 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Elexir unha empresa de chapa metálica de precisión: 8 factores críticos que a maioría dos compradores pasan por alto

Que define unha empresa de chapa metálica de precisión
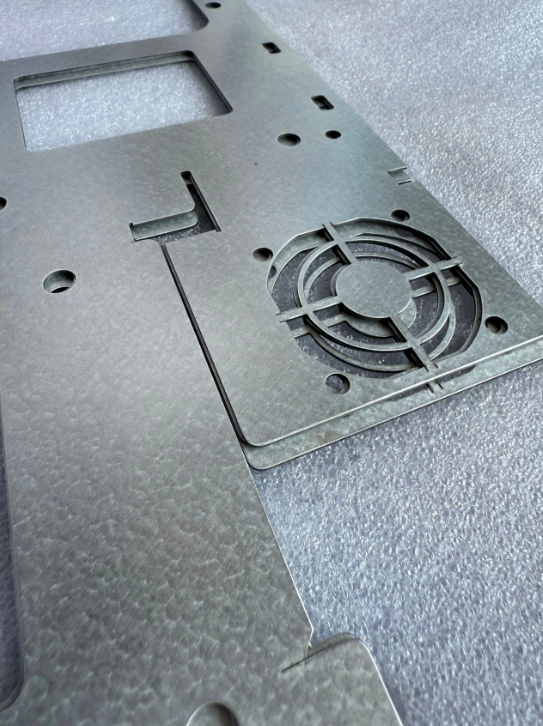
Cando comece a buscar un socio de fabricación, notará rapidamente que moitos talleres afirman ofrecer traballos de «precisión». Pero que é o que realmente diferencia unha empresa verdadeira de chapa metálica de precisión dun fabricador estándar? A diferenza non é só linguaxe publicitaria: baséase en especificacións mensurables que afectan directamente se as súas pezas funcionarán tal como foron deseñadas.
A fabricación de chapa metálica de precisión representa unha fabricación de grao enxeñeril coas máximas normas de exactitude e calidade, mantendo normalmente tolerancias entre ±0,005" e ±0,010" (±0,13 mm a ±0,25 mm) en xeometrías complexas.
Isto é importante porque os compoñentes que non cumpran especificacións exactas poden provocar fallos de montaxe, retiros de produtos e retraballo costoso. Comprender o que define un traballo de precisión axúdalle a formular as preguntas adecuadas antes de comprometerse cun fornecedor de fabricación.
O que Separa a Precisión da Fabricación Estándar
Imaxine que encarga unha carcasa personalizada para equipamento médico. Coa fabricación estándar, podería recibir pezas cunhas tolerancias de ±1/16" a ±1/8" (±1,6 mm a ±3,2 mm) . Esa variación pode parecer pequena, pero cando varios compoñentes deben encaixar perfectamente entre si, esas desviacións acumúlanse rapidamente.
As empresas especializadas en fabricación de chapa metálica de precisión operan nun nivel completamente distinto. Utilizan sistemas avanzados de láser de fibra, máquinas de medición por coordenadas (MMC) e sistemas automatizados de dobrado con tecnoloxía de corrección de ángulo. Aínda máis importante, comprenden o comportamento dos materiais: como diferentes aliaxes se recuperan tras o dobrado, como a dirección do grano afecta ao conformado e como a dilatación térmica inflúe nas dimensións finais.
As principais diferenzas entre a fabricación estándar e a de precisión inclúen:
- Sofisticación do equipo: Os talleres estándar usan paquímetros básicos e inspección visual; as empresas especializadas en chapa metálica de precisión empregan sistemas de máquinas de medición por coordenadas (CMM), comparadores ópticos e tecnoloxía de medición con láser
- Coñecemento de Materiais: Os fabricantes de precisión comprenden como se comporta o acero inoxidábel 316L de forma distinta ao 304 durante as operacións de conformado
- Investimento en ferramentas: Ferramentas específicas para a aplicación e fixacións de precisión que poden custar de 3 a 5 veces máis que as ferramentas estándar, pero que ofrecen unha precisión reproducible
- Sistemas de calidade: Control estatístico de procesos, inspección do primeiro artigo e trazabilidade completa dos materiais
Comprensión das especificacións de tolerancias no traballo con metais
As tolerancias funcionan como un "contrato de precisión" que percorre todo o ciclo de vida do seu produto. Cada especificación de tolerancia inflúe no rendemento futuro, no custo de fabricación e na eficiencia de montaxe. Pense nas tolerancias como barreras laterais arredor das súas dimensións nominais: mantéñase dentro delas e as súas pezas funcionarán correctamente.
Segundo os estándares do sector, os graos de tolerancia clasifícanse en 18 niveis. As empresas especializadas en fabricación de chapa metálica de precisión normalmente traballan dentro dos graos IT5 a IT7 para aplicacións de enxeñaría, mentres que os talleres estándar operan nos intervalos IT12 a IT14.
Isto significa o seguinte na práctica:
- Corte por Láser: Os sistemas modernos de láser de fibra mantén tolerancias entre ±0,1 mm e ±0,3 mm, variando co grosor do material.
- Operacións de dobrado: As prensas de dobre de precisión conseguen tolerancias angulares de aproximadamente ±0,5°.
- Estampación de Precisión: Capaz de alcanzar tolerancias dimensionais de ±0,05 mm ou máis estreitas.
Industrias como a aeroespacial, os dispositivos médicos e a defensa requiren estas especificacións tan rigorosas porque o fallo dun compoñente ten consecuencias graves. Nas aplicacións aeroespaciais, unha desviación de 0,020" pode deixar unha peza completamente inutilizable. Para as envolturas de dispositivos médicos, a exactitude dimensional afecta directamente ao cumprimento dos requisitos da FDA e á seguridade do paciente.
O reto? Aplicar tolerancias innecesariamente estrictas alarga considerablemente os prazos de entrega e incrementa os custos. O obxectivo é atopar o equilibrio: tolerancias suficientemente estrictas para preservar a funcionalidade, pero prácticas o suficiente para fabricar de forma eficiente. Comprender este equilibrio é o seu primeiro paso cara á elección do socio adecuado en fabricación de chapa metálica de precisión.

Procesos fundamentais de fabricación e capacidades dos equipos
Agora que comprende o que distingue o traballo de precisión da fabricación estándar, exploremos os procesos reais que fan posibles esas tolerancias estritas. Unha empresa de fabricación de chapa metálica de precisión non só posúe equipos caros, senón que tamén entende como contribúe cada proceso á precisión dimensional e á calidade superficial. Ao avaliar socios potenciais, coñecer o que estes procesos permiten axúdalle a formular preguntas máis intelixentes e a recoñecer unha capacidade auténtica.
Os procesos fundamentais utilizados por empresas de fabricación de chapa metálica de precisión caen en varias categorías, cada unha delas cumpre finalidades específicas para transformar material plano en compoñentes acabados:
- Corte por Láser: Utiliza enerxía luminosa concentrada para realizar cortes precisos con distorsión mínima do material e calidade de bordo adecuada para superficies visibles
- Punzonado CNC: Coloca o material baixo un punzón para a creación rápida de furos e operacións de conformado en aplicacións de alto volume
- Dobrado e Formado: Transforma chapas planas en formas tridimensionais empregando prensas de dobre e ferramentas especializadas
- Axiña: Une múltiples compoñentes mediante calor e presión, con diversos métodos adaptados a distintos materiais e aplicacións
- Corte por chorro de auga: Utiliza auga a alta presión (moitas veces con abrasivos) para materiais sensibles ao calor ou para chapas grosas nas que a distorsión térmica é inaceptable
Corte a láser e o seu papel no traballo de precisión
Cando precisa de pezas con bordos limpos, tolerancias dimensionais estreitas e zonas afectadas polo calor mínimas, o corte por láser convértese no seu método principal de fabricación. As empresas modernas de fabricación de chapa metálica de precisión operan normalmente dúas tecnoloxías láser principais: láseres de CO₂ e láseres de fibra.
O corte por láser de fibra converteuse na norma do sector para a maioría das aplicacións de precisión. Segundo fontes do sector, os láseres de fibra utilizan díodos láser transmitidos a través de fibras ópticas para realizar os cortes, ofrecendo unha saída de potencia elevada e unha eficiencia excecional. Esta tecnoloxía destaca no corte de materiais reflectantes, como as aleacións de aluminio e cobre, que supuñan un reto para os antigos sistemas de CO₂.
As especificacións dos equipos son moi importantes neste caso. Considere como as distintas capacidades dos láseres afectan as opcións do seu proxecto:
| Tipo de laser | Rango de Potencia | Mellores aplicacións | Capacidade de grosor do material |
|---|---|---|---|
| láser de fibra de 8 kW | Saída de potencia elevada | Enxeñaría xeral, corte de placas grosas | Aco suave ata 30 mm; acero inoxidábel ata 30 mm |
| láser de CO₂ de 4 kW | Saída de potencia media | Sinalización, traballos decorativos, materiais finos | Aco suave ata 16 mm; aco inoxidábel ata 12 mm |
| Wire EDM | Descarga eléctrica | Tolerancias extremadamente estreitas, materiais endurecidos | Limitado polo tamaño da cuba, non pola dureza do material |
Ademais do láser en si, busque sistemas automatizados de manipulación de materiais. As principais empresas de precisión en chapa metálica integran liñas de desbobinado que alimentan o material en bruto directamente nos sistemas de corte, reducindo os danos por manipulación e mellorando a produtividade. As mesas de corte por plasma actúan como equipamento complementario para materiais máis grosos, onde o corte por láser resulta menos económico.
Unha capacidade que con frecuencia se pasa por alto? O procesamento por EDM con fío, no que un fío metálico fino cargado utiliza centellas eléctricas para fundir o material sen chegar nunca a contactar coa peça de traballo. O fío non toca nunca o material; en troques, centellas controladas salvan a distancia mentres un fluído dieléctrico refria a zona de corte e arrastra o material sobrante. Este proceso alcanza tolerancias imposibles de obter con métodos convencionais de corte.
Dobrado, conformado e técnicas de soldadura explicadas
Cortar chapas planas representa só a metade do reto da fabricación. Transformar esas chapas en compoñentes tridimensionais require capacidades de dobrado e conformado igualmente sofisticadas.
A tecnoloxía dos prensas-dobradora evolucionou dramaticamente. As modernas prensas-dobradoras CNC como a Serie Xpert de Bystronic ofrecen unha forza de dobrado de 150 toneladas, con velocidades de traballo de ata 20 mm/s e velocidades máximas de desprazamento rápido de 220 mm/s. Aínda máis importante, contan cunha medición e corrección en tempo real do ángulo: a máquina mide os ángulos de dobrado durante o proceso de conformado e axústase automaticamente para compensar o resalte do material.
Por que isto é importante para as súas pezas? Os distintos materiais resalten de forma diferente despois do dobrado. Un dobrado de 90 graos nun acero inoxidábel 304 pode requirir un sobredobrado de 88 graos para acadar o ángulo final. Sen corrección automática do ángulo, os operarios deben confiar na experiencia e no ensaio e erro, o que incrementa o tempo e introduce variacións entre as pezas.
As capacidades de soldadura completan o proceso de fabricación. Unha empresa integral de fabricación de chapa metálica de precisión ofrece múltiples métodos de soldadura adaptados a aplicacións específicas:
- Soldadura TIG (Tungsteno con Gas Inerte): Produce as soldaduras máis limpas para superficies visibles e materiais finos; preferida para o acero inoxidable e o aluminio
- Soldadura MIG (Gas Inerte Metálico): Máis rápida que a soldadura TIG, ideal para cordóns de soldadura máis longos e materiais máis grosos
- Soldadura por puntos por resistencia: Crea puntos de unión discretos sen marcas visibles na superficie; común en carcassas e soportes
- Soldadura láser: Proporciona unha entrada de calor mínima e unha distorsión reducida para montaxes de precisión que requiren un control dimensional estrito
Além das operacións de fabricación principais, busque capacidades secundarias que completen as súas pezas. As empresas profesionais de fabricación de chapa metálica de precisión ofrecen instalación de ferraxería, esmerilado e lixado para a preparación superficial, recubrimento en pólvora ou pintura líquida para resistencia á corrosión, e servizos de montaxe que entregan produtos acabados en lugar de compoñentes individuais.
O equipo co que opera un fabricante indica o seu límite de capacidade, pero a forma en que combina estes procesos en fluxos de traballo eficientes determina se pode entregar resultados precisos de maneira consistente. Isto lévanos a outro factor crítico: os materiais cos que traballan estes procesos e como a selección de materiais afecta directamente os seus resultados de precisión.
Materiais e o seu impacto nos resultados de precisión
Escollera un fabricante con equipamento impresionante e procesos probados. Pero isto é o que moitos compradores pasan por alto: o material que elixe inflúe na precisión dimensional tanto como as máquinas que realizan o traballo. Unha empresa especializada en conformado preciso de chapa metálica entende que cada aleación se comporta de xeito distinto durante as operacións de corte, dobrado e soldadura, e este comportamento determina directamente se as súas pezas cumpren as especificacións.
Pense nisto deste xeito: o aluminio recupera a súa forma despois do dobrado de maneira menos previsible que o acero doce. O acero inoxidable endurece por deformación durante o conformado , cambiando as súas propiedades no medio do proceso. As aleacións de cobre conducen o calor tan eficientemente que a soldadura require parámetros completamente distintos. Estes non son detalles menores: son as variables ocultas que separan os proxectos exitosos das costosas repeticións.
Aco inoxidable, aluminio e aleacións especiais
As empresas de fabricación de chapa metálica de precisión normalmente traballan cun grupo central de materiais, cada un seleccionado polas súas características específicas de rendemento. Comprender estas opcións axuda a conciliar as propiedades dos materiais coas necesidades da súa aplicación.
Aceiro inoxidable continúa sendo o material de referencia para aplicacións que requiren resistencia e resistencia á corrosión. Segundo a análise de materiais realizada por especialistas en fabricación de precisión , as variantes de acero inoxidable cumpren finalidades distintas:
- Graos austeníticos (304, 316): Excelente resistencia á corrosión, non magnético cando está recoñecido, alta ductilidade e formabilidade: ideal para dispositivos médicos e equipos de procesamento de alimentos
- Grados ferríticos (430, 446): Magnético, resistente ao calor, adecuado para aplicacións de alta temperatura como fornos industriais e sistemas de escape
- Grados martensíticos (410, 420): Endurecibles mediante tratamento térmico, excelente resistencia mecánica e á abrasión — especificados habitualmente para compoñentes aeroespaciais e ferramentas de precisión
Ligas de aluminio ofrecen a mellor relación resistencia-peso para aplicacións nas que a redución de masa é importante. A aleación 6061 domina o traballo de precisión porque se maquina limpiamente, mantén tolerancias de ±0,01–0,02 mm con configuracións estables e admite anodizado para acabados premium. Para envolventes en electrónica, equipos de son e dispositivos portátiles, o aluminio ofrece tanto rendemento como estética.
Ligas especiais entran en escena cando os materiais estándar non poden cumprir requisitos extremos. O titano ofrece unha excepcional relación resistencia-peso e resistencia á corrosión para implantes médicos e aplicacións aeroespaciais, aínda que a súa baixa condutividade térmica e tendencia ao encruamento requiren experiencia especializada na fabricación. O cobre e o latón ofrecen unha condutividade eléctrica e térmica superior para aplicacións electrónicas, pero o seu peso e custo limitan a súa utilización a compoñentes críticos para a función.
Como afectan as propiedades dos materiais á precisión na fabricación
Aquí é onde a selección de materiais se fai práctica. Cada propiedade que vostede ve nunha ficha técnica tradúcese directamente en desafíos ou vantaxes na fabricación. Unha empresa de fabricación de chapa metálica de precisión avalia estes factores antes de facerlle unha oferta para o seu proxecto:
| Material | Tolerancia típica alcanzable | Radio mínimo de curvatura | Soldabilidade | Mellores aplicacións |
|---|---|---|---|---|
| De ferro inoxidable | ±0,01–0,02 mm | ≥1,5–2× o grosor | Soldable facilmente con TIG/MIG | Dispositivos médicos, equipamento para alimentos, ambientes mariños |
| Aluminio 6061 | ±0,01–0,02 mm | ≥1× o grosor | Soldable, pero perde o 30–50 % da súa resistencia na zona afectada polo calor | Envolturas lixeiras, disipadores de calor, estruturas aeroespaciais |
| Aco suave | ±0,05 mm (propensas a deformarse) | ≥1× o grosor | Excelente—máis tolerante á soldadura | Soportes estruturais, estruturas, compoñentes sensibles ao custo |
| Cobre/Latón | ±0,02–0,05 mm | ≥0,5–1× o grosor | Difícil de soldar; préfere-se a brazeamento | Contactos eléctricos, intercambiadores de calor, elementos decorativos |
| Titanio | ±0,02–0,05 mm | ≥1.5× grosor | Requírese unha atmosfera inerte especializada | Implantes médicos, aeroespacial, aplicacións de alto rendemento |
Atenda á forma en que o aceiro doce—moitas veces a opción máis económica—aparece como «propenso a deformarse» na columna de tolerancias. Isto non é unha limitación dos equipos; é un comportamento do material. O aceiro doce de grosor reducido tende a deformarse durante o mecanizado ou a soldadura, polo que ±0,05 mm é máis realista ca as tolerancias máis estreitas que se poden acadar con aluminio ou aceiro inoxidable.
Os requisitos do raio de dobrado revelan outra consideración crítica. Segundo especialistas en fabricación, os deseñadores que especifican dobras agudas de 90 graos en aceiro inoxidable sen un raio suficiente adoitan atopar fisuras nas bordas durante o proceso de conformado. ¿Cal é o valor predeterminado seguro? Establecer o raio de dobrado igual ou maior que o grosor do material para metais dúctiles e aumentalo ata 1,5–2 veces para aleacións menos tolerantes, como o aceiro inoxidable.
As condicións ambientais tamén inflúen na selección de materiais de xeito que os compradores adoitan pasar por alto. O acero inoxidable 304 ou 316 convértese en obrigatorio para aplicacións ao aire libre, mariñas ou esterilizadas, onde a corrosión é constante. O aluminio resiste a corrosión no uso xeral, pero require anodizado ou revestimentos protexentes en ambientes con auga salgada. O acero doce funciona no interior cun revestimento adecuado, pero oxidarase rapidamente se se expón á humidade sen protección.
A conclusión? A elección do material non é independente dos seus requisitos de precisión: é unha parte integral deles. A mesma tolerancia de ±0,010" ten un custo significativamente maior de lograr en titania que se endurece por deformación que en aluminio 6061, que se comporta ben. Unha empresa capaz de fabricación de chapa metálica de precisión axúdalle a navegar por estas compensacións, adaptando as propiedades do material tanto ás necesidades funcionais como ás restricións orzamentarias.
Unha vez que se comprenden os materiais, o seguinte reto consiste en avaliar se os posibles socios de fabricación poden realmente ofrecer a precisión que prometen. Esta avaliación vai máis aló das listas de equipos e inclúe certificacións, sistemas de calidade e enfoques de fabricación que diferencian aos socios fiables das opcións arriesgadas.
Como avaliar e escoller un socio especializado en chapa metálica de precisión
Analizou os procesos, examinou as especificacións dos equipos e comparou as opcións de materiais. Pero aquí é onde a maioría dos compradores fallan: traducir ese coñecemento técnico nun marco de avaliación fiable. Como pode verificar realmente que unha empresa personalizada de fabricación de chapa metálica de precisión é capaz de ofrecer resultados consistentes ao longo de meses ou anos de produción?
A resposta atópase en comprender o que proban realmente as certificacións de calidade, como avaliar as estratexias de fabricación máis aló das listas de equipos e que indicadores operativos diferencian aos socios de precisión de clase mundial dos que ofrecen un rendemento mediano. Vamos construír unha lista de comprobación práctica que poida aplicar a calquera posible socio de fabricación.
Certificacións de Calidade e o seu Significado
As certificacións non son só placas na parede dun vestíbulo: representan sistemas verificados de xestión da calidade que inflúen en cada peza que produce o seu fornecedor. Pero non todas as certificacións teñen o mesmo peso para cada aplicación. Comprender a súa xerarquía axúdalle a establecer expectativas axeitadas.
ISO 9001 serve como base. Segundo expertos en certificacións de fabricación , esta norma internacionalmente recoñecida establece requisitos para unha garantía de calidade consistente en todos os sectores industriais. Unha empresa especializada en chapa metálica de precisión certificada segundo a norma ISO 9001 demostrou unha xestión formal da calidade centrada en «satisfacer aos clientes, optimizar os procesos para lograr eficiencia e precisión, e motivar e implicar aos empregados en todos os niveis». A certificación require superar unha auditoría en profundidade cada tres anos, polo que representa un compromiso continuo, non un logro único.
AS9100 adopta os requisitos da norma ISO 9001 e esténdeos especificamente para aplicacións aeroespaciais, aeronáuticas e de defensa. Se os seus compoñentes poden afectar á seguridade humana —pense nas estruturas de aeronaves, nos dispositivos médicos ou nos sistemas de defensa— esta certificación convértese nun requisito esencial, non simplemente opcional. A norma AS9100 incorpora protocolos rigorosos para:
- Xestión de riscos con responsabilidade departamental asignada
- Prevención e verificación de pezas falsificadas
- Protocolos de almacenamento de equipos con calendarios de mantemento definidos
- Verificación da información mediante ensaios e inspección independentes
IATF 16949 representa o estándar de xestión da calidade da industria automobilística, pondo énfase na prevención de defectos e na redución de residuos en toda a cadea de suministro. Para compoñentes do chasis, pezas de suspensión ou conxuntos estruturais, esta certificación indica que un fabricante comprende os requisitos específicos do sector automobilístico.
Que debe buscar na súa situación específica? Utilice este marco:
| A súa aplicación | Certificación mínima | Certificación preferida | Por que importa |
|---|---|---|---|
| Produtos comerciais xerais | ISO 9001 | ISO 9001 | Garante procesos de calidade documentados e mellora continua |
| Compóñentes aeroespaciais ou de defensa | AS9100 | AS9100 + NADCAP | Obrigatoria para a maioría dos fabricantes orixinais de equipos aeroespaciais (OEM); demostra capacidade crítica para a seguridade |
| Peças Automotrices | ISO 9001 | IATF 16949 | Aliña-se cos requisitos da cadea de suministro dos fabricantes orixinais de equipos (OEM) e coa focalización na prevención de defectos |
| Dispositivos médicos | ISO 9001 | ISO 13485 | Aborda os requisitos de conformidade regulamentaria e rastreabilidade |
Avaliación dos investimentos en equipos e tecnoloxía
As certificacións verifican os sistemas e os procesos. Pero, que pasa coa capacidade real de fabricación? Aquí é onde debe ir máis aló da lista de equipos e comprender como unha empresa especializada en chapa metálica de precisión organiza a súa produción.
Distribucións de fabricación celular representan un dos indicadores máis claros de sofisticación operativa. En vez de organizar os equipos segundo o tipo de proceso —todos os láseres nunha zona, todas as prensas dobradoras noutro lugar—, as distribucións celulares agrupan as máquinas para servir familias específicas de produtos. Segundo especialistas en fabricación esbelta , esta aproximación reduce drasticamente o inventario en curso e os tempos de entrega, mellorando ao mesmo tempo a consistencia da calidade.
Por que isto é importante para a precisión? Cando as pezas percorren distancias máis curtas entre operacións, redúcese o dano causado ao manipulalas. Cando o mesmo equipo xestionan unha familia completa de produtos, desenvolven unha experiencia profunda nas tolerancias e no comportamento dos materiais dese tipo de produto. O resultado: menos defectos, maior velocidade de procesamento e calidade máis previsible.
Disciplina do tempo takt proporciona outro indicador de calidade. Os talleres que calculan e mantén o ritmo de fabricación —a velocidade á que deben completarse os produtos para satisfacer a demanda— demostran unha madurez no control dos procesos. Como observou un veterano do sector: «As pezas que están paradas non xeran beneficios.» Grandes lotes de traballo en curso acumulados nas estanterías son un sinal de fluxo imprevisible, o que frecuentemente se correlaciona cunha inconsistencia na calidade.
Ao avaliar o equipamento, faga preguntas que revelen a filosofía operativa:
- Como separa o traballo por conta dun volume elevado do traballo prototipo de baixa cantidade?
- Cal é o seu nivel típico de inventario de traballo en curso, medido en días de produción?
- Canto rapidamente pode responder a cambios de enxeñaría durante a produción?
- Que porcentaxe de pezas require retraballo ou descarte?
As respostas revelan máis sobre a capacidade de precisión que calquera folla de especificacións de equipamento.
Lista de comprobación para a avaliación do seu socio
Antes de comprometerse cun socio especializado en chapa metálica de precisión, traballe esta lista de comprobación completa. Non todos os puntos se aplican a cada proxecto, pero cubrir estas áreas evita sorpresas custosas:
- Verificación da certificación: Solicite copias dos certificados actuais e verifique as datas de caducidade; as certificacións requiren auditorías cada tres anos
- Documentación do sistema de calidade: Pida exemplos de informes de inspección, procedementos de inspección do primeiro artigo e exemplos de accións correctivas
- Capacidades do equipo: Confirme que as máquinas específicas poden manexar os seus tipos de material, espesores e requisitos de tolerancia
- Trazabilidade do material: Verifique que mantén rexistros completos que vinculen as pezas acabadas coas certificacións dos materiais primarios
- Equipamento de inspección: Busque sistemas CMM, comparadores ópticos e ferramentas de medición calibradas adecuadas aos seus requisitos de tolerancia
- Control de procesos estatísticos: Pregunte se controlan a capacidade do proceso (valores Cpk) para as dimensións críticas
- Transparencia nos prazos de entrega: Solicite cronogramas realistas e comprenda os factores que os determinan: restricións de capacidade, dispoñibilidade de materiais ou complexidade do proceso
- Rapidez na comunicación: Atenda á rapidez coa que responden ás solicitudes de orzamentos e ás preguntas técnicas durante a evaluación
- Dispoñibilidade de mostras ou prototipos: Considere a posibilidade de solicitar pezas mostrais antes de comprometerse con volumes de produción
- Contas de referencia: Pida referencias de clientes do seu sector ou con requisitos de precisión semellantes
As mellores empresas de corte e dobre de chapa metálica de alta precisión acollen este nivel de escrutinio. Investiron en sistemas e capacidades especificamente para demostrar unha calidade verificada, e comprenden que unha avaliación minuciosa senta as bases dunha colaboración exitosa a longo prazo.
Coas criterios de avaliación establecidos, está listo para considerar outro factor que separa os proxectos exitosos dos frustrantes: como as súas decisións de deseño permiten —ou restrinxen— os resultados precisos que necesita.
Deseño para a fabricación en chapa metálica
Aquí hai unha realidade que pilla a moitos compradores desprevenidos: as súas decisións de deseño influencian os resultados da fabricación tanto como o equipo que realiza o traballo. Unha empresa de fabricación de chapa metálica de precisión perfectamente capaz pode ter dificultades coas pezas que ignoran as restricións fundamentais de fabricación, mentres que os deseños sinxelos atravesan a produción con facilidade, mantendo unha calidade consistente e menores custos.
O deseño para a fabricación (DFM) representa a ponte entre o que visualiza na pantalla e o que é fisicamente alcanzable en metal. Segundo especialistas en DFM de chapa metálica , este concepto significa deseñar as súas pezas dun xeito que resulten fáciles —e, por tanto, económicas— de fabricar. Se ignora estes principios, terá que facer fronte ao que os fabricantes denominan «fricción na fabricación»: prezos máis altos, tempos de espera máis longos e maior risco de erros.
Sexa vostede un enxeñeiro experimentado ou un propietario dunha empresa que está desenvolvendo un prototipo, comprender estes fundamentos do DFM axuda a comunicarse de forma eficaz co seu socio fabricante e a identificar posibles problemas antes de que se convertan en cuestións onerosas.
Elementos de deseño que permiten a fabricación precisa
Imaxine o chapa metálica como cartón con regras moi específicas de dobrado. Cada dobrado, furo e recorte interacciona coas propiedades do material de maneira previsible —se sabe o que buscar. Estes principios clave do DFM orientan os deseños que as empresas especializadas en chapa metálica precisa poden fabricar de forma fiábel:
- Medida do radio de dobrado: A curvatura interior da súa dobra debe ser polo menos igual ao grosor do material. Como explican os expertos en DFM, se se intenta dobrar o metal demasiado agudamente, a borda exterior rachará ou desenvolverá "fisuras". Ao deseñar todas as dobras cun mesmo radio, os fabricantes poden empregar unha única ferramenta para cada dobra, o que aforra tempo de configuración e reduce os seus custos.
- Distancia do furado ao dobrado: Mantenga os furos a unha distancia mínima de 2,5 veces o grosor do material máis un radio de dobra das liñas de dobra. Os furos situados demasiado preto das dobras estíranse en forma de óvalo durante a conformación, o que impide inserir correctamente parafusos ou pasadores.
- Características de alivio da dobra: Cando as dobras rematan nas bordas planas, engada pequenos recortes rectangulares ou circulares onde as liñas de dobra atopan as bordas. Isto evita a concentración de tensións e as rachaduras nas intercaras das dobras.
- Lonxitude Mínima da Aba: As abas deben ter polo menos catro veces a lonxitude do grosor do material. As prensas de dobra necesitan unha superficie suficiente para agarrar o material durante a conformación; as abas curtas requiren ferramentas personalizadas e caras que poden duplicar os custos de produción.
- Consciencia da Dirección do Grano: A chapa metálica ten un "grano" procedente do proceso de laminación na aceraría. As dobras feitas paralelamente á dirección do grano teñen moita máis probabilidade de rachar. Deseñe as pezas de xeito que os plegados se produzan transversalmente ao grano sempre que sexa posible.
- Ancho da ranura e do recorte: Manteña os recortes estreitos cun ancho de, polo menos, 1,5 veces o grosor do material. O corte por láser xera un calor intenso: as ranuras e os dedos estreitos deformanse ou tórquense debido á tensión térmica, comprometendo a planicidade e o axuste.
Comprender o factor K resulta esencial para pezas con múltiples dobras. Segundo as referencias técnicas, o factor K representa a relación entre a localización do eixe neutro e o grosor do material, variando entre 0,25 e 0,50 segundo o material e a operación de dobrado. Obter este valor correcto no seu software CAD garante patróns planos precisos e evita a acumulación de tolerancias en montaxes complexas.
Erros comúns de deseño que comprometen a calidade
Incluso os deseñadores experimentados cometen erros que crean desafíos na fabricación. Preste atención a estas trampas comúns coas que se atopan con frecuencia as empresas especializadas en chapa metálica de precisión:
- Exceso de tolerancias en características non críticas: Especificar unha tolerancia de ±0,005" en dimensións que non afectan significativamente a función aumenta considerablemente o tempo e o custo da inspección. Sexa flexible coas tolerancias cando non sexa necesario: as tolerancias estándar para chapa metálica mantén os proxectos dentro do presuposto, conservando ao mesmo tempo a calidade onde é realmente importante.
- Tamaños de furados non estándar: Especificar furos cunha dimensión como 5,123 mm pode requirir brocas personalizadas. O uso de tamaños comerciais (5 mm, 6 mm, 1/4") permite aos fabricantes punzónar a súa encomenda con ferramentas existentes, posibilitando unha entrega case inmediata mediante equipos de alta velocidade.
- Ignorar o retroceso elástico: O metal é lixeiramente elástico. Un dobrado formado a 90 graos tende naturalmente a recuperar a súa forma ata 88 ou 89 graos. Os fabricantes de precisión compensen este efecto, pero especificar tolerancias angulares excesivamente estreitas sen ter en conta a recuperación elástica provoca fallos na inspección.
- Espaciado insuficiente entre furos: Os furos deben situarse a unha distancia aproximada de 1,5 veces o grosor do material das bordas e a dúas veces o grosor uns dos outros. Un espazamento máis reducido provoca distorsión do material durante as operacións de punzonado.
- Consideracións sobre revestimentos ausentes: A pintura en pó e a anodización engaden grosor dimensional. Os deseños deben ter en conta este cambio, especialmente nas superficies de acoplamento e nas características roscadas. Ademais, as pezas necesitan puntos de suspensión durante o revestimento: indíquese onde se aceptan seccións sen revestir.
As características autorrexistradas representan unha oportunidade que con frecuencia se pasa por alto. Sempre que sexa posible, deseñe pezas que se alinhen por si mesmas durante a montaxe, minimizando a necesidade de gabaritos e dispositivos. O uso de insertos PEM ou remaches en lugar de soldadura pode supor unha importante aforro de tempo e diñeiro cando a funcionalidade o permite: a soldadura require mo de man de obra especializada e provoca distorsión térmica, mentres que a unión mecánica mantén un control dimensional máis preciso.
O impacto empresarial dun bo DFM esténdese máis aló da eficiencia na fabricación. As pezas deseñadas tendo en conta estes principios normalmente superan a inspección do primeiro artigo sen necesidade de retraballar, mantén unha calidade consistente ao longo das series de produción e son máis económicas porque os fabricantes poden empregar ferramentas e procesos estándar. Cando presentas un deseño que demostra conciencia do DFM, as empresas especializadas en chapa metálica de precisión recoñecen a un cliente que comprende as realidades da fabricación—o que con frecuencia leva a mellor prezo, orzamentos máis rápidos e programación prioritaria.
Unha vez establecidos os principios de deseño, o seguinte paso na túa viaxe de fabricación de precisión implica comprender como os procesos de prototipado e introdución de novos produtos validan os deseños antes de comprometerse con volumes completos de produción.

Servizos de prototipado e introdución de novos produtos
Deseñaches a túa peza tendo en conta a súa fabricabilidade. Pero, como sabes que realmente funcionará antes de comprometer miles de dólares en ferramentas de produción? Aquí é onde os servizos de prototipado de chapa metálica de precisión se volven inestimables: transforman deseños dixitais en pezas físicas que podes sostener, probar e mellorar.
A introdución dun novo produto (NPI) representa o proceso estruturado que leva o teu concepto desde a idea inicial ata a preparación validada para a produción. Segundo especialistas en fabricación, a NPI abarca toda a gama, desde a creación do concepto ata o desenvolvemento e a produción do produto final, eliminando o maior número posible de riscos ao tempo que aproveita as oportunidades de éxito.
Para os compradores que avalían unha empresa de NPI en chapa metálica de precisión, comprender este proceso axuda a identificar qué socios poden acelerar verdadeiramente o teu cronograma, fronte áqueles que simplemente aceptan pedidos sen engadir valor.
Desde o concepto ata a aprobación do primeiro artigo
Imaxine que está desenvolvendo un novo envolvente para equipamento industrial. Ten ficheiros CAD, especificacións de materiais e requisitos de tolerancia, pero aínda quedan dúbidas. ¿Os plegues producirán os ángulos esperados? ¿As furos de montaxe alíñanse correctamente cos compoñentes conxuntos? ¿O proceso de montaxe revelará problemas de interferencia imprevistos?
O fluxo de traballo de prototipado responde sistematicamente a estas preguntas. Baseándose nas prácticas industriais, o proceso típico segue estas etapas:
- Identificar e definir os obxectivos: O seu socio de fabricación traballa xunto con vostede para comprender os requisitos fundamentais: especificacións funcionais, expectativas estéticas, protocolos de probas e restricións de prazo. Esta etapa establece as bases de todo o que vén a continuación.
- Revisión do deseño e optimización DFM: Os enxeñeiros analizan os seus datos CAD para avaliar a posibilidade de fabricación, recomendando axustes que melloren os resultados de precisión sen comprometer a funcionalidade. Esta fase colaborativa detecta frecuentemente problemas que causarían retrasos na produción máis adiante.
- Fabricación de prototipos: Usando o mesmo equipamento destinado á produción, os fabricantes crean mostras iniciais. Esta aproximación garante que os prototipos representen con exactitude o que a fabricación a gran escala entregará.
- Probas e Validación: Os prototipos sometense a probas funcionais, comprobacións de axuste con compoñentes acoplados e avaliación do seu rendemento baixo condicións operativas. A análise por elementos finitos (FEA) pode simular patróns de tensión, mentres que as probas físicas confirmen o comportamento no mundo real.
- Iteración de Deseño: En función dos resultados das probas, os deseños refíñense e créanse novos prototipos segundo sexa necesario. Como observa un experto do sector: «Non todos os conceptos son gañadores: queres aprender rapidamente o que funciona e o que require axustes.»
- Aprobación do deseño e orzamentación da produción: Unha vez que os prototipos cumpran as especificacións, o deseño queda pechado e elaboranse orzamentos detallados para a produción. Os fabricantes que crearon os teus prototipos poden ofrecer orzamentos precisos porque xa probaron o proceso de fabricación.
- Inspección do Primeiro Artigo (FAI): As pezas iniciais de produción sométense a unha verificación dimensional exhaustiva respecto das especificacións, creando probas documentadas de que os procesos de fabricación entregan pezas conformes.
Esta aproximación estruturada reduce drasticamente o risco de sorpresas caras durante a produción completa. Ao avaliar servizos de prototipado de chapa metálica de precisión, busque socios que ofrezan un apoio integral de DFM durante a fase de revisión do deseño—esta colaboración determina con frecuencia se os proxectos teñen éxito ou fracasan.
Prototipado rápido fronte a series de produción
A velocidade ten distinta importancia en cada etapa do desenvolvemento dun produto. Durante o prototipado, unha resposta rápida permite a iteración acelerada—a filosofía de «fracasar máis rápido» que axuda a aprender rapidamente se os deseños funcionan tal como se pretende. Como explican os especialistas en prototipado, se un deseño concreto non é viable, determinar isto de forma rápida é moito máis eficiente en termos de recursos que investir moito tempo e esforzo.
Que separa a prototipaxe rápida das cronoloxías estándar de fabricación? As principais empresas especializadas en chapa metálica de alta precisión mantén departamentos dedicados á prototipaxe, illados dos horarios de produción. Esta separación garante que o traballo de prototipaxe non compita coas ordes de gran volume pola dispoñibilidade das máquinas, unha distinción crítica cando se trata de validar deseños antes de que se pechen as xanelas de mercado.
Considere como é, na práctica, a capacidade real de prototipaxe rápida. Shaoyi (Ningbo) Tecnoloxía do metal ofrecen prototipaxe rápida en 5 días combinada con soporte integral de DFM (Deseño para Fabricación) e un tempo de resposta de 12 horas para as ofertas —o tipo de agilidade que acelera significativamente os ciclos de desenvolvemento. A súa certificación IATF 16949 demostra os sistemas de calidade necesarios para chasis, suspensión e compoñentes estruturais automotrices, onde as tolerancias de precisión son intransixentes.
A transición da prototipaxe á produción introduce prioridades diferentes:
| Factor | Prototipo rápido | Series de produción |
|---|---|---|
| Obxectivo principal | Velocidade de validación e iteración do deseño | Calidade consistente en volumes elevados |
| Cronograma típico | 3–10 días para as mostras iniciais | 2–6 semanas, dependendo da complexidade e do volume |
| Enfoque na ferramenta | Moldes suaves ou fabricación directa | Moldes de produción para garantir a repetibilidade |
| Estrutura de Custos | Custo máis elevado por peza, investimento total máis baixo | Custo máis baixo por peza, investimento máis elevado en moldes |
| Rango de volume | de 1 a 50 pezas, típico | Centos ou millares de pezas |
A produción piloto actúa como ponte entre estas fases. Antes de escalar á produción en volume completo, os fabricantes elaboran pequenos lotes —normalmente de 50 a 200 pezas— para validar que os procesos de fabricación son repetibles e estables. Este paso identifica calquera problema de fabricabilidade que non apareceu durante a fase de prototipado e confirma que os sistemas de calidade poden manter as especificacións ao longo de series de produción prolongadas.
Ao seleccionar unha empresa de alimentadores servo para chapa metálica de precisión ou un socio para a fabricación rápida de prototipos en chapa metálica, avalie todo o seu espectro de capacidades. Os mellores socios guían os proxectos desde o concepto inicial ata a produción validada, aplicando sistemas de calidade consistentes en cada etapa. Comprenden que a elaboración de prototipos non se trata só de fabricar pezas con rapidez, senón de aprender o suficiente e con rapidez para tomar mellor decisións antes de que os investimentos na produción fixen as eleccións de deseño.
Unha vez comprendidos os procesos de prototipado, está preparado para abordar un tema do que a maioría dos fabricantes evitan falar abertamente: qué é o que realmente determina os prezos no traballo de chapa metálica de precisión e como pode optimizar os custos sen sacrificar a calidade.
Comprensión dos factores que determinan os prezos e dos condutores de custos
Aquí tes unha conversa que a maioría dos fabricantes evitan: que é o que determina realmente o custo do teu proxecto? Aínda que obter orzamentos para a fabricación personalizada de chapa metálica adoita sentirse como recibir números misteriosos dunha caixa negra, a realidade é máis sinxela do que podes esperar. Comprender os factores que determinan o custo da fabricación de chapa metálica de precisión permiteche tomar decisións informadas — e posiblemente reducir despesas sen sacrificar a calidade.
Segundo especialistas en fabricación de precisión, varios factores interconectados inflúen no prezo. A clave está en comprender qué factores podes controlar, cales requiren compensacións e cales son simplemente realidades fixas da física da fabricación.
Custos dos materiais e factores de complexidade
Empecemos cos factores de custo máis palpables na traballadora metálica de precisión: de que están feitas as pezas e como de complicado é producirlas.
Selección de material representa unha das variables máis importantes da súa oferta. Como explican fontes do sector, metais como o aluminio, o acero inoxidable e o acero ao carbono varían tanto no prezo por libra como na facilidade de traballar con eles:
- Aluminio é lixeiro e resistente á corrosión, pero require máis coidado durante as operacións de conformado e soldadura
- Aceiro inoxidable ofrece excelente resistencia e durabilidade, pero o seu prezo por libra é considerablemente máis alto e, con frecuencia, require acabados especializados
- Acero ao carbono continúa sendo a opción máis económica e versátil, pero normalmente necesita revestimentos protexentes para evitar a corrosión
A grosor do material agrava directamente estes custos. Os materiais máis graxos tardan máis en cortarse, requiren máis forza para dobrarse e demandan máis tempo de soldadura, o que se traduce en máis horas de produción e prezos máis altos.
Complexidade do deseño crea o segundo maior multiplicador de custos. Os compoñentes con múltiples dobras, recortes intrincados ou tolerancias estreitas requiren máis tempo de programación, operacións adicionais de configuración e ciclos frecuentes de inspección. A diferenza entre un soporte simple con dúas dobras e unha carcasa con doce dobras, insercións de ferraxería e montaxes soldadas pode ser drástica—incluso cando se empregan materiais idénticos.
Aquí ten un marco práctico para comprender como os distintos factores de prezo na fabricación de chapa metálica afectan o seu beneficio neto:
| Factor de custo | Nivel de impacto | Que provoca este custo | Como Optimizar |
|---|---|---|---|
| Tipo de material | Alto | Prezos de mercado das materias primas, especificacións da aleación | Especifique aleacións estándar; considere alternativas con rendemento similar |
| Espesor do material | Medio-Alto | Velocidade de corte, forza de conformado, tempo de soldadura | Utilice o grosor mínimo que cumpra os requisitos estruturais |
| Complexidade xeométrica | Alto | Programación, cambios na configuración, ferramentas especializadas | Simplifique os deseños; normalice os raios de dobra e os tamaños de furos |
| Requisitos de Tolerancia | Alto | Velocidades máis lentas de maquinado, inspeccións frecuentes, risco de retraballo | Aplique tolerancias estreitas só nas dimensións críticas |
| Acabado de superficie | Medio | Pasos adicionais do proceso, materiais de revestimento, tempo de curado | Especificar acabados só onde sexan requiridos funcionalmente |
| Operacións de montaxe | Medio-Alto | Horas de traballo, custos dos compoñentes, puntos de inspección | Deseñar para unha montaxe simplificada; empregar características autorrexistradas |
| Configuración e programación iniciais | Medio | Configuración inicial da máquina, preparación das ferramentas | Deseñar familias de pezas que compartan os requisitos de ferramentas |
Teña en conta que os requisitos de tolerancia teñen unha valoración de impacto «Alto». Segundo os expertos en fabricación, canto máis estreitas sexan as tolerancias, maior será o custo: cumprir requisitos dimensionais rigorosos implica inspeccións máis frecuentes, velocidades de maquinado máis lentas e ferramentas de medición avanzadas, como máquinas de medición por coordenadas (MMC) e sistemas de inspección baseados en láser.
Consideracións sobre o volume e compensacións co prazo de entrega
A cantidade cambia todo nos prezos da fabricación de precisión. Un único prototipo ou un lote pequeno resultará moito máis caro por unidade que un pedido de gran volume, xa que o tempo de configuración e programación repártese entre menos pezas.
Pénsao de forma práctica: xa sexa que pida 10 pezas ou 1.000, o fabricante ten que programar a láser, configurar a prensa dobradora e establecer os protocolos de inspección de calidade. Eses custos fixos repártense de forma distinta segundo o tamaño do seu pedido:
- Cantidades de prototipo (1-10 pezas): Os custos de preparación dominan; espérase o prezo máis alto por peza pero o investimento total máis baixo
- Produción de baixo volume (50-500 pezas): Os custos de preparación amortízanse de forma máis favorable; o prezo por peza descende significativamente
- Producción de alto volume (1.000+ pezas): Os ganhos de eficiencia máximizanse; a manipulación automatizada e o anidamento optimizado reducen os desperdicios e a man de obra
O prazo de entrega introduce outra dimensión de custo que moitos compradores subestiman. Segundo especialistas en estimación de fabricación , as encomendas urgentes ou os proxectos que requiren unha entrega acelerada adoitan implicar horas extra ou axustes no programa de produción —ambos os cales supoñen cargos adicionais.
A relación entre o prazo de entrega e o custo crea importantes compensacións:
| Escenario de prazo de entrega | Impacto no custo | Cronograma típico | O mellor para |
|---|---|---|---|
| Producción Estándar | Prezo base | 2-4 semanas | Producción planificada con demanda previsible |
| Entrega acelerada | Aplícanse cargos premium | 1-2 semanas | Prazos críticos con flexibilidade orzamentaria |
| Urxente/de emerxencia | Premium significativo | Días en vez de semanas | Verdadeiras emerxencias nas que o custo é secundario |
| Flexível/programada | Posible desconto | 4-6+ semanas | Pedidos non urxentes nos que o momento é negociábel |
Como observan os especialistas en prazos de entrega, canto máis simple sexa o seu deseño e canto máis estándar sexan os seus materiais, máis rápido chegarán as súas pezas —e máis rápido adoita significar menos caro cando se evitan os suplementos por entregas aceleradas.
Un factor de custo que se pasa moitas veces por alto? O transporte e a loxística. Segundo fontes do sector, a produción pode rematar a tempo, pero o transporte pode seguir afectando o seu calendario. A loxística acelerada mediante transportistas prioritarios reduce o tempo de entrega, pero normalmente a un custo máis elevado. Para pedidos internacionais, considere solicitar envíos divididos se a velocidade é máis importante que a minimización dos gastos de fretamento.
A aproximación máis rentable combina decisións intelixentes de deseño cun planificación realista dos prazos. Traballe co seu socio especializado en chapa metálica de precisión desde o principio—durante a fase de deseño, non despois de que os debuxos estean definitivos. Os fabricantes experimentados poden identificar oportunidades de optimización de custos que vostede podería pasar por alto, desde a suxerencia de tamaños estándar de furos que reducen os cambios de ferramentas ata a recomendación de alternativas de material que ofrecen un rendemento equivalente a un custo inferior.
Unha vez compreendidos os factores que afectan ao prezo, estará preparado para avaliar as ofertas de forma intelixente e manter conversas informadas con posibles socios de fabricación sobre a orixe dos custos—e onde podería atopar aforros sen comprometer a precisión que require a súa aplicación.
Tomar a decisión axeitada en chapa metálica de precisión
Cubriu unha cantidade significativa de contido: desde comprender o que realmente significan as tolerancias de precisión ata avaliar certificacións, principios DFM, procesos de prototipado e factores que afectan os custos. Agora é hora de sintetizar estas percepcións en orientación práctica que o axude a avanzar con confianza.
Sexa vostede un técnico especialista que compara capacidades de fabricación ou un tomador de decisións empresariais que avalia posibles socios da cadea de subministro, os criterios de selección de chapa metálica de precisión que analizamos teñen un elemento común: a capacidade verificada importa máis ca as afirmacións publicitarias.
Puntos clave para o seu próximo proxecto de precisión
Antes de solicitar orzamentos ou programar visitas ás instalacións, mantenha estes puntos críticos de avaliación na primeira posición da súa mente:
A mellor empresa de chapa metálica de precisión demostra tres cualidades inegociables: certificacións adecuadas ao sector, verificadas mediante documentación actualizada; capacidades de equipamento adaptadas aos seus requisitos específicos de tolerancia; e apoio de enxeñaría colaborativo que mellora os seus deseños antes de comezar a produción.
Este é o seu marco condensado de avaliación dun socio de fabricación de precisión:
- Verifique as certificacións de forma activa: Solicite certificados actuais cos respectivos prazos de caducidade. A ISO 9001 aplícase a aplicacións xerais; a AS9100 é obrigatoria para o sector aeroespacial; a IATF 16949 indica a preparación da cadea de subministro automobilística.
- Adecue as capacidades aos requisitos: Non pague de máis por capacidades que non necesita, pero non comprometa as tolerancias exigidas pola súa aplicación.
- Avalie a colaboración en DFM: Os socios que melloran os seus deseños durante a fase de prototipado prevén problemas de produción costosos máis adiante.
- Avalie a resposta temprana: A rapidez coa que os posibles socios responden ás solicitudes de orzamento predí como se comunicarán durante os desafíos da produción
- Comprenda os factores que determinan o custo: A selección de materiais, a complexidade xeométrica, os requisitos de tolerancia e o prazo de entrega inflúen no prezo: optimice onde exista flexibilidade
Seguindo Adiante Con Confianza
Os seus seguintes pasos dependen do punto no que se atope na xornada do comprador. Se aínda está definindo os requisitos, concéntrese nas especificacións de tolerancia e na selección de materiais: estas decisións teñen un efecto dominó en todas as eleccións posteriores. Se está comparando activamente proveedores, priorice a verificación das certificacións e solicite pezas mostrais que demostren as súas capacidades de precisión.
Para aplicacións automotrices en particular, escoller o socio adecuado en precisión resulta aínda máis crítico. Como observan os especialistas en estampación de precisión, certificacións como a IATF 16949 indican que un fabricante comprende os requisitos específicos do sector automotriz, incluídos a prevención de defectos, a trazabilidade e os protocolos de mellora continua.
Considere como sería en práctica un socio ideal de precisión. Shaoyi (Ningbo) Tecnoloxía do metal exemplifica os criterios que discutimos ao longo desta guía: certificación IATF 16949 para chasis, suspensión e compoñentes estruturais automotrices; prototipado rápido en 5 días que acelera a súa liña temporal de desenvolvemento; soporte DFM integral que detecta problemas de deseño antes da produción; e un tempo de resposta de 12 horas para as ofertas que mantén os seus proxectos en marcha. Esta combinación de sistemas de calidade verificados, servizo áxil e colaboración técnica representa exactamente o que debe buscar nun socio de chapa metálica de precisión.
O panorama da fabricación de precisión recompensa aos compradores informados. Armado co marco de avaliación, co coñecemento de DFM e coa comprensión dos custos adquiridos aquí, está en posición de seleccionar socios que entreguen calidade constante — non só na primeira encomenda, senón tamén ao longo de anos de colaboración na produción.
Preguntas frecuentes sobre empresas de chapa metálica de precisión
1. Que é a fabricación de precisión en chapa metálica?
A fabricación de chapa metálica de precisión é o proceso de fabricación de pezas e compoñentes de chapa metálica con uns estándares de exactitude extremadamente altos, mantendo normalmente tolerancias entre ±0,005" e ±0,010" (±0,13 mm a ±0,25 mm). Este proceso implica o uso de equipos especializados, como sistemas de láser de fibra, prensas dobra-CNC con tecnoloxía de corrección de ángulo e máquinas de medición por coordenadas (CMM) para a inspección. As industrias que requiren especificacións exactas—como a aeroespacial, os dispositivos médicos e a automoción—confían na fabricación de precisión porque as avarías dos compoñentes debidas a inexactitudes dimensionais poden provocar problemas de montaxe, retiros de produtos e cuestións de seguridade.
2. Quen é o mellor fabricante do mundo?
O mellor fabricante depende dos seus requisitos específicos de aplicación, das certificacións industriais necesarias e das tolerancias de precisión requiridas. Para aplicacións automotrices, busque socios certificados en IATF 16949, como Shaoyi (Ningbo) Metal Technology, que ofrece prototipado rápido en 5 días, soporte integral DFM e un tempo de resposta para orzamentos de 12 horas para chasis, suspensión e compoñentes estruturais. Para traballos aeroespaciais, é esencial a certificación AS9100. Avalie os posibles socios en función das súas capacidades de equipamento, sistemas de calidade, experiencia en materiais e capacidade de resposta, en vez de basearse en clasificacións xerais.
3. Canto custa instalar chapa metálica?
Os custos da fabricación de chapa metálica de precisión varían considerablemente segundo varios factores: tipo e grosor do material, complexidade xeométrica, requisitos de tolerancia, necesidades de acabado superficial e volume do pedido. Aínda que os proxectos sinxelos poden custar unhas centenas de dólares, os compoñentes de precisión complexos con tolerancias estreitas poden ascender a millares. Os custos de configuración e programación mantéñense relativamente fixos independentemente da cantidade, polo que o custo por unidade é moito máis alto para prototipos que para series de produción. Para optimizar os custos, especifique tolerancias estreitas só nas dimensións críticas, empregue tamaños estándar de furos e raios de dobrado e planifique prazos de entrega realistas para evitar sobrecustos por aceleración.
4. Que certificacións debe ter unha empresa de chapa metálica de precisión?
As certificacións requiridas dependen do seu sector. A ISO 9001 serve como base para aplicacións comerciais xerais, demostrando sistemas documentados de xestión da calidade. A AS9100 amplía os requisitos da ISO para aplicacións aeroespaciais, aeronáuticas e de defensa, onde é obrigatorio un fabricación crítica para a seguridade. A IATF 16949 indica a preparación da cadea de subministro automotriz, pondo énfase na prevención de defectos e na mellora continua. A ISO 13485 aborda o cumprimento dos requisitos reguladores para dispositivos médicos. Solicite sempre as certificacións actuais coas datas de caducidade, xa que as certificacións requiren auditorías trianuais para manter a súa validez.
5. Como elixir o socio adecuado en chapa metálica de precisión?
Comece verificando que as certificacións adecuadas para a industria coincidan coas súas necesidades de aplicación. Avalie as capacidades do equipo en función das súas necesidades específicas de tolerancia e dos tipos de materiais. Avalie o seu apoio ao DFM (deseño para a fabricación) durante a fase de deseño: os socios que melloran os deseños antes da produción prevén problemas costosos máis adiante. Comprobe a súa resposta durante o proceso de cotización como indicador da calidade da comunicación futura. Solicite pezas de mostra ou referencias de clientes con requisitos de precisión semellantes. Considere as súas capacidades de prototipado se necesita iteración rápida, e asegúrese de que os seus sistemas de calidade inclúan trazabilidade dos materiais e control estatístico de procesos para dimensións críticas.