 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

सीएनसी मशीनिंग को समझें: डिजिटल डिज़ाइन से लेकर तैयार भाग तक
आधुनिक निर्माण के लिए सीएनसी मशीनिंग का वास्तविक अर्थ क्या है
क्या आपने कभी सोचा है कि आपकी कंप्यूटर स्क्रीन पर एक डिजिटल डिज़ाइन कैसे एक परिशुद्ध धातु के भाग में बदल जाता है, जिसे आप अपने हाथ में पकड़ सकते हैं? इसका उत्तर एक ऐसी तकनीक में छुपा है, जिसने लगभग हर उद्योग को चुपचाप क्रांतिकारी रूप से बदल दिया है, जिसकी आप कल्पना कर सकते हैं।
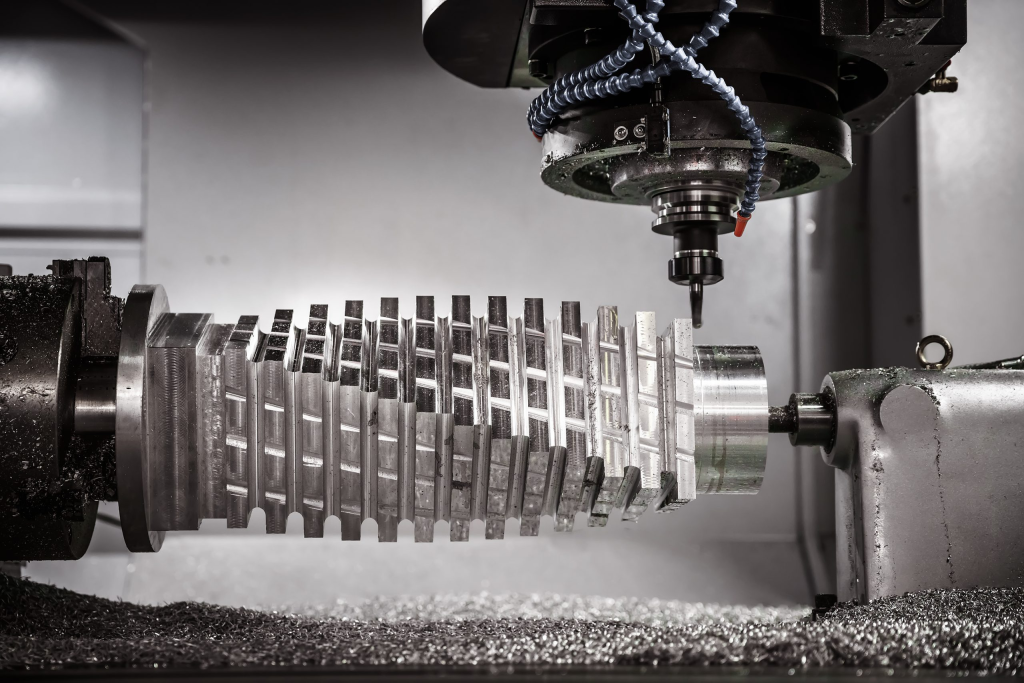
तो, सीएनसी क्या है? इसके मूल में, सीएनसी की परिभाषा सरल है: सीएनसी का अर्थ है कंप्यूटर न्यूमेरिकल कंट्रोल यह तकनीक कंप्यूटरीकृत प्रणालियों का उपयोग करती है जो मशीन उपकरणों को अत्यधिक परिशुद्धता के साथ निर्देशित करती हैं, और स्वचालित कटिंग, ड्रिलिंग और आकार देने के संचालन के माध्यम से कच्ची सामग्री को अंतिम घटकों में परिवर्तित करती है। मैनुअल मशीनिंग के विपरीत, जहाँ ऑपरेटर प्रत्येक गति को नियंत्रित करने के लिए हैंडव्हील घुमाते हैं, सीएनसी मशीनें जटिल संचालनों को अद्वितीय स्थिरता के साथ निष्पादित करने के लिए डिजिटल निर्देशों का अनुसरण करती हैं।
सी.एन.सी. का अर्थ तब स्पष्ट हो जाता है जब आप प्रक्रिया को समझ लेते हैं। एक कंप्यूटर प्रोग्राम, जो जी-कोड नामक मानकीकृत भाषा में लिखा गया है, मशीन को बिल्कुल यह बताता है कि कैसे चलना है, इसके कटिंग उपकरणों को कितनी तेज़ी से घुमाना है, और सटीक रूप से कहाँ से सामग्री को हटाना है। परिणाम? ±0.001 इंच की सीमा के भीतर निर्मित भाग—जो एक मानव बाल की मोटाई के लगभग एक सत्तरवें हिस्से के बराबर है।
सीएनसी मशीनिंग कल्पना और वास्तविकता के बीच के अंतर को पाटती है, डिजिटल डिज़ाइनों की सटीक ज्यामिति को ऐसे भौतिक भागों में बदलती है जिनकी सटीकता हाथ से की गई विधियों द्वारा प्राप्त नहीं की जा सकती।
डिजिटल ब्लूप्रिंट से भौतिक वास्तविकता
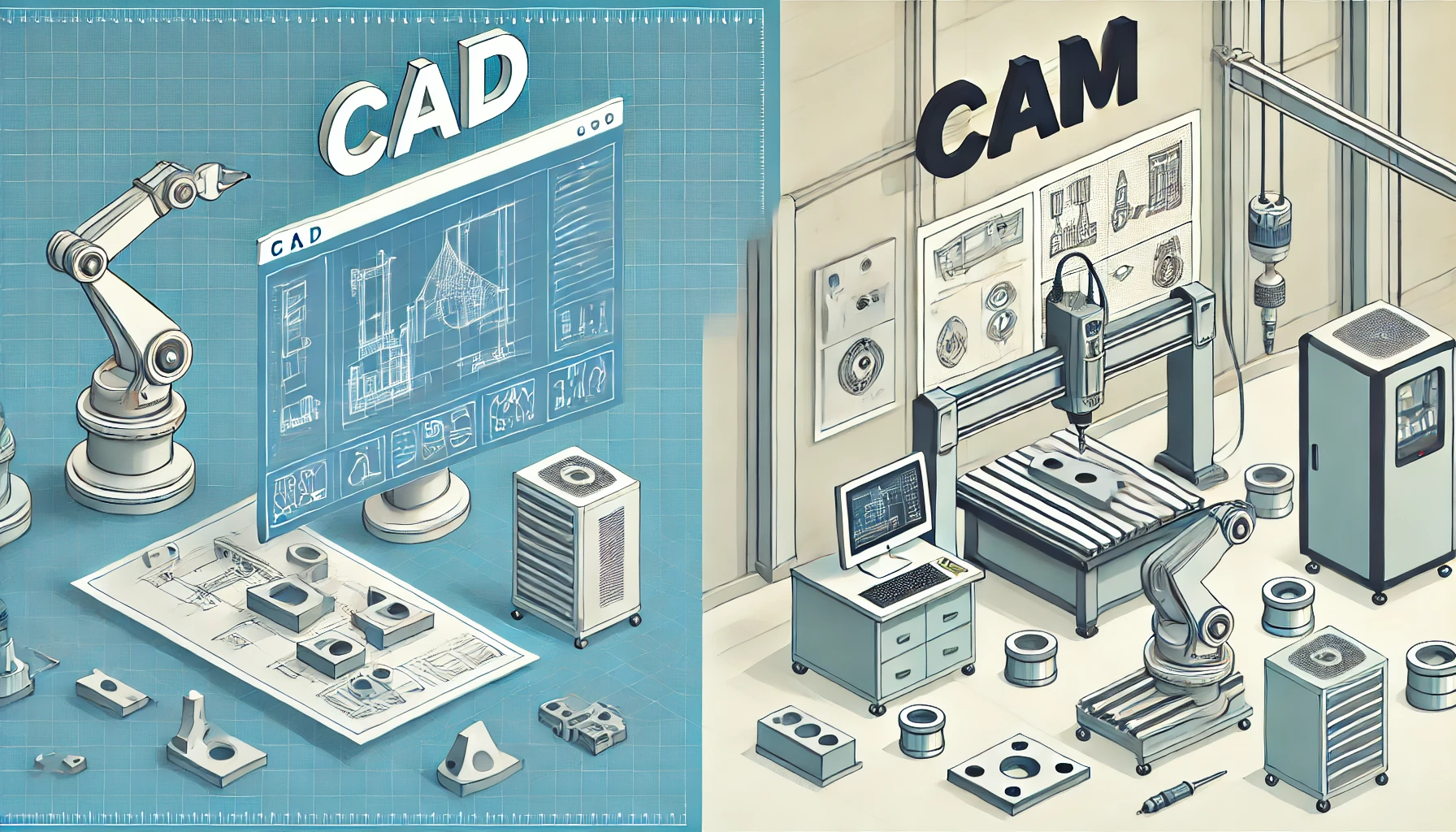
कल्पना कीजिए कि आप अपने कंप्यूटर पर एक जटिल एयरोस्पेस घटक की डिज़ाइन कर रहे हैं। प्रत्येक वक्र, प्रत्येक छिद्र, प्रत्येक सटीक आयाम डेटा के रूप में मौजूद है। सीएनसी (CNC) प्रौद्योगिकि उस डिजिटल नीलामान को लेती है और उसे स्पर्शनीय बना देती है। यह प्रक्रिया कंप्यूटर-सहायता प्राप्त डिज़ाइन (CAD) सॉफ़्टवेयर के साथ शुरू होती है, जहाँ इंजीनियर विस्तृत 3D मॉडल बनाते हैं। फिर ये मॉडल कंप्यूटर-सहायता प्राप्त निर्माण (CAM) सॉफ़्टवेयर के माध्यम से गुज़रते हैं, जो मशीन को आवश्यक विशिष्ट निर्देश उत्पन्न करता है।
वास्तविक निर्माण प्रक्रिया के लिए सीएनसी (CNC) का क्या अर्थ है? इसका अर्थ है कि एक घूर्णन करता हुआ काटने वाला औजार, जो कंप्यूटर के निर्देशों के अनुसार सर्वो मोटर्स द्वारा नियंत्रित होता है, धीरे-धीरे एक ठोस ब्लॉक से सामग्री को हटाता है, जब तक कि आपका भाग तैयार नहीं हो जाता। यह घटात्मक निर्माण दृष्टिकोण एल्यूमीनियम, स्टील और टाइटेनियम जैसी धातुओं के साथ-साथ प्लास्टिक और कॉम्पोजिट्स के साथ काम करता है।
कंप्यूटर-नियंत्रित निर्माण क्रांति
सीएनसी का अर्थ समझना यह स्पष्ट करता है कि आधुनिक उत्पादन में यह प्रौद्योगिकी क्यों प्रभुत्व स्थापित करती है। आपकी कार में इंजन घटकों से लेकर ऑपरेटिंग रूम में सर्जिकल उपकरणों तक, सीएनसी-मशीन किए गए भाग सर्वत्र पाए जाते हैं। एयरोस्पेस उद्योग इस सटीकता पर निर्भर करता है ताकि सुरक्षा-महत्वपूर्ण विमान घटकों का निर्माण किया जा सके। चिकित्सा उपकरण निर्माता इस पर ऐसे प्रत्यारोपणों के निर्माण के लिए निर्भर करते हैं जो पूर्णतः फिट होने चाहिए। यहाँ तक कि उपभोक्ता इलेक्ट्रॉनिक्स उत्पादों में भी कंप्यूटर संख्यात्मक नियंत्रण के माध्यम से निर्मित सटीक घटक शामिल होते हैं।
विनिर्माण विशेषज्ञों के अनुसार, सीएनसी मशीनें न्यूनतम मानव हस्तक्षेप के साथ लगातार कार्य कर सकती हैं, जिससे उत्पादकता में काफी वृद्धि होती है, जबकि स्थिर गुणवत्ता बनाए रखी जाती है। प्रत्येक भाग अपने पूर्ववर्ती का लगभग सटीक प्रतिकृति होता है—यह पुनरावृत्तिशीलता का स्तर जटिल घटकों के द्रव्यमान उत्पादन को केवल संभव ही नहीं, बल्कि आर्थिक रूप से व्यवहार्य भी बना देता है।
चाहे आप कोई इंजीनियर हों जो निर्माण विकल्पों का पता लगा रहे हों, कोई व्यवसाय मालिक हों जो उत्पादन विधियों पर विचार कर रहे हों, या केवल यह जानने के लिए उत्सुक हों कि चीज़ें कैसे बनाई जाती हैं—इस प्रौद्योगिकी को समझना बुद्धिमान डिज़ाइन निर्णयों और अधिक कुशल उत्पादन रणनीतियों के लिए दरवाज़े खोलता है।

आवश्यक सीएनसी मशीन प्रकार और उनकी अद्वितीय क्षमताएँ
अब जब आप समझ गए हैं कि कंप्यूटर संख्यात्मक नियंत्रण (CNC) का क्या अर्थ है, तो आप शायद यह सोच रहे होंगे: वास्तव में कौन-सी मशीन भागों को बनाती है? सभी सीएनसी उपकरण एक ही तरह से काम नहीं करते। कुछ समतल सतहों और जटिल कैविटीज़ (गड्ढों) के निर्माण में उत्कृष्टता प्रदर्शित करते हैं, कुछ गोल शाफ्टों और बेलनाकार घटकों के उत्पादन के दौरान शानदार प्रदर्शन करते हैं, और कुछ अन्य मुलायम सामग्री की बड़ी शीट्स को तेज़ी और दक्षता के साथ संसाधित करते हैं।
चुनना आपकी परियोजना के लिए सही सीएनसी मशीन गुणवत्ता, लागत और नेतृत्व समय को सीधे प्रभावित करती है। आइए तीन मूलभूत प्रकारों का पता लगाएँ जिनका आपको सबसे अधिक अनुभव होगा: मिलिंग मशीनें, लैथ और राउटर।
मिलिंग मशीनें और उनकी कटिंग क्षमताएँ
सीएनसी मिल (CNC mill) को सटीक निर्माण में सबसे बहुमुखी कार्यशील मशीन माना जाता है। ये मशीनें घूर्णन करने वाले कटिंग टूल्स का उपयोग करती हैं, जो एक स्थिर कार्य-टुकड़े (workpiece) से सामग्री को हटाने के लिए कई अक्षों के अनुदिश गति करते हैं। एक ड्रिल प्रेस की कल्पना करें, जिसमें कटिंग के दौरान पार्श्व, अग्र और पश्च दिशा में गति करने की क्षमता हो—यह मिलिंग का सबसे सरल रूप है।
सीएनसी मिल निम्नलिखित के निर्माण में उत्कृष्ट प्रदर्शन करती हैं:
- समतल सतहें और सटीक फलक
- स्लॉट, पॉकेट और चैनल
- जटिल 3D कंटूर और मूर्तिकार्य सतहें
- ड्रिल किए गए और थ्रेड किए गए छिद्र
- गियर प्रोफाइल और जटिल ज्यामितीय आकृतियाँ
मिलिंग मशीनों को विशेष रूप से मूल्यवान बनाने वाला क्या है? ये कठिन सामग्रियों को अत्यंत प्रभावी ढंग से संसाधित कर सकती हैं। स्टेनलेस स्टील, टाइटेनियम, कठोरित टूल स्टील और इंजीनियरिंग प्लास्टिक्स सभी सीएनसी मिल पर अत्यंत सुंदर ढंग से संसाधित होते हैं। अनुसार, सीएनसी कुकबुक का व्यापक मार्गदर्शिका इन मशीनों की व्यवस्था सरल 2-अक्ष विन्यास से लेकर उन्नत 5-अक्ष या यहाँ तक कि 6-अक्ष तक की प्रणालियों तक होती है, जो लगभग किसी भी कोण से भागों के संसाधन की क्षमता रखती हैं।
आपको मिलिंग कब चुननी चाहिए? यदि आपके भाग में समतल सतहें, जेबें, धागे (थ्रेड्स), या जटिल 3D आकृतियाँ हैं—और विशेष रूप से यदि वे कठोर धातुओं से निर्मित हैं—तो सीएनसी मिल आपका सबसे अच्छा विकल्प होने की संभावना है।
घूर्णन परिशुद्धता वाले भागों के लिए लेथ
सीएनसी लेथ का कार्य सिद्धांत मिलिंग से मौलिक रूप से भिन्न होता है। इसमें काटने वाले उपकरण को घुमाने के बजाय, मशीन उच्च गति पर कार्य-टुकड़े (वर्कपीस) को घुमाती है, जबकि एक स्थिर काटने वाला उपकरण उसे आकार देता है। यह दृष्टिकोण लेथ को बेलनाकार, शंक्वाकार या गोलाकार भागों के उत्पादन के लिए आदर्श बनाता है, जिनमें अत्यधिक घूर्णन सममिति होती है।
इन घटकों के बारे में सोचें:
- शाफ्ट और स्पिंडल
- बुशिंग और बेयरिंग
- धागेदार फास्टनर और फिटिंग्स
- पुली और पहिये
- घुमाए गए हैंडल और नॉब
सीएनसी लेथ संचालनों में टर्निंग (व्यास को कम करना), फेसिंग (समतल सिरों का निर्माण), बोरिंग (आंतरिक छिद्रों का आकार बढ़ाना), थ्रेडिंग और ग्रूविंग शामिल हैं। अधिकांश मानक लेथ दो अक्षों पर काम करते हैं: Z-अक्ष कार्य-टुकड़े की लंबाई के अनुदिश गति को नियंत्रित करता है, जबकि X-अक्ष काटने वाले उपकरण को कार्य-टुकड़े की केंद्र रेखा की ओर या उससे दूर ले जाता है।
एक लेथ का उपयोग कब सबसे अधिक उपयुक्त होता है? जब भी आपका भाग मुख्य रूप से गोल या बेलनाकार हो। ऑटोमोटिव ड्राइवशाफ्ट, एयरोस्पेस फिटिंग्स, प्लंबिंग घटक, और चिकित्सा प्रत्यारोपण शाफ्ट सभी CNC टर्निंग की गति और सटीकता से लाभान्वित होते हैं।
मुलायम सामग्री और बड़े कार्य-टुकड़ों के लिए CNC राउटर
यदि आपको लकड़ी, प्लास्टिक, फोम, कंपोजिट्स या एल्युमीनियम शीट स्टॉक को मशीन करने की आवश्यकता है, तो एक लकड़ी की CNC मशीन या सामान्य उद्देश्य की CNC राउटर टेबल अक्सर मिल की तुलना में अधिक व्यावहारिक सिद्ध होती है। राउटर उच्च-गति स्पिंडल और प्रतिस्थापन योग्य बिट्स का उपयोग करते हैं ताकि समतल शीट सामग्रियों से जटिल 2D और 2.5D डिज़ाइनों को काटा जा सके।
सामान्य राउटर अनुप्रयोगों में शामिल हैं:
- साइनबोर्ड और सजावटी पैनल
- अलमारी के घटक और फर्नीचर के भाग
- प्लास्टिक एनक्लोज़र और प्रदर्शनियाँ
- फोम प्रोटोटाइप और पैकेजिंग
- एल्युमीनियम नामपट्टिकाएँ और हल्के संरचनात्मक भाग
सीएनसी राउटर्स में आमतौर पर मिलिंग मशीनों की तुलना में बड़े कार्य क्षेत्र होते हैं, जिससे वे सामग्री की पूरी शीट्स को संसाधित करने के लिए आदर्श हो जाते हैं। इन्हें सीधे कटिंग ऑपरेशन के लिए सेट करना और संचालित करना भी आमतौर पर अधिक त्वरित होता है। हालाँकि, ये मिलिंग मशीनों की तुलना में कुछ सटीकता का त्याग करते हैं—यह एक समझौता है जो कई अनुप्रयोगों के लिए पूरी तरह स्वीकार्य है।
मशीन प्रकारों की तुलना एक नज़र में
अपनी मूल विशेषताओं की एक-दूसरे के साथ तुलना करने पर सही मशीन का चयन करना आसान हो जाता है:
| मशीन प्रकार | प्राथमिक गति | सबसे अच्छे सामग्री | विशिष्ट अनुप्रयोग | शुद्धता स्तर |
|---|---|---|---|---|
| सीएनसी मिल | घूर्णन करने वाला कटर स्थिर कार्य-टुकड़े के विरुद्ध गति करता है | इस्पात, स्टेनलेस स्टील, टाइटेनियम, एल्युमीनियम, कठोर प्लास्टिक्स | एयरोस्पेस घटक, फॉर्म, इंजन ब्लॉक, जटिल ब्रैकेट्स | बहुत उच्च (±0.001" प्राप्त करना संभव है) |
| सीएनसी लेथ | कार्य-टुकड़ा स्थिर कटिंग उपकरण के विरुद्ध घूमता है | धातुएँ, प्लास्टिक्स, सिलेंड्रिकल ज्यामिति वाले कंपोजिट्स | शाफ्ट्स, फिटिंग्स, बुशिंग्स, थ्रेडेड घटक, पुलियाँ | बहुत उच्च (±0.001" प्राप्त करना संभव है) |
| सीएनसी राउटर | उच्च-गति वाला स्पिंडल समतल शीट स्टॉक पर गति करता है | लकड़ी, प्लास्टिक, फोम, एल्युमीनियम, कंपोजिट्स | साइनेज, कैबिनेट्री, प्रोटोटाइप्स, सजावटी पैनल, एनक्लोज़र्स | मध्यम से उच्च (आमतौर पर ±0.005" ) |
मुख्य निष्कर्ष क्या है? अपने भाग की ज्यामिति और सामग्री के अनुसार मशीन का चयन करें। सीएनसी मिल्स कठोर धातुओं में जटिल प्रिज़्मैटिक आकृतियों को संसाधित करने में सक्षम होते हैं। जब घूर्णन सममिति महत्वपूर्ण होती है, तो लैथ्स प्रभुत्व स्थापित करते हैं। राउटर्स नरम सामग्रियों और बड़े समतल कार्य-टुकड़ों के लिए गति और आर्थिकता प्रदान करते हैं। इन अंतरों को समझना आपको निर्माण साझेदारों के साथ प्रभावी ढंग से संवाद करने और अपने उत्पादन दृष्टिकोण के बारे में सूचित निर्णय लेने में सहायता करता है।
निश्चित रूप से, मशीन का प्रकार समीकरण में केवल एक कारक है। आपकी मशीन जितने अक्षों पर काम करती है, उतना ही अधिक ज्यामितियाँ आप प्राप्त कर सकते हैं—यह विषय गहन जांच के योग्य है।
3-अक्ष से 5-अक्ष तक बहु-अक्ष संसाधन की व्याख्या
जटिल लगता है? इसे समझने का एक सरल तरीका यहाँ दिया गया है: अक्ष (एक्सिस) निर्धारित करते हैं कि आपका कटिंग टूल कार्य-टुकड़े (वर्कपीस) के पास कितनी दिशाओं से पहुँच सकता है। अधिक अक्षों का अर्थ है जटिल आकृतियाँ बनाने के लिए अधिक स्वतंत्रता—लेकिन साथ ही उच्चतर जटिलता और लागत भी। इस प्रगति को समझना आपको अपनी वास्तविक भाग-आवश्यकताओं के अनुरूप मशीन क्षमता का चयन करने में सहायता करता है, बिना अतिरिक्त व्यय किए।
चाहे आप एक साधारण ब्रैकेट के लिए सीएनसी मिलिंग का अन्वेषण कर रहे हों या सटीक बेलनाकार विशेषताओं के लिए सीएनसी टर्निंग का विचार कर रहे हों, अक्षों की संख्या मौलिक रूप से यह निर्धारित करती है कि क्या संभव है।
एक्स, वाई और जेड गति की आधारभूत समझ
गणित की कक्षा से मानक निर्देशांक प्रणाली की कल्पना करें। एक्स-अक्ष बाएँ से दाएँ चलता है, वाई-अक्ष सामने से पीछे की ओर फैलता है, और जेड-अक्ष ऊपर से नीचे की ओर गति करता है। एक 3-अक्ष सीएनसी मिलिंग मशीन इन तीन रैखिक दिशाओं के अनुदिश कार्य करती है—इससे अधिक या कम कुछ भी नहीं।
जब आप एक 3-अक्ष संचालन करते हैं, तो कटिंग टूल इन तलों पर गति करता है, जबकि कार्य-टुकड़ा मेज़ पर स्थिर रहता है। फिक्टिव के मशीनिंग गाइड के अनुसार, यह विन्यास सीधे-साधे कार्यों में उत्कृष्ट प्रदर्शन करता है: तीव्र किनारों को काटना, छिद्रण करना, बोरिंग करना, स्लॉट्स को मिलिंग करना, और समतल सतहें बनाना।
आप एक 3-अक्ष मशीन पर वास्तव में क्या उत्पादित कर सकते हैं?
- समतल पैनल और समतल सतहें
- सरल ब्रैकेट और माउंटिंग प्लेट्स
- किसी अक्ष के साथ संरेखित छिद्रित और थ्रेडेड छिद्र
- मूलभूत पॉकेट्स और चैनल
- स्वचालन के लिए सीधे-साधे यांत्रिक घटक
सीमा क्या है? आपका कटिंग टूल केवल ऊपर से ही प्रवेश कर सकता है। आपके भाग के पार्श्व या नीचे की ओर कोई भी विशेषता प्राप्त करने के लिए कार्य-टुकड़े को मैन्युअल रूप से पुनः स्थापित करने की आवश्यकता होती है—जिससे सेटअप समय बढ़ जाता है और संरेखण त्रुटियों की संभावना भी उत्पन्न हो जाती है। अंडरकट, वक्र सतहों, या संयुक्त कोणों पर स्थित विशेषताओं वाले भागों के लिए, 3-अक्ष सीएनसी मिलिंग मशीनें अपर्याप्त सिद्ध होती हैं।
4-अक्ष मशीनिंग के साथ घूर्णन क्षमता को जोड़ना
कल्पना कीजिए कि आपका कार्य-टुकड़ा जब काटने वाले औजार काम कर रहा हो, तब घूम सकता है। यही बात एक 4-अक्ष मशीन प्रदान करती है। चौथा अक्ष—आमतौर पर A-अक्ष कहलाता है—X-अक्ष के चारों ओर घूर्णन जोड़ता है, जिससे मशीन को किसी भाग के कई पक्षों तक पहुँचने की अनुमति मिलती है, बिना किसी मैनुअल पुनः स्थितिकरण के।
यह अतिरिक्त घूर्णन क्षमता उन ज्यामितियों के लिए दरवाज़े खोलती है जिन्हें अन्यथा कई सेटअप की आवश्यकता होती। सीएनसी कुकबुक के नोट्स कि 4-अक्ष उपकरणों का उपयोग करने वाले निर्माता एकल फिक्सचर में कोणीय विशेषताएँ, चाप, हेलिक्स और जटिल प्रोफाइल बना सकते हैं—जिससे उत्पादन समय में काफी कमी आती है।
एक कंप्यूटर संख्यात्मक नियंत्रण लेथ समान सिद्धांतों पर काम करता है, जिसमें कार्य-टुकड़ा स्थिर काटने वाले औजारों के विरुद्ध घूमता है। हालाँकि, समर्पित 4-अक्ष सीएनसी मिलिंग मशीनिंग इस घूर्णन को एक मिलिंग प्लेटफॉर्म में जोड़ती है, जो कुछ अनुप्रयोगों के लिए दोनों के सर्वश्रेष्ठ गुणों को एकत्रित करती है।
4-अक्ष मशीनिंग के लिए आदर्श रूप से उपयुक्त भाग शामिल हैं:
- पार्श्व मशीनिंग की आवश्यकता वाली बेलनाकार विशेषताएँ
- हेलिकल पैटर्न और सर्पिल ग्रूव्स
- कैम लोब्स और विषम प्रोफाइल
- बहु-पक्षीय छिद्रों या कटआउट्स वाले भाग
- वक्र सतहों के चारों ओर सटीक उत्कीर्णन
समझौता क्या है? चार-अक्ष मशीनें अपनी तीन-अक्ष समकक्षों की तुलना में अधिक महंगी होती हैं, और प्रोग्रामिंग अधिक जटिल हो जाती है। सरल परियोजनाओं या छोटे बजट के लिए, अतिरिक्त क्षमता निवेश को औचित्यपूर्ण नहीं बना सकती है।
जब आपका भाग पाँच-अक्ष स्वतंत्रता की माँग करता है
पाँच-अक्ष सीएनसी मिलिंग घटात्मक निर्माण की लचीलापन की चरम सीमा का प्रतिनिधित्व करती है। ये मशीनें दूसरी घूर्णन अक्ष—आमतौर पर सी-अक्ष, जो जेड-अक्ष के अनुदिश घूर्णन करता है—को जोड़ती हैं, जिससे कटिंग टूल को लगभग किसी भी कोण से कार्य-टुकड़े के पास पहुँचने की अनुमति मिलती है।
इसका क्या महत्व है? जटिल आकार की सतहें, संयुक्त कोण और जटिल ज्यामितियाँ एकल सेटअप में संभव हो जाती हैं। कटिंग टूल संचालन के दौरान पूरे समय इष्टतम अभिविन्यास बनाए रखता है, जिससे मांग करने वाले भागों पर उत्कृष्ट सतह समाप्ति और कठोर टॉलरेंस प्राप्त होते हैं।
विनिर्माण विशेषज्ञों के अनुसार, 5-अक्ष मशीनें डिज़ाइन की जटिलता के आधार पर किसी भाग के पाँच अलग-अलग पक्षों को एक साथ संसाधित करती हैं। यह क्षमता उन उद्योगों में अत्यंत महत्वपूर्ण सिद्ध होती है, जहाँ परिशुद्धता और ज्यामिति पारंपरिक सीमाओं को पार करती हैं।
ऐसे भाग जिन्हें वास्तव में 5-अक्ष स्वतंत्रता की आवश्यकता होती है:
- जटिल ऐरोडायनामिक आकृतियों वाले टरबाइन ब्लेड
- एयरोस्पेस संरचनात्मक घटक
- जटिल ऑटोमोटिव चैसिस असेंबलियाँ
- कार्गो आकृतियों वाले चिकित्सा प्रत्यारोपण
- इम्पेलर और पंप हाउसिंग
- गहरे अंडरकट के साथ मोल्ड कैविटीज़
सीएनसी लेथ मशीनिंग घूर्णनशील भागों को कुशलतापूर्वक संसाधित करती है, लेकिन जब आपकी ज्यामिति में घुमावदार विशेषताओं के साथ-साथ जटिल मिलिंग सतहें भी शामिल होती हैं, तो 5-अक्ष मिलिंग अक्सर एकमात्र व्यावहारिक समाधान सिद्ध होती है।
क्षमता और लागत के बीच संतुलन
अधिक अक्षों का अर्थ हमेशा अधिक लागत होती है—दोनों मशीन निवेश और प्रति भाग उत्पादन लागत में। इस संबंध को समझना आपको अपनी परियोजना की सटीक आवश्यकताओं को निर्दिष्ट करने में सहायता करता है, बिना उपयोग न किए गए कार्यक्षमता के लिए भुगतान किए बिना।
तीन-अक्ष यंत्र अभी भी सरल ज्यामिति के लिए सबसे आर्थिक विकल्प बने हुए हैं। इन्हें प्रोग्राम करना आसान होता है, संचालित करना सरल होता है, और ये व्यापक रूप से उपलब्ध हैं। यदि आपका भाग एक या दो सेटअप में, बुनियादी पुनर्स्थापना के साथ पूरा किया जा सकता है, तो 3-अक्ष अक्सर सर्वोत्तम मूल्य प्रदान करते हैं।
चार-अक्ष उपकरण एक व्यावहारिक मध्यवर्ती स्थिति को प्राप्त करते हैं। अतिरिक्त घूर्णी अक्ष मध्यम जटिलता वाले भागों के लिए सेटअप की संख्या को कम करता है, जिससे संचालनों के बीच मैनुअल पुनर्स्थापना को समाप्त करके शुद्धता में सुधार होता है। मध्यम उत्पादन मात्रा के लिए, जिन भागों में कई पक्षों पर विशेषताएँ होती हैं, 4-अक्ष सीएनसी टर्निंग और मिलिंग संयोजन अक्सर आर्थिक रूप से उचित होते हैं।
पाँच-अक्ष मशीनें प्रीमियम मूल्य निर्धारित करती हैं, लेकिन अतुलनीय क्षमता प्रदान करती हैं। इनके लिए आवश्यक CAD/ CAM प्रोग्रामिंग काफी अधिक जटिल होती है, और कुशल ऑपरेटरों की उपस्थिति अनिवार्य है। हालाँकि, उच्च-परिशुद्धता वाले एयरोस्पेस घटकों, चिकित्सा उपकरणों, या किसी भी ऐसे भाग के लिए जिसमें वास्तव में जटिल 3D आकृतियाँ हों, 5-अक्ष मशीनिंग अक्सर एकमात्र व्यवहार्य विकल्प सिद्ध होती है—और बार-बार सेटअप तथा द्वितीयक संचालनों को समाप्त करके वास्तव में कुल लागत को कम कर सकती है।
अंतिम निष्कर्ष? अपनी ज्यामिति के अनुसार अक्षों की संख्या का चयन करें। जब 3-अक्ष मशीनिंग आपके कार्य को पूरा कर सकती है, तो 5-अक्ष क्षमता के लिए अतिरिक्त भुगतान न करें—लेकिन एक जटिल भाग को अपर्याप्त उपकरणों पर जबरदस्ती संसाधित करने का प्रयास भी न करें। आपका निर्माण साझेदार आपकी विशिष्ट आवश्यकताओं के लिए गुणवत्ता, गति और लागत के सर्वोत्तम संयोजन को प्रदान करने वाले कॉन्फ़िगरेशन का मूल्यांकन करने में आपकी सहायता कर सकता है।
डिजिटल डिज़ाइन से मशीन किए गए भाग तक की पूर्ण यात्रा
आपने अपने मशीन प्रकार का चयन कर लिया है और अपनी ज्यामिति के लिए आवश्यक अक्ष विन्यास निर्धारित कर लिया है। अब वह प्रश्न आता है जो कई पहली बार के उपयोगकर्ताओं को उलझा देता है: एक डिज़ाइन फ़ाइल वास्तव में एक पूर्ण धातु घटक में कैसे परिवर्तित होती है? इसका उत्तर एक सावधानीपूर्ण रूप से समन्वित अनुक्रम में छुपा है, जो अमूर्त डिजिटल डेटा को सटीक भौतिक वास्तविकता में परिवर्तित करता है।
चाहे आप स्वयं सीएनसी उपकरणों को प्रोग्राम कर रहे हों या किसी विनिर्माण साझेदार के साथ काम कर रहे हों, इस कार्यप्रवाह को समझना महत्वपूर्ण है। प्रत्येक चरण में क्या होता है, यह जानने से आप बेहतर फ़ाइलें तैयार कर सकते हैं, अधिक प्रभावी ढंग से संवाद कर सकते हैं और संभावित समस्याओं का पूर्वानुमान लगा सकते हैं—जिससे वे महंगी समस्याएँ बनने से पहले ही हल की जा सकें।
चलिए, प्रारंभिक अवधारणा से लेकर विशिष्ट भाग तक की पूरी प्रक्रिया को चरणबद्ध रूप से समझते हैं:
- सीएडी सॉफ़्टवेयर में डिज़ाइन निर्माण – डिजिटल 3डी मॉडल का निर्माण
- CAM प्रोग्रामिंग – टूलपाथ और मशीन निर्देशों का उत्पादन
- जी-कोड पोस्ट-प्रोसेसिंग – मशीन-विशिष्ट आदेशों का निर्माण
- मशीन सेटअप – उपकरणों, उपकरणों और कार्य-टुकड़े की तैयारी
- मशीनिंग संचालन – सामग्री काटने के लिए कार्यक्रम का निष्पादन
- पोस्ट-प्रोसेसिंग और जाँच – अंतिम समापन और गुणवत्ता सत्यापन
CAD से CAM अनुवाद प्रक्रिया
सब कुछ कंप्यूटर-सहायित डिज़ाइन (CAD) सॉफ़्टवेयर के साथ शुरू होता है। सॉलिडवर्क्स, फ्यूज़न 360 और इन्वेंटर जैसे प्रोग्राम इंजीनियरों को उद्दिष्ट भाग के प्रत्येक आयाम, छिद्र, वक्र और सतह को पकड़ने वाले विस्तृत 3D मॉडल बनाने की अनुमति देते हैं। यह डिजिटल मॉडल आगे के सभी कार्यों के लिए एकमात्र सत्य स्रोत के रूप में कार्य करता है।
लेकिन यहाँ वह बात है जिसे कई लोग नहीं समझते: आपकी CNC मशीन CAD फ़ाइलों को सीधे पढ़ नहीं सकती है। JLC CNC के तैयारी मार्गदर्शिका के अनुसार, निर्माण प्रक्रिया को जारी रखने से पहले आपको अपने डिज़ाइन को एक संगत प्रारूप—आमतौर पर STEP या IGES—में निर्यात करने की आवश्यकता होती है। ये तटस्थ प्रारूप ज्यामितीय शुद्धता को बनाए रखते हैं जबकि विभिन्न सॉफ़्टवेयर प्रणालियों को संचार करने की अनुमति देते हैं।
सीएनसी प्रोग्रामिंग का मूल स्वरूप क्या है? यह आपके 3D मॉडल को विशिष्ट मशीन निर्देशों में अनुवादित करने की प्रक्रिया है। यह सीएएम (कंप्यूटर-सहायता प्राप्त निर्माण) सॉफ़्टवेयर में होता है, जहाँ सीएनसी ऑपरेशन के प्रोग्रामिंग का जादू वास्तव में संपन्न होता है।
सीएएम सॉफ़्टवेयर के अंदर, आप:
- अपनी सीएडी ज्यामिति आयात करेंगे
- अपने कच्चे सामग्री स्टॉक के आकार और प्रकार को परिभाषित करेंगे
- उपयुक्त कटिंग टूल्स का चयन करेंगे
- कटिंग पैरामीटर्स (गति, फीड, गहराई) को निर्दिष्ट करेंगे
- सामग्री को कुशलतापूर्वक हटाने के लिए टूलपाथ उत्पन्न करेंगे
- सटीकता की पुष्टि के लिए ऑपरेशन का अनुकरण (सिमुलेशन) करेंगे
मास्टरकैम, फ्यूजन 360 और सॉलिडकैम जैसे लोकप्रिय सीएएम टूल्स आपके इनपुट के आधार पर सबसे कुशल कटिंग पथों की स्वचालित गणना करते हैं। सॉफ़्टवेयर प्रत्येक गति को अनुकूलित करने के लिए टूल व्यास, सामग्री की कठोरता और वांछित सतह समाप्ति जैसे कारकों पर विचार करता है।
जी-कोड कमांड्स से तैयार घटकों तक
जब आपके टूलपाथ्स को परिभाषित कर लिया जाता है, तो CAM सॉफ़्टवेयर उन्हें एक पोस्ट-प्रोसेसर के माध्यम से चलाता है—एक अनुवादक जो सामान्य टूलपाथ डेटा को आपकी मशीन द्वारा समझे जाने वाली विशिष्ट भाषा में परिवर्तित करता है। इस आउटपुट को G-कोड कहा जाता है, और यही वह कोड है जिसे उत्पादन उपकरण ऑपरेशन के दौरान पंक्ति दर पंक्ति वास्तव में पढ़ते हैं।
G-कोड कैसा दिखता है? अनुसार डीफुस्को इंडस्ट्रियल सप्लाई के प्रोग्रामिंग मूल बातें के मार्गदर्शिका के , प्रत्येक पंक्ति एक विशिष्ट क्रिया को दर्शाती है। G-कोड स्थिति निर्धारण और गति को नियंत्रित करते हैं: G00 टूल को एक स्थिति तक तीव्र गति से ले जाता है, G01 नियंत्रित फीड दर पर सीधे कटौती करता है, और G02/G03 चाप और वृत्तों की कटौती करते हैं। M-कोड सहायक कार्यों को संभालते हैं, जैसे स्पिंडल को शुरू करना (M03), कूलेंट को सक्रिय करना (M08), या कार्यक्रम को समाप्त करना (M30)।
यहाँ एक सरलीकृत उदाहरण दिया गया है जो एक CNC के कार्यक्रम में शामिल हो सकता है:
- G21 – मीट्रिक इकाइयाँ सेट करें
- G90 – निरपेक्ष स्थिति निर्धारण का उपयोग करें
- M03 S3000 – स्पिंडल को 3000 RPM पर शुरू करें
- G00 X10 Y10 – प्रारंभिक स्थिति की ओर त्वरित गति
- G01 Z-5 F100 – 100 मिमी/मिनट की गति से 5 मिमी काटें
- M05 – स्पिंडल को रोकें
- M30 – कार्यक्रम समाप्त करें
CNC निर्माण साझेदारों के साथ काम करने के लिए आपको प्रत्येक कोड को याद रखने की आवश्यकता नहीं है। हालाँकि, इन मूलभूत बातों को समझना आपको समस्याओं का निवारण करने, मशीन के व्यवहार की व्याख्या करने और अपने परियोजनाओं के बारे में अधिक प्रभावी ढंग से संचार करने में सहायता करता है।
मशीन सेटअप और संचालन
जब आपका G-कोड तैयार हो जाता है, तो ध्यान भौतिक मशीन पर स्थानांतरित हो जाता है। सेटअप में कई महत्वपूर्ण चरण शामिल होते हैं जो भाग की सटीकता को सीधे प्रभावित करते हैं:
वर्कहोल्डिंग आपके कच्चे सामग्री को दृढ़ता से स्थिर स्थिति में रखता है। वाइस, क्लैम्प, फिक्सचर और वैक्यूम टेबल काटने के दौरान गति को रोकते हैं—काटने के दौरान कोई भी विस्थापन भाग को नष्ट कर देता है। कार्य-धारण विधि भाग की ज्यामिति, सामग्री और काटने के दौरान लगने वाले बलों पर निर्भर करती है।
उपकरण का चयन और स्थापना यह सुनिश्चित करता है कि सही कटिंग टूल्स सही स्थितियों में लोड किए गए हैं। एंड मिल्स, ड्रिल्स, टैप्स और विशेष उद्देश्य के कटर्स प्रत्येक के विशिष्ट उद्देश्यों के लिए उपयोग किए जाते हैं। आधुनिक मशीनें, जिनमें स्वचालित टूल चेंजर्स होते हैं, एक ही ऑपरेशन के दौरान दर्जनों टूल्स के बीच स्विच कर सकती हैं।
शून्य-बिंदु स्थापना मशीन को यह ठीक-ठीक बताता है कि आपका वर्कपीस कहाँ स्थित है। एज फाइंडर्स या टच प्रोब्स का उपयोग करके, ऑपरेटर वर्क ज़ीरो सेट करते हैं—यह एक संदर्भ बिंदु है, जहाँ X0, Y0 और Z0 आपके सामग्री के किसी विशिष्ट कोने या विशेषता के साथ संबंधित होते हैं। प्रत्येक प्रोग्राम किए गए गति का संदर्भ इसी स्थिति से लिया जाता है।
कटिंग शुरू होने से पहले, अनुभवी ऑपरेटर सिमुलेशन और ड्राई रन चलाते हैं। वे टूल पाथ्स की दृश्य जाँच करते हैं, संभावित टक्करों की पुष्टि करते हैं और अक्सर पहले कट्स को कम फीड दरों पर शुरू करते हैं। यह सावधानीपूर्ण दृष्टिकोण उन दुर्घटनाओं को रोकता है जो महंगे उपकरणों को क्षति पहुँचा सकती हैं या वर्कपीस को नष्ट कर सकती हैं।
मशीनिंग प्रक्रिया और उसके आगे
एक बार सेटअप की पुष्टि हो जाने के बाद, वास्तविक मशीनिंग प्रक्रिया शुरू होती है। मशीन G-कोड कमांड्स को क्रमिक रूप से पढ़ती है और प्रत्येक गति को इंच के हज़ारवें हिस्से की सटीकता के साथ निष्पादित करती है। कटिंग टूल्स कार्यक्रमित गति से घूमते हैं, कूलेंट ऊष्मा को नियंत्रित करने और चिप्स को बहा देने के लिए प्रवाहित होता है, और सामग्री को क्रमबद्ध रूप से हटाया जाता है जब तक कि आपका भाग कच्चे स्टॉक से तैयार नहीं हो जाता।
जटिलता के आधार पर, इन कार्यों में शामिल हो सकते हैं:
- बल्क सामग्री को त्वरित रूप से हटाने के लिए रफिंग पास
- अंतिम आयामों और सतह की गुणवत्ता के लिए फिनिशिंग पास
- थ्रेडेड छिद्रों के लिए ड्रिलिंग और टैपिंग
- किनारों को चैम्फर करना और डीबरिंग करना
मशीनिंग पूरी होने के बाद, भागों को आमतौर पर पोस्ट-प्रोसेसिंग की आवश्यकता होती है। इसमें फिक्सचर से भागों को हटाना, कटिंग द्रव को साफ करना, तीव्र किनारों को डीबर करना और विनिर्देशों के अनुसार आयामों का निरीक्षण करना शामिल हो सकता है। आवश्यकताओं के आधार पर, ऊष्मा उपचार, सतह समाप्ति या असेंबली जैसे द्वितीयक कार्य इसके बाद अनुसरण कर सकते हैं।
पूर्ण कार्यप्रवाह—सीएडी डिज़ाइन से लेकर तैयार भाग तक—एक बिना विच्छेद की श्रृंखला का प्रतिनिधित्व करता है, जहाँ प्रत्येक चरण पिछले चरण पर आधारित होता है। इस प्रक्रिया को समझना आपको यह समझने में सहायता करता है कि क्यों फ़ाइल की गुणवत्ता महत्वपूर्ण है, क्यों सहिष्णुता (टॉलरेंस) लागत को प्रभावित करती है, और क्यों अनुभवी विनिर्माण साझेदारों के साथ काम करना परिणामों में वास्तविक अंतर ला सकता है।
सामग्रियों की बात करें, तो हमने जो कार्यप्रवाह अभी-अभी शामिल किया है, वह तब भी लागू होता है जब आप एल्यूमीनियम, स्टील, टाइटेनियम या इंजीनियरिंग प्लास्टिक्स काट रहे हों। हालाँकि, सामग्रि का चयन प्रक्रिया के प्रत्येक पहलू को गहराई से प्रभावित करता है—एक ऐसा विषय जिसकी अपने में विस्तृत जाँच की आवश्यकता होती है।
धातुओं और प्लास्टिक्स के लिए सीएनसी सामग्रि चयन मार्गदर्शिका
आपने अपने कार्यप्रवाह को नक्शे पर अंकित कर लिया है और समझ लिया है कि कौन-सा मशीन कॉन्फ़िगरेशन आपकी ज्यामिति के अनुकूल है। लेकिन यहाँ एक प्रश्न है जो अन्य सभी निर्णयों को आकार देता है: आपके भाग का निर्माण किस सामग्री से किया जाना चाहिए? इसका उत्तर यांत्रिक कार्यक्षमता (मशीनेबिलिटी), लागत, प्रदर्शन और यहाँ तक कि उपलब्ध रहने वाले फ़िनिशिंग विकल्पों को भी प्रभावित करता है।
धातु सीएनसी मशीनें नरम एल्यूमीनियम से लेकर एयरोस्पेस-ग्रेड टाइटेनियम तक का संसाधन कर सकती हैं। धातु काटने के पैरामीटर, उपकरण का चयन और चक्र समय आपके कच्चे स्टॉक के आधार पर काफी भिन्न होते हैं। इसी तरह, इंजीनियरिंग प्लास्टिक्स अद्वितीय लाभ प्रदान करते हैं—लेकिन प्रत्येक कटिंग टूल के तहत अलग-अलग व्यवहार करता है। आइए आपके विकल्पों का व्यवस्थित रूप से विश्लेषण करें।
एल्यूमीनियम से लेकर टाइटेनियम तक की धातुएँ
जब आप सीएनसी धातु अनुप्रयोगों के बारे में सोचते हैं, तो एल्यूमीनियम मिश्र धातुएँ आमतौर पर सबसे पहले मन में आती हैं—और इसका अच्छा कारण भी है। हब्स के सामग्री चयन मार्गदर्शिका के अनुसार, एल्यूमीनियम एक उत्कृष्ट शक्ति-से-वजन अनुपात, उच्च ऊष्मीय और वैद्युत चालकता, तथा प्राकृतिक संक्षारण सुरक्षा प्रदान करता है। यह मशीनिंग के लिए भी अत्यंत आसान है, जिससे यह कई अनुप्रयोगों के लिए सबसे आर्थिक विकल्प बन जाता है।
एल्यूमीनियम परिवार के भीतर, आप कई सामान्य ग्रेडों के सामने आएँगे:
- एल्यूमिनियम 6061 – सामान्य उद्देश्य का कार्यशील ग्रेड जिसमें अच्छी मशीनिंग योग्यता और वेल्डेबिलिटी है
- एल्यूमिनियम 7075 – एयरोस्पेस-ग्रेड, जिसमें उच्च ताकत है और जिसे स्टील के समान कठोरता तक ऊष्मा उपचारित किया जा सकता है
- एल्यूमीनियम 5083 – समुद्री एवं निर्माण अनुप्रयोगों के लिए उत्कृष्ट समुद्री जल प्रतिरोध
सीएनसी इस्पात के भाग तब प्रदर्शन करते हैं जब शक्ति और टिकाऊपन सबसे अधिक महत्वपूर्ण होता है। 1018 और 1045 जैसी मृदु इस्पात सामग्रियाँ अच्छी तरह से मशीन की जा सकती हैं तथा वेल्डिंग को आसानी से स्वीकार करती हैं—ये फिक्सचर, जिग्स और संरचनात्मक घटकों के लिए आदर्श हैं। 4140 और 4340 जैसी मिश्र धातु इस्पात सामग्रियाँ ऊष्मा उपचार के बाद बढ़ी हुई कठोरता और घर्षण प्रतिरोध प्रदान करती हैं, जिससे ये गियर, शाफ्ट और उच्च-तनाव यांत्रिक भागों के लिए उपयुक्त हो जाती हैं।
स्टेनलेस स्टील संक्षारण प्रतिरोध को समीकरण में शामिल करती है। ग्रेड 304 अधिकांश पर्यावरणीय परिस्थितियों को शानदार ढंग से संभालता है, जबकि 316 लवणीय जल और कठोर रासायनिक पदार्थों के प्रति प्रतिरोधी होता है। चरम अनुप्रयोगों के लिए, 17-4 PH स्टेनलेस स्टील को अत्यधिक शक्ति स्तरों तक अवक्षेपण द्वारा कठोरित किया जा सकता है—यह टरबाइन घटकों और चिकित्सा उपकरणों के लिए आदर्श है।
विद्युत एवं सजावटी अनुप्रयोगों के लिए पीतल का उल्लेख करना आवश्यक है। अनुसार एलकॉन प्रिसिजन के सामग्री विश्लेषण तांबे का पीतल C36000 उत्कृष्ट यांत्रिक कार्यक्षमता और प्राकृतिक संक्षारण प्रतिरोध प्रदान करता है, जिससे यह उच्च-मात्रा में उत्पादित विद्युत फिटिंग्स और स्थापत्य हार्डवेयर के लिए आदर्श बन जाता है।
प्रीमियम श्रेणी में, टाइटेनियम अपने अद्वितीय शक्ति-से-भार अनुपात और उत्कृष्ट संक्षारण प्रतिरोध के कारण उपयोगी है। एयरोस्पेस घटकों, चिकित्सा प्रत्यारोपणों और उच्च-प्रदर्शन वाले रेसिंग भागों में अक्सर टाइटेनियम का उल्लेख किया जाता है, भले ही इसकी कीमत अधिक हो। कृपया ध्यान रखें कि टाइटेनियम की कम ऊष्मा चालकता इसे अधिक कठिन यांत्रिक कार्य के अधीन बनाती है—इसके लिए विशिष्ट औजार और तकनीकों की आवश्यकता होती है।
विशिष्ट अनुप्रयोगों के लिए इंजीनियरिंग प्लास्टिक्स
जब आपकी परियोजना हल्के भार, रासायनिक प्रतिरोधकता या विद्युत विच्छेदन की आवश्यकता रखती है, तो इंजीनियरिंग प्लास्टिक्स अक्सर धातुओं की तुलना में बेहतर प्रदर्शन करते हैं। कोमाकट के प्लास्टिक चयन मार्गदर्शिका के अनुसार, प्लास्टिक्स की कठोरता और घनत्व कम होने के कारण उनकी यांत्रिक कार्यक्षमता आमतौर पर धातुओं की तुलना में बेहतर होती है, जिससे कम कटिंग बल की आवश्यकता होती है और औजारों का क्षरण कम होता है।
ये वे प्लास्टिक हैं जिनका आपको सबसे अधिक उपयोग करना पड़ेगा:
- एबीएस – अच्छे यांत्रिक गुण, उत्कृष्ट प्रभाव प्रतिरोध क्षमता, इंजेक्शन मोल्डिंग से पहले प्रोटोटाइप के लिए आदर्श
- डेल्रिन (POM) – प्लास्टिक्स के बीच सबसे उच्च मशीनीकरण क्षमता, अद्वितीय आयामी स्थायित्व, कम घर्षण गुणांक
- नाइलॉन (PA) – उत्कृष्ट घर्षण प्रतिरोध और रासायनिक संगतता, हालाँकि नमी अवशोषण के प्रति संवेदनशील
- PEEK – उच्च-प्रदर्शन थर्मोप्लास्टिक जो मांग वाले अनुप्रयोगों, जिनमें चिकित्सा-श्रेणी के उपयोग भी शामिल हैं, में धातुओं का स्थान ले सकता है
- पॉलीकार्बोनेट – ऑप्टिकल स्पष्टता के साथ उत्कृष्ट प्रभाव प्रतिरोध क्षमता, सुरक्षात्मक कवर और डिस्प्ले के लिए आदर्श
- PTFE (टेफ्लॉन) – किसी भी ठोस पदार्थ के बीच सबसे कम घर्षण गुणांक, उत्कृष्ट रासायनिक और तापीय प्रतिरोध
धातु लेथ बेलनाकार प्लास्टिक घटकों को कुशलतापूर्वक संसाधित करते हैं, जबकि मिलिंग केंद्र जटिल प्लास्टिक ज्यामितियों को संसाधित करते हैं। मुख्य विचार? ऊष्मा प्रबंधन। कुछ प्लास्टिक उच्च कटिंग तापमान के अधीन पिघल जाते हैं या विकृत हो जाते हैं, जिसके कारण गति और फीड को समायोजित करने की आवश्यकता होती है।
सामग्रियों की तुलना एक नज़र में
मुख्य विशेषताओं की पार्श्व-दर-पार तुलना करने पर सही सामग्री का चयन करना स्पष्ट हो जाता है:
| सामग्री श्रेणी | महत्वपूर्ण गुण | सामान्य अनुप्रयोग | मशीनीकरण रेटिंग |
|---|---|---|---|
| एल्यूमीनियम मिश्र धातु | हल्का, संक्षारण-प्रतिरोधी, उत्कृष्ट ऊष्मा चालकता | एयरोस्पेस संरचनाएँ, हीट सिंक, उपभोक्ता इलेक्ट्रॉनिक्स, ऑटोमोटिव पैनल | उत्कृष्ट |
| मामूली/मिश्र धातु इस्पात | उच्च ताकत, टिकाऊ, ऊष्मा-उपचारणीय, वेल्ड करने योग्य | मशीनरी के भाग, गियर, शाफ्ट, संरचनात्मक घटक | अच्छा से मध्यम |
| Stainless steels | संक्षारण-प्रतिरोधी, उच्च ताकत, पॉलिश करने योग्य | चिकित्सा उपकरण, खाद्य प्रसंस्करण, समुद्री फिटिंग, सर्जिकल उपकरण | मध्यम |
| पीतल | उत्कृष्ट विद्युत चालकता, सजावटी फिनिश, कम घर्षण | विद्युत कनेक्टर, प्लंबिंग फिटिंग, संगीत वाद्ययंत्र | उत्कृष्ट |
| टाइटेनियम | अद्वितीय ताकत-से-भार अनुपात, जैव-संगत, संक्षारण-रोधी | एयरोस्पेस घटक, चिकित्सा प्रत्यारोपण, रेसिंग भाग | चुनौतीपूर्ण |
| ABS प्लास्टिक | प्रभाव-प्रतिरोधी, हल्का, लागत-प्रभावी | प्रोटोटाइप, एनक्लोज़र, उपभोक्ता उत्पाद | उत्कृष्ट |
| डेल्रिन (POM) | आयामी रूप से स्थिर, कम घर्षण, आर्द्रता-प्रतिरोधी | गियर, बेयरिंग, परिशुद्धता यांत्रिकी, खाद्य-सुरक्षित घटक | उत्कृष्ट |
| PEEK | उच्च तापमान प्रतिरोध, रासायनिक अक्रियता, धातु-प्रतिस्थापन शक्ति | चिकित्सा प्रत्यारोपण, एयरोस्पेस सील, अर्धचालक घटक | अच्छा |
अपनी सामग्री का निर्णय लेना
आप चयन कैसे करते हैं? सबसे पहले अपनी आवश्यकताओं को परिभाषित करके शुरू करें: क्या आपके भाग को उच्च भार का सामना करना होगा? ऐलुमीनियम पर्याप्त नहीं हो सकता—स्टील या टाइटेनियम पर विचार करें। क्या यह संक्षारक वातावरण के संपर्क में आएगा? स्टेनलेस स्टील या PEEK आवश्यक हो सकता है। क्या वजन महत्वपूर्ण है? ऐलुमीनियम या इंजीनियरिंग प्लास्टिक्स संभवतः विजेता होंगे।
लागत भी महत्वपूर्ण है। टाइटेनियम के भागों की लागत ऐलुमीनियम के समकक्ष भागों की तुलना में काफी अधिक होती है—न केवल कच्चे माल में, बल्कि लंबे समय तक मशीनिंग और विशिष्ट औजारों की आवश्यकता के कारण भी। प्रोटोटाइप या लागत-संवेदनशील अनुप्रयोगों के लिए, सीएनसी मशीन धातु चयन अक्सर ऐलुमीनियम 6061 पर डिफ़ॉल्ट हो जाता है, जो आर्थिक मूल्य पर मजबूत प्रदर्शन प्रदान करता है।
मुख्य बात? अपनी आवेदन आवश्यकताओं के अनुसार सामग्री के गुणों का चयन करें, फिर यह विचार करें कि उसे कितनी आसानी से मशीन किया जा सकता है और बजट की सीमाएँ क्या हैं। आपका निर्माण साझेदार आपको संतुलन के मूल्यांकन में सहायता प्रदान कर सकता है और ऐसे विकल्पों का सुझाव दे सकता है जिनके बारे में आपने सोचा भी न हो।
बेशक, सही सामग्री का चयन करना केवल समीकरण का एक हिस्सा है। आपके द्वारा परिभाषित की गई परिशुद्धता विनिर्देशन—विशेष रूप से सहिष्णुता (टॉलरेंस)—दोनों निर्माण की जटिलता और अंतिम लागत को सीधे प्रभावित करते हैं।
सीएनसी निर्माण में सहिष्णुता और परिशुद्धता को समझना
आपने अपनी सामग्री का चयन कर लिया है और मशीनिंग कार्यप्रवाह को समझ लिया है। लेकिन यहाँ एक प्रश्न है जो सीधे इस बात को प्रभावित करता है कि क्या आपका अंतिम भाग वास्तव में कार्य करेगा: वास्तव में इसकी परिशुद्धता कितनी होनी चाहिए? इसका उत्तर सहिष्णुता को समझने में छिपा है—यानी वह स्वीकार्य सीमा जो निर्धारित करती है कि क्या आपका घटक उचित रूप से फिट होता है, कार्य करता है और अपने निर्धारित उद्देश्य के अनुसार प्रदर्शन करता है।
इसे इस तरह सोचें: कोई भी निर्माण प्रक्रिया पूर्णतः सटीक आयाम उत्पन्न नहीं करती है। प्रत्येक कट, प्रत्येक औजार का प्रत्येक पास सूक्ष्म विचरण पैदा करता है। यांत्रिक निर्माण में सहनशीलता (टॉलरेंस) की परिभाषा इस वास्तविकता को स्वीकार करते हुए दी गई है, जो आदर्श माप से कितने विचलन को स्वीकार्य माना जा सकता है, यह निर्धारित करती है। यदि आप इस विशिष्टता को गलत तरीके से परिभाषित करते हैं, तो आप अनावश्यक सटीकता के लिए अत्यधिक भुगतान करेंगे या ऐसे भाग प्राप्त करेंगे जो उचित रूप से असेंबल नहीं हो पाएँगे।
परिशुद्धता के संदर्भ में यांत्रिक निर्माण के अर्थ को समझना आपको अपनी आवश्यकताओं को प्रभावी ढंग से संप्रेषित करने और अपने परियोजनाओं के लिए वास्तविक अपेक्षाएँ निर्धारित करने में सक्षम बनाता है।
मानक बनाम कड़ी सहनशीलता आवश्यकताएँ
सीएनसी परिशुद्धता यांत्रिक निर्माण में "मानक" और "कड़ी" क्या माना जाता है? अनुसार एब्सोल्यूट मशीनिंग मानक यांत्रिक प्रसंस्करण सहिष्णुताएँ आमतौर पर ±0.005" से ±0.001" के बीच होती हैं। अधिकांश सामान्य उद्देश्य के यांत्रिक प्रसंस्करण भाग इस सीमा के भीतर आराम से फिट हो जाते हैं—जैसे ब्रैकेट, हाउसिंग, कवर और संरचनात्मक घटक, जहाँ सटीक फिट महत्वपूर्ण होता है, लेकिन इंच के हज़ारवें हिस्से तक की सटीकता आवश्यक नहीं होती है।
कड़ी सहिष्णुता वाला प्रसंस्करण उन आयामों को संदर्भित करता है जिन्हें ±0.0005" या उससे भी बेहतर रखा जाता है। संदर्भ के लिए, यह लगभग एक मानव बाल की मोटाई का एक-दसवाँ हिस्सा है। कुछ उच्च-स्तरीय अनुप्रयोग इससे भी आगे जाते हैं: उद्योग के विशेषज्ञों के अनुसार, दबाव-फिट बोर या महत्वपूर्ण संरेखण सतहों जैसी विशेषताओं के लिए सटीक कार्य ±0.0002" तक की सहिष्णुता प्राप्त कर सकता है।
वास्तव में कब आपको कड़ी सहिष्णुताओं की आवश्यकता होती है? इन परिदृश्यों पर विचार करें:
- संलग्न सतहें – ऐसे भाग जो सटीक रूप से एक-दूसरे में फिट होने चाहिए, जैसे बेयरिंग हाउसिंग या संरेखण पिन
- सीलिंग अनुप्रयोग – घटक जिनमें द्रव या गैस के रिसाव की अनुमति नहीं है
- घूर्णन असेंबली – शाफ्ट और बोर जहाँ रनआउट प्रदर्शन को प्रभावित करता है
- सुरक्षा-महत्वपूर्ण घटक – एयरोस्पेस, चिकित्सा या रक्षा अनुप्रयोग जिनमें विफलता के लिए शून्य सहिष्णुता होती है
यहाँ व्यावहारिक वास्तविकता है: अपने अनुप्रयोग की आवश्यकता से अधिक कड़े टॉलरेंस निर्दिष्ट करना कार्यात्मक लाभ के बिना धन की बर्बादी है। एक ब्रैकेट जो दीवार पर माउंट किया जाता है, उसे एयरोस्पेस-स्तरीय परिशुद्धता की आवश्यकता नहीं होती है। इस अंतर को समझना आपको लागत और प्रदर्शन दोनों को अनुकूलित करने में सहायता करता है।
परिशुद्धता विनिर्देशन आपकी परियोजना को कैसे प्रभावित करते हैं
टॉलरेंस की कड़ाई आपके बजट के लिए इतनी महत्वपूर्ण क्यों है? फैक्टोरम के टॉलरेंस मार्गदर्शिका के अनुसार, कड़े टॉलरेंस अपरिहार्य रूप से कई अंतर्संबंधित कारणों से उत्पादन लागत में वृद्धि करते हैं।
सबसे पहले, कड़े आयाम प्राप्त करने के लिए धीमी कटिंग गति और हल्के पास की आवश्यकता होती है। मशीन पर अधिक समय बिताने का अर्थ है प्रति-भाग लागत में वृद्धि। दूसरा, उन्नत यांत्रिक तकनीक और उच्च-परिशुद्धता उपकरणों की कीमतें प्रीमियम दरों पर होती हैं। तीसरा, निरीक्षण आवश्यकताएँ तीव्र हो जाती हैं—±0.0005" के टॉलरेंस के अंतर्गत रखे गए भाग की जाँच कैलिपर्स जैसे साधारण उपकरणों के बजाय समन्वय मापन मशीनों (CMMs) या अन्य परिशुद्धता यंत्रों के माध्यम से करनी होती है।
सीएनसी मशीनिस्ट के अपने कार्य के परिभाषा में गुणवत्ता सत्यापन को शामिल करने का रुझान बढ़ रहा है। कुशल ऑपरेटर समझते हैं कि सुसंगत परिणाम प्राप्त करने के लिए एक साथ कई चरों पर नियंत्रण रखना आवश्यक है।
वास्तव में कौन-कौन से कारक प्राप्य सहिष्णुताओं को निर्धारित करते हैं? कई तत्व एक साथ कार्य करते हैं:
- मशीन क्षमता – पुराने या निम्न-गुणवत्ता वाले उपकरण सीधे आधुनिक, अच्छी तरह से रखरखाव वाले सीएनसी केंद्रों के समान सटीकता बनाए रखने में सक्षम नहीं होते हैं
- सामग्री गुण – एल्यूमीनियम जैसी नरम सामग्रियाँ वर्क-हार्डनिंग स्टेनलेस स्टील या ताप-संवेदनशील प्लास्टिक्स की तुलना में अधिक भरोसेमंद ढंग से मशीन की जाती हैं
- डिपार्ट जियोमेट्री – पतली दीवारें, गहरे खाने और लंबे असमर्थित भाग विक्षेपण और कंपन को उत्पन्न करते हैं, जो आयामी शुद्धता को प्रभावित करते हैं
- पर्यावरणीय परिस्थितियाँ – तापमान में उतार-चढ़ाव मशीनों और कार्य-टुकड़ों दोनों में ऊष्मीय प्रसार का कारण बनते हैं, जिससे सटीकता प्रभावित होती है
- टूल के घिसाव – कटिंग एज (काटने के किनारे) समय के साथ क्षीण होते जाते हैं, और यदि उनकी निगरानी नहीं की जाती है या उनकी भरपाई नहीं की जाती है, तो आयाम धीरे-धीरे बदल जाते हैं
BDE मैन्युफैक्चरिंग टेक्नोलॉजीज के अनुसार, वातावरणीय तापमान, नियमित कैलिब्रेशन, निवारक रखरखाव और समय पर उपकरण प्रतिस्थापन जैसे कारक सभी सटीकता आउटपुट को प्रभावित करते हैं। स्थिर तापमान और आर्द्रता वाले नियंत्रित वातावरण में CNC उपकरणों की स्थापना करने से सुसंगत परिशुद्धता बनाए रखने में सहायता मिलती है।
डिज़ाइन की जटिलता और उत्पादन योग्यता
कोई भाग सटीक रूप से मशीन करने के लिए आसान या कठिन क्यों होता है? इस संबंध को समझने से आप बुद्धिमानी से डिज़ाइन कर सकते हैं और वास्तविक अपेक्षाएँ निर्धारित कर सकते हैं।
सरल, घनाकार ज्यामिति जिनमें उचित दीवार मोटाई होती है, भरोसेमंद ढंग से मशीन की जाती हैं। कटिंग टूल को सुसंगत प्रतिरोध का सामना करना पड़ता है, कंपन न्यूनतम रहता है, और आयाम स्थिर बने रहते हैं। ये भाग किसी भी चीज़ के परिशुद्धता के विरुद्ध लड़े बिना ही टाइट टॉलरेंस प्राप्त कर सकते हैं।
जटिलता चुनौतियाँ पैदा करती है। काटने के दबाव के तहत पतली दीवारें झुक जाती हैं। गहरे खानों में औजार की पहुँच और चिप्स के निकास की सीमा होती है। तीव्र आंतरिक कोनों को काटने के लिए छोटे व्यास के औजारों की आवश्यकता होती है, जो अधिक आसानी से विक्षेपित हो जाते हैं। यौगिक कोणों पर मशीन किए गए घटकों के लिए बहु-अक्ष क्षमता और उन्नत प्रोग्रामिंग की आवश्यकता होती है।
क्या इसका अर्थ यह है कि आपको जटिल डिज़ाइनों से बचना चाहिए? बिल्कुल नहीं। आधुनिक निर्माण प्रौद्योगिकि नियमित रूप से उल्लेखनीय जटिलता को संभालती है। मुख्य बात आपसी समझौतों (tradeoffs) को समझना है: वह जटिल एयरोस्पेस घटक, जिसमें बीस उच्च-सटीकता वाले लक्षण हैं, एक सामान्य विनिर्देशों के अनुसार निर्मित सरल ब्रैकेट की तुलना में अधिक महंगा होगा।
अनुभवी निर्माण साझेदार आपके ड्रॉइंग्स का मूल्यांकन निर्माण के लिए डिज़ाइन (Design for Manufacturability – DFM) के सिद्धांतों के आधार पर करते हैं। वे उन लक्षणों की पहचान करेंगे जो लागत को बढ़ाते हैं, उन वैकल्पिक समाधानों का सुझाव देंगे जो समान कार्य को अधिक आर्थिक रूप से पूरा करते हैं, और आपकी सहायता करेंगे कि केवल उन्हीं स्थानों पर कठोर सहिष्णुताएँ (tight tolerances) लागू की जाएँ, जहाँ वे वास्तव में महत्वपूर्ण हों।
मुख्य बात क्या है? सहनशीलता (टॉलरेंस) विनिर्देशन सीधे उत्पादन की जटिलता, चक्र समय और लागत को प्रभावित करते हैं। जहाँ कार्यात्मक आवश्यकता उच्च परिशुद्धता माँगती है, वहाँ ही परिशुद्धता लागू करें, और अन्य सभी स्थानों पर मानक सहनशीलता स्वीकार करें। यह संतुलित दृष्टिकोण उन भागों को प्रदान करता है जो सही ढंग से कार्य करते हैं, बिना अनावश्यक व्यय के—जो कि बुद्धिमान इंजीनियरिंग का सटीक रूप है।
निश्चित रूप से, आयामी शुद्धता केवल अंतिम उत्पाद के समीकरण का एक हिस्सा है। सतह का फिनिश और उत्पादनोत्तर प्रसंस्करण उपचार मशीन कट किए गए घटकों को उनके निर्धारित अनुप्रयोगों के लिए पूर्णतः तैयार भागों में परिवर्तित कर देते हैं।
सतह के फिनिश और उत्पादनोत्तर प्रसंस्करण विकल्प
आपका भाग अभी-अभी CNC कटिंग मशीन से आयामी रूप से पूर्णतः सही निकला है—लेकिन क्या यह वास्तव में पूर्ण है? अधिकांश मामलों में, इसका उत्तर 'नहीं' होता है। उन दृश्यमान टूल के निशानों, तीव्र किनारों और खुली धातु की सतहों को आपके घटक को उसके निर्धारित अनुप्रयोग के लिए तैयार करने से पहले ध्यान में लेने की आवश्यकता होती है। सतह का फिनिश एक मशीन कट भाग को 'आयामी रूप से सही' से 'पूर्णतः कार्यात्मक और दृश्य रूप से आकर्षक' में परिवर्तित करता है।
हब्स के सतह परिष्करण मार्गदर्शिका के अनुसार, सतह परिष्करण यह उपचार है जो सीएनसी द्वारा निर्मित धातु के भागों की सतह की खुरदुरापन, बाह्य रूप और पहनने के प्रतिरोध को सुधारने के लिए उपचार के बाद लगाया जाता है। जब परिष्करण अनुप्रयोग के अनुरूप होता है, तो यह कार्यक्षमता और दृश्य आकर्षण दोनों को बढ़ाता है।
सतह परिष्करण मानक और मापन
प्रत्येक कटिंग मशीन का संचालन कार्य-टुकड़े पर अपनी विशिष्ट छाप छोड़ता है। घूर्णन करता हुआ औजार जैसे ही सामग्री को हटाता है, वह सूक्ष्म ऊँचाइयों और गड्ढों का निर्माण करता है—ये आपके औजार के निशान हैं। सतह की गुणवत्ता को औसत सतह खुरदुरापन के रूप में मापा जाता है, जिसे Ra (खुरदुरापन का औसत) के रूप में व्यक्त किया जाता है, जो कि एक आदर्श चिकनी सतह से औसत विचलन को मापता है।
ये संख्याएँ वास्तव में क्या दर्शाती हैं? यहाँ सामान्य खुरदुरापन मानों का अनुवाद कैसे किया जाता है:
- Ra 3.2 μm (125 μin) – मानक अपरिष्कृत मशीनिंग परिष्करण; दृश्यमान औजार के निशान मौजूद
- Ra 1.6 μm (63 μin) – सूक्ष्म मशीनिंग परिष्करण जिसमें औजार के निशान कम होते हैं
- Ra 0.8 μm (32 μin) – सीलिंग सतहों के लिए उपयुक्त चिकनी परिष्करण
- Ra 0.4 माइक्रोमीटर (16 माइक्रोइंच) – अत्यंत चिकना; अतिरिक्त पॉलिशिंग पास की आवश्यकता होती है
कम Ra मानों की लागत अधिक होती है, क्योंकि इनके लिए अतिरिक्त यांत्रिक संसाधन चरणों, धीमी कटिंग गति और कड़े गुणवत्ता नियंत्रण की आवश्यकता होती है। कई कार्यात्मक अनुप्रयोगों के लिए, मानक 3.2 माइक्रोमीटर का फिनिश पूर्णतः प्रभावी रूप से कार्य करता है। चिकने विनिर्देशों को उन सतहों के लिए आरक्षित रखें जहाँ सीलिंग, घर्षण कम करना या सौंदर्यपूर्ण उपस्थिति वास्तव में महत्वपूर्ण हो।
प्रदर्शन को बढ़ाने वाले उत्पादनोत्तर उपचार
मशीन-निर्मित फिनिश के अतिरिक्त, द्वितीयक संचालन सुरक्षात्मक परतें जोड़ते हैं, उपस्थिति को बेहतर बनाते हैं या कार्यात्मक विशेषताओं को उन्नत करते हैं। प्रत्येक उपचार विभिन्न आवश्यकताओं के लिए उपयुक्त है—आपके विकल्पों को समझना आपको अपने अनुप्रयोग की वास्तविक आवश्यकताओं के अनुसार सटीक विनिर्देशन करने में सहायता करता है।
यहाँ सबसे सामान्य उत्पादनोत्तर उपचार और उनके उपयोग के समय दिए गए हैं:
- बीड़ ब्लस्टिंग – ग्लास बीड्स को सतह पर प्रक्षेपित करके एक समान मैट या सैटिन टेक्सचर बनाता है। उपकरण के निशानों को हटाता है और एक सुसंगत उपस्थिति प्रदान करता है। कम लागत वाला और आयामी सहिष्णुता के महत्वपूर्ण न होने वाले सौंदर्य संबंधित भागों के लिए आदर्श। एल्यूमीनियम, स्टील और स्टेनलेस स्टील के घटकों के लिए सर्वाधिक उपयुक्त, जिन्हें दृश्य आकर्षण में सुधार की आवश्यकता होती है।
- एनोडाइज़िंग (टाइप II) – एल्यूमीनियम और टाइटेनियम पर एक पतली सेरामिक ऑक्साइड परत बनाने के लिए इलेक्ट्रोकेमिकल प्रक्रिया। यह संक्षारण प्रतिरोध प्रदान करती है तथा काले, नीले, लाल और सुनहरे सहित विभिन्न रंगों के लिए रंजकों को स्वीकार करती है। लेप की मोटाई आमतौर पर 4–12 μm होती है। उपभोक्ता इलेक्ट्रॉनिक्स, सजावटी भागों और ऐसे अनुप्रयोगों के लिए उत्कृष्ट, जिनमें सुरक्षा और सौंदर्य दोनों की आवश्यकता होती है।
- एनोडाइज़िंग (प्रकार III/हार्डकोट) – अधिक मोटी ऑक्साइड परत (50+ μm तक), जो उत्कृष्ट घर्षण प्रतिरोध और सतह कठोरता प्रदान करती है। अधिक महंगी होने के बावजूद, यह घर्षण, सरकने वाले संपर्क या मांग वाले वातावरण के सामने आने वाले कार्यात्मक भागों के लिए अनिवार्य है। यह एयरोस्पेस, रक्षा और उच्च-प्रदर्शन यांत्रिक अनुप्रयोगों में आम है।
- पाउडर कोटिंग – शुष्क पाउडर को स्थिर विद्युत द्वारा लगाया जाता है और लगभग 200°C पर ऊष्मा-उपचारित किया जाता है, जिससे एक टिकाऊ पॉलिमर परत बनती है। मोटाई 18–72 माइक्रोमीटर के बीच होती है। उत्कृष्ट प्रभाव प्रतिरोध, विस्तृत रंग विकल्प और सभी धातुओं के साथ अच्छी संगतता। यह बाहरी उपकरणों, आवरणों और कठोर सुरक्षात्मक परत की आवश्यकता वाले भागों के लिए आदर्श है।
- लेपन (क्रोम, निकल, जिंक) – विद्युत-रासायनिक प्रक्रियाओं के माध्यम से पतली धात्विक परतों का निक्षेपण किया जाता है। क्रोम आकर्षक चमक और मध्यम स्तर की संक्षारण प्रतिरोधकता प्रदान करता है। निकल घर्षण प्रतिरोध और दृश्य आकर्षण दोनों के लिए संतुलित विशेषताएँ प्रदान करता है। जिंक विशेष रूप से इस्पात के भागों के लिए संक्षारण प्रतिरोध में उत्कृष्टता दर्शाता है। प्रत्येक का अपना विशिष्ट कार्यात्मक और सौंदर्यात्मक उद्देश्य होता है।
अपने अनुप्रयोग के लिए सही समापन का चयन करना
आप चयन कैसे करते हैं? पहले कार्यात्मक आवश्यकताओं को सौंदर्यात्मक वरीयताओं से अलग करें। अनुसार SYZ रॉड एंड्स के व्यापक मार्गदर्शिका दोहराए गए संपर्क, सरकने या अपघर्षण के प्रति उजागर सतहों को आमतौर पर कठोर, मोटी कोटिंग की आवश्यकता होती है—जबकि बीड ब्लास्टिंग जैसे सौंदर्य संबंधी फ़िनिश दिखावट को बेहतर बनाते हैं, लेकिन अन्य उपचारों के साथ संयोजित न होने पर इनकी सुरक्षा क्षमता सीमित होती है।
अपने कार्यात्मक वातावरण पर ध्यान से विचार करें। बाहरी प्रकाश, नमकीन छिड़काव, उच्च तापमान और पराबैंगनी (UV) प्रकाश के प्रति जो फ़िनिश आवश्यक हैं, वे आंतरिक उपयोग की तुलना में अधिक मज़बूत होने चाहिए। समुद्री अनुप्रयोगों के लिए सीएनसी निर्माण में जिंक प्लेटिंग या पाउडर कोटिंग की आवश्यकता हो सकती है, जबकि ऑटोमोटिव आंतरिक घटकों के लिए सजावटी एनोडाइज़िंग का उपयोग किया जा सकता है।
कई फ़िनिश को रणनीतिक रूप से संयोजित किया जा सकता है। उदाहरण के लिए, एनोडाइज़िंग से पहले बीड ब्लास्टिंग करने से एक समान मैट उपस्थिति प्राप्त होती है, साथ ही संक्षारण और घर्षण प्रतिरोध में वृद्धि भी होती है। सीएनसी कटिंग संचालन ज्यामिति निर्मित करते हैं—लेकिन सतह समाप्ति यह निर्धारित करती है कि वह ज्यामिति वास्तविक दुनिया में कैसे कार्य करेगी और कैसी दिखेगी।
मुख्य बात क्या है? फिनिशिंग को कोई गौण मामला नहीं समझें। भागों का ऑर्डर देते समय आवश्यक सतहों और सहनशीलता (टॉलरेंस) को निर्दिष्ट करें, उन महत्वपूर्ण विशेषताओं को मास्क करें जिन पर कोटिंग नहीं लगानी है, और अपने उपचार के चुनाव को कार्यात्मक आवश्यकताओं तथा पर्यावरणीय उजागरता (एक्सपोज़र) दोनों के अनुरूप बनाएं। इस दृष्टिकोण से यह सुनिश्चित होता है कि आपके सीएनसी कट्स ऐसे घटकों में परिवर्तित हो जाएँगे जो वर्षों तक विश्वसनीय रूप से कार्य करेंगे।
सीएनसी मशीनिंग लागत के कारक और बजट अनुकूलन
आपने अपनी सामग्री का चयन कर लिया है, सहनशीलता (टॉलरेंस) निर्दिष्ट कर दी है, और सही सतह फिनिश का चुनाव कर लिया है। अब वह प्रश्न आता है जो यह तय करता है कि क्या आपकी परियोजना आगे बढ़ेगी: वास्तव में इसकी लागत कितनी होगी? मशीनिंग निर्माण व्यय को निर्धारित करने वाले कारकों को समझना आपको सूचित निर्णय लेने, बजट से जुड़े अप्रत्याशित झटकों से बचने और गुणवत्ता को कम न करते हुए बचत के अवसरों की पहचान करने में सहायता प्रदान करता है।
यहाँ वास्तविकता यह है: सीएनसी भागों की कीमतें मनमानी नहीं हैं। प्रत्येक डॉलर का संबंध विशिष्ट कारकों से है, जिन पर आप प्रभाव डाल सकते हैं—सामग्री का चयन, डिज़ाइन की जटिलता, सहिष्णुता विनिर्देशन और उत्पादन मात्रा। यूनियनफैब के लागत विश्लेषण के अनुसार, इन लागतों के उद्गम स्थान को समझना बजट निर्धारण और आपूर्तिकर्ता चयन दोनों के लिए आवश्यक है।
आइए ठीक-ठीक समझें कि आप किसके लिए भुगतान कर रहे हैं और प्रत्येक घटक को कैसे अनुकूलित किया जा सकता है।
मशीनिंग लागत को प्रभावित करने वाले प्रमुख कारक
विनिर्माण लागतों के लिए मशीनिंग को एक साथ जमा किए गए निर्माण ब्लॉकों के रूप में सोचें। प्रत्येक परत कुल लागत में योगदान देती है, और व्यक्तिगत घटकों को समझने से बचत के अवसरों का पता चलता है।
सामग्री की लागत ये आपके कुल व्यय का एक महत्वपूर्ण हिस्सा प्रतिनिधित्व करते हैं—और इसकी सीमा अत्यंत व्यापक है। एल्यूमीनियम कीमत के आर्थिक छोर पर स्थित है, जबकि टाइटेनियम कीमत इतनी अधिक होती है कि वह पाँच से दस गुना तक अधिक हो सकती है। उद्योग के मूल्य निर्धारण आँकड़ों के अनुसार, सामग्री के चयन का प्रभाव केवल कच्चे स्टॉक की लागत पर ही नहीं, बल्कि उपकरण के क्षरण और मशीनिंग समय पर भी पड़ता है।
इस सरलीकृत मूल्य तुलना पर विचार करें:
| सामग्री श्रेणी | सापेक्ष लागत | प्रमुख बातें |
|---|---|---|
| एल्युमीनियम | $ | उत्कृष्ट यांत्रिक कार्यक्षमता, सबसे तेज़ साइकिल समय |
| पीतल/कांस्य | $$$ | सरल यांत्रिक कार्यक्षमता, विद्युत अनुप्रयोगों के लिए |
| स्टील/रजत स्टील | $$$ | कठिन सामग्रियाँ उपकरण के क्षरण को बढ़ाती हैं |
| टाइटेनियम | $$$$$ | विशिष्ट औजारों की आवश्यकता होती है, लंबे साइकिल समय |
| पीईईके (प्लास्टिक) | $$$$$ | उच्च-प्रदर्शन वाला किंतु महंगा कच्चा स्टॉक |
मशीनिंग समय सीधे लागतों को गुणा कर देता है। औद्योगिक यांत्रिक कार्य संचालन घंटे के हिसाब से शुल्क लगाते हैं, जो मशीन की जटिलता के आधार पर भिन्न होते हैं: 3-अक्ष मिल्स आमतौर पर लगभग $40/घंटा शुल्क लेते हैं, जबकि 5-अक्ष उपकरण विनिर्माण सर्वेक्षणों के अनुसार $75–120/घंटा का शुल्क लेते हैं। बहु-अक्ष संचालन की आवश्यकता वाली जटिल ज्यामिति, कम फीड दरों की आवश्यकता वाले कड़े सहिष्णुता मानदंड, और कई औजार परिवर्तनों की आवश्यकता वाली जटिल विशेषताएँ—सभी साइकिल समय को बढ़ाती हैं और आपके बिल को भी बढ़ाती हैं।
सेटअप और प्रोग्रामिंग लागतें मात्रा के बावजूद लागू होती हैं। प्रत्येक कार्य के लिए मशीन तैयारी, कार्य-धारण विन्यास, औजार लोडिंग और शून्य-बिंदु स्थापना की आवश्यकता होती है। ये स्थिर लागतें आपके ऑर्डर पर वितरित की जाती हैं: दस भागों का उत्पादन करने पर प्रत्येक भाग पर सेटअप व्यय का दसवाँ हिस्सा लगता है; एक सौ भागों के उत्पादन पर प्रति-भाग प्रभाव काफी कम हो जाता है।
सहनशीलता विनिर्देश दोनों प्रक्रिया समय और निरीक्षण आवश्यकताओं को प्रभावित करते हैं। अनुसार एनसिंगर प्लास्टिक्स के डिज़ाइन फॉर मैन्युफैक्चरिंग (DFM) गाइड , केवल आवश्यकता होने पर ही कड़े टॉलरेंस का उपयोग करना चाहिए—सामान्य टॉलरेंस गैर-महत्वपूर्ण क्षेत्रों में कार्यक्षमता को बिना समझौता किए लागत को काफी कम कर देते हैं।
द्वितीयक परिचालन जो अतिरिक्त लागत जोड़ते हैं और जो तेज़ी से संचित हो जाती हैं। एनोडाइज़िंग जैसे सतह समाप्ति प्रक्रियाएँ आमतौर पर प्रति भाग 3–12 डॉलर की दर से लागू होती हैं, जबकि इलेक्ट्रोप्लेटिंग 10–30 डॉलर तक पहुँच सकती है। ऊष्मा उपचार, निरीक्षण और विशेष पैकेजिंग प्रत्येक अपने स्वयं के लाइन आइटम में योगदान देते हैं। सीएनसी द्वारा निर्मित भागों के लिए, जिन्हें कई द्वितीयक प्रक्रियाओं की आवश्यकता होती है, ये अतिरिक्त लागतें मूल मशीनिंग लागत के बराबर या उससे अधिक हो सकती हैं।
अपने बजट को अनुकूलित करने के लिए स्मार्ट रणनीतियाँ
अच्छी खबर: अधिकांश लागत ड्राइवर सोच-समझकर की गई योजना के प्रति प्रतिक्रिया करते हैं। प्रोटोलैब्स के विनिर्माण लागत गाइड के अनुसार, स्मार्ट डिज़ाइन, सामग्री चयन, टॉलरेंस और उत्पादन योजना पर ध्यान केंद्रित करके, आप गुणवत्ता को बनाए रखते हुए व्यय को काफी कम कर सकते हैं।
मशीन निर्माण लागत अनुकूलन के लिए सिद्ध रणनीतियाँ ये हैं:
- Ufacturability के लिए डिज़ाइन – जहाँ संभव हो, ज्यामिति को सरल बनाएँ। तीव्र आंतरिक कोनों, गहरी खांचों और विशेष औजारों की आवश्यकता वाली विशेषताओं को न्यूनतम करें। छिद्रों और अन्य विशेषताओं के लिए मानक औजार आकारों का उपयोग करें। जब व्यावहारिक हो, तो कई भागों को एकल घटकों में एकीकृत करें।
- उचित सहिष्णुता का निर्दिष्टीकरण करें – केवल महत्वपूर्ण संलग्न सतहों और कार्यात्मक विशेषताओं पर कड़ी सहिष्णुता लागू करें। गैर-महत्वपूर्ण आयामों के लिए मानक ±0.005" विनिर्देशन का उपयोग किया जा सकता है, जिससे मशीनिंग समय और निरीक्षण लागत में काफी कमी आती है।
- सामग्री चयन को अनुकूलित करें – कार्यात्मक आवश्यकताओं को पूरा करने वाली सामग्री का चयन करें, बिना अत्यधिक विनिर्देशित किए। एल्यूमीनियम अक्सर टाइटेनियम की लागत के केवल एक भाग के लिए पर्याप्त प्रदर्शन प्रदान करता है। यांत्रिक कार्यक्षमता पर विचार करें: नरम सामग्रियाँ औजार के क्षरण और चक्र समय को कम करती हैं।
- उत्पादन मात्रा की रणनीतिक योजना बनाएँ – बड़े बैच निश्चित सेटअप लागत को अधिक भागों पर वितरित करते हैं, जिससे प्रति इकाई लागत कम हो जाती है। यहाँ तक कि मामूली मात्रा में वृद्धि भी महत्वपूर्ण बचत दे सकती है। यूनियनफैब के विश्लेषण के अनुसार, ऑर्डर मात्रा एकल इकाइयों से उत्पादन चलाने तक बढ़ने के साथ-साथ प्रति भाग लागत में काफी कमी आती है।
- सेटअप और पुनर्स्थापना को कम करें – ऐसे भागों का डिज़ाइन करें जिन्हें कम सेटअप में मशीन किया जा सके। प्रत्येक बार जब ऑपरेटर को कार्य-टुकड़े को पुनः स्थापित करना पड़ता है, तो पुनः कैलिब्रेशन के लिए समय लगता है और संभावित विचरण की संभावना भी उत्पन्न होती है।
- मानक फिनिश के बारे में विचार करें – जैसा-मशीन किया गया सतह कोई अतिरिक्त लागत नहीं लगाती है। केवल तभी विशिष्ट फिनिश का अनुरोध करें जब कार्य या उपस्थिति की वास्तविक आवश्यकता हो।
क्या आपके प्रोजेक्ट के लिए सीएनसी मशीनिंग उपयुक्त है?
कभी-कभी सबसे बुद्धिमान बजट निर्णय एकदम अलग विनिर्माण विधि का चयन करना होता है। आप कैसे जानें कि कब सीएनसी सबसे अच्छा मूल्य प्रदान करता है?
सीएनसी मशीनिंग तब उत्कृष्ट प्रदर्शन करती है जब आपको आवश्यकता हो:
- कड़ी सहिष्णुता और उच्च परिशुद्धता की
- कठिन सामग्रियों में जटिल ज्यामिति की
- कम से मध्यम उत्पादन मात्रा (1–1,000 भाग)
- उत्पादन-गुणवत्ता वाली सामग्रियों के साथ त्वरित प्रोटोटाइपिंग
- मशीनिंग के तुरंत बाद उत्कृष्ट सतह समाप्ति की आवश्यकता वाले भाग
वैकल्पिक विधियाँ निम्नलिखित स्थितियों में अधिक आर्थिक रूप से फायदेमंद सिद्ध हो सकती हैं:
- उत्पादन मात्रा हज़ारों समान भागों से अधिक हो जाए (इंजेक्शन मोल्डिंग या कास्टिंग पर विचार करें)
- जटिल आंतरिक ज्यामिति जिन तक काटने वाले औज़ारों द्वारा नहीं पहुँचा जा सकता (3D प्रिंटिंग पर विचार करें)
- सरल आकृतियाँ जिन्हें परिशुद्धि मशीनिंग की आवश्यकता नहीं होती (स्टैम्पिंग या एक्सट्रूज़न पर विचार करें)
सीएनसी के लिए आदर्श स्थिति अक्सर प्रोटोटाइप से कम मात्रा उत्पादन की सीमा में आती है। एकल भाग के ऑर्डर पर बोझ डालने वाली सेटअप लागत 50 या 100 इकाइयों पर नगण्य हो जाती है, जबकि उत्पादन मात्रा अभी भी उस सीमा से कम रहती है जिस पर मोल्डिंग या कास्टिंग के लिए टूलिंग निवेश आर्थिक रूप से उचित होता है।
इन लागत गतिशीलताओं को समझना आपको एक सूचित खरीदार के रूप में निर्माण साझेदारों के साथ संपर्क करने में सक्षम बनाता है। आप बेहतर प्रश्न पूछेंगे, कोटेशन का अधिक सटीक मूल्यांकन करेंगे, और सिर्फ सबसे कम कीमत के पीछे भागते हुए नहीं, बल्कि वास्तविक मूल्य की पहचान करेंगे।
अपनी परियोजना के लिए सही सीएनसी मशीनिंग साझेदार का चयन करना
आपने अपनी डिज़ाइन को अंतिम रूप दे दिया है, सामग्री का चयन कर लिया है, और कार्यक्षमता तथा बजट दोनों के बीच संतुलन बनाए रखने वाली सहिष्णुताएँ (टॉलरेंस) निर्दिष्ट कर दी हैं। अब एक ऐसा निर्णय लेने का समय आ गया है जो यह तय करेगा कि आपके सावधानीपूर्ण रूप से नियोजित विनिर्देशन वास्तव में कार्य करने वाले भागों में परिवर्तित होते हैं या नहीं: उन्हें कौन निर्मित करेगा? एक कुशल सीएनसी मशीनिस्ट और एक अपर्याप्त मशीनिस्ट के बीच का अंतर केवल गुणवत्ता तक सीमित नहीं है—यह आपके उत्पादन कार्यक्रम को पूरा करने और देरी की व्याख्या करने के लिए घबराने के बीच का अंतर है।
सही साझेदार को खोजने के लिए केवल उद्धृत मूल्यों के परे देखना आवश्यक है। ज़ेनिथ मैन्युफैक्चरिंग के साझेदार चयन मार्गदर्शिका के अनुसार, लक्ष्य केवल एक आपूर्तिकर्ता खोजना नहीं है जो आपके भाग बना सके—बल्कि यह है कि एक रणनीतिक साझेदार को खोजा जाए जो आपके व्यवसाय को बढ़ावा दे सके। यह प्रक्रिया क्षमताओं, प्रमाणनों और पूर्व रिकॉर्ड के व्यवस्थित मूल्यांकन के साथ शुरू होती है।
आपके उद्योग के लिए महत्वपूर्ण गुणवत्ता प्रमाणन
प्रमाणन केवल दीवार पर लगे फलक नहीं हैं—ये एक निर्माता द्वारा कठोर गुणवत्ता प्रणालियों को बनाए रखने के दस्तावेज़ी सबूत का प्रतिनिधित्व करते हैं। हालाँकि, कौन-से प्रमाणन वास्तव में महत्वपूर्ण हैं, यह पूर्णतः आपके उद्योग और अनुप्रयोग पर निर्भर करता है।
सीएनसी ऑपरेटर की भूमिका को समझना यह संदर्भ देता है कि प्रमाणन क्यों महत्वपूर्ण हैं। एक प्रमाणित कार्यबल एक समान आधारभूत ज्ञान को प्रदर्शित करता है: सभी को उत्तम प्रथाओं, सुरक्षा प्रोटोकॉल और गुणवत्ता की अपेक्षाओं की समझ होती है। अमेरिकन माइक्रो इंडस्ट्रीज़ के प्रमाणन मार्गदर्शिका के अनुसार, प्रमाणित प्रक्रियाएँ उन विधियों और उपकरणों को दस्तावेज़ी मानकों के अधीन रखती हैं, जिससे एक बैच से दूसरे बैच तक सुसंगतता सुनिश्चित होती है।
आपके क्षेत्र के आधार पर इन बातों पर ध्यान दें:
- ISO 9001 – सभी उद्योगों में लागू होने वाला आधारभूत गुणवत्ता प्रबंधन प्रणाली प्रमाणन। यह दस्तावेज़ी कार्यप्रवाहों, प्रदर्शन निगरानी और सुधारात्मक कार्रवाई प्रक्रियाओं का प्रदर्शन करता है।
- AS9100 – ISO 9001 पर आधारित, जिसमें जोखिम प्रबंधन, दस्तावेज़ीकरण और उत्पाद अखंडता के लिए एयरोस्पेस-विशिष्ट आवश्यकताएँ शामिल हैं। किसी भी एयरोस्पेस आपूर्ति श्रृंखला में भाग लेने के लिए अनिवार्य।
- ISO 13485 – चिकित्सा उपकरण निर्माण के लिए प्राधिकारित मानक, जिसमें डिज़ाइन नियंत्रण, ट्रेसैबिलिटी और जोखिम शमन शामिल हैं।
- IATF 16949 – ऑटोमोटिव गुणवत्ता प्रबंधन के लिए वैश्विक मानक, जो निरंतर सुधार और दोष रोकथाम के क्षेत्र-विशिष्ट आवश्यकताओं के साथ ISO 9001 के सिद्धांतों को संयोजित करता है।
- NADCAP – ऊष्मा उपचार और अविनाशी परीक्षण जैसी विशेष प्रक्रियाओं के लिए प्रमाणन, जो एयरोस्पेस और रक्षा अनुप्रयोगों के लिए महत्वपूर्ण है।
विशेष रूप से ऑटोमोटिव अनुप्रयोगों के लिए, IATF 16949 प्रमाणन यह संकेत देता है कि एक निर्माता उद्योग की माँगों वाली अपेक्षाओं को समझता है। कंपनियाँ जैसे शाओयी मेटल तकनीक iATF 16949 प्रमाणन और कड़े सांख्यिकीय प्रक्रिया नियंत्रण (SPC) प्रोटोकॉल दोनों के माध्यम से इस प्रतिबद्धता का प्रदर्शन करती हैं—जिससे प्रत्येक परिशुद्धता घटक लगातार ऑटोमोटिव-ग्रेड विनिर्देशों को पूरा करता है।
लेकिन केवल प्रमाणन पर्याप्त नहीं है। विनिर्माण विशेषज्ञों के अनुसार, वास्तविक परीक्षण यह है कि गुणवत्ता की मानसिकता उनकी संस्कृति में कितनी गहराई तक जड़ित है। आप ऐसे सटीक प्रश्न पूछें जैसे — "क्या आप मुझे किसी असंगत भाग के निपटान की प्रक्रिया के बारे में विस्तार से बता सकते हैं?" उनका उत्तर किसी भी प्रमाणपत्र की तुलना में उनकी वास्तविक प्रतिबद्धता के बारे में अधिक कुछ बताता है।
उत्पादन क्षमता और अग्रिम समय का मूल्यांकन
एक विशिष्ट सीएनसी मशीन ऑपरेटर के लिए नौकरी का विवरण सेटअप, संचालन और गुणवत्ता सत्यापन को शामिल करता है—लेकिन आपके साझेदार की क्षमताएँ व्यक्तिगत ऑपरेटरों से कहीं अधिक व्यापक हैं। आपको पूरे संचालन—उपकरणों, विशेषज्ञता और क्षमता—का आकलन करने की आवश्यकता है।
आपको किन सीएनसी उपकरणों और उपकरणों की तलाश करनी चाहिए? केसू ग्रुप के मूल्यांकन मार्गदर्शिका के अनुसार, विविध, अच्छी तरह से रखरखाव वाली मशीनों—जैसे सीएनसी लेथ, मिलिंग केंद्र और बहु-अक्ष उपकरणों—से लैस एक प्रदाता जटिल परियोजनाओं को संभालने के लिए अधिक योग्य होता है। स्वचालित टूल चेंजर और प्रक्रिया-मध्य मापन क्षमताओं वाले आधुनिक सीएनसी मशीनिंग केंद्र दोनों ही परिशुद्धता और दक्षता प्रदान करते हैं।
इसके समान रूप से महत्वपूर्ण: क्या आपका साझेदार आपके साथ स्केल करने में सक्षम है? त्वरित प्रोटोटाइपिंग की आवश्यकताएँ उत्पादन चलाने की आवश्यकताओं से काफी अलग होती हैं। आदर्श CNC उपकरण विन्यास दोनों का समर्थन करता है—नमूना भागों को जल्दी से डिलीवर करते हुए, जब ऑर्डर बढ़ते हैं तो हज़ारों की क्षमता बनाए रखते हुए। कुछ निर्माताओं, जिनमें शाओयी मेटल टेक्नोलॉजी शामिल है, आपातकालीन प्रोटोटाइपिंग आवश्यकताओं के लिए केवल एक कार्यदिवस के लीड टाइम की पेशकश करते हैं, और ऑटोमोटिव सटीकता घटकों, जैसे चेसिस असेंबलियाँ और कस्टम धातु बुशिंग्स सहित, द्रव्यमान उत्पादन मात्राओं के लिए बिना किसी व्यवधान के स्केलिंग की सुविधा प्रदान करते हैं।
संभावित निर्माण साझेदारों का मूल्यांकन करते समय इस चेकलिस्ट का उपयोग करें:
- प्रमाणपत्र – कम से कम ISO 9001 की पुष्टि करें; अपनी आवश्यकताओं के अनुरूप उद्योग-विशिष्ट प्रमाणनों (AS9100, IATF 16949, ISO 13485) की पुष्टि करें
- गुणवत्ता प्रणालियां – दस्तावेज़ीकृत SPC कार्यक्रमों, प्रथम लेख निरीक्षण क्षमताओं और CMM सत्यापन उपकरणों की जाँच करें
- उपकरण क्षमताएं – अपने भागों की ज्यामिति और मात्राओं के लिए मशीन प्रकारों, अक्ष विन्यासों और क्षमता का आकलन करें
- सामग्री विशेषज्ञता – अपनी विशिष्ट सामग्रियों और समान अनुप्रयोगों के साथ अनुभव की पुष्टि करें
- टर्नअराउंड समय – प्रोटोटाइपिंग और उत्पादन मात्रा के लिए सामान्य नेतृत्व समय के बारे में अनुरोध करें; ऑन-टाइम इन-फुल (OTIF) डिलीवरी मेट्रिक्स की पुष्टि करें
- संचार की त्वरित प्रतिक्रिया – कोटेशन टर्नअराउंड, तकनीकी प्रश्नों के उत्तर और प्रोजेक्ट के प्रोएक्टिव अपडेट का मूल्यांकन करें
- डीएफएम सुझाव – उत्कृष्ट साझेदार गुणवत्तापूर्ण डिज़ाइन के बजाय विनिर्माण के लिए डिज़ाइन (Design for Manufacturability) के सुझाव प्रदान करते हैं, जबकि समस्याग्रस्त डिज़ाइनों को चुपचाप स्वीकार नहीं करते हैं
जेनिथ मैन्युफैक्चरिंग के शोध के अनुसार, खराब संचार एक महत्वपूर्ण चेतावनि संकेत है। आज के वातावरण में, आपको ऐसे साझेदारों की आवश्यकता है जो त्वरित प्रतिक्रिया करें, प्रोएक्टिव अपडेट प्रदान करें और जब भी कोई समस्या उत्पन्न हो, उसके प्रति पारदर्शिता बनाए रखें। जब उत्पादन के शेड्यूल जोखिम में हों, तो 48 घंटे का ईमेल प्रतिक्रिया समय अस्वीकार्य है।
मुख्य बात? आपका विनिर्माण साझेदार आपकी टीम का एक विस्तार बन जाता है। उनकी क्षमताएँ, गुणवत्ता प्रणालियाँ और प्रतिक्रियाशीलता सीधे आपके उत्पाद की सफलता को प्रभावित करती हैं। शुरुआत में व्यापक मूल्यांकन के लिए समय निवेश करें—यह उत्पादन शुरू होने के बाद क्षमता के अंतर की खोज करने की तुलना में कहीं अधिक कम लागत वाला है।
अपने सीएनसी मशीनिंग प्रोजेक्ट के साथ शुरुआत करना
आपने सीएनसी प्रणाली क्या है, इसकी समझ से लेकर निर्माण साझेदारों का मूल्यांकन करने तक का सफर तय किया है—अब यह ज्ञान व्यवहार में लाने का समय आ गया है। आपके दिमाग में एक अवधारणा और आपके हाथ में एक पूर्ण घटक के बीच की दूरी उतनी लंबी नहीं है जितनी आप सोच सकते हैं, बशर्ते कि आप इस प्रक्रिया को व्यवस्थित ढंग से अपनाएँ।
याद रखें, सीएनसी का अर्थ है कंप्यूटर संख्यात्मक नियंत्रण—लेकिन वास्तव में यह आपकी डिजिटल सटीकता को भौतिक वास्तविकता में बदलने की क्षमता को दर्शाता है। इस मार्गदर्शिका में आपके द्वारा सीखे गए प्रत्येक निर्णय का एक ही लक्ष्य से संबंध है: ठीक उसी प्रकार कार्य करने वाले घटक प्राप्त करना, जिन्हें समय पर और बजट के भीतर डिलीवर किया जाए।
चलिए, सब कुछ एक स्पष्ट आगे के मार्ग में संकलित करते हैं।
आपकी सीएनसी परियोजना कार्य योजना
सीएनसी मशीनिंग सफलता वास्तव में किस पर आधारित होती है? एक पद्धतिपूर्ण दृष्टिकोण जो प्रत्येक महत्वपूर्ण निर्णय बिंदु को सही क्रम में संबोधित करता है। अवधारणा से पूर्ण घटकों तक आत्मविश्वासपूर्ण रूप से अग्रसर होने के लिए इन चरणों का पालन करें:
- उत्पादन की सुविधा को ध्यान में रखते हुए अपना डिज़ाइन अंतिम रूप दें – अपने CAD मॉडल की समीक्षा करें ताकि अनावश्यक जटिलता पैदा करने वाली विशेषताओं को पहचाना जा सके। जहाँ संभव हो, तीव्र आंतरिक कोनों को हटा दें, छिद्रों के आकार को सामान्य औजार व्यासों के अनुरूप मानकीकृत करें, और सुनिश्चित करें कि दीवार की मोटाई काटने के बलों को सहन कर सके। यदि आपको निश्चित नहीं है, तो अंतिम विनिर्देशों को अंतिम रूप देने से पहले DFM प्रतिक्रिया का अनुरोध करें।
- सामग्री और सहिष्णुता आवश्यकताओं का निर्धारण करें – सामग्री के गुणों को अपनी आवेदन आवश्यकताओं के अनुरूप चुनें। क्या आपके भाग को संक्षारण प्रतिरोध की आवश्यकता है? तो स्टेनलेस स्टील या एनोडाइज्ड एल्यूमीनियम पर विचार करें। भार-संवेदनशील अनुप्रयोग हैं? तो एल्यूमीनियम या इंजीनियरिंग प्लास्टिक्स आदर्श हो सकते हैं। केवल उन स्थानों पर ही कड़ी सहिष्णुताएँ लागू करें जहाँ संलग्न सतहें या महत्वपूर्ण कार्यों की आवश्यकता हो—अन्य स्थानों पर मानक विनिर्देशों का उपयोग लागत को उचित स्तर पर रखता है।
- योग्य साझेदारों से कोटेशन का अनुरोध करें – अपना डिज़ाइन उन कई निर्माताओं को सौंपें जिनके प्रमाणन आपकी उद्योग आवश्यकताओं के अनुरूप हों। पूर्ण दस्तावेज़ीकरण प्रदान करें: 3D मॉडल, टॉलरेंस के साथ 2D ड्रॉइंग्स, सामग्री विनिर्देश, मात्रा आवश्यकताएँ और लक्षित डिलीवरी तिथियाँ। शुरुआत में स्पष्ट संचार बाद में गलतफहमियों को रोकता है।
- DFM प्रतिक्रिया की सावधानीपूर्वक समीक्षा करें – अनुभवी साझेदार संभावित समस्याओं की पहचान करेंगे और विकल्पों के बारे में सुझाव देंगे। एक आंतरिक कोने की त्रिज्या को 0.5 मिमी से बदलकर 2 मिमी करने का सुझाव छोटा लग सकता है—लेकिन यह आपके भाग की लागत को 30% तक कम कर सकता है और साथ ही संरचनात्मक अखंडता में सुधार कर सकता है। इन सुझावों को खुले मन से सुनें।
- विश्वास के साथ उत्पादन में आगे बढ़ें – एक बार जब आप नमूनों को स्वीकृत कर चुके हों और विनिर्देशों की पुष्टि कर चुके हों, तो उत्पादन को अधिकृत कर दें। प्रक्रिया के दौरान संचार बनाए रखें, विशेष रूप से पहली बार के ऑर्डर के लिए। भागों के शिप करने से पहले गुणवत्ता जाँच बिंदुओं और निरीक्षण मानदंडों को निर्धारित करें।
अवधारणा से उत्पादन तक का संक्रमण
सीएनसी मशीनिस्ट के विशेषज्ञता का अर्थ स्पष्ट हो जाता है जब आप उन साझेदारों के साथ काम करते हैं जो आपको प्रत्येक चरण में मार्गदर्शन प्रदान करते हैं। प्रोटोटाइपिंग आपके डिज़ाइन को बड़े पैमाने पर उत्पादन में प्रतिबद्ध होने से पहले वैध करती है। प्रथम लेख निरीक्षण (फर्स्ट आर्टिकल इंस्पेक्शन) पुष्टि करता है कि निर्माण प्रक्रियाएँ विनिर्देशों के अनुरूप भागों का उत्पादन कर रही हैं। सांख्यिकीय प्रक्रिया नियंत्रण (SPC) उत्पादन चक्रों के दौरान स्थिरता बनाए रखता है।
ऑटोमोटिव आपूर्ति श्रृंखला में कार्यरत पाठकों के लिए, प्रोटोटाइप से बड़े पैमाने पर उत्पादन तक का मार्ग विशिष्ट प्रमाणनों वाले साझेदारों की मांग करता है। शाओयी मेटल तकनीक यह क्षमता को उदाहरणित करता है—उनका IATF 16949 प्रमाणन और कड़े SPC प्रोटोकॉल उच्च-सहिष्णुता वाले घटकों को ऑटोमोटिव-ग्रेड विनिर्देशों के अनुरूप बनाए रखना सुनिश्चित करते हैं। प्रोटोटाइपिंग के लिए केवल एक कार्यदिवस के रूप में त्वरित लीड टाइम और बड़े पैमाने पर उत्पादन के लिए सुगम स्केलिंग के साथ, वे सटीक चैसिस असेंबलियाँ और कस्टम धातु बुशिंग्स को कुशलतापूर्वक वितरित करते हैं।
सीएनसी का क्या अर्थ है? कंप्यूटर न्यूमेरिकल कंट्रोल—लेकिन इससे भी महत्वपूर्ण है कि यह आपके डिजिटल डिज़ाइनों और शारीरिक उत्पादों के बीच संबंध स्थापित करने वाली विनिर्माण क्षमता को दर्शाता है। चाहे आप दस प्रोटोटाइप बना रहे हों या दस हज़ार उत्पादन भाग, यह प्रौद्योगिकी ऐसी सुसंगत सटीकता प्रदान करती है जिसे हाथ से किए गए तरीकों द्वारा सरलता से प्राप्त नहीं किया जा सकता।
अंतिम निष्कर्ष क्या है? अब आप मशीन के प्रकारों, सामग्री के चयन, सहनशीलता विनिर्देशों, सतह समाप्ति विकल्पों, लागत निर्धारक कारकों और साझेदार मूल्यांकन मानदंडों को समझ गए हैं। यह ज्ञान आपको एक निष्क्रिय खरीदार से एक सूचित विनिर्माण साझेदार में बदल देता है। इसका उपयोग बेहतर प्रश्न पूछने, बुद्धिमान निर्णय लेने और अपनी सटीक आवश्यकताओं को पूरा करने वाले उत्पादों को वितरित करने के लिए करें।
आपका अगला कदम सरल है: अपना डिज़ाइन लें, आपके द्वारा सीखे गए सिद्धांतों को लागू करें, और एक योग्य विनिर्माण साझेदार से जुड़ें जो आपके दृष्टिकोण को वास्तविकता में बदल सके। प्रौद्योगिकी तैयार है। विशेषज्ञता मौजूद है। आपके सटीक घटक बनाए जाने की प्रतीक्षा कर रहे हैं।
सीएनसी मशीनिंग के बारे में अक्सर पूछे जाने वाले प्रश्न
1. सीएनसी मशीनिंग क्या है?
सीएनसी मशीनिंग एक उत्पादन प्रक्रिया है, जिसमें पूर्व-प्रोग्राम किए गए कंप्यूटर सॉफ़्टवेयर द्वारा कारखाने के औजारों और मशीनरी की गति को नियंत्रित किया जाता है। सीएनसी का अर्थ कंप्यूटर संख्यात्मक नियंत्रण (Computer Numerical Control) होता है, जो कटिंग टूल्स को अत्यधिक सटीकता के साथ निर्देशित करने के लिए G-कोड निर्देशों का उपयोग करता है—जिससे ±0.001 इंच के रूप में कड़ी सहिष्णुता (tolerance) प्राप्त की जा सकती है। यह घटात्मक उत्पादन दृष्टिकोण ठोस ब्लॉकों से सामग्री को हटाकर एयरोस्पेस से लेकर चिकित्सा उपकरणों तक के क्षेत्रों के लिए अंतिम घटकों का निर्माण करता है।
2. क्या सीएनसी मशीनिस्टों को बहुत अधिक वेतन मिलता है?
सीएनसी मशीनिस्ट प्रतिस्पर्धी मजदूरी कमाते हैं, जिनका औसत वेतन संयुक्त राज्य अमेरिका में लगभग 27.43 डॉलर प्रति घंटा है। आय अनुभव, प्रमाणन और विशेषज्ञता के आधार पर भिन्न होती है। बहु-अक्ष प्रोग्रामिंग, कड़ी सहिष्णुता वाले कार्य या एयरोस्पेस-ग्रेड उत्पादन में उन्नत कौशल वाले ऑपरेटर आमतौर पर उच्च दरें प्राप्त करते हैं। IATF 16949 या AS9100 प्रमाणित सुविधाएँ अक्सर गुणवत्ता मानकों को बनाए रखने वाले योग्य मशीनिस्टों को प्रीमियम मजदूरी का भुगतान करती हैं।
3. सीएनसी मशीनों के विभिन्न प्रकार कौन-कौन से हैं?
तीन प्राथमिक सीएनसी मशीन प्रकार मिलिंग मशीनें, लेथ और राउटर हैं। सीएनसी मिल्स कठोर धातुओं में जटिल 3D ज्यामिति के लिए स्थिर कार्य-टुकड़े के विरुद्ध घूर्णन करने वाले काटने वाले उपकरणों का उपयोग करती हैं। सीएनसी लेथ कार्य-टुकड़े को स्थिर उपकरणों के विरुद्ध घूर्णित करती हैं, जो शाफ्ट और बुशिंग जैसे बेलनाकार भागों के लिए आदर्श हैं। सीएनसी राउटर मुलायम सामग्रियों और बड़ी सपाट शीट्स को संसाधित करते हैं, जिनका उपयोग आमतौर पर साइनबोर्ड, कैबिनेट और प्लास्टिक एन्क्लोज़र्स के लिए किया जाता है।
4. सीएनसी मशीनिंग की लागत कितनी होती है?
सीएनसी मशीनिंग की लागत सामग्री के चयन, भाग की जटिलता, सहिष्णुता आवश्यकताओं और उत्पादन मात्रा पर निर्भर करती है। एल्यूमीनियम के भागों की लागत टाइटेनियम के समकक्ष भागों की तुलना में कम होती है, क्योंकि सामग्री की कीमत और त्वरित साइकिल समय के कारण। कड़ी सहिष्णुताएँ मशीनिंग समय और निरीक्षण लागत में वृद्धि करती हैं। सेटअप लागत बड़े ऑर्डर पर वितरित की जाती है, जिससे प्रति-भाग खर्च कम हो जाता है। निर्माण के लिए डिज़ाइन, उचित सहिष्णुता विनिर्देशन और मात्रा योजना जैसी रणनीतियाँ कुल परियोजना लागत को काफी कम कर सकती हैं।
5. मैं सीएनसी मशीनिंग साझेदार के रूप में किन प्रमाणनों की तलाश करूँ?
मुख्य प्रमाणपत्र आपके उद्योग पर निर्भर करते हैं: आईएसओ 9001 आधारभूत गुणवत्ता प्रबंधन प्रदान करता है, एएस9100 एयरोस्पेस आवश्यकताओं को शामिल करता है, आईएसओ 13485 चिकित्सा उपकरणों पर लागू होता है, और आईएटीएफ 16949 ऑटोमोटिव विनिर्माण मानकों को संबोधित करता है। शाओयी मेटल टेक्नोलॉजी जैसे पार्टनर आईएटीएफ 16949 प्रमाणन के साथ-साथ सांख्यिकीय प्रक्रिया नियंत्रण (एसपीसी) प्रोटोकॉल के माध्यम से प्रतिबद्धता का प्रदर्शन करते हैं, जिससे चेसिस असेंबलियों सहित सटीक ऑटोमोटिव घटकों के लिए निरंतर गुणवत्ता सुनिश्चित होती है।