 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Segredos dos metais para máquinas CNC: o que os fabricantes desexarían saber antes
O que realmente significa o mecanizado de metais CNC
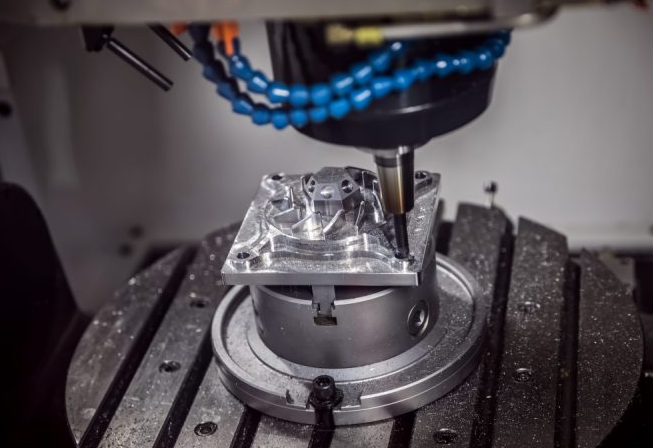
Imaxina dicirlle a unha máquina exactamente como cortar metal cunha precisión propia dun mestre artesán, pero facéndoo mediante código en vez de habilidade manual. Isto é, esencialmente, o que ofrece o mecanizado de metais CNC. Unha máquina CNC transforma material bruto de metal en pezas acabadas seguindo instrucións dixitais precisas, eliminando as conxecturas e os erros humanos que antiguamente definían o traballado de metais.
CNC significa Control Numérico por Computador e esta tecnoloxía representa un dos avances máis significativos na historia da fabricación. En vez de guiar manualmente as ferramentas de corte sobre unha peça de traballo, os operarios programan un dispositivo CNC para executar movementos cunha repetibilidade que as mans humanas simplemente non poden igualar.
Desde os tornos manuais ata a precisión dixital
Antes de que aparecese a tecnoloxía CNC, os operarios pasaban anos desenvolvendo a memoria muscular e a intuición necesarias para operar tornos e fresadoras manuais. Cada corte dependía da habilidade do operador, e producir pezas idénticas significaba recorrer a plantillas, dispositivos de suxección e unha considerable experiencia. O torno de control numérico por ordenador cambiou todo ao almacenar dixitalmente as instrucións de movemento, permitindo que as máquinas reproducesen operacións complexas sen fin.
Este cambio non só mellorou a precisión, senón que tamén democratizou o mecanizado metálico de precisión. Hoxe en día, unha máquina CNC ben programada pode producir pezas que, tan só décadas atrás, requirían unha mestria de nivel superior.
A revolución controlada por ordenador na metalurxia
Na súa esencia, cada sistema metálico CNC consta de catro compoñentes esenciais que traballan xuntos:
- Sistema de control por ordenador: O cerebro que interpreta as instrucións programadas e coordina todos os movementos da máquina
- Ferramentas de Corte: Fresadoras de extremidade, brocas e ferramentas de corte especializadas que eliminan fisicamente material da peza de traballo
- Dispositivos de suxeición: Vises, grilas e dispositivos que aseguran a peza de metal durante as operacións de mecanizado
- Peza de metal: O material bruto que se transforma na súa peza final
Estes compoñentes comunicanse mediante código G, unha linguaxe de programación que parece intimidante pero que funciona segundo principios sinxelos. Imaxine o código G como indicacións de GPS para a súa ferramenta de corte. Instrucións como «G01 X2.0 Y1.5 F10» simplemente indican á máquina que se mova en liña recta ata coordenadas específicas a unha velocidade determinada. O software CAM moderno xera este código automaticamente a partir dos seus deseños 3D, polo que raramente é necesario escribilo manualmente.
Desglose da tecnoloxía CNC para a fabricación de metais
O que fai que unha máquina CNC sexa distinta doutro equipamento automatizado é a súa capacidade de interpretar datos numéricos e traducilos en movementos físicos precisos. Cando alguén fai referencia a unha máquina CNC nunha conversación informal, normalmente está describindo esta mesma tecnoloxía: a terminoloxía varía, pero o principio subxacente permanece constante.
As modernas máquinas CNC poden acadar unha precisión de posicionamento dentro de 0,0001 polgadas —isto é, aproximadamente 1/700 da grosor dun pelo humano—, o que permite unha precisión que anteriormente era imposible fóra de laboratorios especializados.
Esta capacidade explica por que a mecanización CNC de metais se converteu en imprescindible en sectores que requiren tolerancias moi estreitas. Sexa cal sexa o seu caso —fabricación de compoñentes aeroespaciais ou pezas automotrices personalizadas—, comprender estes fundamentos prepararao para tomar decisións informadas sobre equipos, materiais e procesos.
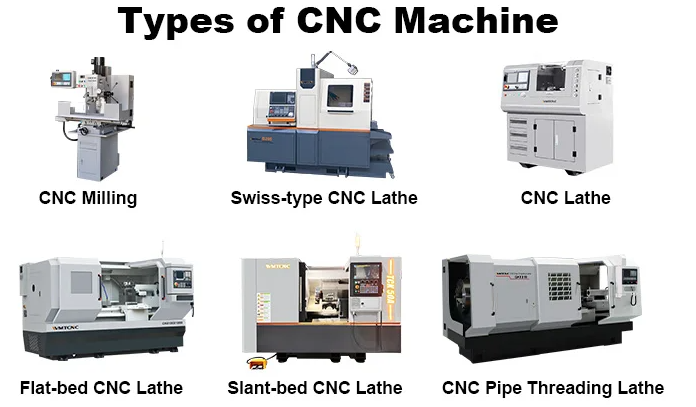
Tipos de máquinas CNC para a fabricación de metais comparados
Non todas as máquinas CNC tratan os metais do mesmo xeito. Escoller o tipo de máquina incorrecto para o seu proxecto leva a perda de tempo, resultados deficientes e frustración. Entón, como elixe a ferramenta axeitada para as súas necesidades de traballo do metal? Comprender as diferenzas fundamentais entre as fresadoras CNC, os tornos, as fresadoras de router e os sistemas de corte dálllle a base para tomar decisións máis intelixentes desde o primeiro día.
Cada categoría de máquina sobresale en aplicacións específicas. Un fresador CNC que produce contornos tridimensionais impecables pode ser completamente inadecuado para o corte en masa de láminas. Mentres tanto, un cortador de plasma que atravesa placas de acero grosas non pode acadar as estreitas tolerancias requiridas para compoñentes de precisión. Analicemos o que ofrece realmente cada tipo.
Fresadoras vs. fresadoras de router para proxectos en metal
Cando os fabricantes falar de fresadoras CNC , normalmente refírense a máquinas deseñadas para eliminar material mediante ferramentas de corte rotativas que se introducen e se desprazan sobre pezas de traballo de metal. Estas máquinas sobresaen na creación de xeometrías tridimensionais complexas cunha precisión excecional. Unha fresadora CNC de calidade pode manter tolerancias que os métodos de corte de láminas simplemente non poden igualar.
As fresadoras CNC, por outra parte, priorizan o tamaño do volume de traballo fronte á rigidez bruta. Verás que manipulan stock plano máis grande—pensando en paneis para sinais, compoñentes de caixas ou traballadores metálicos arquitectónicos. Aínda que as fresadoras poden cortar aluminio e metais máis brandos de forma efectiva, xeralmente carecen da rigidez estrutural necesaria para cortes agresivos en aceiro ou ligas máis duras.
Aquí tes unha forma práctica de pensalo: se as túas pezas requiren bolsas intrincadas, taladrados de precisión ou maquinado multiplano, as fresadoras CNC son a túa solución preferida. Se estás cortando perfís planos a partir de láminas en áreas máis grandes, unha configuración de fresadora pode servirche mellor.
Cando a sustracción se atopa co corte térmico
Máis aló dos procesos tradicionais de eliminación de virutas, a tecnoloxía das máquinas de corte CNC inclúe métodos térmicos e abrasivos que amplían considerablemente as túas opcións para traballar con láminas e chapas. Os cortadores por plasma, os cortadores a láser e as máquinas de corte por chorro de auga ofrecen cada un vantaxes únicas na fabricación de metais.
O corte por plasma utiliza un fluxo de gas ionizado electricamente para fundir metais condutores a velocidades notables. É rentable para chapas de acero máis grosas, pero produce unha zona afectada polo calor que pode requerir procesamento secundario. O corte por láser ofrece unha calidade superior nas bordas e pode realizar traballos de detalle complexos, aínda que existen limitacións de grosor do material dependendo da potencia do láser.
As máquinas de corte por chorro de auga adoptan un enfoque completamente distinto: utilizan auga a alta presión mesturada con granada abrasiva para erosionar practicamente calquera material. Como non hai calor implicada, o corte por chorro de auga elimina por completo as preocupacións sobre a distorsión térmica. Isto faino ideal para aliaxes sensibles ao calor ou para aplicacións nas que as propiedades do material deben permanecer inalteradas.
Adecuación dos tipos de máquinas ás aplicacións en metal
A máquina de torneado CNC ocupa a súa propia categoría por completo, deseñada especificamente para pezas cilíndricas e rotacionais. Mentres que as fresadoras e as fresas móven a ferramenta de corte arredor dunha peza estacionaria, os tornos fan xirar a propia peza contra ferramentas fixas ou móviles. Eixes, casquillos, compoñentes roscados e calquera peza con simetría rotacional pertencen normalmente a un torno.
Para xeometrías complexas que requiren mecanizado desde múltiples ángulos, as capacidades de mecanizado de 5 eixos transforman o que é posible. Estas configuracións avanzadas permiten que a ferramenta de corte se aproxime á peza desde practicamente calquera dirección, posibilitando rebaixos, ángulos compostos e formas orgánicas que requirirían múltiples configuracións en máquinas máis sinxelas.
| Tipo de máquina | Metais típicos | Nivel de precisión | Velocidade | Capacidade de Grosor | Mellores aplicacións |
|---|---|---|---|---|---|
| Fresadora cnc | Todos os metais mecanizables | ±0,0005" a ±0,005" | Moderado | Limitado polo espazo de traballo | contornos 3D, pezas de precisión, moldes |
| Roteadora CNC | Aluminio, lata, metais brandos | ±0,005" a ±0,015" | Rápido para perfís 2D | Ata 1" típico | Traballo plano grande, sinais, paneis |
| Torno CNC | Todos os metais mecanizables | ±0,0005" a ±0,002" | Alto para pezas cilíndricas | Limitado pola capacidade do plato/da barra | Eixes, casquillos, pezas roscadas |
| Cortador por plasma | Metais condutores, aceiro | ±0,015" a ±0,030" | Moi rápido | Ata 2"+ de aceiro | Corte de chapa graxa, traballos estruturais |
| Cortadora láser | Acero, inoxidable, aluminio | ±0.005" a ±0.010" | Rápido para materiais finos | Ata 1" de aceiro típico | Perfís detallados, traballo en chapa fina |
| Chorro de auga | Calquera metal, incluído o temperado | ±0,003" a ±0,010" | Máis lento que o corte térmico | Posible ata 8"+ | Metais sensibles ao calor, materiais grosos |
Comprender estas diferenzas axúdalle a evitar o erro común de forzar unha fresadora para realizar tarefas máis adecuadas para outras tecnoloxías. Cada plataforma representa décadas de optimización enxeñil para estratexias específicas de eliminación de material: escoller a categoría axeitada para a súa aplicación garante o éxito dos seus proxectos antes mesmo de colocar a peza de traballo.
Materiais metálicos e compatibilidade co CNC explicadas
Escollera o tipo de máquina axeitado, pero considerou xa o que ocorre cando esa ferramenta de corte entra en contacto co metal escollido? A compatibilidade co material é onde moitos fabricantes atopan obstáculos inesperados. Os distintos metais comportanse de maneira moi distinta baixo condicións de mecanizado, e comprender eses comportamentos antes de comezar a cortar aforra tempo e custos de ferramentas.
A verdade é que non todas as máquinas CNC para metais traballan todos os materiais de xeito igualmente eficaz. Algúns metais para usinaxe CNC requiren unha rigidez específica da máquina, ferramentas especializadas ou estratexias de corte particulares para obter resultados aceptables. Exploraremos o que fai único a cada metal común e como abordar a súa usinaxe con éxito.
O aluminio e as súas propiedades favorables para a usinaxe
Cando se busca o material máis tolerante para cortar, o aluminio encabeza a lista. Unha máquina CNC de aluminio pode funcionar a velocidades agresivas porque a suavidade do aluminio permite unha eliminación rápida de material sen desgaste excesivo das ferramentas. Segundo expertos en fabricación de Hubs, as aleacións de aluminio teñen un excelente ratio resistencia-peso combinado cunha alta condutividade térmica e eléctrica, o que as converte na opción máis económica tanto para prototipos como para pezas de produción.
As consideracións clave ao usinar aluminio inclúen:
- Evacuación de virutas: A suavidade do aluminio crea virutas longas e filamentosas que poden envolver as ferramentas e obstruír as ranuras—é esencial unha correcta evacuación das virutas e o uso dun chorro de aire ou refrigerante
- Aresta acumulada: O material pode soldarse ás arestas de corte a altas temperaturas, polo que se requiren ferramentas afiadas e velocidades adecuadas
- Sensibilidade do acabado superficial: Al ser un material suave, amosa facilmente as marcas da ferramenta, polo que a velocidade de avance e a xeometría da ferramenta son fundamentais para pezas cosmetolóxicas
- Variacións de aleación: o 6061 ofrece unha excelente maquinabilidade xeral, mentres que o 7075 pode tratarse termicamente para acadar resistencias comparables ás do acero
Para a maioría das fresadoras CNC para metais, o aluminio representa o punto de partida ideal para desenvolver habilidades e validar programas antes de pasar a materiais máis exigentes.
Grades de acero e os seus retos na fresado CNC
O acero introduce un conxunto diferente de demandas que separan o equipamento de uso recreativo das máquinas construídas para traballar o metal en serio. Unha fresadora CNC para acero require moita máis rigidez ca unha deseñada principalmente para aluminio. As forzas de corte aumentadas xeradas ao mecanizar acero poden provocar a flexión de estruturas lixeiras, causando vibracións (chatter), un acabado superficial deficiente e inexactitudes dimensionais.
Ao traballar con aceros suaves e aleados, teña en conta estes factores:
- Requisitos de rigidez da máquina: Estruturas máis pesadas, guías lineares de maior tamaño e fusos robustos volvense esenciais para obter resultados consistentes
- Xestión do calor: A menor condutividade térmica do acero fai que o calor se concentre na zona de corte; o uso de refrigerante en inundación ou dun aceite de corte apropiado prevén a degradación das ferramentas
- Cálculo de avance e velocidade: Traballar demasiado lento provoca o endurecemento por deformación; traballar demasiado rápido xera calor excesiva e desgaste rápido das ferramentas
- Selección de ferramentas: As ferramentas de carburo con revestimentos adecuados manexan o acero moito mellor ca as alternativas de acero de alta velocidade
As aleacións de acero doce como o 1018 ofrecen boa maquinabilidade para aplicacións xerais, mentres que os aceros aleados como o 4140 requiren unha selección máis coidadosa dos parámetros, pero proporcionan propiedades mecánicas superiores nas pezas acabadas.
Metais exóticos, desde o titano ata o latarón
Máis aló das familias comúns de acero e aluminio, varios metais especializados presentan desafíos únicos na maquinaria que recompensan unha preparación adecuada.
Cortar acero inoxidábel frustra a moitos fabricantes debido á súa tendencia ao endurecemento por deformación. Segundo especialistas en maquinaria de Lamina Technologies , o acero inoxidábel é moito máis desafiante e máis pegajoso comparado co acero ao carbono, endurecendo rapidamente durante a maquinaria e explicando a súa baixa cualificación en maquinabilidade. A solución implica:
- Enxeñamento constante: Nunca deixe que a ferramenta permaneza en repouso ou frote: mantén unha acción de corte positiva para evitar o endurecemento superficial
- Velocidades máis bajas: As ferramentas que funcionan a menos de 4000 RPM minimizan a acumulación de calor que acelera o encruamento do material
- Ferramentas afiadas: As arestas embotadas xeran fricción en vez de acción de corte, agravando o problema do encruamento
- Presión adecuada: Evite forzar en exceso, pois iso provoca sobrecalentamento e danos tanto no material como na ferramenta de corte
Brass e cobre representan o extremo oposto do espectro de maquinabilidade. Estes materiais córtanse de forma excelente con desgaste mínimo da ferramenta, polo que son favoritos na produción en gran volume. O latón C36000, en particular, ofrece unha excelente maquinabilidade combinada coa súa resistencia natural á corrosión e unha alta resistencia á tracción. A principal preocupación coas destas metais máis brandos é controlar a formación de rebabas e obter cortes limpos nas arestas.
Titanio requirir respeito e enfoques especializados. Aínda que ofrecen relacións excepcionais entre resistencia e peso para aplicacións aeroespaciais e médicas, o titánio require:
- Ferramentas especializadas: Xeometrías afiadas con ángulos de ataque positivos deseñados especificamente para as aleacións de titánio
- Refraxación agresiva: Entrega de refrigerante a alta presión directamente na zona de corte
- Velocidades reducidas con avance mantido: Velocidades máis lentas do eixe principal pero carga de viruta constante para evitar o rozamento
- Configuracións ríxidas: Calquera vibración ou zumbido destrúe rapidamente as ferramentas caras
Comprender como se comporta o metal escollido baixo condicións de corte inflúe directamente en todas as decisións, desde a selección da máquina CNC para metais ata a adquisición de ferramentas e as estratexias de programación. As propiedades do material determinan o que é posible — e que preparación garante o éxito.

Capacidades de precisión e tolerancia desmitificadas
Xa asociou o tipo de máquina coa súa aplicación e seleccionou materiais compatibles —pero pode o seu equipo ofrecer realmente a exactitude que requiren as súas pezas? A precisión distingue os compoñentes funcionais do metal descartado caro, aínda que moitos fabricantes subestiman o grao no que varían as capacidades de tolerancia entre distintas configuracións CNC.
Comprender que niveis de precisión son realistamente alcanzables coa súa configuración evita a frustración e o desperdicio de recursos. Un fresador de bancada deseñado para proxectos de afición non pode igualar o que ofrece o equipamento industrial, e esperar o contrario leva á decepción. Examinemos que é o que impulsa estas diferenzas e onde realizan realmente o seu desempeño as distintas categorías de máquinas.
Comprender os milesimos e os décimos de milesimo
Cando os fresadores falan de tolerancias, fálano en milesimos de polgada —escritos como 0,001" e chamados frecuentemente "un milésimo" na terminoloxía de taller. As aplicacións máis exixentes requiren décimos de milesimo, escritos como 0,0001" e referidos como "décimos" na terminoloxía de taller. Estas medidas soan abstractas ata que se dá conta de que un pelo humano mide aproximadamente 0,003" de grosor, polo que o mecanizado de precisión é un exercicio de control de dimensións máis pequenas do que a nosa experiencia cotiá nos prepara.
Segundo a investigación sobre mecanizado de precisión procedente de Libro de receitas de CNC lograr estas estreitas tolerancias require comprender dous conceptos distintos: a precisión (o grao de aproximación co que a máquina se posiciona na localización indicada) e a repetibilidade (a consistencia coa que volve á mesma posición). Unha máquina pode golpear repetidamente o mesmo punto, pero estar constantemente desviada do obxectivo, ou ben pode ter unha media correcta pero variar de maneira impredecible entre cortes.
Diferentes categorías de máquinas CNC ofrecen capacidades de tolerancia moi distintas:
- Máquinas de hobista de sobremesa: ±0,005" típico — adecuado para pezas non críticas, dispositivos de suxección e proxectos de aprendizaxe
- Máquina fresadora de sobremesa para usuarios avanzados: ±0,002" — adecuada para prototipos funcionais e pezas de produción de baixa demanda
- Equipos industriais: ±0,0005" ou mellor — necesario para aplicacións aeroespaciais, médicas e de enxeñaría de precisión
Estes intervalos supoñen unha configuración e operación adecuadas. A descoidanza dos fundamentos, como a rigidez da suxeición da peza ou a xestión térmica, deteriora rapidamente o rendemento de equipos incluso moi capaces, reducindoos ao nivel de desempeño dun hobista.
O custo real da precisión en CNC
Varios factores mecánicos determinan onde se sitúa unha máquina no espectro de precisión. Comprender estes factores axuda a avaliar realisticamente o equipo e identificar camiños de mellora que ofrezan melloras significativas.
A rigidez da máquina forma a base da capacidade de precisión. Segundo os expertos en maquinado, as mellores máquinas-ferramenta pesan considerablemente máis que as alternativas económicas porque «non hai outro xeito de manternolas ríxidas senón empregando moita estrutura». Os bastidores de ferro fundido amortecen mellor as vibracións que as construídas en aluminio ou acero, o que explica por que o equipamento profesional para traballar metais parece excesivamente robusto comparado coas máquinas para aficcionados.
Tornillos de bolas fronte a tornillos de desprazamento representan un dos diferenciadores de precisión máis significativos. A investigación de Rockford Ball Screw indica que os fuso de bolas operan cunha eficiencia do 90 % con retroceso mínimo, mentres que os fuso ACME teñen unha eficiencia media do 44 % e poden presentar un retroceso de 0,005" a 0,025". Os fuso de bolas rectificados ofrecen unha precisión de paso inferior a 0,0003" cun retroceso esencialmente nulo, unha mellora drástica respecto das alternativas económicas.
Outros factores de precisión inclúen:
- Guías lineares: As guías lineares de calidade mantén unha precisión constante no movemento en toda a súa amplitude de desprazamento, mentres que as guías en forma de cola de pomba desgastadas introducen erros progresivos.
- Calidade do fuso: A excentricidade do fuso transmítese directamente a cada corte; os fusos de precisión con rodamientos precargados mantén valores na orde das décimas, mentres que os fusos económicos poden presentar varios milesimas de oscilación.
- Estabilidade térmica: Ao quentarse as máquinas durante a súa operación, os compoñentes dilátanse a velocidades distintas, o que provoca desprazamentos nas súas posicións; as máquinas industriais incorporan compensación térmica ou deseños estables en termos de temperatura.
- Chapas de acero: O alinhamento de precisión durante a montaxe, empregando chapas de calidade, garante que as relacións xeométricas se manteñan correctas baixo cargas de corte.
Cada un destes factores compóndese cos demais. Un fresador de bancada con fuso de calidade pero con tornillos de bolas de calidade mediana non acadará o seu potencial teórico: a precisión require atención en todo o sistema.
Acumulación de tolerancias e precisión na vida real
Máis aló das capacidades individuais da máquina, comprender como se acumulan as tolerancias en múltiples características axuda a deseñar pezas que sexan realmente fabricables. Cada dimensión ten a súa propia tolerancia, e estas acumúlanse ao longo do seu deseño.
Unha fresadora CNC de 3 eixos trata a maioría dos traballos directos, pero require múltiples montaxes cando as pezas necesitan ser mecanizadas desde distintas orientacións. Segundo o análise de fabricación de YCM Alliance , cada montaxe introduce variacións potenciais na precisión: erros de reposicionamento que se suman á acumulación total de tolerancias. As pezas complexas mecanizadas en catro ou cinco montaxes poden acumular erros posicionais significativos entre características mecanizadas en distintas orientacións.
o fresado de 5 eixos resolve esta limitación ao permitir o mecanizado completo da peça nunha única configuración. Con dous eixos rotacionais adicionais, a ferramenta de corte pode aproximarse á peça de traballo desde practicamente calquera ángulo sen necesidade de reposicionar. Todas as características fánse referencia a un único punto de referencia, eliminando por completo os erros inducidos pola configuración. Esta capacidade permite:
- Sobresalientes e ángulos compostos: Xeometrías fisicamente imposibles de alcanzar con trayectorias de ferramenta de 3 eixos
- Acabados superficiais mellorados: A orientación óptima da ferramenta respecto á superficie de corte reduce o efecto de ondulación e as marcas deixadas pola ferramenta
- Vida Útil Prolongada das Ferramentas: Manter ángulos de corte ideais reduce a tensión e o desgaste da ferramenta
- Formas orgánicas complexas: Paletas de turbina, impulsores e superficies esculpidas que, doutro modo, requirirían un acabado manual extenso
Para os fabricantes que producen xeometrías complexas, a capacidade de 5 eixos xustifica frecuentemente o seu maior custo grazas a unha maior precisión, tempos de ciclo reducidos e a eliminación de operacións secundarias.
Coñecer os seus requisitos de precisión antes de seleccionar o equipo — e avaliar honestamente se o seu orzamento e as súas habilidades apoian eses requisitos — evita o erro común de esperar un rendemento de bancada a partir de equipos para aficcionados ou gastar en exceso nunha capacidade industrial que nunca se utilizará completamente.
Industrias que dependen da mecanización CNC de metais
Xa explorou os tipos de máquinas, a compatibilidade co material e as capacidades de precisión — pero onde se aplica realmente todo este coñecemento? Comprender qué industrias dependen fortemente da mecanización CNC de metais revela por que certas especificacións son importantes e axuda a identificar onde as súas habilidades ou servizos poden atopar a demanda máis forte.
Desde os bloques de motor que impulsan vehículos nas autoestradas ata os instrumentos cirúrxicos que salvagardan vidas nas salas de operacións, o mecanizado CNC de metais converteuse nunha parte inseparable da fabricación moderna. Cada industria impón requisitos únicos que impulsan a tecnoloxía CNC en distintas direccións, creando aplicacións especializadas que van desde a produción en gran volume ata prototipos únicos.
Componentes automotrices á escala
O sector automotriz foi tradicionalmente un dos beneficiarios máis importantes da tecnoloxía de corte de metais por CNC. Segundo expertos en fabricación da American Business Magazine , os fabricantes automotrices aproveitan a eficiencia do CNC na produción de componentes como bloques de motor, caixas de cambios e cabezas de cilindro, conseguindo unha consistencia notable en millóns de unidades.
Que fai que o CNC sexa indispensable para as aplicacións automotrices?
- Compónentes do Motor: As cabezas de cilindro, os colectores de admisión e os bloques de motor requiren dimensións de alveolos precisas e acabados superficiais que afectan directamente ao rendemento e á durabilidade
- Pezas da transmisión: As engrenaxes, eixos e carcasas requiren tolerancias estreitas para un funcionamento suave e un ruído mínimo
- Chasis e suspensión: Os brazos de control, soportes e compoñentes de dirección necesitan unha resistencia consistente e unha precisión dimensional constante en volumes de produción elevados
- Conxuntos personalizados: As modificacións do mercado secundario e os compoñentes para vehículos especiais benefíciase da capacidade das fresadoras CNC de producir pequenos lotes de forma económica
Máis aló da produción estándar, unha máquina de corte de metal CNC demostra ser esencial para a prototipaxe rápida no desenvolvemento automobilístico. Os deseñadores poden probar e axustar as pezas antes de comprometerse coas ferramentas para a produción en masa, reducindo significativamente erros onerosos. Esta capacidade converteuse nun recurso particularmente valioso no segmento dos vehículos eléctricos (EV), onde os ciclos de innovación son máis rápidos que as cronoloxías tradicionais de desenvolvemento automobilístico.
Para fabricantes que buscan solucións fiables de fabricación automotriz, talleres especializados en fabricación CNC con certificacións industriais como a IATF 16949 ofrecen a garantía de calidade que requiren estas aplicacións tan exigentes. Instalacións como Shaoyi Metal Technology combinan a mecanización CNC de precisión co control estatístico de procesos para manter a consistencia ao longo das series de produción, ofrecendo prazos de entrega tan rápidos como un día laborable para conxuntos complexos de chasis e compoñentes personalizados.
Requisitos aeroespaciais e solucións CNC
Poucas industrias leván os requisitos de precisión máis lonxe ca a fabricación aeroespacial. Segundo especialistas de LG Metal Works, as pezas aeroespaciais, como paletas de turbina, compoñentes de motor e soportes estruturais, requiren tolerancias tan estreitas como ±0,0005″ — niveis que non deixan marxe para erros.
As aplicacións aeroespaciais presentan retos únicos que diferencian os talleres capaces daqueles que non están preparados para as demandas deste sector:
- Materiais exóticos: As aliacións de titánio, o Inconel e outros metais de alto rendemento resisten ao mecanizado e requiren ferramentas especializadas, trayectorias de ferramenta optimizadas e supervisión experta do operario
- Precisión extrema: Os compoñentes críticos para o voo deben cumprir rigorosos requisitos dimensionais, onde a menor desviación podería ter consecuencias catastróficas
- Xeometrías Complexas: As paletas de turbina e os elementos estruturais presentan frecuentemente curvas compostas e pasaxes internos intrincados
- Requisitos de trazabilidade: A documentación completa dos materiais, procesos e inspeccións garante o cumprimento das normas de seguridade aeronáutica
A capacidade de mecanizar materiais avanzados como o Inconel 625, o titánio grao 5 e o aluminio 7075-T6 distingue os talleres capaces de traballar no sector aeroespacial das instalacións xerais de fabricación. Cada material presenta comportamentos únicos en canto á dilatación térmica, dureza e formación de virutas, o que exixe unha calibración precisa e unha supervisión continua.
Requisitos de precisión para dispositivos médicos
Cando os compoñentes acaban no interior do corpo humano ou nas mans de cirurxiáns que realizan procedementos que salvan vidas, a precisión adquire unha importancia profunda. A fabricación de dispositivos médicos combina tolerancias ao nivel da industria aeroespacial con requisitos de biocompatibilidade que limitan as opcións de materiais e exixen acabados superficiais excepcionais.
Segundo un análisis do sector publicado na American Business Magazine, as máquinas CNC destacan na produción de dispositivos médicos críticos, como ferramentas cirúrxicas, próteses e implantes — aplicacións nas que o menor defecto podería ter consecuencias que alteren a vida do paciente.
As aplicacións médicas requiren capacidades específicas:
- Materiais biocompatibles: Acoiro cirúrxico inoxidábel, titano e plásticos especializados de grao médico que non provoquen reaccións adversas en entornos biolóxicos
- Personalización específica para cada paciente: Implantes personalizados, como placas óseas de titano mecanizadas para adaptarse á anatomía individual do paciente
- Requisitos de acabado superficial: Os implantes e os instrumentos cirúrxicos requiren superficies pulidas que resistan a colonización bacteriana e garantan unha correcta integración tecidual
- Consideracións sobre esterilidade: Os procesos de fabricación deben acomodar a esterilización posterior e os fluxos de traballo compatibles con salas limpas
O sector médico depende cada vez máis das capacidades de prototipado CNC para desenvolver novas ferramentas cirúrxicas e deseños de implantes. A iteración rápida permite aos deseñadores mellorar a ergonomía, probar a funcionalidade e validar o axuste antes de comprometerse coa ferramenta de produción, acelerando así o ciclo de desenvolvemento de innovacións que salvan vidas.
Desde proxectos de afición ata produción industrial
Comprender a brecha entre as aplicacións de aficcionados e os requisitos industriais axuda aos fabricantes a posicionar-se adecuadamente e a establecer expectativas realistas respecto ás súas inversiones en equipos.
As aplicacións de aficcionados e talleres pequenos inclúen normalmente:
- Pezas personalizadas e reparacións: Componentes únicos para proxectos de restauración, reparacións de maquinaria ou necesidades persoais de fabricación
- Desenvolvemento de prototipos: Probar conceptos antes de buscar socios de produción ou investir en equipos industriais
- Producción en pequenos lotes: Series limitadas de artigos especializados nos que o tempo de preparación ten menos importancia que a flexibilidade
- Desenvolvemento de habilidades: Aprender a programación e operación CNC antes de pasar ao traballo comercial
As necesidades industriais, pola contra, demandan capacidades que xustifiquen investimentos en equipos significativamente máis altos. Segundo os especialistas en prototipado de Nabell , o prototipado CNC profesional ofrece unha precisión superior, versatilidade de materiais e escalabilidade que o converte na opción preferida para as industrias que buscan mellorar as súas capacidades de deseño e produción.
A transición do ámbito aficcionado ao profesional revela con frecuencia brechas nas capacidades dos equipos, na documentación dos procesos e nos sistemas de calidade que requiren os clientes industriais. Os fabricantes que se dirixen aos sectores aeroespacial, médico ou automobilístico deben investir non só en maquinaria capaz, senón tamén en equipos de medición, sistemas de xestión da calidade e certificacións que demostran o control dos procesos.
Este espectro de aplicacións —desde proxectos de fin de semana ata compoñentes críticos para o voo— explica por que o mercado de fresadoras CNC ofrece unha tan diversa gama de equipos. Comprender onde se sitúa o seu traballo neste continuo guía tanto as decisións inmediatas de compra como as estratexias de desenvolvemento empresarial a longo prazo. 
Custos das máquinas CNC para metais e análise do investimento
Identificou que industrias requiren traballar metais con precisión e comprende os requisitos de tolerancia implicados, pero pode permitirse realmente o equipamento necesario para obter eses resultados? A cuestión do prezo das máquinas CNC fai tropezar a máis fabricantes que case calquera outro factor. Moitos compradores centran a súa atención exclusivamente no prezo marcado, só para descubrir que o custo real da propiedade dunha fresadora CNC se estende moi aló desa compra inicial.
Comprender canto custa unha máquina CNC require observar a imaxe financeira completa. Segundo especialistas en fabricación de CNC WMT, o prezo das ferramentas de máquinas CNC depende de varios factores, incluídos o tipo de máquina, o tamaño, as características, a marca, o nivel de automatización e os custos operativos a longo prazo. Analicemos que é o que realmente debería reservar no seu orzamento para distintos niveis de investimento.
Puntos de partida para investimentos de entrada
O custo dunha máquina CNC varía enormemente segundo as súas aplicacións previstas. Unha máquina CNC barata deseñada para traballar aluminio como afición pertence a unha categoría totalmente distinta que o equipamento industrial construído para a produción continua de acero. A continuación, amósase o que ofrece realistamente cada nivel de orzamento:
| Categoría de máquina | Rango de prezos | Capacidades típicas | O mellor para |
|---|---|---|---|
| Fresadoras CNC de escritorio | 2.000–8.000 $ | Cortes en aluminio, latón e acero lixeiro; tolerancia típica ±0,005" | Aficionados, prototipado e aprendizaxe dos fundamentos do CNC |
| Máquinas de bancada | $8.000 - $25.000 | Capaces de traballar acero; maior rigidez; tolerancia alcanzable ±0,002" | Tendas pequenas, prototipado de produción, pezas personalizadas |
| Lixeira industrial | $25.000 - $75.000 | Producción completa en acero; opcións de automatización; capacidade de ±0,001" | Talleres de traballo, entornos de produción, materiais exixentes |
| Equipamento industrial completo | 75.000 - 500.000 $ ou máis | Funcionamento continuo; materiais exóticos; precisión de ±0,0005" ou mellor | Aeroespacial, médico, fabricación en gran volume |
Ao preguntar canto custa unha máquina CNC, lembre que marcas premium como Haas, Mazak e DMG Mori teñen prezos máis altos, pero ofrecen décadas de refinamento en enxeñaría, ademais de soporte técnico, documentación e formación. Segundo un análisis do sector, aínda que se invista máis inicialmente nestas marcas premium, a menor parada e a maior vida útil da máquina adoitan dar lugar a un mellor valor a longo prazo.
Custos ocultos alén do prezo da máquina
O prezo de compra representa só a parte visible da súa inversión total. Segundo un análisis de propiedade de XProCNC , unha regra xeral amplamente aceptada suxire reservar un 15-25 % adicional do prezo de compra da máquina para os custos operativos do primeiro ano. Para unha máquina de 20 000 $, iso significa reservar entre 3 000 $ e 5 000 $ máis aló do prezo marcado.
Os gastos operativos continuos que afectan o verdadeiro prezo do fresado CNC inclúen:
- Substitución das ferramentas: Fresas de extremo, brocas e placas de corte son consumibles: reserve entre 100 $ e 400 $ ao mes, segundo os materiais e o volume
- Líquido refrigerante e lubrificantes: Un bo líquido de corte prolonga a vida útil das ferramentas e mellora os acabados, pero require substitución periódica e eliminación axeitada
- Electricidade: Os fusos industriais consumen moita enerxía, especialmente durante cortes intensos en aceiro
- Materias primas para mantemento: Lubrificantes, aceite para guías, filtros e produtos de limpeza acumúlanse ao longo dun ano de operación
- Subscricións de software: O software CAD/CAM adoita custar entre 100 e 500 dólares ao mes para paquetes profesionais
- Compontes de substitución: Reserve o 1-3 % do prezo de compra anualmente para elementos suxeitos a desgaste, como rodamientos, selos e correas
Despois do primeiro ano, presupostar o 5-10 % do valor da máquina anualmente para mantemento continuo e substitución de ferramentas representa un modelo sostible que evita que o mantemento adiado se converta en reparacións dispendiosas.
Cálculo do custo real por peza
Comprender o prezo dunha fresadora CNC por peza axuda a facer orzamentos de traballo con precisión e a avaliar de xeito realista os investimentos en equipos. O seu cálculo de custos debe incluír:
- Tempo de máquina: Divida os custos anuais da máquina (depreciación, mantemento, gastos xerais) polas horas produtivas para establecer unha tarifa horaria
- Desgaste das ferramentas: Conte a vida útil das ferramentas nos materiais específicos cos que traballa e distribúa os custos de substitución entre as pezas producidas
- Tempo de instalación: Inclúa na súa contabilidade a preparación de utillaxes, a verificación dos programas e a inspección da primeira peza
- Desperdicio de material: Tenga en conta as virutas, os recortes e as pezas descartadas ao calcular os custos de materiais
- Mano de obra: Tempo do operador para a carga, supervisión e descarga, incluso en equipos automatizados
O custo da CNC por operación varía significativamente segundo o tipo de proceso. Segundo un análisis de fabricación, o corte por láser e por plasma ofrece vantaxes de velocidade para traballos en 2D, mentres que o fresado é máis caro por hora pero permite manexar xeometrías complexas en 3D que procesos máis sinxelos non poden lograr. Adecuar o seu equipo á súa carga de traballo real evita pagar de máis por capacidades que raramente utiliza.
Decisións entre equipamento novo e usado
O equipamento CNC usado pode ofrecer aforros substanciais —á vez 40-60 % menos que os prezos novos—, pero require unha avaliación minuciosa. Considere estes factores ao avaliar máquinas de segunda man:
- Contador de horas e rexistros de mantemento: As máquinas con poucas horas de uso e con historial documentado de mantemento representan o mellor valor no segmento de usados
- Inspección antes da compra: Executar programas de proba e comprobar a folga, a desviación do fuso e a precisión xeométrica
- Antigüidade do sistema de control: Os controles máis antigos poden carecer de funcións, ter unha compatibilidade limitada co software ou enfrentar a obsolescencia de pezas
- Soporte do fabricante: Algunhas marcas mantén a dispoñibilidade de pezas e o soporte durante décadas; outras interrompen o soporte rapidamente
- Custos de instalación: A instalación, o traballo eléctrico e a posta en servizo engaden aos custos totais de adquisición
Unha máquina usada ben mantida dunha marca reputada ofrece, con frecuencia, unha mellor relación custo-beneficio ca unha máquina nova de gama baixa cunha durabilidade a longo prazo dudosa. Non obstante, adquirir unha máquina usada sen unha inspección adecuada ou mediante fontes non fiables pode dar lugar a equipos cuxos custos de reparación superan a cantidade poupada na compra.
Tomar decisións informadas sobre inversións require equilibrar os custos iniciais co valor a longo prazo: comprender non só o custo do equipo, senón tamén o custo da súa operación productiva ao longo de anos de servizo.
Elementos esenciais de ferramentas e suxeición para metal
Avaliaches os custos da máquina e comprendeches que resultados ofrece cada nivel de inversión—pero incluso o equipo CNC máis capaz produce resultados decepcionantes sen unha ferramenta e un sistema de suxección adecuados. Pensao deste xeito: a máquina proporciona o movemento e a potencia, pero as ferramentas de corte e os dispositivos de suxección determinan se esa capacidade se traduce en pezas de calidade ou en refugos frustrantes.
Moitos fabricantes subestiman o grao no que as decisións sobre suxección e ferramentas afectan os seus resultados. Unha peza mal suxeccionada desprázase durante o corte, arruinando as tolerancias. Fresas inadecuadas para o teu material causan desgaste prematuro ou un acabado superficial deficiente. Comprender estes fundamentos antes de comezar a cortar evita leccións caras aprendidas da maneira máis difícil.
Vices, grilletes e dispositivos de suxección personalizados
A suxeición de pezas ten un propósito crítico: manter a túa peza de metal absolutamente inmóbil mentres as forzas de corte tentan movela. Calquera movemento—incluso milesimas de polgada—transfórmase directamente nun erro dimensional na peza finalizada. O método de suxeición que escollas depende da xeometría da peza, do acceso necesario para a fresa CNC e do volume de produción.
Opcións comúns de suxeición:
- Vices de máquina: O cabalo de batalla das operacións de fresado—vices de calidade con mordazas endurecidas proporcionan un apriete ríxido para pezas rectangulares e poden equiparse con mordazas brandas mecanizadas para adaptarse a perfís específicos de pezas
- Abrazaderas de punta e bloques de paso: Suxeición versátil para pezas de forma irregular ou cando as mordazas do vice interferirían co acceso da trayectoria da ferramenta
- Mesas de baleiro: Ideal para materiais laminares finos nos que a suxeición convencional deformaría a peza—presión atmosférica mantén as pezas planas sen interferencia nas bordas
- Ferramentas personalizadas: Suxeición especializada deseñada especificamente para determinadas pezas, que adoita incorporar porcas de acoplamento e insertos roscados para carga rápida e posicionamento preciso
- Bloques de mandrinas e dispositivos de indexación: Permiten mecanizar múltiples caras sen retirar a peza da máquina
Ao deseñar dispositivos, considere como unha lámina metálica pode establecer superficies de referencia precisas ou compensar pequenas variacións no grosor do material en bruto. Os torneiros experimentados teñen sempre á man distintos tipos de láminas de calibrado para axustar con precisión as configuracións sen ter que refacer os dispositivos.
Placas intercambiables para fresas e selección de ferramentas de corte
As ferramentas de fresado da súa fresadora determinan directamente a velocidade de corte, o acabado superficial e a vida útil da ferramenta. Comprender as diferenzas entre os distintos tipos de ferramentas axúdalle a tomar decisións intelixentes na hora de adquirilas, en vez de mercar simplemente aquelas que parecen máis económicas.
Fresas de extremo tratan a maioría dos traballos de fresado. Estas ferramentas rotativas están dispoñíbeis nunha infinidade de variacións:
- Fresas de punta plana: Ferramentas de esquina recta para operacións de fresado de bolsas, perfís e cara
- Fresas de punta esférica: Puntas redondeadas para contornos 3D, chafláns e superficies esculturais
- Fresadoras de radio de esquina: Combinan a resistencia dos extremos planos coa redución das concentracións de tensión nas esquinas
- Fresadoras de desbaste: As ranuras serradas rompen as virutas e permiten unha eliminación agresiva de material
Fresadoras frontais destacan na eliminación rápida de grandes cantidades de material ao fresar superficies planas. Estas utilizan placas de carburo substituíbeis en lugar dunha construción maciza, o que as fai económicas para operacións frontais de alta demanda.
Brocas e machos completan o xogo esencial de fresadoras de extremo. As brocas de localización crean puntos de inicio precisos, as brocas helicoidais taladran os furos e os machos cortan as roscas interiores. Para traballo en produción, os parafusos de conformación de roscas poden, ás veces, eliminar por completo as operacións de roscado ao formar as roscas durante a montaxe, en vez de cortalas durante a mecanización.
Estratexias de suxeición segundo a xeometría das pezas
As ferramentas básicas esenciais para a mecanización de metais deben cubrir as operacións máis comúns sen superar o orzamento:
- fresadoras de 2 e 4 labes, con diámetros de 1/4", 3/8" e 1/2"
- Conxunto de brocas helicoidais de lonxitude estándar que abranguen os tamaños de furo máis comúns
- Broca de localización ou broca de centraggio para iniciar furos
- Fresadora de carburo para chanfrenar bordos
- Fresadora frontal con placas adecuadas para os seus materiais principais
- Xogo de machos con brocas correspondentes para os pasos de rosca máis comúns
- Buscador de bordos ou sonda para localizar as posicións da peça de traballo
Revestimentos de ferramentas afectan dramaticamente o rendemento en distintos metais. O carburo sen recubrimento funciona adequadamente no aluminio, pero desgástase rapidamente no aceiro. O nitruro de titanio (TiN) engade dureza e resistencia ao calor para o corte xeral de aceiro. O nitruro de aluminio-titanio (AlTiN) soporta temperaturas máis elevadas, sendo idóneo para materiais máis duros e para o mecanizado en seco. Os recubrimentos de carbono tipo diamante (DLC) son excelentes no aluminio, xa que previnen a formación de borras acumuladas.
Carburo fronte a acero rápido (HSS) representa unha elección fundamental que afecta tanto ao custo como á capacidade. As fresas de acero de alta velocidade (HSS) son máis baratas e poden afiarse novamente, polo que resultan económicas para un uso ocasional ou para materiais brandos. As ferramentas de carburo teñen un custo inicial máis elevado, pero funcionan a maior velocidade, teñen maior duración e poden traballar con materiais máis duros, xeralmente amortizando o seu custo rapidamente en entornos de produción.
A manutenção adecuada evacuación de virutas e sistemas de refrigeración prolongan a vida útil da ferramenta e melloran a calidade das pezas. As virutas deixadas na zona de corte volven cortarse, danando tanto a peça de traballo como a ferramenta. A refrigeración por inundación elimina as virutas mentres reduce as temperaturas de corte. Para operacións nas que non é práctico empregar refrigeración por inundación, os sistemas de soplado de aire ou de néboa ofrecen alternativas. Algúns materiais —en particular o aluminio— benefíciase de fluidos de corte específicos que previnen a formación de bordo acumulado.
Investir en ferramentas de suxeición de calidade e ferramentas axeitadas rende beneficios en cada peza que se produce. Escatimar aquí socava a capacidade de incluso máquinas de alta gama, mentres que unhas seleccións ben pensadas maximizan o que o seu equipo pode ofrecer.

Elexir a máquina CNC axeitada para traballar metais
Xa asimilou os fundamentos: tipos de máquinas, compatibilidade co material, capacidades de precisión, custos e aspectos esenciais sobre ferramentas. Agora chega a decisión que une todo: escoller a configuración axeitada de máquina CNC para metais para a súa situación específica. Esta elección determina cada proxecto no que traballará durante anos, polo que é máis importante acertar ca apresurarse a adquirir unha máquina que non se axuste ás súas necesidades reais.
Sexa vostede un aficcionado que soña con unha fresadora CNC doméstica ou un profesional que está a avaliar equipos para traballo de produción, o proceso de selección segue unha lóxica semellante. Comece polas súas necesidades, compáre-as coas opcións realistas dispoñíbeis e considere o ecosistema completo que apoia un fresado exitoso. Vamos revisar un marco práctico que previna o arrepentimento do comprador.
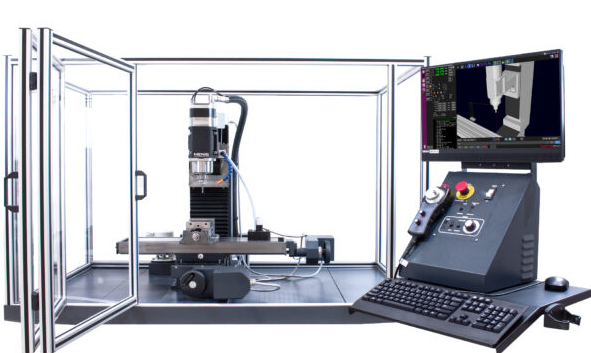
Axustar o tamaño da máquina ao seu espazo de traballo
Antes de encantarvose coas capacidades dunha máquina, verifique se realmente cabe no lugar onde planea usala. Unha fresadora CNC de sobremesa parece compacta ata que se teñen en conta a contención de virutas, o almacenamento de ferramentas e o acceso do operario. As restricións físicas eliminan opcións máis rápido ca ningún outro factor.
Use esta lista de comprobación para avaliar os criterios clave de selección antes de comparar máquinas específicas:
- Requisitos do volume de traballo: Cales son as pezas máis grandes que realmente necesita fresar? Engada unha marxe para a suxeición das pezas e o espazo libre.
- Capacidades de material: Cortará principalmente aluminio, ou necesita desde o primeiro día unha rigidez suficiente para fresar acero?
- Necesidades de precisión: Que tolerancias requiren realmente as súas aplicacións—non as que desexan, senón as que necesitan de verdade?
- Restricións orzamentarias: Inclúa na súa orzamentación total os custos de ferramentas, software e os custos operativos do primeiro ano, non só o prezo da máquina
- Espazo dispoñible: Mida o seu espazo real de traballo, incluíndo o espazo libre necesario para a xestión de virutas, a manipulación de materiais e o acceso para mantemento
- Requisitos de potencia: Verifique se o seu servizo eléctrico pode soportar a máquina—o equipamento industrial require con frecuencia 220 V ou corrente trifásica
- Capacidade de Peso: Confirme se o seu chan pode soportar o peso da máquina, especialmente no caso de equipamento industrial de ferro fundido
- Ruído e ventilación: Tenga en conta aos veciños, a ventilación do taller para a néboa de refrigerante e os requisitos de recollida de virutas
Unha pequena máquina CNC deseñada para uso de escritorio podería ser perfecta para os seus proxectos inmediatos e caber nun rincón do garaxe. Pero se xa está planeando actualizarla dentro de dous anos, ese paso intermedio podería supor un desperdicio de recursos que sería mellor aplicar desde o principio a un equipo máis potente.
Avaliación da rigidez para os seus materiais obxectivo
O seu material principal determina os requisitos mínimos de rigidez. Unha pequena fresadora CNC deseñada para a prototipaxe en aluminio terá dificultades — ou fallará por completo — cando se lle pida cortar acero de forma agresiva. Adecuar a construción da máquina aos seus obxectivos de material evita frustracións e desperdicio de ferramentas.
Para aficionados e traballo lixeiro:
- Opcións de fresadoras de sobremesa: Adecuadas para aluminio, lata, plásticos e cortes lixeiros en acero doce
- Construción típica: Estruturas de aluminio, guías lineares máis pequenas, accionamentos por correa ou fuso de roscado
- Expectativas realistas: Aprender os fundamentos do CNC, prototipar deseños, crear pezas funcionais en materiais máis brandos
- Vías de mellora: Considere se a plataforma admite melloras do fuso, conversións a fusos de bolas ou adicións de cubertas
Para entornos profesionais e de produción:
- Construción de Grao Industrial: Estruturas de ferro fundido ou acero fabricado con masa considerable
- Sistemas de movemento de precisión: Fusos de bolas, guías lineares de calidade, motores servo con retroalimentación de codificador
- Capacidade do fuso: Maior potencia con sistemas ríxidos de suxeición de ferramentas como CAT40 ou BT30
- Características de produción: Cambiadores automáticos de ferramentas, sistemas de sonda, xestión do refrigerante
Unha máquina CNC miniatura pode parecer limitada comparada co equipamento de tamaño completo, pero as restricións forzan a creatividade e o aprendizaxe profundo. Moitos fresadores exitosos desenvolveron as súas habilidades en equipos modestos antes de escalar — os fundamentos transfórmase independentemente do tamaño da máquina.
Ecosistema de software e consideracións sobre a curva de aprendizaxe
O fluxo de traballo desde a idea ata a peza final pasa por software en cada etapa. Comprender esta canalización axúdalle a avaliar non só a máquina, senón todo o ecosistema no que está investindo.
CAD (Deseño Asistido por Ordeador) crea o seu modelo 3D ou debuxo 2D. As opcións van desde ferramentas gratuítas como Fusion 360 para aficcionados ata paquetes profesionais como SolidWorks ou Inventor. A súa elección de CAD afecta á compatibilidade de ficheiros e á dispoñibilidade de funcións nas etapas posteriores.
CAM (Fabricación Asistida por Ordeador) transforma o seu deseño en trayectorias de ferramenta — os movementos precisos que executará a súa máquina. O software CAM calcula as velocidades de avance, as velocidades de corte e as estratexias de corte en función do seu material, das ferramentas e das capacidades da máquina. Un software CAM de calidade afecta dramaticamente ao acabado superficial, ao tempo de ciclo e á vida útil das ferramentas.
Posprocesado converte as trayectorias de ferramenta xenéricas en código G específico para o controlador da súa máquina. Os distintos controladores interpretan as ordes de forma diferente, polo que resulta esencial dispor de postprocesadores adecuados para un funcionamento fiable.
Control da máquina executa o código G, coordinando os motores, o fuso e o refrigerante para producir a súa peza. Os controladores van desde sistemas simples baseados en GRBL en configuracións de CNC de escritorio ata controles sofisticados Fanuc ou Siemens en equipos industriais.
Considere estes factores do ecosistema de software:
- Software incluído: Algúns máquinas inclúen software CAM; outras requiren compras separadas
- Curva de aprendizaxe: O software profesional complexo ofrece máis capacidades pero require unha maior inversión en formación
- Soporte da comunidade: As plataformas populares teñen tutoriais extensos, foros e recursos compartidos
- Licenza por subscrición fronte a licenza perpetua: Os custos continuos de software afectan as despesas operativas a longo prazo
- Capacidades de simulación: A verificación virtual detecta erros de programación antes de que danen as máquinas ou as pezas
Apoyo do fabricante e recursos da comunidade
Que ocorre cando algo falla ou atopas un problema que non podes resolver por ti mesmo? O apoio do fabricante e os recursos da comunidade determinan, con frecuencia, se unha máquina se converte nunha ferramenta produtiva ou nun obxecto caro sen utilidade.
Avalie o apoio do fabricante preguntando:
- Canto é rápida a resposta do soporte técnico por teléfono e correo electrónico?
- Están dispoñibles as pezas de substitución e teñen un prezo razoable?
- Ofrece o fabricante recursos formativos, vídeos ou documentación?
- Canto tempo leva a empresa no mercado e cal é a súa reputación en canto ao compromiso coos seus produtos?
- Ofrecense actualizacións de firmware e melloras, ou a máquina queda bloqueada coa configuración adquirida na compra?
Os recursos comunitarios son igual de importantes, especialmente para os fabricantes máis pequenos sen departamentos de soporte extensos. Os foros de usuarios activos, os grupos de Facebook e os canais de YouTube crean bases de coñecemento que axudan a solucionar problemas e a compartir consellos de optimización. Plataformas populares como Tormach, Haas e varias marcas de CNC de sobremesa benefíciase de comunidades de usuarios implicadas que amplían eficazmente o soporte do fabricante.
Para os compradores profesionais que buscan solucións listas para a produción con soporte probado, os fabricantes establecidos ofrecen tranquilidade que as alternativas de orzamento non poden igualar. As instalacións como Shaoyi Metal Technology demostran como a certificación IATF 16949 e o control estatístico de procesos traducen as especificacións de capacidade en resultados reais consistentes —o tipo de madurez operativa que se desenvolve ao longo de anos de experiencia na produción.
Recomendacións por segmento de usuario
A súa situación determina qué compensacións teñen sentido. Aquí ten unha guía práctica baseada en perfís habituais de compradores:
Aficionados e alumnos:
- Comece cunha fresadora CNC de sobremesa ou unha fresadora CNC mini na gama de prezos de 2.000 a 5.000 $
- Concentre-se en máquinas capaces de mecanizar aluminio e que poidan traballar ocasionalmente con latón ou acero doce
- Dê prioridade a plataformas con comunidades activas e abundantes recursos formativos
- Reserve un orzamento para sistemas de suxección de peza de calidade e un xogo básico de ferramentas: non gaste todo o orzamento na máquina
- Acepte que as melloras posteriores son normais; a súa primeira máquina ensinaralle o que realmente necesita
Talleres pequenos e entusiastas serios:
- Considere equipos de sobremesa ou lixeiramente industriais na gama de prezos de 10.000 a 30.000 $
- Dê prioridade á rigidez e precisión necesarias para mecanizar acero, o que permite realizar traballos remunerados
- Invirta nun software CAM adecuado que aproveite ao máximo as capacidades da máquina
- Avalie con coidado o soporte do fabricante: o tempo de inactividade supón custos cando os clientes están agardando
- Planifique o crecemento con máquinas que acepten actualizacións de automatización, como sonda e cambiadores de ferramentas
Entornos de produción e profesionais:
- Especifique o equipamento en función dos requisitos documentados, non das capacidades aspiracionais
- Tome en conta o custo total de propiedade, incluídos os contratos de mantemento e a formación
- Verifique a estabilidade do fabricante e a dispoñibilidade de pezas para a vida útil prevista da máquina
- Considere o equipamento industrial de segunda man de marcas reputadas como alternativa a máquinas novas de orzamento limitado
- Asegúrese de que as infraestruturas da súa instalación soportan o equipamento: alimentación eléctrica, aparellaxe, controles ambientais
Independentemente do seu punto de partida, lembre que a mellor configuración de máquina CNC para traballar con metais é aquela que realmente utiliza para fabricar pezas. A análise paralizante mantén a moitos futuros fabricantes ao margen, mentres que outros desenvolven habilidades mediante a experiencia práctica. Comece onde o seu orzamento e o espazo o permitan, aprenda os fundamentos e actualice cando limitacións reais —non imaxinadas— o impidan realizar o traballo que necesita facer.
Preguntas frecuentes sobre mecanizado CNC de metais
1. Para que se usa unha máquina CNC para metal?
Unha máquina CNC para metal emprega o control numérico por ordenador para automatizar o corte, modelado e fabricación de pezas metálicas cunha precisión excesiva. Estas máquinas seguen instrucións de código G programadas para guiar as ferramentas de corte sobre as pezas de traballo, eliminando material para crear compoñentes acabados. Os tipos máis comúns inclúen fresadoras CNC para contornos en 3D, tornos para pezas cilíndricas e cortadores de plasma ou láser para chapa metálica. As máquinas modernas CNC para metal alcanzan unha precisión de posicionamento de 0,0001 polgadas, polo que son esenciais na fabricación aeroespacial, automobilística e de dispositivos médicos, onde as tolerancias estreitas son críticas.
2. Que metais se poden mecanizar mediante CNC?
As máquinas CNC manexan unha ampla gama de metais, incluídos o aluminio, o aceiro, o aceiro inoxidable, o latón, o cobre e o titano. O aluminio ofrece a maquinabilidade máis tolerante, con velocidades de corte rápidas e desgaste mínimo das ferramentas. O aceiro require máquinas máis ríxidas e unha xestión cuidadosa do calor. O aceiro inoxidable presenta desafíos de endurecemento por deformación, o que require unha participación constante no corte e ferramentas afiadas. O latón e o cobre máquinanse moi ben, ofrecendo excelentes acabados superficiais. O titano require ferramentas especializadas, refrigeración agresiva e velocidades reducidas. A elección do material afecta directamente a selección das ferramentas, os parámetros de corte e os requisitos da máquina.
3. É difícil aprender a fresadora CNC?
El fresado CNC ten unha curva de aprendizaxe, pero segue sendo accesible para principiantes dedicados. Poden crearse pezas básicas en poucas horas empregando software moderno de CAD/CAM que xera automaticamente as trayectorias das ferramentas a partir de deseños 3D. Non obstante, dominar a técnica —entender o comportamento dos materiais, optimizar os parámetros de corte e resolver problemas— require normalmente tres ou máis anos de experiencia práctica. Comezar con aluminio nun fresador CNC de sobremesa ofrece un entorno tolerante para aprender os fundamentos antes de avanzar cara a materiais máis duros e tolerancias máis exigentes.
4. É máis barato construír ou comprar unha máquina CNC?
Construír unha máquina CNC é menos custoso en materiais en bruto, pero require unha inversión significativa de tempo para deseñar, montar, axustar e afinar. Para os aficionados que valoran a experiencia de aprendizaxe, as construcións feitas polo usuario ofrecen beneficios educativos xunto coas estaladas de custo. Non obstante, adquirir unha máquina fabricada comercialmente ofrece un rendemento probado, soporte do fabricante, documentación e cobertura da garantía. Os entornos de produción adoitan beneficiarse máis da compra de equipos de calidade que minimicen o tempo de inactividade. Considere o valor do seu tempo, as súas habilidades técnicas e as aplicacións previstas ao tomar esta decisión.
5. Canto custa unha máquina CNC para metais?
Os prezos das máquinas de metal CNC van desde 2.000 $ para fresadoras de escritorio para afición aos 500.000 $+ para equipos industriais de produción. As fresadoras CNC de escritorio adecuadas para traballar aluminio e acero lixeiro custan entre 2.000 $ e 8.000 $. As máquinas de bancada con mellor capacidade para cortar acero van desde 8.000 $ ata 25.000 $. O equipo lixeiro industrial ten un prezo de 25.000 $ a 75.000 $, mentres que as máquinas de produción completas de marcas como Haas ou Mazak comezan arredor dos 75.000 $. Ademais do prezo de compra, debe reservarse un 15-25 % adicional para os custos operativos do primeiro ano, incluídos os utillaxes, o refrigerante, o software e a manutención.