 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Técnicas Clave de Inspección para a Integridade dos Estampos Automotrices

RESUMO
A inspección eficaz de troqueis para automoción require unha estratexia integral que combine múltiples técnicas. O proceso abarca desde métodos manuais básicos, como inspeccións visuais e ao tacto, ata metroloxía avanzada de alta precisión mediante máquinas de medición por coordenadas (CMM) e escáner 3D para obter unha exactitude dimensional absoluta. Ademais, os ensaios sen destrución (NDT) son vitais para avaliar a integridade interna do material dun troquel sen causar danos, asegurando así a calidade e a durabilidade.
Métodos fundamentais de inspección: Técnicas manuais e visuais
A primeira liña de defensa no control de calidade de matrices automotrices atópase nas técnicas fundamentais de inspección manual e visual. Estes métodos son rentables, rápidos e sirven como unha comprobación esencial preliminar antes de empregar tecnoloxías máis complexas. A inspección visual é o método máis directo, utilizado para identificar defectos macroscópicos e calquera anomalía evidente nas pezas estampadas ou na propia matriz. Basease no ollo adestrado dun inspector para detectar problemas que poderían comprometer a calidade do produto final.
A partir de comprobacións visuais básicas, varios métodos tácteis e comprobacións visuais melloradas proporcionan unha comprensión máis profunda. A 'proba ao tacto' consiste en que un inspector experimentado coloque guantes de contacto e toque a superficie da matriz para detectar pequenas imperfeccións que poden non ser inmediatamente visibles. Para atopar pequenos furos ou ondulacións, a 'inspección con recubrimento de aceite' é moi eficaz; aplícase unha capa fina e uniforme de aceite á superficie da matriz e examínase baixo unha luz intensa, o que resalta as pequenas fallas. Outra técnica consiste en pulir a superficie cun gasa flexible ou unha pedra de afiar, o que pode revelar picadas, indentacións e outras irregularidades na superficie difíciles de ver, observando como responde o material á acción abrasiva.
Unha rutina estándar de inspección visual é un compoñente crítico do mantemento de matrices. Antes de calquera produción, debe realizarse unha comprobación exhaustiva nun entorno ben iluminado, a miúdo con ferramentas de aumento, para asegurar que a matriz está libre de contaminantes e danos. Os puntos clave de comprobación inclúen examinar toda a superficie en busca de fisuras, lascas ou descoloración, e prestar especial atención ás superficies e bordos de traballo en busca de sinais de desgaste ou arredondamento, coñecido comúnmente como "mushrooming". Esta aproximación proactiva axuda a detectar posibles problemas a tempo, evitando paradas custosas e garantindo unha calidade constante das pezas.
| Tecnoloxía | Propósito principal | Defectos clave detectados | Limitacións |
|---|---|---|---|
| Inspección visual | Identificar defectos obvios e macroscópicos | Fisuras, descoloración, corrosión, acumulación | Non pode detectar fallas internas ou microscópicas; depende da habilidade do inspector |
| Proba ao tacto | Detectar imperfeccións superficiais subxugadas | Indentacións lixeiras, superficies irregulares | Depende moito da experiencia e sensibilidade do inspector |
| Inspección do revestimento de aceite | Destacar defectos moi pequenos na superficie | Perfuracións minúsculas, ondulacións, indentacións superficiais | Require unha superficie limpa e iluminación axeitada para ser efectivo |
| Afiado con pedra de afiar/polimento con gasa | Revelar crateras e indentacións | Crateras, indentacións, rugosidade da superficie | Pode ser abrasivo; debe usarse con precaución para evitar alterar a superficie do troquel |
Metroloxía de Alta Precisión: MMC e Escaneo 3D
Para industrias como a fabricación de automóbiles onde a precisión é imprescindible, as verificacións básicas seguense de metroloxía avanzada. A ferramenta de alta precisión require verificación mediante equipos sofisticados para asegurar que cada peza cumpra exactamente coas especificacións. As Máquinas de Medición por Coordenadas (MMC) levan tempo sendo un pilar fundamental para este propósito. Unha MMC utiliza un palpador para recoller puntos de datos precisos na superficie dun troquel, que despois se comparan co modelo CAD orixinal para verificar as tolerancias xeométricas e a precisión dimensional. Este método é excepcionalmente preciso para validar dimensións críticas.
Nos últimos anos, a escanerización 3D converteuse nunha alternativa e complemento poderoso aos MMC. Ao contrario da recollida de datos baseada en puntos dun MMC, un escáner 3D captura millóns de puntos de datos para crear un modelo dixital completo e de alta densidade de toda a superficie do molde. Estes datos de superficie exhaustivos permiten a creación de informes de inspección 3D detallados, que adoitan visualizarse como mapas de cores (cromatogramas) que amosan claramente calquera desvío das especificacións de deseño. Isto facilita identificar curvaturas sutís, defectos de superficie ou desgaste que poderían pasar desapercibidos nas medicións baseadas en puntos.
O fluxo de traballo para unha inspección de alta precisión inclúe tipicamente varios pasos clave. En primeiro lugar, recóllense os datos, ben mediante palpado MMC ou escanerización 3D. A continuación, procesa e aliña este dato bruto co deseño CAD orixinal. Finalmente, realízase unha análise detallada para identificar calquera zona que caia fóra das tolerancias especificadas. As empresas que se especializan na fabricación de ferramentas de alta calidade, tales como Shaoyi (Ningbo) Metal Technology Co., Ltd. , confían nestas técnicas avanzadas de metroloxía e simulacións CAE para garantir que os seus troques personalizados para estampación automobilística cumpran cos rigorosos estándares IATF 16949 requiridos polos OEM e fornecedores de nivel 1.
| Característica | Máquina de medición por coordenadas (CMM) | escaneo 3D |
|---|---|---|
| Método de recollida de datos | A sonda física toca puntos específicos | O escaneo óptico ou láser sen contacto captura millóns de puntos |
| Riqueza dos datos | Proporciona datos moi precisos para puntos específicos e previamente definidos | Crea un modelo 3D completo e de alta densidade de toda a superficie |
| Velocidade | Máis lento, xa que mide punto por punto | Máis rápido, captura grandes áreas de superficie rapidamente |
| O mellor para | Verificación de dimensións críticas, tolerancias xeométricas e formas prismáticas | Inspección de superficies complexas, identificación de deformacións e creación de mapas de cor das desviacións |
Análise da integridade do material: ensaios destructivos fronte a non destructivos (END)
Alén da precisión dimensional, a integridade estrutural do material dunha matriz automotriz é fundamental. Existen dúas filosofías principais para avaliar isto: os ensaios destructivos e os non destructivos. O ensaio destructivo, como indica o seu nome, implica destruír fisicamente unha peza mostra para medir as súas propiedades, como a resistencia do material. Isto pode incluír romper, serrar ou esmagar a fundición en zonas onde se sospeitan defectos como baleiros. Aínda que proporciona datos definitivos sobre os límites dunha mostra, a súa principal desvantaxe é que a peza ensaiada queda inutilizable, o que significa que só se pode realizar nunha pequena mostra por lote, non en cada compoñente.
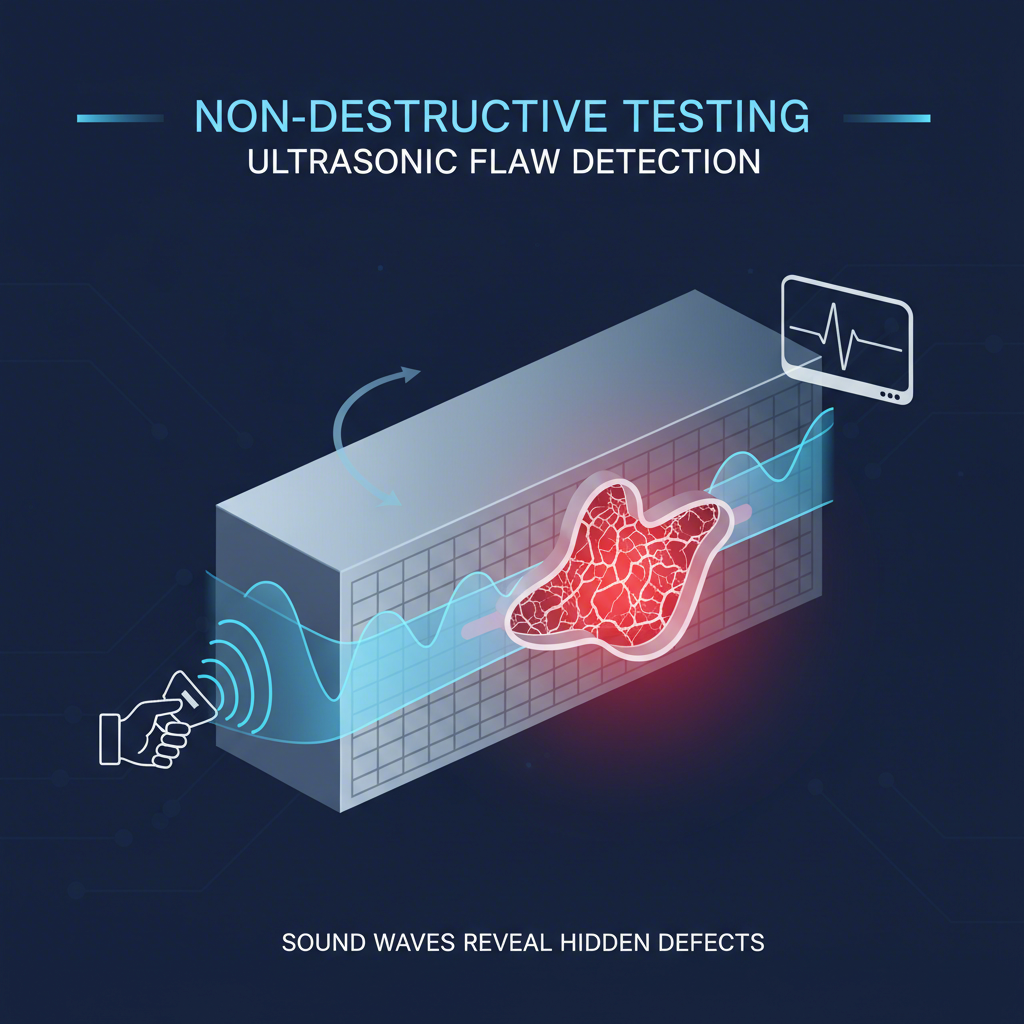
Para superar esta limitación, as probas non destrutivas (PND) son amplamente preferidas para garantir a calidade na fabricación de troqueis. Os métodos PND permiten aos inspectores examinar un troquel en busca de fallos internos ou na superficie sen causar ningún dano, posibilitando a inspección do 100% dos compoñentes críticos. Estas técnicas son esenciais para identificar defectos ocultos que poderían levar a unha falla catastrófica durante a produción. Proporcionan unha visión da estrutura interna do material, asegurando que este estea libre de inconsistencias que poidan comprometer o seu rendemento baixo presións inmensas.
Varios métodos PND son particularmente relevantes para os troqueis automotrices. Proba por partículas magnéticas utilízase en materiais ferromagnéticos como o ferro e o acero para detectar fisuras na superficie e preto desta. A peza magnetízase e aplícanse partículas finas de ferro; calquera fisura interrumpirá o campo magnético, facendo que as partículas se acumulen e revelen o defecto. Para materiais non magnéticos, Proba por líquidos penetrantes utilízase. Aplícase unha tintura líquida coloreada ou fluorescente á superficie, que penetra nas fisuras. Despois de eliminar o exceso, aplícase un revelador que extrae a tintura, facendo visible a fisura. Para atopar defectos internos, Proba Ultrasonica utiliza ondas sonoras de alta frecuencia que se propagan a través do material e reflicten en calquera defecto ou na parede posterior, permitindo aos técnicos localizar e medir cavidades ou inclusións internas.
Avaliación do estado e mantemento das matrices: Garantir a durabilidade e o rendemento
O proceso de inspección non remata cando se pon unha matriz en servizo. É fundamental realizar unha avaliación sistemática das matrices usadas para manter o seu rendemento, garantir a calidade do produto e prolongar a vida útil da ferramenta. A avaliación do estado é un proceso proactivo de análise das matrices usadas para identificar desgaste e danos antes de que provoquen fallos na produción. Isto implica unha combinación de verificacións visuais e dimensionais como as realizadas nas matrices novas, pero cun foco específico nos efectos do estrés operativo ao longo do tempo.
Ao inspeccionar un matriz usado, varios puntos de control clave son críticos. É necesario un exame minucioso da superficie, moitas veces con ampliación, para identificar defectos comúns que se producen por uso repetido. Estes inclúen:
- Lascar e fisurar: A miúdo causado por forza excesiva ou desalineación.
- Galling: Danos na superficie causados pola fricción e a transferencia de material entre o punch e o matriz.
- Desgaste e fungo: A redondeamento ou deformación de bordos e pontas de traballo debido a un alto estrés.
- Pitting e corrosión: A degradación da superficie que pode afectar a integridade do acabado da parte e da matriz.
Un programa de mantemento integral é esencial para mitigar estes problemas. Un conxunto claro de boas prácticas pode evitar fallas prematuras e reducir os tempos de inactividade custosos. A correcta mantemento asegura que a matriz siga funcionando dentro das tolerancias especificadas, producindo pezas consistentes e de alta calidade durante todo o seu ciclo de vida. A adherencia a unha rutina estruturada axuda a detectar problemas cedo, permitindo reparacións ou substitucións oportunas e, en última instancia, protexe o importante investimento que representa un dado de alta calidade.
- Limpieza Regular: Limpe as matrices con disolventes adecuados para eliminar calquera aceite, residuos ou material adherido antes e despois do uso.
- Inspeccións programadas: Implementar un calendario fixo para inspeccións visuais e dimensionais, por exemplo, despois dun certo número de ciclos de produción.
- Lubricación axeitada: Asegúrese dunha lubricación adecuada durante o funcionamento para minimizar a fricción e evitar a irritación.
- Documentación precisa: Mantén rexistros detallados de todas as inspeccións, actividades de mantemento e reparacións. Este historial axuda a identificar problemas recorrentes e informa sobre decisións de remodelación ou substitución.
- Almacenamento correcto: Almacene as matrices nun entorno limpo e seco cun revestimento protector para evitar a corrosión cando non estean en uso.
Unha aproximación estratéxica á calidade e durabilidade das matrices
Garantir a calidade e o rendemento das matrices automotrices non é unha acción única senón un proceso continuo e multinivel. Comeza con verificacións visuais e manuais fundamentais para detectar defectos evidentes e progresa cara á metroloxía de alta precisión, como CMM e escáner 3D, para garantir o cumprimento das tolerancias de deseño estritas. Esta combinación asegura que unha matriz sexa dimensionalmente perfecta antes incluso de entrar en produción.
Ademais, o enfoque na integridade do material mediante probas non destrutivas e, cando é necesario, probas destrutivas confirma que a ferramenta é estruturalmente sólida e capaz de soportar as forzas extremas das operacións de estampado. Finalmente, un rigoroso programa de avaliación e mantemento en servizo é a clave para maximizar a vida útil da ferramenta e garantir unha produción constante. Ao integrar estas diversas técnicas de inspección nunha estratexia coherente de garantía de calidade, os fabricantes poden previr defectos, minimizar as paradas e producir compoñentes automotrices de alta calidade con confianza.
Preguntas frecuentes
1. Cales son os 4 métodos de inspección?
Nun contexto amplo de control de calidade, a inspección adoita clasificarse en catro tipos principais segundo a etapa de produción: Inspección Previa á Produción (comprobación de materias primas), Inspección Durante a Produción (seguimento da produción en fases iniciais), Inspección Previa ao Envío (revisión final dos produtos acabados antes de saíren da fábrica) e Supervisión da Carga do Contedor. Non obstante, cando se fai referencia especificamente á inspección técnica dun elemento como unha matriz automotriz, os métodos poden agruparse en categorías como Inspección Visual, Inspección Dimensional (Metroloxía), Probas de Material (NDT/Destrutivas) e Probas Funcionais.
2. Cantas etapas hai na inspección visual en NDT?
No contexto das Probas Non Destrutivas (PND), particularmente para procesos como a soldadura que comparten principios coa fabricación e mantemento de moldes, a inspección visual realízase tipicamente en tres etapas clave. Estas son: antes de que comece o proceso (por exemplo, comprobando os materiais e a configuración), durante o proceso (monitorizando posibles problemas inmediatos) e despois de rematado o proceso (inspeccionando o produto final en busca de defectos superficiais). Esta aproximación en múltiples etapas garante que se manteña a calidade ao longo de todo o ciclo de vida.