 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado de carcasa de sensor: A guía de embutición profunda de precisión
RESUMO
Estampado metálico de carcasa de sensor é un proceso de fabricación de alta precisión, que utiliza principalmente técnicas de estampado en profundidade, para crear envoltorios protexentes herméticos e duradeiros para compoñentes electrónicos sensibles. Ao contrario que o mecanizado ou o moldeado de plástico, este método ofrece un escudo superior contra as interferencias electromagnéticas (EMI), unha resistencia robusta aos impactos e escalabilidade rentable para producións en gran volume. Os enxeñeiros e xestores de adquisicións prefiren as carcasas metálicas estampadas en profundidade pola súa capacidade de manter tolerancias estreitas (moitas veces dentro de ±0,001") asegurando ao mesmo tempo integridade hermética en ambientes rigorosos como os automotrices, médicos e industriais.
Estampado en Profundidade: O Estándar Industrial para Carcasas de Sensor
Para envoltorios cilíndricos ou en forma de caixa de sensores, estampación por embutición profunda emerxiu como o método dominante de fabricación, superando ao mecanizado tradicional tanto en eficiencia como en integridade estrutural. Este proceso implica estirar radialmente unha peza metálica nun molde de conformado mediante a acción mecánica dun punzón. A definición de estirado "profundo" aplícase normalmente cando a profundidade da peza estirada excede o seu diámetro.
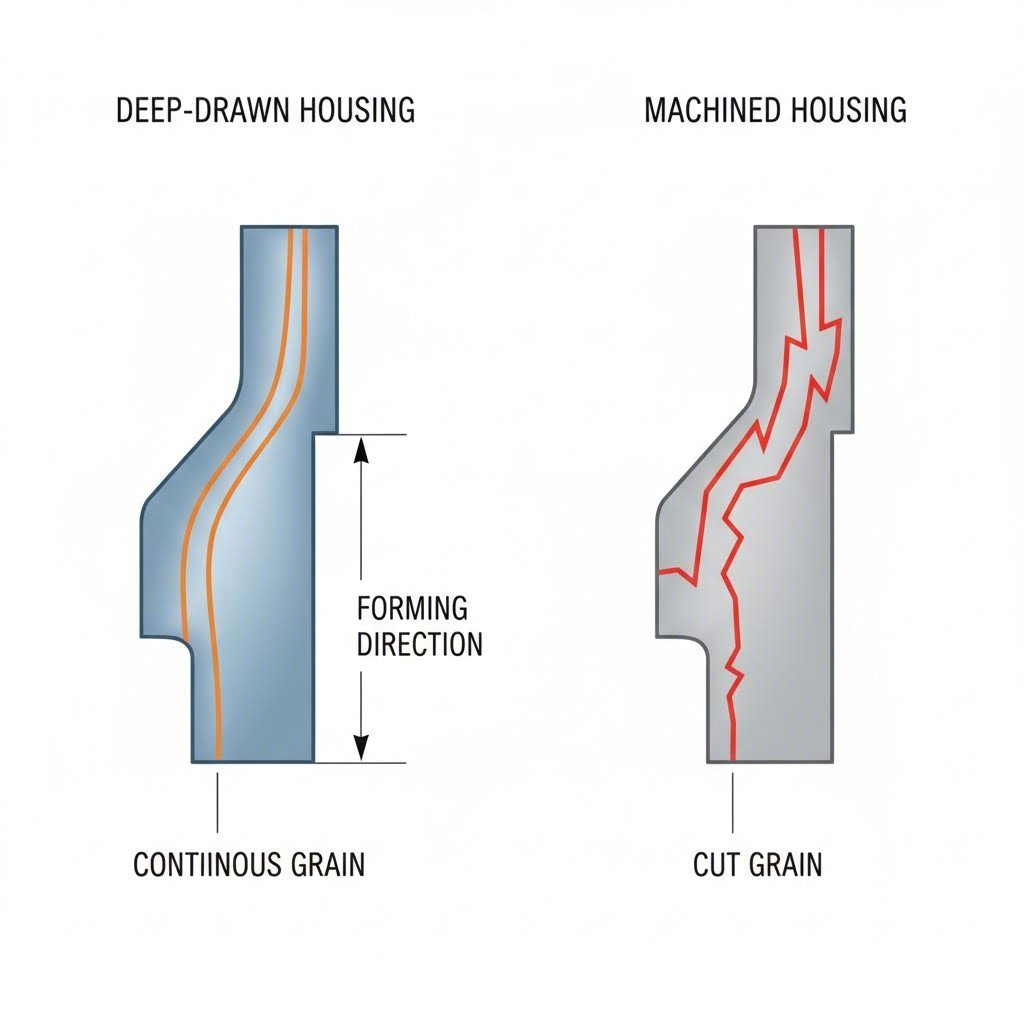
A vantaxe principal de orixe enxeñeira do estirado profundo é a creación dun compoñente sen costuras e dunha soa peza. Ao contrario que os tubos soldados ou conxuntos de varias pezas, unha carcasa estirada profundamente non ten costuras que poidan actuar como posibles rutas de fuga para humidade ou gas. Isto é crítico para sensores que operan en ambientes baixo presión ou submersos. Standard Die indica que o estampado por estirado profundo é ideal para a produción en masa porque reduce considerablemente o desperdicio de material e elimina os pasos secundarios de montaxe, o que se traduce nun custe por unidade inferior en comparación co torneado ou o mecanizado CNC.
Mecanicamente, o proceso endurece o material por deformación, aumentando aínda máis a rigidez estrutural da peza final. Isto permite aos fabricantes empregar materiais de menor grosor sen sacrificar a durabilidade, optimizando a relación peso-resistencia—a unha consideración clave para aplicacións de sensores na industria aerospacial e automotriz.
Selección do material: equilibrio entre protección e conformabilidade
A selección da aleación correcta é o primeiro paso para garantir o rendemento do sensor. O material debe equilibrar a conformabilidade (para soportar o proceso de embutición profunda sen romperse) coas súas propiedades de protección ambiental.
Acero inoxidable (304 fronte a 316L)
O acero inoxidable é o material máis común para carcacas de sensores debido á súa alta dureza e resistencia á deformación. CNstamping destaca a resistencia do acero inoxidable á corrosión como un beneficio primario, aínda que notan que a súa disipación de calor é menor en comparación cos metais non ferrosos. O grao 304 é o estándar da industria para uso industrial xeral, ofrecendo unha excelente formabilidade. Para aplicacións marítimas ou médicas, o grao 316L é preferido debido á súa resistencia superior aos cloruros e ás fosas, garantindo que a carcasa non se degrade en ambientes salinos.
Opcións non ferrosas: Aluminio e cobre
Para aplicacións que requiren disipación de calor ou propiedades magnéticas específicas, úsanse metais non ferrosos:
- Aluminio: Ofrece unha excelente condutividade térmica e é lixeiro, o que o fai adecuado para sensores aeroespaciais. Non obstante, require un anodizado coidadoso para a resistencia á corrosión.
- De cobre e latón: A miúdo seleccionados pola súa condutividade eléctrica e propiedades de protección EMI naturais, aínda que poden requirir unha chapa (níquel ou ouro) para evitar a oxidación.
| Material | Resistencia á corrosión | Formabilidade | Escudo contra EMI | Aplicación típica |
|---|---|---|---|---|
| Aceiro inoxidable 304 | Alto | Excelente | Moderado | Sensores industriais xerais |
| Aceiro inoxidable 316L | Moi Alto | Boa | Moderado | Probeiras médicas/marinas |
| Aluminio | Moderada (necesita revestimento) | Moi Boa | Boa | Aeroespacial/Lightweight |
| Cobre/Latón | Baixo (precisa de chapa) | Excelente | Excelente | Electrónica/EMI sensible |
Por que metal? O caso contra as carcasas de plástico
Aínda que o moldeo por inxección de plástico é barato, moitas veces non cumpre coas exigencias rigorosas das aplicacións críticas de sensores. A elección entre metal e plástico adoita reducirse a tres factores: blindaxe, resistencia a choques e estabilidade térmica.
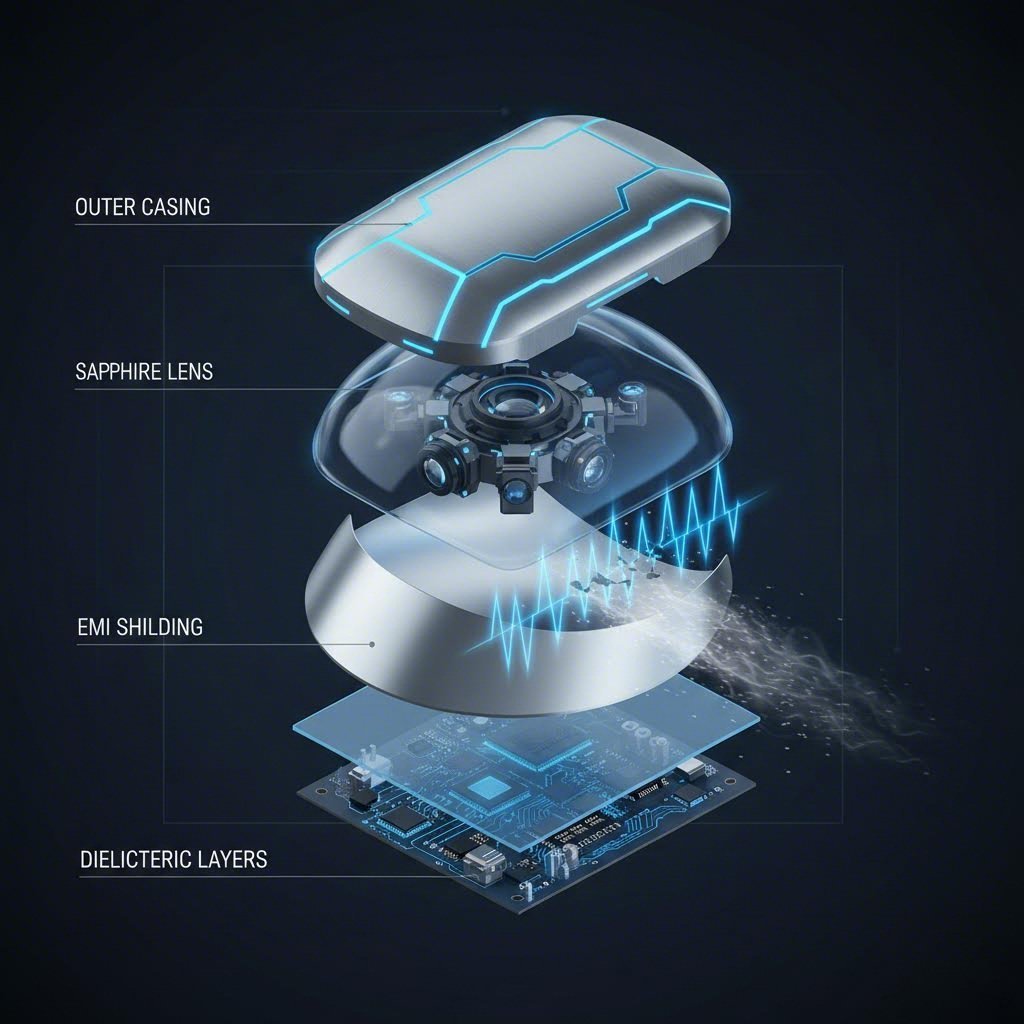
Protección contra interferencias electromagnéticas (EMI): Os sensores electrónicos son cada vez máis empregados en ambientes "ruidosos" cheos de sinais inalámbricos e correntes eléctricas. Henli enfatiza que as carcasas metálicas a súa función natural é como unha gaiola de Faraday, protexendo os compoñentes internos das interferencias electromagnéticas externas que poden distorsionar as lecturas de datos. As carcasas de plástico requiren costosos recubrimentos conductores para conseguir resultados similares.
Durabilidade física: As carcasas metálicas ofrecen unha resistencia superior aos choques. En aplicacións de automoción baixo o capó ou maquinaria industrial, os sensores enfróntanse a vibracións constantes e un impacto potencial de escombros. Unha carcasa de metal estampada mantén a súa integridade estrutural e precisión dimensional baixo estas forzas, mentres que o plástico pode romperse, deformarse ou tornarse fráxil co tempo, especialmente cando está exposto á radiación UV ou a ciclos de temperatura extrema.
Orientacións de deseño crítico para a fabricación
Para maximizar os beneficios da estampación de metais, os enxeñeiros deben deseñar tendo en conta o proceso de fabricación (Diseño para fabricabilidade, ou DFM). Seguindo estas regras evita defectos comúns como rugas ou rasgamentos durante o sorteo.
- Raios de esquina: Evita os recunchos afiados. O radio na parte inferior da copa e a brida debe ser polo menos 4-8 veces o grosor do material. Os radios generosos reducen as concentracións de estrés e permiten que o metal flúe suavemente.
- Uniformidade do grosor da parede: O embutido profundo provoca de xeito natural un certo adelgazamento das paredes. Os deseños deben ter en conta esta variación, permitindo normalmente unha redución de espesor do 10-15% nos puntos críticos de estirado.
- Ángulos de desbaste: Aínda que non sexa estritamente necesario para todas as pezas estampadas, incluír un lixeiro ángulo de desbaste pode facilitar a expulsión da peza do troquel, aumentando a vida útil da ferramenta e reducindo marcas de raiadura.
- Operacións Secundarias: Como indicado por Precipart , as envoltas complexas de sensores requiren a miúdo un acabado secundario. Isto pode incluír pasivación para eliminar o ferro superficial do acero inoxidable, ou chapado con metais preciosos para mellorar a soldabilidade e a resistencia de contacto.
Garantía de Calidade e Escalabilidade de Alta Producción
O mercado de sensores—impulsado pola condución autónoma e o IoT—require unha fabricación sen defectos. A precisión é imprescindible; as envoltas requiren frecuentemente tolerancias tan estreitas como ±0,001 polegadas para asegurar un axuste perfecto con conectores e selos correspondentes.
Alcanzar esta consistencia a grande escala require ferramentas avanzadas e un control de calidade rigoroso. Os fabricantes utilizan sistemas de detección dentro do molde e inspeccións ópticas para verificar as dimensións en tempo real. Para sectores críticos como a industria automobilística, os proveedores deben adherirse a miúdo aos estándares IATF 16949, que rexen a xestión da calidade na cadea de subministración automotriz.
Para os fabricantes que buscan pechar a brecha entre prototipado e produción en masa, asociarse cun provedor capacitado é esencial. As solucións integrais de estampación de Shaoyi Metal Technology exemplifican esta capacidade, aproveitando a precisión certificada segundo IATF 16949 e capacidades de prensado ata 600 toneladas para entregar compoñentes automotrices críticos que cumpren cos estándares globais dos OEM.
En última instancia, a fiabilidade dun sensor é tan boa como o seu aloxamento. Ao aproveitar o estampado metálico por embutición profunda, os enxeñeiros aseguran que os seus dispositivos estean protexidos por unha envoltura robusta, continua e blindada, capaz de soportar os ambientes operativos máis duros.
Preguntas frecuentes
1. Cal é a vantaxe do estampado por embutición profunda fronte ao mecanizado para as carcasas de sensores?
O estampado por embutición profunda é considerablemente máis rentable para a produción en gran volume xa que xera case ningún desperdicio de material, ao contrario do mecanizado, que elimina material dun bloque sólido. Ademais, o estampado por embutición crea unha peza sen costuras cunha estrutura de grano continua, ofrecendo unha resistencia superior e eliminando posibles rutas de fuga asociadas ás carcasas soldadas ou ensambladas.
3. Poden personalizarse as carcasas de sensores estampadas con enchapado?
Si, as carcasas metálicas estampadas frecuentemente son enchapadas para mellorar o seu rendemento. Os tratamentos comúns inclúen enchapado en níquel para resistencia á corrosión, enchapado en ouro para condutividade eléctrica e enchapado en prata para facilidade de soldadura. Estes tratamentos superficiais permiten que metais básicos estándar como o cobre ou o latón funcionen eficazmente en ambientes quimicamente agresivos ou electricamente sensibles.
4. Que metal é o mellor para as carcasas de sensores subacuáticos?
O acero inoxidable 316L é xeralmente o material preferido para carcacas de sensores subacuáticos ou mariños. Contén molibdeno, que proporciona unha resistencia excepcional á corrosión por picaduras e a corrosión intersticial causada por ambientes con cloretos (auga salgada), asegurando a integridade a longo prazo do sellado hermético.