 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

O Papel Esencial do EDM na Fabricación de Troques de Precisión
RESUMO
A mecanización por descarga eléctrica (EDM) desempeña un papel insustituíbe na moderna fabricación de troqueis. É un proceso de fabricación de alta precisión que utiliza centellas eléctricas controladas para erosionar e dar forma a metais endurecidos en formas complexas e intrincadas. Esta tecnoloxía é crucial para crear ferramentas duradeiras e de alta precisión, moldes de inxección e troqueis de estampación que ás veces resultan imposibles de producir con métodos convencionais de mecanizado.
Comprender o EDM: Os principios fundamentais
A mecanización por descarga eléctrica, coñecida frecuentemente como mecanizado por centellas, é un proceso de fabricación non tradicional e sen contacto baseado na enerxía térmica. Ao contrario que os métodos convencionais, que utilizan forza mecánica para cortar o material, a EDM elimina o material mediante unha serie de descargas eléctricas rápidas e repetitivas —ou centellas— entre un electrodo (a ferramenta) e unha peza. Ambos os compoñentes están submersos nun fluído dieléctrico, que actúa como illante eléctrico ata que se acada unha tensión específica.
O mecanismo central comeza cando se aplica unha alta tensión, o que fai que o fluído dieléctrico se degrade e forme un canal de plasma entre o electrodo e a peza. Isto crea unha centella intensa con temperaturas que acadan entre 14.500 e 21.500 °F, fundindo e vaporizando instantaneamente unha cantidade mínima do material da peza. Unha vez rematado o ciclo de descarga, o fluído dieléctrico arrastra as partículas vaporizadas (restos) fóra da zona de mecanizado. Este ciclo repítese miles de veces por segundo, erosionando gradualmente a peza para adaptala á forma do electrodo ou seguir unha traxectoria programada.
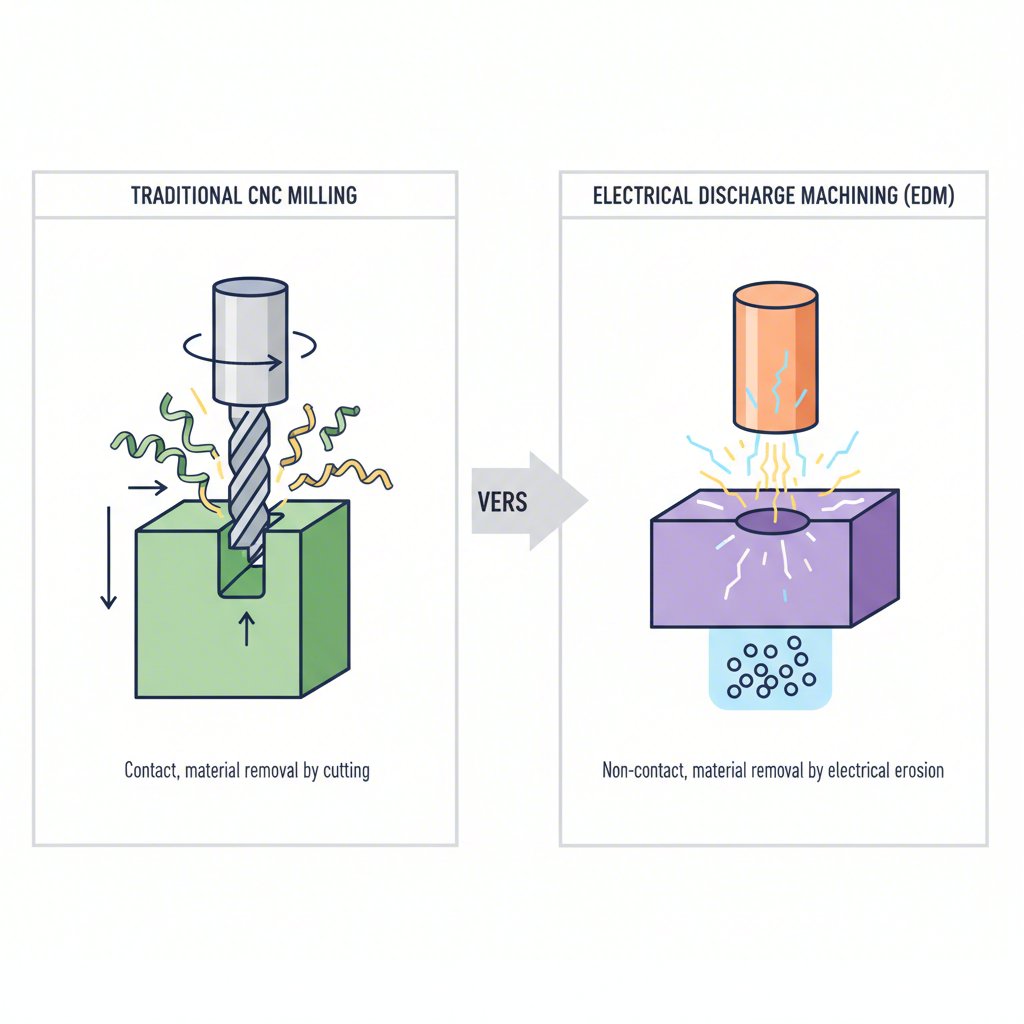
Este proceso é fundamentalmente diferente da fresadora ou torneado CNC tradicional. Ao non haber contacto físico entre a ferramenta e a peza, o EDM pode mecanizar materiais extremadamente duros e resistentes como o aceiro endurecido, o titanio e o carburo de tungsteno con precisión excepcional e sen inducir tensións mecánicas. Esta capacidade fai del unha tecnoloxía esencial para aplicacións que requiren detalles finos e tolerancias estreitas que outros métodos non poden acadar.
O Papel Fundamental do EDM na Fabricación de Moldes e Troqueis de Alta Precisión
No mundo da fabricación de ferramentas e moldes, a precisión non é só un obxectivo; é un requisito fundamental. A tecnoloxía EDM é a base desta precisión, permitindo crear moldes e matrices cun nivel de complexidade e exactitude que antes era inimaxinable. O seu papel principal consiste en producir características intricadas como cantos internos afiados, nervios profundos e estreitos, e cavidades complexas, que a miúdo son imposibles de crear con ferramentas de corte convencionais debido ás limitacións da xeometría e acceso das ferramentas.
Unha das aplicacións máis importantes do EDM é a produción de moldes para moldurado por inxección de plástico e matrices para fundición e estampación de metais. Por exemplo, no sector automotriz, a fabricación de compoñentes de alta calidade depende de ferramentas perfectamente deseñadas. Provedores líderes de estampas personalizadas para automoción e fabricación de compoñentes metálicos , como Shaoyi (Ningbo) Metal Technology Co., Ltd., utilizan procesos avanzados para ofrecer a precisión requirida polos OEM e fornecedores de nivel 1. O EDM é fundamental neste contexto para crear as matrices de estampado duradeiras e complexas que moldean o metal en chapa en pezas automotrices cunha consistencia impecable.
Ademais, o EDM está especialmente indicado para mecanizar materiais xa endurecidos. Os procesos tradicionais requiren frecuentemente mecanizar primeiro un material máis blando, que despois se trata termicamente, un paso que pode introducir deformacións e inexactitudes dimensionais. As máquinas de EDM traballan con aliaxes de acero preendurecidos, eliminando o risco de distorsión e asegurando que a matriz ou o molde final cumpran as tolerancias máis estritas. Isto tradúcese directamente nunha maior calidade dos produtos finais, sexan bens plásticos de consumo, implantes médicos ou compoñentes aeroespaciais, e garante unha vida útil máis longa para as ferramentas mesmas.
Técnicas clave de EDM para a fabricación de matrices: Wire EDM vs. Die-Sinking EDM
Os fabricantes de moldes baséanse principalmente en dous tipos distintos de maquinado por descarga eléctrica, cada un adecuado para diferentes aplicacións: EDM de inmersión e EDM de fío. Comprender as diferenzas entre eles é clave para valorar a versatilidade da tecnoloxía nun entorno de fabricación.
EDM de inmersión , tamén coñecido como EDM de macho ou EDM de cavidade, utiliza un electrodo mecanizado á medida, normalmente feito de grafito ou cobre, con forma de negativo da característica desexada. Este electrodo introdúcese lentamente ou «afúndese» na peza, e as centellas eléctricas erosionan o material para formar unha cavidade que reflicte a forma do electrodo. Este método é ideal para crear cavidades 3D complexas, furados cegos e impresións detalladas requiridas para moldes e matrices de forxado.
Wire EDM , ou WEDM, funciona máis como unha serra de fita de alta tecnoloxía. Utiliza un fío metálico moi fino e continuamente alimentado (normalmente latón) como electrodo. O fío guíase ao longo dunha traxectoria precisa programada por CNC para cortar a través da totalidade do grosor dunha peza, creando perfís e formas 2D complexas. É especialmente eficaz para producir punzones, ferramentas e troques a partir de placas grosas de acero endurecido, así como para crear pezas con contornos complexos e compoñentes de axuste preciso.
Para clarificar cando un fabricante de troques podería escoller un en vez de outro, considere a seguinte comparación:
| Característica | EDM de afundimento (por macho) | Wire EDM |
|---|---|---|
| Tipo de electrodo | Electrodo sólido, de forma personalizada (grafito ou cobre) | Fío metálico delgado de filamento único (normalmente latón) |
| Aplicación principal | Creación de cavidades 3D, moldes, furados cegos e impresións complexas | Cortar perfís 2D, punzones, troques e contornos complexos a través dunha peza |
| Xeometría creada | Formas negativas tridimensionais complexas | Contornos bidimensionais complexos, formas afusadas e cortes a través |
| Interacción coa peza | O electrodo afúndase na peza para formar unha cavidade | O fío atravesa completamente a peza para cortar un perfil |
Beneficios principais e vantaxes do uso do EDM na industria de moldes e troqueis
A adopción xeneralizada do EDM na fabricación de moldes e troqueis débese a un conxunto único de vantaxes que respostan directamente aos desafíos máis críticos da industria. Estes beneficios van máis aló da simple eliminación de material, ofrecendo maior calidade, liberdade de deseño e eficiencia en comparación cos métodos tradicionais de mecanizado.
As vantaxes máis significativas inclúen:
- Mecanizado de materiais extremadamente duros: O EDM é indiferente á dureza do material, xa que o seu mecanismo é térmico, non mecánico. Pode mecanizar sen problema aceiros para ferramentas endurecidos, carburo de tungsteno e aleacións exóticas que se desgastarían rapidamente ou serían imposibles de cortar con ferramentas convencionais.
- Creación de xeometrías complexas e intrincadas: Dado que o proceso é sen contacto, non hai forzas de corte que poidan deformar características delicadas. Isto permite crear esquinas internas afiadas, ranuras profundas e estreitas, e paredes finas que son inalcanzables con fresas de fresado.
- Precisión incomparable e acabado superficial fino: O EDM pode acadar tolerancias extremadamente estreitas, a miúdo dentro de ±0,0002 polgadas. O proceso pode axustarse para producir un acabado superficial liso que minimice ou incluso elimine a necesidade de pulido manual, aforrando tempo e man de obra significativos.
- Sen tensión mecánica na peza: A ausencia de contacto directo entre a ferramenta e a peza significa que non se introduce ningunha tensión mecánica. Isto é crucial para manter a estabilidade dimensional de compoñentes delicados ou de pared delgada e para previr deformacións ou fisuracións.
En última instancia, estes beneficios combinados fan que o EDM sexa unha tecnoloxía imprescindible para calquera fabricante moderno de moldes e troqueis. Permite a produción de ferramentas de maior calidade e máis duradeiras que, á súa vez, xeran pezas finais superiores, reforzando o seu papel fundamental en industrias competitivas e de alto risco como aeroespacial, médica e fabricación de automóbiles.
Preguntas frecuentes
1. Cal é o principio do EDM por inmersión?
O EDM por inmersión, tamén coñecido como EDM de macho, funciona creando un electrodo con forma (normalmente feito de grafito ou cobre) que é o negativo da cavidade que se debe mecanizar. Este electrodo submerxese nun fluído dieléctrico e avanza cara á peza. Producense descargas eléctricas (foguetes) entre o electrodo e a peza, erosionando o material para crear unha imprenta que coincide exactamente coa forma do electrodo.
2. Cal é o uso dunha máquina EDM na fabricación de moldes?
Na fabricación de moldes, o EDM emprégase para crear as cavidades e características complexas en acero para ferramentas preendurecido que formarán as pezas finais de plástico ou metal. É esencial para producir características como nervaduras profundas, cantos internos afiados e texturas intrincadas que son difíciles ou imposibles de lograr cun fresado CNC tradicional. Esta precisión garante que as pezas moldeadas finais cumpran exactamente as especificacións.
3. Cal é o papel do EDM?
O papel principal do EDM é dar forma e mecanizar materiais condutores eléctricos usando enerxía térmica proveniente de centellas eléctricas controladas. Valórase especialmente pola súa capacidade de mecanizar materiais moi duros con alta precisión, crear xeometrías complexas sen forza mecánica e producir acabados superficiais finos. A súa función principal é a eliminación de material en aplicacións nas que os métodos convencionais resultan insuficientes.
4. Que é o EDM no mecanizado CNC?
O EDM é un tipo especializado de mecanizado CNC (Control Numérico por Computador). Mentres que o mecanizado CNC tradicional implica unha ferramenta de corte que contacta fisicamente e elimina material, o EDM CNC utiliza unha traxectoria controlada por ordenador para guiar un electrodo. O sistema CNC controla o movemento do electrodo (no EDM de fío ou de afundimento) para xerar centellas precisamente onde se debe eliminar material, permitindo a creación automatizada de pezas moi complexas e precisas.