 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Opcións de tratamento superficial para perfís de aluminio automotriz: Mellor opción
Introdución ás opcións de acabado en extrusións automotrices
Cando estás a adquirir ou deseñar extrusións de aluminio para automoción, a elección do acabado vai máis aló da simple estética. É un factor crítico para determinar como se comportará a túa peza, canto tempo durará e o seu grao de integración nas liñas modernas de montaxe do vehículo. Parece complexo? Dés, especialmente cando tes que equilibrar durabilidade, estética e eficiencia na fabricación para 2025 e máis alá.
- Resistencia á corrosión para ambientes agresivos e longa vida útil
- Protección contra o desgaste e a abrasión para pezas móviles ou expostas
- Clases de estética para satisfacer as necesidades de molduras visibles e identidade de marca
- Compatibilidade coa unión—soldadura, adhesivo ou unión mecánica
- Cumprimento ambiental coas regulacións en constante evolución
- Impacto no custo por vehículo e capacidade de produción para fabricación en alto volume
Por que a calidade do remate importa nas extrusións de aluminio para automoción
Imaxina un raíl do teito, un encerramento de batería ou unha peza de decoración interior: cada un enfrenta os seus propios retos ambientais e mecánicos. O remate superficial axeitado de aluminio pode marcar a diferenza entre unha peza que se ve nítida e resiste a corrosión durante anos, e outra que falla prematuramente debido a picaduras, esfoliación ou descoloración. Para os enxeñeiros automotrices, isto significa que os remates non son só cuestión de estética: trátase de garantir un desempeño fiábel e reducir os riscos de garantía.
Que se considera un tratamento superficial e onde cada un sobresae
No mundo das extrusións de aluminio, o tratamento superficial refírese a calquera proceso que modifique a superficie para acadar obxectivos funcionais ou estéticos específicos. Estes inclúen:
- Tratamentos previos: Limpeza, desoxidación e aplicación de recubrimentos de conversión para preparar a superficie para remates posteriores
- Anodizado: Capas de óxido engrosadas electroquimicamente para resistencia á corrosión e ao desgaste, dispoñíbeis en variantes decorativas ou duras (tipo III)
- Sistemas de recubrimento en pó e e-coat: Revestimentos orgánicos aplicados para cor, resistencia química e cobertura uniforme
- Acabado de laminación máis fluxogramas de pintura: Usar a superficie extrudada como base para imprimación e pintura, equilibrando custo e flexibilidade
Cada un destes acabados superficiais do aluminio aporta vantaxes e inconvenientes específicos. Por exemplo, a anodización ofrece unha excelente protección contra a corrosión e unha gama de cores, mentres que o recubrimento en pó proporciona unha capa duradeira e vistosa con ampla variedade de cores e opcións de textura. Os acabados mecánicos e químicos, como o bead blasting ou o brillante, poden mellorar a aparencia ou preparar a superficie para revestimentos posteriores. A elección depende das necesidades específicas da aplicación: se se require resistencia aos UV para perfís exteriores ou un acabado económico para pezas estruturais ocultas.
Como usar esta lista ordenada para especificar e adquirir
Esta guía está deseñada para axudarlle a comparar e seleccionar opcións de tratamento superficial para perfís de aluminio automotriz con seguridade. Nas seccións seguintes, observará que cada acabado é avaliado con:
- Encabezados H3 claros para escaneo rápido
- Puntos fortes e débiles en formato de lista
- Casos de uso reais e consellos de especificación
Tamén faremos referencia a normas clave (como ASTM, SAE, ISO e MIL-A-8625) cando sexa relevante, para que poida alinear os seus requisitos coas mellores prácticas do sector.
Combinar a correcta aleación, o tratamento e a xeometría da peza co acabado adecuado é esencial. A combinación incorrecta pode levar a problemas como a corrosión filiforme, o adelgazamento das beiras ou unha mala adhesión, causando fallos costosos a longo prazo.
¿Preparado para comezar? As seguintes seccións explican cada tipo de acabado, axudándolle a lograr os seus obxectivos de rendemento, estética e custo coa mellor solución para o seu próximo proxecto automotriz.
Metodoloxía e criterios de avaliación para clasificar os tratamentos superficiais
Cando tes decenas de opcións para rematar perfís de aluminio para uso automotriz, como saber cal proceso dará os mellores resultados? A resposta atópase nun marco de avaliación claro e trazable. Esta sección explica os criterios, pasos e puntos de control que axudan a enxeñeiros, compradores e xestores de calidade a tomar decisións informadas sobre o tratamento superficial do aluminio—asegurando tanto o desempeño como o cumprimento en programas automotrices exigentes.
Criterios de Avaliación Aliñados cos Estándares Automotrices
Imaxina especificar un tratamento superficial e descubrir, tras o ensamblaxe, que non cumpre os requisitos de corrosión ou adhesión do fabricante orixinal. Para evitar isto, cada remate avalíase segundo estándares do sector e realidades de fabricación reais. Os criterios clave inclúen:
- Resistencia á corrosión: Desempeño en probas de sal e corrosión cíclica (protocolos ASTM, ISO, SAE)
- Adhesión e durabilidade: Verificadas mediante probas de cuadrícula, fita e impacto
- Aparencia: Consistencia no brillo, cor e textura, medida por colorimetría e estándares visuais
- Compatibilidade coa cocción da pintura: Capacidade de soportar ciclos de curado posteriores sen perda de integridade
- Cumprimento medioambiental: Uso de recubrimentos de conversión libres de cromatos e acabados libres de COV sempre que sexa posible
- Produtividade na fabricación: Tempo de ciclo, taxas de retraballo e preparación para a automatización
- Custo e continuidade do fornecemento: Impacto no custo por vehículo e capacidade de apoio a programas automotrices de alto volume
Estes criterios garan que cada método de acabado superficial en aluminio sexa tecnicamente válido e, ao mesmo tempo, práctico para as liñas de produción automotrices.
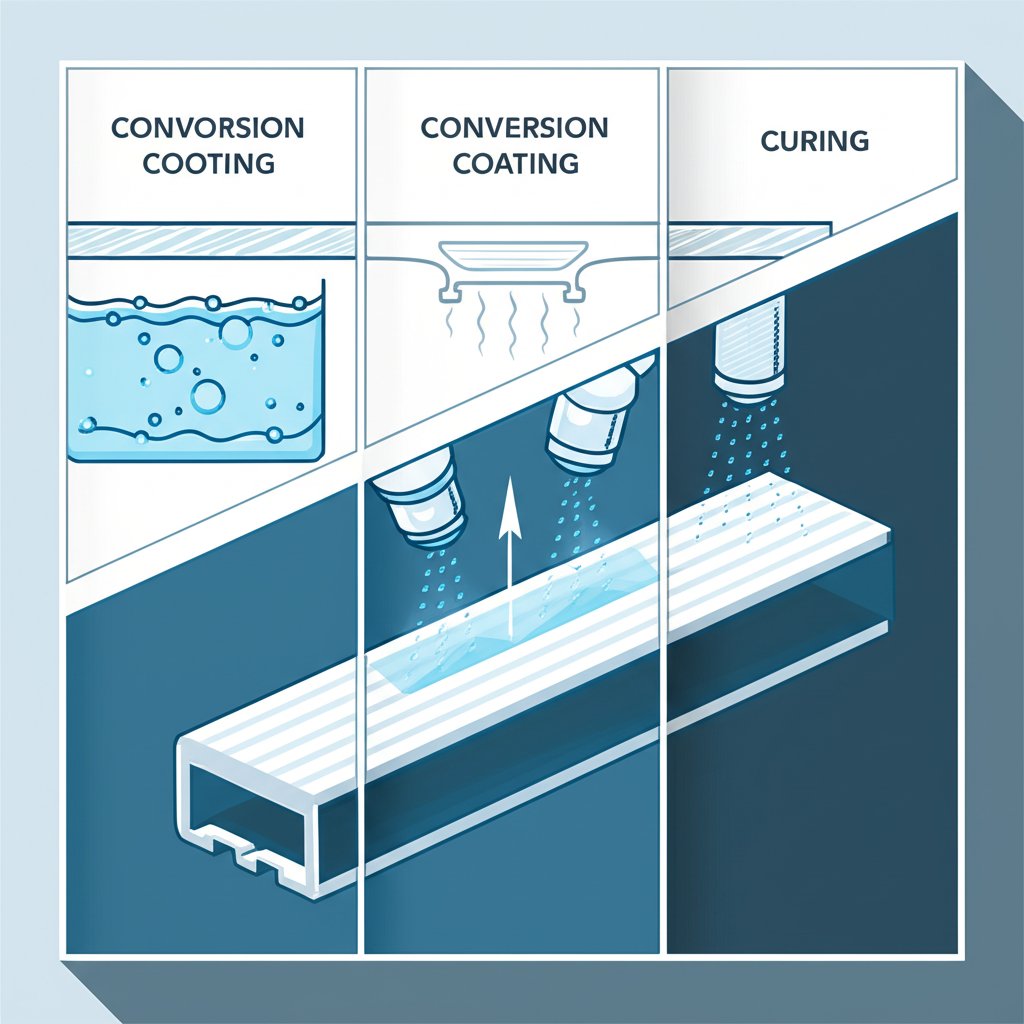
Fluxo do proceso: Pretreatment to Topcoat
A viaxe cara a unha peza de aluminio de alta calidade segue un proceso disciplinado. Esta é unha secuencia típica, con puntos de control para modos de fallo potenciais:
-
Limpeza e desoxidación
- Modos de fallo: Os aceites ou óxidos residuais provocan perda de adhesión; a limpeza inconsistente orixina acabados manchados
-
Revestimento de conversión (preferiblemente sen cromatos)
- Modos de fallo: A aplicación deficiente resulta en resistencia á corrosión inadecuada; o enxague incorrecto causa ampollas
-
Acabado escollido (anodizado, en pó, E-Coat, pintura líquida)
- Modos de fallo: Sombra de Faraday en perfís complexos; construción de película desigual; desacordo de cor en áreas visibles
-
Cura/Sellado
- Modos de fallo: Sellado insuficiente no anodizado; cocción en exceso ou curado insuficiente nas pinturas; perda de brillo ou adhesión
-
Inspección
- Modos de fallo: Afinamento da beira non detectado, defectos superficiais non detectados ou cobertura deficiente nas recesións
Cada paso valídense mediante métodos de proba referidos nas normas ASTM e ISO para adhesión, espesor do recubrimento e corrosión cíclica. Para anodizado, MIL-A-8625 é unha referencia común, mentres que a compatibilidade do pintado ao forno e do conxunto comproba-se segundo os protocolos do OEM ( fonte ).
Puntos de control e aceptación
A garantía de calidade non remata na liña. A inspección visual, a medición da rugosidade superficial e as probas non destructivas (PND) axudan a confirmar que a peza de aluminio acaba de cumprir as especificacións. Os puntos de control típicos inclúen:
- Inspección visual para detectar fisuras, cráteres ou descoloracións
- Medición do espesor do recubrimento (por medio de perfilómetro ou métodos ultrasónicos)
- Probas de adhesión (cruzado, arrancado con fita)
- Comprobacións da rugosidade superficial para superficies de aparellamento críticas
- Avaliación da cor e o brillo, especialmente para pezas de clase estética
Estes pasos son esenciais para garantir que os recubrimentos en perfís de aluminio proporcionen tanto rendemento como estética.
Modelos de redacción de especificacións para simplificar a adquisición
O remate debe cumprir co [norma pertinente] e superar a adhesión e a corrosión cíclica segundo o protocolo do OEM. O recubrimento de conversión debe ser sen cromatos, salvo indicación en contrario. Enmáscaranse as dimensións críticas e as características roscadas. Inclúe un plano de mapeado do espesor do recubrimento.
Unha linguaxe clara e baseada en normas nas documentacións de adquisición axuda aos fornecedores a entregar o tratamento superficial axeitado para o aluminio cada vez.
Consideracións para o deseño para fabricación e montaxe (DFM/DFA)
Antes de rematar os debuxos, considera estas prácticas recomendacións para evitar sorpresas posteriores:
- Identifica as áreas que necesitan enmascaramento ou obturación (rosca, furos, contactos eléctricos)
- Deseña radios de bordo para evitar bordos finos ou afiados que poden non recubrirse de maneira uniforme
- Asegura un escoamento e ventilación adecuados para perfís ocos para evitar líquidos atrapados ou cobertura incompleta
- Teña en conta os cambios dimensionais debidos á construción do recubrimento, fundamental para conxuntos con tolerancias estreitas
Ao seguir estas directrices, pode especificar e rematar perfís de aluminio que cumpran os obxectivos técnicos e de produción. A continuación, veremos como se aplican estes criterios en solucións reais de acabado, comezando cunha revisión das ofertas integradas de tratamento superficial.
Solucións de Tratamento Superficial Shaoyi para Perfís Automotrices
Cando estás buscando pezas de extrusión de aluminio para programas automotrices, a necesidade dun socio de acabado integrado e fiable é clara. Imaxina ter todos os procesos principais de acabado—anodizado (decorativo e industrial), recubrimento en pó, e-recubrimento e sistemas avanzados de pintura—dispoñibles nun mesmo lugar, apoiados por unha garantía de calidade robusta e trazabilidade completa. Isto é exactamente o que ofrece Shaoyi, unha empresa líder en acabados de aluminio, para perfís de aluminio automotrices.
Que ofrece Shaoyi para Perfís Automotrices
Shaoyi destaca por ofrecer un conxunto completo de opcións de tratamento de superficie para extrusións de aluminio automotivo. As súas capacidades inclúen:
- Anodizado: Finos decorativos para acabados visibles ou anodizacións duras para áreas de alto desgaste
- Revestimento en po: Ampla gama de cores e texturas, ideal para componentes exteriores ou debaixo da capota
- E-Coat (pintura electroforética): Cobertura de primer ultrauniforme, especialmente en perfiles complexos ou pechados
- Sistemas de pintura: Fluxos de traballo de pintura húmida e de primer, incluído o acabado de molino e pintura para aplicacións sensibles aos custos
- Pre-tratamento e enmascaramento: Limpeza de precisión, revestimentos de conversión (incluídos os sen cromato) e enmascaramento/apagado personalizados de hilos, fugas e características críticas
Todos os procesos están respaldados por documentación e mapeo de normas ASTM, SAE, ISO e MIL-A-8625, asegurando unha alineación perfecta coas especificacións do comprador e os requisitos globais dos OEM ( fonte ).
Onde Destaca e Cando Escollila
Por que confiar nunha única empresa de acabados en aluminio para todas as túas necesidades de extrusión? Aquí está onde o enfoque de Shaoyi destaca:
- Fluxo de proceso integrado: Cada paso, desde o pretratamento ata a inspección final, xestiónase baixo un mesmo teito, reducindo os prazos e minimizando erros nas transicións
- Calidade na xestión automotriz: Apoyo a APQP/PPAP, control avanzado de procesos e certificación IATF 16949
- Mapeo do espesor do recubrimento: Documentación detallada para xeometrías complexas e superficies críticas
- Asesoramento en aleacións e tratamentos: Asesoramento experto para garantir a compatibilidade cos ciclos de pintura ou co ensamblaxe posterior
- Continuidade de fornecemento: Demostrada traxectoria apoiando programas de produción OEM de alto volume
Se está xestionando un programa onde a aparencia, a resistencia á corrosión e a capacidade de produción son importantes, o modelo de servizo completo de Shaoyi agiliza o seu fluxo de traballo e reduce riscos.
Prós e contras
Ventaxas
- Unha soa parada para todas as principais capas e tratamentos superficiais de aluminio
- Control integrado de calidade e cumprimento de normas (ASTM, SAE, ISO, MIL-A-8625)
- Experiencia en acabados decorativos e funcionais para pezas de aluminio recubertas
- Minimización dos cambios entre fornecedores, reducindo o risco de fallos na comunicación
- Soporte para requirimentos complexos de mascarado/taponamento e de múltiples procesos
Desvantaxes
- Pode requerir cantidades mínimas de pedido (MOQs) para certos acabados
- Os horarios de produción poden estar aliñados coas xanelas de lote automotriz, afectando a flexibilidade para series moi pequenas
Casos de uso e aliaxes compatibles
- Remates exteriores que requiren clases de aspecto: Utiliza anodizado decorativo ou recubrimento en pó para lograr unha cor e brillo consistentes en superficies visibles
- Elementos estruturais que necesiten compatibilidade co horneado de pintura: Selecciona unha aliaxe/tempreo e sistema de recubrimento adecuados para soportar os procesos de montaxe posteriores
- Compoñentes do encerramento da batería que necesiten e-recubrimento baixo un recubrimento superior: Alcanzar unha resistencia robusta á corrosión incluso en xeometrías complexas e pechadas
Control de Calidade e Apoio aos Estándares
As solucións de tratamento superficial de Shaoyi están baseadas nun rigoroso control de calidade. Cada lote de aluminio recuberto ou perfís acabados inspéctanse en canto a:
- Espesor e uniformidade do recubrimento (usando métodos non destructivos)
- Adhesión e resistencia á corrosión (segundo as normas ASTM/ISO/MIL relevantes)
- Aparencia e brillo para acabados decorativos
- Mascarado axeitado e protección de características críticas
O apoio técnico inclúe plans de mapeo detallados, documentación trazable e orientación para especificar o acabado axeitado para a súa aleación e xeometría da peza.
As súas extrusións benefíciase dun acabado e trazabilidade na CQ dende unha única fonte a través de múltiples tecnoloxías de recubrimento, o que o axuda a evitar os inconvenientes da coordinación con múltiples fornecedores e garante que cada peza cumpra os estándares automotrices.
Ao escoller unha empresa de acabado en aluminio de confianza como Shaoyi, gañas un socio que pode fornecer tanto aluminio recuberto como conxuntos totalmente acabados, todo baixo un mesmo sistema integrado de calidade. A continuación, veremos como os diferentes tipos de acabados, comezando co anodizado tipo II, se integran no sector automotriz.
Anodizado tipo II
Visión xeral do anodizado tipo II e opcións de aparencia
Cando imaxinas o aspecto suave e uniforme dos recortes automotrices de calidade, probabelmente estás a ver o resultado do anodizado tipo II. Pero que fai que este proceso sexa tan eficaz tanto para o desempeño como para a estética? O anodizado tipo II, coñecido frecuentemente como anodizado con ácido sulfúrico, forma unha capa de óxido controlada no aluminio, mellorando tanto a protección contra a corrosión como o atractivo visual.
Este acabado valórase especialmente pola súa capacidade para ofrecer unha variedade de aspectos. Observarás opcións como:
- Aluminio anodizado satinado: Un brillo suave e pouco intenso que resiste as marcas de dedos e combina ben con outros materiais
- Acabado de aluminio mate: Alcanzado mediante areado ou gravado antes do anodizado, ofrece unha aparencia suave e non reflectante
- Acabado de aluminio esmerilado: Creado cun esmerilado mecánico previo ao anodizado para obter un efecto lineal e texturado
- Coloración con tintes: A capa de óxido acepta facilmente os tintes, posibilitando unha ampla paleta de cores, desde a prata natural ata o negro intenso, bronce ou cores personalizadas
Un beneficio clave do anodizado tipo II é a súa capacidade de producir un remate satinado de aluminio consistente que non se esfarelará, desprenderá ou desbotará co tempo. O remate é parte integral da superficie, non unha capa separada, polo que mantiña a súa integridade incluso co manexo habitual.
Automotive Performance Fit
Por que é o anodizado tipo II unha elección tan popular para os perfís de aluminio no sector automotriz? Trátase de equilibrar durabilidade, aparencia e fiabilidade do proceso. A capa de óxido formada durante o anodizado actúa como unha barrera robusta contra a corrosión, o que a fai ideal para molduras exteriores e interiores, raíles do teito e detalles decorativos expostos a diferentes ambientes.
Ademais, o acabado satinado de aluminio é moi compatible coa montaxe posterior e procesos secundarios. A superficie anodizada pode deixarse tal cal está para unha aparencia metálica premium, ou recubrirse con pinturas, tintas ou marcas láser cando sexa necesario identificar a marca ou a peza. O sellado da capa anodizada é unha práctica habitual, fixando a cor e mellorando a resistencia contra manchas ou agresións ambientais. Isto fai que a anodización Tipo II sexa a opción preferida para pezas que necesitan verse ben e durar, sen o risco de esbrancar, desbotar ou empañar.
Prós e contras
Ventaxas
- Excelente resistencia á corrosión para a maioría dos ambientes automotrices
- Aparencia uniforme e repetible, especialmente importante para o remate visible
- Ampla gama de acabados: satinado, mate e cepillado, con ou sen cor
- Superficie integrada, non descascarillable, sen risco de esfoliación como a pintura
- Amigable co medio ambiente; sen COVs e mantemento mínimo necesario
- Posible retoque en riscos menores con kits de reparación
Desvantaxes
- Menor resistencia ao desgaste que a anodización dura (Tipo III) para pezas de alta fricción
- Requírese un control de proceso preciso para manter a cor e o brillo ao longo dos lotes
- Os efectos térmicos durante a montaxe (por exemplo, soldadura) poden descolorir o acabado
- Non é adecuado para abrasión de alta resistencia ou superficies portantes
Casos de uso e puntos de verificación de calidade
- Remates exteriores: Pomos de portas, molduras de fiestras e acentos da parrilla onde se desexe un acabado de aluminio mate
- Pezas decorativas interiores: Insercións no tablier, molduras dos controles e remates dos asentos, beneficiándose do tacto e da consistencia visual dun acabado de aluminio mate
- Cubertas das barras do teito: Onde a coincidencia de cor e a estabilidade UV son cruciais para a aparencia a longo prazo
A garantía de calidade para a anodización do tipo II xeralmente implica:
- Revisións da calidade do sellado para asegurar a máxima resistencia á corrosión
- Mostraxe da clase de aparencia para a uniformidade de cor e brillo
- Probas de adhesión se se aplican pinturas ou tintas secundarias
- Referencia a MIL-A-8625 Tipo II e aos estándares específicos do fabricante para validación
Consello: Sempre especifica a preparación superficial desexada, como esfregado, pulido ou areado con partículas, antes da anodización. Isto asegura un acabado consistente de aluminio satinado anodizado ou aluminio satinado en todas as pezas do teu programa.
Coa súa combinación de durabilidade, flexibilidade e estética refinada, a anodización tipo II segue sendo o estándar para perfís de aluminio visibles e decorativos no automoción. A continuación, exploraremos como a anodización dura tipo III eleva o nivel de resistencia ao desgaste e á abrasión en aplicacións máis exigentes.
Anodización Dura Tipo III
Conceptos básicos da anodización dura para a durabilidade
Cando necesitas un remate que resista o desgaste e o calor máis extremos, a anodización dura, tamén coñecida como anodización tipo III, establece o estándar. Á diferenza da anodización decorativa, a anodización dura forma unha capa moito máis espesa e densa de óxido de aluminio, creada facendo funcionar o proceso de anodización a temperaturas máis baixas e maiores densidades de corrente. Isto resulta nun recubrimento protector de aluminio moi resistente, ideal para interfaces deslizantes, ferramentas con alto desgaste e compoñentes expostos a fricción ou abrasión. referencia ).
As capas de anodizado duro teñen normalmente entre 0,0005 e 0,0030 polegadas de espesor, sendo a metade desa espesor unha penetración no substrato e a outra metade unha acumulación na superficie. O óxido máis denso proporciona unha excelente resistencia á abrasión e ao calor moderado, converténdoo na mellor opción para pezas e mecanismos en movemento. Con todo, é importante ter en conta que as capas de anodizado duro teñen unha aparencia máis escura, xeralmente gris escura, bronce ou negra, dependendo da aleación e do espesor, e son menos decorativas que os acabados do tipo II. Se se require cor, o negro é a opción máis fiable debido á natureza da película de óxido.
Axuste e restricións de deseño automotriz
Como se integra a anodización dura na enxeñería de superficies de aluminio automotriz? Repararás nela cada vez que se require durabilidade e baixo coeficiente de rozamento: nas tarraxas dos asentos, nos raíles do teito solar, nos brazos das bisagras ou nos raíles guía. A microestrutura columnar fina da capa anodizada pode ser pulida para obter un acabado mate máis suave, reducindo o rozamento e prolongando a vida útil en aplicacións de deslizamento. referencia ).
Non obstante, este tipo de revestimento de óxido de aluminio require algúns aspectos de deseño. O aumento do grosor da película pode afectar tolerancias estreitas e debe considerarse ao crear os modelos e debuxos CAD. Para axustes críticos, é esencial especificar enmascaramento para furados, roscas ou superficies de conexión á terra. Ademais, aínda que a anodización dura ofreza unha resistencia á desgaste superior, pode desenvolver microfendas a través do grosor baixo cargas pesadas ou alto esforzo, o que pode reducir a resistencia á fatiga en aplicacións dinámicas. Por iso, a selección coidadosa da aleación, xeometría e proceso de acabado é unha marca distintiva das mellores prácticas na enxeñería de superficies do aluminio.
Prós e contras
Ventaxas
- Excelente resistencia ao desgaste e abrasión para pezas de alta fricción
- Bo desempeño baixo condicións moderadas de calor e deslizamento
- Propiedades de illamento eléctrico—útil para isolar compoñentes
- Pode ser pulido para reducir a fricción (acabado mate en aluminio)
- Cumpre co estándar MIL-A-8625 Tipo III e normas de calidade automotriz
Desvantaxes
- Aparencia máis escura e menos decorativa—opcións limitadas de cores
- A aplicación en capas pode alterar tolerancias estreitas; require compensación de deseño
- Posibilidade de microfendillas na capa baixo cargas elevadas de fatiga
- Non adecuado para pezas con cargas elevadas onde a resistencia á fatiga sexa crítica
- Require un control preciso do proceso e enmascaramento para xeometrías complexas
Casos de uso e puntos de verificación de calidade
- Compoñentes do raíl do asento: Onde o desgaste por deslizamento e o movemento repetido requiren unha superficie resistente e de baixo coeficiente de fricción
- Mecanismos do teito solar: Expósitos a contaminantes ambientais e á abrasión mecánica
- Estruturas de bisagras e raíles guía: Apoiando o movemento e o aliñamento baixo cargas moderadas
- Compñentes do encerramento da batería: Requirir illamento eléctrico e resistencia ao desgaste
Garantía de calidade para anodizado duro inclúe:
- Mapeo do espesor mediante métodos non destructivos (correntes de Foucault, ultrasónicos)
- Verificación da resistencia ao desgaste a través de probas de abrasión e fricción
- Inspección das beiras, buratos e áreas enmascaradas para verificar a cobertura e a precisión dimensional
- Referencia a MIL-A-8625 Tipo III e protocolos específicos do OEM para validación
Consello: Sempre equilibra o espesor do revestimento coas dimensións críticas ao especificar anodizado duro. Indica os requirimentos de enmascaramento para buratos, roscas ou contactos eléctricos—este é un paso clave na enxeñaría de superficie do aluminio para perfís automotrices.
Ao comprender as vantaxes e limitacións do anodizado duro como revestimento protector de aluminio, poderás tomar decisións informadas para aplicacións automotrices de alto desgaste. Despois, veremos como o recubrimento en pó amplía a durabilidade e flexibilidade cromática para perfís de aluminio exteriores e do compartimento do motor.
Recubrimento en po
Opcións de resinas en pó e tratamento previo
Cando necesitas un remate que resista os rigores da estrada mentres ofrece unha cor vibrante, o recubrimento en pó é a opción preferida para perfís de aluminio automotriz. Pero que o fai tan eficaz? Todo comeza coa resina en pó ela mesma, xeralmente de poliéster, epóxica ou mesturas híbridas. Entre estas, as pólas de poliéster son a elección principal para aplicacións exteriores e expostas aos UV, grazas ás súas propiedades superiores de resistencia ao tempo e retención de cor. As pólas epóxicas ofrecen unha excelente resistencia química pero xeralmente están reservadas para pezas interiores ou do motor debido á súa menor estabilidade UV. As pólas híbridas combinan as propiedades de ambas para cubrir necesidades específicas de rendemento.
O camiño cara un recubrimento de aluminio robusto comeza cun tratamento previo minucioso. Imaxina que estás preparando unha peza para pintar: calquera resto de aceite, suxeira ou óxido pode comprometer o remate. O proceso comeza cunha limpeza concienzuda, empregando métodos como lavados alcalinos, baños de disolvente ou incluso limpeza ultrasónica para xeometrías complexas ( fonte ). A continuación, aplícase un recubrimento de conversión (a miúdo sen cromatos para cumprir coas normas ambientais) para mellorar a adhesión e a resistencia á corrosión, creando unha superficie uniforme e inerte que axude ao pó a adherirse e funcionar como se pretende. Os pasos de enxague son críticos: calquera residuo que quede pode provocar ampollas ou fallos premuros.
Rendemento e compatibilidade co ensamblaxe automotriz
O recubrimento en pó valórase pola súa durabilidade, resistencia aos choques e capacidade de proporcionar unha capa protexente espesa que protexa o aluminio tanto da corrosión como do impacto. Para o seu uso en automoción, isto significa que os remates exteriores, os raís do teito e os marcos dos paquetes de baterías poden manter a súa aparencia e integridade incluso despois de anos de exposición ao sol, sal e produtos químicos.
Non obstante, observarás algúns desafíos únicos ao recubrir perfís de aluminio con seccións transversais complexas. O efecto da xaula de Faraday pode provocar cobertura fina ou irregular en recunchos profundos ou esquinas pechadas. Por iso, é esencial un bo colocado, posta a terra e técnica de pulverización, asegurando que o pó chegue a todas as superficies. Para pezas que vayan a pasar por ciclos de pintura e horneado posteriores, é crucial especificar tolerancia ao horneado excesivo nas túas especificacións, xa que o exceso de calor pode alterar o brillo, a cor ou incluso provocar perda de adhesión.
Prós e contras
Ventaxas
- Gama de cores e acabados excepcional (mate, brillo, texturado)
- Superficie duradeira, resistente a choques e raios
- Recubrimento groseso e uniforme protexe contra a corrosión e impactos
- Sen COVs—aplicación respectuosa co medio ambiente
- O pó pulverizado en exceso pode ser recuperado, reducindo o residuo
- Tempos rápidos de curado apoian a fabricación de alto rendemento
Desvantaxes
- Desafíos de cobertura en xeometrías intricadas ou recuadas (efecto Faraday)
- O espesor do recubrimento pode afectar tolerancias estreitas—poderían ser necesarios axustes no deseño
- A refeitura é posible pero require quitar o revestimento e volver a recubrir
- Opcións limitadas de retoque en comparación coa pintura líquida
- Require un pretratamento robusto para lograr unha maior adhesión e durabilidade
Casos de uso e puntos de control de calidade
- Remates exteriores: O recubrimento en pó proporciona unha cor duradeira e protección contra a corrosión para pomas de portas, marcos de fiestras e adornos de grade.
- Barras e travesiños do teito: A alta exposición a raios UV e condicións meteorolóxicas require un recubrimento de aluminio resistente con brillo e ton estables.
- Estruturas do paquete de baterías: A resistencia química é fundamental para pezas do compartimento do motor ou do encerramento da batería expostas a fluídos e cambios de temperatura.
- Cobres de servizo e soportes: Onde a resistencia ao impacto e á abrasión son tan importantes como a aparencia.
O control de calidade para recubrimentos en pezas de aluminio inclúe:
- Comprobacións de adhesión (proba de trama cruzada ou con fita adhesiva)
- Verificación do curado (frote con disolvente, dureza con lapis)
- Comprobación da uniformidade do brillo e da cor
- Medición do espesor do recubrimento (métodos magnéticos ou de corrente parasita)
Consello: Especifique unha tolerancia ao sobrecurado para pezas con recubrimento en pó que vayan a pasar por ciclos adicionais de pintura e curado durante o ensamblaxe final. Este paso axuda a manter a integridade da cor, o brillo e a adhesión durante todo o proceso de fabricación.
O recubrimento en pó destaca como unha forma versátil, duradeira e sostible de recubrir extrusións de aluminio para uso automotriz. Cando necesitas un acabado que equilibre estética, protección e eficiencia na produción, un recubrimento de aluminio ben especificado adoita ser a mellor opción. A continuación, profundaremos nos sistemas de electrodeposición (e-coat), ideais para lograr unha cobertura ultra uniforme en perfís complexos e como imprimación resistente á corrosión debaixo das capas superiores.
E-coat
Visión xeral do sistema de electrodeposición (E-Coat) e variantes
Cando buscas un recubrimento protector para perfís de aluminio con formas intricadas ou recesos profundos, o recubrimento electrophoretic (e-coat) destaca como unha das mellores opcións. Pero como funciona? Imaxina mergullar a túa peza de aluminio nun baño no que partículas de pintura cargadas electricamente se adhieren a todas as superficies expostas—incluso dentro de esquinas e cavidades estreitas. Este proceso, tamén coñecido como pintura electroforética, emprega resinas epóxicas catiónicas ou acrílicas para crear unha capa fina e uniforme que é duradeira e consistente.
Os recubrimentos e-coat epóxicos catiónicos son valorados pola súa forte resistencia á corrosión e están amplamente estendidos como imprimacións en aplicacións automotrices. Os recubrimentos e-coat base acrílica, entretanto, ofrecen unha maior estabilidade UV e ás veces escóllense para pezas que permanezan visibles. Independentemente do tipo de resina, a marca distintiva do e-coat é a súa capacidade de proporcionar unha capa de película uniforme—tipicamente entre 15 e 25 micróns—en toda a peza, superando a moitos recubrimentos tradicionais en xeometrías complexas.
Rendemento Automotriz e Compatibilidade de Capa
Por que razón os enxeñeiros automotrices especifican a capa electrodiposita (e-coat) como base para tratamentos superficiais de aluminio? A resposta atópase na súa combinación inigualable de protección contra a corrosión e procesamento de alto rendemento. A capa electrodiposita forma unha barreira continua que protexe o aluminio contra a humidade, o sal e outros axentes corrosivos, converténdoa nunha base ideal para capas adicionais ou como remate autónomo para pezas ocultas ou semivisibles. É habitual ver a capa electrodiposita usada como imprimación baixo capas en pó ou líquidas, garantindo unha forte adhesión e durabilidade a longo prazo para compoñentes exteriores e dobreo.
Outra vantaxe: a uniformidade do e-coat implica menos puntos débiles ou bordos finos onde podería comezar a corrosión. Isto faino especialmente valioso para perfís de aluminio automotriz que teñan seccións oca, soportes con recortes complexos ou conxuntos con xuntas solapadas. Ademais, o proceso é moi escalable—ideal para remates de produto de alto volume en plantas automotrices modernas.
Prós e contras
Ventaxas
- Excelente resistencia á corrosión—forma unha base protectora robusta
- Capa ultra uniforme, incluso en perfís complexos ou recortados
- Compatíbel coas técnicas de fabricación automatizada e de alto rendemento
- Reduce o desperdicio de material en comparación cos recubrimentos en espray
- Compatíbel con recubrimentos en pó ou líquidos para maior protección ou cor
Desvantaxes
- Require un pretratamento preciso e minucioso para lograr unha adhesión óptima
- Alta inversión inicial en equipamento e postos de traballo
- Opcións limitadas de cor e aparencia cando se usa como remate autónomo
- Non é axeitado para sustratos non condutores (o aluminio debe estar limpo e ser condutor)
Casos de uso e puntos de control de calidade
- Conxuntos de aluminio adxacentes ao corpo en branco: O E-coat proporciona unha imprimación resistente á corrosión para pezas integradas con estruturas de aceiro.
- Internos do encerramento da batería: A cobertura uniforme no interior de carcacas complexas garante lonxevidade e seguridade.
- Soportes e ferraxes de montaxe: O E-coat actúa como base protectora baixo capas superiores de cor, especialmente en áreas de alta exposición.
O control de calidade para tratamentos superficiais de aluminio con E-coat normalmente inclúe:
- Control de baños para supervisar a química e a conductividade da pintura
- Probas de adhesión (enreixado ou arrincadura con fita)
- Verificación do curado para asegurar o endurecemento adecuado da película
- Medición do groso para confirmar unha cobertura uniforme
Indique sempre a compatibilidade entre a química do recubrimento eléctrico e calquera sellador ou adhesivo posterior. Os materiais incompatibles poden provocar contaminación ou fallos de adhesión, minando a efectividade dos tratamentos superficiais de aluminio.
A capacidade única do recubrimento eléctrico para ofrecer recubrimentos de alta calidade e ultra uniformes para perfís de aluminio fai que sexa un pilar fundamental no acabado de produtos automotrices modernos. A continuación, exploraremos como o acabado de laminación combinado cun imprimación e pintura ofrece unha alternativa flexible e económica para certas aplicacións.
Acabado de Laminación con Imprimación e Pintura
Definición de Acabado de Laminación e Cando É Aplicábel
Algún te preguntaches que é o acabado de laminación en perfís de aluminio? Simplemente, o acabado de laminación refírese á superficie do aluminio tal como sae do proceso de extrusión, sen tratamento, directamente da prensa, sen ningún tipo de pulido adicional, tratamento químico ou recubrimento. Este estado bruto caracterízase por unha aparencia opaca e mate, liñas visibles da matriz e marcas ou pequenos rascos ocasionais do proceso de fabricación. O aluminio con acabado de laminación valórase pola súa asequibilidade e é a base para posteriores tratamentos ou recubrimentos superficiais.
Para aplicacións automotrices, o aluminio con acabado de laminación pode ser unha elección práctica cando a peza finalmente se cubrirá con pintura ou se empregará en zonas non visibles ou protexidas. É especialmente relevante para raís de decoración interior, elementos estruturais ocultos ou pezas de servizo onde a eficiencia de custo e a flexibilidade en cor son máis importantes ca un brillo metálico decorativo.
Tratamento previo e proceso de pintura para perfís
Está a pensar en pintar aluminio sen rematar? O segredo para obter resultados duradeiros está nunha adecuada preparación da superficie. Dado que a superficie extrudida pode conter aceites, óxidos ou pequenas imperfeccións, é crucial preparar o aluminio sen rematar antes de pintalo para garantir a adhesión e a resistencia á corrosión. Este sería un proceso típico:
- Limpieza da superficie: Elimina os aceites, po e restos utilizando disolventes ou limpezares alcalinos.
- Alisado mecánico: Esfregado lixeiro ou lixado para igualar as zonas ásperas e minimizar as liñas de molde visibles: este paso axuda a reducir o que é un defecto do rematado de fábrica que se transmite á pintura.
- Primer químico: Aplique unha solución de ataque ou un axente de unión química para promover a adhesión do imprimante e protexer máis contra a corrosión.
- Aplicación do imprimante de aluminio: Use un imprimante de alta calidade formulado para aluminio para crear unha base resistente para a capa superior.
- Capa superior de pintura: Aplique a cor e o acabado desexados, que se poden adaptar para coincidir coas especificacións interiores ou exteriores.
Cada un destes pasos está deseñado para maximizar a vida e a aparencia dos sistemas de imprimación e pintura de aluminio, asegurando que o acabado sexa duradeiro incluso baixo condicións de servizo automotriz.
Prós e contras
Ventaxas
- Menor custo inicial do acabado: o aluminio con acabado de laminación é económico e está facilmente dispoñible
- Máxima flexibilidade en cor e brillo a través da selección de pinturas
- Fácil de retocar ou reparar superficies pintadas no campo
- Funciona ben para pezas onde a aparencia non é crítica ou está oculta da vista
- Non hai limitacións na xeometría das pezas: a pintura pode aplicarse a extrusións complexas
Desvantaxes
- Require un pretratamento coidadoso: unha mala preparación pode provocar que a pintura se esfalle, pelle ou corroa
- Maior risco de que os defectos se reflictan na pintura se a superficie de acabado de laminación é áspera ou irregular
- Menos duradeiro ca os acabados anodizados ou con pintura en pó para exteriores, zonas de alto desgaste ou ambientes corrosivos
- Os acabados pintados poden precisar mantemento periódico ou retoques
Casos de uso e puntos de control de calidade
- Raíles de acabado interior pintados: Aluminio con acabado en bruto imprimado e pintado para facer xogo co esquema de cores interior, cando se valora a durabilidade e a posibilidade de retocar.
- Membros estruturais ocultos: Compoñentes que non son visibles tras o montaxe pero que requiren protección contra a corrosión e acabados económicos.
- Pezas de servizo que necesitan reparación no campo: As pezas de aluminio con acabado en bruto pintadas poden lixarse e volver a pintar facilmente se se danan durante o mantemento.
O control de calidade para este sistema é vital para garantir o seu desempeño e aparencia. Algunhas verificacións comúns inclúen:
- Probas de adhesión (en cruz ou arrincar coa cinta) tras a aplicación do imprimador e da pintura
- Medición do grosor da película para verificar a cobertura e a durabilidade
- Verificación da cor e brillo segundo as mostras de especificación
- Probas cíclicas de corrosión para pezas expostas a ambientes agresivos
Consello: Sempre especifique os pasos de alisado superficial, como o esfregado lixeiro ou lixado, antes de imprimar o aluminio con acabado de laminación. Esta práctica minimiza o risco de que un defecto do acabado de laminación se mostre a través da pintura final, logrando unha aparencia máis suave e profesional.
Aínda que o acabado de laminación con imprimación e pintura non ofreza a durabilidade ou estética premium dos acabados anodizados ou con pintura en pó, segue sendo unha solución económica e versátil para moitas necesidades de perfís de aluminio para automoción. A continuación, compararemos todos os tipos de acabado xuntos nunha táboa comparativa para axudarlle a tomar a mellor decisión segundo as necesidades do seu proxecto.
Comparación Frontal e Matriz de Decisión para Acabados de Perfís de Aluminio para Automoción
Cando estás a escoller entre diferentes opcións de tratamento superficial para extrusións de aluminio automotriz, o gran número de variables pode resultar abrumador. Cal acabado ofrece o equilibrio axeitado de protección, aparencia, capacidade e custo para a túa aplicación específica? Para facilitar as cousas, reunimos unha comparación clara e fronta a fronta das opcións máis valoradas. Esta táboa e guía rápida de decisión axudarate a facer coincidir os requisitos do teu proxecto co mellor acabado superficial de aluminio—sen dubidar da túa especificación.
Comparación fronta a fronta segundo criterios automotrices
| Opción de acabado | Adecuación ao uso automotriz | Resistencia á corrosión | Resistencia ao desgaste | Rango de aparencia | Compatibilidade co horneado de pintura | Custo relativo | Tempo de espera | Reciclagem | Normas de referencia |
|---|---|---|---|---|---|---|---|---|---|
| Solucións de tratamento superficial Shaoyi | Solución todo nun para pezas exteriores, estruturais e especiais | Alta | Alta | Ancho (decorativo, funcional, cores/texturas personalizadas) | Alta | Medio | Medio | Alta | ASTM, SAE, ISO, MIL-A-8625 |
| Anodizado tipo II | Remates visibles, decorativos interiores/exteriores | Medio-Alto | Medio | Mate, sedoso, cores teñidas | Medio | Medio | Medio | Alta | MIL-A-8625 tipo II, OEM |
| Anodizado duro (tipo III) | Alta resistencia ao desgaste, deslizamento, estrutural | Alta | Moi Alto | Cor escura, cores limitadas | Medio | Medio-Alto | Medio | Alta | MIL-A-8625 tipo III, OEM |
| Recubrimento en po | Remates exteriores, baixo o capo, estruturas de baterías | Alta | Alta | Extensivo (mate, brillante, texturado, personalizado) | Alta | Medio | Baixa-Media | Alta | ASTM, ISO, OEM |
| E-coat | Perfís complexos, imprimación para conxuntos | Moi Alto | Medio | Limitado (principalmente negro/gris, semibrillante) | Alta | Medio | Medio-Alto | Alta | ASTM, ISO, OEM |
| Acabado de Laminación con Imprimación e Pintura | Pezas interiores ocultas, de servizo ou pintadas | Medio | Baixa-Media | Ilimitado (baseado no sistema de pintura) | Medio | Baixo | Baixo | Alta | ASTM, ISO, OEM |
Esta vista comparativa facilita comparar os acabados superficiais para pezas metálicas, destacando onde cada un destaca e os compromisos que deberás considerar para o teu programa automotriz.
Consideracións sobre custo e prazo de entrega
- Solucións Integradas (como Shaoyi) pode simplificar a túa cadea de suministro e reducir o prazo total de entrega, especialmente cando se requiren múltiples acabados ou un control de calidade complexo.
- Anodizado tipo II e recubrimento en po ofrece un equilibrio moderado de custo, rendemento e aparencia para a maioría dos recortes e pezas visibles.
- Anodizado duro e e-coat suele implicar custos máis altos de control de proceso e de aseguramento da calidade, pero ofrece un rendemento excepcional para compoñentes críticos de desgaste ou corrosión.
- Acabado de laminación con imprimación/pintura é a opción máis económica, a miúdo con o menor prazo de entrega—pero require unha preparación coidadosa e é mellor para pezas non visibles ou de doado mantemento.
Para proxectos que requiren varios acabados ou xanelas de produción estreitas, traballar cunha soa fonte como Shaoyi Metal Parts Supplier —un fornecedor líder en solucións integradas de pezas metálicas de precisión para automoción en China—significa que as túas pezas de aluminio extrudado poden ser acabadas e cualificadas baixo un único plan de produción e cualificación (PPAP) e un único plan de fornecemento, reducindo riscos e simplificando a comunicación.
Matriz de decisión e selección rápida
- Aparencia exterior clase A: Escolla revestimento en pó ou anodizado tipo II para obter unha ampla gama de cores e uniformidade visual.
- Protección contra a corrosión no tren de abaixo: Revestimento eletroforético (E-coat) ou solucións integradas de Shaoyi para unha protección robusta e uniforme, especialmente en perfís complexos.
- Mecanismos de alto desgaste ou aplicacións deslizantes: Anodizado duro (tipo III) ou tratamentos orientados ao desgaste de Shaoyi.
- Pezas non visibles con sensibilidade de custo: Acabado natural cunha imprimación e pintura para maior flexibilidade e reparación sinxela no campo.
- Requiridos múltiples procesos ou personalización: Acabados superficiais integrados de Shaoyi para metais, con control de calidade e documentación dende unha única fonte.
Clave: Sempre especifica os requiridos de pretratamento e enmascaramento nas notas do debuxo. Este paso é crítico para evitar fallos posteriores, retraballo ou reclamacións de garantía, independentemente do tipo de acabado superficial de aluminio que selecciones.
Ao rematar a túa especificación, lembra que a mellor opción non se trata só do remate en si mesmo, senón de como se alinea co teu proceso de fabricación, custo e obxectivos de calidade. A continuación, remataremos cunhas recomendacións prácticas para escribir especificacións e entregar ao fornecedor, asegurando que o tratamento superficial do aluminio escollido proporcione valor duradeiro no sector.
Recomendación Final e Consellos para Escribir Especificacións sobre Extrusións Automotrices de Aluminio
Que remate debes escoller para o teu programa
Cando chegas ao punto final da decisión, é doado sentirse abrumado pola variedade de tratamentos superficiais do aluminio dispoñibles. Entón, como atopar a mellor opción para o teu proxecto? Imaxina que estás deseñando un novo encerado para a batería dun vehículo eléctrico, ou actualizando o remate exterior dun SUV de nova xeración; a túa escolla do tratamento superficial do aluminio afectará directamente todo, dende a durabilidade ao custo e incluso á percepción da marca. Aquí tes unha guía rápida para axudarte a facer coincidir as túas necesidades co remate axeitado:
- Anodizado: Seleccione para resistencia decorativa á corrosión e unha aparencia metálica premium e duradeira.
- Anodizado Duro: Escolle para áreas de alto desgaste ou compoñentes deslizantes—pense nas pistas dos asentos ou nos raíles do teito solar.
- Revestimento en po: Ideal para obter cores duradeiras, resistencia química e unha ampla variedade de aspectos en pezas exteriores ou no compartimento do motor.
- E-Coat: Escolla como imprimación resistente á corrosión, especialmente para perfís complexos ou pezas que necesiten unha base robusta baixo outras capas.
- Acabado natural máis Imprimación/Pintura: Vaia con isto para pezas pintadas con sensibilidade ao custo ou membros estruturais ocultos onde a flexibilidade e a facilidade de retocado sexan o máis importante.
Cada unha destas opcións de tratamento superficial en aluminio desempeña un papel único, así que considere as necesidades de exposición, desgaste, aparencia e orzamento da súa aplicación antes de confirmar a súa especificación.
Linguaxe de especificación e notas do debuxo
As especificacións claras e baseadas en normas son a mellor defensa contra a confusión ou o retraballo. Aquí tes unha plantilla que podes adaptar para a maioría dos proxectos de extrusión de aluminio:
Remate: [proceso]. Pretreatment: [conversión, sen cromatos preferiblemente]. Normas: [ASTM/ISO/MIL segundo sexa aplicable]. Probas: adhesión, espesor, clase de aparencia, corrosión cíclica segundo o protocolo do OEM. Mascará: [características]. Compatibilidade co horneado da pintura: [sí/non].
Cando esteas a determinar como preparar o aluminio para a pintura ou calquera outro revestimento, sempre indica directamente nos debuxos os pasos de alisado da superficie, limpeza e mascarado. Isto asegura que todo o mundo—dende o deseño ata a produción—entenda as expectativas para cada tratamento superficial do aluminio.
Lista de verificación para a entrega ao fornecedor
Imaxina que o teu proxecto está listo para ser entregado. Aquí tes unha lista de verificación para manter a colaboración co fornecedor sen problemas e o teu plan de calidade no camiño correcto:
- Especifica a aleación e o tratamento para cada extrusión
- Inclúe mapas de xeometría e mascarado detallados (rosca, furos, contactos eléctricos)
- Identificar os puntos de pulverización para unha cobertura óptima do recubrimento
- Destacar as dimensións críticas e as tolerancias permitidas (ter en conta a formación do filme)
- Definir os criterios de aceptación e as normas de referencia para o control de calidade
- Compartir un plan de mostras e inspección (primeira mostra, lote ou verificacións continuas)
- Aclarar con antelación a política de retraballo e reparación no campo
Ao seguir estes pasos, minimizarás as sorpresas e garantirás que o tratamento superficial de aluminio escollido ofreza resultados consistentes e de alta calidade.
¿Preparado para consolidar o acabado e o control de calidade baixo un mesmo teito? Shaoyi Metal Parts Supplier —un fornecedor líder en solucións integradas de precisión en pezas metálicas para automoción en China—pode axudarte a optimizar cada paso, desde o deseño ata a produción en masa, para todas as túas pezas de extrusión de aluminio. A súa experiencia en opcións de tratamento superficial para extrusións de aluminio automotriz garante que sempre obtexas o acabado axeitado.
Preguntas frecuentes
1. ¿Cales son os tratamentos superficiais máis comúns para as extrusións de aluminio automotriz?
Os tratamentos superficiais máis utilizados para perfís de aluminio automotrices inclúen anodizado (Tipo II para aparencia e resistencia á corrosión, Tipo III para resistencia ao desgaste), recubrimento en pó para cor duradeira e protección química, e-coat para protección uniforme contra a corrosión en formas complexas e acabado natural con imprimación e pintura para flexibilidade económica. Cada tratamento ofrece beneficios específicos en termos de durabilidade, aparencia e compatibilidade cos estándares de fabricación automotriz.
2. Como elixo o acabado axeitado para o meu proxecto de perfís de aluminio automotriz?
A selección do mellor remate depende dos requisitos do seu proxecto en canto a resistencia á corrosión, aparencia, rendemento ao desgaste e orzamento. A anodización decorativa é ideal para perfís visibles, a anodización dura é adecuada para pezas con moito desgaste, o recubrimento en pó ofrece cores vistosas e duradeiras, o e-recubrimento é o mellor para perfís complexos que requiren protección uniforme, e o remate natural máis pintura é económico para pezas ocultas ou de fácil mantemento. Considere a exposición da peza, as necesidades de montaxe e os estándares de calidade para tomar a decisión axeitada.
3. Cal é a diferenza entre a anodización e o recubrimento en pó nas extrusións de aluminio?
A anodización crea unha capa integral de óxido na superficie do aluminio, mellorando a resistencia á corrosión e ofrecendo unha gama de acabados metálicos. A anodización tipo II valórase pola súa aparencia decorativa, mentres que a tipo III (anodizado duro) proporciona maior resistencia ao desgaste. A pintura en pó, por outra banda, é un revestimento orgánico aplicado en forma de pó e curado para formar unha capa protexente, colorida e duradeira. O recubrimento en pó permite máis opcións de cor e textura, pero require un pretratamento robusto para lograr unha adhesión óptima.
4. Por que é importante o pretratamento antes de aplicar calquera acabado superficial aos perfís de aluminio?
O pretratamento é crucial porque elimina contaminantes, mellora a adhesión e incrementa a resistencia á corrosión. Unha limpeza axeitada e un recubrimento de conversión (a miúdo sen cromatos) garante que o acabado escollido — sexa anodizado, en pó, e-recubrimento ou pintura — se fixe de xeito seguro e funcione como se pretende. Omitir ou realizar de xeito inadecuado o pretratamento pode levar a fallos prematuros como pelado, formación de bolboretas ou corrosión.
5. Cales son as vantaxes de usar un fornecedor integrado como Shaoyi para tratamentos superficiais en extrusión de aluminio?
Traballar cun fornecedor integrado como Shaoyi simplifica o proceso de acabado ao ofrecer todos os principais tratamentos superficiais, control de calidade e xestión da cadea de suministro baixo un mesmo teito. Este enfoque reduce os prazos de entrega, minimiza o risco de erros procedentes de múltiples fornecedores, garante o cumprimento das normas automotrices e ofrece asesoramento experto na selección da combinación axeitada de aliaxe, xeometría e acabado para a túa aplicación.