 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Corte láser fronte a corte por matriz para prototipos automotrices
RESUMO
Para prototipos automotrices, o corte láser é a opción mellor para o desenvolvemento en fases iniciais debido á súa velocidade, flexibilidade e ausencia de custos iniciais en ferramentas, o que o fai ideal para deseños complexos ou iterativos. Pola contra, o corte por troquel é a opción máis estratéxica e rentable para prototipos con deseños finalizados destinados á produción en gran volume, xa que o seu custo por unidade diminúe considerablemente ao escalar, xustificando o investimento inicial nun troquel físico.
Comprensión das tecnoloxías básicas: Corte láser fronte a corte por troquel
Para tomar unha decisión informada entre o corte láser e o corte por troquel para prototipos automotrices, é esencial comprender os seus mecanismos fundamentais. Estes dous métodos funcionan segundo principios totalmente diferentes: un utiliza enerxía térmica, mentres que o outro se basea na forza mecánica. Esta diferenza fundamental determina as súas respectivas fortalezas, debilidades e aplicacións ideais dentro do ciclo de produción.
O corte por láser é un proceso térmico que utiliza un raio de luz moi enfocado e controlado por ordenador para derreter, queimar ou vaporizar material con extrema precisión. Como segue un ficheiro de deseño dixital, ningunha ferramenta física entra en contacto co material. Esta natureza "sen ferramentas" permite crear formas increiblemente intrincadas e complexas sen necesidade de fabricar unha punzón personalizada. Diferentes tipos de láser, como os de CO₂ e os de fibra, están optimizados para diversos materiais, desde plásticos e tecidos usados nos interiores dos coches ata o metal en chapa para paneis da carrocería.
Por contra, o corte por troquel é un proceso mecánico de cizalladura, semellante a usar un cortador industrial de galletas. Un troquel de lata de aceiro personalizado, que é unha lama afiada formada nunha forma específica, prensase sobre o material para estampar a peza desexada. Este método pode realizarse nunha prensa de banco, ideal para materiais máis grosos e volumes máis baixos, ou nunha prensa rotativa, onde o troquel é cilíndrico para o corte continuo e de alta velocidade de materiais en rolos. O corte por troquel ofrece cortes limpos e consistentes e é moi eficiente para producir un gran número de pezas idénticas.
Factores críticos de decisión para prototipos automotrices: comparación cara a cara
A elección do método de corte axeitado para un prototipo automobilístico depende dunha análise cuidadosa de varios factores clave. O proceso ideal depende dos requisitos específicos do seu proxecto en canto a precisión, velocidade, custo, material e flexibilidade de deseño. Unha comparación directa amosa vantaxes claras para cada método en diferentes fases do ciclo de desenvolvemento.
Precisión e calidade do bordo
O corte láser ofrece unha precisión excepcional, capaz de acadar tolerancias tan estreitas como 0,1 mm. A súa natureza sen contacto é perfecta para debuxos intricados e materiais delicados. Non obstante, sendo un proceso térmico, crea unha zona afectada polo calor (HAZ), o que pode provocar lixeira descoloración ou fusión ao longo da beira do corte, un efecto secundario deste proceso térmico. Para a maioría dos prototipos automobilísticos isto é desprezable, pero debe considerarse no caso de certos polímeros ou espumas sensibles ao calor. O corte por troquel, sendo un proceso mecánico, evita a distorsión térmica e produce unha beira limpa e segada de forma consistente, aínda que poida non igualar a capacidade do láser para crear detalles extremadamente finos.
Análise de velocidade, prazo de entrega e custo
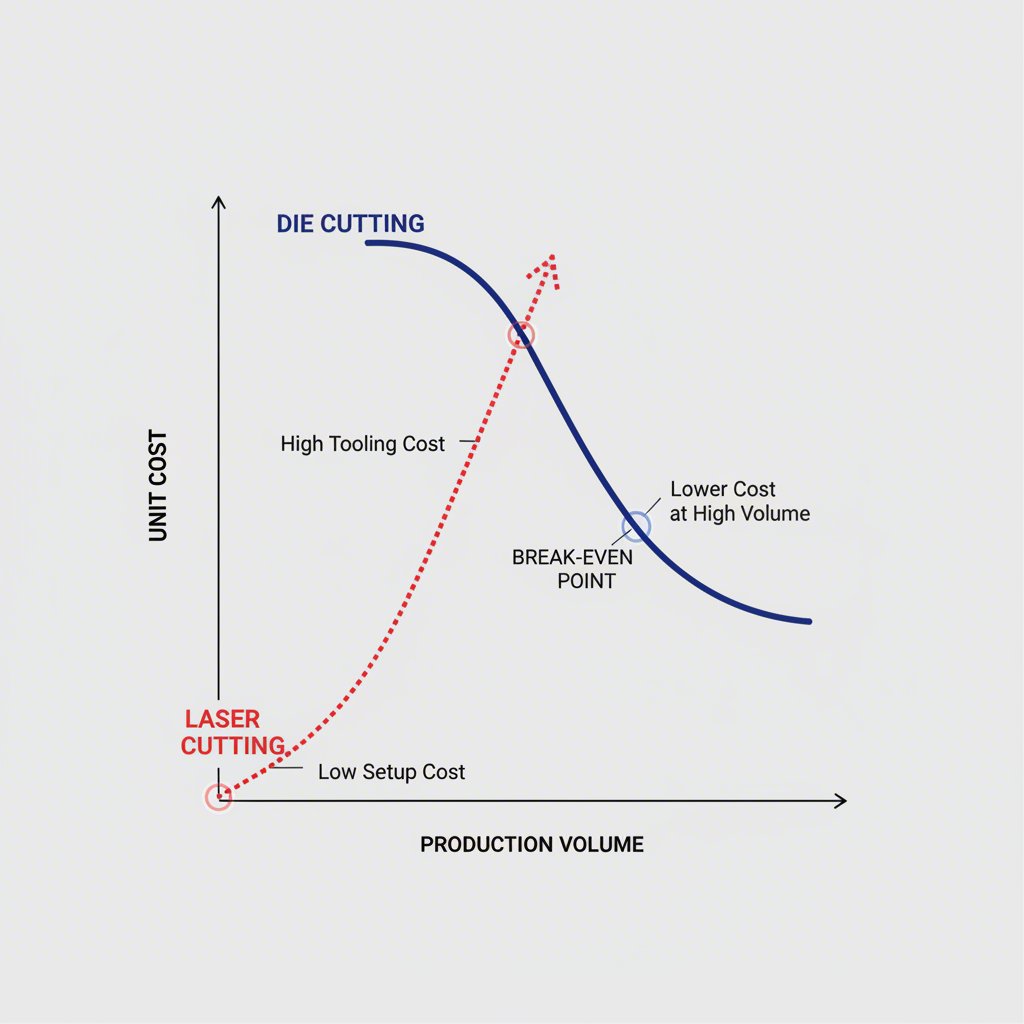
Para prototipos únicos ou de baixo volume, o corte por láser é significativamente máis rápido. Como opera a partir dun ficheiro dixital, a configuración é case instantánea, permitindo iteracións rápidas sen atrasos por ferramentas. O corte por troquel require a fabricación dun troquel físico, o que pode levar días ou semanas e supón un custo inicial considerable. Non obstante, esta dinámica cambia drasticamente ao aumentar o volume. O corte por troquel é moi superior para a produción en masa, xa que prensas rotativas son capaces de producir miles de pezas por hora. Un análise detallada do punto de equilibrio amosa que o corte por troquel se volve máis rentable despois dun certo volume (por exemplo, arredor de 9.000 unidades nun estudo de caso) ao amortizarse o custo inicial das ferramentas.
Compatibilidade de Materiais e Flexibilidade de Deseño
O corte láser é increiblemente versátil, capaz de procesar unha ampla gama de materiais automotrices, incluíndo metais, plásticos como o ABS e policarbonato, tecidos e coiro para interiores. A súa principal vantaxe é a súa flexibilidade de deseño ilimitada; cambiar un deseño é tan sinxelo como cargar un novo ficheiro dixital. Isto converteo no claro gañador para prototipos que probablemente sufrirán modificacións frecuentes. O corte por troquel tamén é compatible con moitos materiais pero destaca coas substancias máis finas e non metálicas. A súa limitación principal é a inflexibilidade: unha vez creado o troquel, o deseño está bloqueado. Calquera cambio require un novo troquel, o que resulta costoso.
A seguinte táboa resume as diferenzas principais para aplicacións de prototipado automotriz:
| Factor | Cortar con láser | Corte por chapa |
|---|---|---|
| Mellor caso de uso | Prototipado, produción en volumes baixos, deseños complexos | Produción en alto volume, deseños finalizados |
| Custo inicial | Baixo (non se require utillaxe) | Alto (necesítase fabricación do troquel) |
| Custo por unidade | Maior, permanece constante | Moito baixo en escala |
| Prazo de entrega | Moito curto (horas) | Máis longo (días ou semanas para a utillaxe) |
| Flexibilidade de deseño | Extremadamente alto (ficheiro dixital) | Moito baixo (troquel físico fixo) |
| Precisión | Extremadamente alto | Alto, pero limitado pola complexidade da lâmina |
| Calidade da beira | Limpio, pero con posibilidade de zona afectada polo calor (ZAC) | Corte limpo por cizalladura, sen deformación térmica |
O veredicto: Cando escoller o corte por láser para o seu prototipo automobilístico
O corte por láser é a opción definitiva na maioría dos escenarios de prototipado automobilístico, especialmente nas fases iniciais e iterativas do desenvolvemento. As súas vantaxes principais —rapidez, precisión e flexibilidade— están perfectamente aliñadas cos obxectivos do prototipado: probar, validar e mellorar un deseño de forma rápida e económica sen comprometerse con ferramentas permanentes costosas. A ausencia dun troquel físico é unha gran vantaxe cando os deseños son variables e susceptibles de cambios.
Este método destaca en situacións nas que a complexidade e os axustes frecuentes son a norma. Xa sexa recortando pezas moldadas de plástico intrincadas, cortando tecidos interiores personalizados para asento ou creando deseños iniciais do panel de instrumentos onde a colocación dos compoñentes aínda está en proceso de finalización, o corte láser proporciona a agilidade necesaria. Pode producir unha peza pola mañá, ter aos enxeñeiros probándoa pola tarde e cortar unha versión modificada ao día seguinte con tempo morto mínimo ou custo adicional.
Considere o corte láser a solución ideal para o seu prototipo automotriz se o seu proxecto implica:
- Validación en Fase Inicial: Cando necesite crear modelos funcionais para probar forma, axuste e función antes de finalizar o deseño.
- Xeometrías Complexas: Para pezas con patróns intrincados, curvas estreitas ou detalles finos que serían difíciles ou imposibles de crear cun troquel tradicional.
- Múltiples Iteracións de Deseño: Se espera facer varios cambios no prototipo en función das probas e comentarios.
- Exploración de Materiais: Cando se proban varios materiais para un único compoñente, como diferentes tipos de juntas ou películas isolantes, sen investir en múltiples matrices.
Aínda que o corte con láser é moi vantaxoso, é importante considerar os posibles compromisos. O proceso pode ser máis lento por unidade para cantidades maiores, e certos materiais poden producir vapores nocivos, que requiren unha ventilación adecuada. Non obstante, para o propósito específico da creación de prototipos, estes factores son normalmente superados polos inmensos beneficios da produción sen ferramentas.
Planificación para a escala: cando o corte a presión ten sentido, mesmo para prototipos
Mentres que o corte con láser domina as fases iniciais da creación de prototipos, hai escenarios estratéxicos nos que escoller o corte a presión desde o principio é unha decisión a longo prazo. Este enfoque é máis adecuado para os prototipos con intención de produción onde o deseño xa está maduro e é moi improbable que cambie. Nestes casos, o obxectivo principal do prototipo non é só validar a propia peza, senón tamén validar o proceso de fabricación de gran volume que se usará para producilo.
O núcleo desta estratexia está na comprensión da amortización do custo da ferramenta. A substancial inversión inicial nun matriz de regra de aceiro, que parece proibitiva para un único prototipo, convértese en moi económica cando se difunde nunha serie de produción de miles ou millóns de unidades. Creando o dado cedo, podes reducir o risco da transición á produción en masa. Empresas como Shaoyi (Ningbo) Metal Technology Co., Ltd. especializáronse na creación destes precís, duradeiros estampados de automóbiles, axudando a resolver ferramentas e problemas de manipulación de materiais moito antes de que a liña de montaxe comece a funcionar. Isto garante que as pezas producidas a escala serán idénticas en calidade e tolerancia ao prototipo aprobado final.
A opción de cortar a presión para un prototipo é un paso estratéxico cando:
- O deseño está finalizado: A xeometría da peza é estable e foi validada por outros medios, como a impresión 3D ou a simulación.
- A produción de gran volume está garantida: O prototipo é para un compoñente, como unha junta estandarizada ou un selo de porta, que está confirmado para unha gran produción.
- A validación do proceso é crítica: O obxectivo principal é demostrar que o proceso de corte a presión cumprirá os requisitos de calidade e velocidade para a fabricación en masa.
- O comportamento material é unha preocupación: Para certos materiais, o corte a presión pode proporcionar unha borda máis limpa ou evitar o estrés térmico que un láser pode introducir, polo que é esencial probar co método de produción final.
En esencia, a elección do corte a presión para un prototipo é un investimento en todo o ciclo de vida do produto. Mudará o foco da flexibilidade a curto prazo á eficiencia e escalabilidade a longo prazo, asegurando un camiño máis suave e previsible desde unha única peza ata a produción de automóbiles a gran escala.
Preguntas frecuentes
1. a) A súa Cal é a principal desvantaxe do corte con láser?
As principais desvantaxes do corte con láser inclúen limitacións no grosor do material que pode cortar de forma eficaz, normalmente arredor de 25 mm. Ademais, o proceso pode producir vapores tóxicos cando se usa en certos materiais como o PVC, o que require sistemas de ventilación adecuados. Por último, as máquinas de corte láser consomen unha cantidade significativa de enerxía, o que pode ser unha consideración para os custos operativos.
2. O que é o que? Cales son as desvantaxes do corte a presión?
As principais desvantaxes do corte a presión son a súa inflexibilidade e os altos custos iniciais. Dado que debe crearse un dado físico para cada deseño único, non é adecuado para personalización ou proxectos que requiren cambios frecuentes no deseño. O tempo necesario para fabricar a matriz aumenta o tempo de realización inicial dun proxecto. Ademais, as lâminas da matriz poden facerse embotadas co paso do tempo, o que pode diminuír a calidade do corte durante unha longa produción e require mantemento ou substitución.