 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

उद्धरण से लेकर डिलीवरी तक: लेजर कटिंग सेवा वास्तव में कैसे काम करती है

लेजर कटिंग क्या है और यह कैसे काम करती है
क्या आपने कभी सोचा है कि निर्माता चिकने, साफ किनारों के साथ अविश्वसनीय रूप से सटीक धातु के भाग कैसे बनाते हैं? इसका उत्तर आधुनिक निर्माण की सबसे बहुमुखी तकनीकों में से एक में निहित है: लेजर कटिंग। चाहे आप प्रोटोटाइप के लिए विकल्प खोज रहे हों या उत्पादन चलाने की योजना बना रहे हों, यह जानना कि लेजर कटिंग क्या है, आपको किसी भी लेजर कटिंग सेवा के साथ काम करते समय स्मार्ट निर्णय लेने की आधारशिला प्रदान करता है।
मूल रूप से, लेजर कटिंग एक ऊष्मीय निर्माण प्रक्रिया है जो अद्भुत सटीकता के साथ सामग्री को काटने के लिए प्रकाश ऊर्जा की एक सघन बीम का उपयोग करती है। टीडब्ल्यूआई ग्लोबल , यह केंद्रित बीम सामग्री को जलाकर, पिघलाकर या वाष्पित करके कंप्यूटर नियंत्रित पथ के साथ काटती है, जिससे उच्च गुणवत्ता वाले सतह पर समाप्त किनारे बनते हैं। परिणाम? ±0.0005 इंच तक सटीक आयामी सटीकता और 0.004 इंच तक छोटी कर्फ चौड़ाई के साथ भाग।
कैसे संकेंद्रित प्रकाश एक सटीक उपकरण बन जाता है
कल्पना कीजिए कि आप सूरज की रोशनी को एक आवर्धक कांच के माध्यम से केंद्रित कर रहे हैं, लेकिन हज़ारों गुना बढ़ाया गया। यही वस्तुतः लेज़र कटिंग मशीन के अंदर होता है। लेज़र बीम एक सीलबंद कक्ष के अंदर विद्युत डिस्चार्ज के माध्यम से लेज़र सामग्री को उत्तेजित करके उत्पन्न होता है। यह ऊर्जा दर्पणों के बीच इतनी बार प्रतिबिंबित होती है कि अंततः यह एक साथ समन्वित, एकल-तरंगदैर्घ्य प्रकाश किरण के रूप में बाहर निकलने के लिए पर्याप्त शक्तिशाली हो जाती है।
एक बार छोड़े जाने के बाद, बीम ऑप्टिक्स की एक श्रृंखला के माध्यम से यात्रा करता है जो इसे एक अत्यंत सूक्ष्म बिंदु पर केंद्रित करती है, जिसका व्यास आमतौर पर 0.32 मिमी से कम होता है। जब यह संकेंद्रित ऊर्जा आपकी सामग्री से मिलती है, तो जादू घटित होता है। तीव्र ऊष्मा ठोस सामग्री को तुरंत गैस या पिघली धातु में बदल देती है, जिसे फिर आपके वांछित आकार को बनाने के लिए सहायक गैस की धारा द्वारा उड़ा दिया जाता है।
सभी लेज़र कटर एक समान नहीं होते हैं। उद्योग में तीन मुख्य प्रकार प्रचलित हैं, जिनमें से प्रत्येक की अलग-अलग ताकत है:
- सीओ2 लेजर: 10.6 माइक्रोमीटर की तरंग दैर्ध्य पर संचालित होने वाले ये कार्यशील लेज़र एक्रिलिक, लकड़ी और कपड़े जैसी अधातु सामग्रियों को लेज़र के माध्यम से काटने में उत्कृष्ट प्रदर्शन करते हैं, साथ ही माइल्ड स्टील और एल्युमीनियम को भी प्रभावी ढंग से संभालते हैं। मिश्रित सामग्री वाले अनुप्रयोगों के लिए यह सबसे बहुमुखी विकल्प हैं।
- फाइबर लेजर: ये शक्तिशाली लेज़र फाइबर ऑप्टिक केबल के माध्यम से बीम उत्पन्न करने के लिए सॉलिड-स्टेट प्रौद्योगिकी का उपयोग करते हैं। 25,000 घंटे से अधिक के संचालन जीवन के साथ, फाइबर लेज़र धातु कटिंग में प्रभुत्व रखते हैं, विशेष रूप से 5 मिमी से कम मोटाई की सामग्री के लिए। तांबा और पीतल जैसी परावर्तक धातुओं को संसाधित करते समय ये CO2 प्रणालियों की तुलना में बेहतर प्रदर्शन करते हैं।
- Nd:YAG लेज़र: 1064 एनएम तरंग दैर्ध्य पर संचालित होने वाले ये सॉलिड-स्टेट लेज़र न्यूनतम ऊष्मा प्रभाव के साथ अत्यधिक सटीकता प्रदान करते हैं। चिकित्सा उपकरण निर्माण जैसे उद्योग जो संवेदनशील सामग्री पर साफ कटौती की आवश्यकता रखते हैं, सटीकता के लिए Nd:YAG प्रौद्योगिकी पर निर्भर रहते हैं।
बीम-से-सामग्री अंतःक्रिया के पीछे का विज्ञान
जब आपकी सामग्री को काटने के लिए लेज़र से कट कॉन्टेक्ट , कई चीजें एक साथ होती हैं। संकेंद्रित ऊर्जा मिलीसेकंड के भीतर सामग्री को उसके पिघलने या वाष्पीकरण बिंदु से ऊपर गर्म कर देती है। ऑक्सीजन या नाइट्रोजन जैसी सहायक गैसें कटिंग नोजल के माध्यम से प्रवाहित होती हैं, जिनके दोहरे उद्देश्य होते हैं: वे पिघली हुई सामग्री को कटौती के क्षेत्र से दूर उड़ा देती हैं और रासायनिक प्रतिक्रियाओं के माध्यम से कटिंग प्रक्रिया को बढ़ावा दे सकती हैं।
उन परियोजनाओं के लिए जो सामग्री के किनारे के अलावा कहीं भी शुरू होती हैं, पहले एक पियर्सिंग प्रक्रिया आती है। TWI ग्लोबल द्वारा बताया गया है कि उच्च-शक्ति ध्रुवीकृत लेजर प्रारंभिक पियर्सिंग चरण के दौरान महज 5-15 सेकंड में 0.5-इंच मोटी स्टेनलेस स्टील में छेद कर सकते हैं।
प्रत्येक लेजर कटिंग प्रणाली पाँच आवश्यक घटकों पर निर्भर करती है जो सामंजस्य में काम करते हैं:
- लेजर स्रोत: प्रणाली का दिल जो विद्युत या प्रकाशीय पंपिंग के माध्यम से कटिंग बीम उत्पन्न करता है।
- कटिंग हेड: फोकसिंग लेंस और नोजल को समाहित करता है जो बीम को केंद्रित करता है और कार्यपृष्ठ पर सहायक गैस को निर्देशित करता है।
- मोशन सिस्टम: माइक्रॉन-स्तरीय सटीकता के साथ कटिंग हेड या सामग्री प्लेटफॉर्म को स्थानांतरित करने वाले प्रिसिजन सर्वो मोटर्स और लीनियर गाइड।
- सहायक गैस आपूर्ति: कटिंग में सुधार करने और कर्फ से मलबे को हटाने के लिए ऑक्सीजन, नाइट्रोजन या संपीड़ित वायु की आपूर्ति करता है।
- सीएनसी नियंत्रक: वह दिमाग जो आपकी डिज़ाइन फ़ाइलों को सटीक गति निर्देशों में बदलता है, जो बीम शक्ति, कटिंग गति और गैस दबाव को इष्टतम परिणामों के लिए समन्वित करता है।
इन मूल बातों को समझने से आपको अपने लेज़र कटर प्रदाता के साथ प्रभावी ढंग से संवाद करने और गुणवत्ता वाली सेवाओं को शेष से अलग करने में मदद मिलती है। इस ज्ञान के साथ, आप अपनी अगली परियोजना के लिए कौन सी सामग्री सबसे उपयुक्त है, यह जानने के लिए तैयार हैं।
सामग्री जिन्हें आप धातुओं से लेकर प्लास्टिक तक लेज़र काट सकते हैं
सही सामग्री का चयन करना आपकी लेज़र कटिंग परियोजना को बना या बिगाड़ सकता है . आपके पास सही डिज़ाइन हो सकती है, लेकिन यदि आप एक ऐसी सामग्री का चयन करते हैं जो लेज़र तकनीक के साथ ठीक से काम नहीं करती, तो आपको खराब किनारे की गुणवत्ता, अत्यधिक अपशिष्ट या और भी बुरा—सुरक्षा खतरों का सामना करना पड़ सकता है। तो आपको किन लेज़र कटिंग योग्य सामग्रियों पर विचार करना चाहिए, और किन से पूरी तरह से बचना चाहिए?
आइए उन तीन मुख्य श्रेणियों को समझें जिन्हें पेशेवर लेज़र कटिंग सेवाएं रोज़मर्रा के आधार पर संभालती हैं: धातुएं, प्लास्टिक और विशेष सामग्री।
लेज़र की सटीकता में उत्कृष्ट प्रदर्शन करने वाली धातुएं
जब आपको धातु को लेज़र के द्वारा काटने की आवश्यकता होती है, तो फाइबर लेज़र आपके सबसे अच्छे दोस्त होते हैं। धातु की सतहों द्वारा उनकी छोटी तरंग दैर्ध्य को कुशलतापूर्वक अवशोषित किया जाता है, जो न्यूनतम ऊष्मा विकृति के साथ साफ कटौती प्रदान करता है। यहाँ उन सबसे आम धातुओं से आप क्या अपेक्षा कर सकते हैं:
- कार्बन स्टील: धातु लेज़र कटिंग का कार्यघोड़ा। सहायक गैस के रूप में ऑक्सीजन के साथ, आप 25 मिमी मोटाई तक की शीट को काट सकते हैं जबकि उत्कृष्ट किनारे की गुणवत्ता प्राप्त कर सकते हैं।
- रसोई बदला: खाद्य सेवा, चिकित्सा उपकरणों और वास्तुकला तत्वों में स्टेनलेस स्टील लेजर कटिंग अनुप्रयोगों के लिए आदर्श। नाइट्रोजन सहायक गैस का उपयोग ऐसे साफ, ऑक्साइड-मुक्त किनारे पैदा करता है जिन्हें किसी द्वितीयक परिष्करण की आवश्यकता नहीं होती। आधुनिक फाइबर लेजर 20 मिमी तक की मोटाई को प्रभावी ढंग से संभालते हैं।
- एल्युमिनियम: उच्च परावर्तकता और ऊष्मीय चालकता के कारण यह थोड़ा मुश्किल है, लेकिन उच्च-शक्ति फाइबर लेजर के साथ लेजर कट एल्युमीनियम मानक प्रथा बन गया है। उचित नाइट्रोजन सहायता के साथ 15 मिमी मोटाई तक साफ कटौती की अपेक्षा करें।
- पीतल और तांबा: इन अत्यधिक परावर्तक धातुओं के लिए विशेष उच्च-शक्ति फाइबर लेजर प्रणालियों की आवश्यकता होती है। IVY CNC के अनुसार, तांबे की अधिकतम कटिंग मोटाई आमतौर पर 10 मिमी तक पहुंच जाती है, जबकि पीतल सही उपकरण के साथ 12 मिमी तक जा सकता है।
एक धातु लेजर कटर इन सामग्रियों को कुशलता से संभालता है, लेकिन याद रखें: परावर्तक सतहों को अधिक शक्ति और सावधानीपूर्वक पैरामीटर ट्यूनिंग की आवश्यकता होती है। हमेशा पुष्टि करें कि आपके प्रदाता के पास आपकी विशिष्ट धातु और मोटाई आवश्यकताओं के साथ अनुभव है।
लेजर प्रसंस्करण के लिए प्लास्टिक और वैकल्पिक सामग्री
जब आपको प्लास्टिक को लेजर कट करने की आवश्यकता होती है, तो सामग्री के चयन का महत्व और भी अधिक बढ़ जाता है। कुछ प्लास्टिक सुंदर ढंग से कट जाते हैं, जबकि कुछ ऐसे होते हैं जो जहरीली धुएं छोड़ते हैं जो आपके स्वास्थ्य के लिए हानिकारक हो सकते हैं और आपके उपकरणों को नष्ट भी कर सकते हैं।
लेजर कटिंग के लिए सुरक्षित प्लास्टिक:
- एक्रिलिक (PMMA): लेजर कट प्लास्टिक अनुप्रयोगों के लिए स्वर्ण मानक। यह साफ तरीके से वाष्पित हो जाता है और एक शानदार फ्लेम-पॉलिश किनारा छोड़ देता है—संकेतक, डिस्प्ले और आभूषणों के लिए आदर्श।
- डेल्रिन (POM/एसीटल): एक इंजीनियरिंग प्लास्टिक जो गियर, बुशिंग और मशीन घटक जैसे कार्यात्मक भागों के लिए आदर्श है। यह पिघलने की समस्या के बिना साफ तरीके से कट जाता है।
- पॉलिएस्टर (माइलर): पतली फिल्मों और सटीक आयामी नियंत्रण वाले लचीले स्टेंसिल के लिए उत्कृष्ट।
विशेष सामग्री जिन्हें लेजर सेवाएं आमतौर पर संभालती हैं:
- प्राकृतिक लकड़ी: पाइन जैसी नरम लकड़ी कम शक्ति पर आसानी से कट जाती है, जबकि वॉलनट जैसी कठोर लकड़ी के लिए धीमी गति और अधिक ऊर्जा की आवश्यकता होती है। धुएं के दाग रोकने के लिए कटिंग से पहले मास्किंग टेप लगाएं।
- प्लाईवुड और MDF: लागत प्रभावी लेकिन सावधानी की आवश्यकता है—गोंद और बाइंडर फॉर्मेलडिहाइड और अन्य विषैली धुआं छोड़ सकते हैं। अच्छी वेंटिलेशन आवश्यक है।
- कपड़े: कपास और डेनिम जैसे प्राकृतिक तंतु साफ तरीके से कटते हैं, जबकि पॉलिएस्टर जैसे सिंथेटिक कपड़े लेजर द्वारा सामग्री को पिघलाने पर सील किए गए, फ्रे-मुक्त किनारे प्राप्त करते हैं।
- वनस्पति-सानवा चमड़ा: फैशन और एक्सेसरीज के लिए सुंदर उत्कीर्णित और कटे हुए टुकड़े बनाता है।
| सामग्री श्रेणी | सामान्य अनुप्रयोग | मोटाई सीमा | किनारे की गुणवत्ता | अनुशंसित लेजर प्रकार |
|---|---|---|---|---|
| कार्बन स्टील | ब्रैकेट, पैनल, संरचनात्मक घटक | 0.5mm - 25mm | ऑक्साइड परत के साथ उत्कृष्ट | फाइबर लेजर |
| स्टेनलेस स्टील | चिकित्सा उपकरण, भोजन उपकरण, साइनेज | 0.5मिमी - 20मिमी | नाइट्रोजन के साथ साफ, ऑक्साइड-मुक्त | फाइबर लेजर |
| एल्युमीनियम | एन्क्लोजर, हीट सिंक, एयरोस्पेस भाग | 0.5मिमी - 15मिमी | उचित मापदंडों के साथ अच्छा | फाइबर लेजर |
| पीतल/चामड़ा | विद्युत घटक, सजावटी वस्तुएं | 0.5मिमी - 10मिमी | विशेष सेटिंग्स की आवश्यकता होती है | हाई-पावर फाइबर लेजर |
| एक्रिलिक | साइन, डिस्प्ले, गहने, प्रोटोटाइप | 1मिमी - 25मिमी | फ्लेम-पॉलिश्ड, उत्कृष्ट | Co2 लेजर |
| डेल्रिन (POM) | गियर, बेयरिंग, मशीन घटक | 1मिमी - 12मिमी | साफ, सटीक | Co2 लेजर |
| लकड़ी (प्राकृतिक) | कला, फर्नीचर के भाग, पैकेजिंग | 1 मिमी - 15 मिमी | थोड़ा जला हुआ किनारा | Co2 लेजर |
| कपड़ों | फैशन, अस्तर, औद्योगिक फिल्टर | 0.1 मिमी - 5 मिमी | सिंथेटिक्स पर सील किए गए किनारे | Co2 लेजर |
ऐसी सामग्री जिन्हें लेज़र द्वारा कभी भी कट नहीं करना चाहिए
यह शायद इस पूरी गाइड में सबसे महत्वपूर्ण जानकारी हो सकती है। अनुसार Fortune Laser , गलत सामग्री काटने से विषैली गैसें निकल सकती हैं, आग लग सकती है, और आपके लेजर कटर के घटक स्थायी रूप से क्षतिग्रस्त हो सकते हैं।
इन सामग्रियों से पूरी तरह बचें:
- पीवीसी (पॉलीविनाइल क्लोराइड): सबसे बुरा उल्लंघनकर्ता। गर्म होने पर, पीवीसी क्लोरीन गैस छोड़ता है जो नमी के साथ मिलकर हाइड्रोक्लोरिक एसिड बनाती है। यह ऑप्टिक्स को नष्ट कर देता है, धातु घटकों को क्षरण करता है और गंभीर स्वास्थ्य जोखिम पैदा करता है।
- एबीएस प्लास्टिक: हाइड्रोजन सायनाइड गैस छोड़ता है—एक अत्यधिक विषैला जहर। यह साफ कट के बजाय चिपचिपे पदार्थ में पिघल जाता है।
- मोटा पॉलीकार्बोनेट (लेक्सन): लेजर ऊर्जा को खराब ढंग से अवशोषित करता है, जिससे रंग बदलना, पिघलना और आग का गंभीर खतरा होता है। जैसा कि Xometry द्वारा उल्लेखित है, 1 मिमी से कम मोटाई वाला पतला पॉलीकार्बोनेट भी खराब परिणाम देता है।
- क्रोम-परिष्कृत चमड़ा: क्रोमियम-6 सहित विषैली भारी धातुओं को छोड़ता है। केवल वनस्पति-परिष्कृत चमड़े का लेजर कटिंग के लिए उपयोग करें।
- फाइबरग्लास और लेपित कार्बन फाइबर: इन सामग्रियों को बांधने वाले एपॉक्सी राल जलने पर अत्यधिक विषैली धुआं छोड़ते हैं।
अगर किसी सामग्री के बारे में संदेह हो, तो उसे काटें नहीं। अपने लेजर कटिंग सेवा प्रदाता से मार्गदर्शन मांगें, या सामग्री की लेजर संगतता की पुष्टि करने के लिए सुरक्षा डेटा शीट का अनुरोध करें।
अब जब आप समझ गए हैं कि धातु लेजर कटिंग और अन्य लेजर प्रक्रियाओं के साथ कौन-सी सामग्री काम करती हैं, अगला कदम अपनी डिज़ाइन फ़ाइलों को सही ढंग से तैयार करना है ताकि बेदाग परिणाम मिल सकें।
बेदाग परिणामों के लिए अपनी डिज़ाइन फ़ाइलों की तैयारी
आपने सही सामग्री का चयन कर लिया है और आपके मन में एक शानदार डिज़ाइन है। लेकिन यहीं पर कई परियोजनाएँ गलत दिशा में जाती हैं: फ़ाइल तैयारी। आपकी कल्पना के अनुरूप सटीक लेजर कटिंग और बेकार के टुकड़ों के निराशाजनक ढेर के बीच अक्सर यही अंतर होता है कि आपने अपनी डिज़ाइन फ़ाइलों को कैसे तैयार किया है। चाहे आप लेजर कटिंग और एन्ग्रेविंग परियोजनाओं पर काम कर रहे हों या कस्टम एक्रिलिक कटिंग पर, इस चरण को सही तरीके से करने से समय, पैसे और परेशानियों की बचत होती है।
अपनी डिज़ाइन फ़ाइल को लेजर कट CNC मशीन के लिए एक व्यंजन की तरह समझें। यदि निर्देश अस्पष्ट हैं या उनमें त्रुटियाँ हैं, तो परिणाम आपकी अपेक्षाओं के अनुरूप नहीं होगा। आइए जानें कि आपको क्या जानना आवश्यक है।
लेजर कटिंग सेवाएँ जिन फ़ाइल प्रारूपों को स्वीकार करती हैं
सभी फ़ाइल प्रारूप लेज़र डिज़ाइन सेवाओं की तरह एक ही भाषा नहीं बोलते। यहाँ अधिकांश प्रदाता क्या स्वीकार करते हैं और प्रत्येक के विशिष्ट आवश्यकताएँ इस प्रकार हैं:
- DXF (ड्रॉइंग एक्सचेंज फॉर्मेट): लेज़र कटिंग के लिए उद्योग मानक। DXF फ़ाइलों में भराव या प्रभावों के बिना शुद्ध वेक्टर डेटा होता है, जो उन्हें कटिंग सॉफ़्टवेयर में सीधे आयात के लिए आदर्श बनाता है। सुनिश्चित करें कि आपकी फ़ाइल वास्तविक दुनिया की इकाइयों (इंच या मिलीमीटर) का उपयोग करती है और प्रसंस्करण सॉफ़्टवेयर को भ्रमित कर सकने वाले नेस्टेड ब्लॉक से बचें।
- एआई (एडोब इलस्ट्रेटर): व्यापक रूप से स्वीकृत और बहुमुखी। Cut By Beam के अनुसार, अपने दस्तावेज़ के रंग मोड को RGB पर सेट करें, कट लाइनों के लिए लाल (RGB) का उपयोग करें जिसका स्ट्रोक वेट 0.1 हो, और स्कोर लाइनों के लिए नीला रंग उपयोग करें। कोई भी रैस्टर एनग्रेविंग काले रंग का भराव होना चाहिए।
- SVG (स्केलेबल वेक्टर ग्राफिक्स): वेब-आधारित अपलोड पोर्टल के लिए उत्कृष्ट। SVG किसी भी आकार पर गणितीय सटीकता बनाए रखते हैं लेकिन छिपे हुए मेटाडेटा शामिल कर सकते हैं जो आयात में समस्या पैदा कर सकते हैं। निर्यात करने से पहले अपनी फ़ाइल को सरल बनाएँ।
- EPS (एनकैप्सुलेटेड पोस्टस्क्रिप्ट): एक पुराना प्रारूप जो अभी भी काम करता है लेकिन अक्सर रूपांतरण की आवश्यकता होती है। यदि EPS का उपयोग कर रहे हैं, तो अधिकतम संगतता के लिए संस्करण 8 या उससे पहले तक सीमित रहें।
- PDF (पोर्टेबल डॉक्यूमेंट फॉर्मेट): कुछ सेवाएं एम्बेडेड वेक्टर आर्टवर्क के साथ PDF स्वीकार करती हैं। हालांकि, सहेजने से पहले सभी फ़ॉन्ट्स को आउटलाइन किया गया हो और प्रभाव फ्लैट किए गए हों, इसकी पुष्टि करें।
अनुकूलित लेज़र एचिंग परियोजनाओं के लिए, JPEG फ़ाइलें छवि से सीधे रास्टर एन्ग्रेविंग के लिए काम करती हैं। लेकिन याद रखें: JPEG काटने के मार्ग नहीं बना सकते। किसी भी वास्तविक कटिंग ऑपरेशन के लिए आपको हमेशा वेक्टर लाइनों की आवश्यकता होगी।
आपकी कट क्वालिटी को खराब करने वाली डिज़ाइन त्रुटियाँ
यहां तक कि अनुभवी डिज़ाइनर भी ऐसी गलतियां करते हैं जो खराब परिणाम या अस्वीकृत फ़ाइलों का कारण बनती हैं। यहां कुछ सबसे आम समस्याएं दी गई हैं जिनसे आप बचना चाहेंगे:
अपूर्ण मार्ग: आपकी कटिंग मशीन को निरंतर रेखाओं की आवश्यकता होती है जिनका अनुसरण करना हो। एक अपूर्ण मार्ग सॉफ़्टवेयर को यह समझने में भ्रमित कर देता है कि कट कहाँ जाना चाहिए, जिसके परिणामस्वरूप अक्सर अधूरे कट या अप्रत्याशित गति होती है। Cut By Beam द्वारा उल्लेखित के अनुसार, यदि आकृतियां एक से अधिक मार्गों से बनी हैं, तो उन्हें जोड़कर एक बंद आकृति बनाएं—विशेष रूप से ठोस एन्ग्रेविंग के लिए यह आवश्यक है।
ओवरलैपिंग या डुप्लीकेट लाइनें: यह चालाक समस्या आपके कटिंग समय और लागत को दोगुना कर देती है। इससे भी बदतर, लेज़र एक ही पथ को दो बार काट सकता है, जिससे आपकी सामग्री में छेद हो सकता है या एक बदसूरत, अत्यधिक कटा हुआ किनारा बन सकता है। जॉन डथी के लेज़र कटिंग गाइड के अनुसार, हमेशा एक-दूसरे के ऊपर छिपे हुए डुप्लिकेट स्ट्रोक्स की जाँच करें।
पाठ को आउटलाइन में परिवर्तित नहीं किया गया: यह इतना महत्वपूर्ण है कि इसे विशेष जोर देने की आवश्यकता है:
डिज़ाइन फ़ाइल जमा करने से पहले हमेशा फ़ॉन्ट को पथ में बदल लें। यदि आप इस चरण को छोड़ देते हैं, तो आपके पाठ में गलत प्रदर्शन हो सकता है या विशेष फ़ॉन्ट स्थापित न होने पर पूरी तरह से गायब हो सकता है।
गलत स्केल सेटिंग्स: वास्तविक दुनिया के माप के बजाय पिक्सेल में डिज़ाइन करने से आकार में पूरी तरह से गलत भाग बनते हैं। हमेशा मिलीमीटर या इंच में काम करें और निर्यात से पहले आयामों की पुष्टि करें।
अत्यधिक एंकर बिंदु: बहुत सारे नोड्स वाले जटिल वक्र प्रसंस्करण को धीमा कर देते हैं और मशीन की टेढ़ी-मेढ़ी गति का कारण बन सकते हैं। अपने डिज़ाइन की अखंडता बनाए रखते हुए अनावश्यक एंकर बिंदुओं को कम करके पथ को सरल बनाएं।
चरण-दर-चरण फ़ाइल तैयारी कार्यप्रवाह
किसी भी फ़ाइल को सटीक लेज़र कटिंग के लिए प्रस्तुत करने से पहले इस चेकलिस्ट का पालन करें प्रदाता:
- अपने दस्तावेज़ को वास्तविक इकाइयों में सेट करें: मिलीमीटर या इंच का उपयोग करने के लिए अपने डिज़ाइन सॉफ़्टवेयर को कॉन्फ़िगर करें। यह सुनिश्चित करें कि आर्टबोर्ड का आकार आपके इच्छित भाग के आकार से मेल खाता हो।
- सभी कटिंग पथ को वेक्टर के रूप में बनाएं: गणितीय रूप से सटीक पथ बनाने के लिए पेन टूल, आकार उपकरण या रास्टर छवियों को ट्रेस करें।
- सभी पाठ को आउटलाइन में बदलें: Illustrator में, अपने पाठ का चयन करें और प्रकार > आउटलाइन बनाएं चुनें। आसान संपादन के लिए परिणामी आकृतियों का समूह भंग करें।
- खुले पथ को बंद आकृतियों में जोड़ें: अंत बिंदुओं का चयन करें और अपने सॉफ़्टवेयर के जोड़ें कार्य का उपयोग करें। आउटलाइन दृश्य मोड में स्विच करके सत्यापित करें।
- डुप्लिकेट रेखाओं को हटा दें: सभी वस्तुओं का चयन करें और "मर्ज" या "पाथफाइंडर यूनाइट" फ़ंक्शन का उपयोग करें, या ओवरलैपिंग पथ को मैन्युअल रूप से हटा दें।
- एंकर बिंदुओं को कम करें: अपने डिज़ाइन को विकृत किए बिना नोड्स को कम करने के लिए सरलीकृत पथ फ़ंक्शन का उपयोग करें।
- कर्फ क्षतिपूर्ति लागू करें: लेज़र बीम सामग्री को हटा देता है (आमतौर पर 0.1-0.3 मिमी चौड़ा)। उन भागों के लिए कट लाइनों को आंतरिक रूप से आधी कर्फ चौड़ाई से ऑफसेट करें जिन्हें सटीक फिट की आवश्यकता होती है।
- न्यूनतम विशेषता आकार की जाँच करें: अधिकांश सेवाओं के लिए सकारात्मक विशेषताओं के लिए कम से कम 1 मिमी और कटौती की चौड़ाई के लिए 0.5 मिमी की आवश्यकता होती है। पतले विवरण जल सकते हैं या साफ़ तरीके से कट नहीं पाते हैं।
- कटौती के बीच की दूरी की पुष्टि करें: कतराई के दौरान विरूपण या टूटने को रोकने के लिए समानांतर कट लाइनों के बीच कम से कम सामग्री की मोटाई छोड़ दें।
- आउटलाइन मोड में पूर्वावलोकन करें: Cut By Beam की सिफारिश के अनुसार, देखें > रूपरेखा का उपयोग करें ताकि आप जान सकें कि लेज़र सॉफ्टवेयर आपकी फ़ाइल की व्याख्या कैसे करेगा। अपने आर्टबोर्ड के बाहर छिपी हुई वस्तुओं की तलाश करें।
स्टेंसिल डिज़ाइन के लिए एक और सुझाव: याद रखें कि "O," "A," और "B" जैसे अक्षरों के आंतरिक भाग बिना पुल के जुड़े हुए, आसपास की सामग्री से अलग हो जाएंगे। या तो अपने फ़ॉन्ट में बदलाव करें या एक समर्पित स्टेंसिल टाइपफेस चुनें।
उचित ढंग से तैयार फ़ाइलों के साथ, आप तैयार हैं कि समझें कि आपका प्रोजेक्ट वैकल्पिक कटिंग विधियों की तुलना में कैसा है—और यह कि कब लेज़र कटिंग वास्तव में आपकी आवश्यकताओं के लिए सबसे अच्छा विकल्प है।
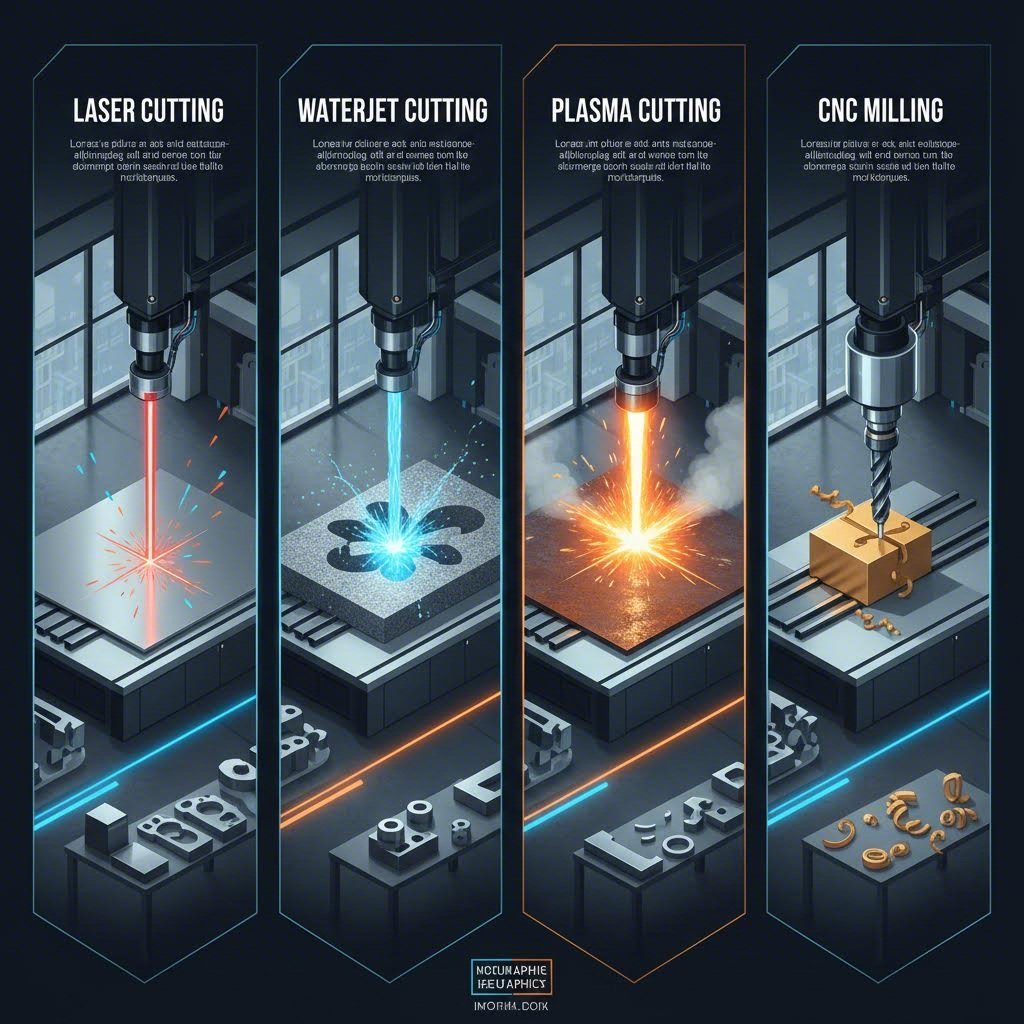
लेज़र कटिंग बनाम वॉटरजेट, प्लाज्मा और सीएनसी विधियाँ
तो आपने अपनी डिज़ाइन फाइलें तैयार कर ली हैं और अपनी सामग्री चुन ली है। लेकिन यहाँ एक सवाल है जो आपके समय और पैसे की बचत कर सकता है: क्या लेज़र कटिंग वास्तव में आपकी परियोजना के लिए सबसे उपयुक्त विधि है? ईमानदार जवाब है—यह इस बात पर निर्भर करता है। सीएनसी लेज़र कटिंग की तुलना वॉटरजेट, प्लाज्मा और अन्य धातु कटिंग सेवाओं से समझने से आपको सभी कार्यों के लिए एक ही तकनीक के बजाय बेहतर निर्णय लेने में मदद मिलती है।
आइए इन प्रतिस्पर्धी तकनीकों के बीच वास्तविक जीवन के लाभ-हानि को समझें ताकि आप अपनी विशिष्ट आवश्यकताओं के अनुरूप सही उपकरण का चयन कर सकें।
जब लेजर कटिंग वैकल्पिक विधियों पर श्रेष्ठता दर्शाती है
धातु को काटने वाला लेज़र विशेष परिस्थितियों में वास्तव में उत्कृष्ट प्रदर्शन करता है। यदि आपको तंग कोनों और सूक्ष्म विवरणों के साथ जटिल डिज़ाइन की आवश्यकता है, तो लेज़र तकनीक ऐसी सटीकता प्रदान करती है जिसका अन्य विधियों से मिलान नहीं किया जा सकता। StarLab CNC थर्मल कटिंग विधियों के बीच लेज़र कटिंग में सबसे अधिक किनारे की गुणवत्ता होती है, जिसमें चिकने, लंबवत कटाव और न्यूनतम बर्र का निर्माण होता है।
यहाँ धातु को काटने वाले लेज़र का उपयोग सबसे अधिक उपयुक्त होता है:
- पतली से मध्यम सामग्री: फाइबर लेज़र 1/4" मोटाई के नीचे की शीट्स पर प्रभुत्व रखते हैं, और अन्य तकनीकों की तुलना में कहीं बेहतर गति प्राप्त करते हैं।
- जटिल ज्यामितियाँ: जटिल पैटर्न, छोटे छेद और टाइट टॉलरेंस लेज़र के क्षेत्र में आते हैं। संकेंद्रित बीम तीखे कोनों पर भी चल सकता है, जहाँ प्लाज्मा या वॉटरजेट के लिए यह कठिन होगा।
- उच्च-मात्रा उत्पादन: एक बार सेटअप हो जाने के बाद, लेज़र सिस्टम तेज़ी से चलते हैं और पार्ट्स के बीच न्यूनतम भिन्नता होती है—यह लगातार और दोहराए जाने वाले कार्य के लिए आदर्श है।
- साफ किनारे जिन पर द्वितीयक फिनिशिंग की आवश्यकता नहीं होती: उन अनुप्रयोगों के लिए जहाँ सौंदर्य महत्वपूर्ण है या तुरंत वेल्डिंग की जाती है, लेज़र-कट किनारों को अक्सर कोई पोस्ट-प्रोसेसिंग की आवश्यकता नहीं होती।
लेज़र और सीएनसी संयोजन उल्लेखनीय लचीलापन भी प्रदान करता है। आप भौतिक उपकरण बदलने के बजाय पैरामीटर बदलकर माइल्ड स्टील से लेकर स्टेनलेस और एल्युमीनियम तक काट सकते हैं।
ऐसी स्थितियाँ जहाँ अन्य विधियाँ बेहतर होती हैं
सच यह है कि अधिकांश लेज़र कटिंग प्रदाता आपको नहीं बताएंगे: उनकी तकनीक हमेशा सबसे अच्छा विकल्प नहीं होती। कभी-कभी आपके लिए 'मेरे पास प्लाज्मा कटिंग' ढूंढना या बजाय में वॉटरजेट सेवाओं पर विचार करना बेहतर होता है।
जब वॉटरजेट कटिंग बेहतर होती है:
- आप ऊष्मा-संवेदनशील सामग्री के साथ काम कर रहे हैं जो तापीय विकृति को सहन नहीं कर सकती है
- 1" से अधिक मोटी सामग्री को किसी भी उष्मा-प्रभावित क्षेत्र के बिना काटने की आवश्यकता होती है
- सामग्री की बहुमुखी प्रकृति मायने रखती है—वॉटरजेट टाइटेनियम से लेकर ग्रेनाइट और कांच तक सब कुछ संभाल सकता है
- महत्वपूर्ण अनुप्रयोगों के लिए किनारे की धातुकर्म पूरी तरह से अपरिवर्तित रहनी चाहिए
90,000 PSI तक के दबाव पर संचालित, वॉटरजेट प्रणालियाँ बिना ऊष्मा उत्पन्न किए लगभग किसी भी सामग्री को काट सकती हैं। इसका व्यापार-ऑफ? गति। पतली सामग्री पर लेज़र की तुलना में बहुत तेज़ दरों के मुकाबले वॉटरजेट आमतौर पर 5-20 इंच प्रति मिनट की दर से काटता है।
प्लाज्मा कटिंग तब बेहतर होती है जब:
- आपको 1/2" से 2" तक मोटी स्टील प्लेट्स को तेजी और कम खर्च में काटने की आवश्यकता हो
- बजट बाधाएँ कम उपकरण और संचालन लागत को पसंद करती हैं
- वेल्ड तैयारी के लिए बेवल कट्स की आवश्यकता हो
- उत्कृष्ट सटीकता के बजाय लेज़र जैसी गुणवत्ता स्वीकार्य हो
आधुनिक सीएनसी प्लाज्मा टेबल 1/2" माइल्ड स्टील को 100 इंच प्रति मिनट से अधिक की गति से काटते हैं। यह मोटी सामग्री पर लेज़र की तुलना में काफी तेज है, और मशीन कटर धातु सेटअप की लागत तुलनात्मक लेज़र प्रणाली का केवल एक छोटा हिस्सा होती है।
सीएनसी मिलिंग को तब वरीयता दें जब:
- आपके भाग में 3D सुविधाएं, जेब या चैम्फर हों, जो 2D कटिंग द्वारा उत्पादित नहीं किए जा सकते
- ±0.001" की सीमा में अत्यंत कड़े सहिष्णुता आवश्यक हों
- थर्मल कटिंग द्वारा प्रदान की जा सकने वाली सतह की गुणवत्ता से आवश्यकताएं अधिक हों
पंच प्रेस को तब वरीयता दें जब:
- विशाल उत्पादन मात्रा टूलिंग निवेश को उचित ठहराती हो
- आपके कार्य में मानक छेद पैटर्न वाले सरल आकार प्रभावी हों
- उच्च मात्रा में प्रति-भाग लागत को न्यूनतम करना आवश्यक हो
एक नज़र में प्रौद्योगिकी की तुलना
| प्रौद्योगिकी | सबसे अच्छे सामग्री | मोटाई क्षमता | शुद्धता स्तर | किनारे की गुणवत्ता | गति | कीमत के कारक |
|---|---|---|---|---|---|---|
| लेजर कटिंग | इस्पात, स्टेनलेस, एल्यूमीनियम, पतली धातुएं | 1" तक (1/4" से कम आदर्श) | ±0.005" या बेहतर | उत्कृष्ट, चिकनी समाप्ति | पतली सामग्री पर बहुत तेज | मध्यम उपकरण, कम संचालन |
| वॉटरजेट | कांच, पत्थर, संयुक्त सामग्री सहित कोई भी सामग्री | सामग्री के आधार पर 6"+ तक | ±0.005" से ±0.010" | अच्छा, कोई ऊष्मा प्रभाव नहीं | धीमी (5-20 ipm) | उच्च संचालन (अपघर्षक लागत) |
| प्लाज्मा | केवल चालक धातुएं | 0.018" से 2" तक (इष्टतम 1/2" से 1") | ±0.015" से ±0.030" | HD प्लाज्मा के साथ अच्छा | मोटी सामग्री पर तेज | कम उपकरण, कम संचालन |
| सीएनसी मिलिंग | धातु, प्लास्टिक, संयुक्त सामग्री | मशीन एन्वलप द्वारा सीमित | ±0.001" प्राप्त करने योग्य | उत्कृष्ट, मशीन द्वारा परिष्कृत सतह | मध्यम | उच्च औजार लागत, मध्यम संचालन लागत |
| पंच प्रेस | केवल शीट धातु | आमतौर पर 1/4" से कम | गुणवत्तापूर्ण औजार के साथ ±0.005" | अच्छा, डीबरिंग की आवश्यकता हो सकती है | प्रति हिट अत्यंत तेज | अधिक टूलिंग लागत, मात्रा के हिसाब से प्रति भाग कम लागत |
लेजर कटिंग की सीमाओं पर ईमानदार नजर
किसी भी लेजर कटिंग सेवा को अपनाने से पहले, इन बाधाओं को समझ लें:
परावर्तक सामग्री चुनौतीपूर्ण होती हैं: तांबा और पीतल जैसी अत्यधिक परावर्तक धातुएं लेजर ऊर्जा को ऑप्टिक्स की ओर वापस प्रतिबिंबित कर सकती हैं, जिससे उपकरण को नुकसान हो सकता है। यद्यपि आधुनिक फाइबर लेजर इन सामग्रियों को पुरानी तकनीक की तुलना में बेहतर ढंग से संभालते हैं, फिर भी उच्च लागत और धीमी गति की अपेक्षा करें।
मोटाई की बाधाएं वास्तविक हैं: जैसे-जैसे सामग्री की मोटाई बढ़ती है, कटिंग गति में तेजी से गिरावट आती है। उद्योग डेटा के अनुसार, 1" से अधिक मोटाई वाली सामग्री पर लेजर प्रदर्शन में महत्वपूर्ण गिरावट आती है, जहां प्लाज्मा या वॉटरजेट अधिक व्यावहारिक हो जाते हैं।
ऊष्मा-प्रभावित क्षेत्र मौजूद होते हैं: प्लाज्मा की तुलना में अधिक परिष्कृत होने के बावजूद, लेजर कटिंग अभी भी ऊष्मीय ऊर्जा प्रस्तुत करती है। ऊष्मा-प्रभावित क्षेत्र (HAZ) कट के किनारे के पास सामग्री के गुणों को बदल सकता है—ऐसे अनुप्रयोगों के लिए चिंता का विषय जहां निर्मल धातुकर्म आवश्यक होता है।
प्रारंभिक उपकरण लागत अधिक होती है: फाइबर लेजर सिस्टम एक महत्वपूर्ण पूंजीगत निवेश का प्रतिनिधित्व करते हैं। यह लागत ग्राहकों तक पहुँच जाती है, विशेष रूप से छोटे बैच में जहाँ सेटअप शुल्क को कई पुर्जों में वितरित नहीं किया जा सकता।
अंतिम निष्कर्ष? स्मार्ट खरीदार एक समाधान को हर समस्या के लिए फिट करने के बजाय अनुप्रयोग के अनुरूप प्रौद्योगिकी का मिलान करते हैं। इन व्यापार-ऑफ़ को समझने से आपकी कीमत अपने चुने हुए प्रदाता के साथ मूल्य चर्चा के लिए तैयार होने पर आपको बेहतर उद्धरण और बेहतर परिणाम प्राप्त करने में सक्षम बनाता है।

लेजर कटिंग लागत को समझना और उचित उद्धरण प्राप्त करना
मेरे पास लेजर कटिंग सेवा की तलाश करने के बारे में यहाँ कुछ निराशाजनक बात है: मूल्य निर्धारण एक ब्लैक बॉक्स की तरह लगता है। आप एक डिज़ाइन अपलोड करते हैं, लेजर कटिंग के उद्धरण के लिए प्रतीक्षा करते हैं, और बिना किसी स्पष्टीकरण के एक संख्या प्राप्त करते हैं कि यह कैसे गणना की गई थी। एक प्रदाता दूसरे की तुलना में तीन गुना अधिक क्यों शुल्क लेता है? और आपके सरल दिखने वाले पुर्जे की लागत आपके पड़ोसी के जटिल पुर्जे से अधिक क्यों है?
सच यह है कि लेजर कटिंग के शुल्क एक तार्किक सूत्र का अनुसरण करते हैं—एक बार जब आप समझ जाते हैं कि लागत को क्या प्रभावित कर रहा है, तो आप बेहतर डिज़ाइन निर्णय ले सकते हैं और कोट का आत्मविश्वास से मूल्यांकन कर सकते हैं। के अनुसार Fortune Laser , आपकी लागत को प्रभावित करने वाला सबसे महत्वपूर्ण कारक सामग्री का क्षेत्र नहीं, बल्कि आपके डिज़ाइन को काटने के लिए आवश्यक मशीन समय है। एक ही शीट से दो भागों के केवल जटिलता के आधार पर बहुत अलग-अलग कीमतें हो सकती हैं।
आपके लेजर कटिंग के उद्धरण को ऊपर या नीचे क्या बनाता है
आपके द्वारा प्राप्त प्रत्येक लेजर कटिंग त्वरित उद्धरण एक मौलिक सूत्र में विभाजित होता है:
अंतिम मूल्य = (सामग्री लागत + परिवर्तनशील लागत + निश्चित लागत) × (1 + लाभ मार्जिन)
आइए इस बात को समझें कि प्रत्येक घटक वास्तव में आपके बजट के लिए क्या अर्थ रखता है:
सामग्री का प्रकार और मोटाई: यह मूल्य निर्धारण को दो तरीकों से प्रभावित करता है। पहला, कच्चे माल की लागत में बहुत अंतर होता है—MDF सस्ता होता है जबकि स्टेनलेस स्टील की लागत काफी अधिक होती है। दूसरा, मोटाई कटिंग समय को गहराई से प्रभावित करती है। जैसा कि Komacut समझाता है, सामग्री की मोटाई को दोगुना करने से आपके कटिंग समय और लागत में दोगुना से भी अधिक वृद्धि हो सकती है क्योंकि लेजर को साफ तरीके से काटने के लिए बहुत धीमी गति से चलना पड़ता है।
कुल कट लंबाई (परिधि): मशीन समय वह प्राथमिक सेवा है जिसके लिए आप भुगतान कर रहे हैं। लेज़र द्वारा तय की गई कुल रैखिक दूरी यह निर्धारित करती है कि आपका कार्य कितनी देर तक चलेगा। एक 12-इंच वर्ग को काटने में कम लागत आती है जबकि समान क्षेत्रफल वाले 12-इंच वृत्त की तुलना में क्योंकि वृत्त की परिधि अधिक लंबी होती है।
पियर्स की संख्या: जब भी लेज़र एक नया कट शुरू करता है, उसे पहले सामग्री में "छेद" करना पड़ता है—एक प्रवेश बिंदु बनाने के लिए भस्म करना। 100 छोटे छेदों वाले डिज़ाइन की लागत एक बड़े कटआउट की तुलना में अधिक होती है क्योंकि संचयी छेदन समय के कारण। उद्योग आंकड़ों के अनुसार, उच्च-शक्ति वाले पल्स लेज़र को केवल 0.5-इंच स्टेनलेस स्टील में छेद करने में 5-15 सेकंड लग सकते हैं।
डिज़ाइन जटिलता: तंग वक्रों और तीखे कोनों वाले जटिल पैटर्न मशीन को काफी धीमा करने के लिए मजबूर करते हैं। कार्यात्मक आवश्यकता से अधिक तंग सहिष्णुता निर्दिष्ट करना भी लागत बढ़ाता है—सटीकता बनाए रखने के लिए मशीन धीमी, अधिक नियंत्रित गति से चलनी पड़ती है।
मात्रा आदेश दी गई: एक ऑर्डर में सभी पार्ट्स के बीच निश्चित सेटअप लागत वितरित हो जाती है। परिणाम? मात्रा में वृद्धि के साथ प्रति-पार्ट मूल्य भारी मात्रा में कम हो जाता है। उच्च मात्रा वाले ऑर्डर के लिए छूट 70% तक पहुँच सकती है, जिससे थोक ऑर्डर काफी अधिक किफायती हो जाते हैं।
परिष्करण आवश्यकताएँ: डीबरिंग, मोड़ना, थ्रेडिंग या पाउडर कोटिंग जैसी माध्यमिक प्रक्रियाएँ प्रत्येक में श्रम, विशिष्ट उपकरण और विस्तारित उत्पादन समय की आवश्यकता होती है। इन्हें अलग से मूल्य निर्धारित किया जाता है और ये आपके कुल खर्च में काफी वृद्धि कर सकते हैं।
पलटने का समय: जल्दबाज़ी वाले ऑर्डर उच्च दरों पर प्रीमियम लेज़र कटिंग की मांग करते हैं। मानक लीड टाइम की अस्तित्व का एक अच्छा कारण है—दुकानें अपने उत्पादन शेड्यूल को दक्षता के लिए अनुकूलित करती हैं। कतार में कूदने की अतिरिक्त लागत आती है।
छिपी हुई लागतों पर ध्यान दें
स्पष्ट कारकों के अलावा, कई खर्चे पहली बार के खरीदारों को अचानक चौंका देते हैं:
सेटअप शुल्क और न्यूनतम शुल्क: मेरे निकट की अधिकांश लेज़र कटिंग सेवाएँ सेटअप शुल्क लेती हैं या न्यूनतम ऑर्डर मूल्य बनाए रखती हैं। यह ऑपरेटर के समय को कवर करता है जो सामग्री लोड करने, मशीन कैलिब्रेट करने और आपकी फ़ाइल तैयार करने में लगता है। छोटे ऑर्डर के लिए, सेटअप लागत वास्तविक कटिंग शुल्क से अधिक हो सकती है।
फ़ाइल तैयारी शुल्क: यदि आपकी डिज़ाइन फ़ाइल में त्रुटियाँ हैं—डुप्लिकेट लाइनें, खुले कॉन्टूर, या गायब तत्व—तो एक तकनीशियन को इसे ठीक करना होगा। कई सेवाएँ इस कार्य के लिए अतिरिक्त शुल्क लेती हैं। जैसा कि स्मार्ट कट कोट नोट्स , छोटे बैच या एकल कार्यों के लिए, सेटअप और तैयारी लागत विशेष रूप से महत्वपूर्ण कारक बन जाती है।
सामग्री पर मार्कअप: प्रदाता कच्ची सामग्री को थोक मूल्य पर खरीदते हैं लेकिन खुदरा दरों के साथ हैंडलिंग शुल्क जोड़कर आपको बेचते हैं। स्टॉक में उपलब्ध सामग्री का चयन करने से विशेष ऑर्डर शुल्क समाप्त हो जाते हैं और अक्सर लीड टाइम कम हो जाता है।
शिपिंग और पैकेजिंग: बड़े या भारी भागों को विशेष हैंडलिंग की आवश्यकता होती है। नाज़ुक टुकड़ों को सुरक्षात्मक पैकेजिंग की आवश्यकता होती है। दूरस्थ ऑर्डर के लिए ये लॉजिस्टिक्स लागत जल्दी बढ़ जाती है।
जब स्थानीय प्रदाताओं के खिलाफ सेंड कट सेंड मूल्यों की तुलना करें, तो दोनों तरफ शिपिंग को ध्यान में रखें। वह "सस्ता" ऑनलाइन कोट डिलीवरी शुल्क के बाद अधिक महंगा पड़ सकता है।
लागत बचत रणनीतियाँ जो वास्तव में काम करती हैं
आपके अंतिम मूल्य पर आपके पास उतना नियंत्रण है जितना आप सोचते हैं। ये रणनीतियाँ बिना कार्यक्षमता खोए लागत को लगातार कम करती हैं:
- कई भागों को कुशलता से समूहित करें: सामग्री की शीट पर भागों को निकटता से व्यवस्थित करने से अपशिष्ट कम होता है। बेहतर समूहन सीधे आपकी सामग्री लागत और कटिंग समय को कम करता है।
- अपने डिज़ाइन को सरल बनाएं: जटिल वक्रों को कम करें, कई छोटे छेदों को बड़े स्लॉट में जोड़ें, और अनावश्यक विशेषताओं को समाप्त करें। इससे कटिंग की दूरी और समय लेने वाले पियर्स दोनों कम होते हैं।
- संभव के रूप में सबसे पतली सामग्री का उपयोग करें: लागत कम करने का यह एकमात्र सबसे प्रभावी तरीका है। मोटी सामग्री मशीन समय को घातांकी रूप से बढ़ा देती है। हमेशा सत्यापित करें कि क्या पतली गेज आपकी संरचनात्मक आवश्यकताओं को पूरा करती है।
- मानक सामग्री चुनें: दुर्लभ मिश्र धातुएँ और विशेष प्लास्टिक अधिक महंगे होते हैं और विशेष ऑर्डर की आवश्यकता हो सकती है। दुकान में स्टॉक में रखी जाने वाली सामान्य सामग्री के साथ रहने से पैसे और समय दोनों बचता है।
- बड़ी मात्रा में ऑर्डर करें: अपनी आवश्यकताओं को कम, बड़े ऑर्डर में एकीकृत करें। प्रति इकाई मूल्य में काफी कमी आती है क्योंकि सेटअप लागत अधिक भागों में वितरित हो जाती है।
- अपनी डिज़ाइन फ़ाइलों को साफ़ करें: अपलोड करने से पहले डुप्लिकेट लाइनों, छिपी हुई वस्तुओं और निर्माण नोट्स को हटा दें। स्वचालित उद्धरण प्रणाली प्रत्येक चीज़ काटने का प्रयास करती है—डबल लाइनें उस विशेषता के लिए आपकी लागत को वास्तव में दोगुना कर देती हैं।
- जहां संभव हो, टॉलरेंस को कम करें: केवल उन्हीं स्थानों पर कसे हुए सहिष्णुता निर्दिष्ट करें जहाँ वे कार्यात्मक रूप से आवश्यक हों। ±0.010" काम करने के लिए ठीक रहने पर ±0.001" की मांग करने की तुलना में मानक सटीकता कम लागत वाली होती है।
सेटअप लागत और प्रति-टुकड़ा लागत के बीच अंतर को समझना
बजट बनाने के लिए इस अंतर का बहुत महत्व है। सेटअप लागत मात्रा की परवाह किए बिना निश्चित होती है—एक या एक सौ भाग बना रहे हों, सामग्री लोड करना, उपकरण कैलिब्रेट करना और परीक्षण कट चलाना समान लागत वाला होता है। प्रति-टुकड़ा लागत मात्रा के साथ बढ़ती है और इसमें वास्तविक कटिंग समय, खपत सामग्री और हैंडलिंग शामिल है।
एकल प्रोटोटाइप के लिए, आप सेटअप शुल्क के रूप में 50 डॉलर और प्रति भाग लागत के रूप में 5 डॉलर का भुगतान कर सकते हैं—कुल 55 डॉलर। 100 समान भागों का ऑर्डर देने पर, वही 50 डॉलर का सेटअप केवल 0.50 डॉलर प्रति इकाई पर फैल जाता है। प्रत्येक भाग के लिए 5 डॉलर की कटिंग लागत जोड़ें, और आपकी प्रति भाग कीमत 55 डॉलर के बजाय 5.50 डॉलर हो जाती है। इसीलिए प्रोटोटाइप मूल्य उत्पादन चक्र की तुलना में अक्सर झटका देने वाला लगता है।
मशीन की प्रति घंटा दर आमतौर पर 60 से 120 डॉलर के बीच होती है, जो लेजर शक्ति और क्षमता पर निर्भर करती है। इसे समझने से आपको यह अनुमान लगाने में मदद मिलती है कि कोई उद्धृत मूल्य उचित अपेक्षाओं के अनुरूप है या नहीं।
विभिन्न प्रदाताओं से उद्धरणों का मूल्यांकन करना
जब 'लेजर कटिंग सेवाएं मेरे पास' की तुलना कर रहे हों, तो केवल अंतिम आंकड़े से आगे देखें:
ऑनलाइन त्वरित उद्धरण मंच अभूतपूर्व गति और सुविधा प्रदान करते हैं—एक CAD फ़ाइल अपलोड करें, कुछ सेकंड में मूल्य प्राप्त करें। जब आपको त्वरित बजट प्रतिक्रिया की आवश्यकता हो, तो ये त्वरित प्रोटोटाइपिंग के लिए आदर्श हैं। हालाँकि, स्वचालित प्रणाली महंगी डिज़ाइन त्रुटियों को पकड़ नहीं पाती है और अक्सर सुविधा के लिए प्रीमियम दरों का शुल्क लेती हैं।
पारंपरिक निर्माण दुकानें तकनीशियनों पर निर्भर करें जो मैन्युअल रूप से आपकी फाइलों की समीक्षा करते हैं। इसमें अधिक समय लगता है—घंटों या यहां तक कि दिनों तक—लेकिन इससे निर्माण के लिए डिज़ाइन (DFM) की मुफ्त प्रतिक्रिया तक पहुंच प्राप्त होती है जो आपकी लागत को काफी कम कर सकती है। वे त्रुटियों को चिह्नित करते हैं, अधिक कुशल डिज़ाइन के लिए सुझाव देते हैं, और अक्सर ग्राहक-आपूर्ति सामग्री के साथ लचीलापन प्रदान करते हैं।
किसी भी उद्धरण के लिए, यह सत्यापित करें कि क्या शामिल है: क्या मूल्य सामग्री को कवर करता है? शिपिंग के बारे में क्या? क्या फाइल तैयारी या फिनिशिंग के लिए अतिरिक्त शुल्क हैं? सब कुछ शामिल करने वाला थोड़ा अधिक उद्धरण अक्सर कई अतिरिक्त शुल्क वाले कम मूल मूल्य से बेहतर होता है।
अब जब आप लेजर कटिंग मूल्य निर्धारण के पीछे अर्थशास्त्र को समझ गए हैं, तो आप वास्तविक ऑर्डर प्रक्रिया को संभालने के लिए तैयार हैं—अपनी फाइलों को अपलोड करने से लेकर अपने दरवाजे पर तैयार भाग प्राप्त करने तक।
उद्धरण से डिलीवरी तक लेजर कटिंग सेवा के साथ काम करना
आपने अपने भाग को डिज़ाइन किया है, अपनी फ़ाइलें तैयार की हैं और एक उचित उद्धरण प्राप्त किया है। अब क्या? पहली बार खरीदारी करने वालों के लिए, "ऑर्डर सबमिट करें" पर क्लिक करने और तैयार भागों को हाथ में लेने के बीच का अंतराल एक रहस्य की तरह लग सकता है। ऑनलाइन लेज़र कटिंग सेवा में पर्दे के पीछे क्या होता है? आपको वास्तव में कितनी देर तक इंतज़ार करना चाहिए? और अगर कुछ गलत हो जाए तो क्या होगा?
पूरी वर्कफ़्लो को समझने से अनिश्चितता दूर होती है और आप अपनी परियोजना की समयसीमा को वास्तविक तरीके से योजना बनाने में सक्षम होते हैं। चाहे आप प्रोटोटाइपिंग के लिए हों या उत्पादन चलाने के लिए लेज़र कटिंग सेवाओं का उपयोग कर रहे हों, प्रक्रिया में भविष्य कहने योग्य चरण शामिल होते हैं जिन्हें आप ट्रैक कर सकते हैं और प्रभावित कर सकते हैं।
पाँच चरणों में अपलोड से डिलीवरी तक
हर ऑनलाइन लेज़र कटिंग सेवा समान अनुक्रम का अनुसरण करती है, हालाँकि समयसीमा और संचार शैली प्रदाताओं के बीच भिन्न हो सकती है। यहाँ आपकी परियोजना की मानक यात्रा है:
- डिज़ाइन सबमिशन और फ़ाइल समीक्षा: आप अपनी CAD फाइलों को प्रदाता के पोर्टल के माध्यम से अपलोड करते हैं। उनकी प्रणाली बुनियादी त्रुटियों—असंपादित पथ, असमर्थित फ़ाइल प्रारूप, या अनुपलब्ध आयामों की जांच करती है। कई ऑनलाइन लेजर कटिंग सेवा प्लेटफॉर्म स्पष्ट समस्याओं पर तुरंत प्रतिक्रिया प्रदान करते हैं। एक बार आप आगे बढ़ने के बाद, अधिक गहन समीक्षा मैन्युअल रूप से होती है।
- उद्धरण समीक्षा और आदेश की पुष्टि: आपको सामग्री, जटिलता और मात्रा के आधार पर मूल्य निर्धारण प्राप्त होता है। उद्धरण की ध्यान से समीक्षा करें—सामग्री विनिर्देशों, मोटाई और किसी भी शामिल समापन संचालन को सत्यापित करें। एक बार आप मंजूरी दे दें और भुगतान जमा कर दें, तो आपका आदेश उत्पादन कतार में चला जाता है।
- सामग्री की पुष्टि और उत्पादन अनुसूची: दुकान सामग्री की उपलब्धता की पुष्टि करती है। मानक सामग्री तुरंत इन्वेंटरी से शिप हो जाती हैं। विशेष अनुरोधों को ऑर्डर करने की आवश्यकता हो सकती है, जिससे आपके लीड टाइम में कुछ दिन जुड़ सकते हैं। California Steel Services , उत्पादन क्षमता और वर्तमान कतार की गहराई सीधे प्रभाव डालती है कि आपका कार्य कब निर्धारित होगा।
- कटिंग, समापन और गुणवत्ता निरीक्षण: आपके पार्ट्स को काट दिया जाता है, आकार की सटीकता और किनारे की गुणवत्ता के लिए जाँच की जाती है, फिर आपके द्वारा अनुरोधित किसी भी द्वितीयक संचालन—बर्रिंग, मोड़ना, पाउडर कोटिंग या असेंबली के लिए ले जाया जाता है। प्रत्येक चरण प्रसंस्करण समय जोड़ता है लेकिन यह सुनिश्चित करता है कि अंतिम उत्पाद विनिर्देशों को पूरा करे।
- पैकेजिंग और शिपिंग: पूर्ण पार्ट्स को सामग्री और मात्रा के आधार पर उपयुक्त सुरक्षात्मक पैकेजिंग प्राप्त होती है। ट्रैकिंग जानकारी आपके ईमेल पर भेजी जाती है, और आपके पार्ट्स अपने गंतव्य की ओर बढ़ जाते हैं।
यह क्रम तब भी लागू होता है जब आप कस्टम साइनेज, कार्यात्मक प्रोटोटाइप या सजावटी परियोजनाओं के लिए लेजर कट वुड सर्विस का ऑर्डर दे रहे हों। मूल सिद्धांत सामग्री और अनुप्रयोगों के आधार पर स्थिर रहते हैं।
आपके डिज़ाइन सबमिट करने के बाद क्या होता है
एक बार जब आपकी फाइलें सिस्टम में प्रवेश कर जाती हैं, तो प्रशिक्षित तकनीशियन नियंत्रण संभाल लेते हैं। केवल स्पष्ट त्रुटियों को पकड़ने वाले स्वचालित त्वरित-उद्धरण मंचों के विपरीत, मानव समीक्षा उन सूक्ष्म समस्याओं की पहचान करती है जो आपके परिणामों को खराब कर सकती हैं।
एक अच्छा प्रदाता जाँच करता है:
- डुप्लिकेट या ओवरलैपिंग कट लाइन्स जो मशीन समय को दोगुना कर दें
- छेद या बहुत पतले भाग जो कटिंग प्रक्रिया में टिक नहीं पाएंगे
- कट्स के बीच की दूरी सामग्री की स्थिरता के लिए बहुत कम है
- डिज़ाइन तत्व जो मुड़ने या विकृति का कारण बन सकते हैं
यदि समस्याएं मौजूद हैं, तो प्रश्न या सुझावों के साथ ईमेल आने की उम्मीद करें। जैसा कि द्वारा उल्लेखित है NerdBot के वर्कफ़्लो गाइड इस चरण में मामूली परिवर्तन आपके अंतिम उत्पाद की गुणवत्ता में काफी सुधार कर सकते हैं। संशोधन अनुरोधों को बाधाओं के रूप में न देखें—वे बेहतर परिणाम प्राप्त करने के अवसर हैं।
संचार अपेक्षाएं प्रदाता के अनुसार भिन्न होती हैं। ऑनलाइन मंच आमतौर पर 24-48 घंटे के प्रतिक्रिया समय के साथ ईमेल टिकट के माध्यम से संवाद करते हैं। स्थानीय दुकानों में प्रश्नों पर सीधी फोन पहुंच और त्वरित प्रतिक्रिया हो सकती है। देरी से बचने के लिए अपने प्रदाता के पसंदीदा संचार चैनल को पहले स्पष्ट कर लें।
प्रतिवर्तन समय अपेक्षाएं
वास्तव में आपको कितनी देर तक प्रतीक्षा करनी चाहिए? वास्तविक अपेक्षाएं निराशा को रोकती हैं और आपको डाउनस्ट्रीम असेंबली या स्थापना शेड्यूल की योजना बनाने में मदद करती हैं।
अग्रिम समय को बढ़ाने वाले कारक:
- डिज़ाइन जटिलता: सैकड़ों छिद्रों और तंग वक्रों वाले जटिल पैटर्न के लिए मशीन की गति धीमी रखने और कटिंग चक्र लंबा रखने की आवश्यकता होती है।
- सामग्री की उपलब्धता: विदेशी मिश्र धातुओं, असामान्य मोटाई या विशेष प्लास्टिक्स के लिए विशेष आदेश की आवश्यकता हो सकती है। माइल्ड स्टील और एक्रिलिक जैसी मानक सामग्री आमतौर पर स्टॉक से भेजी जाती है।
- वर्तमान उत्पादन कतार: व्यस्त दुकानों में लंबी प्रतीक्षा होती है। उद्योग दिशानिर्देशों के अनुसार, जब समय महत्वपूर्ण हो, तो हमेशा वर्तमान क्षमता के बारे में पूछें।
- फिनिशिंग संचालन: पाउडर कोटिंग, वेल्डिंग, असेंबली और अन्य माध्यमिक प्रक्रियाएं प्रत्येक प्रसंस्करण दिन जोड़ती हैं। केवल कटौती का एक साधारण ऑर्डर उस ऑर्डर की तुलना में तेजी से भेजा जाता है जिसमें कई फिनिशिंग चरणों की आवश्यकता होती है।
- गुणवत्ता आवश्यकताएं: तंग सहिष्णुता वाले भागों के लिए अतिरिक्त निरीक्षण समय की आवश्यकता होती है और बहुआयामी सत्यापन माप की आवश्यकता हो सकती है।
सामान्य लीड टाइम सरल केवल कटौती वाले कार्यों के लिए 3-5 कार्यदिवसों से लेकर फिनिशिंग आवश्यकताओं वाले जटिल भागों के लिए 2-3 सप्ताह तक होता है। त्वरित सेवाएं उपलब्ध हैं लेकिन प्रीमियम मूल्य निर्धारण की मांग करती हैं—कभी-कभी मानक दरों से 50% या अधिक अधिक।
गुणवत्ता आश्वासन प्रथाएं जिनकी आप अपेक्षा कर सकते हैं
प्रतिष्ठित लेजर कटिंग सेवाएं केवल कटिंग और शिपिंग ही नहीं करतीं। वे भागों को सुविधा से बाहर जाने से पहले परिणामों की पुष्टि करतीं हैं।
आयामी सत्यापन: आपकी विशिष्टताओं के अनुसार महत्वपूर्ण आयामों को कैलिपर्स, माइक्रोमीटर या समन्वय मापन मशीनों का उपयोग करके मापा जाता है। इससे यह पुष्टि होती है कि भाग अपने उद्देश्य के अनुसार फिट और कार्य करेंगे।
कटिंग किनारों की गुणवत्ता का निरीक्षण: ऑपरेटर अत्यधिक ड्रॉस, बर्र या ऊष्मा के कारण रंग बदलने जैसी समस्याओं के लिए कटिंग किनारों की जांच करते हैं। साफ किनारे उचित मशीन सेटिंग्स और सामग्री हैंडलिंग का संकेत देते हैं।
दृश्य जाँच: सतह पर खरोंच, सामग्री के दोष और हैंडलिंग के कारण हुए नुकसान को शिपिंग से पहले पकड़ लिया जाता है। जो भाग मानकों पर खरे नहीं उतरते, उन्हें पुनः काटा जाता है या अस्वीकार कर दिया जाता है।
जब पहली बार ऑनलाइन लेजर कटिंग सेवा के साथ काम कर रहे हों, तो बड़ी मात्रा में आदेश देने से पहले एक छोटे परीक्षण बैच का आदेश देने पर विचार करें। इससे यह पुष्टि होती है कि प्रदाता के गुणवत्ता मानक आपकी अपेक्षाओं के अनुसार हैं और बड़े स्तर पर सामग्री का निवेश जोखिम में नहीं डाला जाता।
ऑर्डर-टू-डिलीवरी प्रक्रिया की स्पष्ट समझ के साथ, आप यह जानने के लिए तैयार हैं कि विभिन्न उद्योग लेजर कटिंग तकनीक का उपयोग कैसे करते हैं—और ऐसे अनुप्रयोगों की खोज करें जो आपकी अगली परियोजना के लिए प्रेरणा दे सकते हैं।

उद्योग और अनुप्रयोग जो लेजर कटिंग पर निर्भर करते हैं
अब जब आप समझ गए हैं कि ऑर्डरिंग प्रक्रिया कैसे काम करती है, तो चलिए यह जानें कि वास्तव में क्या संभव है। यह देखकर कि विभिन्न उद्योग औद्योगिक लेजर कटिंग का उपयोग कैसे करते हैं, आपकी अपनी परियोजनाओं के लिए विचार आ सकते हैं—और यह पहचानने में मदद मिल सकती है कि कब यह तकनीक सही विकल्प है। ऑटोमोटिव ब्रैकेट्स से लेकर वास्तुकला फैसेड्स तक, लेजर निर्माण उन लगभग हर क्षेत्र को छूता है जहां सटीकता मायने रखती है।
लेजर द्वारा धातु की कटिंग की बहुमुखी प्रकृति साधारण सपाट भागों से कहीं अधिक आगे तक जाती है। एक्यूरल के उद्योग विश्लेषण के अनुसार लेजर तकनीक ने दर्जनों क्षेत्रों में निर्माण के तरीके को बदल दिया है, जो पहले असंभव था या प्राप्त करने में अत्यधिक समय लगता था। चलिए जानें कि लेजर कट भाग कहां सबसे बड़ा प्रभाव डालते हैं।
ऑटोमोटिव और औद्योगिक अनुप्रयोग
किसी भी आधुनिक वाहन निर्माण सुविधा में जाएं, और आप उत्पादन के लगभग हर चरण में शीट मेटल लेजर कटिंग देखेंगे। मोटर वाहन उद्योग ऐसे घटकों की मांग करता है जो उच्च-मात्रा में दोहराने योग्यता के साथ-साथ कड़े सहिष्णुता को जोड़ते हैं—ठीक वही जो लेजर तकनीक प्रदान करती है।
सामान्य ऑटोमोटिव लेजर कट भागों में शामिल हैं:
- चेसिस ब्रैकेट और माउंटिंग प्लेट: संरचनात्मक घटक जो निलंबन प्रणालियों, इंजन माउंट और बॉडी पैनल को जोड़ते हैं, उन्हें हजारों इकाइयों में सटीक छेद स्थान और सुसंगत आयाम की आवश्यकता होती है।
- बॉडी पैनल और ट्रिम भाग: लाइट्स, वेंट्स और एक्सेस पॉइंट्स के लिए जटिल वक्र और कटआउट साफ किनारों के साथ काटे जाते हैं जो फिनिशिंग कार्य को न्यूनतम करते हैं।
- ऊष्मा रक्षक और एक्जॉस्ट घटक: इन्हें जटिल ज्यामिति के आसपास सटीक फिटमेंट की आवश्यकता होती है और उच्च-तापमान वाली सामग्री को संभालने में सक्षम होना चाहिए।
- आंतरिक ट्रिम और डैशबोर्ड घटक: जटिल पैटर्न और लोगो के साथ सजावटी पैनल लेजर की क्षमता से लाभान्वित होते हैं जो उपकरण बदले बिना विस्तृत डिजाइन काट सकता है।
- विद्युत ब्रैकेट और बैटरी एनक्लोजर: बैटरी हाउसिंग और विद्युत घटकों के माउंटिंग के लिए धातु की चादरों की सटीक लेजर कटिंग पर विशेष रूप से इलेक्ट्रिक वाहन निर्माण निर्भर करता है।
ऑटोमोटिव अनुप्रयोगों को विशेष रूप से दिलचस्प बनाने वाली बात यह है कि लेजर कटिंग अन्य निर्माण प्रक्रियाओं के साथ कैसे एकीकृत होती है। चेसिस और सस्पेंशन प्रणालियों में लेजर-कट घटकों को अक्सर स्टैम्प किए गए भागों के साथ संयोजित किया जाता है। एकल असेंबली में लेजर-कट ब्रैकेट्स को स्टैम्प किए गए स्टील रीइन्फोर्समेंट से वेल्ड किया जा सकता है, फिर पाउडर कोटिंग से पहले अंतिम आकार में मोड़ा जा सकता है।
IATF 16949-प्रमाणित गुणवत्ता और एकीकृत धातु निर्माण क्षमताओं की आवश्यकता वाले निर्माताओं के लिए, पूरक सेवाएं प्रदान करने वाले सहयोगियों को खोजना आवश्यक हो जाता है। शाओयी (निंगबो) मेटल टेक्नोलॉजी लेजर कटिंग सेवाओं के धातु स्टैम्पिंग के साथ पूर्ण ऑटोमोटिव घटक समाधानों के लिए कैसे पूरक होने का प्रदर्शन करते हैं—उनकी 5-दिवसीय त्वरित प्रोटोटाइपिंग और स्वचालित बड़े पैमाने के उत्पादन क्षमताएं उस तरह के एकीकृत निर्माण का प्रतिनिधित्व करती हैं जो ऑटोमोटिव आपूर्ति श्रृंखलाओं को सरल बनाती हैं।
ऑटोमोटिव के अलावा, औद्योगिक अनुप्रयोग एक विशाल सीमा तक फैले हुए हैं:
- कृषि उपकरण: धातु प्लेटें, माउंटिंग ब्रैकेट और मशीन गार्ड जो कठोर परिस्थितियों का सामना करते हैं
- भारी मशीनरीः संरचनात्मक घटक, सुरक्षा आवरण और विनिर्माण उपकरणों के लिए कस्टम फिक्सचर
- ट्यूब लेजर कटिंग सेवाएं: विशेष प्रणाली फ्रेम, रोल केज और संरचनात्मक असेंबली के लिए गोल, चौकोर और आयताकार ट्यूबिंग काटती हैं
इलेक्ट्रॉनिक्स और एन्क्लोज़र निर्माण
इलेक्ट्रॉनिक्स उद्योग लेजर कटिंग सेवाओं का एक अन्य प्रमुख उपभोक्ता है। छोटे आकार की प्रवृत्तियां निरंतर कड़े टॉलरेंस की मांग करती हैं, जबकि तापीय प्रबंधन की आवश्यकता जटिल एन्क्लोजर डिज़ाइन को बढ़ावा देती है।
सामान्य इलेक्ट्रॉनिक्स अनुप्रयोग शामिल हैं:
- उपकरण एन्क्लोजर और चेसिस: सर्वर रैक, नियंत्रण बॉक्स और उपकरण हाउजिंग जिनमें सटीक स्थान पर वेंटिलेशन पैटर्न और माउंटिंग छेद होते हैं
- हीट सिंक और तापीय प्रबंधन घटक: जटिल पंखों के प्रतिरूप जो ऊष्मा अपव्यय के लिए सतह के क्षेत्रफल को अधिकतम करते हैं
- EMI शील्डिंग: सटीक कटे धातु के अवरोध जो विद्युत चुम्बकीय हस्तक्षेप को रोकते हैं
- पीसीबी स्टेंसिल: अत्यंत पतले स्टेनलेस स्टील टेम्पलेट जिनका उपयोग सर्किट बोर्ड निर्माण में सोल्डर पेस्ट लगाने के लिए किया जाता है
- कनेक्टर ब्रैकेट और माउंटिंग हार्डवेयर: छोटे, सटीक घटक जो उपकरणों के भीतर कनेक्टर्स और केबल्स की स्थिति निर्धारित करते हैं
उद्योग विशेषज्ञों के अनुसार, इलेक्ट्रॉनिक्स क्षेत्र घटकों के फिट और कार्यक्षमता में मिलीमीटर के एक अंश का महत्वपूर्ण अंतर होने के कारण सटीक कटिंग क्षमताओं पर भारी निर्भरता रखता है।
रचनात्मक और वास्तुकला उपयोग
औद्योगिक निर्माण के बाहर कदम रखें, और लेजर कटिंग कलात्मक अभिव्यक्ति और वास्तुकला नवाचार के लिए एक उपकरण बन जाती है। यह तकनीक संकेतक, आंतरिक डिजाइन और इमारतों के फैसेड में संभव के क्या है, उसे पुनः परिभाषित कर चुकी है।
संकेतक और ब्रांडिंग अनुप्रयोग:
- आयामी अक्षर: इस्पात, एल्युमीनियम या एक्रिलिक से कटे हुए, ये सपाट ग्राफिक्स के साथ असंभव गहराई और छाया प्रभाव पैदा करते हैं
- प्रकाशित संकेत: बैकलाइटिंग लेज़र-कट इस्पात पैनलों को आकर्षक ब्रांडेड डिस्प्ले में बदल देती है
- सजावटी पैनल: धातु में कस्टम पैटर्न काटने से स्क्रीन, विभाजक और विशेष दीवारें बनती हैं जो प्रकाश को फ़िल्टर करती हैं और स्थानों को परिभाषित करती हैं
- रिसेप्शन डेस्क तत्व: ब्रांडेड पैटर्न और लोगो को सीधे फर्नीचर संरचनाओं में एकीकृत किया गया है
वास्तुकला और आंतरिक डिजाइन अनुप्रयोग:
- भवन फैसेड तत्व: छिद्रित धातु पैनल जो प्रकाश, वेंटिलेशन और दृश्य गोपनीयता को नियंत्रित करते हैं जबकि विशिष्ट सौंदर्य पैदा करते हैं
- रेलिंग और बेलस्ट्रेड: सजावटी धातु का काम जो सुरक्षा कार्य को कलात्मक डिज़ाइन के साथ जोड़ता है
- अंतरिक्ष विभाजक: खड़े होने वाले या छत पर लगे स्क्रीन जो रोशनी को अवरुद्ध किए बिना खुले फर्श के डिज़ाइन को व्यवस्थित करते हैं
- कस्टम फर्नीचर घटक: मेज़ के आधार, अलमारी के ब्रैकेट और सजावटी हार्डवेयर
वास्तुकला अनुप्रयोगों के लिए धातु की चादरों की लेज़र कटिंग में अक्सर कस्टम आरएएल रंगों में पाउडर कोटिंग शामिल होती है, जिससे डिज़ाइनर किसी भी रंग पैलेट से मेल खाते हैं। चूंकि आइकन मॉडर्न टिप्पणियाँ , लगभग कोई भी डिज़ाइन फ़ाइल अपलोड की जा सकती है और कस्टम स्टील तत्वों में परिवर्तित की जा सकती है—ब्रांडिंग से लेकर जटिल सजावटी पैटर्न तक।
प्रोटोटाइपिंग और उत्पाद विकास
शायद कोई भी अनुप्रयोग लेज़र कटिंग के मूल्य को बेहतर ढंग से प्रदर्शित नहीं करता है जितना प्रोटोटाइपिंग करता है। यह तकनीक डिजिटल डिज़ाइन और भौतिक वास्तविकता के बीच के अंतर को लगभग किसी भी विकल्प की तुलना में तेज़ी से पाट देती है।
प्रोटोटाइपिंग लेज़र कटिंग पर क्यों निर्भर करती है:
- गति: कोई टूलिंग की आवश्यकता नहीं होती, जिसका अर्थ है कि CAD फ़ाइल से लेकर भौतिक प्रोटोटाइप तक के भाग कुछ घंटों में, सप्ताहों में नहीं, तैयार हो जाते हैं
- लचीलापन: डिज़ाइन संस्करणों की लागत प्रारंभिक कटौती के समान ही रहती है—बस एक नई फ़ाइल अपलोड करें
- सामग्री की विविधता: उत्पादन-तुल्य सामग्री में आकार और फिट का परीक्षण करें, बजाय 3D-मुद्रित अनुमानों के
- शुद्धता: प्रोटोटाइप आयाम उत्पादन विनिर्देशों से मेल खाते हैं, जिससे विश्वसनीय फिट परीक्षण संभव होता है
सामान्य प्रोटोटाइप अनुप्रयोगों में शामिल हैं:
- कार्यात्मक मॉडल: कार्यात्मक प्रोटोटाइप जो उत्पादन टूलिंग पर जाने से पहले यांत्रिक अवधारणाओं को मान्य करते हैं
- फिट और असेंबली परीक्षण: वास्तविक दुनिया की असेंबली में घटकों के पारस्परिक क्रिया की जाँच करना
- ग्राहक प्रस्तुतियाँ: डिजाइन इरादे को रेंडरिंग्स की तुलना में बेहतर ढंग से प्रस्तुत करने वाले भौतिक नमूने
- छोटे बैच उत्पादन: उत्पादन उपकरण विकसित होने के दौरान निर्माण के लिए सेतु की स्थापना करना
एक्यूरल के अनुसंधान के अनुसार, भागों को त्वरित और सटीक ढंग से उत्पादित करने में लेजर कटिंग की क्षमता अनुसंधान एवं विकास की पुनरावृत्त प्रक्रिया में एक महत्वपूर्ण भूमिका निभाती है, जो नई तकनीकों और उत्पादों के विकास को आगे बढ़ाती है।
लेजर कटिंग का अन्य प्रक्रियाओं के साथ एकीकरण कैसे होता है
कम ही होता है कि लेजर-कट भाग को अतिरिक्त संचालन के बिना सीधे शिप किया जाए। यह समझना कि लेजर कटिंग व्यापक निर्माण कार्यप्रवाह में कैसे फिट बैठती है, आपको पूर्ण परियोजनाओं की योजना बनाने में सहायता करता है।
सामान्य माध्यमिक संचालन में शामिल हैं:
- बेंडिंग और फॉर्मिंग: फ्लैट लेजर-कट ब्लैंक को प्रेस ब्रेक या रोल फॉर्मिंग उपकरण का उपयोग करके त्रि-आयामी आकृतियों में मोड़ा जाता है
- वेल्डिंग और असेंबली: एमआईजी, टीआईजी या स्पॉट वेल्डिंग के माध्यम से कई लेजर-कट घटकों को जटिल असेंबली में जोड़ा जाता है
- थ्रेडिंग और हार्डवेयर सम्मिलन: लेजर द्वारा कटे गए छेदों में थ्रेड या प्रेस-इन फास्टनर लगाए जाते हैं
- सतह फीनिशिंग: पाउडर कोटिंग, पेंटिंग, एनोडाइज़िंग या प्लेटिंग समाप्त भागों की सुरक्षा और सौंदर्य बढ़ाती है
- डिबरिंग और किनारा फिनिशिंग: सुरक्षा या सौंदर्य कारणों से छोटे बर्र निकालना या किनारों को गोल करना
इस एकीकरण क्षमता के कारण लेजर कटिंग आधुनिक निर्माण की मुख्य विशेषता बन जाती है। लेजर कटिंग के साथ-साथ मोड़ने, वेल्डिंग और फिनिशिंग की सेवा प्रदान करने वाला एकल प्रदाता कच्चे कटे भागों के बजाय पूर्ण असेंबली दे सकता है—आपकी आपूर्ति श्रृंखला को सरल बनाता है और समन्वय से जुड़ी परेशानियों को कम करता है।
उद्योगों में लेजर कटिंग की उत्कृष्टता के बारे में इस समझ के साथ, आप यह मूल्यांकन करने के लिए तैयार हैं कि क्या आपकी परियोजना इन सिद्ध अनुप्रयोगों में फिट बैठती है—और अपने डिज़ाइन को जीवंत बनाने के लिए सही प्रदाता का चयन करने के लिए तैयार हैं।
अपनी परियोजना के लिए सही लेजर कटिंग प्रदाता का चयन करना
आपने अनुप्रयोगों का पता लगा लिया है, मूल्य निर्धारण को समझ लिया है, और ऑर्डर देने की प्रक्रिया से आपको क्या उम्मीद है, यह भी जान गए हैं। लेकिन यहाँ वह प्रश्न है जो अंततः आपकी सफलता तय करता है: आप मध्यम स्तर की सेवाओं से उत्कृष्ट धातु लेजर कटिंग सेवाओं को कैसे अलग करते हैं? सैकड़ों प्रदाताओं के साथ जो आपके व्यवसाय के लिए प्रतिस्पर्धा कर रहे हैं—स्थानीय दुकानों से लेकर राष्ट्रव्यापी ऑनलाइन मंचों तक—सही विकल्प चुनने के लिए केवल अंतिम कीमतों की तुलना से अधिक की आवश्यकता होती है।
जिस प्रदाता का आप चयन करते हैं, वह आपकी परियोजना की सफलता या विफलता में एक साझेदार बन जाता है। LS प्रिसिजन मैन्युफैक्चरिंग के अनुसार, गलत आपूर्तिकर्ता का चयन करने से प्रतिबद्धता के बाद ही सामने आने वाले देरी वाले समय-सारणी, गुणवत्ता में असंगति और छिपी लागत जैसे जोखिमों के माध्यम से आपकी परियोजना को खतरे में डाला जाता है। चलिए प्रिसिजन लेजर कटिंग सेवाओं का मूल्यांकन करने के लिए एक व्यावहारिक ढांचा बनाते हैं जो आपके निवेश की रक्षा करे और परिणाम प्रदान करे।
ऑर्डर देने से पहले पूछे जाने वाले आवश्यक प्रश्न
फाइलों को अपलोड करने या उद्धरण का अनुरोध करने से पहले, महत्वपूर्ण जानकारी एकत्र करें जो किसी प्रदाता की वास्तविक क्षमता को उजागर करती है। ये प्रश्न उन गंभीर प्रतियोगियों को अलग करते हैं, जो परियोजना के बीच में ही आपको परेशान कर सकते हैं।
उपकरण और क्षमताएँ:
- आप किस प्रकार के लेजर का उपयोग करते हैं? (धातुओं के लिए फाइबर लेजर उत्कृष्ट हैं; प्लास्टिक और कार्बनिक पदार्थों के लिए CO2 प्रणाली बेहतर काम करती है)
- आपके उपकरण का अधिकतम बिस्तर आकार और सामग्री की मोटाई क्षमता क्या है?
- आपके उपकरण की आयु कितनी है और आपकी रखरखाव अनुसूची क्या है?
- क्या आप मेरे विशिष्ट सामग्री प्रकार और मोटाई के संयोजन को संभाल सकते हैं?
गुणवत्ता और प्रमाणन:
- आपके पास कौन से गुणवत्ता प्रमाणन हैं? (ISO 9001 मूलभूत है; ऑटोमोटिव के लिए IATF 16949 महत्वपूर्ण है; एयरोस्पेस के लिए AS9100)
- आप कितनी आकारिक सहनशीलता की गारंटी दे सकते हैं?
- शिपिंग से पहले आप समाप्त भागों का निरीक्षण कैसे करते हैं?
- क्या आप सामग्री प्रमाणन और परीक्षण रिपोर्ट प्रदान कर सकते हैं?
के अनुसार रेच कॉर्पोरेशन , प्रमाणन केवल कागजी कार्रवाई नहीं हैं—वे गुणवत्ता, सटीकता और उद्योग मानकों के अनुपालन के प्रति प्रतिबद्धता को दर्शाते हैं, जिसका सीधा असर विश्वसनीय परिणामों में देखा जा सकता है। ऑटोमोटिव अनुप्रयोगों के लिए, IATF 16949 प्रमाणन उद्योग की कठोर आवश्यकताओं को पूरा करने वाले उत्पादों को लगातार प्रदान करने की क्षमता को दर्शाता है।
सेवा और समर्थन:
- आपका आम तौर पर उद्धरण प्रतिक्रिया समय क्या है?
- क्या आप निर्माण के लिए डिज़ाइन (DFM) प्रतिक्रिया प्रदान करते हैं?
- तकनीकी प्रश्नों का उत्तर देने की जिम्मेदारी किसके पास है—बिक्री कर्मचारियों या इंजीनियरों के पास?
- यदि मुझे डिज़ाइन में बदलाव की आवश्यकता हो, तो आपकी संशोधन नीति क्या है?
उत्तर यह बताते हैं कि क्या आप एक ऐसे कस्टम धातु लेजर कटिंग साझेदार से निपट रहे हैं जो निर्माण की जटिलता को समझता है या केवल एक मशीन ऑपरेटर जो सॉफ्टवेयर के माध्यम से फ़ाइलें भेज रहा है।
आवश्यक क्षमताएँ बनाम वांछनीय क्षमताएँ
हर सुविधा समान रूप से महत्वपूर्ण नहीं होती। अपने मूल्यांकन को उन क्षमताओं पर केंद्रित करें जो सीधे आपकी परियोजना के परिणामों को प्रभावित करती हैं।
आवश्यक क्षमताएँ:
- आपकी सामग्री के लिए उपयुक्त लेजर प्रौद्योगिकी: धातुओं के लिए फाइबर लेजर, अधातुओं के लिए CO2 — गलत प्रौद्योगिकी का उपयोग खराब परिणाम देता है
- पर्याप्त बिछौने का आकार और मोटाई क्षमता: आपके भागों को उपकरण की सीमाओं के भीतर फिट होना चाहिए
- दस्तावेजीकृत गुणवत्ता प्रक्रियाएँ: आपके भागों के लिए निरीक्षण प्रक्रियाएँ, आकार की पुष्टि और प्रशिक्षणीयता
- स्पष्ट संचार चैनल: संपर्क में रहने वाला व्यक्ति जो तकनीकी प्रश्नों के उत्तर उचित समय सीमा के भीतर दे सके
- पारदर्शी मूल्य: विस्तृत उद्धरण जो सामग्री, कटिंग और परिष्करण लागत को अलग-अलग दिखाएं
- वास्तविक लीड टाइम: ईमानदार डिलीवरी अनुमान जो वर्तमान उत्पादन कतार को ध्यान में रखते हैं
अच्छे-लगने वाले विशेषताएँ:
- त्वरित ऑनलाइन उद्धरण: सुविधाजनक लेकिन अनिवार्य नहीं—स्वचालित प्रणाली द्वारा छोड़ी गई त्रुटियों को अक्सर मैनुअल उद्धरण में पकड़ लिया जाता है
- आंतरिक द्वितीयक संचालन: एक ही छत के नीचे मोड़ना, वेल्डिंग और फिनिशिंग आपकी आपूर्ति श्रृंखला को सुगम बनाता है
- सामग्री सूची: भंडारित सामग्री विशेष आदेश की तुलना में लीड टाइम कम कर देती है
- त्वरित सेवा विकल्प: आपात स्थितियों के लिए मूल्यवान लेकिन आपकी मानक संचालन विधि नहीं होनी चाहिए
- स्थानीय उठाने की उपलब्धता: आसपास के ग्राहकों के लिए शिपिंग लागत और समय बचाता है
अविश्वसनीय प्रदाता के संकेत देने वाले लाल झंडे
कभी-कभी एक प्रदाता जो कुछ भी नहीं कहता, उसके मार्केटिंग वादों से अधिक मायने रखता है। आगे आने वाली समस्याओं के संकेत देने वाले चेतावनी संकेतों पर नज़र रखें।
मूल्य निर्धारण से संबंधित चिंताएँ:
- बाजार दरों की तुलना में काफी कम कीमतें: उद्योग विशेषज्ञों के अनुसार, निम्न-स्तरीय या पुराने उपकरणों का गतिशील प्रदर्शन खराब होता है, जिससे आकार की त्रुटियाँ आती हैं जिनके कारण पूरे बैच को फेंकना पड़ सकता है। वह सस्ती कीमत अक्सर महंगे पुनःकार्य का कारण बनती है।
- अस्पष्ट या समूहित मूल्य निर्धारण: यदि वे प्रत्येक आइटम के क्या शामिल होने की व्याख्या नहीं कर सकते हैं, तो बाद में अप्रत्याशित शुल्कों की उम्मीद करें
- कोई सेटअप शुल्क उल्लेखित नहीं है: सेटअप लागत हर जगह मौजूद होती है—यदि वे घोषित नहीं हैं, तो वे कहीं और छिपे हुए हैं
संचार समस्याएँ:
- धीमे कोट प्रतिक्रिया: अगर कीमत प्राप्त करने में एक सप्ताह लगता है, तो कल्पना कीजिए कि उत्पादन के बीच में समस्या आने पर उत्तरों की प्रतीक्षा कैसे करें
- विशिष्टताओं को संभालने वाले गैर-तकनीकी बिक्री कर्मचारी: आपके और उत्पादन फ़्लोर के बीच गलतफ़हमी महंगी त्रुटियाँ पैदा करती है
- नमूने या संदर्भ प्रदान करने के लिए अनिच्छा: गुणवत्ता प्रदाता अपनी क्षमताओं के सत्यापन का स्वागत करते हैं
क्षमता में अंतर:
- उपकरण विशिष्टताओं पर चर्चा करने के लिए अनिच्छा: प्रतिष्ठित दुकानें गर्व के साथ अपनी मशीनों और क्षमताओं का वर्णन करती हैं
- कोई गुणवत्ता प्रमाणपत्र नहीं: हालांकि हर नौकरी के लिए आईएसओ प्रमाणन की आवश्यकता नहीं होती, गुणवत्ता प्रलेखन का अभाव चिंता का कारण बनता है
- अवास्तविक डिलीवरी वादे: जो आपूर्तिकर्ता असंभव रूप से तेज टर्नअराउंड की गारंटी देते हैं, वास्तविकता सामने आने पर अक्सर समय सीमा छोड़ देते हैं
एलएस प्रिसिजन के अनुसार, सत्यापन की सबसे सरल विधि उनके कारखाने की यात्रा करना या संचालन का वास्तविक समय वीडियो देखना है। उपकरणों की स्थिति, कार्यशाला प्रबंधन और संचालन मानकों का सीधे अवलोकन उनकी वास्तविक क्षमता को दर्शाता है।
स्थानीय सेवाएं बनाम ऑनलाइन प्लेटफॉर्म
"मेरे पास लेजर कटर" या "मेरे पास लेजर कटिंग" खोजने से परिणामों की दो अलग-अलग श्रेणियां प्राप्त होती हैं: पारंपरिक स्थानीय निर्माण दुकानें और राष्ट्रीय बाजारों की सेवा करने वाले ऑनलाइन-प्रथम प्लेटफॉर्म। प्रत्येक दृष्टिकोण विचार करने योग्य वैध लाभ प्रदान करता है।
स्थानीय प्रदाताओं के फायदे
- मुखामुखी संचार: जटिल परियोजनाओं को व्यक्तिगत तकनीकी चर्चाओं का लाभ मिलता है
- तेज शिपिंग: स्थानीय उठाव पारगमन समय और शिपिंग लागत को पूरी तरह से समाप्त कर देता है
- संबंध निर्माण: दीर्घकालिक साझेदारी विश्वास विकसित करती है और अक्सर प्राथमिकता वाले व्यवहार के लिए प्रेरित करती है
- समस्या सुलझाने में आसानी: जब आप दुकान तक गाड़ी चलाकर जा सकते हैं, तो समस्याओं का समाधान तेजी से होता है
- स्थानीय जवाबदेही: समुदाय के भीतर प्रतिष्ठा गुणवत्तापूर्ण सेवा के लिए प्रेरित करती है
ऑनलाइन मंचों के लाभ
- व्यापक क्षमताएँ: राष्ट्रीय मंच अक्सर विशेष उपकरणों में निवेश करते हैं जिनका औचित्य स्थानीय दुकानें नहीं कर पातीं
- प्रतिस्पर्धी मूल्य: उच्च मात्रा से पैमाने के अनुरूप अर्थव्यवस्था संभव होती है जो प्रति भाग लागत को कम करती है
- त्वरित उद्धरण: एक फ़ाइल अपलोड करें, तुरंत मूल्य निर्धारण प्राप्त करें—त्वरित प्रोटोटाइपिंग निर्णय के लिए आदर्श
- 24/7 पहुँच: कार्यदिवस की प्रतीक्षा किए बिना कभी भी ऑर्डर दर्ज करें
- सुसंगत प्रक्रियाएँ: मानकीकृत कार्यप्रवाह से भविष्यसूचक, दोहराए जाने योग्य परिणाम प्राप्त होते हैं
के अनुसार एफएम शीट मेटल , ऑनलाइन सेवाएँ अक्सर स्थानीय कंपनियों की तुलना में तेज और अधिक लागत प्रभावी साबित होती हैं क्योंकि वे आपकी आवश्यकताओं के आधार पर उत्पादन मात्रा को स्केल करने वाली ऑन-डिमांड सेवाएँ प्रदान करती हैं। हालाँकि, एक पूर्ण सेवा कंपनी का चयन करें जो डिज़ाइन से लेकर डिलीवरी तक पूरी उत्पादन प्रक्रिया में आपका मार्गदर्शन करे।
सही विकल्प आपकी प्राथमिकताओं पर निर्भर करता है। क्या आपको कल प्राप्त करने के लिए जल्दबाजी में लेजर एचिंग सेवाएँ 'नियर मी' चाहिए? तो स्थानीय सेवा बेहतर है। मानक विनिर्देशों के साथ 500 समान ब्रैकेट ऑर्डर कर रहे हैं? ऑनलाइन प्लेटफॉर्म संभावित रूप से बेहतर मूल्य और तेज टर्नअराउंड प्रदान करते हैं।
प्रोटोटाइप और उत्पादन पर विचार
आपके मूल्यांकन मानदंड इस बात पर निर्भर करने चाहिए कि क्या आप प्रोटोटाइप विकसित कर रहे हैं या उत्पादन मात्रा चला रहे हैं।
प्रोटोटाइप के लिए प्राथमिकता दें:
- गति और लचीलापन: छोटी मात्रा में त्वरित टर्नअराउंड और आसान डिज़ाइन पुनरावृत्ति
- DFM प्रतिक्रिया: इंजीनियर जो उत्पादन उपकरणों पर निर्णय लेने से पहले निर्माण संबंधी समस्याओं की पहचान करें
- कम न्यूनतम: अत्यधिक सेटअप शुल्क के बिना एकल-टुकड़ा ऑर्डर
- सामग्री की विविधता: अलग-अलग दृष्टिकोणों का परीक्षण करने के लिए कई विकल्पों तक पहुँच
उत्पादन चक्र के लिए प्राथमिकता दें:
- स्थिर गुणवत्ता: सांख्यिकीय प्रक्रिया नियंत्रण और दस्तावेजीकृत निरीक्षण प्रक्रियाएँ
- क्षमता और स्केलेबिलिटी: आपकी मात्रा को देरी के बिना संभालने के लिए उपकरण और कर्मचारी
- लागत प्रभावीता: आपके मात्रा स्तरों पर प्रति-टुकड़ा मूल्य निर्धारण में प्रतिस्पर्धी
- आपूर्ति श्रृंखला एकीकरण: द्वितीयक संचालन, किटिंग या जस्ट-इन-टाइम डिलीवरी को संभालने की क्षमता
एकीकृत विनिर्माण भागीदारों का मूल्यांकन करना
जिन निर्माताओं को प्रमाणित गुणवत्ता और पूरक धातु निर्माण क्षमताओं की आवश्यकता होती है, उनके लिए मूल्यांकन केवल कटाई तक सीमित नहीं रहता। सर्वश्रेष्ठ भागीदार ऐसी सेवाएं प्रदान करते हैं जो आपकी पूर्ण उत्पादन आवश्यकताओं को समेटती हैं।
उन प्रदाताओं को ढूंढें जो प्रदान करते हैं:
- बहुल निर्माण प्रक्रियाएं: लेजर कटिंग के साथ-साथ एक ही छत के नीचे स्टैम्पिंग, बेंडिंग, वेल्डिंग और असेंबली
- विस्तृत डीएफएम समर्थन: उत्पादन शुरू होने से पहले आपके डिज़ाइन को उत्पादन के अनुकूल बनाने के लिए इंजीनियरिंग संसाधन
- विशाल उत्पादन के साथ-साथ त्वरित प्रोटोटाइपिंग: उस क्षमता के साधन जो आपकी पूर्ण उत्पादन प्रक्रिया में अवधारणा के मान्यन से लेकर पूर्ण-पैमाने के विनिर्माण तक सहायता करते हैं
- उद्योग-विशिष्ट प्रमाणन: IATF 16949 ऑटोमोटिव के लिए, AS9100 एयरोस्पेस के लिए, ISO 13485 मेडिकल डिवाइस के लिए
एकीकृत विनिर्माण भागीदारों का मूल्यांकन करते समय, प्रतिक्रियाशीलता क्षमता के समान ही महत्वपूर्ण होती है। 12 घंटे में उद्धरण प्रस्तुत करना और 5 दिन में त्वरित प्रोटोटाइप बनाने जैसे मानक—जिन्हें " शाओयी (निंगबो) मेटल टेक्नोलॉजी " जैसी कंपनियों द्वारा बनाए रखा जाता है—इंगित करते हैं कि सेवा-उन्मुख संचालन है जो आपूर्ति श्रृंखला की तत्कालता को समझता है। उनका व्यापक DFM समर्थन और IATF 16949 प्रमाणन एकीकृत दृष्टिकोण का प्रदर्शन करता है जो ऑटोमोटिव विनिर्माण कार्यप्रवाह को अनुकूलित करता है।
लक्ष्य सबसे सस्ते प्रदाता या सबसे आकर्षक वेबसाइट वाले को ढूंढना नहीं है। यह एक ऐसे साझेदार की पहचान करना है जिसकी क्षमताएँ, गुणवत्ता मानक और सेवा दर्शन आपकी परियोजना आवश्यकताओं के अनुरूप हों। दावों की पुष्टि करने, नमूने मांगने और विस्तृत प्रश्न पूछने में समय लें। प्रदाता के मूल्यांकन में किया गया प्रारंभिक निवेश सफल परियोजनाओं और दीर्घकालिक विनिर्माण संबंधों के माध्यम से लाभ देता है।
लेजर कटिंग सेवाओं के बारे में अक्सर पूछे जाने वाले प्रश्न
1. लेजर कटिंग की आमतौर पर लागत क्या होती है?
लेजर कटिंग सेवाओं के लिए आमतौर पर मशीन समय के प्रति घंटे 50 डॉलर से 150 डॉलर शुल्क लगता है। आपकी अंतिम लागत आपके सामग्री के प्रकार और मोटाई, कुल कटिंग लंबाई, डिज़ाइन की जटिलता, पियर्स की संख्या और ऑर्डर की मात्रा पर निर्भर करती है। सेटअप शुल्क आमतौर पर प्रति नौकरी 25 डॉलर से 75 डॉलर के बीच होता है। सरल भागों के लिए, प्रति भाग लागत 5 डॉलर से 50 डॉलर के बीच रहती है, जबकि फिनिशिंग आवश्यकताओं वाले जटिल डिज़ाइन काफी अधिक लागत वाले हो सकते हैं। बड़ी मात्रा में ऑर्डर करने से प्रति इकाई मूल्य में भारी कमी आती है क्योंकि निश्चित सेटअप लागत अधिक भागों में वितरित हो जाती है।
2. लेजर कटिंग लागत की गणना कैसे की जाती है?
लेजर कटिंग लागत इस सूत्र का अनुसरण करती है: अंतिम मूल्य, सामग्री लागत, परिवर्तनशील लागत और निश्चित लागत के योग को लाभ मार्जिन से गुणा करने पर प्राप्त होता है। प्रमुख परिवर्तनशील लागत मशीन समय है, जो कुल कट दूरी और पियर्स गणना पर आधारित होती है। सामग्री की मोटाई कटिंग गति और लागत को घातीय रूप से प्रभावित करती है। डिज़ाइन की जटिलता मशीन की धीमी गति को बाध्य करती है, जिससे समय बढ़ जाता है। अधिकांश प्रदाता रैखिक इंच या मीटर में कट लंबाई की गणना करते हैं, फिर उसे सामग्री-विशिष्ट दरों से गुणा करते हैं। जल्दबाज़ी वाले ऑर्डर, फिनिशिंग ऑपरेशन और कड़े सहिष्णुता प्रत्येक आधारभूत कटिंग लागत में प्रीमियम जोड़ते हैं।
3. लेजर कटिंग सेवा की कीमत कितनी है?
लेजर कटिंग सेवा की कीमत आपके प्रोजेक्ट की विशिष्टताओं के आधार पर अलग-अलग हो सकती है। साधारण एक्रिलिक भागों की कीमत प्रत्येक $10 से $30 तक हो सकती है, जबकि सटीक स्टेनलेस स्टील घटकों की कीमत $50 से $200 या उससे अधिक तक हो सकती है। SendCutSend जैसे ऑनलाइन मंच त्वरित उद्धरण प्रदान करते हैं, जो आमतौर पर कट की लंबाई और सामग्री की लागत के आधार पर शुल्क लगाते हैं। पारंपरिक निर्माण दुकानें मैन्युअल रूप से उद्धरण देती हैं और उत्पादन मात्रा के लिए प्रति भाग कम दरें प्रदान कर सकती हैं। हमेशा उद्धरणों की तुलना सावधानी से करें क्योंकि कुछ में सामग्री शामिल होती है जबकि अन्य स्टॉक के लिए अलग से शुल्क लगाते हैं।
4. लेजर कटिंग सेवाएँ कौन से फ़ाइल प्रारूप स्वीकार करती हैं?
अधिकांश लेजर कटिंग सेवाएं DXF फ़ाइलों को उद्योग मानक के रूप में स्वीकार करती हैं क्योंकि उनमें प्रभाव के बिना शुद्ध वेक्टर डेटा होता है। एडोब इलस्ट्रेटर AI फ़ाइलें कट और स्कोर लाइनों के लिए विशिष्ट रंग कोडिंग के साथ अच्छी तरह से काम करती हैं। वेब-आधारित अपलोड पोर्टल के लिए SVG फ़ाइलें उपयुक्त होती हैं। EPS फ़ाइलें अभी भी संगत हैं हालांकि कम आम हैं। कुछ सेवाएं एम्बेडेड वेक्टर के साथ PDF फ़ाइलें स्वीकार करती हैं। गुदगुदी (एनग्रेविंग) ऑपरेशन के लिए, JPEG फ़ाइलें काम करती हैं लेकिन कटिंग पथ नहीं बना सकतीं। जमा करने से पहले हमेशा पाठ को आउटलाइन में परिवर्तित करें, डुप्लिकेट लाइनों को हटा दें और आयामों को सत्यापित करें।
5. लेजर कटिंग के लिए कौन सी सामग्री का उपयोग किया जा सकता है?
लेजर कटिंग तीन मुख्य सामग्री श्रेणियों को संभालती है। धातुओं में 25 मिमी तक कार्बन स्टील, 20 मिमी तक स्टेनलेस स्टील, 15 मिमी तक एल्युमीनियम और ब्रास या तांबा 10 मिमी तक फाइबर लेजर का उपयोग करके शामिल हैं। एक्रिलिक, डेल्रिन और पॉलिएस्टर जैसे प्लास्टिक CO2 लेजर के साथ साफ-सुथरे ढंग से कटते हैं। विशेष सामग्री में प्राकृतिक लकड़ी, प्लाईवुड, कपड़े और वेजिटेबल-टैन्ड लेदर शामिल हैं। सुरक्षा खतरों के कारण पीवीसी (जो जहरीली क्लोरीन गैस छोड़ता है), एबीएस (जो साइनाइड उत्पन्न करता है), मोटा पॉलीकार्बोनेट, क्रोम-टैन्ड लेदर और फाइबरग्लास से बचें।