 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Pezas de Fundición por Inxección: Equilibrio entre Forma, Funcionalidade e Acabados

RESUMO
A distinción entre pezas de fundición a presión estéticas fronte a funcionais non é unha elección binaria senón un espectro de prioridades de deseño. O éxito depende do equilibrio entre o atractivo visual e os requisitos de rendemento, como a durabilidade e a resistencia á corrosión. Este equilibrio lograse principalmente mediante unha selección estratéxica de materiais, o cumprimento dos principios de deseño para facilitar a fabricación (DFM) e a aplicación fundamental de acabados superficiais específicos adaptados ao uso final da peza.
Definindo o espectro: prioridades estéticas fronte a funcionais
No mundo da fabricación, o debate entre forma e función é constante. Para as pezas de fundición a presión, non se trata de escoller unha en detrimento da outra, senón de moverse por un espectro de prioridades. Case todos os compoñentes requiren unha combinación de atractivo estético e rendemento funcional. O máis importante é definir a intención principal no inicio do proceso de deseño, xa que esta decisión afecta a cada escolla posterior, desde a selección do material ata o tratamento superficial final.
As consideracións estéticas centranse nas calidades visuais e tácteis dunha peza. Son fundamentais para os produtos orientados ao consumidor, onde a aparencia e sensación inflúen directamente no valor percibido. Os factores inclúen a suavidade da superficie, a uniformidade do cor, a textura e a ausencia de defectos visuais como liñas de división ou marcas de afundimento. Un chasis de portátil elegante, un acabado interior automotriz pulido ou unha carcasa decorativa para un electrodoméstico de alta gama son exemplos nos que a estética é un factor determinante. Alcanzar un acabado cosmético superior require frecuentemente un deseño de molde minucioso e procesos secundarios de acabado que poden incrementar os custos.
Por outro lado, os requisitos funcionais están ditados polo entorno operativo e o obxectivo mecánico da peza. Estas prioridades inclúen a integridade estrutural, resistencia ao desgaste, protección contra a corrosión, conductividade térmica e precisión dimensional. Para un soporte interno de motor, unha carcasa de caixa de cambios ou un compoñente aeroespacial, a función é inapelable. A peza debe funcionar de forma fiadora baixo tensión, variacións de temperatura e exposición a produtos químicos ou humidade. Os acabados superficiais neste contexto importan menos a aparencia e máis a durabilidade e lonxevidade, como se indica nunha guía por Kenwalt Die Casting .
O compromiso entre estas prioridades é a miúdo un asunto de enxeñaría e economía. Por exemplo, deseñar unha peza con curvas complexas por razóns estéticas podería crear retos para o fluxo de metal fundido, o que podería comprometer a súa integridade interna. Á inversa, optimizar unha peza para lograr a máxima resistencia podería dar como resultado un acabado menos atractivo visualmente. O obxectivo de calquera equipo de produto é definir claramente o uso final e acadar o equilibrio máis eficaz, asegurando que o compoñente final sexa atractivo e fiábel sen superar as limitacións orzamentarias.
O Papel Fundamental dos Acabados Superficiais
Os acabados superficiais son a ferramenta máis poderosa para elevar tanto as cualidades estéticas como funcionais dunha peza fundida por inxección. Un acabado non é meramente un recubrimento; é un paso crítico na fabricación que pode transformar unha fundición bruta nun compoñente de alto rendemento e atractivo visual. A medida que Zetwerk explica, o acabado superficial vai máis aló da estética para afectar significativamente ao rendemento. A elección do acabado aborda directamente as prioridades definidas na fase de deseño, sexa cal for o obxectivo: un brillo semellante ao dun espello, resistencia á corrosión robusta ou maior conductividade eléctrica.
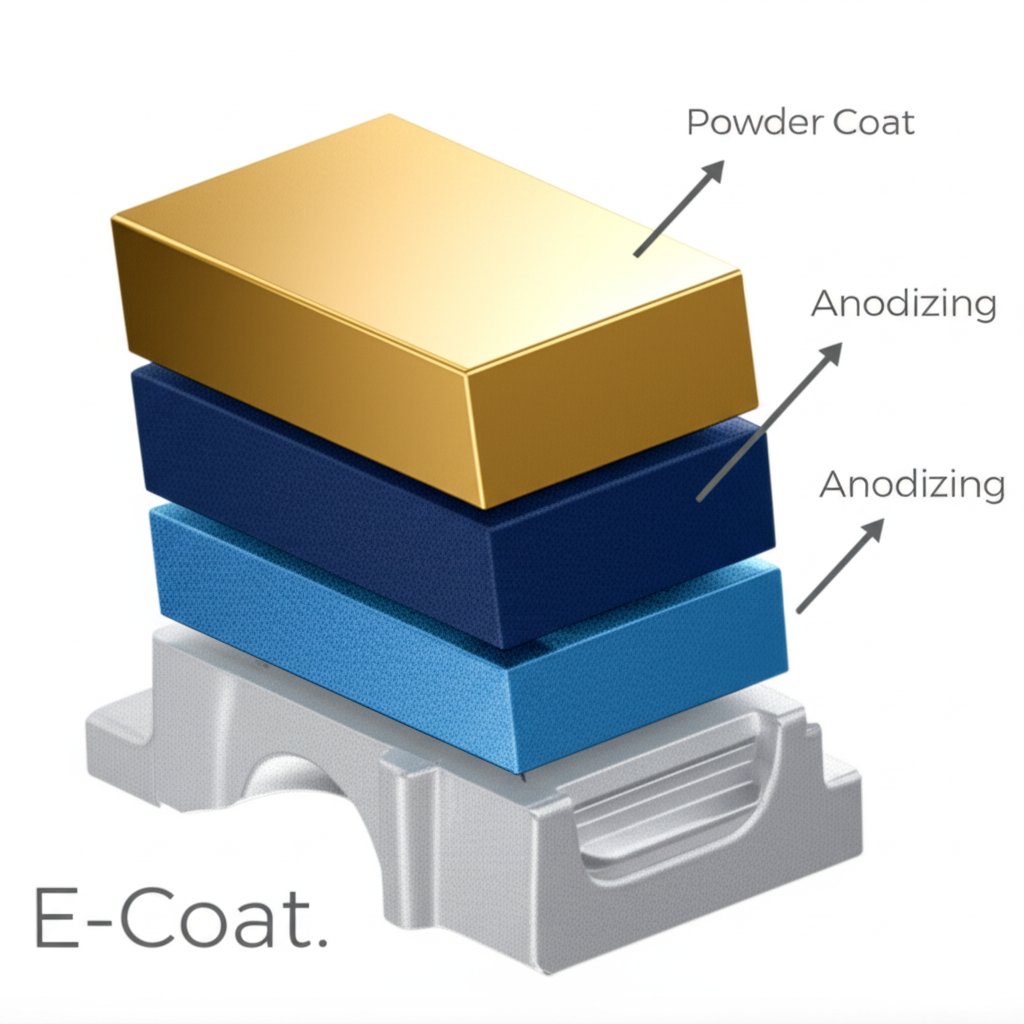
Están dispoñibles varias opcións comúns de acabado, cada unha ofrecendo unha combinación única de beneficios. Anodizado é un proceso electroquímico que crea unha capa de óxido dura e resistente á corrosión en pezas de aluminio, ideal para electrónica de consumo que require durabilidade e unha sensación premium. Recubrimento en po ofrece un acabado grososo, duradeiro e decorativo nunha ampla gama de cores, o que o fai ideal para pezas automotrices e equipos exteriores. Para as demandas estéticas máis elevadas, polish crea unha superficie lisa e reflectante, mentres que electrochapado engade unha capa fina doutro metal (como cromo ou níquel) para beleza, resistencia ao desgaste e conductividade.
Para necesidades máis industriais ou funcionais, tratamentos como recubrimento de conversión de cromato ofrecen unha excelente resistencia á corrosión a baixo custo, o que os fai adecuados para aeroespacial e electrónica onde o rendemento supera á aparencia. De xeito semellante, lixado con areia ou con granalla é unha forma económica de limpar unha peza e crear unha textura mate uniforme, o que tamén serve como un paso preparatorio excelente para pintar ou recubrir.
A selección do acabado axeitado require unha análise coidadosa da aplicación, o entorno e o orzamento da peza. Unha guía completa de custos e comparación pode ser inestimable para tomar unha decisión informada. Para simplificar esta elección, a táboa inferior compara os acabados comúns segundo os seus beneficios principais e as súas aplicacións típicas.
| Tipo de acabado | Beneficio Principal | Resistencia á corrosión | Custo relativo | Aplicacións comúns |
|---|---|---|---|---|
| Anodizado | Estético e funcional | Alto | Medio | Electrónica de consumo, dispositivos médicos, ferraxes arquitectónicos |
| Recubrimento en po | Funcional e estético | Moi Alto | Medio | Pezas automotrices, mobiliario exterior, carcacas industriais |
| Polish | Estético | Baixo (agás se está recuberto) | Alto | Pezas decorativas premium, ferramentas de luxo, reflectores |
| Galvanoplastia (por exemplo, cromo) | Estético e funcional | Moi Alto | Alto | Acabados automotrices, grifería, conectores eléctricos |
| Conversión cromato | Funcional | Medio | Baixos | Pezas aeroespaciais, electrónica, imprimación para pintura |
| Chorro abrasivo | Funcional (Preparación) | Ningunha | Baixos | Pré-tratamento para recubrimentos, compoñentes industriais |
Principios Fundamentais de Deseño para Pezas Optimizadas
Moito antes de aplicar un acabado superficial, o deseño fundamental dunha peza fundida determina o seu éxito final. Adherirse aos principios de Deseño para Fabricabilidade (DFM) é esencial para crear compoñentes que sexan funcionalmente correctos e esteticamente agradables. Estes principios aseguran que a peza poida producirse de forma eficiente, con mínimos defectos e a un custo menor. Como se describe nun guía completa de deseño , variables clave como o grosor das paredes, os chafláns e os ángulos de desmoldeo son críticos.
Un dos principios máis importantes é manter un grosor de parede uniforme . Cambios bruscos no grosor poden facer que o metal fundido se enfríe de maneira irregular, orixinando defectos como porosidade (baleiros internos) e marcas de contracción (depresións na superficie). Isto non só debilita a peza (un fallo funcional), senón que tamén estraga a súa aparencia (un fallo estético). Ao manter as paredes consistentes, os deseñadores aseguran un fluxo suave do metal e a integridade estrutural.
Chafláns e radios —o arredondamento das esquinas internas e externas afiadas— son outro elemento crucial. As esquinas internas afiadas crean concentracións de tensión, o que fai que a peza sexa propensa a rachaduras baixo carga. Ao engadir un chaflán xeneroso, distribúese a tensión de forma máis uniforme, mellorando considerablemente a resistencia da peza e a súa vida útil por fatiga. Dende unha perspectiva estética, as arestas arredondadas proporcionan un aspecto máis suave e rematado. De xeito semellante, ángulos de desbaste (unha lixeira inclinación nas paredes verticais) son necesarias para extraer a peza do molde sen danos, conservando o seu acabado superficial cuidadosamente deseñado.
A selección do material tamén desempeña un papel fundamental. As ligazóns de aluminio son populares pola súa excelente relación entre lixeireza e resistencia, o que as fai ideais para moitas aplicacións automotrices e electrónicas. As ligazóns de cinc ofrecen alta fluidez, permitindo detalles intricados e paredes moi finas, o que é ideal para compoñentes pequenos e complexos. Para aplicacións que requiren resistencia e durabilidade extremas, especialmente no sector automotriz, poden considerarse procesos alternativos. Por exemplo, algúns compoñentes sometidos a alta tensión benefíciase da forxadura en quente. Empresas como Shaoyi (Ningbo) Tecnoloxía do metal especialízanse en pezas automotrices forxadas de precisión, ofrecendo solucións robustas onde o rendemento mecánico é a máxima prioridade.
Para garantir un deseño exitoso, os enxeñeiros deben revisar unha lista de verificación destes principios básicos antes de rematar un modelo:
- Espesor da Parede: É o máis uniforme posible? Son as transicións progresivas?
- Ángulos de desbaste: Hai suficiente bisel (normalmente de 1 a 3 graos) en todas as superficies paralelas á abertura do molde?
- Chafrás e raios: Están todos os cantos internos e externos afiados convenientemente arredondados?
- Liña de separación: Colocouse a liña de xuntura nunha zona non crítica ou menos visible para minimizar o seu impacto estético?
- Ánimas e salientes: Úsanse ánimas para engadir resistencia a paredes finas no canto de aumentar o grosor total? Están proporcionadas correctamente (por exemplo, o 50-60% do grosor da parede)?
Alcanzar o equilibrio adecuado para o seu proxecto
En última instancia, crear un compoñente de fundición é un exercicio de compromiso estratéxico e deseño intelixente. A conversa non trata de escoller entre estética ou función, senón de definir a mestura ideal de ambas para unha aplicación específica. Ao priorizar as necesidades dende o comezo, os deseñadores poden tomar decisións informadas que orienten todo o proceso de fabricación. Un produto de consumo pode inclinarse cara a un acabado superficial impecable, mentres que unha peza industrial priorizará a resistencia do material e a resistencia á corrosión por riba de todo.
O percorrido desde o concepto ata a peza acabada baséase nun enfoque global. Comeza con principios fundamentais de deseño que evitan defectos e aseguran a posibilidade de fabricación. Continúa cunha selección coidadosa do material, adaptada aos obxectivos de rendemento e custo. Finalmente, culmina coa selección dun remate superficial que mellora as calidades inherentes da peza, proporcionando a durabilidade, protección e atractivo visual necesarios. Ao dominar a interacción entre estes elementos, os fabricantes poden producir pezas fundidas en molde que non só son axeitadas para o seu propósito, senón que tamén destacan pola súa calidade.
Preguntas frecuentes
1. Cal é o material máis adecuado para a fundición en molde?
As ligazóns de aluminio son un dos materiais máis populares para a fundición en moldes debido ao seu excelente equilibrio entre resistencia, lixeireza e resistencia á corrosión. Isto fainas unha elección excelente para unha ampla gama de aplicacións, desde pezas automotrices ata electrónica de consumo. As ligazóns de cinc tamén son comúns, valoradas pola súa capacidade de formar pezas complexas e detalladas con alta precisión.
2. Cal é a diferenza entre fundición en moldes e fundición convencional?
A diferenza principal atópase no proceso e nos materiais. A fundición en moldes utiliza alta presión para inxectar metal fundido nun molde reutilizable de acero (un molde), o que a fai ideal para produción en gran volume de metais non ferrosos como o aluminio e o cinc. Outros métodos de fundición, como a fundición en areia ou a fundición por investimento, usan moldes desbotables e adoitan ser máis axeitados para volumes máis baixos ou para fundir metais ferrosos como o ferro e o acero.
3. Caís son as desvantaxes da fundición en moldes a alta presión (HPDC)?
Unha desvantaxe considerable do HPDC é o potencial de porosidade. Como o metal fundido se inxecta moi rápido, pódese atrapar aire, creando pequenos baleiros no interior da peza. Esta porosidade pode debilitar as propiedades mecánicas do compoñente e comprometer a súa integridade estrutural. O alto custo inicial do utillaxe (o molde de aceiro) tamén fai que sexa menos económico para series de produción pequenas.
4. É a fundición en moldes un proceso de fabricación aditivo?
Non, a fundición en moldes é un proceso de fabricación formativo, non aditivo. A fabricación aditiva, como a impresión 3D, constrúe un obxecto capa a capa desde cero. En contraste, a fundición en moldes dota á peza da súa forma final inxectando material fundido nun molde ou matriz preexistente.