 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Como a fundición de alto rendemento impulsa a innovación no sector automobilístico

RESUMO
A fundición automobilística de alto rendemento é un proceso de fabricación no que se inxecta metal fundido, como aluminio ou cinc, nun molde baixo presión extrema. Este método produce compoñentes resistentes, lixeiros e moi precisos, esenciais para os vehículos modernos. Esta tecnoloxía é fundamental para mellorar a eficiencia do combustible, aumentar o rendemento xeral e posibilitar os deseños avanzados requiridos tanto para os vehículos con motor de combustión interna (ICE) como para os vehículos eléctricos (EV).
Comprensión da fundición automobilística de alto rendemento
A fundición por inxección no sector automobilístico é un proceso fundamental de fabricación que crea pezas metálicas complexas e dimensionalmente precisas forzando metal fundido dentro dun molde reutilizable de aceiro, coñecido como troquel. En aplicacións de alto rendemento, este proceso aprimérase para producir compoñentes que cumpren requisitos estritos en canto a resistencia, peso e precisión. O uso de alta presión garante que o metal fundido enche todas as intricacións do molde, obtendo así unha peza con forma final que require un mecanizado secundario mínimo.
Esta tecnoloxía é fundamental na produción de numerosos compoñentes críticos do vehículo. Os fabricantes de automóbiles confían na fundición por inxección para obter pezas lixeiras e duradeiras, contribuíndo directamente á seguridade e eficiencia do vehículo. Como describen os expertos en Autocast Inc. , o proceso é vital para producir todo, desde bloques de motor e carcasas de transmisión ata compoñentes estruturais do chasis. Por exemplo, os bloques de motor de aluminio fundidos por moldes reducen o peso total do motor, o que mellora a aceleración e o consumo de combustible, mentres que o seu deseño preciso axuda na disipación eficiente do calor.
As aplicacións esténdense por todo o vehículo. Exemplos clave de pezas fundidas por moldes destacadas por análises do sector de Transvalor inclúen:
- Compónentes do Motor: Cabezas de cilindro e bloques de motor lixeiros e resistentes.
- Caixas de transmisión: Carcasas ríxidas e dimensionalmente estables para unha transmisión de potencia eficiente.
- Chasis e partes estruturais: Soportes de suspensión e nudos de dirección con alta relación resistencia-peso.
- Carcazas electrónicas: Cobertas protectoras para sensores, caixas de cambios e motores.
- Compomentes de freado: Pinzas de freo que requiren alta resistencia e precisión para a seguridade.
A adopción da fundición de alto rendemento ofrece un conxunto de beneficios que se traducen directamente en vehículos mellorados. Ao crear pezas lixeiras, redúcese o peso en orde de marcha dun vehículo, que é un factor primordial para mellorar a eficiencia do combustible e reducir as emisións. Ademais, a precisión das compoñentes fundidas proporciona un funcionamento do motor máis suave, unha manobrabilidade máis resolutiva e unha maior durabilidade xeral. O proceso tamén é moi eficiente, permitindo ciclos de produción rápidos e fabricación rentable para pezas de alto volume.
Procesos Principais e Consideracións de Fabricación
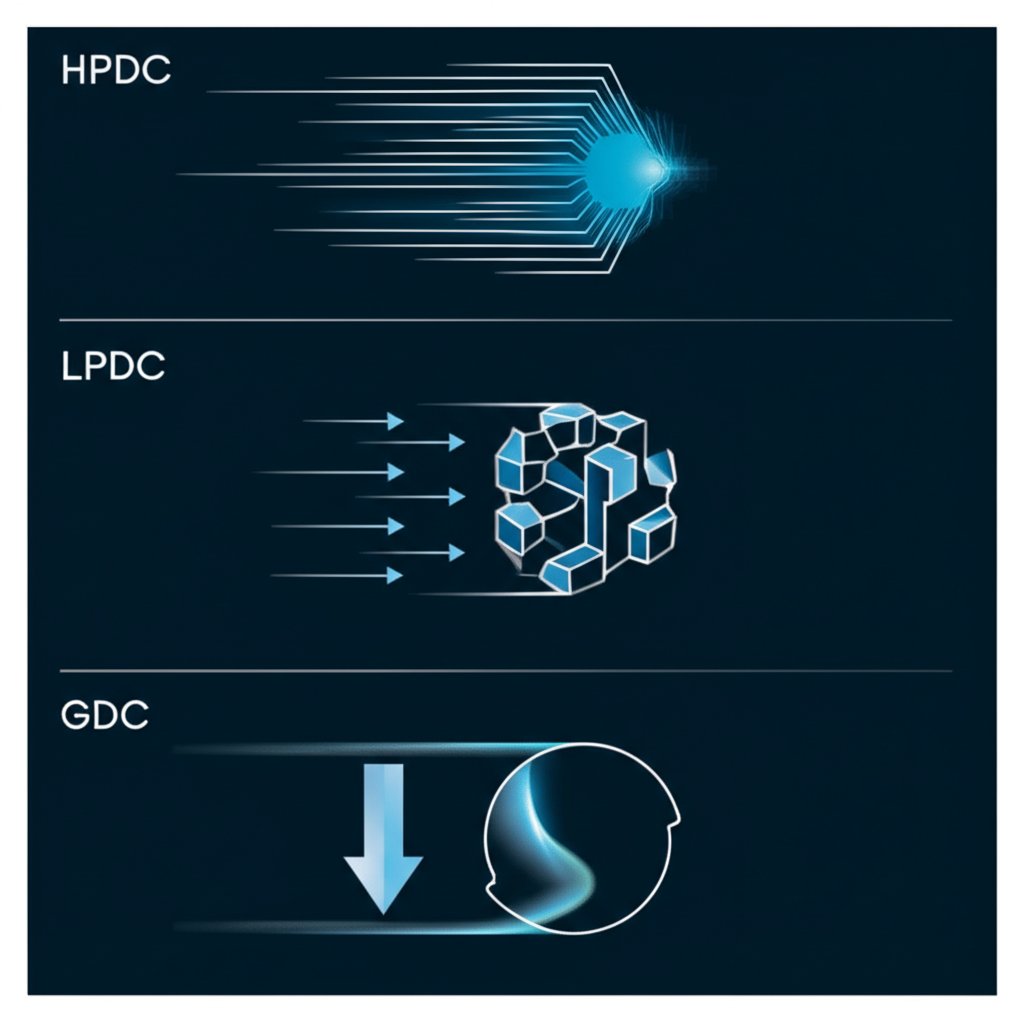
O mundo da fundición non é monolítico; existen varios procesos distintos, cada un adaptado a diferentes materiais e requisitos de compoñentes. Os tres métodos principais son Fundición por Inxección de Alta Presión (HPDC), Fundición por Inxección de Baixa Presión (LPDC) e Fundición por Gravidade (GDC). Comprender as súas diferenzas é fundamental para valorar por que a HPDC é tan frecuente nas aplicacións automotrices de alto rendemento.
A PHDC, como indica o nome, inxecta metal fundido a velocidades e presións extremadamente altas. De acordo con DyCast Specialties Corporation , este método é ideal para producir grandes volumes de pezas complexas de pared delgada cunha exactitude dimensional excelente e acabados superficiais lisos. A PHDC divídese, por si mesma, en dúas categorías principais: o proceso de cámara quente, usado para aleacións de baixo punto de fusión como o cinc, e o proceso de cámara fría, usado para aleacións de alto punto de fusión como o aluminio. O método de cámara fría é o dominante na industria automobilística para producir pezas estruturais grandes como bloques de motor e carcacas de transmisión.
Aínda que a fundición en moldes sexa excelente para pezas complexas de forma neta, outros procesos de fabricación de alto rendemento como o forxado son fundamentais para compoñentes que requiren máxima resistencia e resistencia á fatiga. Por exemplo, empresas como Shaoyi (Ningbo) Tecnoloxía do metal especialízanse no forxado automobilístico, ofrecendo outra vía para crear pezas robustas de vehículos mediante un proceso que conforma o metal usando forzas de compresión.
Non obstante, o HPDC non está exento de desafíos. Unha desvantaxe principal é a posibilidade de porosidade, onde se forman pequenos baleiros ou furos dentro da peza fundida debido a gases atrapados. Isto pode comprometer as propiedades mecánicas do compoñente. Para combater isto, úsanse técnicas avanzadas como o Transition Flow Filling Method (TFFM) para minimizar os gases atrapados, tal como indicou AdvanTech International . A continuación móstrase unha comparación dos principais procesos de fundición:
| Proceso | Características principais | O mellor para | Aplicacións Automotrices Comúns |
|---|---|---|---|
| Fundición por Inyección a Alta Presión (HPDC) | Velocidade moi alta, alta precisión, acabado suave, posibilidade de porosidade. | Pezas de alto volume, complexas e de pared delgada. | Blocos de motor, caixas de transmisión, carcacas electrónicas, compoñentes estruturais. |
| Fundición a Baixa Presión (LPDC) | Velocidade de enchido máis lenta, boa integridade estrutural, menos turbulencia. | Compomentes grandes, simétricos e estruturalmente sólidos que requiren alta integridade. | Rodas, compoñentes de suspensión e outros compoñentes críticos para a seguridade. |
| Fundición por gravidade (GDC) | Utiliza a gravidade para encher o molde, proceso sinxelo, resulta en pezas densas. | Producing partes fortes e de alta integridade con porosidade mínima. | Pinzas de freo, pistóns e outras pezas que requiren alta resistencia. |
Materiais clave na fundición a presión de alto rendemento
A elección do material é tan crítica como o proceso de fundición en si. Na fundición a presión automotriz, os enxeñeiros elixen principalmente entre unha gama de aliamentos non ferrosos, sendo o aluminio, o cinc e o magnesio os máis destacados. Cada material ofrece un perfil único de propiedades que o fai adecuado para aplicacións específicas, afectando directamente ao rendemento, peso e durabilidade do vehículo.
O aluminio é o cabalo de batalla da industria automotriz de fundición a presión. A súa combinación de baixo peso, alta resistencia, excelente resistencia á corrosión e boa condutividade térmica faino unha opción ideal para unha ampla variedade de compoñentes. Tal como detallan os expertos en fabricación en Dynacast , as fundicións de aluminio de pared delgada soportan as temperaturas de funcionamento máis altas de todas as aleacións de moldes, o que as fai perfectas para bloques de motores, carcaxas de transmisión e disipadores de calor. O empuxe cara á redución de peso para mellorar a eficiencia do combustible converteu ao aluminio nun material indispensable.
As aleacións de cinc son outra opción popular, particularmente para pezas que requiren detalles intrincados e un acabado superficial de alta calidade. A fluidez do cinc permite que encha seccións complexas de pared delgada dun molde con precisión excepcional, eliminando a miúdo a necesidade de operacións secundarias. Utilízase comúnmente para compoñentes máis pequenos e detallados, como carcaxas electrónicas, pezas cosméticas interiores e corpos complexos de sensores. Ademais, os moldes utilizados para a fundición de cinc duran significativamente máis ca os de aluminio, o que a converte nunha opción rentable para producións de alto volume.
O magnesio destaca como o máis lixeiro de todos os metais estruturais. A súa principal vantaxe é a súa excepcional relación resistencia-peso, o que o converte nunha elección premium para aplicacións nas que a redución de peso é a máxima prioridade. Os compoñentes de magnesio adoitan atoparse en vehículos de alta gama en pezas como estruturas interiores, núcleos do volante e paneis de instrumentos. O uso de procesos avanzados como o Thixomolding pode mellorar aínda máis a calidade e o rango de aplicación das pezas de magnesio.
| Material | Propiedades clave | Custo | Casos comúns de uso automotriz |
|---|---|---|---|
| Aluminio | Lixeiro, alta resistencia, excelente disipación de calor, resistente á corrosión. | Moderado | Blocos do motor, carcasas da transmisión, compoñentes do chasis, disipadores térmicos, carcadas de motores EV. |
| Cinc | Alta fluidez para formas complexas, excelente acabado superficial, alta durabilidade. | Máis baixo (considerando a vida útil das ferramentas) | Carcazas electrónicas, sensores, compoñentes interiores, conectores, engrenaxes. |
| Magnesio | Extremadamente lixeiro, excelente relación resistencia-peso, boa rigidez. | Superior | Paneis de instrumentos, estruturas do volante, estruturas dos asentos, subestruturas. |

O futuro da fundición por inxección na automoción: Innovacións para vehículos eléctricos e electrónica
A industria do automóbil está a pasar por un cambio estrutural cara á electrificación e á condución autónoma, e a tecnoloxía de fundición por inxección evolucionou rapidamente para facer fronte a estes novos retos. O futuro da fundición por inxección de alto rendemento está intrinsecamente ligado ás demandas dos vehículos eléctricos (EV) e á proliferación de electrónica avanzada. Esta evolución non consiste só en mellorar as pezas existentes, senón en posibilitar arquitecturas de vehículos totalmente novas.
Para os EV, o alixeramento é aínda máis crítico que para os vehículos tradicionais, xa que afecta directamente ao alcance e ao rendemento. A fundición por inxección desempeña un papel fundamental na produción de compoñentes estruturais grandes e dunha soa peza, unha tendencia coñecida frecuentemente como 'gigacasting'. Isto consiste en fundir pezas masivas, como todo o chasis dun vehículo ou unha bandeixa para baterías, como unha única unidade. Este enfoque consolida centos de pezas pequenas estampadas e soldadas nunha soa, simplificando enormemente o ensamblaxe, reducindo o peso e baixando os custos. Estas grandes fundicións de aluminio son esenciais para aloxar e protexer os pesados paquetes de baterías, contribuíndo ao mesmo tempo á rigidez estrutural do vehículo.
Ao mesmo tempo, o auge dos sistemas avanzados de axuda á conducción (ADAS) e da conectividade no interior do vehículo levou a unha expansión no número de sensores, cámaras e unidades electrónicas de control (ECU) nun vehículo. Cada un destes compoñentes require aloxamentos precisamente fabricados e protexidos electromagneticamente. A fundición en moldes, particularmente con aliños de cinc e aluminio, é o proceso ideal para crear estas envoltas complexas de pareds finas. A capacidade de forma final da fundición en moldes permite integrar directamente no compoñente características intricadas como disipadores de calor e puntos de montaxe, aforrando espazo e mellorando a xestión térmica dos electrónicos sensibles.
Os avances tecnolóxicos no propio proceso de fundición tamén están ampliando os límites do que é posible. Innovacións como a fundición asistida por baleiro e o software avanzado de simulación de fluxo de moldes permiten a produción de pezas con menor porosidade, maior resistencia e incluso propiedades soldables. Estes avances son fundamentais para crear compoñentes estruturais críticos para a seguridade e recintos de baterías estancos para vehículos EV. A medida que a industria avanza, a fundición en molde seguirá sendo un factor clave para vehículos máis seguros, eficientes e sostibles.
Preguntas frecuentes
1. Cales son as desvantaxes da HPDC?
A desvantaxe principal da fundición por inxección a alta presión (HPDC) é o risco de porosidade. Como o metal fundido insírese a gran velocidade, os gases poden quedar atrapados dentro do molde, formando pequenos baleiros na peza acabada. Esta porosidade pode debilitar o compoñente e pode facelo inadecuado para aplicacións que requiren tratamento térmico ou soldadura. Con todo, técnicas modernas como a asistencia ao baleiro e deseños avanzados de moldes axudan a mitigar este problema.
2. Cal é a diferenza entre HPDC, LPDC e GDC?
Como se describe no corpo principal do artigo, a diferencia clave reside na presión e velocidade empregadas para encher o molde. A HPDC utiliza unha presión moi elevada para produción rápida e en gran volume de pezas complexas. A LPDC utiliza menor presión para un enchemento máis lento e controlado, ideal para compoñentes estruturalmente resistentes como rodas. A GDC baséase exclusivamente na gravidade, o que orixina pezas densas e fortes pero cun ciclo de produción moito máis lento.
3. Cal é a relación de enchemento para a HPDC?
A razón de enchemento na HPDC refírese ao volume do metal fundido vertido no manguito de inxección en comparación co volume total do manguito. A investigación suxire que a miúdo se recomenda unha razón de enchemento do 60-70%. Isto axuda a minimizar a cantidade de aire que entra na cavidade do molde xunto co metal, reducindo así o encerramento de gas e a porosidade no compoñente final.