 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Graos de aluminio forxado para coches: combina a liga adecuada con cada peza

Por que os Graos de Aluminio Forxado Son Importantes para o Rendemento Automotriz
Cando pensas no que fai que un coche moderno de aluminio ofreza o seu mellor rendemento, a resposta adoita estar baixo a superficie — na propia estrutura do metal. O aluminio forxado converteuse nun elemento esencial na fabricación automotriz, impulsando todo dende compoñentes da suspensión ata rodas de alto rendemento. Pero aquí vai a cuestión clave á que se enfrontan a maioría dos enxeñeiros e profesionais de achegos: con tantos graos de aluminio dispoñibles, como se elixe a ligazón axeitada para cada peza?
Comprender esta conexión entre a selección da ligazón e o rendemento do compoñente pode marcar a diferenza entre un vehículo que sobresae e outro que simplemente cumpre os requisitos mínimos. Entón, que é exactamente unha ligazón de aluminio, e por que importa tanto o método de formación?
Por que o Forxado Mellora o Rendemento do Aluminio
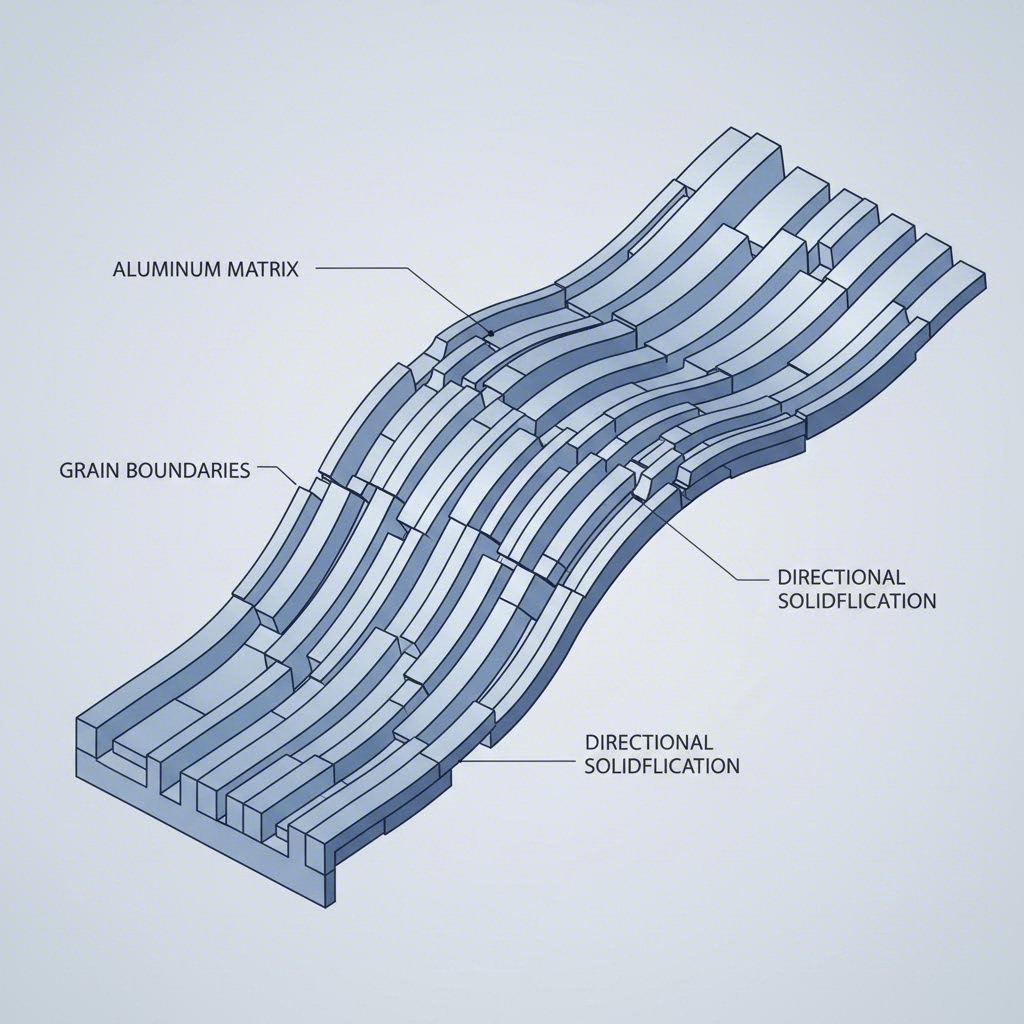
Á diferenza do moldeo—onde se bota aluminio fundido en moldes—ou a extrusión, que empurra metal quente a través dun troquel, o forxado aplica unha presión intensa para moldear o aluminio a temperaturas elevadas. Este proceso cambia fundamentalmente a estrutura interna do material. O resultado? Un fluxo de grano máis denso e continuo que segue os contornos da peza acabada.
Según os expertos en fabricación, o forxado comprime a estrutura de grano do aluminio , mellorando de forma considerable a resistencia e tenacidade en comparación cos seus equivalentes moldeados. Esta microestrutura refinada tamén mellora a resistencia á fatiga e o comportamento ao impacto—propiedades imprescindibles para aplicacións de aluminio en automoción críticas para a seguridade.
O forxado refina a estrutura de grano do aluminio ao comprimir e aliñar as fibras internas, proporcionando propiedades mecánicas que os equivalentes moldeados simplemente non poden igualar—especialmente para componentes sometidos a ciclos repetidos de esforzo.
É por iso que un coche de aluminio construído con compoñentes forxados en áreas críticas amosa unha durabilidade superior baixo condicións reais de condución. O proceso de forxado elimina baleiros internos e porosidade comúns nas fundicións, asegurando que cada compoñente de aluminio soporte as cargas exigentes dos vehículos modernos.
O desafío da selección de graos na fabricación automotriz
Aquí é onde se volve interesante —e complexo—. Non todos os graos de aluminio se forxan igual de ben, e non todos os graos forxados son axeitados para cada aplicación. A escolla dunha aleación inadecuada pode levar a dificultades na fabricación, falla prematura das pezas ou custos innecesarios.
Os enxeñeiros deben equilibrar varios factores conflitivos ao escoller os graos de aluminio para compoñentes automotrices:
- Requisitos de resistencia: Necesita a peza máxima resistencia á tracción ou boa conformabilidade?
- Medio de operación: Enfrentará o compoñente condicións corrosivas ou temperaturas extremas?
- Limitacións de fabricación: Canto complexa é a xeometría da peza, e que temperaturas de forxado son factibles?
- Consideracións de custo: Xustifica a aplicación as ligazóns premium, ou chegan as calidades estándar?
Este artigo serve como guía práctica de selección, levándoo paso a paso polas cualidades esenciais de aluminio forxado usadas hoxe nos vehículos. Descubrirá que ligazóns son axeitadas para cada categoría de compoñentes, comprenderá o papel fundamental do tratamento térmico e aprenderá como evitar erros frecuentes na selección. Sexa que estea especificando materiais para brazos de suspensión, rodas ou pezas do grupo motopropulsor, escoller a qualidade adecuada para cada aplicación garante tanto o rendemento como o valor.
Series de Ligazóns de Aluminio e a Súa Adecuación ao Forxado
Antes de poder combinar a aleación axeitada cun componente automotriz, necesitas comprender como se organizan as aleacións de aluminio. A Aluminum Association estableceu un sistema de numeración que clasifica as aleacións de aluminio laminado en series segundo o seu elemento de aleación principal. Esta clasificación—que vai do 1xxx ao 7xxx—indica moito sobre o comportamento da aleación durante o forxado e as súas características de rendemento finais.
Pero isto é o que moitas especificacións de material non explican: por que forxan ben certas calidades de aleación de aluminio mentres que outras fisuran, deforman ou simplemente se negan a cooperar? A resposta atóllase na metalurxia, e comprender estes fundamentos cambiará a forma en que abordas a selección de calidades para aplicacións automotrices.
Comprender o Sistema de Series de Aluminio
Cada serie de aleación de aluminio defínese polo seu elemento de aleación dominante, que determina as propiedades básicas da aleación. Imaxina como unha árbore familiar na que os familiares comparten certos traits:
- serie 1xxx: Aluminio esencialmente puro (99 %+ Al). Excelente resistencia á corrosión e conductividade, pero demasiado blando para forxas automotrices estruturais.
- serie 2xxx: O cobre é o aditivo principal. Estas aleacións proporcionan alta resistencia e excelente resistencia á fatiga, ideais para aplicacións exigentes na industria aeroespacial e powertrain automotriz.
- serie 3xxx: Aliadas con manganés. Resistencia moderada con boa formabilidade, pero raramente usadas en forxas porque non poden ser tratadas termicamente para acadar maiores resistencias.
- serie 4xxx: Dominadas por silicio. O alto contido en silicio proporciona excelente resistencia ao desgaste, facendo que estas aleacións sexan axeitadas para pistóns, aínda que presentan desafíos no mecanizado.
- serie 5xxx: Baseadas en magnesio. Excelente resistencia á corrosión e soldabilidade, comúnmente forxadas para aplicacións mariñas e crioxénicas en lugar de pezas automotrices típicas.
- serie 6xxx: Combinación de magnesio e silicio. Esta composición equilibrada proporciona a versatilidade que converte as aleacións 6xxx na columna vertebral do forxado de aluminio automotriz.
- serie 7xxx: O cinc, xunto co magnesio e o cobre, forma aliñas de resistencia ultraelevada. Estas representan as aliñas de aluminio máis fortes dispoñibles, esenciais para estruturas aeroespaciais e automotrices de alto rendemento onde o peso é crítico.
De acordo co documentación do sector da Aluminum Association , esta convención de nomeamento xurdiu despois da II Guerra Mundial para introducir disciplina no crecente catálogo de materiais de aluminio. Comprender os graos de aliña de aluminio dentro deste marco permite reducir rapidamente as opcións para calquera aplicación dada.
Factores de forxabilidade entre as familias de aliñas
Aquí é onde entra a verdadeira perspectiva de enxeñaría. Non todas as aliñas de aluminio se forxan do mesmo xeito, e as diferenzas non son arbitrarias — están arraigadas no modo en que a composición química de cada aliña afecta o seu comportamento baixo presión e calor.
A forxabilidade depende de varios factores interrelacionados:
- Resistencia á deformación: Canta forza require a aliña para fluír dentro das cavidades do molde?
- Sensibilidade á temperatura: Canto cambian dramaticamente as propiedades ao longo do rango de temperatura de forxado?
- Tendencia á fisuración: Soporta a aleación deformacións severas sen desenvolver defectos superficiais ou internos?
- Tratable termicamente: Pode reforzarse a peza forxada mediante un proceso térmico posterior?
A investigación de ASM International demostra que a forxabiliade mellora co aumento da temperatura do metal para todas as aleacións de aluminio, pero a magnitude deste efecto varía considerablemente. As aleacións 4xxx de alto contido en silicio amosan a maior sensibilidade á temperatura, mentres que as aleacións 7xxx de alta resistencia presentan a fiestra de traballo temperamental máis estreita. Isto explica por que as aleacións da serie 7xxx requiren un control preciso da temperatura: hai menos marxe de erro.
A serie 6xxx, particularmente aliñas como a 6061, gaña a súa reputación de "moi forxable" porque ofrece unha combinación favorable de tensión moderada de fluído e ventás de proceso tolerantes. En contraste, as aliñas 2xxx e 7xxx presentan tensións de fluído máis altas—ás veces superiores ás do acero ao carbono a temperaturas típicas de forxado—o que as fai máis desafiantes pero necesarias para compoñentes de alto rendemento.
| Serie de Aleacións | Elemento de Aleación Principal | Clasificación de forxabilidade | Aplicacións Automotrices Típicas | Características principais |
|---|---|---|---|---|
| 2xxx | Cobre | Moderado | Pistóns, bielas, compoñentes do motor | Resistencia a alta temperatura, resistencia superior á fatiga, tratable termicamente |
| 5xxx | Magnesio | Boa | Compoñentes estruturais en ambientes corrosivos, pezas de grao mariño | Non tratable termicamente, resistencia excepcional á corrosión mariña, alta resistencia no estado soldado |
| 6xxx | Magnesio + Silicio | Excelente | Braos de suspensión, brazos de control, rodas, pezas estruturais xerais | Equilibrio entre resistencia e formabilidade, boa resistencia á corrosión, tratable termicamente, rentable |
| 7xxx | Cinc (+ Mg, Cu) | Moderado a difícil | Compónentes de chasis de alto estrés, rodas de rendemento, pezas automotrices de grao aerospacial | Resistencia ultraelevada, excelente resistencia á fatiga, require un control rigoroso do proceso, tratable termicamente |
Por que importa tanto a química no forxado en comparación con outros métodos de conformado? Cando o aluminio se funde, o metal solidifícase desde un estado líquido, o que adoita atrapar porosidade e desenvolver estruturas de grano groso. A extrusión empuja o metal quentado a través de aberturas fixas na troquela, limitando a complexidade xeométrica. O forxado, porén, comprime o metal baixo unha presión inmensa, refinando a estructura de grano e eliminando baleiros internos, pero só se a aleación pode soportar esta deformación severa sen rachar.
As ligazóns de aluminio comúns utilizadas na forxadura automotriz—principalmente das series 2xxx, 6xxx e 7xxx—comparten unha característica fundamental: todas son tratables termicamente. Isto significa que a súa resistencia pode mellorarse considerablemente despois da forxadura mediante tratamentos térmicos de solución e envellecemento. As ligazóns non tratables termicamente, como as da serie 5xxx, teñen usos limitados na forxadura automotriz porque non poden acadar os niveis de resistencia requiridos polos compoñentes dos vehículos.
Co coñecemento básico sobre os graos de ligazóns de aluminio e o seu comportamento na forxadura, está preparado para explorar os graos específicos que dominan a fabricación automotriz e comprender exactamente por que os enxeñeiros elixen cada un para aplicacións particulares.
Graos esenciais de aluminio forxado para compoñentes automotrices
Agora que entendes como as familias de aleacións de aluminio difiren no seu comportamento ao forxar, imos examinar as cualidades específicas que dominan a fabricación automotriz. Estas cinco aleacións—6061, 6082, 7075, 2024 e 2014—representan as opcións principais de material que atoparás cando especifiques componentes forxados. Cada unha aporta vantaxes distintas, e entender as súas diferenzas axuda a tomar decisións informadas que equilibren rendemento, custo e capacidade de fabricación.
Que fai que estas cualidades particulares de aluminio sexan tan frecuentes nos vehículos? A resposta atóllase no seu equilibrio optimizado de resistencia, formabilidade e propiedades específicas de aplicación que foron perfeitas grazas a décadas de experiencia en enxeñaría automotriz.
6061 e 6082 para Componentes Estruturais
A serie 6xxx domina a forxadura automotriz por boas razóns. Estas aleacións de magnesio-silicio ofrecen a versatilidade que os enxeñeiros necesitan nunha ampla gama de aplicacións estruturais, sen o prezo elevado nin os desafíos de fabricación das alternativas de maior resistencia.
aluminio 6061 constitúe a aleación de aluminio máis utilizada na fabricación xeral, e as aplicacións automotrices non son unha excepción. De acordo con Datos comparativos de aleacións de Protolabs , o 6061 é "xeralmente escollido cando se require soldadura ou brazado ou pola súa alta resistencia á corrosión en todos os tratamentos". Isto faino ideal para pezas automotrices, tubaxes, mobiliario, electrónica de consumo e compoñentes estruturais que poidan precisar unión durante o ensamblaxe.
As características principais do 6061 inclúen:
- Composición: Os elementos de aleación principais son magnesio (0,8-1,2 %) e silicio (0,4-0,8 %), con pequenas cantidades de cobre e cromo
- Soldabilidade: Excelente—aínda que a soldadura poida debilitar a zona afectada polo calor, requirindo un tratamento posterior á soldadura para recuperar a resistencia
- Resistencia á corrosión: Moi bo en todas as condicións de temperatura
- Usos típicos na industria automotriz: Estruturas, soportes, pezas mecanizadas xerais CNC, componentes que requiren soldadura posterior
aluminio 6082 representa un desenvolvemento significativo no forxado automotriz europeo que moitas especificacións de América do Norte obvian. Esta aleación converteuse case exclusivamente no material empregado para suspensión e componentes de chasis en programas de vehículos europeos—e por razóns metalúrxicas convincentes.
De acordo co a documentación técnica da Assemblea Europea do Aluminio , "Dada a súa excelente resistencia á corrosión, a aleación EN AW-6082-T6 é empregada case exclusivamente en componentes de suspensión e chasis automotrices." A documentación amosa que os principais fabricantes europeos utilizan o 6082-T6 para brazos de control, cubos de dirección, acoplamientos, cilindros de embrague e componentes de eixes de transmisión.
Que fai que o 6082 sexa particularmente axeitado para aplicacións automotrices en aluminio?
- Composición: Contido máis elevado de silicio (0,7-1,3 %) e manganese (0,4-1,0 %) en comparación co 6061, xunto con magnesio (0,6-1,2 %)
- Vantaxe de resistencia: Resistencia lixeiramente superior á do 6061 no temple T6, con mellor rendemento baixo cargas cíclicas
- Rendemento fronte á corrosión: A resistencia xeral á corrosión considérase moi boa, sendo o enchourido con partículas de aluminio unha protección superficial adicional
- Comportamento á fatiga: Os compoñentes forxados en 6082-T6 soportan aproximadamente o dobre da amplitude de deformación que as alternativas fundidas para unha vida útil equivalente
A investigación da Asociación Europea do Aluminio demostra que os forxados en 6082-T6 manteñen as súas propiedades de fatiga incluso despois dunha exposición moderada á corrosión —un aspecto crítico para compoñentes de suspensión expostos ao sal e humidade das estradas durante toda a súa vida útil.
7075 e 2024 para aplicacións de alta tensión
Cando os requisitos estruturais superan o que poden ofrecer as aleacións da serie 6xxx, os enxeñeiros recorren ás series 7xxx e 2xxx. Estas aleacións teñen custos máis altos e requiren un procesamento máis coidadoso, pero proporcionan os niveis de resistencia necesarios para os compoñentes automotrices máis exigentes.
aluminio 7075 é amplamente recoñecida como a aleación de aluminio máis forte dispoñible habitualmente para aplicacións de forxado. Per especificaciones do sector , o 7075 "engade cromo á mestura para desenvolver unha boa resistencia ao envellecimiento por tensión e corrosión" e sirve como "a aleación de referencia para pezas aeroespaciais, aplicacións militares, equipos para bicicletas, camping e artigos deportivos debido á súa combinación de lixeireza e resistencia."
Consideracións críticas para o 7075 en aplicacións automotrices:
- Composición: Os elementos de aleación principais son o cinc (5,1-6,1%), o magnesio (2,1-2,9%) e o cobre (1,2-2,0%), con cromo para resistencia ao envellecemento por tensión e corrosión
- Relación resistencia-peso: Das máis altas dispoñibles nas aleacións de aluminio—esencial para aplicacións de alto rendemento onde o peso é crítico
- Soldabilidade: Pobre—esta aleación non solda ben e pode ser bastante fráxil comparada con alternativas de menor resistencia
- Usos típicos na industria automotriz: Componentes de chasis de alta tensión, aplicacións para rodas de alto rendemento, pezas de suspensión para competición e componentes onde a resistencia máxima xustifica o custe do material
Para aplicacións que requiren un rendemento de alta resistencia similar, os enxeñeiros ás veces consideran o alu 7050 como alternativa ao 7075. Esta aleación estreitamente relacionada ofrece unha excelente resistencia á corrosión por tensión e tenacidade, o que a fai particularmente valiosa para trens de aterraxe, nervios estruturais e outras aplicacións críticas por fatiga onde as limitacións do 7075 se converten en problemas.
aluminio 2024 ofrece un perfil de propiedades diferente para aplicacións de alta tensión. Esta aleación base de cobre sobresaí en resistencia á fatiga, unha propiedade que a fai inestimable para compoñentes sometidos a ciclos repetidos de carga.
Segundo datos de fabricación, o aluminio 2024 ofrece "unha alta relación resistencia-peso, excelente resistencia á fatiga, boa mecanizabilidade e é tratable termicamente". Non obstante, os enxeñeiros deben ter en conta as súas limitacións: "baixa resistencia á corrosión e non é adecuado para soldadura".
As características principais do aluminio 2024 inclúen:
- Composición: O cobre (3,8-4,9 %) é o elemento de aleación principal, con magnesio (1,2-1,8 %) e engadidos de manganeso
- Rendemento á fadiga: Resistencia sobresaínte á carga cíclica—crucial para compoñentes rotativos e alternativos
- Maquinabilidade: Boa, permite un acabado preciso de brancos forxados
- Usos típicos na industria automotriz: Pistóns, bielas e compoñentes da transmisión sometidos a altas cargas onde a resistencia á fadiga é máis importante que a preocupación pola corrosión
aluminio 2014 completa as principais ligazóns para forxado, ofrecendo alta resistencia cunha mellor forxabilidade que algunhas alternativas da serie 7xxx. Esta ligazón úsase en aplicacións estruturais que requiren o perfil de resistencia baseado en cobre das series 2xxx.
Comparación de propiedades mecánicas
A selección entre estes graos require comprender como se comparan as súas propiedades mecánicas en condicións equivalentes. A seguinte táboa resume as clasificacións de rendemento relativo baseadas en especificacións do sector e datos do fabricante:
| Grao | Resistencia á tracción (tratamento T6) | Limite elástico (tratamento T6) | Alargamento | Dureza relativa | Vantaxe principal |
|---|---|---|---|---|---|
| 6061-T6 | Moderado | Moderado | Boa (8-10%) | Moderado | Excelente soldabilidade e resistencia á corrosión |
| 6082-T6 | Moderado-Alto | Moderado-Alto | Boa (8-10%) | Moderado-Alto | Superior rendemento á fatiga en ambientes corrosivos |
| 7075-T6 | Moi Alto | Moi Alto | Moderada (5-8%) | Alto | Maior relación resistencia-peso |
| 2024-T6 | Alto | Alto | Moderada (5-6%) | Alto | Excelente resistencia á fatiga |
| 2014-T6 | Alto | Alto | Moderado (6-8%) | Alto | Boa forxabilidade con alta resistencia |
Observe as compensacións inherentes a esta comparación. As opcións de ligas de aluminio máis resistentes—7075 e as graos 2xxx—sacridan algúna ductilidade e resistencia á corrosión pola súa resistencia superior. Mentres tanto, as graos 6xxx ofrecen un perfil de propiedades máis equilibrado que se axusta á maioría das aplicacións estruturais automotrices.
Cando os volumes de produción, as limitacións de custo e os requisitos de aplicación coinciden, o 6082-T6 aparece a miúdo como a opción óptima para componentes de suspensión e chasis conforme ás especificacións europeas. Para aplicacións que requiren resistencia máxima sen importar outras consideracións, o 7075-T6 é a solución. E cando a resistencia á fatiga é o factor determinante no deseño, o aluminio 2024 segue sendo a solución comprobada.
Comprender estas características específicas de cada grao prepara para a seguinte decisión crítica: asociar cada liga a categorías específicas de componentes en base ás súas demandas únicas de rendemento.

Asociación de graos coas necesidades de componentes automotrices
Agora explorou as principais ligazas de aluminio forxado e as súas propiedades mecánicas. Pero aquí está a pregunta práctica que se fai cada enxeñeiro e profesional de achego: que ligaza corresponde a que peza do coche? Asignar ligazas específicas a categorías de componentes transforma o coñecemento teórico en especificacións aplicables, e é exactamente iso o que ofrece esta sección.
Pense nas diversas demandas dun vehículo moderno. Os brazos de suspensión soportan millóns de ciclos de tensión en estradas irregulares. Os pistóns soportan calor extremo e forzas explosivas. As rodas deben equixar resistencia, peso e estética. Cada categoría de componente presenta retos únicos que favorecen certas ligazas de aluminio fronte a outras.
Selección da ligaza para componentes de suspensión e chasis
Os compoñentes de suspensión e chasis representan unha das aplicacións máis grandes para pezas de aluminio nos coches. Estas pezas deben absorber os impactos da estrada, manter a xeometría precisa baixo carga e resistir a corrosión provocada pola sal e a humidade da estrada —moitas veces simultaneamente. O bastidor de aluminio e os elementos estruturais relacionados requiren materiais que ofreza un rendemento consistente ao longo de millóns de ciclos de carga.
Braños de control e ligazóns de suspensión
Os braños de control conectan o cubo da roda ao chasis do vehículo, xestionando tanto o movemento vertical da roda como as forzas laterais durante as curvas. Segundo A documentación da Asociación Europea do Aluminio , os braños de control forxados feitos de 6082-T6 converteronse no estándar nos programas de vehículos europeos debido ao seu excepcional rendemento fronte á fatiga en ambientes corrosivos.
- 6082-T6: Elección preferida polos fabricantes europeos —excelente resistencia á corrosión combinada cunha vida útil superior fronte á fatiga en cargas cíclicas; mantén as súas propiedades incluso despois da exposición ao néboa salina
- 6061-T6: Alternativa rentable cando se require soldabilidade; rendemento en fatiga lixeiramente inferior ao 6082 pero adecuado para moitas aplicacións
- 7075-T6: Reservado para aplicacións de alto rendemento e competición onde a relación máxima resistencia-peso xustifica o maior custo e a menor resistencia á corrosión
Núcleos de dirección
Os núcleos de dirección—os puntos de pivote que conectan a suspensión coas rodas—soportan cargas complexas multidireccionais. Deben manter a estabilidade dimensional mentres transmiten as instrucións de dirección e soportan o peso do vehículo. Os núcleos de aluminio forxados pesan tipicamente un 40-50 % menos ca os equivalentes de ferro fundido, ofrecendo ao mesmo tempo unha mellor resistencia á fatiga.
- 6082-T6: Estándar do sector para vehículos de produción; as propiedades equilibradas da aleación permiten facer fronte efectivamente á combinación de cargas estáticas e forzas dinámicas
- 6061-T6: Adequado para aplicacións que requiren soldadura posterior ao forxado ou cando a optimización de custos é primordial
- 2014-T6: Considerado para aplicacións de alta durabilidade que requiren maior resistencia ca a que poden proporcionar as aleacións 6xxx
Subchasis e elementos estruturais
Ao examinar de que están feitos os corpos dos vehículos nos vehículos modernos, atoparás un contido crecente de aluminio nos subchasis e elementos transversais estruturais. Estes compoñentes forman a columna vertebral da arquitectura do vehículo, soportando o grupo motopropulsor e conectando os puntos principais de fixación da suspensión.
- 6061-T6: Excelente elección cando o deseño do subchasis inclúe xuntas soldadas; mantén boas propiedades nas zonas afectadas polo calor cun tratamento post-soldadura axeitado
- 6082-T6: Preferible para compoñentes forxados de subchasis de sección pechada onde a resistencia á corrosión e o rendemento fronte á fatiga son críticos
Aplicacións no grupo motopropulsor e rodas
Os compoñentes do grupo motopropulsor operan en ambientes térmicos e mecánicos exigentes que requiren unha selección especializada de aleacións. Mentres tanto, as rodas deben satisfacer requisitos de enxeñaría e, ao mesmo tempo, cumprir expectativas estéticas, unha combinación única que condiciona as eleccións de material.
Pistóns
Os pistóns soportan quizais as condicións máis extremas en calquera motor. Cada ciclo de combustión somételos a presión explosiva, grandes oscilacións térmicas e movemento recíproco a alta velocidade. De acordo coa investigación do sector, o aluminio é case o único material empregado para pistóns modernos, sendo a maioría producidos mediante fundición por gravidade ou forxado.
- 2618 (aleación Al-Cu-Mg-Ni de baixo silicio): O estándar para pistóns forxados de alto rendemento; mantén a resistencia a temperaturas elevadas e resiste á fatiga térmica
- 4032 (aleación eutéctica/hipereutéctica Al-Si con Mg, Ni, Cu): Ofrece menor expansión térmica e mellor resistencia ao desgaste para aplicacións especializadas de alta temperatura
- 2024-T6: Seleccionado para pistóns de competición onde a resistencia á fatiga baixas cargas cíclicas extremas é o factor principal no deseño
Co documentación de referencia notas, "Os pistóns forjados fabricados con ligas eutécticas ou hipereutécticas presentan maior resistencia e úsanse en motores de alto rendemento onde os pistóns soportan maiores tensións. Os pistóns forjados coa mesma composición de liga teñen unha microestrutura máis fina ca os pistóns fundidos, e o proceso de forxado proporciona maior resistencia a temperaturas máis baixas, permitindo paredes máis finas e un peso reducido do pistón."
Bielas
As bielas transfiren as forzas de combustión do pistón ao cigalleiro, experimentando cargas de tracción e compresión a frecuencias elevadas. De acordo con datos de enxeñaría de rendemento , a selección do material depende en gran medida da aplicación específica do motor.
- 2024-T6: A excelente resistencia á fatiga fai deste o material de aluminio ideal para motores de alta frecuencia naturalmente aspirados onde a redución de peso é fundamental
- 7075-T6: Proporciona a máxima resistencia do aluminio para aplicacións de indución forzada, aínda que moitos construtores prefiran ligas de acero (4340, 300M) para niveis extremos de sobrealimentación
Para a maioría de aplicacións de alto rendemento, o material de referencia indica que "as barras de aluminio, a miúdo reservadas para carreiras de arrancada, proporcionan unha excelente absorción de choques e poden soportar curtas explosións de potencia extrema. A súa natureza lixeira axuda a maximizar a aceleración do motor. Senón que a relativamente baixa resistencia á fadiga do aluminio e a súa vida útil máis curta fan que sexan inadecuadas para uso diario ou carreiras de resistencia."
Ruedas forjadas
As rodas representan un punto de intersección único entre a enxeñaría estrutural e a estética orientada ao consumidor. A combinación do corpo do coche e das rodas de aluminio inflúe significativamente no rendemento do vehículo e na percepción do comprador. As rodas forxadas ofrecen unha redución considerable de peso en comparación cos modelos fundidos—normalmente un 15-30% máis lixeiras—mentres proporcionan maior resistencia e mellor resistencia ao impacto.
- 6061-T6: Elección máis común para rodas forxadas de produción; equilibra resistencia, formabilidade e custo-efectividade; acabado superficial excelente para aplicacións estéticas
- 6082-T6: Adopción crecente en programas europeos de rodas; ten unha resistencia lixeiramente maior que o 6061 con características de fabricación comparables
- 7075-T6: Reservado para aplicacións de motorsport e ultra-premium; a relación máis alta de resistencia-peso xustifica os custos significativamente maiores do material e procesamento
O datos do sector confirma que "A365 é unha aleación de aluminio para fundición con boas propiedades de fundición e alto rendemento mecánico global, utilizada amplamente para rodas de aluminio fundido en todo o mundo". Porén, as rodas forxadas que usan aleacións das series 6xxx e 7xxx ofrecen maior resistencia e menor peso para aplicacións orientadas ao rendemento
Compomentes estruturais do corpo
Os coches modernos con carrocería de aluminio incorporan cada vez máis nós estruturais forxados e reforzos dentro da súa arquitectura de carrocería de aluminio. Estes compoñentes proporcionan rutas críticas de carga e xestión da enerxía de impacto en deseños de vehículos intensivos en aluminio
- 6061-T6: Preferido cando os compoñentes requiren soldadura a estruturas de carrocería de aluminio en chapa ou extrusión
- 6082-T6: Seleccionado para nós de alta tensión na construción de armazóns espaciais; os fabricantes europeos prefiren este grao para aplicacións estruturais integradas
- serie 7xxx: Utilizado selectivamente para componentes críticos en caso de impacto onde se require unha absorción máxima de enerxía
A medida que as arquitecturas de vehículos evolucionan cara a contidos máis altos de aluminio, a selección de graos forxados para aplicacións estruturais vólvese cada vez máis importante para cumprir cos requisitos de seguridade en caso de impacto mentres se minimiza o peso
Coas recomendacións de grao claras xa asignadas a cada categoría de componente, xorde a seguinte consideración crítica: como o tratamento térmico transforma as propiedades do aluminio forxado para cumprir con obxetivos específicos de rendemento
Tratamento Térmico e Selección de Templado para Pezas Forxadas
Seleccionou a calidade correcta de aluminio para o seu componente automotriz—pero o seu traballo aínda non rematou. O tratamento térmico aplicado despois do forxado determina se a aleación escollida con tanto coidado alcanza todo o seu potencial ou queda por riba das expectativas. É aquí onde diferentes tipos de aluminio se transforman de materiais prometedores en componentes automotrices de alto rendemento.
Soa complexo? Pense no tratamento térmico como no paso final de axuste que desbloquea as capacidades ocultas dunha aleación. Así como unha guitarra precisa un axuste adecuado para producir as notas correctas, o aluminio forxado require un procesamento térmico preciso para acadar as súas propiedades especificadas. Comprender os tipos e propiedades do aluminio require entender como as designacións de temper definen esta transformación crítica.
Temper T6 para Aplicacións de Máxima Resistencia
Cando os enxeñeiros automotrices especifican a máxima resistencia a partir de aleacións de aluminio tratables termicamente, case sempre solicitan o temper T6. De acordo con Documentación da ASM International sobre as designacións de tratamento térmico do aluminio , T6 indica que a aleación foi "tratada termicamente en solución e, sen ningún traballo en frío significativo, envellecida artificialmente para acadar o endurecemento por precipitación."
Que implica en realidade este proceso en dous pasos?
- Tratamento Térmico de Solución: A peza forjada quentase a alta temperatura—normalmente entre 480 e 540°C segundo a aleación—e mantense o tempo suficiente para que os elementos de aleación se disolvan uniformemente na matriz de aluminio
- Templado: O arrefriamento rápido, normalmente en auga, bloquea estes elementos disoltos nunha solución sólida sobresaturada
- Envellecemento artificial: A peza gunse a unha temperatura moderada (150-175°C na maioría das aleacións) durante varias horas, permitindo que se precipiten partículas microscópicas que reforcen a estrutura metálica
Como datos técnicos de fabricación explica: "O tratamento térmico T6 transforma o aluminio ordinario en compoñentes de alta resistencia mediante pasos cuidadosos de quentamento e arrefriamento. Este proceso crea metais co equilibrio perfecto entre resistencia e traballabilidade para moitas industrias."
Para aplicacións automotrices, o T6 proporciona os niveis de resistencia que requiren os brazos de suspensión, as cubas das rodas e os compoñentes estruturais. A documentación confirma que, por exemplo, o aluminio 6061 ve aumentada a súa resistencia ao escoamento máis do triplo —dende aproximadamente 55 MPa na condición recocida ata uns 275 MPa despois do tratamento T6.
Non obstante, este aumento de resistencia conlleva unha compensación. A alongamento adoita reducirse dende aproximadamente o 25% ata uns 12% mentres o material se volve máis duro e resistente. Para a maioría das aplicacións estruturais automotrices, esta redución na ductilidade é aceptable —os compoñentes están deseñados arredor do conxunto de propiedades do T6 e non precisan da máxima formabilidade.
Temperaturas alternativas para requisitos especializados
Aínda que o T6 domina as especificacións de forxado automotriz, varias denominacións alternativas de tratamento térmico desempeñan roles cruciais cando os requisitos da aplicación van máis alá da resistencia máxima.
Tratamento T651: Alivio de Tensións para Estabilidade Dimensional
Cando vés T651 nunha táboa de graos de aluminio, estás a ver as propiedades do T6 combinadas cun alivio de tensións. Segundo a Referencia de designación de tratamentos ASM , o sufixo "51" indica que o produto foi sometido a alivio de tensións mediante estiramento do 1,5-3% despois do temple pero antes do envellecemento.
Por que é isto importante para os compoñentes automotrices? O temple induce tensións residuais significativas nas pezas forxadas. Sen o alivio de tensións, estas tensións internas poden causar:
- Deformación dimensional durante o mecanizado posterior
- Redución da vida útil por fatiga debido aos efectos acumulativos das tensións
- Maior susceptibilidade ao cracking por corrosión sobe tensión nalgúns ambientes
Para compoñentes mecanizados con precisión, como bujes de dirección ou brazos de suspensión complexos, o T651 proporciona a estabilidade dimensional que requiren as tolerancias estreitas.
Temple T7: Resistencia mellorada á corrosión
Cando a fisuración por corrosión sobriamente representa un risco considerable—especialmente con as ligazóns da serie 7xxx—os enxeñeiros especifican tempers do tipo T7. A documentación da ASM explica que T7 indica que a lingazón foi "tratada termicamente en solución e envellecida artificialmente ata un estado sobreenvellecido (máis aló da resistencia máxima)".
Este sobreenvellecemento deliberado sacrifica certa resistencia—normalmente un 10-15% inferior aos niveis T6—pero mellora drasticamente a resistencia á fisuración por corrosión sobriamente. Existen dúas variantes importantes:
- T73: Máxima resistencia á corrosión sobriamente, cunha resistencia ao esforzo aproximadamente un 15% inferior á do T6
- T76: Resistencia mellorada á corrosión por exfoliación cunha redución de forza só dun 5-10%
Para as ligazóns de alta resistencia 7xxx utilizadas en compoñentes automotrices de calidade aeroespacial, os tratamentos térmicos T7 adoitan representar o equilibrio optimal entre resistencia e fiabilidade a longo prazo en ambientes corrosivos.
Tratamento T5: Procesado rentable
O tratamento T5 ofrece un camiño simplificado de tratamento térmico — a peza forxada é arrefecida desde a temperatura elevada de forxado e despois envellecida artificialmente, omitindo o paso separado de tratamento térmico de solución. Como documentación do sector señala, o T5 é "ideal para aplicacións de resistencia media onde se necesita certa flexibilidade".
Aínda que o T5 proporciona menor resistencia ca o T6, reduce os custos e tempos de ciclo do procesado. Isto faino axeitado para compoñentes nos que non se require resistencia máxima — como certos elementos decorativos ou soportes non estruturais.
Referencia da designación de tratamentos térmicos
Cando consulte unha táboa de tratamentos térmicos de aluminio ou unha táboa de ligazóns de aluminio para compoñentes automotrices forxados, atopará con máis frecuencia estas designacións de tratamento:
| Tempera | Proceso de tratamento | Cambios nas propiedades resultantes | Aplicacións Automotrices Típicas |
|---|---|---|---|
| T4 | Tratado térmicamente en solución, envellecido naturalmente a temperatura ambiente | Resistencia moderada, maior ductilidade que T6, boa formabilidade | Componentes que requiren etapas intermedias de procesamento despois do conformado |
| T5 | Enfriado desde a temperatura de forxado, envellecido artificialmente | Resistencia media, procesamento rentable, axeitado para pezas non críticas | Soportes, tapas, componentes non estruturais |
| T6 | Tratado térmicamente en solución, temperado, envellecido artificialmente ata a resistencia máxima | Máxima resistencia e dureza, menor ductilidade comparado con T4 | Braços de suspensión, xuntas, rodas, pezas estruturais de alta tensión |
| T651 | Tratamento T6 máis alivio de tensión mediante estiramento (1,5-3%) | Propiedades T6 con mellor estabilidade dimensional e redución da tensión residual | Componentes mecanizados con precisión, pezas de tolerancia estreita |
| T7 | Tratado térmicamente en solución, sobreenvellecido máis aló da resistencia máxima | Resistencia lixeiramente inferior á T6, resistencia á corrosión por tensión significativamente mellorada | Componentes de aleación de alta resistencia en ambientes corrosivos |
| T73 | Tratado térmicamente en solución, sobreenvellecido especificamente para máxima resistencia ao EAC | ~15% inferior no límite de fluencia ca a T6, excelente resistencia ao cracking por corrosión de tensión | componentes estruturais da serie 7xxx en ambientes exigentes |
| T76 | Tratado térmicamente en solución, sobreenvellecido para resistencia á corrosión por exfoliación | 5-10% menos resistencia que o T6, resistencia mellorada á corrosión por exfoliación | compoñentes da serie 7xxx expostos a humidade e auga |
Relacionar a selección do estado coas necesidades de rendemento
Como se elixe o estado axeitado para un compoñente automobilístico específico? A decisión baséase en comprender os tipos de fallo que debe resistir a peza e as restricións de fabricación existentes.
Considere un brazo de suspensión forxado. O compoñente experimenta:
- Millóns de ciclos de carga por fatiga ao longo da vida do vehículo
- Exposición ao sal da estrada e á humidade
- Danos potenciais por impacto de pedras
- Requisitos dimensionais precisos para unha xeometría correcta da suspensión
Para un brazo de aliaxe 6082, o estado T6 proporciona a resistencia e a resistencia á fatiga necesarias. Se o proceso de fabricación inclúe un mecanizado considerable despois do tratamento térmico, o T651 garante estabilidade dimensional. A resistencia inherente á corrosión das aliaxes 6xxx elimina xeralmente a necesidade de envellecemento excesivo do tipo T7.
Agora considere un componente forxado 7075 para unha aplicación de alto rendemento. A resistencia ultraelevada do 7075-T6 ofrece o máximo rendemento, pero a susceptibilidade da aleación ao craqueo por corrosión por tensión na condición T6 pode ser inaceptable para pezas críticas de seguridade. Especificar 7075-T73 reduce a resistencia máxima en aproximadamente un 15%, pero proporciona a resistencia á corrosión por tensión necesaria para a fiabilidade a longo prazo.
A comprensión clave? A selección do temperado non consiste simplemente en acadar a máxima resistencia, senón en adaptar o perfil completo de propiedades ao que cada componente require en concreto. Esta comprensión dos efectos do tratamento térmico prepáralo para as consideracións de fabricación que determinan se os componentes de aluminio forxados cumpren consistentemente as súas especificacións.
Parámetros do proceso de forxado e consideracións de fabricación
Comprender que grao de aluminio se adapta ao seu compoñente é só a metade da ecuación. A outra metade? Sabelo forxar correctamente. Os parámetros do proceso—intervalos de temperatura, requisitos de presión, quentamento da matriz e taxas de deformación—varían considerablemente entre os diferentes graos de aluminio. Se estes parámetros non son correctos, incluso a selección dunha aleación perfecta pode dar lugar a pezas con rachaduras, recheo incompleto da matriz ou compoñentes que fallen prematuramente en servizo.
Por que importan tanto estes detalles? Ao contrario que os graos de aluminio para fundición, onde o metal fundido flúe libremente dentro dos moldes, o forxado require un control preciso da deformación no estado sólido. Cada aleación de aluminio responde de xeito diferente á presión en distintas temperaturas, polo que a selección dos parámetros do proceso é fundamental nas aplicacións estruturais de aluminio.
Parámetros críticos de forxado por grao de aleación
De acordo co Investigación do Manual ASM sobre o forxado de aluminio , a temperatura da peza é quizais a variable de proceso máis crítica. Os intervalos de temperatura de forxado recomendados para as calidades automotrices de uso común son sorprendentemente estreitos—xeralmente dentro de ±55°C (±100°F)—e superar estes límites supón o risco de fisuración ou fluxo inadecuado do material.
Isto é o que revela a investigación sobre familias específicas de aleacións:
- aluminio 6061: Intervalo de temperatura de forxado de 430-480°C (810-900°F). Esta aleación amosa case unha diminución do 50 % na tensión de fluxo cando se forxa ao límite superior de temperatura en comparación con temperaturas máis baixas, o que fai que o control da temperatura sexa esencial para obter resultados consistentes.
- aluminio 6082: Intervalo de temperatura similar ao do 6061. Os fabricantes europeos aforxan a miúdo esta aleación a temperaturas máis próximas ao límite superior para optimizar o enchido do troquel en xeometrías de suspensión complexas.
- 7075 Aluminio: Rango máis estreito de forxado de 380-440°C (720-820°F). A serie 7xxx amosa a menor sensibilidade á variación da temperatura, pero isto tamén significa menos marxe de erro: a aleación non "perdoará" erros de procesamento do xeito que o fan as calidades máis dúcteis.
- aluminio 2014 e 2024: Rangos de temperatura de 420-460°C (785-860°F). Estas aleacións baseadas en cobre requiren un control coidadoso do prequentamento porque son susceptibles ao axente de deformación durante trazos rápidos de forxado.
A investigación subliña que "alcanzar e manter as temperaturas axeitadas do metal previamente quentado no forxado de aleacións de aluminio é unha variable crítica do proceso que é vital para o éxito do forxado". Tempos de saturación de 10-20 minutos por polegada de espesor de sección aseguran tipicamente unha distribución uniforme da temperatura antes de comezar o forxado.
Efectos da temperatura das matrices e da velocidade de deformación
Ao contrario que no forxado de acero, onde as matrices adoitan permanecer relativamente frías, o forxado de aluminio require matrices quentes, e os requisitos de temperatura varían segundo o tipo de proceso:
| Proceso/Equipamento de Forxado | Intervalo de Temperatura do Troquel °C (°F) | Consideracións Clave |
|---|---|---|
| Martelos | 95-150 (200-300) | Temperaturas máis baixas debido á deformación rápida; reduce o risco de sobrecalentamento por axente adiabático |
| As prensas mecánicas | 150-260 (300-500) | Temperaturas moderadas que equilibran a vida do troquel co fluxo do material |
| Prensas de Parafuso | 150-260 (300-500) | Semellantes ás prensas mecánicas; excelentes para lámias de aluminio complexas |
| Prensas hidráulicas | 315-430 (600-800) | As temperaturas máis altas debido á deformación lenta; desenvólvense condicións isotérmicas |
| Rolado de aneis | 95-205 (200-400) | As temperaturas moderadas manteñen a traballabilidade do metal durante o conformado progresivo |
A velocidade de deformación tamén inflúe significativamente nos resultados da forxaria. A investigación da ASM demostra que cunha velocidade de deformación de 10 s⁻¹ fronte a 0,1 s⁻¹, a tensión de fluído do aluminio 6061 aumenta aproximadamente un 70%, mentres que o aluminio 2014 case duplica a súa tensión de fluído. Isto significa que a forxaria con martelo (altas velocidades de deformación) require bastante máis forza ca a forxaria con prensa hidráulica (baixas velocidades de deformación) para a mesma aleación.
Para as ligazóns de alta resistencia 2xxx e 7xxx, equipos de forxado con taxas rápidas de deformación como martillos poden causar problemas. A documentación da ASM indica que "algunhas ligazóns 7xxx de alta resistencia son intolerantes aos cambios de temperatura posibles no forxado con taxa rápida de deformación, e como consecuencia este tipo de equipo non se utiliza na fabricación de pezas forxadas con estas ligazóns". Os fabricantes adoitan reducir as temperaturas de prequentamento ao extremo inferior dos rangos aceptables cando usan equipos rápidos para compensar o calentamento por deformación.
Consideracións sobre soldabilidade e montaxe
Unha vez forxadas e tratadas termicamente as compoñentes automotrices de aluminio, moitas delas deben unirse para crear estruturas completas de vehículos. Comprender os graos de aluminio soldables e as súas limitacións evita fallos costosos durante a montaxe e garante a integridade estrutural.
A soldabilidade dos graos de aluminio forxados varía considerablemente segundo a familia de ligazóns:
- 6061 e 6082: Excelente soldabilidade—estas aleacións poden unirse usando procesos convencionais MIG e TIG con metais de aporte 4043 ou 5356. Con todo, a soldadura crea unha zona afectada polo calor (HAZ) onde as propiedades do tratamento térmico T6 se degradan significativamente. De acordo con A investigación en soldadura de Lincoln Electric , pode ser necesario un tratamento térmico posterior á soldadura para restaurar a resistencia en aplicacións críticas.
- 7075:Mala soldabilidade—esta aleación é propensa ao fisurado en quente durante a soldadura e, xeralmente, non debería soldarse por fusión. O enchavetado mecánico ou a unión adhesiva son os métodos preferidos para compoñentes forxados de 7075.
- 2024 e 2014: Soldabilidade limitada—aínda que tecnicamente soldable, estas aleacións con cobre son susceptibles ao fisurado en quente e, normalmente, requiren procedementos especializados. Moitas aplicacións automotrices especifican fixación mecánica no seu lugar.
- serie 5xxx: Excelente soldabilidade—estas aleacións non tratables termicamente soldan facilmente, aínda que son menos comúns en compoñentes automotrices forxados de aluminio debido aos seus niveis máis baixos de resistencia.
Cando se soldan forxas de aluminio tratábeis termicamente, como o 6061-T6 ou o 6082-T6, a zona afectada termicamente (HAZ) pode perder ata o 40% da súa resistencia ao esforzo. A investigación de Lincoln Electric sobre tecnoloxía avanzada de control de forma de onda indica que "as variacións na composición cambian drasticamente as propiedades físicas dunha aleación" e que se poden deseñar formas de onda personalizadas para cada aleación concreta para minimizar estes efectos.
Para aplicacións estruturais críticas de aluminio, considere estas estratexias de proceso:
- Minimizar a entrada de calor: Utilice procesos MIG pulsados para reducir o calor total transferido ao metal base
- Deseño para localización das soldaduras: Coloque as soldaduras lonxe das zonas de máxima tensión cando sexa posible
- Especifique tratamento posterior á soldadura: Para aplicacións que requiren recuperación completa da resistencia, inclúa tratamento en solución e envellecemento despois da soldadura
- Considere unións mecánicas: Para forxas de alta resistencia 2xxx e 7xxx, as conexións parafusadas ou remachadas ofrecen frecuentemente unha maior fiabilidade
As estruturas automobilísticas modernas combinan cada vez máis nós de aluminio forxados con compoñentes de aluminio extrudidos e en chapa. A estratexia de unión para estes conxuntos debe ter en conta os diferentes templeiros e ligazos implicados: un punto de montaxe de suspensión forxado en 6082-T6 pode conectarse a unha viga extruída en 6063-T6 mediante unión adhesiva combinada con remaches auto-perforantes.
Unha vez comprendidos os parámetros do proceso e as consideracións sobre soldabilidade, a seguinte pregunta lóxica é: como se compara o aluminio forxado con outros métodos de fabricación para os mesmos compoñentes? Esa comparación amosa cando o forxado ofrece verdadeiramente un valor superior.

Forxado fronte a Fundido fronte a Aluminio en Lingote en Aplicacións Automobilísticas
Explorou as cualificacións esenciais de aluminio forxado e os seus parámetros de fabricación. Pero aquí hai unha pregunta coa que se atopan frecuentemente os profesionais de adquisicións e enxeñeiros: debería forxarse esta peza en primeiro lugar? Comprender cando o forxado ofrece un valor superior—frente a cando fundición ou mecanizado de tolos ten máis sentido—pode supoñer un aforro considerable mentres se garante o rendemento optimo.
A verdade é que cada método de fabricación existe porque resolve problemas específicos mellor ca as alternativas. Ao escoller o material axeitado para compoñentes do corpo do coche, pezas do sistema de transmisión ou elementos de suspensión, o proceso de fabricación importa tanto como a calidade da aleación. Analizaremos exactamente como se comparan estas tres aproximacións.
Comparación de rendemento entre métodos de fabricación
Que ocorre realmente no interior do metal durante cada proceso? As diferenzas son fundamentais—e determinan directamente como se comporta cada compoñente no seu vehículo.
Aluminio forjado
Segundo a investigación sobre fabricación automobilística, a forxadura produce pezas «deformando metal quentado mediante presión, o que altera a súa estrutura interna e mellora a súa resistencia». Este proceso aliña a estrutura de grano do metal, creando un material significativamente máis resistente en comparación cos equivalentes fundidos.
O proceso de forxadura ofrece varias vantaxes distintas:
- Integridade mecánica superior: O aliñamento da estrutura de grano permite que as compoñentes forxadas soporten cargas maiores
- Resistencia mellorada á fatiga: Fundamental para compoñentes que soportan millóns de ciclos de esforzo
- Defectos internos mínimos: O proceso de compresión elimina baleiros e porosidade comúns nas fundicións
- Excelente tenacidade: Ideal para aplicacións suxeitas a impactos, como rodas e compoñentes de suspensión
Aluminio fundido
A fundición crea compoñentes vertendo aluminio fundido en moldes e deixándoo solidificar. Ao análise de fabricación explica que este proceso "permite formas complexas mediante a solidificación controlada" e ofrece unha flexibilidade de deseño sen igual
Ao avaliar graos de aluminio fundido e ligazóns de aluminio para fundición por inxección, considere estas características:
- Capacidade de xeo metría complexa: Son posibles pasaxes internos intrincados e detalles minuciosos
- Menores custos de utillaxe para pezas complexas: Os moldes de fundición adoitan custar menos que os troques de forxado para complexidade equivalente
- Risco de porosidade: Os gases atrapados poden crear baleiros internos que comprometen a resistencia
- Propiedades mecánicas variables: As fundicións de aliaxe de aluminio presentan máis variación de propiedades que os seus equivalentes forxados
A investigación indica que os avances na fundición a alta presión melloraron considerablemente a calidade das fundicións de aliaxe de aluminio, "facendo posíbel crear componentes que son á vez lixeiros e duradoiros". Non obstante, para aplicacións críticas de seguridade, as limitacións inherentes ao proceso de fundición seguen sendo relevantes
Aluminio de billet
A mecanización de lingote comeza cun stock sólido de aluminio—típicamente extrudido ou laminado—e elimina material mediante equipos CNC para crear a geometría final. De acordo con documentación do sector , este enfoque "permite tolerancias estreitas, o que o fai ideal para pezas de alto rendemento"
As características clave dos lingotes inclúen:
- Máxima precisión: A mecanización CNC alcanza tolerancias que as fundicións e forxas non poden igualar directamente
- Estrutura de grán uniforme: O material de partida ten propiedades uniformes en todo o seu volume
- Alto desperdicio de material: Máquinasen unha cantidade considerable de aluminio, o que aumenta os custos efectivos do material
- Sen investimento en utillaxes: As modificacións de programación substitúen as modificacións físicas das matrices
Comparación de métodos de fabricación
| Criterios | Aluminio forjado | Aluminio fundido | Aluminio de billet |
|---|---|---|---|
| Forza | Máxima—A estrutura de grano aliñada maximiza as propiedades mecánicas | Baixa—A estrutura de grano é aleatoria; a porosidade potencial debilita o material | Alta—Material base consistente, pero o mecanizado elimina o fluxo favorable do grano |
| Otimización do peso | Excelente—A resistencia permite paredes máis finas mantendo o rendemento | Boa—As formas complexas permiten a optimización da colocación do material | Moderada—Limitada pola xeometría do stock inicial e as restricións de mecanizado |
| Custo Unitario | Moderado a alto—depende da complexidade e do volume | Baixo para altos volumes—o utillaje amortízase ao longo de grandes series de produción | Alto—tempo considerable da máquina e desperdicio de material por peza |
| Investimento en ferramentais | Alto—os moldes de forxado de precisión requiren unha inversión inicial significativa | Moderado a alto—varía segundo o método de fundición e a complexidade | Baixo—a programación CNC substitúe o utillaxe físico |
| Adecuación ao volume de produción | Volumes medios a altos—o investimento en utillaxe favorece series máis grandes | Altos volumes—o moldeo por inxección destaca na produción en masa | Baixos volumes—ideal para prototipos e pezas especiais |
| Complexidade do deseño | Moderado—limitado polo deseño do molde e as restricións do fluxo do material | Alta—é posíbel crear pasaxes internos e características complexas | Moi alta—practicamente calquera xeometría á que poida acceder o ferramentais CNC |
| Aplicacións Automotrices Típicas | Brazos de suspensión, rodas, bielas, punxos de dirección | Blocs de motor, carcaxas de transmisión, colectores de admisión | Pezas de prototipo, componentes de baixo volume para alto rendemento, soportes personalizados |
Cando o forxado ofrece un valor superior
Dadas as compensacións descritas anteriormente, cando resulta o forxado claramente gañador? Os criterios de decisión volvéndse sinxelos unha vez entendidos os requisitos reais de cada aplicación.
Elixe o forxado cando:
- A resistencia á fatiga é crítica: Os componentes sometidos a ciclos repetidos de carga—brazos de suspensión, rodas, bielas—benefícianse máis da estrutura de grán aliñada do forxado. A investigación confirma que as pezas forxadas "teñen tendencia a presentar mellor resistencia á fatiga e tenacidade", o que as fai "especialmente adecuadas para vehículos orientados ao rendemento."
- Importa a relación máxima de resistencia ao peso: Entre os metais empregados nos corpos e aplicacións estruturais dos automóbiles, o aluminio forxado acadica a maior resistencia co menor peso. Cando cada gramo importa para o rendemento ou a eficiencia, o forxado xustifica o seu custo superior.
- Os volumes de produción xustifican as ferramentas: Para volumes anuais que superan varios miles de unidades, o investimento en matrices de forxado amortízase de maneira efectiva. Por debaixo dese límite, o mecanizado de toletes pode resultar máis económico a pesar dos custos máis altos por peza.
- As aplicacións críticas para a seguridade requiren confiabilidade: A ausencia de porosidade interna nas pezas forxadas proporciona unha confianza que as alternativas fundidas non poden igualar. Para compoñentes onde as consecuencias dun fallo son graves, a calidade constante do forxado reduce o risco.
Considere alternativas cando:
- Son necesarias xeometrías internas complexas: A fundición permite pasaxes e cámaras que o forxado non pode crear. Os bloques de motor e as carcaxas de transmisión son exemplos no que a flexibilidade de deseño da fundición resulta esencial.
- Os volumes son extremadamente altos: Para compoñentes de consumo producidos en millóns anualmente, a economia por unidade da fundición por inxección vólvese atractiva a pesar da menor resistencia.
- Produción de prototipos ou baixo volume: O mecanizado de lingotes elimina por completo o investimento en moldes, polo que é ideal para pezas de desenvolvemento ou aplicacións especializadas con volumes por baixo dos umbrais económicos da forxadura.
- Asuperficies estéticas son fundamentais: As superficies fundidas e mecanizadas adoitan precisar menos acabado para aplicacións decorativas ca as superficies forxadas.
O material da industria do automóbil para a selección do corpo do coche reflicte cada vez máis estes compromisos. Os nodos estruturais de alta tensión adoitan usar aluminio forxado, mentres que os encaxados complexos recorren a técnicas avanzadas de fundición, e os programas de prototipos aproveitan o mecanizado de lingotes para un desenvolvemento rápido.
Comprender cando a forxadura supera as alternativas axuda a especificar o proceso axeitado desde o principio. Pero incluso con este coñecemento, aínda se producen erros na selección de graos, e saber como evitalos ou como substituír os graos cando sexa necesario pode previr problemas costosos na fabricación.
Boas prácticas en substitución e selección de graos
Aínda que se teña un coñecemento perfecto das propiedades das aleacións de aluminio e dos parámetros de forxadura, na fabricación do mundo real preséntanse desafíos inesperados. Interrupcións na cadea de suministro, problemas de dispoñibilidade de materiais ou presións de custo ás veces obrigan aos enxeñeiros a considerar alternativas ao seu grao de aluminio preferido. Saber qué substitucións funcionan —e cales crean problemas— é o que separa os proxectos exitosos dos fracasos costosos.
Alén dos escenarios de substitución, moitos erros na selección de graos ocorren simplemente porque os enxeñeiros aplican o pensamento de deseño en acero a estruturas de aluminio. Comprender estes erros frecuentes axúda a evitar retraballlos costosos e fallos de componentes antes de que ocorran.
Orientacións para a substitución de graos
Cando a súa aleación de aluminio especificada non está dispoñible, resista a tentación de coller simplemente a seguinte opción da lista. Os diferentes graos de aluminio compórtanse de forma distinta baixo forxado, tratamento térmico e condicións de servizo. Unha substitución exitosa require igualar os requisitos de rendemento máis críticos, aceptando compensacións nas características secundarias.
Estes son pares de substitución probados para graos habituais de forxado en automoción:
- 6082 → 6061: A substitución máis común na forxadura automotriz. Agardábase unha resistencia á fluencia lixeiramente inferior (unha redución aproximada do 5-10%) e un rendemento por fatiga algo menor en ambientes corrosivos. Ambas as dúas ligazóns comparten excelente soldabilidade e resistencia á corrosión. Aceptable para a maioría de aplicacións de suspensión e estruturais onde se especificou o 6082 principalmente por razóns de dispoñibilidade e non por vantaxes de resistencia marxinais.
- 6061 → 6082: Funciona ben cando o material está dispoñible: o 6082 proporciona, de feito, unha resistencia lixeiramente mellor. Non hai degradacións significativas nas propiedades, aínda que o custo do 6082 pode ser maior dependendo da dispoñibilidade rexional. As cadeas de suministro europeas adoitan preferir o 6082, mentres que as fontes norteamericanas teñen máis dispoñible habitualmente o 6061.
- 7075 → 7050: Ambos proporcionan unha resistencia ultraelevada, pero o 7050 ofrece unha mellor resistencia ao craqueo por corrosión sobriamente e maior tenacidade. Esta substitución adoita representar unha mellora en vez dun compromiso. Agardase unha resistencia máxima similar ou lixeiramente inferior cunha mellor tenacidade á fractura.
- 7075 → 2024: Usar con precaución: aínda que ambos son aleacións de alta resistencia, os seus perfís de propiedades difiren significativamente. O 2024 proporciona unha excelente resistencia á fatiga pero unha resistencia última máis baixa ca o 7075. Adecuado cando as cargas cíclicas dominan o caso de deseño, pero non cando se require a máxima resistencia estática.
- 2024 → 2014: Ambas aleacións baseadas en cobre con características de forxado semellantes. O 2014 ofrece unha lixeiramente mellor forxabilidade cunha resistencia comparable. Aceptable para a maioría das aplicacións de transmisión onde orixinalmente se especificou o 2024.
- 6061 → 5083: Xeralmente non se recomenda para compoñentes forxados. Aínda que o 5083 ofrece unha excelente resistencia á corrosión, non é tratable termicamente e non pode acadar os niveis de resistencia do 6061-T6. Só considere esta substitución para aplicacións non estruturais onde a resistencia á corrosión sexa máis importante que a resistencia mecánica.
Ao avaliar calquera substitución, verifique que a calidade alternativa cumpra todas as especificacións críticas, incluída a compatibilidade coa temperatura de forxado, a resposta ao tratamento térmico e calquera requisito de montaxe posterior como a soldabilidade. Unha calidade que funcione metalurxicamente podería aínda fallar se o seu equipo de produción non pode procesala axeitadamente.
Evitar erros frecuentes na selección
De acordo co Orientación técnica de Lincoln Electric , un dos erros de deseño en aluminio máis frecuentes é simplemente escoller a aleación máis resistente dispoñible sen considerar outros factores críticos. Como indican os seus documentos técnicos: "Moitas veces, o deseñador escolle a aleación máis resistente dispoñible. Esta é unha mala práctica de deseño por varias razóns."
Por que escoller a aleación de aluminio máis resistente ás veces resulta contraproducente?
- A flexión adoita gobernar o deseño, non a resistencia: O módulo elástico da maioría das aleacións de aluminio—débiles e resistentes por igual—é aproximadamente o mesmo (un terzo do do acero). Se o límite crítico do seu compoñente é a rigidez e non a resistencia ao escoamento, pagar un extra por 7075 en vez de 6061 non lle aporta nada.
- Moitas aleacións de alta resistencia non son soldables: A investigación de Lincoln Electric ressalta que "moitos dos aliaxes de aluminio máis fortes non son soldábeis usando técnicas convencionais." Especificar o 7075 para un componente que deba ser soldado nunha ensamblaxe maior crea imposibilidades de fabricación. A documentación indica especificamente que o 7075 "nunca debería ser soldado para aplicacións estruturais."
- As propiedades da zona de soldadura difiren do material base: Incluso con graos soldábeis como o 6061, "a soldadura rara vez será tan forte como o material de partida." Concebir entorno ás propiedades do material base en estado T6 ignorando a degradación da zona afectada polo calor leva a soldaduras subdimensionadas e posibles fallos.
Aquí hai erros adicionais de selección que se deben evitar:
- Especificar acabados endurecidos por deformación para ensamblaxes soldadas: Para as ligazóns non tratables termicamente (1xxx, 3xxx, 5xxx), a soldadura actúa como unha operación de recocido local. "Independentemente do estado co que se comece, as propiedades na zona afectada polo calor serán as do material recocido en estado O", confirma a investigación. Comprar material caro endurecido por deformación que vai ser soldado é desperdiciar diñeiro — a ZAC volve ás súas propiedades recocidas independentemente do caso.
- Ignorar os requisitos de tratamento posterior á soldadura: As ligazóns tratables termicamente, como a 6061-T6, experimentan unha degradación significativa da resistencia na zona de soldadura. A investigación amosa que "a resistencia mínima á tracción tras a soldadura de 24 ksi" compárase con "40 ksi" para o material base T6 — unha redución do 40 %. Non especificar o envellecemento posterior á soldadura cando se precisa recuperar a resistencia compromete a integridade estrutural.
- Pasar por alto a susceptibilidade á corrosión por tensión: As ligazóns de alta resistencia 7xxx no estado T6 poden ser susceptibles ao agrietamento por corrosión sobe tensión. Especificar 7075-T6 para compoñentes expostos á humidade e cargas sostiñas sen considerar os estados T73 ou T76 arrisca fallos prematuros en servizo.
- Confundir ligazóns de fundición con ligazóns de forxado: Algúnsha especificacións indican incorrectamente graos de aluminio para fundición cando se requiren compoñentes forxados. A356 e A380 son ligazóns de fundición por inxección excelentes, pero non son adecuados para forxado—a súa composición está optimizada para a fluidez no estado fundido, non para a deformación en estado sólido.
Traballar con socios cualificados en forxado
Moitos desafíos na selección de graos volvense manexábeis cando se traballa con fornecedores experimentados en forxado que comprendan os requisitos automotrices. As ligazóns especiais para aplicacións automotrices adoitan requerir un control de proceso preciso que só poden proporcionar de forma consistente os fabricantes establecidos.
Ao avaliar posibles socios para forxados, considere as súas capacidades de apoio de enxeñaría. Poden aconsellá-lo sobre a selección do grao máis axeitado para o seu componente específico? Teñen experiencia cos tratamentos térmicos e posforxados que require a súa aplicación? Fabricantes certificados segundo a IATF 16949 como Shaoyi ofrecen os sistemas de calidade e o coñecemento técnico que axudan a converter as decisións de selección de graos en componentes de produción fiáveis.
As súas capacidades de prototipado rápido —entregando pezas iniciais en tan só 10 días— permiten validar as seleccións de grao antes de comprometerse con ferramentas de produción en gran volume. Para componentes como brazos de suspensión e árbores de transmisión, onde a calidade do aluminio impacta directamente na seguridade do vehículo, contar con socios de enxeñaría que comprendan tanto a metalurxia como os requisitos automotrices demostra ser de grande valor.
A combinación dun coñecemento axeitado da selección de graos e parcerías cualificadas de fabricación crea a base para programas exitosos de aluminio forxado. Cun destes elementos no seu lugar, estarás preparado para tomar decisións finais sobre materiais que equilibren de maneira efectiva os requisitos de rendemento, as limitacións de fabricación e as consideracións de custo.
Selección do Grao Axeitado de Aluminio Forxado para a Túa Aplicación
Agora exploraste a paisaxe completa dos graos de aluminio forxado para coches, desde a comprensión das denominacións das series de aliña até a coincidencia de graos específicos cos requisitos dos componentes, pasando polas consideracións sobre tratamentos térmicos e os parámetros de fabricación. Pero como xuntas todos estes coñecementos para tomar decisións prácticas? Vexamos os consellos esenciais que transforman o coñecemento técnico en resultados exitosos de adquisición.
Sexa que estea especificando aluminio para coches nun novo programa de vehículos ou optimizando unha cadea de subministro existente, o proceso de selección de grao segue unha secuencia lóxica. Facer ben esta secuencia evita erros costosos e garante que as súas pezas automotrices de aluminio ofreza o rendemento que os seus vehículos requiren.
Principais conclusións para a selección de graos
Despois de examinar todo o espectro de opcións de aluminio para coches, varios factores de decisión determinan consistentemente o éxito:
- Comece cos requisitos de tensión, non cos gostos materiais: Defina o que experimenta realmente o seu compoñente: cargas estáticas, fatiga cíclica, forzas de impacto ou combinacións destas. Un brazo de suspensión que soporta millóns de ciclos na estrada require propiedades diferentes ca un soporte sometido só a cargas estáticas. Aparelle a familia de aleacións a estas demandas do mundo real: 6xxx para rendemento equilibrado, 7xxx para máxima resistencia, 2xxx para resistencia á fatiga superior.
- Considere o volume de fabricación desde o principio: A economía da forxadura favorece os volumes de produción medios a altos onde a inversión en utillaxes se amortiza de forma efectiva. Para volumes inferiores a varios mil anuais, verifique que a forxadura siga sendo competitiva en custo fronte ás alternativas de mecanizado de peza. Os programas de alto volume benefíciase máis da combinación de propiedades superiores e produción eficiente da forxadura.
- Teña en conta o procesamento posterior: Se o seu compoñente require soldadura nun conxunto maior, este único requisito elimina familias enteiras de aliamentos da consideración. Especifique 6061 ou 6082 cando importe a soldabilidade; evite o 7075 para calquera aplicación estrutural soldada. De forma semellante, considere os requisitos de mecanizado posterior á forxadura: os tratamentos térmicos T651 proporcionan a estabilidade dimensional que requiren os mecanizados de precisión.
- Avalíe o custo total, non só o prezo do material: O aluminio máis barato para coches non é sempre a opción máis económica. Unha aleación premium que permita paredes máis finas, menos acabado ou un tratamento térmico simplificado pode ofrecer un custo total do compoñente inferior ao dunha calidade máis barata que require procesamento adicional. Calcule a imaxe completa antes de rematar as especificacións.
- Fortalecer a resiliencia da cadea de suministro: Identifique cualidades de substitución aceptables antes de comezar a produción. Saber que o 6061 pode substituír ao 6082 ou que o 7050 ofrece unha mellora respecto ao 7075 dálle opcións cando se producen interrupcións no suministro. Documente estas alternativas nas súas especificacións para que os equipos de adquisición poidan responder rapidamente a cambios na dispoñibilidade.
O principio de selección máis crítico: elixir a aleación que mellor se adapte ás necesidades reais de rendemento do seu componente, non a opción máis forte dispoñible. Especificar en exceso implica derrochar diñeiro e pode crear complicacións na fabricación, mentres que especificar en menos pode provocar fallos no campo que danen tanto os vehículos como as reputacións.
Asociarse para o éxito no forxado automotriz
Aquí está a realidade que todo enxeñeiro experimentado entende: incluso a selección perfecta de grao non significa nada sen un socio de fabricación capaz de executar de maneira consistente. A brecha entre a especificación do material e os componentes de calidade require experiencia que só os fornecedores de forxados cualificados poden cubrir.
Cando o aluminio nos coches debe cumprir normas de rendemento exigentes, a selección do fornecedor vólvese tan crítica como a selección da aleación. De acordo con orientación do sector para avaliar fornecedores de forxados , tres factores son os máis importantes: certificacións e sistemas de calidade, capacidades e equipos de produción, e rigorosos estándares de control de calidade.
Para aplicacións automotrices en particular, a certificación IATF 16949 demostra que un fornecedor implementou os sistemas de xestión da calidade que require a industria automotriz. Esta certificación—construída sobre as bases da ISO 9001 con requisitos específicos para o sector automotriz—valida que o fabricante comprende a trazabilidade, o control de procesos e a mellora continua ao nivel que requiren os seus programas de vehículos.
Alén da certificación, avalíe as capacidades prácticas que traducen especificacións en pezas:
- Soporte de enxeñería: Pode o fornecedor asesorar na selección do grao máis axeitado para a súa xeometría e condicións de carga específicas? Comprende as implicacións do tratamento térmico e pode recomendar temple adecuados?
- Velocidade de prototipado: Os cronogramas de desenvolvemento de vehículos modernos requiren iteración rápida. Parceiros que ofrezan forxados de prototipo en prazos reducidos—algúns tan rápidos como 10 días—permiten a validación de deseño antes de comprometerse co utillaxe de produción.
- Expertise en compoñentes: Proveedores con experiencia demostrada na categoría do seu compoñente—xa sexan brazos de suspensión, árbores de transmisión ou nodos estruturais—aportan coñecementos específicos de aplicación que poden faltar nas fundicións xerais.
- Infraestrutura de control de calidade: Tecnoloxías avanzadas de inspección, supervisión durante o proceso e sistemas completos de documentación garantes que cada compoñente cumpra coa especificación. Os materiais de referencia destacan que os principais proveedores invierten en máquinas de medición por coordenadas, equipos de ensaios non destructivos e capacidades de análise de materiais.
Para enxeñeiros e profesionais de achegamento en busca de fabricación de compoñentes para coches de aluminio, Shaoyi (Ningbo) Tecnoloxía do metal exemplifica o perfil de socio que requiren os programas exitosos. A súa certificación IATF 16949 valida sistemas de calidade de grao automotriz, mentres que o seu equipo de enxeñaría interna proporciona a orientación técnica que axuda a converter as decisións de selección de graos en especificacións listas para a produción. Ubicados preto do porto de Ningbo, combinan capacidades de prototipado rápido—con pezas iniciais dispoñibles en tan só 10 días—xunto cunha capacidade de produción en gran volume para programas maduros.
A súa demostrada experiencia con pezas automotrices de aluminio exigentes, como brazos de suspensión e eixos de transmisión, reflicte o coñecemento específico por componente que fai útil a orientación na selección de graos. Cando as especificacións requiren brazos de control en 6082-T6 ou componentes de alto rendemento en 7075-T6, contar cun socio de fabricación que entende tanto a metalurxia como os requisitos de calidade automotriz garante que a selección de material se traduce en componentes fiabilidade.
O percorrido desde a especificación da aleación ata o rendemento do vehículo transcorre a través da execución da fabricación. Ao combinar o coñecemento da selección de graos que adquiriste ao longo deste guía con socios de forxado cualificados que comparten o teu compromiso coa calidade, posicionas os teus programas automotrices para o éxito, entregando a resistencia, a redución de peso e a fiabilidade que os vehículos modernos demandan dos seus componentes de aluminio forxado.
Preguntas frecuentes sobre os graos de aluminio forxado para coches
1. Cales son os graos de forxado de aluminio?
As calidades de aluminio máis comúnmente forxadas para aplicacións automotrices inclúen as 6061, 6063, 6082 da serie 6000, e a 7075 da serie 7000. As aleacións 6xxx ofrecen unha excelente forxabilidade, resistencia á corrosión e resistencia equilibrada, o que as fai ideais para brazos de suspensión e rodas. A serie 7xxx proporciona unha resistencia ultraelevada para compoñentes críticos de rendemento. Ademais, as 2024 e 2014 da serie 2xxx ofrecen unha resistencia superior á fatiga para pezas do grupo motopropulsor como pistóns e bielas. Fabricantes certificados IATF 16949 como Shaoyi poden axudar na selección axeitada da calidade en función dos requisitos específicos do compoñente.
que calidade de aluminio se usa nos coches?
As aplicacións automotrices utilizan varias calidades de aluminio en función dos requisitos dos compoñentes. As calidades comúns inclúen 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 e 2024. Para compoñentes forxados en particular, o 6082-T6 domina as aplicacións europeas de suspensión e chasis grazas ao seu excelente rendemento fronte á fatiga en ambientes corrosivos. O 6061-T6 segue sendo popular en América do Norte pola súa soldabilidade. As aplicacións de alto rendemento adoitan especificar 7075-T6 para obter a máxima relación resistencia-peso, mentres que o 2024-T6 sobresaí nos compoñentes do grupo motopropulsor críticos fronte á fatiga.
3. É o aluminio 5052 ou 6061 máis forte?
o aluminio 6061 é significativamente máis forte que o 5052. No tratamento T6, o 6061 alcanza unha resistencia á tracción de aproximadamente 310 MPa en comparación cos aproximadamente 220 MPa do 5052. Non obstante, a forza non o é todo: o 5052 ofrece unha mellor resistencia á corrosión e maior maleabilidade xa que é unha aleación non tratable termicamente. Para compoñentes automotrices forxados que requiren integridade estrutural, prefírese o 6061-T6 porque pode ser tratado termicamente para acadar niveis de forza superiores, esenciais para brazos de suspensión, rodas e compoñentes do chasis.
4. Cal é a diferenza entre rodas de aluminio forxadas e fundidas?
As rodas de aluminio forxadas créanse comprimindo aluminio quentado baixo presión extrema, aliñando a estrutura do grao para obter unha resistencia e durabilidade superiores. As rodas fundidas fabrícanse vertendo aluminio fundido en moldes, o que resulta nunha estrutura de grao aleatoria e posibles porosidades. As rodas forxadas pesan normalmente un 15-30% menos ca as equivalentes fundidas, ofrecendo ao mesmo tempo mellor resistencia ao impacto e maior durabilidade. Para vehículos de alto rendemento, as rodas forxadas 6061-T6 ou 7075-T6 proporcionan unha relación resistencia-peso que as alternativas fundidas non poden igualar.
5. Como elixir o grao adecuado de aluminio para o forxado automotriz?
Comece definindo os requisitos reais de tensión do seu componente—cargas estáticas, fatiga cíclica ou forzas de impacto. Para aplicacións estruturais equilibradas, as ligazas 6xxx como 6082-T6 ou 6061-T6 ofrecen un excelente rendemento. Cando a resistencia máxima é crítica, especifique 7075-T6. Para unha resistencia superior á fatiga en pezas do tren de potencia, considere 2024-T6. Teña en conta as necesidades de soldabilidade (as ligazas 6xxx soldan ben; 7075 non o fan), os volumes de produción e os requisitos de tratamento térmico. Traballar con socios experimentados en forxado como Shaoyi, que ofrecen prototipado rápido e certificación IATF 16949, axuda a validar as seleccións de grao antes de comprometerse con ferramentas de produción.