 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado de compoñentes da columna de dirección: guía de fabricación e materiais
RESUMO
O estampado é o proceso de fabricación dominante para volumes elevados e compoñentes críticos de seguridade compoñentes estampados da columna de dirección , incluíndo soportes de montaxe, mecanismos de axuste de inclinación e xaquetas colapsables. En comparación cos métodos tradicionais de fundición, o estampado de metal empregando aceros de alta resistencia e baixa aleación (HSLA) ofrece unha redución significativa de peso e prezos unitarios máis baixos, mantendo ao mesmo tempo normas rigorosas de probas de choque. Esta guía analiza a viabilidade técnica, as estratexias de selección de materiais e os requisitos do fornecedor (como o IATF 16949) necesarios para deseñar conxuntos de dirección robustos.
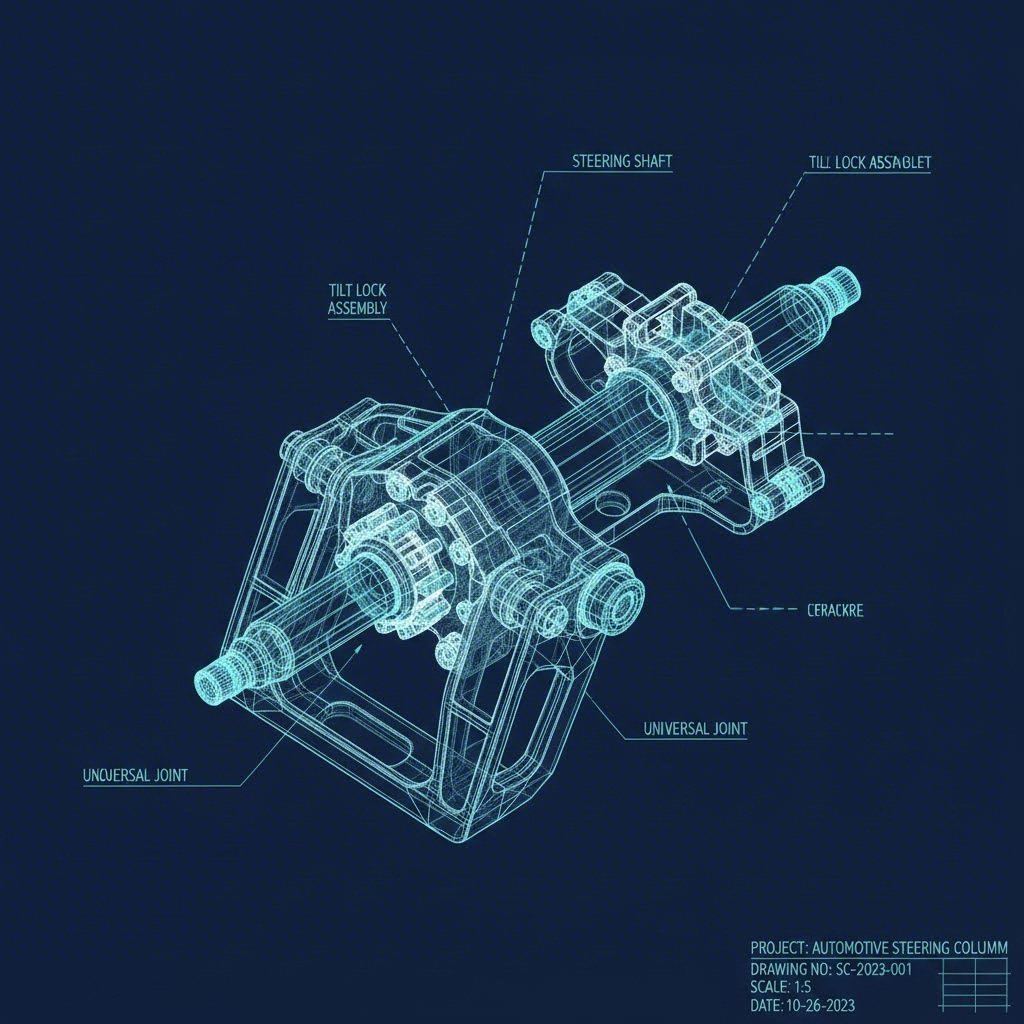
Compoñentes estampados críticos nas columnas de dirección
As columnas de dirección modernas son subconxuntos complexos que requiren unha alta precisión para garantir a seguridade e o conforto do condutor. A estampación de metal permite aos enxeñeiros producir xeometrías intricadas cunha gran reproducibilidade. Os seguintes compoñentes son candidatos principais para a estampación progresiva e por transferencia.
Soportes de montaxe e soportes estruturais
A columna de dirección debe estar rigidamente unida ao travesaño transversal do vehículo ou ao tabique para evitar vibracións. Nos moitos modelos de mercado masivo, prefírense os soportes estampados fronte aos de aluminio fundido debido á súa mellor relación resistencia-peso. Estes soportes formáronse tipicamente a partir de acero HSLA para soportar altas cargas estáticas e forzas operativas dinámicas sen deformarse.
Mecanismos de inclinación e alcance
A ergonomía do condutor depende dos mecanismos de axuste de inclinación (rake) e extensión (reach). As placas de bloqueo e dentes utilizadas nestes sistemas adoitan estar estampadas nunha forma case definitiva. Empregase frecuentemente o punzonado de precisión para acadar bordos de corte limpos necesarios para un enganche de bloqueo suave, eliminando operacións secundarias de mecanizado.
Xaquetóns colapsables e zonas de seguridade
No caso dun choque frontal, o volante está deseñado para colapsarse, absorbendo enerxía para protexer ao condutor. Isto conséguese a miúdo mediante placas estampadas e enrolladas que absorben enerxía ou soportes en forma de malla que se deforman dun xeito controlado. Os fabricantes utilizan troques especializados para crear concentradores de tensión específicos ou corrugacións no metal, asegurando que o compoñente se empaquete de forma previsible baixo unha carga determinada.
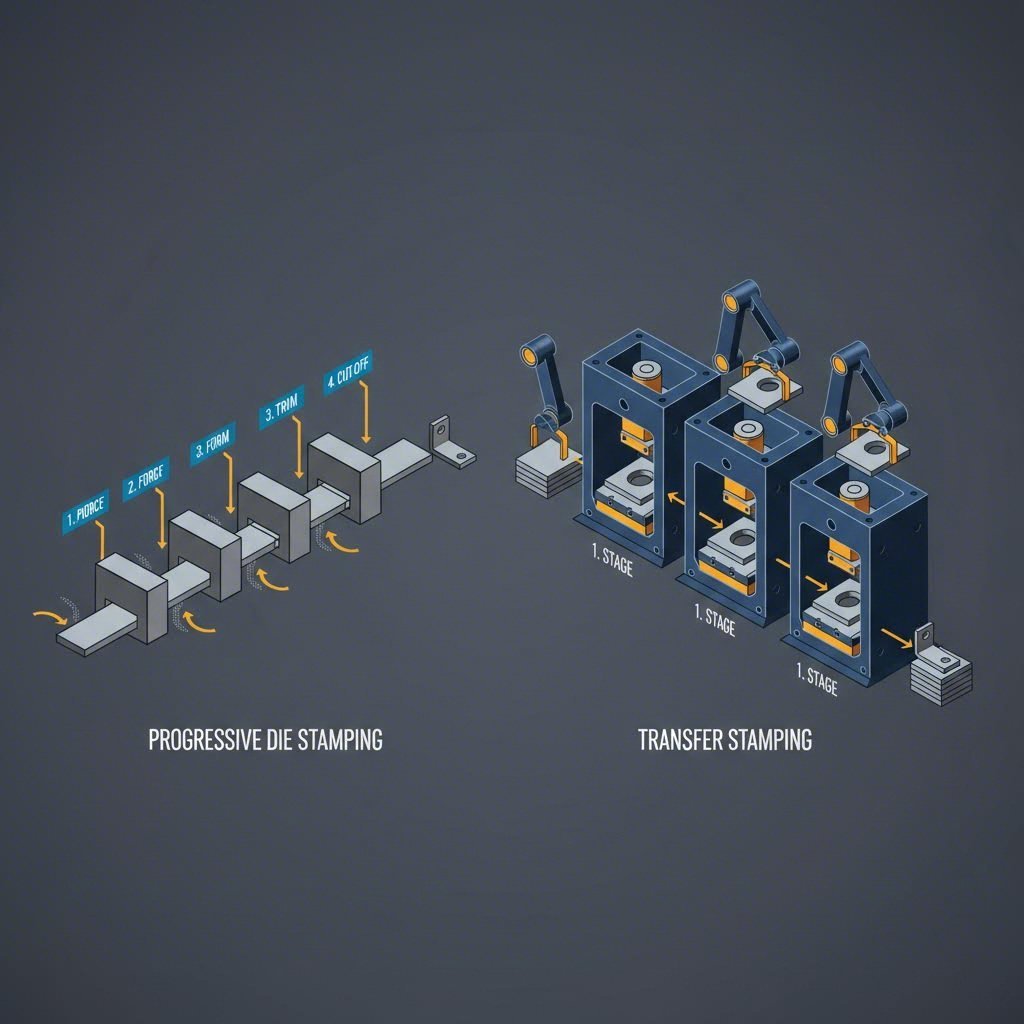
Procesos de fabricación: estampación progresiva vs. estampación por transferencia
Elixir a metodoloxía correcta de estampado é fundamental para equilibrar o investimento en ferramentas co custo unitario. Para compoñentes da columna de dirección, a decisión adoita estar entre o estampado progresivo con troquel e o estampado por transferencia.
Estampado de matrices progresivas
Para compoñentes máis pequenos e de alto volume como trincos de bloqueo, clips e soportes máis pequenos, o estampado progresivo con troquel é o estándar. Neste proceso, unha bobina metálica aliñase a través dun único troquel con múltiples estacións. Cada estación realiza unha operación específica—corte, dobrado ou perforación—mentres a fenda avanza. Este método acadica altas golpes por minuto (SPM), reducindo significativamente o tempo de ciclo e o prezo por peza en programas automotrices de alto volume.
Estampado por transferencia para xeometrías complexas
As envoltas estruturais máis grandes ou compoñentes que requiren estampacións profundas adoitan necesitar estampación por transferencia. Ao contrario que nos troqueis progresivos, onde as pezas permanecen unidas á faixa, a estampación por transferencia move blanques individuais entre estacións mediante dedos mecánicos. Isto permite operacións de conformado máis complexas e un mellor aproveitamento do material, o cal é esencial cando se traballa con aceros de grao automotriz caros.
Desde o prototipo ata a produción masiva
Validar a viabilidade de fabricación ao comezo da fase de deseño é crucial. Os fabricantes de equipos orixinais (OEM) do sector automotriz adoitan requirer aos fornecedores que demostran capacidade durante todo o ciclo de vida do produto. Os fabricantes capaces de cubrir a brecha desde a prototipaxe rápida ata a produción en masa ofrecen unha vantaxe estratéxica. Por exemplo, Shaoyi Metal Technology ofrece solucións integrais de estampación que se poden escalar desde prototipos iniciais ata fabricación de alto volume, utilizando prensas de ata 600 toneladas para entregar compoñentes críticos como brazos de control e subchasis en cumprimento coas normas IATF 16949.
Desafíos de Enxeñaría e Selección de Materiais
A estampación de pezas críticas de dirección implica navegar por comportamentos metalúrxicos complexos. Os enxeñeiros deben ter en conta as propiedades do material que afectan tanto á fabricabilidade como ao rendemento final da peza.
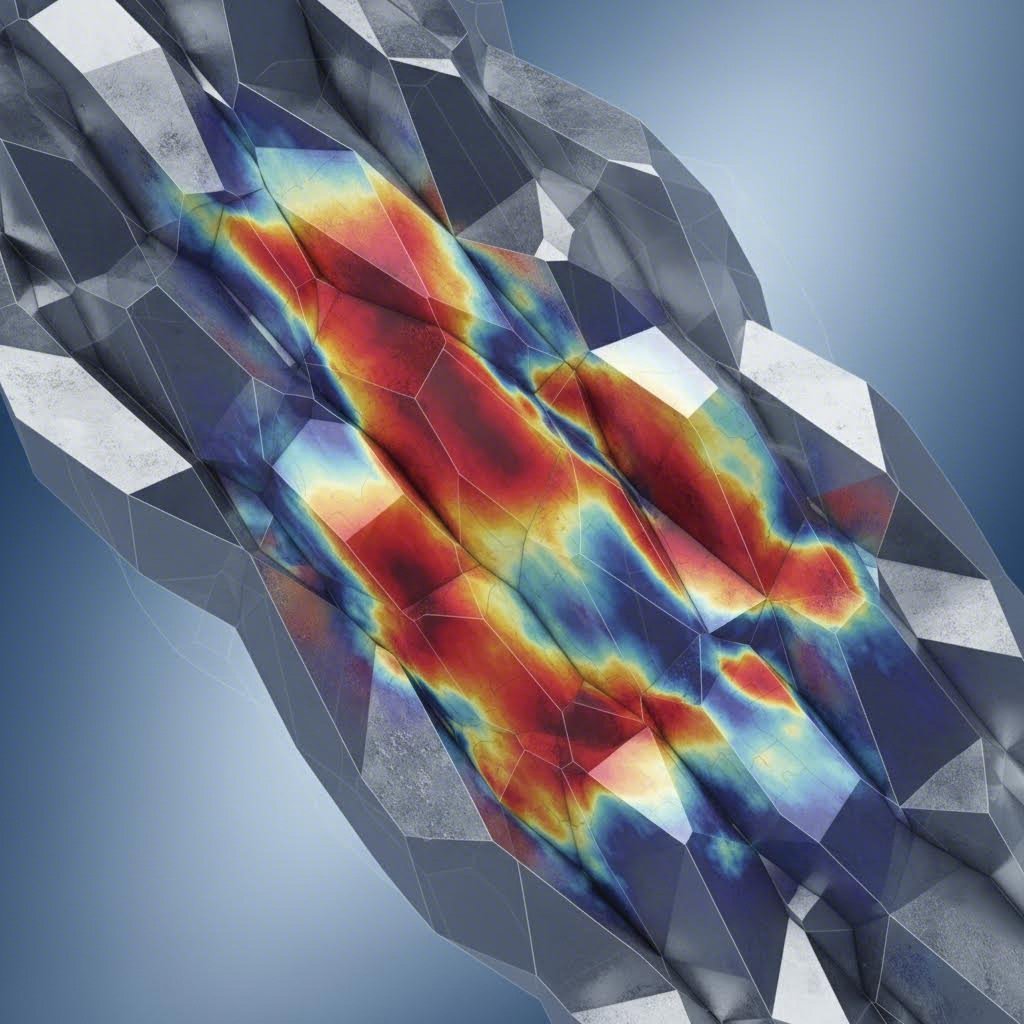
Xestión do retroceso elástico nos aceros HSLA
Para reducir o peso do vehículo, os fabricantes recorren cada vez máis aos aceros de alta resistencia e baixa aleación (HSLA). Aínda que son resistentes, estes materiais presentan un retroceso elástico considerable —a tendencia do metal a volver á súa forma orixinal despois da conformación—. Son esenciais estratexias de compensación na fase de deseño de troqueis, guiadas por análise de elementos finitos (FEA), para manter as tolerancias, particularmente nas pezas axustables dos columnas telescópicas.
Tolerancias estreitas e resistencia ao impacto
Os compoñentes de dirección funcionan sen xogo para garantir a precisión na dirección. As pezas estampadas deben manter tolerancias estreitas (moitas veces dentro de +/- 0,05 mm) para evitar trepidacións ou xogo. Ademais, o material debe manter a ductilidade para previr rachaduras durante a deformación rápida dun sinistro. A selección do grao adecuado de acero require equilibrar a resistencia ao cedemento para a durabilidade coas propiedades de alongamento necesarias para a absorción de enerxía.
Criterios de selección de provedores para estampación automotriz
A adquisición de compoñentes estampados de dirección require un proceso de cualificación que vai máis aló do prezo. O sistema de xestión da calidade e as capacidades técnicas do provedor son primordiais.
- Certificación IATF 16949: Esta é a liña base non negociable para os provedores automotrices, asegurando que os sistemas de xestión da calidade estean aliñados cos requisitos dos OEM.
- Capacidades internas de moldes e utillaxes: Os provedores con departamentos internos de utillaxes poden reaccionar máis rápido aos cambios de enxeñaría e manter os moldes de forma máis eficaz, reducindo o tempo de inactividade.
- Simulación e deseño conxunto: Os fornecedores de primeira categoría usan software de simulación para predicer problemas de conformado antes de cortar o acero. Busque socios dispostos a participar no deseño conxunto para optimizar a xeometría das pezas para o proceso de estampado.
- Montaxe con valor engadido: Moitos compoñentes da dirección requiren operacións secundarias. Os fornecedores que ofrecen soldadura en liña, remachado ou montaxe de soportes nos tubos proporcionan unha solución máis completa, reducindo a complexidade logística.
Resumo da viabilidade de fabricación
O cambio da fundición ao estampado na produción de columnas de dirección está impulsado pola busca incesante da industria automotriz pola redución de peso e eficiencia de custos. Ao aproveitar procesos avanzados como o estampado progresivo con troquel e materiais como o acero HSLA, os enxeñeiros poden deseñar compoñentes que cumpran normas estritas de seguridade mentres optimizan as métricas de produción. O éxito neste ámbito require un coñecemento profundo do comportamento dos materiais e unha colaboración con fabricantes cualificados e certificados.
Preguntas frecuentes
1. Cales son os compoñentes principais dun sistema de dirección?
Os compoñentes principais dun sistema de dirección moderno inclúen o volante, a columna de dirección (que alberga o eixe e os mecanismos de seguridade), o mecanismo de dirección (cremalleira e piñón ou bola recirculante) e as barras de acoplamento que transfiren a forza aos nudos de dirección nas rodas. Nos sistemas de dirección asistida eléctrica (EPS), incorpórase tamén un motor eléctrico e unha UCE na columna ou na cremalleira.
que compoñente transmite a forza de dirección ás rodas?
As barras de acoplamento son os compoñentes de unión críticos que transfiren o movemento lateral do mecanismo de dirección aos nudos de dirección nas rodas. Encárganse de empurrar e puxar as rodas para cambiar o seu ángulo, asegurando que o vehículo responda con precisión á entrada do condutor.