। कल्पना कीजिए कि आपने एक बेहतरीन कंपोनेंट डिज़ाइन किया, लेकिन फील्ड में वह जंग खा जाए, भार पड़ने पर टूट जाए, या फिर आपका बजट बिगड़ जाए क्योंकि आपने एक विशेष मिश्र धातु का इस्तेमाल किया जबकि मानक स्टील भी ठीक काम कर सकता था। सामग्री का चुनाव इंजीनियरिंग प्रदर्शन और आर्थिक वास्तविकता के बीच संतुलन बनाए रखता है—और सही चुनाव के लिए यह समझना ज़रूरी है कि अलग-अलग धातुएँ और प्लास्टिक वास्तविक परिस्थितियों में कैसा व्यवहार करते हैं।
जब निर्माताओं से मशीनीकृत धातु के पुर्जे प्राप्त करना आपको विकल्पों की एक विस्तृत श्रृंखला मिलेगी। प्रत्येक सामग्री यांत्रिक शक्ति, जंग प्रतिरोध, वजन और लागत के संदर्भ में अलग-अलग फायदे और नुकसान लेकर आती है। आइए प्रमुख श्रेणियों को विस्तार से समझते हैं ताकि आप अपनी आवश्यकताओं के अनुसार सर्वोत्तम विकल्प चुन सकें।
मजबूती और टिकाऊपन के लिए इस्पात मिश्रधातु
औद्योगिक विनिर्माण में इस्पात का उपयोग आज भी प्रमुखता से होता है, और इसके पीछे कई कारण हैं। इसकी मजबूती, कठोरता और किफायती कीमत का संयोजन इसे संरचनात्मक अखंडता और घिसाव प्रतिरोध की मांग करने वाले अनुप्रयोगों के लिए सर्वोपरि विकल्प बनाता है। हालांकि, सभी इस्पात एक समान नहीं होते।
हल्के इस्पात (जैसे 1018 और 1045) किफायती कीमतों पर उत्कृष्ट मशीनेबिलिटी और वेल्डेबिलिटी प्रदान करते हैं। हब्स के अनुसार, माइल्ड स्टील 1018 सबसे अधिक उपयोग किया जाने वाला ग्रेड है, जो सामान्य उपयोग के लिए अच्छी मजबूती, ताकत और कठोरता प्रदान करता है। ये स्टील जिग्स, फिक्स्चर और संरचनात्मक घटकों के लिए उपयुक्त हैं, जहां प्लेटिंग या कोटिंग के माध्यम से जंग से सुरक्षा प्रदान की जा सकती है।
एल्यूमिनियम स्टील (जैसे 4140 और 4340) मिश्रधातुएं प्रदर्शन को काफी हद तक बढ़ा देती हैं। इन्हें उच्च कठोरता और मजबूती प्राप्त करने के लिए ऊष्मा उपचारित किया जा सकता है, साथ ही इनकी मजबूती भी बनी रहती है। यदि आपके कस्टम स्टील के पुर्जों को उच्च भार, बार-बार होने वाले प्रभावों या कठिन घिसावट की स्थितियों का सामना करना पड़ता है, तो मिश्रधातुएं अपनी मामूली कीमत के बावजूद उचित साबित होती हैं।
Stainless steels संक्षारण प्रतिरोध को भी इसमें शामिल करें। क्रोमियम की मात्रा (आमतौर पर 10.5% से अधिक) एक सुरक्षात्मक परत बनाती है जो जंग और रासायनिक हमलों से बचाती है। ग्रेड 304 अधिकांश सामान्य अनुप्रयोगों के लिए उपयुक्त है, जबकि ग्रेड 316 खारे वातावरण के प्रति बेहतर प्रतिरोध प्रदान करता है—जो समुद्री या रासायनिक प्रसंस्करण उपकरणों के लिए आवश्यक है।
लेकिन इसमें एक नुकसान भी है? स्टेनलेस स्टील की मशीनिंग माइल्ड स्टील की तुलना में कठिन होती है, जिससे धातु के पुर्जों की मशीनिंग लागत बढ़ जाती है। औजारों का घिसाव भी तेजी से होता है, और वर्क हार्डनिंग से कटिंग प्रक्रिया जटिल हो सकती है। इसके बावजूद, इसकी दीर्घकालिक मजबूती अक्सर शुरुआती अधिक लागत से कहीं अधिक फायदेमंद साबित होती है।
हल्के घटकों में एल्युमीनियम के अनुप्रयोग
जब वजन कम करना महत्वपूर्ण होता है—चाहे ईंधन दक्षता के लिए हो, सुवाह्यता के लिए हो, या गतिशील उपकरणों में जड़त्व को कम करने के लिए—एल्यूमीनियम मिश्रधातु असाधारण प्रदर्शन प्रदान करते हैं। स्टील के घनत्व का लगभग एक तिहाई घनत्व होने के कारण, एल्यूमीनियम ऐसे डिजाइनों को संभव बनाता है जो लौह धातुओं में अव्यावहारिक रूप से भारी होंगे।
वजन कम होने के अलावा, एल्युमीनियम उत्कृष्ट मशीनिंग क्षमता प्रदान करता है। कम कटिंग प्रतिरोध का अर्थ है तेज़ चक्र समय, कम टूल घिसाव और उत्कृष्ट सतह फिनिश। इसका सीधा लाभ यह है कि मशीनिंग लागत कम होती है, जिससे एल्युमीनियम प्रोटोटाइपिंग और उच्च मात्रा उत्पादन दोनों के लिए विशेष रूप से आकर्षक बन जाता है।
एल्यूमिनियम 6061 6061 सबसे आम सामान्य-उद्देश्यीय मिश्र धातु है। इसके संतुलित गुण—अच्छा शक्ति-से-भार अनुपात, संक्षारण प्रतिरोध और उत्कृष्ट मशीनेबिलिटी—इसे ऑटोमोटिव फ्रेम से लेकर इलेक्ट्रॉनिक आवरण तक हर चीज के लिए उपयुक्त बनाते हैं। उद्योग के आंकड़े पुष्टि करते हैं कि 6061 सीएनसी मशीनिंग के लिए सबसे किफायती और व्यापक रूप से उपलब्ध एल्यूमीनियम विकल्प है।
एल्यूमिनियम 7075 उच्च प्रदर्शन वाले अनुप्रयोगों के लिए लक्षित। ऊष्मा उपचारित किए जाने पर यह एयरोस्पेस-ग्रेड मिश्र धातु इस्पात के समान मजबूती प्राप्त कर लेती है, जो इसे विमान के संरचनात्मक घटकों, पर्वतारोहण उपकरणों और प्रतिस्पर्धी साइकिलिंग पुर्जों के लिए आदर्श बनाती है। इसकी उत्कृष्ट यांत्रिक विशेषताओं के कारण इसकी कीमत अधिक है।
एक महत्वपूर्ण बात: हालांकि एल्युमीनियम प्राकृतिक रूप से वायुमंडलीय संक्षारण का प्रतिरोध करता है, लेकिन यह कुछ रसायनों और भिन्न धातुओं के साथ प्रतिक्रिया कर सकता है। एनोडाइजिंग एक कठोर, सुरक्षात्मक परत बनाती है जो स्थायित्व को बढ़ाती है और रंगीन फिनिश की अनुमति देती है - सटीक मशीनीकृत धातु भागों के लिए यह एक सामान्य द्वितीयक प्रक्रिया है।
अत्यधिक कठिन वातावरणों के लिए विशेष सामग्री
कई बार मानक सामग्रियां आपके अनुप्रयोग की आवश्यकताओं को पूरा नहीं कर पातीं। अत्यधिक तापमान, आक्रामक रसायन या असामान्य यांत्रिक आवश्यकताओं के लिए विशेष मिश्र धातुओं और उन्नत प्लास्टिक की आवश्यकता होती है।
टाइटेनियम टाइटेनियम असाधारण मजबूती के साथ-साथ स्टील से लगभग 45% कम वजन का होता है। इसकी जंग प्रतिरोधक क्षमता स्टेनलेस स्टील के बराबर या उससे भी अधिक है, और यह उच्च तापमान पर भी अपने गुणों को बनाए रखता है। एयरोस्पेस, मेडिकल इम्प्लांट्स और समुद्री अनुप्रयोगों में टाइटेनियम का उपयोग अक्सर इसकी अधिक लागत के बावजूद किया जाता है। चुनौती क्या है? टाइटेनियम की कम तापीय चालकता और कठोर होने की प्रवृत्ति के कारण धातु की मशीनिंग प्रक्रियाएं जटिल हो जाती हैं। इसमें अधिक समय लगता है, विशेष उपकरणों की आवश्यकता होती है, और परिणामस्वरूप कीमत भी अधिक होती है।
पीतल कम घर्षण, बेहतर विद्युत चालकता या आकर्षक फिनिश की आवश्यकता वाले अनुप्रयोगों में पीतल उत्कृष्ट प्रदर्शन करता है। कस्टम पीतल के पुर्जे मशीनिंग के लिए बेहद उपयुक्त होते हैं—पीतल को अक्सर सबसे आसानी से काटे जाने वाली धातुओं में से एक माना जाता है। यह इसे वाल्व घटकों, विद्युत कनेक्टर्स और सजावटी हार्डवेयर के उच्च मात्रा उत्पादन के लिए किफायती बनाता है। इसकी प्राकृतिक जंग प्रतिरोधक क्षमता (हालांकि स्टेनलेस स्टील से कम) कई प्लंबिंग और समुद्री अनुप्रयोगों के लिए उपयुक्त है।
इंजीनियरिंग प्लास्टिक ये सामग्रियां ऐसे अनूठे गुण प्रदान करती हैं जो धातुओं में नहीं पाए जाते। पीईईके जैसी सामग्रियां 250°C तक के निरंतर तापमान को सहन कर सकती हैं, साथ ही रासायनिक प्रतिरोध और विद्युत इन्सुलेशन भी प्रदान करती हैं। नायलॉन गियर और बुशिंग के लिए उत्कृष्ट घिसाव प्रतिरोध प्रदान करता है, जबकि पीओएम (डेल्रिन) कम घर्षण और उच्च आयामी स्थिरता प्रदान करता है। इन सामग्रियों का वजन धातुओं की तुलना में बहुत कम होता है, जिससे अक्सर असेंबली सरल हो जाती है और सिस्टम पर भार कम हो जाता है।
एक नज़र में सामग्री की तुलना
यह तालिका सामान्य मशीनीकृत घटक सामग्रियों में प्रमुख निर्णय कारकों का सारांश प्रस्तुत करती है:
| सामग्री | तन्य शक्ति सीमा | संक्षारण प्रतिरोध | भार गुणक | लागत स्तर | आदर्श अनुप्रयोग |
|---|---|---|---|---|---|
| माइल्ड स्टील (1018/1045) | 370–585 एमपीए | कम (लेपन की आवश्यकता होती है) | उच्च (7.8 ग्राम/सेमी³) | $ | संरचनात्मक भाग, जिग्स, फिक्स्चर, सामान्य मशीनरी |
| स्टेनलेस स्टील (304/316) | 515–620 एमपीए | उत्कृष्ट | उच्च (8.0 ग्राम/सेमी³) | $$ | खाद्य प्रसंस्करण, चिकित्सा, समुद्री, रासायनिक उपकरण |
| एल्यूमीनियम (6061/7075) | 275–570 एमपीए | अच्छा (एनोडाइजिंग के साथ उत्कृष्ट) | कम (2.7 ग्राम/सेमी³) | $–$$ | एयरोस्पेस संरचनाएं, ऑटोमोटिव, इलेक्ट्रॉनिक्स आवरण |
| पीतल (C36000) | 310–380 एमपीए | अच्छा | उच्च (8.5 ग्राम/सेमी³) | $$ | विद्युत कनेक्टर, वाल्व, सजावटी फिटिंग |
| टाइटेनियम (ग्रेड 5) | 830–1170 एमपीए | उत्कृष्ट | मध्यम (4.4 ग्राम/सेमी³) | $$$$ | एयरोस्पेस, मेडिकल इम्प्लांट्स, उच्च-प्रदर्शन रेसिंग |
| इंजीनियरिंग प्लास्टिक (पीईईके/नायलॉन) | 45–100 एमपीए | उत्कृष्ट (रासायनिक) | बहुत कम (1.1–1.4 ग्राम/सेमी³) | $$–$$$ | बियरिंग, इंसुलेटर, चिकित्सा उपकरण, खाद्य-ग्रेड पार्ट्स |
विशेष मिश्रधातुओं के लिए अतिरिक्त कीमत देना कब उचित है?
मानक सामग्रियों से उन्नत सामग्रियों का निर्णय हल्के में नहीं लेना चाहिए—लेकिन जब परिस्थितियाँ इसकी मांग करें तो इससे बचना भी नहीं चाहिए। विशेष मिश्र धातुओं पर तब विचार करें जब:
- विफलता के परिणाम गंभीर होते हैं। विमान के पुर्जे, चिकित्सा प्रत्यारोपण और सुरक्षा-महत्वपूर्ण प्रणालियाँ ऐसे उच्च गुणवत्ता वाले सामग्रियों का उपयोग करती हैं जो जोखिम को कम करती हैं।
- परिचालन वातावरण अत्यंत कठिन हैं। उच्च तापमान, संक्षारक रसायन या खारे पानी के संपर्क में आने से मानक सामग्रियां तेजी से नष्ट हो सकती हैं।
- वजन कम करने से सिस्टम का प्रदर्शन बेहतर होता है। एयरोस्पेस और ऑटोमोटिव अनुप्रयोगों में, कम द्रव्यमान से ईंधन दक्षता और संचालन में सुधार होता है।
- कुल जीवनचक्र लागत स्थायित्व के पक्ष में है – 20 साल तक चलने वाला टाइटेनियम का एक पुर्जा, हर 5 साल में स्टील के पुर्जों को बदलने की तुलना में सस्ता पड़ सकता है।
इसके विपरीत, सामान्य वातावरण के लिए विशेष प्रकार की सामग्रियों का उपयोग करना बजट की बर्बादी मात्र है। शुष्क इनडोर अनुप्रयोगों में स्टेनलेस स्टील का उपयोग अक्सर अनावश्यक लागत का कारण बनता है, जबकि उपयुक्त कोटिंग वाला माइल्ड स्टील भी समान रूप से कार्य कर सकता है।
सामग्री विकल्पों और उनके फायदे-नुकसान की स्पष्ट समझ के साथ, अब आप ऐसी आवश्यकताओं को निर्धारित करने में सक्षम हैं जो प्रदर्शन संबंधी जरूरतों और बजट के बीच संतुलन बनाए रखती हैं। अगला महत्वपूर्ण पहलू? सहनशीलता मानकों को समझना—क्योंकि सही सामग्री का चुनाव भी व्यर्थ है यदि आपके पुर्जे डिज़ाइन के अनुसार आपस में फिट नहीं होते हैं।
सहनशीलता मानक और परिशुद्धता विनिर्देशों की व्याख्या
आपने एकदम सही सामग्री चुन ली है। स्क्रीन पर आपका डिज़ाइन बिल्कुल त्रुटिहीन दिखता है। लेकिन यहीं पर कई प्रोजेक्ट अटक जाते हैं: ऐसी सहनशीलता (टॉलरेंस) निर्दिष्ट करना जो या तो बहुत महंगी पड़ती है या आपकी कार्यात्मक आवश्यकताओं को पूरा करने में विफल रहती है। सटीक मशीनीकृत पुर्जों के विनिर्देशों को समझना केवल तकनीकी ज्ञान नहीं है—यह उन घटकों के बीच का अंतर है जो पूरी तरह से फिट होते हैं और उन महंगी गलतियों के बीच जो दोबारा काम करने की आवश्यकता पैदा करती हैं।
टॉलरेंस किसी घटक के आयामों में स्वीकार्य भिन्नता को परिभाषित करते हैं। इन्हें त्रुटि की स्वीकार्य सीमा के रूप में समझें। ±0.02 मिमी टॉलरेंस के साथ 10 मिमी व्यास पर डिज़ाइन किए गए शाफ्ट का वास्तविक माप 9.98 मिमी और 10.02 मिमी के बीच कहीं भी हो सकता है और फिर भी इसे स्वीकार्य माना जाएगा। यह देखने में छोटा सा अंतर लागत और कार्यक्षमता दोनों पर व्यापक प्रभाव डालता है।
सहिष्णुता वर्गों और उनके निहितार्थों का विश्लेषण
सटीक मशीनीकृत पुर्जों के निर्माताओं से कोटेशन की समीक्षा करते समय, आपको विभिन्न सहनशीलता विनिर्देशों का सामना करना पड़ेगा। उद्योग मानकों के अनुसार मानक सीएनसी मशीनिंग टॉलरेंस ±0.25 मिमी (±0.010") अधिकांश सटीक विनिर्माण कार्यों के लिए आधारभूत क्षमता का प्रतिनिधित्व करती है। यह स्तर किफायती उत्पादन दरों को बनाए रखते हुए मशीन की सटीकता, थर्मल प्रभावों, टूल घिसाव और सेटअप दोहराव में सामान्य भिन्नताओं को समायोजित करता है।
लेकिन अलग-अलग टॉलरेंस क्लास का आपके प्रोजेक्ट के लिए वास्तव में क्या मतलब है? यहाँ एक व्यावहारिक विवरण दिया गया है:
- मानक सहनशीलता (±0.25 मिमी / ±0.010") – यह उन क्षेत्रों के लिए उपयुक्त है जहां माप का पैमाना बहुत महत्वपूर्ण नहीं होता, सामान्य संरचनात्मक घटकों के लिए और उन भागों के लिए जहां फिटिंग अत्यंत सटीक नहीं होती। यह सबसे किफायती विकल्प है।
- सूक्ष्म सहनशीलता (±0.125 मिमी / ±0.005") – यह उन सटीक मशीनी पुर्जों के लिए आवश्यक है जिनमें मध्यम स्तर की फिटिंग की आवश्यकता होती है, गतिशील घटकों और असेंबली के लिए जिन्हें विश्वसनीय संरेखण की आवश्यकता होती है।
- परिशुद्धता सहनशीलता (±0.05 मिमी / ±0.002") – बियरिंग हाउसिंग, हाइड्रोलिक कंपोनेंट्स और प्रेसिजन असेंबली जैसी चुनौतीपूर्ण अनुप्रयोगों में उच्च परिशुद्धता वाले मशीनीकृत पुर्जों के लिए आवश्यक।
- अति परिशुद्धता सहनशीलता (±0.0125 मिमी / ±0.0005") – यह एयरोस्पेस, चिकित्सा उपकरणों और ऑप्टिकल उपकरणों में उच्च परिशुद्धता वाले मशीनीकृत घटकों के लिए आरक्षित है, जहां माइक्रोन-स्तर की सटीकता पर कोई समझौता नहीं किया जा सकता है।
टॉलरेंस में प्रत्येक चरण की सटीकता बढ़ाने के लिए अधिक परिष्कृत उपकरण, पर्यावरणीय नियंत्रण और निरीक्षण प्रोटोकॉल की आवश्यकता होती है। जैसा कि मॉडस एडवांस्ड ने बताया है, अति-सटीक टॉलरेंस प्राप्त करने के लिए ±0.5°C तापमान नियंत्रित वातावरण, कंपन पृथक्करण और उच्च परिशुद्धता वाले स्पिंडल की आवश्यकता होती है—जिससे आधारभूत लागत में 100-200% की वृद्धि होती है।
जब टाइट टॉलरेंस का वास्तव में महत्व होता है
एक कड़वा सच यह है: कई खरीदार लागत संबंधी प्रभावों को समझे बिना ही आवश्यकता से अधिक टॉलरेंस निर्धारित कर देते हैं। ±0.01 मिमी टॉलरेंस वाले सटीक सीएनसी मशीनीकृत पुर्जों की मांग करना, जबकि ±0.1 मिमी टॉलरेंस से भी वही कार्य संभव है, अनावश्यक रूप से बजट को बर्बाद करता है।
तो सख्त सहनशीलता वास्तव में कब मायने रखती है? इन स्थितियों पर ध्यान दें:
- संलग्न सतहें – जहां दो घटकों को विशिष्ट दूरी या अवरोध के साथ एक दूसरे के साथ फिट होना आवश्यक हो
- घूर्णन असेंबली – शाफ्ट, बियरिंग और हाउसिंग जिनमें निरंतर संकेंद्रण की आवश्यकता होती है
- सीलिंग सतहें – ऐसे क्षेत्र जहाँ तरल या गैस को नियंत्रित करने के लिए सटीक फिटिंग आवश्यक होती है
- महत्वपूर्ण संरेखण विशेषताएं – माउंटिंग होल, लोकेटिंग पिन और संदर्भ सतहें
गैर-महत्वपूर्ण आयामों के लिए—जैसे ब्रैकेट की कुल लंबाई, गैर-मिलान सतह की चौड़ाई, या पर्याप्त क्लीयरेंस वाले माउंटिंग होल की स्थिति—मानक सहनशीलताएँ आमतौर पर पर्याप्त होती हैं। अब्रा इंजीनियरिंग अत्यधिक सख्त सहनशीलता कार्यात्मक मूल्य जोड़े बिना विनिर्माण लागत को बढ़ाती है, इसलिए लागत दक्षता के लिए सहनशीलता अनुकूलन आवश्यक है।
अति-इंजीनियरिंग के बिना आवश्यकताओं को निर्दिष्ट करना
लागत बढ़ाए बिना आप टॉलरेंस संबंधी आवश्यकताओं को प्रभावी ढंग से कैसे संप्रेषित कर सकते हैं? इसकी शुरुआत ड्राइंग पर महत्वपूर्ण और गैर-महत्वपूर्ण आयामों के बीच अंतर करके करें।
सबसे सटीक टॉलरेंस केवल वहीं लागू करें जहां कार्य की आवश्यकता हो। एक सटीक मशीनिंग वाले पुर्जे में बेयरिंग सीट पर ±0.025 मिमी की आवश्यकता हो सकती है, जबकि कुल ऊंचाई पर ±0.25 मिमी की छूट स्वीकार्य हो सकती है। यह चयनात्मक दृष्टिकोण निर्माताओं को उन क्षेत्रों पर संसाधन केंद्रित करने की अनुमति देता है जहां सटीकता वास्तव में मायने रखती है।
जटिल आवश्यकताओं के लिए ज्योमेट्रिक डाइमेंशनिंग एंड टॉलरेंसिंग (GD&T) पर विचार करें। प्रोटोलैब्स का कहना है कि GD&T, साधारण द्विपक्षीय टॉलरेंस की तुलना में, विशेषताओं के बीच संबंधों—जैसे लंबवतता, संकेंद्रण और वास्तविक स्थिति—को अधिक प्रभावी ढंग से नियंत्रित करता है। इससे बेहतर गुणवत्ता नियंत्रण मिलता है और साथ ही यह स्पष्ट होता है कि आपके अनुप्रयोग के लिए "सहनशीलता के भीतर" का वास्तव में क्या अर्थ है।
सतह की फिनिश संबंधी विशिष्टताओं को न भूलें। समतल सतहों के लिए 63 µin और घुमावदार सतहों के लिए 125 µin की मानक फिनिश अधिकांश अनुप्रयोगों के लिए पर्याप्त होती है। अधिक चिकनी फिनिश निर्दिष्ट करने से पॉलिशिंग प्रक्रियाएं और लागत बढ़ जाती है—यह सतहों को सील करने या सजावटी भागों के लिए उपयुक्त है, अन्यत्र अनावश्यक है।
अंत में, विनिर्देशों को अंतिम रूप देने से पहले संभावित निर्माताओं के साथ सहनशीलता संबंधी आवश्यकताओं पर चर्चा करें। अनुभवी सटीक मशीनिंग पार्ट्स आपूर्तिकर्ता अक्सर ऐसे वैकल्पिक तरीके सुझा सकते हैं जो कम लागत पर आपके कार्यात्मक लक्ष्यों को प्राप्त करने में सहायक हों। वे यह पहचान सकते हैं कि आपके विनिर्देश उनकी मानक क्षमताओं से कहाँ अधिक हैं—जिसके लिए अधिक कीमत की आवश्यकता होगी—जबकि मामूली समायोजन किफायती सीमा के भीतर ही रहेंगे।
सहनशीलता संबंधी आवश्यकताओं को स्पष्ट रूप से समझने के बाद, आप एक अन्य महत्वपूर्ण कारक का मूल्यांकन करने के लिए तैयार हैं जो सक्षम निर्माताओं को बाकी निर्माताओं से अलग करता है: गुणवत्ता प्रमाणन और वे वास्तव में आपको प्राप्त होने वाले पुर्जों के बारे में क्या गारंटी देते हैं।
गुणवत्ता प्रमाणन और निरीक्षण मानक जो मायने रखते हैं
आपको एक निर्माता मिला है जिसने अपनी वेबसाइट पर प्रभावशाली प्रमाणपत्रों की सूची दी है—जैसे ISO 9001, IATF 16949, AS9100। लेकिन ये प्रमाणपत्र वास्तव में आपको मिलने वाले सटीक मशीनीकृत उत्पादों के बारे में क्या गारंटी देते हैं? कई खरीदार प्रमाणपत्रों को सार्थक गुणवत्ता संकेतक के बजाय केवल खानापूर्ति के रूप में देखते हैं। प्रत्येक प्रमाणपत्र की आवश्यकताओं को समझना आपको यह मूल्यांकन करने में मदद करता है कि क्या निर्माता की गुणवत्ता प्रणाली वास्तव में आपकी परियोजना की मांगों से मेल खाती है।
गुणवत्ता प्रमाणपत्र किसी निर्माता द्वारा प्रमाणित तृतीय-पक्ष सत्यापन का प्रतिनिधित्व करते हैं, जो प्रमाणित प्रक्रियाओं का पालन करता है, सुसंगत मानकों को बनाए रखता है और संचालन में निरंतर सुधार करता है। ये केवल दिखावटी प्रमाण पत्र नहीं हैं—बल्कि ये सटीक पुर्जों के निर्माण के लिए अपनाए गए व्यवस्थित दृष्टिकोण को दर्शाते हैं, जो दोषों को कम करते हैं, अनुरेखण क्षमता सुनिश्चित करते हैं और आपकी आपूर्ति श्रृंखला की सुरक्षा करते हैं।
आईएसओ 9001 और इसके द्वारा दी जाने वाली गारंटी
ISO 9001 विश्व भर के उद्योगों में गुणवत्ता प्रबंधन की आधारशिला है। वैश्विक स्तर पर दस लाख से अधिक प्रमाणित संगठनों के साथ, यह मानक किसी भी सुदृढ़ गुणवत्ता प्रबंधन प्रणाली के लिए मूलभूत आवश्यकताओं को स्थापित करता है।
ISO 9001 की असल आवश्यकताएं क्या हैं? इस सर्टिफिकेशन के लिए दस्तावेजी प्रक्रियाएं, प्रक्रियाओं का सुसंगत निष्पादन और निरंतर सुधार के प्रमाण आवश्यक हैं। निर्माताओं को ग्राहक केंद्रित दृष्टिकोण, जोखिम-आधारित सोच और मापने योग्य गुणवत्ता उद्देश्यों को प्रदर्शित करना होगा। जब आप ISO 9001 प्रमाणित सटीक मशीनीकृत पुर्जों के आपूर्तिकर्ता से सामान खरीदते हैं, तो आप एक ऐसे संगठन के साथ काम कर रहे होते हैं जिसने निम्नलिखित के लिए स्थापित प्रणालियां बनाई हैं:
- प्रक्रिया प्रलेखन – लिखित प्रक्रियाएँ यह सुनिश्चित करती हैं कि उपकरण को चलाने वाला ऑपरेटर कोई भी हो, संचालन में एकरूपता बनी रहे।
- ग्राहक आवश्यकताओं की ट्रैकिंग – सिस्टम उत्पादन के दौरान आपकी विशिष्टताओं को कैप्चर और सत्यापित करते हैं।
- सुधारात्मक कार्रवाई प्रोटोकॉल समस्या उत्पन्न होने पर, मूल कारण विश्लेषण पुनरावृत्ति को रोकता है।
- प्रबंधन की समीक्षा नेतृत्व नियमित रूप से गुणवत्तापूर्ण प्रदर्शन का मूल्यांकन करता है और सुधार को बढ़ावा देता है।
सामान्य औद्योगिक अनुप्रयोगों के लिए, ISO 9001 प्रमाणन यह सुनिश्चित करता है कि निर्माता पेशेवर तरीके से काम करता है। हालांकि, उद्योग-विशिष्ट प्रमाणन इस आधार को और मजबूत बनाते हैं और इनमें विशिष्ट क्षेत्रों के अनुरूप अतिरिक्त आवश्यकताएं शामिल होती हैं।
ऑटोमोटिव सप्लाई चेन के लिए IATF 16949
यदि आप ऑटोमोटिव अनुप्रयोगों के लिए सटीक सीएनसी घटकों की सोर्सिंग कर रहे हैं, तो IATF 16949 प्रमाणन अनिवार्य हो जाता है। अंतर्राष्ट्रीय ऑटोमोटिव टास्क फोर्स द्वारा ISO के सहयोग से विकसित यह मानक ISO 9001 अनुपालन के अतिरिक्त ऑटोमोटिव-विशिष्ट आवश्यकताओं को जोड़ता है।
प्रमाणन विशेषज्ञों के अनुसार आईएटीएफ 16949 विशेष रूप से दोष निवारण, आपूर्ति श्रृंखला की पता लगाने की क्षमता और उत्पादन में भिन्नता को कम करने पर केंद्रित है—ये ऐसे महत्वपूर्ण पहलू हैं जब घटक अंततः यात्री ले जाने वाले वाहनों में उपयोग किए जाते हैं। प्रमुख ऑटोमोबाइल निर्माता अपने टियर 1 और टियर 2 आपूर्तिकर्ताओं से इस प्रमाणन की अपेक्षा करते हैं।
IATF 16949 ISO 9001 से अधिक सख्त क्यों है? ऑटोमोटिव मानक में निम्नलिखित बातें अनिवार्य हैं:
- उत्पाद सुरक्षा आवश्यकताएँ – विशिष्ट प्रोटोकॉल जो यह सुनिश्चित करते हैं कि घटक सुरक्षा संबंधी खतरे पैदा न करें
- ग्राहक-विशिष्ट आवश्यकताएं – प्रत्येक प्रमुख ऑटोमोबाइल निर्माता कंपनी गुणवत्ता संबंधी अपनी अनूठी अपेक्षाएं रखती है।
- आकस्मिक योजना आपूर्ति श्रृंखला में व्यवधानों के प्रति दस्तावेजीकृत प्रतिक्रियाएँ
- वारंटी प्रबंधन – सिस्टम फील्ड में होने वाली विफलताओं को ट्रैक करता है और आवश्यकता पड़ने पर रिकॉल को सक्षम बनाता है।
- आपूर्तिकर्ता विकास – गुणवत्ता प्रणालियों को उप-स्तरीय आपूर्तिकर्ताओं तक विस्तारित करने की आवश्यकताएँ
ऑटोमोटिव अनुप्रयोगों के लिए निर्मित सटीक घटकों के लिए, IATF 16949 प्रमाणन यह दर्शाता है कि निर्माता उद्योग की उच्च गुणवत्ता संबंधी अपेक्षाओं को पूरा करने के लिए तैयार है। शाओयी मेटल टेक्नोलॉजी जैसी इकाइयाँ इस प्रमाणन के साथ-साथ सख्त सांख्यिकीय प्रक्रिया नियंत्रण (SPC) प्रोटोकॉल का पालन करती हैं, जिससे वे ऑटोमोटिव आपूर्ति श्रृंखलाओं की मांग के अनुरूप उच्च-सहिष्णुता वाले घटक वितरित करने में सक्षम होती हैं।
एयरोस्पेस घटकों के लिए AS9100 आवश्यकताएँ
एयरोस्पेस अनुप्रयोगों के लिए और भी कठोर गुणवत्ता प्रणालियों की आवश्यकता होती है। AS9100 प्रमाणन विशेष रूप से एयरोस्पेस आवश्यकताओं को पूरा करता है, यह सत्यापित करते हुए कि पुर्जे विमानन उद्योग द्वारा आवश्यक सुरक्षा, गुणवत्ता और तकनीकी मानकों को पूरा करते हैं।
एयरोस्पेस को अलग से प्रमाणन की आवश्यकता क्यों है? विमान में लगे पुर्जे अत्यधिक कठिन परिस्थितियों में काम करते हैं—तापमान में उतार-चढ़ाव, कंपन, दबाव में परिवर्तन—जहां विफलता के परिणाम विनाशकारी हो सकते हैं। AS9100 सामान्य विनिर्माण प्रमाणनों की आवश्यकताओं से कहीं अधिक कॉन्फ़िगरेशन प्रबंधन, प्रथम उत्पाद निरीक्षण और बेहतर ट्रेसबिलिटी की आवश्यकताएं प्रदान करता है।
सांख्यिकीय प्रक्रिया नियंत्रण को समझना
प्रमाणपत्रों के अलावा, संभावित निर्माताओं से उनकी निरीक्षण विधियों और गुणवत्ता नियंत्रण प्रक्रियाओं के बारे में पूछें। सांख्यिकीय प्रक्रिया नियंत्रण (एसपीसी) उत्पादन के दौरान निरंतरता बनाए रखने के लिए डेटा-आधारित दृष्टिकोण को दर्शाता है।
तैयार पुर्जों का निरीक्षण करके दोषों को अस्वीकार करने के बजाय, SPC वास्तविक समय में उत्पादन मापदंडों की निगरानी करता है। नियंत्रण चार्ट महत्वपूर्ण आयामों पर नज़र रखते हैं और माप में त्रुटि होने से पहले ही रुझानों की पहचान कर लेते हैं। यह सक्रिय दृष्टिकोण स्क्रैप को कम करता है, उत्पादन बढ़ाता है और यह प्रमाणित करता है कि आपके सटीक मशीनीकृत उत्पाद पूरी निर्माण प्रक्रिया के दौरान विनिर्देशों के भीतर रहे।
एसपीसी सिस्टम में निवेश करने वाले निर्माता न्यूनतम प्रमाणन आवश्यकताओं से कहीं अधिक सटीक घटक निर्माण के प्रति अपनी प्रतिबद्धता प्रदर्शित करते हैं। सटीक मशीनीकृत पुर्जों के आपूर्तिकर्ताओं का मूल्यांकन करते समय, उनकी मापन क्षमताओं, निरीक्षण की आवृत्ति और ग्राहक समीक्षा के लिए गुणवत्ता डेटा को दस्तावेज़ित करने के तरीके के बारे में पूछें।
प्रमुख प्रमाणपत्रों का त्वरित संदर्भ
अपने आवेदन की आवश्यकताओं को उपयुक्त प्रमाणन स्तरों से मिलाएं:
- ISO 9001 – गुणवत्ता प्रबंधन का सार्वभौमिक आधार; सामान्य औद्योगिक अनुप्रयोगों के लिए उपयुक्त
- IATF 16949 – ऑटोमोटिव उद्योग की आवश्यकता; वाहन घटक आपूर्तिकर्ताओं के लिए अनिवार्य
- AS9100 – एयरोस्पेस और रक्षा मानक; विमान के पुर्जों और असेंबली के लिए अनिवार्य
- ISO 13485 – चिकित्सा उपकरण निर्माण; रोगी सुरक्षा और नियामक अनुपालन सुनिश्चित करता है
- आईएसओ 14001 – पर्यावरण प्रबंधन; टिकाऊ विनिर्माण प्रथाओं का प्रदर्शन करता है
प्रमाणन से आपको पता चलता है कि किसी निर्माता के पास कौन-कौन से सिस्टम मौजूद हैं—लेकिन इससे यह पता नहीं चलता कि वह निर्माता आपके विशिष्ट प्रोजेक्ट के लिए उपयुक्त है या नहीं। अगला चरण है क्षमताओं, संचार और पिछले रिकॉर्ड का मूल्यांकन करके योग्य आपूर्तिकर्ताओं की एक छोटी सूची तैयार करना।
उचित निर्माता का मूल्यांकन और चयन कैसे करें
आपने प्रमाणपत्रों की समीक्षा कर ली है, क्षमताओं का अध्ययन कर लिया है और संभावित आपूर्तिकर्ताओं की एक सूची एकत्र कर ली है। अब आता है असली चुनौती भरा काम—वास्तव में योग्य मशीनीकृत पुर्जों के निर्माताओं को उन निर्माताओं से अलग करना जो केवल अच्छी मार्केटिंग करते हैं। एक सफल साझेदारी और एक महंगी गलती के बीच का अंतर अक्सर इस बात पर निर्भर करता है कि आप प्रतिबद्धता जताने से पहले संभावित आपूर्तिकर्ताओं की कितनी अच्छी तरह से जांच-पड़ताल करते हैं।
सही प्रेसिजन पार्ट्स निर्माता का चयन करना केवल सबसे कम कीमत खोजने तक सीमित नहीं है। यह एक ऐसे भागीदार की पहचान करने के बारे में है जिसकी क्षमताएं, गुणवत्ता प्रणाली और संचार शैली आपकी परियोजना की आवश्यकताओं के अनुरूप हों। आइए एक व्यवस्थित दृष्टिकोण पर चर्चा करें जो आपके हितों की रक्षा करे और एक विश्वसनीय दीर्घकालिक आपूर्तिकर्ता खोजने की संभावनाओं को बढ़ाए।
विपणन दावों से परे क्षमता मूल्यांकन
मशीनी पुर्जों के हर निर्माता की वेबसाइट पर प्रभावशाली उपकरणों की सूची और शानदार प्रशंसापत्र दिखाए जाते हैं। लेकिन आप यह कैसे सत्यापित करेंगे कि ये दावे वास्तविकता से मेल खाते हैं? शुरुआत सतही जानकारी से परे जाकर देखने से करें।
उद्योग विशेषज्ञों के अनुसार किसी सीएनसी पुर्जे निर्माता का मूल्यांकन करने के लिए, उनकी तकनीकी संरचना, टीम की विशेषज्ञता और उत्पादन क्षमता की जांच करना आवश्यक है। देखें कि क्या वे उन्नत सीएनसी खराद, मिलिंग मशीन और कोऑर्डिनेट मेजरिंग मशीन (सीएमएम) का उपयोग करते हैं। उनकी इंजीनियरिंग टीम को सीएडी/सीएएम टूल्स और मल्टी-एक्सिस मशीनिंग में दक्षता प्रदर्शित करनी चाहिए—केवल उपकरण होने से काम नहीं चलेगा।
मशीन मॉडल, स्पिंडल गति, कार्यक्षेत्र और स्थिति सटीकता के बारे में विशिष्ट जानकारी मांगें। 5-एक्सिस क्षमता का दावा करने वाले कस्टम पार्ट्स निर्माता को अपने वास्तविक उपकरणों के बारे में स्पष्ट जानकारी देनी चाहिए, न कि अस्पष्ट सामान्यीकरण। उनके द्वारा निर्मित विशिष्ट पार्ट्स की जटिलता के बारे में पूछें और यह भी कि क्या आपका प्रोजेक्ट उनकी विशेषज्ञता के दायरे में आता है या उनकी सीमाओं को चुनौती देता है।
क्षमता संबंधी पहलुओं को नज़रअंदाज़ न करें। सटीक मशीनीकृत पुर्जों के निर्माण के लिए 95% क्षमता पर काम करने वाली फैक्ट्री भी आपकी समय-सीमा को पूरा करने में असमर्थ हो सकती है। उनके वर्तमान कार्यभार और विकास की दिशा को समझने से आपको यह आकलन करने में मदद मिलेगी कि क्या वे आपकी आवश्यकताओं के अनुरूप विस्तार कर सकते हैं।
संभावित आपूर्तिकर्ताओं की जांच करते समय ध्यान रखने योग्य बातें
अनुभव खरीदारों को शुरुआती चेतावनी संकेतों को पहचानना सिखाता है। भविष्य में आने वाली समस्याओं के संकेत देने वाले इन सामान्य संकेतों पर ध्यान दें:
- संदर्भ साझा करने में अनिच्छा स्थापित निर्माता स्वेच्छा से आपको संतुष्ट ग्राहकों से जोड़ते हैं।
- सहनशीलता के बारे में अस्पष्ट उत्तर – सक्षम दुकानें अपनी क्षमताओं और सीमाओं के बारे में सटीक जानकारी देती हैं।
- असामान्य रूप से कम उद्धरण प्रतिस्पर्धियों से काफी कम कीमतें अक्सर गुणवत्ता में छिपे हुए समझौता या धोखाधड़ी की रणनीति का संकेत देती हैं।
- संचार में धीमी प्रतिक्रिया अगर कोटेशन देते समय जवाब मिलने में कई दिन लग जाते हैं, तो उत्पादन संबंधी समस्याओं की कल्पना कीजिए।
- सुविधा के दौरे के प्रति प्रतिरोध – प्रतिष्ठित मशीनिंग पार्ट्स निर्माता ग्राहक ऑडिट का स्वागत करते हैं।
- प्रमाण पत्र गुम या अप्रचलित हैं गुणवत्ता प्रमाणपत्रों के लिए नियमित ऑडिट आवश्यक हैं; समाप्त हो चुके प्रमाणपत्र उपेक्षित प्रणालियों का संकेत देते हैं।
विक्रेता की उचित जांच-पड़ताल के विशेषज्ञ इस बात पर जोर देते हैं किसी आपूर्तिकर्ता की प्रतिष्ठा अक्सर उसकी विश्वसनीयता, उत्पाद की गुणवत्ता और ग्राहक सेवा का एक विश्वसनीय संकेतक होती है। प्रतिबद्धता जताने से पहले उद्योग मंचों, लिंक्डइन अनुशंसाओं और उपलब्ध केस स्टडीज़ की जाँच अवश्य करें।
घरेलू बनाम विदेशी विनिर्माण संबंधी विचार
घरेलू बनाम विदेशी उत्पादन का निर्णय केवल इकाई मूल्य निर्धारण से कहीं अधिक है। थॉमस के एक सर्वेक्षण के अनुसार, उत्तरी अमेरिका के 83% निर्माताओं ने हाल के वर्षों में सामने आई आपूर्ति श्रृंखला की कमजोरियों के कारण उत्पादन को वापस देश में लाने पर विचार किया है।
ऑफशोर मशीनिंग से प्रति यूनिट लागत कम हो सकती है, लेकिन शिपिंग, सीमा शुल्क, इन्वेंट्री रखरखाव लागत और गुणवत्ता निरीक्षण आवश्यकताओं सहित कुल लागत पर विचार करें। विभिन्न समय क्षेत्रों में संचार संबंधी चुनौतियाँ, बौद्धिक संपदा संबंधी चिंताएँ और अधिक समय लगने से अक्सर स्पष्ट बचत कम हो जाती है।
घरेलू उत्पादन से घनिष्ठ सहयोग, विकास के दौरान त्वरित सुधार और आपूर्ति श्रृंखला में जोखिम में कमी आती है। इंजीनियरिंग संबंधी बदलाव होने पर (और ये बदलाव अवश्य होंगे) स्थानीय आपूर्तिकर्ता कुछ ही दिनों में संशोधन लागू कर देते हैं, न कि हफ्तों में। समयबद्ध परियोजनाओं या सख्त गुणवत्ता नियंत्रण की आवश्यकता वाले अनुप्रयोगों के लिए, घरेलू उत्पादन का अतिरिक्त लाभ अक्सर फायदेमंद साबित होता है।
आपकी चरण-दर-चरण मूल्यांकन चेकलिस्ट
संभावित आपूर्तिकर्ताओं का वस्तुनिष्ठ मूल्यांकन और तुलना करने के लिए इस व्यवस्थित प्रक्रिया का पालन करें:
- अपनी आवश्यकताओं को स्पष्ट रूप से परिभाषित करें आपूर्तिकर्ताओं से संपर्क करने से पहले आवश्यक मात्रा, सहनशीलता, सामग्री, प्रमाणन और समयसीमा संबंधी अपेक्षाओं को दस्तावेज़ में दर्ज करें।
- स्क्रीन की प्रारंभिक क्षमताएं – संभावित योग्य उम्मीदवारों की एक संक्षिप्त सूची बनाने के लिए वेबसाइटों, उपकरणों की सूचियों और प्रमाणपत्रों की समीक्षा करें।
- विस्तृत अनुमान मांगें – प्रत्येक आपूर्तिकर्ता को समान विनिर्देश प्रदान करें; न केवल मूल्य की तुलना करें बल्कि डिलीवरी का समय, भुगतान की शर्तें और शामिल सेवाओं की भी तुलना करें।
- प्रमाणपत्रों को स्वतंत्र रूप से सत्यापित करें – प्रदर्शित लोगो पर भरोसा करने के बजाय, प्रमाणन डेटाबेस की जाँच करके वर्तमान वैधता की पुष्टि करें।
- संदर्भ जांच करें – गुणवत्ता की निरंतरता, संचार और समस्या समाधान के बारे में मौजूदा ग्राहकों से बात करें।
- वित्तीय स्थिरता का आकलन करें – दीर्घकालिक व्यवहार्यता का आकलन करने के लिए वित्तीय विवरण या क्रेडिट रिपोर्ट का अनुरोध करें, विशेषकर महत्वपूर्ण घटकों के लिए।
- सुविधा भ्रमण या वर्चुअल टूर की समय-सारणी बनाएं – उपकरणों की स्थिति, कार्यस्थल की व्यवस्था और टीम की विशेषज्ञता का प्रत्यक्ष अवलोकन करें।
- प्रोटोटाइप ऑर्डर से शुरुआत करें उत्पादन स्तर पर प्रतिबद्ध होने से पहले एक छोटे प्रोजेक्ट के साथ संबंध का परीक्षण करें।
दीर्घकालिक निर्माण साझेदारियों का निर्माण
एक योग्य आपूर्तिकर्ता ढूंढना तो बस शुरुआत है। सबसे सफल खरीदार-निर्माता संबंध वास्तविक साझेदारी में विकसित होते हैं, जहां दोनों पक्ष पारस्परिक सफलता में निवेश करते हैं।
ऐसे निर्माताओं की तलाश करें जो डिज़ाइन फॉर मैन्युफैक्चरबिलिटी (DFM) फीडबैक प्रदान करते हैं—यानी ऐसे सुझाव जो उत्पादन लागत को कम करते हुए आपके पुर्जों को बेहतर बनाते हैं। मशीनीकृत पुर्जों का निर्माता जो डिज़ाइन संशोधनों की सिफारिश करने को तैयार है, वह केवल निर्देशों का पालन करने से कहीं अधिक विशेषज्ञता और साझेदारी की मानसिकता प्रदर्शित करता है।
उनकी समस्या-समाधान की रणनीति का मूल्यांकन करें। जब समस्याएं उत्पन्न होती हैं, तो क्या वे सक्रिय रूप से संवाद करते हैं या संकट उत्पन्न होने तक उन्हें छुपाते हैं? उद्योग के दिशानिर्देश इस बात की पुष्टि करते हैं कि त्वरित और स्पष्ट संचार यह सुनिश्चित करता है कि चुनौतियां सामने आने पर आपको अंधेरे में न रखा जाए।
बिक्री के बाद मिलने वाली सहायता पर भी विचार करें। क्या आपूर्तिकर्ता वारंटी, प्रतिस्थापन या तकनीकी सहायता प्रदान करता है जब पुर्जे अपेक्षा के अनुरूप प्रदर्शन नहीं करते हैं? एक गुणवत्तापूर्ण निर्माता अपने काम के प्रति प्रतिबद्ध रहता है और प्रत्येक परियोजना को संबंध मजबूत करने के अवसर के रूप में देखता है।
गहन मूल्यांकन में लगाया गया प्रयास आपके विनिर्माण संबंध में हर चरण में लाभ प्रदान करता है। एक विश्वसनीय भागीदार की पहचान हो जाने के बाद, आपका अगला कदम एक आरएफक्यू पैकेज तैयार करना है जो सटीक कोटेशन और सुचारू उत्पादन प्रारंभ को सक्षम बनाता है।
अपने आरएफक्यू को तैयार करना और लीड टाइम को समझना
आपने योग्य आपूर्तिकर्ताओं की पहचान कर ली है और उनकी क्षमताओं का मूल्यांकन भी कर लिया है। अब वह समय आ गया है जब यह तय होगा कि आपको सटीक कोटेशन मिलेंगे या बार-बार स्पष्टीकरण के लिए अनुरोधों का झंझट झेलना पड़ेगा: कोटेशन के लिए अनुरोध (आरएफक्यू) तैयार करना। एक सुव्यवस्थित आरएफक्यू पैकेज न केवल कोटेशन प्रक्रिया को गति देता है, बल्कि एक पेशेवर खरीदार के रूप में आपकी विश्वसनीयता भी स्थापित करता है और एक सुचारू विनिर्माण संबंध की नींव रखता है।
अपने RFQ को एक संचार उपकरण के रूप में देखें। आपकी जानकारी जितनी अधिक पूर्ण और व्यवस्थित होगी, निर्माता उतनी ही तेज़ी से आपके प्रोजेक्ट का आकलन कर सकेंगे और प्रतिस्पर्धी मूल्य प्रदान कर सकेंगे। अपूर्ण अनुरोधों के कारण बिक्री टीमों द्वारा लापता विवरणों को जुटाने में देरी होती है, जिससे अक्सर आपको पहला कोटेशन मिलने में कई दिन या सप्ताह लग जाते हैं।
आपके कोटेशन अनुरोध के लिए आवश्यक जानकारी
एक आरएफक्यू जो तुरंत ध्यान आकर्षित करता है और एक जो कतार में पड़ा रहता है, उनमें क्या अंतर है? पूर्णता। मशीनिंग सेवा प्रदाताओं के अनुसार आपका आरएफक्यू जितना विस्तृत होगा, आपको सटीक कोटेशन उतनी ही जल्दी प्राप्त होगा। तकनीकी विशिष्टताओं में जाने से पहले बुनियादी बातों से शुरुआत करें।
आपके आरएफक्यू पैकेज में निम्नलिखित मुख्य तत्व शामिल होने चाहिए:
- कंपनी की जानकारी – संपर्क विवरण, बिलिंग पता, शिपिंग पता और व्यवसाय पहचान
- उत्पाद विवरण – आपको क्या चाहिए और इसका इच्छित उपयोग क्या होगा, इसका बुनियादी अवलोकन।
- मातेरियल की विनिर्देशाओं पसंदीदा सामग्री या स्वीकार्य विकल्प, साथ ही कोई विशेष आवश्यकताएँ।
- मात्रा आवश्यकताएँ – प्रारंभिक ऑर्डर की मात्रा और अनुमानित वार्षिक उपयोग
- समयसीमा संबंधी अपेक्षाएँ – लक्षित डिलीवरी तिथियां और समय-सीमा संबंधी कोई भी बाधाएं
- उद्योग-विशिष्ट आवश्यकताएं – ध्यान दें कि क्या ये पुर्जे चिकित्सा, एयरोस्पेस, ऑटोमोटिव या अन्य विनियमित अनुप्रयोगों के लिए हैं।
- गुणवत्तापूर्ण दस्तावेज़ीकरण की आवश्यकता है – निरीक्षण रिपोर्ट, प्रमाणन या पता लगाने की क्षमता संबंधी आवश्यकताएँ
यह मानकर न चलें कि निर्माता अधूरी जानकारी के बारे में पूछेंगे। कुछ निर्माता अनुमानों के आधार पर कीमत बता सकते हैं जो आपकी वास्तविक आवश्यकताओं से मेल नहीं खातीं—जिससे अनुकूलित पुर्जों के आने पर या बिल का भुगतान करते समय आपको अप्रत्याशित समस्याओं का सामना करना पड़ सकता है।
तकनीकी रेखाचित्र और विशिष्टता संबंधी आवश्यकताएँ
आपके चित्र कस्टम पुर्जों के निर्माण के लिए अंतिम संदर्भ का काम करते हैं। ये ज्यामिति, सहनशीलता, सतह की फिनिशिंग और विशेष आवश्यकताओं को एक सार्वभौमिक इंजीनियरिंग भाषा में संप्रेषित करते हैं। उचित चित्रों के बिना, सबसे सक्षम निर्माता भी आपकी अपेक्षाओं के अनुरूप परिणाम की गारंटी नहीं दे सकता।
उद्योग में प्रचलित सर्वोत्तम प्रथाओं के अनुसार 2D PDF ड्राइंग और 3D STEP फ़ाइलें दोनों उपलब्ध कराना उचित है। PDF फ़ाइल मुख्य दस्तावेज़ के रूप में कार्य करती है, जिसमें महत्वपूर्ण आयाम और सहनशीलताएँ परिभाषित होती हैं, जबकि 3D मॉडल निर्माताओं को ज्यामिति को सीधे CAM सॉफ़्टवेयर में आयात करने और जटिल विशेषताओं की अपनी समझ को सत्यापित करने में सक्षम बनाता है।
आपके तकनीकी पैकेज में निम्नलिखित बातें स्पष्ट रूप से बताई जानी चाहिए:
- सहनशीलता सहित महत्वपूर्ण आयाम – उन विशेषताओं की पहचान करें जिन पर कड़े नियंत्रण की आवश्यकता है
- सतह फिनिश की आवश्यकताएं – विभिन्न सतहों के लिए खुरदरापन मान निर्दिष्ट करें
- ज्यामितीय सहिष्णुता – जहां आवश्यक हो, स्थिति, संकेंद्रण और लंबवतता के लिए जीडी एंड टी कॉलआउट शामिल करें।
- सामग्री और ऊष्मा उपचार संबंधी विशिष्टताएँ – मिश्रधातु के ग्रेड और आवश्यक प्रक्रियाओं को परिभाषित करें
- थ्रेड विनिर्देश – फिट के वर्ग के साथ मानक या कस्टम थ्रेड कॉलआउट
- विशेष चिह्न या पहचान – पार्ट नंबर, लॉट कोड, या अन्य आवश्यक चिह्न
यदि आप मशीनीकृत पुर्जों के लिए ऑनलाइन कोटेशन सिस्टम खोज रहे हैं, तो ध्यान रखें कि स्वचालित प्लेटफॉर्म पूर्ण 3D मॉडल और मानक टॉलरेंस के साथ सबसे अच्छा काम करते हैं। असामान्य विशेषताओं या सख्त विशिष्टताओं वाले जटिल कस्टम मशीनीकृत पुर्जों को आमतौर पर प्रत्यक्ष इंजीनियरिंग समीक्षा से लाभ होता है।
मात्रा संबंधी विचार और मूल्य निर्धारण संरचनाएं
आपके द्वारा ऑर्डर की गई मात्रा प्रति यूनिट मूल्य निर्धारण को काफी हद तक प्रभावित करती है—और इस संबंध को समझने से आपको बेहतर सोर्सिंग निर्णय लेने में मदद मिलती है। कस्टम सीएनसी पार्ट्स की कीमत में निश्चित लागत (प्रोग्रामिंग, सेटअप, टूलिंग) और परिवर्तनीय लागत (सामग्री, मशीनिंग समय, निरीक्षण) दोनों शामिल होती हैं। अधिक मात्रा में ऑर्डर करने से निश्चित लागत अधिक यूनिटों में वितरित हो जाती है, जिससे प्रति यूनिट कीमत कम हो जाती है।
अपने उत्पादन अनुमानों के बारे में पारदर्शी रहें। 100 यूनिट्स का ऑर्डर देने वाला निर्माता 10,000 यूनिट्स का ऑर्डर देने वाले निर्माता से अलग निर्णय लेता है। वे अलग उपकरण चुन सकते हैं, कस्टम फिटिंग में निवेश कर सकते हैं या मशीन के लिए विशेष समय आवंटित कर सकते हैं। यथार्थवादी पूर्वानुमान प्रदान करना—भले ही वे अनिश्चित हों—अधिक सटीक मूल्य निर्धारण संरचना बनाने में सहायक होता है।
कई मात्रा विभाजन बिंदुओं पर स्तरीय मूल्य निर्धारण का अनुरोध करने पर विचार करें। इससे वह मात्रा सीमा पता चलती है जहां आपके पुर्जों के लिए पैमाने की अर्थव्यवस्थाएं सार्थक हो जाती हैं। आप पा सकते हैं कि 250 के बजाय 500 पीस ऑर्डर करने से आपकी प्रति यूनिट लागत 30% तक कम हो जाती है, जिससे इन्वेंट्री रणनीति को समायोजित करना फायदेमंद हो जाता है।
प्रोटोटाइपिंग बनाम उत्पादन आवश्यकताएँ
पांच प्रोटोटाइप यूनिट ऑर्डर करने का तरीका पांच हजार प्रोडक्शन यूनिट ऑर्डर करने के तरीके से बिल्कुल अलग है। विनिर्माण विशेषज्ञों के अनुसार, अक्सर कार्यक्रम इसलिए विफल हो जाते हैं क्योंकि टीमें प्रोटोटाइप और प्रोडक्शन को एक समान मानती हैं—जबकि वास्तव में दोनों के संचालन के तरीके बिल्कुल अलग होते हैं।
प्रोटोटाइप निर्माण में गति और लचीलेपन को प्राथमिकता दी जाती है। इसमें आप डिज़ाइनों का सत्यापन करते हैं, फिटिंग और कार्यक्षमता का परीक्षण करते हैं, और संभवतः सीखे गए ज्ञान के आधार पर बदलाव करते हैं। प्रति यूनिट लागत अधिक होने की उम्मीद है क्योंकि निर्माता बड़ी मात्रा में उत्पादन के दौरान लागत को विभाजित नहीं कर सकते। हालांकि, लीड टाइम अक्सर कम होता है क्योंकि प्रोटोटाइप आमतौर पर उत्पादन कतारों से आगे निकल जाते हैं।
उत्पादन पुर्जों के निर्माण में दोहराव, दस्तावेजीकृत प्रक्रियाओं और लागत अनुकूलन पर जोर दिया जाता है। डिज़ाइन को अंतिम रूप दिया जाना चाहिए, विशिष्टताओं को अंतिम रूप दिया जाना चाहिए और गुणवत्ता आवश्यकताओं को स्पष्ट रूप से परिभाषित किया जाना चाहिए। निर्माता फिक्सचरिंग में निवेश करते हैं, प्रक्रिया मापदंड स्थापित करते हैं और सांख्यिकीय नियंत्रण लागू करते हैं जो छोटे प्रोटोटाइप परीक्षणों के लिए उपयुक्त नहीं होंगे।
विकास चक्र में आप किस चरण में हैं, इसके बारे में स्पष्ट जानकारी दें। यदि कोई निर्माता यह समझता है कि आपको प्रोटोटाइप के लिए कस्टम पार्ट्स की आवश्यकता है और उसके बाद उत्पादन शुरू होगा, तो वह अपने कोटेशन को उचित रूप से तैयार कर सकता है—शायद उत्पादन मात्रा की प्रतिबद्धताओं के बदले प्रोटोटाइप की कीमत में छूट प्रदान कर सकता है।
लीड टाइम कारक और उत्पादन योजना
आपको अपने पुर्जों के लिए कितना इंतजार करना पड़ेगा, यह किस बात पर निर्भर करता है? डिलीवरी का समय मशीनिंग की जटिलता के अलावा कई अन्य कारकों पर भी निर्भर करता है। इन कारकों को समझने से आपको यथार्थवादी अपेक्षाएँ निर्धारित करने और तदनुसार योजना बनाने में मदद मिलती है।
लीड टाइम को प्रभावित करने वाले प्रमुख कारक निम्नलिखित हैं:
- वर्तमान दुकान क्षमता व्यस्त समय में पुर्जों की जटिलता की परवाह किए बिना कतारें लंबी हो जाती हैं।
- सामग्री की उपलब्धता – मानक मिश्र धातुओं की शिपिंग शीघ्र होती है; विशेष सामग्रियों में हफ्तों लग सकते हैं।
- द्वितीयक परिचालन – ऊष्मा उपचार, चढ़ाना और कोटिंग करने से प्रसंस्करण समय बढ़ जाता है।
- निरीक्षण आवश्यकताएँ विस्तृत दस्तावेज़ीकरण से गुणवत्ता नियंत्रण का समय बढ़ जाता है।
- चित्र की पूर्णता – अधूरी जानकारी स्पष्टीकरण में देरी का कारण बनती है
- प्रथम लेख स्वीकृति – प्रारंभिक नमूनों की आपकी स्वीकृति मिलने तक उत्पादन रोक दिया जाएगा।
अत्यावश्यक आवश्यकताओं के लिए, पहले से ही शीघ्र डिलीवरी विकल्पों के बारे में पूछ लें। कई निर्माता प्रीमियम मूल्य पर त्वरित सेवा प्रदान करते हैं—कभी-कभी महत्वपूर्ण पुर्जों की डिलीवरी एक दिन में ही हो जाती है। हालांकि, हर ऑर्डर में जल्दबाजी करने से संबंध और बजट दोनों प्रभावित होते हैं। शीघ्र डिलीवरी के अनुरोध केवल वास्तविक आपात स्थितियों के लिए ही रखें।
पुर्जों के निर्माण की योजना तभी सबसे प्रभावी होती है जब आप भविष्य की आवश्यकताओं के बारे में स्पष्ट जानकारी प्रदान करते हैं। पूर्वानुमान साझा करने से—भले ही वे मोटे अनुमान ही क्यों न हों—निर्माताओं को क्षमता आरक्षित करने, सामग्री का पूर्व-आदेश देने और उत्पादन कार्यक्रम को सुचारू बनाने में मदद मिलती है। इस सहयोग से अक्सर लेन-देन आधारित, ऑर्डर-दर-ऑर्डर संबंधों की तुलना में बेहतर मूल्य निर्धारण और अधिक विश्वसनीय वितरण सुनिश्चित होता है।
जब आपका RFQ पूरी तरह से तैयार हो जाता है, तो निर्माता अधूरी जानकारियों में उलझने के बजाय इंजीनियरिंग समीक्षा और सटीक मूल्य निर्धारण पर ध्यान केंद्रित कर सकते हैं। लेकिन पुर्जों की शिपिंग से पहले, कई अनुप्रयोगों में अतिरिक्त प्रसंस्करण की आवश्यकता होती है—जैसे कि हीट ट्रीटमेंट, सरफेस फिनिशिंग या असेंबली सेवाएं, जो आपके मशीनीकृत घटकों में मूल्य और कार्यक्षमता जोड़ती हैं।
द्वितीयक संचालन और परिष्करण प्रक्रियाएँ
आपके परिशुद्ध मशीनिंग से बने पुर्जे सीएनसी मशीन से तो आ जाते हैं, लेकिन क्या वे सचमुच तैयार होते हैं? कई अनुप्रयोगों में, कच्चे मशीनीकृत उत्पादों को आपकी आवश्यकता के अनुसार प्रदर्शन विशेषताओं को प्राप्त करने के लिए अतिरिक्त प्रसंस्करण की आवश्यकता होती है। ये द्वितीयक प्रक्रियाएं अच्छे पुर्जों को उत्कृष्ट पुर्जों में बदल देती हैं, जिससे उनमें स्थायित्व, जंग प्रतिरोध और कार्यक्षमता जुड़ जाती है, जो केवल मशीनिंग से प्राप्त नहीं की जा सकती।
इन प्रक्रियाओं का महत्व कब और क्यों है, यह समझने से आपको आवश्यकताओं को सटीक रूप से निर्धारित करने और अप्रत्याशित खर्चों से बचने में मदद मिलती है। आइए उन सहायक प्रक्रियाओं का पता लगाएं जो आपके सीएनसी मशीनीकृत घटकों में वास्तविक मूल्य जोड़ती हैं।
उन्नत प्रदर्शन के लिए ऊष्मा उपचार
एक ऐसे गियर की कल्पना कीजिए जो सतह के कठोर न होने के कारण समय से पहले घिस जाता है, या एक ऐसी स्प्रिंग की कल्पना कीजिए जो अवशिष्ट तनावों के दूर न होने के कारण अपनी सक्रियता खो देती है। ऊष्मा उपचार नियंत्रित तापन और शीतलन चक्रों के माध्यम से धातुओं की आंतरिक संरचना को संशोधित करके इन चुनौतियों का समाधान करता है।
हब्स के अनुसार, धातु के पुर्जों में कठोरता, मजबूती, दृढ़ता और तन्यता जैसे महत्वपूर्ण गुणों को संशोधित करने के लिए ऊष्मा उपचार आवश्यक है। ऊष्मा उपचार का समय - मशीनिंग से पहले या बाद में - आपकी विशिष्ट आवश्यकताओं पर निर्भर करता है।
प्री-मशीनिंग हीट ट्रीटमेंट मानकीकृत धातु मिश्रधातु ग्रेड का उपयोग करते समय यह अच्छी तरह से काम करता है। निर्माता पहले से गर्म किए गए स्टॉक से सीधे पुर्जे बना सकते हैं, जिससे लीड टाइम कम हो जाता है। हालाँकि, मशीनिंग के बाद ऊष्मा उपचार यह प्रक्रिया तब आवश्यक हो जाती है जब इसका उद्देश्य सामग्री को कठोर बनाना या अंतिम रूप देने की प्रक्रिया के रूप में कार्य करना होता है - विशेष रूप से औजारों के लिए उपयोग होने वाले इस्पात के लिए जो उपचार के बाद काफी कठोर हो जाते हैं।
ऊष्मा उपचार की तीन सबसे सामान्य प्रक्रियाएँ निम्नलिखित हैं:
- एनीलिंग धातु को उच्च तापमान पर गर्म करने और फिर धीरे-धीरे ठंडा करने से वह नरम हो जाती है और मशीनिंग में आसानी होती है। अतिरिक्त उपचार निर्दिष्ट न होने पर, सीएनसी मशीन से निर्मित अधिकांश पुर्जों में एनील्ड अवस्था के गुण होते हैं।
- तनाव मुक्ति – मशीनिंग के बाद इसका प्रयोग विनिर्माण के दौरान उत्पन्न अवशिष्ट तनावों को दूर करने के लिए किया जाता है, जिससे अधिक सुसंगत यांत्रिक गुणों वाले पुर्जे तैयार होते हैं।
- टेम्परिंग – यह प्रक्रिया माइल्ड स्टील और अलॉय स्टील की क्वेंचिंग के बाद की जाती है, जिससे भंगुरता कम होती है और यांत्रिक प्रदर्शन में सुधार होता है।
उच्च भार या घिसाव के अधीन जटिल मशीनीकृत पुर्जों के लिए, ऊष्मा उपचार अक्सर स्वीकार्य प्रदर्शन और समय से पहले विफलता के बीच का अंतर होता है।
सतह फ़िनिशिंग के विकल्प और अनुप्रयोग
सतह की फिनिशिंग से पुर्जों को सिर्फ देखने में ही सुंदर नहीं बनाया जाता—यह जंग से सुरक्षा प्रदान करती है, घर्षण को कम करती है, विद्युत गुणों को बेहतर बनाती है और घिसाव प्रतिरोध को बढ़ाती है। सही फिनिशिंग का चयन आपके कार्य वातावरण और कार्यात्मक आवश्यकताओं पर निर्भर करता है।
अल्फा मेटल के अनुसार प्रत्येक परिष्करण विधि विभिन्न अनुप्रयोगों के लिए अलग-अलग लाभ प्रदान करती है:
एनोडाइजिंग यह विद्युत रासायनिक प्रक्रिया द्वारा एल्यूमीनियम की सतहों पर एक कठोर, संक्षारण-प्रतिरोधी ऑक्साइड परत बनाता है। इस प्रक्रिया में, भाग को अम्लीय इलेक्ट्रोलाइट विलयन में डुबोया जाता है, जबकि विद्युत प्रवाह सतह का ऑक्सीकरण करता है। इस "रूपांतरण कोटिंग" को विभिन्न रंगों में रंगा जा सकता है और यह उत्कृष्ट घिसाव प्रतिरोध प्रदान करती है—जिसके कारण यह एयरोस्पेस, ऑटोमोटिव, इलेक्ट्रॉनिक्स और वास्तुशिल्प घटकों के लिए लोकप्रिय है।
प्लेटिंग यह प्रक्रिया आपके उपकरण की सतह पर धातु की एक पतली परत चढ़ाती है। निकल प्लेटिंग जंग प्रतिरोधकता बढ़ाती है, क्रोम प्लेटिंग सौंदर्यपूर्ण चमक और कठोरता प्रदान करती है, जस्ता प्लेटिंग जंग से सुरक्षा प्रदान करती है, और सोने की प्लेटिंग विद्युत चालकता में सुधार करती है। इस प्रक्रिया में या तो विद्युत प्रवाह (इलेक्ट्रोप्लेटिंग) या विद्युतरहित रासायनिक निक्षेपण का उपयोग किया जाता है।
पाउडर कोटिंग यह प्रक्रिया शुष्क पॉलिमर पाउडर को विद्युतस्थैतिक रूप से लगाती है, फिर उसे ऊष्मा के तहत सुखाकर एक मोटी, टिकाऊ परत बनाती है। यह प्रक्रिया न्यूनतम पर्यावरणीय प्रभाव के साथ उत्कृष्ट प्रभाव और संक्षारण प्रतिरोध प्रदान करती है—अतिरिक्त छिड़काव को पुनर्चक्रित किया जा सकता है, और वीओसी उत्सर्जन कम होता है।
चित्रकला रंग मिलान और सौंदर्य संबंधी आवश्यकताओं के लिए जल-आधारित पेंट सबसे बहुमुखी विकल्प बना हुआ है, हालांकि यह आमतौर पर पाउडर कोटिंग या एनोडाइजिंग की तुलना में कम टिकाऊ होता है। जल-आधारित पेंट विलायक-आधारित पेंट के पर्यावरण के अनुकूल विकल्प प्रदान करते हैं।
सतह परिष्करण विकल्पों की तुलना
यह तालिका आपको अपनी अनुप्रयोग आवश्यकताओं के अनुसार अंतिम रूप देने की प्रक्रियाओं का मिलान करने में मदद करती है:
| प्रक्रिया प्रकार | मुख्य लाभ | विशिष्ट अनुप्रयोग | लागत प्रभाव |
|---|---|---|---|
| एनोडाइजिंग | कठोर, घिसाव-प्रतिरोधी सतह; जंग से सुरक्षा; रंग विकल्प; गैर-चालक | एयरोस्पेस घटक, इलेक्ट्रॉनिक्स आवरण, वास्तुशिल्पीय तत्व | मध्यम ($$) |
| इलेक्ट्रोप्लेटिंग (निकल/क्रोम) | बेहतर जंग प्रतिरोधकता; आकर्षक धात्विक फिनिश; बेहतर चालकता | ऑटोमोटिव ट्रिम, उपकरण, आभूषण, इलेक्ट्रॉनिक कनेक्टर | मध्यम से उच्च ($$–$$$) |
| जिंक प्लेटिंग | बलिदानात्मक संक्षारण संरक्षण; किफायती | फास्टनर, ब्रैकेट, संरचनात्मक हार्डवेयर | कम ($) |
| पाउडर कोटिंग | मोटी, एकसमान कोटिंग; उत्कृष्ट प्रभाव प्रतिरोध; रंगों की विस्तृत श्रृंखला; पर्यावरण के अनुकूल | बाहरी उपकरण, घरेलू उपकरण, ऑटोमोबाइल पार्ट्स | मध्यम ($$) |
| चित्रकला | असीमित रंग विकल्प; आसान टच-अप; विभिन्न सतहों के साथ अनुकूलता | उपभोक्ता वस्तुएं, निर्माण सामग्री, बाड़े | कम से मध्यम ($–$$) |
| ग्लास बीड ब्लास्टिंग | चिकनी सैटिन फिनिश; सतह की तैयारी; बेहतर जंग प्रतिरोधकता | चिकित्सा उपकरण, सटीक रूप से निर्मित पुर्जे, सजावटी घटक | कम ($) |
असेंबली सेवाएं और मूल्यवर्धित संचालन
जब आपको तैयार-टू-इंस्टॉल असेंबली मिल सकती हैं, तो अलग-अलग कंपोनेंट क्यों प्राप्त करें? कई निर्माता मशीनीकृत पुर्जों की असेंबली को एक मूल्यवर्धित सेवा के रूप में पेश करते हैं जो आपकी आपूर्ति श्रृंखला को सरल बनाती है और आपके आंतरिक कार्यभार को कम करती है।
मार्वर मेड के अनुसार, सहायक सेवाओं को कंपनी के भीतर ही प्रदान करने से आउटसोर्सिंग की देरी और अतिरिक्त लागतों को समाप्त करके समग्र उत्पादन समय में उल्लेखनीय कमी आती है। इन मूल्यवर्धित कार्यों में शामिल हैं:
- घटक असेंबली – कई मशीनीकृत भागों को फास्टनरों, सीलों या अन्य हार्डवेयर के साथ संयोजित करना
- लेजर मार्किंग – स्थायी भाग पहचान, सीरियल नंबर या लोगो
- सफाई और चिकनाई हटाना – असेंबली या रोगाणु रहित पैकेजिंग के लिए मशीनिंग तरल पदार्थ और संदूषकों को हटाना
- क्लीनरूम पैकेजिंग – चिकित्सा उपकरणों और संवेदनशील इलेक्ट्रॉनिक उपकरणों के लिए महत्वपूर्ण
- द्वितीयक मशीनीकरण – आयामों को परिष्कृत करने के लिए अतिरिक्त टर्निंग, फेसिंग, ड्रिलिंग या थ्रेडिंग प्रक्रियाएं की जाती हैं।
इन सभी कार्यों को अपने मुख्य मशीनिंग आपूर्तिकर्ता के साथ समेकित करने से कई लाभ मिलते हैं। एकल स्रोत से जिम्मेदारी मिलने पर गुणवत्ता की जवाबदेही आसान हो जाती है। विभिन्न सुविधाओं के बीच कम आवाजाही से क्षति का जोखिम कम होता है। और समन्वित शेड्यूलिंग से कई विक्रेताओं को प्रबंधित करने की तुलना में समग्र लीड टाइम अक्सर कम हो जाता है।
निर्माताओं का मूल्यांकन करते समय, उनसे पूछें कि वे कौन से द्वितीयक कार्य स्वयं करते हैं और कौन से आउटसोर्स करते हैं। स्वयं की क्षमताएं आमतौर पर बेहतर गुणवत्ता नियंत्रण और त्वरित परिणाम सुनिश्चित करती हैं, जबकि आउटसोर्स प्रक्रियाओं से समय की बचत होती है और समन्वय संबंधी चुनौतियां उत्पन्न हो सकती हैं।
सेकेंडरी ऑपरेशन्स से आपके प्रेसिजन मशीनिंग कंपोनेंट्स की गुणवत्ता में किस प्रकार सुधार होता है, इसकी स्पष्ट समझ होने के बाद, आप पोस्ट-मशीनिंग प्रोसेसिंग सहित सभी आवश्यकताओं को स्पष्ट रूप से निर्धारित करने में सक्षम हैं। अंतिम चरण में, आपने जो कुछ भी सीखा है, उसे मिलाकर अपने प्रोजेक्ट के लिए आत्मविश्वासपूर्वक निर्माता का चयन करना शामिल है।
अपने अंतिम निर्माता का चयन करना
आपने सामग्री विज्ञान, सहनशीलता विनिर्देश, गुणवत्ता प्रमाणन और द्वितीयक प्रक्रियाओं के बारे में जानकारी प्राप्त कर ली है। अब निर्णय लेने का समय आ गया है—सभी जानकारियों को मिलाकर ऐसे ठोस विकल्प चुनें जो आपकी आपूर्ति श्रृंखला की सुरक्षा करें और आपके प्रोजेक्ट को सफल बनाएं। सही परिशुद्ध मशीनीकृत पुर्जों का निर्माता केवल सबसे सस्ता विकल्प या सबसे आकर्षक वेबसाइट वाला ही नहीं होता। बल्कि वह भागीदार होता है जिसकी क्षमताएं, गुणवत्ता प्रणाली और संचार शैली आपके प्रोजेक्ट की आवश्यकताओं के साथ सटीक रूप से मेल खाती हैं।
आपकी आवश्यकताओं को निर्माता की क्षमताओं से मिलाना
प्रत्येक संभावित आपूर्तिकर्ता के बारे में आपने जो कुछ भी जाना है, उसके आधार पर अपनी मुख्य आवश्यकताओं की दोबारा जांच करके शुरुआत करें। क्या उनके उपकरण आपके पुर्जों की ज्यामिति को संभाल सकते हैं? क्या वे अधिक कीमत लिए बिना आपकी सहनशीलता संबंधी विशिष्टताओं को पूरा कर सकते हैं? क्या उनके प्रमाणपत्र आपके उद्योग की नियामक अपेक्षाओं के अनुरूप हैं?
अपने आवेदन के लिए सबसे महत्वपूर्ण कारकों को ध्यान में रखते हुए एक सरल निर्णय मैट्रिक्स बनाएं:
- तकनीकी क्षमता का संरेखण उनके उपकरण, सहनशीलता और सामग्री विशेषज्ञता आपकी सीएनसी मशीनीकृत पुर्जों की आवश्यकताओं के अनुरूप हैं।
- गुणवत्ता प्रणाली की कठोरता – आपके उद्योग के लिए उपयुक्त प्रमाणपत्र (न्यूनतम ISO 9001, ऑटोमोटिव के लिए IATF 16949, एयरोस्पेस के लिए AS9100)
- उत्पादन क्षमता – आपके वॉल्यूम के लिए पर्याप्त बैंडविड्थ, जिससे उनकी दुकान पर कोई अतिरिक्त भार न पड़े।
- अग्रिम समय प्रदर्शन – आपके उत्पादन कार्यक्रम के अनुरूप व्यावहारिक समयसीमाएँ
- संचार की त्वरित प्रतिक्रिया – कोटेशन के दौरान त्वरित और स्पष्ट उत्तर उत्पादन के दौरान व्यवहार का पूर्वानुमान लगाने में सहायक होते हैं।
- भौगोलिक प्रासंगिकता – घरेलू बनाम विदेशी व्यापार के बीच उचित तालमेल, जो आपकी जोखिम सहनशीलता के अनुरूप हो।
कीमत को ज़रूरत से ज़्यादा महत्व देने के जाल में न फँसें। कोई निर्माता जो प्रतिस्पर्धियों से 20% कम कीमत पर सटीक सीएनसी मशीनिंग पार्ट्स बेच रहा है, वह निरीक्षण में लापरवाही बरत रहा हो सकता है, घटिया सामग्री का उपयोग कर रहा हो सकता है या अपर्याप्त गुणवत्ता प्रणालियों के साथ काम कर रहा हो सकता है। दोषपूर्ण मशीनिंग पार्ट्स प्राप्त करने की लागत—उत्पादन में देरी, मरम्मत, ग्राहक शिकायतें—कम प्रारंभिक कीमत से होने वाली किसी भी बचत से कहीं अधिक होती है।
योग्य आपूर्तिकर्ताओं की अपनी शॉर्टलिस्ट तैयार करना
आपकी मूल्यांकन प्रक्रिया के तहत दर्जनों संभावित आपूर्तिकर्ताओं में से दो से चार वास्तव में योग्य उम्मीदवारों की एक चुनिंदा सूची तैयार की जानी चाहिए। ये अंतिम उम्मीदवार आपकी योग्यता जांच में सफल रहे हैं, उपयुक्त प्रमाणपत्र प्रदर्शित कर चुके हैं और आपके प्रश्नों का पेशेवर तरीके से जवाब दे चुके हैं।
अंतिम निर्णय लेने से पहले, इन सत्यापन चरणों पर विचार करें:
- नमूना भागों का अनुरोध करें वास्तविक सटीक सीएनसी पुर्जों को देखने से विनिर्देश पत्रक की तुलना में कहीं अधिक जानकारी मिलती है।
- संदर्भों की पुष्टि करें – गुणवत्ता की निरंतरता और समस्या समाधान के बारे में मौजूदा ग्राहकों से बात करें।
- छोटी सी बात से शुरू करो – उत्पादन मात्रा में महत्वपूर्ण पूंजी लगाने से पहले एक प्रोटोटाइप ऑर्डर संबंधों का परीक्षण करता है।
- DFM प्रतिक्रिया का मूल्यांकन करें – डिजाइन में सुधार के सुझाव देने वाले निर्माता साझेदारी की मानसिकता प्रदर्शित करते हैं।
मूल्यांकन के दौरान आपूर्तिकर्ता आपके प्रश्नों का उत्तर कैसे देते हैं, इस पर ध्यान दें। एक ऐसा कस्टम मशीनिंग समाधान प्रदाता जो अपनी प्रक्रियाओं को समझाने, सीमाओं को स्वीकार करने और वैकल्पिक सुझाव देने के लिए तैयार हो, वह पारदर्शिता दर्शाता है जिसकी आपको उत्पादन संबंधी चुनौतियों के उत्पन्न होने पर आवश्यकता होगी।
सबसे सफल निर्माता साझेदारियाँ इसलिए सफल नहीं होतीं क्योंकि समस्याएँ कभी उत्पन्न नहीं होतीं, बल्कि इसलिए सफल होती हैं क्योंकि दोनों पक्ष खुलकर संवाद करते हैं और समस्याएँ उत्पन्न होने पर उनका शीघ्रता से समाधान करते हैं।
अपनी सोर्सिंग यात्रा में अगला कदम उठाना
एक बार आपकी शॉर्टलिस्ट तैयार हो जाने के बाद, आगे का रास्ता स्पष्ट हो जाता है। कई खरीदारों के लिए, आदर्श भागीदार तकनीकी सटीकता, प्रमाणित गुणवत्ता प्रणालियों और त्वरित सेवा का संयोजन होता है—यह संयोजन परियोजनाओं को अवधारणा से उत्पादन तक बिना किसी गलतफहमी या गुणवत्ता संबंधी खामियों के गति प्रदान करता है।
IATF 16949 प्रमाणन प्राप्त निर्माता ऑटोमोटिव आपूर्ति श्रृंखलाओं की प्रक्रियात्मक अनुशासन की आवश्यकताओं को प्रदर्शित करते हैं। जब ये क्षमताएं प्रोटोटाइप से उत्पादन तक तीव्र गति से परिवर्तन करने में सक्षम होती हैं, तो आपको वह लचीलापन प्राप्त होता है जो पारंपरिक आपूर्तिकर्ता प्रदान नहीं कर सकते। कल्पना कीजिए कि आप प्रोटोटाइप सीएनसी सटीक पुर्जों के साथ एक डिज़ाइन का सत्यापन कर रहे हैं, और फिर एक ही योग्य भागीदार के साथ उत्पादन मात्रा तक निर्बाध रूप से विस्तार कर रहे हैं।
समय की पाबंदी वाले अनुप्रयोगों के लिए, त्वरित डिलीवरी विकल्पों के बारे में पूछें। कुछ सटीक मशीनीकृत पुर्जों के निर्माता तत्काल ज़रूरतों के लिए एक कार्यदिवस जितनी कम समय सीमा में डिलीवरी कर सकते हैं। उत्पादन लाइनों में अप्रत्याशित कमी होने या डिज़ाइन परिवर्तनों के लिए तत्काल सत्यापन की आवश्यकता होने पर यह त्वरित प्रतिक्रिया अमूल्य साबित होती है।
यदि आपके अनुप्रयोगों में ऑटोमोटिव घटक शामिल हैं—जैसे चेसिस असेंबली, कस्टम मेटल बुशिंग, या अन्य वाहन प्रणालियाँ—तो विशेष संसाधनों का पता लगाने पर विचार करें। ऑटोमोटिव अनुप्रयोगों के लिए सटीक सीएनसी मशीनिंग उत्पादन प्रक्रियाओं में निरंतरता सुनिश्चित करने के लिए उद्योग-विशिष्ट विशेषज्ञता के साथ-साथ सख्त सांख्यिकीय प्रक्रिया नियंत्रण प्रोटोकॉल का उपयोग करें।
याद रखें कि निर्माता का चयन एक बार का लेन-देन नहीं है—यह एक निरंतर संबंध की शुरुआत है। गहन मूल्यांकन में लगाया गया आपका प्रयास विश्वसनीय डिलीवरी, लगातार उच्च गुणवत्ता और चुनौतियों के उत्पन्न होने पर सहयोगात्मक समाधान के रूप में लाभ प्रदान करता है। आपका सटीक सीएनसी मशीनिंग पार्ट्स आपूर्तिकर्ता आपकी अपनी क्षमताओं का विस्तार बन जाता है, जो सीधे तौर पर आपके ग्राहकों को प्रभावी ढंग से सेवा प्रदान करने की आपकी क्षमता को प्रभावित करता है।
इस मार्गदर्शिका से प्राप्त जानकारी—विनिर्माण प्रक्रियाएं, सामग्री चयन, सहनशीलता विनिर्देश, गुणवत्ता प्रमाणन, मूल्यांकन रूपरेखा, आरएफक्यू तैयारी और द्वितीयक संचालन—के साथ, आप मशीन घटकों के निर्माताओं से एक जागरूक खरीदार के रूप में संपर्क करने के लिए तैयार हैं। यह तैयारी बेहतर साझेदारी, बेहतर पुर्जे और आपकी परियोजनाओं के लिए बेहतर परिणाम सुनिश्चित करती है।
मशीन के पुर्जों के निर्माताओं के बारे में अक्सर पूछे जाने वाले प्रश्न
1. एक कस्टम सीएनसी भाग की कीमत कितनी होती है?
कस्टम सीएनसी पार्ट्स की लागत उनकी जटिलता, सामग्री और उत्पादन मात्रा के आधार पर काफी भिन्न होती है। कम मात्रा में बनने वाले साधारण पार्ट्स की कीमत आमतौर पर 10 से 50 डॉलर प्रति पीस होती है, जबकि सटीक इंजीनियरिंग वाले कंपोनेंट्स की कीमत 160 डॉलर या उससे अधिक हो सकती है, खासकर कम मात्रा के ऑर्डर के लिए। कीमत को प्रभावित करने वाले कारकों में सामग्री का चयन, टॉलरेंस की आवश्यकताएं, हीट ट्रीटमेंट या प्लेटिंग जैसी सेकेंडरी प्रक्रियाएं और सेटअप लागत शामिल हैं, जो बड़ी मात्रा में वितरित हो जाती हैं। कई मात्रा विभाजन बिंदुओं पर स्तरीय मूल्य निर्धारण का अनुरोध करने से उन मात्रा सीमाओं की पहचान करने में मदद मिलती है जहां पैमाने की अर्थव्यवस्थाएं प्रति यूनिट लागत को कम करती हैं।
2. विनिर्माण में प्रयुक्त होने वाले 7 बुनियादी मशीन टूल्स कौन-कौन से हैं?
सात मूलभूत मशीन टूल्स हैं: टर्निंग मशीनें (लेथ और बोरिंग मिल), शेपर और प्लानर, ड्रिलिंग मशीनें, मिलिंग मशीनें, ग्राइंडिंग मशीनें, पावर सॉ और प्रेस। आधुनिक सीएनसी तकनीक ने इन पारंपरिक उपकरणों को कंप्यूटर-नियंत्रित उपकरणों में बदल दिया है, जो मैन्युअल संचालन से असंभव टॉलरेंस प्राप्त करने में सक्षम हैं। मल्टी-एक्सिस सीएनसी मशीनिंग सेंटर अब कई कार्यों को एक साथ जोड़ते हैं, जिससे निर्माता असाधारण सटीकता बनाए रखते हुए एक ही सेटअप में जटिल ज्यामितियों का उत्पादन कर सकते हैं।
3. मशीन के पुर्जों के निर्माताओं के पास कौन-कौन से प्रमाणपत्र होने चाहिए?
आवश्यक प्रमाणपत्र आपके उद्योग पर निर्भर करते हैं। ISO 9001 सामान्य औद्योगिक अनुप्रयोगों के लिए उपयुक्त सार्वभौमिक गुणवत्ता प्रबंधन आधार प्रदान करता है। IATF 16949 ऑटोमोटिव आपूर्ति श्रृंखला घटकों के लिए अनिवार्य है, जो दोष निवारण और पता लगाने की क्षमता पर केंद्रित है। AS9100 प्रमाणन एयरोस्पेस और रक्षा अनुप्रयोगों के लिए आवश्यक है, जिनमें सुरक्षा और गुणवत्ता संबंधी सख्त आवश्यकताएं होती हैं। चिकित्सा उपकरण निर्माताओं को ISO 13485 प्रमाणन की आवश्यकता होती है। शाओयी मेटल टेक्नोलॉजी जैसी IATF 16949-प्रमाणित सुविधाएं सख्त सांख्यिकीय प्रक्रिया नियंत्रण प्रोटोकॉल लागू करती हैं, जो उच्च-सहिष्णुता वाले घटकों के निरंतर उत्पादन को सुनिश्चित करती हैं।
4. सीएनसी टर्निंग और सीएनसी मिलिंग में क्या अंतर है?
सीएनसी टर्निंग में, वर्कपीस घूमता है जबकि एक स्थिर कटिंग टूल उसे आकार देता है, जिससे यह शाफ्ट, रॉड और बुशिंग जैसे बेलनाकार भागों के लिए आदर्श है। सीएनसी मिलिंग में, कटिंग टूल घूमता है जबकि वर्कपीस स्थिर रहता है, जो सपाट सतहों, स्लॉट, पॉकेट और जटिल त्रि-आयामी आकृतियों वाले भागों के लिए एकदम सही है। कई सटीक मशीनिंग अनुप्रयोगों में दोनों प्रक्रियाओं का संयोजन होता है, जिसमें बेलनाकार आकृतियों के लिए लेथ मशीन से शुरुआत की जाती है और फिर छेद, फ्लैट या कोणीय कट जैसी अतिरिक्त विशेषताओं के लिए मिलिंग मशीन पर ले जाया जाता है।
5. मशीनीकृत पुर्जों के लिए एक प्रभावी आरएफक्यू (रिक्वेस्ट फॉर क्यू) कैसे तैयार करें?
एक संपूर्ण RFQ पैकेज में कंपनी की जानकारी, उत्पाद का विस्तृत विवरण, सामग्री विनिर्देश, अनुमानित वार्षिक उपयोग के साथ आवश्यक मात्रा, समयसीमा संबंधी अपेक्षाएं और गुणवत्ता संबंधी दस्तावेज़ीकरण की आवश्यकताएं शामिल होनी चाहिए। स्पष्ट रूप से चिह्नित महत्वपूर्ण आयामों, सहनशीलता, सतह की गुणवत्ता संबंधी आवश्यकताओं और किसी भी GD&T कॉलआउट के साथ 2D PDF ड्राइंग और 3D STEP फ़ाइलें दोनों प्रदान करें। अनुमानित मात्रा के बारे में स्पष्ट रहें और यह भी बताएं कि आपको प्रोटोटाइपिंग या उत्पादन मात्रा की आवश्यकता है या नहीं, क्योंकि निर्माता इस जानकारी के आधार पर विभिन्न उपकरण और प्रक्रिया संबंधी निर्णय लेते हैं।