 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado de bastidores de asento automotriz: Tecnoloxías de fabricación e tendencias de alleveitamento
RESUMO
O estampado de bastidores de asentos para automóbiles é un proceso de fabricación de precisión que utiliza tecnoloxías de troquel progresivo e de transferencia de alta tonelaxe (normalmente de 100 a 1.200+ tons) para fabricar compoñentes estruturais de vehículos a partir de materiais de alta resistencia. Conforme a industria do automóbil se despraza cara aos vehículos eléctricos (EV), o foco principal pasou a ser redución de peso —substituír o acero tradicional por aceros avanzados de alta resistencia (AHSS), aluminio e ligazas de magnesio para ampliar o alcance da batería sen comprometer a seguridade.
A produción moderna de bastidores de asentos xa non se trata só de conformado de metal; require a integración de curvado de arames, fabricación de tubos e métodos complexos de montaxe como a soldadura láser. Para os OEM e provedores Tier 1, o éxito depende da selección do proceso de fabricación axeitado—equilibrando a velocidade do estampado progresivo coa eficiencia de material dos sistemas de transferencia—mentres se cumpren normas estritas de seguridade como FMVSS e IATF 16949.
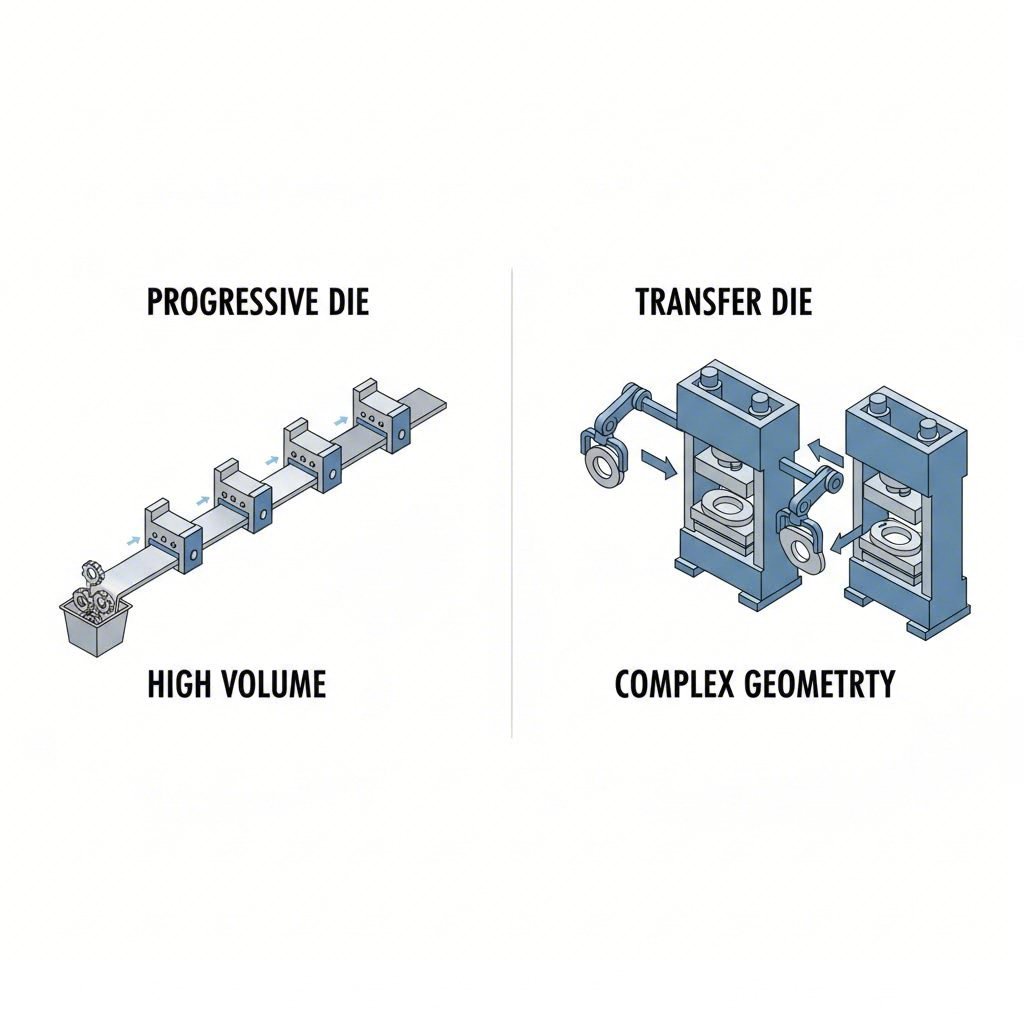
As Tecnoloxías Clave: Estampado Progresivo vs. Estampado por Transferencia
A decisión entre estampado con troqueis progresivos e estampado con troqueis de transferencia é a opción fundamental en termos de enxeñaría na produción de bastidores de asentos. Esta decisión determina os custos de utillaxe, a velocidade de produción e a complexidade das pezas.
Estampado de matrices progresivas é o estándar da industria para compoñentes de pequeno tamaño e alto volume. Neste proceso, unha tira continua de metal introdúcese a través dunha serie de estacións dentro dun único troquel. Cada impacto da prensa realiza unha operación diferente—cortar, dobrar, acuñar—ata que a peza rematada se separa da tira na estación final. Este método é ideal para producir compoñentes como anillos de reclinación, raíls guía e soportes de conexión onde a velocidade é fundamental.
Estampado por Transferencia , por contra, é necesario para pezas máis grandes, profundas ou complexas que non poden permanecer unidas a unha tira transportadora. Aquí, dedos mecánicos ou brazos robóticos transfiren pezas sueltas entre distintas estacións de troquelado. Este método emprégase normalmente para elementos estruturais importantes como baquets de asento estampados en profundidade, marcos laterais e elevalonguras de grosor pesado . Aínda que é máis lento ca o estampado progresivo, ofrece maior liberdade para xeorrexas complexas e reduce o desperdicio de material—un factor crítico cando se traballa con aliños lixeiros caros.
| Característica | Estampado de matrices progresivas | Estampado por Transferencia |
|---|---|---|
| O mellor para | Pezas pequenas a medias (soportes, raíles, aneis) | Pezas estruturais grandes (asentos, marcos laterais) |
| Velocidade | Alto (alimentación continua) | Moderado (requírese manipulación das pezas) |
| Desperdicio de material | Maior (require faixa transportadora) | Máis baixo (anidamento optimizado) |
| Custo de ferramentas | Alta Inversión Inicial | Xeralmente máis baixo, pero o custo da prensa é maior |
| Complexidade | Limitado pola fixación da faiada | Alta flexibilidade xeométrica |
Innovación nos materiais: o impulso para aliviar peso
A necesidade de aumentar o alcance dos EV e reducir as emisións de CO2 revolucionou a selección de materiais para as estruturas dos asentos. Os fabricantes están afastándose dos aceros suaves cara a materiais que ofrecen unha maior relación resistencia-peso.
Os aceros avanzados de alta resistencia (AHSS) e UHSS son agora dominantes. Graos como os aceros de fase dual (DP) e os aceros de plasticidade inducida por transformación (TRIP) permiten aos enxeñeiros empregar grosores máis finos sen sacrificar a resistencia ao choque. Os principais fabricantes como o Grupo Proma utilizan procesos patentados de estampado en soletro para formar estes materiais difíciles en estruturas robustas de asento e respaldo.
Aliaxes de aluminio e magnesio representan a seguinte fronteira. As estruturas de aluminio poden ofrecer aforros de peso de aproximadamente o 28 % en comparación co acero, mentres que o magnesio pode acadar aforros ata do 35 %. Non obstante, estes materiais introducen retos na fabricación, como un maior retroceso e a necesidade dunha lubricación especializada. A solución destes retos require frecuentemente prensas con servoaccionamento que poden axustar programaticamente a velocidade do carro durante a fase de embutición para previr fisuración.
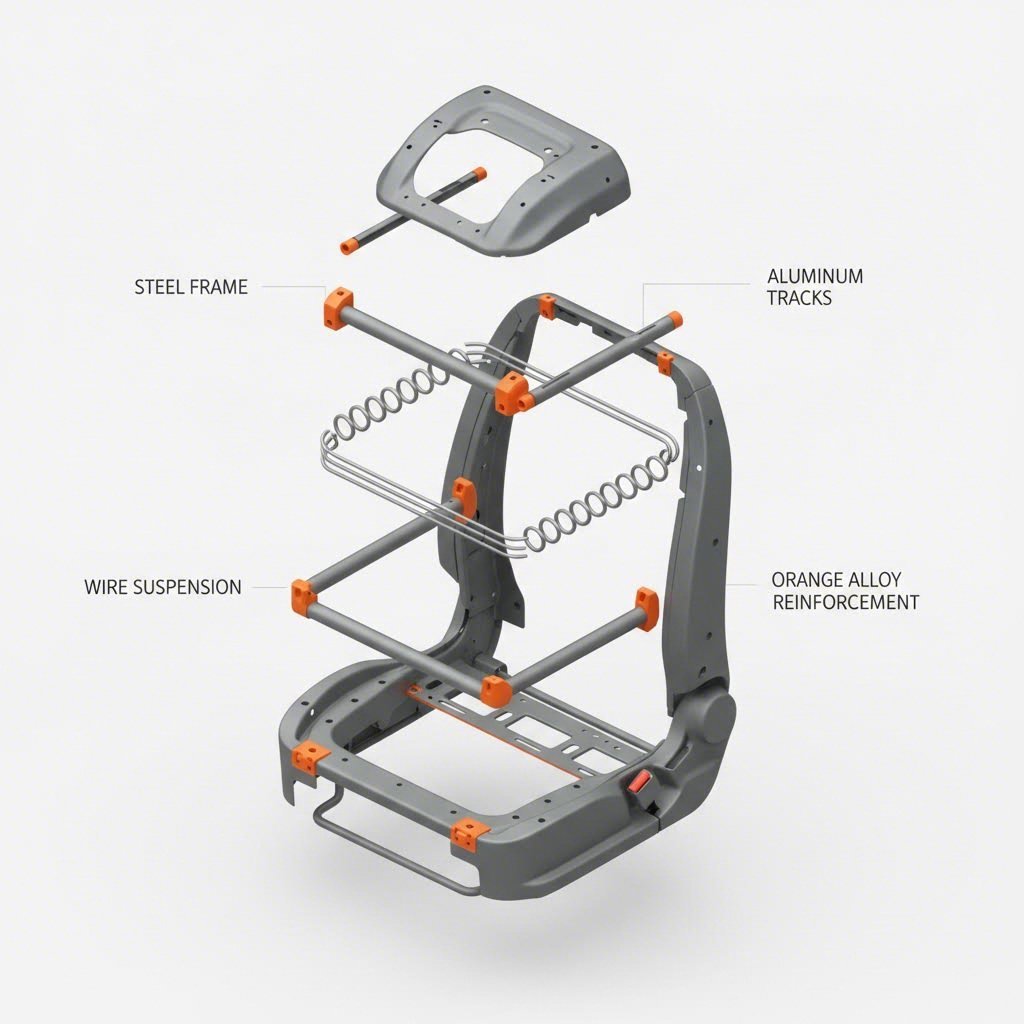
Máis aló do estampado: montaxe e integración de compoñentes
Unha peza metálica estampada rara vez é o produto final. Os asentos automotrices modernos requiren a entrega de conxuntos totalmente integrados. Proveedores como Guelph Manufacturing e Hatch Stamping evolucionaron ata converterse en integradores de sistemas, combinando compoñentes estampados con formas de arame e estruturas tubulares.
- Dobrado de tubos e conformado de arames: As estruturas de asento a miúdo baséanse en armaduras de tubos dobrados para respaldos e formas de arame para colchóns de suspensión. Estes procesos deben sincronizarse coas operacións de estampado para garantir o axuste.
- Tecnoloxías de unión: O cambio cara a materiais mixtos (por exemplo, unir raíles de acero a bandejas de aluminio) fixo que a soldadura por puntos tradicional resulte insuficiente nalgúns casos. Os fabricantes están adoptando cada vez máis Soldadura MIG, soldadura láser e fixación mecánica para garantir a integridade estrutural entre metais disímiles.
- Integración de mecanismos: O bastidor debe aloxar sistemas electromecánicos complexos, incluídos freos elevadores, raíles de asento manuais e eléctricos e mecanismos de inclinación o estampado de precisión é fundamental aquí; incluso desviacións a nivel de micrómetros nun raíl do asento poden provocar problemas de ruído, vibración e aspereza (NVH) no vehículo final.
Control de Calidade e Optimización de Procesos
Nas aplicacións críticas para a seguridade, como os asentos automotrices, a prevención de defectos é imprescindible. A calidade empraza antes de que a prensa toque o metal. As máquinas desenrolladoras de precisión, como as descritas por Henli Machine, desempenan un papel vital. Características como brazos pneumáticos de presión e sistemas de guía evitan a expansión do material e protexen a superficie da bobina contra raiados — defectos que poderían levar a rexeitamento estético ou fatiga estrutural.
Análise por elementos finitos (FEA) é outra ferramenta esencial utilizada polos principais fornecedores para simular o proceso de estampado antes de construír as ferramentas. O AEF axuda aos enxeñeiros a predicir o adelgazamento, o formigueiro e o retroceso, permitindo a compensación das matrices durante a fase de deseño en vez de recorrer a costosas probas e erros na fábrica.
Ao seleccionar un socio fabricante, a certificación é o requisito mínimo. Busque fornecedores que posúan IATF 16949 certificación, que garante o cumprimento de normas estritas de xestión da calidade automotriz. Ademais, é crucial a capacidade de salvar a brecha entre o desenvolvemento e a produción. Para OEMs que necesiten agilidade, Shaoyi Metal Technology ofrece solucións integrais de punzonado que escalan desde prototipado rápido (entregando máis de 50 pezas en tan só cinco días) ata produción masiva en grande escala en prensas de 600 toneladas, asegurando que a viabilidade do deseño se valide ao inicio do proxecto.
Enxeñaría do Futuro dos Asentos
O mercado do bastidor de asento automoción está evolucionando dende a simple curvatura de metal cara á enxeñaría estrutural de alta tecnoloxía. A medida que os vehículos se volven autónomos e eléctricos, o asento convértese no centro da experiencia do pasaxeiros, o que require menor peso, maior seguridade e maior funcionalidade. Para enxeñeiros e responsables de achegamento, o obxectivo é colaborar con fabricantes que ofrezan non só capacidade de prensado, senón tamén un entendemento integral da ciencia dos materiais, das tecnoloxías de unión e do control de calidade de precisión.
Preguntas frecuentes
1. Cal é a diferenza entre estampación progresiva e estampación por transferencia para bastidores de asentos?
A estampación progresiva alimenta unha tira continua de metal a través de múltiples estacións, o que a fai máis rápida e ideal para pezas pequenas como soportes e conectores. A estampación por transferencia move blanques individuais cortados entre estacións, o que resulta máis adecuada para pezas grandes e de profundidade, como bandejas de asentos e bastidores laterais que requiren operacións complexas de conformado.
2. Por que se utiliza o magnesio nos bastidores de asentos automobilísticos?
O magnesio emprégase principalmente pola súa excepcional relación resistencia-peso. É aproximadamente un 33% máis lixeiro que o aluminio e un 75% máis lixeiro que o aceiro, o que o fai ideal para estender o alcance dos vehículos eléctricos. Con todo, require procesos especializados de fundición en moldes ou estampado debido ás súas propiedades materiais únicas.
3. Quen son os principais fabricantes mundiais de estruturas de asentos automotrices?
Os principais actores na industria do mobiliario automotriz inclúen Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S e Magna International. Estas empresas funcionan xeralmente como fornecedores de nivel 1, entregando sistemas completos de asentos aos OEM.