 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CNC-osien valmistajien valinta: 9 kriittistä tekijää, jotka useimmat ostajat jättävät huomiotta

CNC-osien valmistuksen ymmärtäminen ja sen teollisuusvaikutukset
Oletko koskaan miettinyt, mikä tekee nykyaikaisista tarkkuusosista niin uskomattoman tarkkoja? Vastaus piilee teknologiassa, joka muutti valmistuksen ikuisesti. Kun hankit komponentteja projektiisi, CNC-osien valmistajan toiminnan perusteiden ymmärtäminen antaa sinulle merkittävän eteenpäin hyödyn informoiduissa päätöksissä.
CNC-koneistus on poistovalmistusprosessi, jossa esiohjelmoitu tietokoneohjelmisto ohjaa tehdasvälineiden ja -koneiden liikettä tarkkuusosien tuottamiseksi raaka-aineista toistettavalla tarkkuudella.
Piirroksista tarkkuuskomponenttiin
Mitä CNC oikeastaan tarkoittaa? Ytimessään CNC viittaa tietokoneohjattuun numeeriseen ohjaukseen (Computer Numerical Control) – menetelmään, jossa digitaaliset ohjeet ohjaavat työkaluja erinomaisen tarkasti. Kuvittele, että otat monimutkaisen 3D-suunnittelun tietokoneesi näytöltä ja katselet, kuinka se muuttuu fyysiseksi komponentiksi, jonka tarkkuus on tuhannesosain tuumaa. Juuri tätä tapahtuu nykyaikaisissa konepajatehtaissa joka päivä.
Prosessi alkaa CAD-tiedostolla (tietokoneavusteinen suunnittelu), joka sisältää osasi kaikki mitat ja tekniset vaatimukset. Tämä digitaalinen piirustus muunnetaan G-koodiksi, joka on CNC-koneiden ymmärtämä kieli. Kun kone on ohjelmoitu, se suorittaa jokaisen leikkauspolun mekaanisen tarkkuuden avulla, jota ihmisellä ei ole mahdollista toistaa yhdenmukaisesti.
Digitaalinen vallankumous osien valmistuksessa
CNC-teknologian ymmärtäminen auttaa arvostamaan sitä, miksi tämä teknologia on tullut välttämättömäksi. Ennen tietokoneohjausta taitavat koneistajat käyttivät laitteita manuaalisesti, jolloin jokainen osa poikkesi hieman edellisestä. CNC:n merkitys ulottuu pelkän automatisoinnin yli – se edustaa perustavanlaatuista siirtymää ohjelmoitavaan ja toistettavissa olevaan tarkkuuteen.
Nykyiset CNC-järjestelmät integroituvat saumattomasti suunnitteluoftwaren kanssa, mikä mahdollistaa nopean prototyypin valmistuksen ja sarjatuotannon samoista digitaalisista tiedostoista. Tämä suunnittelun ja valmistuksen välinen yhteys poistaa tulkinta-erheet ja vähentää huomattavasti toimitusaikoja. Kun lähetät vaatimukset valmistajalle, heidän koneensa voivat usein aloittaa osien valmistuksen jo muutamassa tunnissa.
Miksi CNC hallitsee nykyaikaista valmistusta
CNC-määritelmä kattaa enemmän kuin pelkästään laitteiston – se kuvaa koko tuotantotapaa. Tässä ovat syyt, miksi tämä teknologia hallitsee alaa:
- Johdonmukaisuus: Jokainen osa vastaa edellistä, olipa tilauskoko 10 tai 10 000 yksikköä
- Monimutkaisuus: Aikaisemmin mahdottomiksi pidetyt monimutkaiset geometriat ovat nyt arkisia
- Nopeus: Automaattiset työkalunvaihdot ja jatkuva toiminta maksimoivat tuottavuuden
- Joustavuus: Eri osien välillä vaihtaminen vaatii ainoastaan ohjelman muutoksen
Kun tutustut CNC-osien valmistukseen, huomaat, että oikean kumppanin valinta edellyttää paljon enemmän kuin pelkän laitteiston arviointia. Seuraavat kohdat käydään läpi keskeiset tekijät, joita useimmat ostajat jättävät huomiotta – alkaen koneistusprosesseista ja materiaalien valinnasta toleranssimäärittelyihin ja alan sertifikaatteihin, jotka vaikuttavat suoraan projektisi onnistumiseen.
Perus-CNC-koneistusprosessit, jotka jokaisen ostajan tulisi tuntea
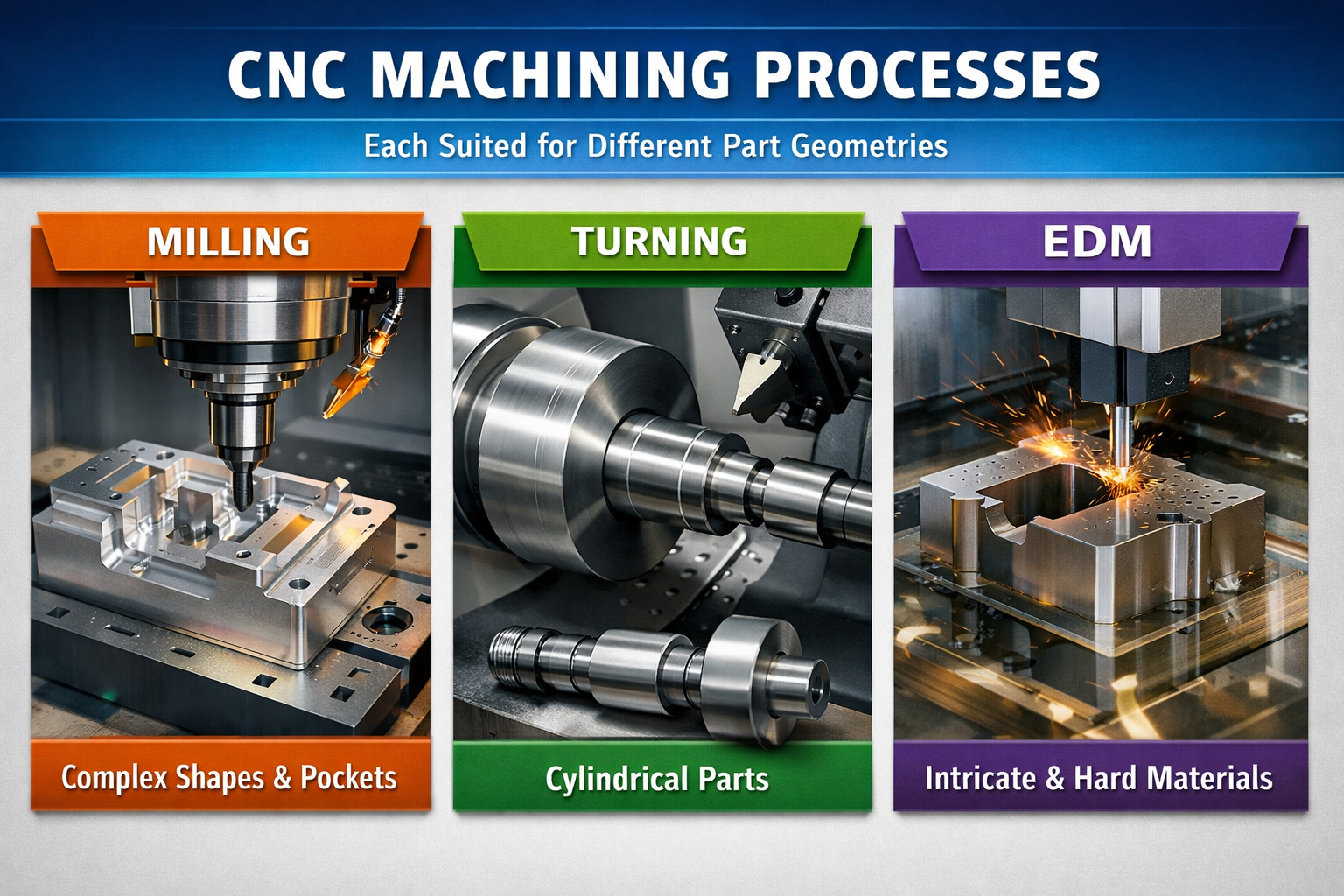
Kuulostaa monimutkaiselta? Tässä se asia – ei kaikki CNC-prosessit sovellu kaikkiin osiin. Kun arvioit CNC-osien valmistajaa, perustiedot poraus-, kierre- ja EDM-koneistusprosessien välisistä eroista auttavat sinua viestimään vaatimuksesi selkeästi ja arvioimaan, onko toimittajalla oikeat kyvykkyydet projektisi toteuttamiseen.
CNC-jyrsintä selitetty
Kuvittele pyörivä leikkaustyökalu, joka liikkuu paikoillaan olevan työkappaleen yli ja poistaa materiaalia kerros kerrokselta. Tämä on porauskoneen perusidea. CNC-porauskoneessa käytetään pyöriviä leikkaustyökaluja työkappaleen materiaalin poistamiseen, mikä mahdollistaa tasaiset pinnat, urat, lokit ja monimutkaiset 3D-muodot erinomaisella tarkkuudella.
Kohtaat kaksi pääasiallista asennetta: pystysuuntaisen porauskoneen ja vaakasuuntaisen porauskoneen asennukset. Pystysuuntaisessa porauskoneessa akseli on suunnattu pystysuoraan—tämä on ihanteellinen ratkaisu yksityiskohtaisiin tehtäviin, jotka keskittyvät komponentin yhden tietyn puolen käsittelyyn, kuten suurten metallilevyjen tai upotusmuottien valmistukseen . Vaakasuuntaisissa porauskoneissa akseli on suunnattu vaakasuoraan, mikä tekee niistä paremmin soveltuvia raskaampien osien käsittelyyn, urien leikkaamiseen ja lohkojen tekemiseen.
Nämä ominaisuudet tekevät vaakasuuntaisista porauskoneista erinomaisia:
- Erinomainen lastunpoisto, koska painovoima vetää lastuja pois leikkausalueelta
- Mahdollisuus käyttää useita leikkaustyökaluja samanaikaisesti akselin kiinnityksen avulla
- Paras käsittelykyky raskaille ja monimutkaisille työkappaleille
- Vähentynyt työkalun taipuminen kovien leikkausten aikana
Kun pyydät tarjouksia, on hyödyllistä tietää, sopiiko osan geometria pysty- vai vaakasuuntaiseen fräysaamiseen — tämä auttaa sinua tunnistamaan valmistajat, joilla on sopivaa laitteistoa.
Kääntötoiminnot ja kääntökoneiden ominaisuudet
Kun fräysauksessa työkalu pyörii, kääntötoiminnossa tapahtuu päinvastoin: työkappale pyörii, kun staattinen leikkuutyökalu muokkaa sitä. CNC-kääntökone on erinomainen lieriömäisten tai pyöreiden osien, kuten akselien, pallojen ja kierreosien, valmistukseen. Jos suunnittelussasi on pyörähdysymmetriaa, kääntötoiminnot ovat yleensä nopeampia ja taloudellisempia kuin fräysaus.
Kuten porauslaitteet, myös kääntökonemallit ovat saatavilla vaaka- ja pystyasennossa. Vaakasuuntaiset kääntökeskukset hallitsevat suurinta osaa valmistuslaitoksista niiden joustavuuden ja soveltuvuuden vuoksi pidempiin osiin, kuten akselien valmistukseen. Ne mahdollistavat sauvasyöttimen ja työntäjän käytön, mikä laajentaa niiden monikäyttöisyyttä. Pystysuuntaiset kääntökeskukset – joita kutsutaan joskus myös pystysuuntaisiksi tykkipylväskääntökeskuksiksi – soveltuvat paremmin suurihalkaisuisille, raskailla ja lyhyillä osilla. Painovoima tukee osan sijoittelua ja lastun poistoa, mikä tekee niistä erityisen suosittuja autoteollisuuden komponenttien valmistuksessa.
Arvioidessasi valmistajan kääntökapasiteettia ottaa huomioon, pystyykö se käsittelyyn osasi pituuden ja halkaisijan suhdetta sekä painovaatimuksia.
Kun EDM muuttuu välttämättömäksi
Jotkut geometriat eivät ole saavutettavissa perinteisillä leikkausmenetelmillä. Tässä vaiheessa tulee käyttöön EDM (sähkökäyräleikkaus). EDM-kone käyttää sähkökäyriä materiaalin eroosion aiheuttamiseen, mikä mahdollistaa monimutkaisten muotojen valmistamisen kovennetuissa metalleissa ilman työkalun ja työkappaleen välistä fyysistä kontaktia.
Langan EDM-kone vetää ohuen langaelektrodin läpi materiaalin ja leikkaa monimutkaisia profiileja erinomaisella tarkkuudella – saavuttaen toleransseja jopa ± 0,0001 tuumaa. Tämä tekee EDM:stä välttämättömän seuraavissa sovelluksissa:
- Kovennetut työkaluteräkset, jotka tuhoaisivat perinteiset leikkaustyökalut
- Terkat sisäkulmat, jotka ovat mahdottomia pyörivillä työkaluilla
- Herkät osat, jotka eivät kestä leikkausvoimia
- Erittäin hienot pinnat ilman lisäkäsittelyä
Prosessivaihtoehtojen vertailu
Alla oleva taulukko yhteenvettaa, milloin kukin prosessi tuottaa parhaat tulokset:
| Prosessityyppi | Parhaat käyttösovellukset | Typilliset toleranssit | Materiaalin soveltuvuus |
|---|---|---|---|
| CNC-mylly | Tasaiset pinnat, lokit, urat, kolmiulotteiset muodot, prismamaiset osat | ± 0,0002 tuumaa – ± 0,001 tuumaa | Useimmat metallit ja muovit; alumiini, teräs ja messing erinomaisia |
| CNC-kierto | Sylinterimäiset osat, akselit, kierreosat ja voitelukuput | ± 0,0002 tuumaa – ± 0,001 tuumaa | Pyöreät sahatavaramateriaalit; erinomainen teräkselle ja alumiinille |
| EDM:n käyttö | Kovennetut materiaalit, monimutkaiset profiilit, terävät kulmat ja hienot yksityiskohdat | ± 0,0001 tuumaa | Vain johtavat materiaalit; ideaali työkaluteräksille ja kovametalleille |
Monet projektit vaativat useita prosesseja, jotka toimivat yhdessä. Valmistaja, jolla on laajat valmiudet – esimerkiksi poraus, kiertosorvaus ja EDM – samassa paikassa, voi tehostaa toimitusketjuanne ja varmistaa tarkemman laatuvalvonnan. Kun siirryt eteenpäin valintaprosessissasi, seuraava ratkaiseva tekijä on ymmärtää, miten materiaalin valinta vaikuttaa sekä koneistusprosessiin että lopullisen osan suorituskykyyn.
Materiaalivalintaan perustuva opas CNC-koneistettujen komponenttien valintaan
Olet tunnistanut oikean koneistusprosessin—nyt tulee yhtä tärkeä päätös. Valitsemasi materiaali vaikuttaa suoraan koneistusaikaan, työkalujen kulumiseen, osien suorituskykyyn ja lopputulokseen. Kun arvioit CNC-osia valmistavaa yritystä, sen materiaaliosaaminen auttaa sinua arvioimaan, pystyykö se toimittamaan koneistetut osat täsmälleen määriteltyihin vaatimuksiisi.
Parhaiten koneistettavat metallit
Kaikki metallit eivät käyttäydy samalla tavalla leikkaustyökalun alla. Koneistettavuus—eli kuinka helposti materiaalia voidaan leikata hyvän pinnanlaadun ja työkalujen keston saavuttamiseksi—vaihtelee merkittävästi eri seosten välillä. Tässä on tietoa yleisimmistä vaihtoehdoista:
Alumiini (6061 ja 7075)
Alumiini on CNC-koneistuksen työhevonen. JLCCNC:n analyysin mukaan alumiini 6061 on paras kokonaisuudessaan suorituskykyinen vaihtoehto yleiskäyttöisiin osiin, joissa keskimääräinen lujuus ja alhainen hinta ovat tärkeimpiä tekijöitä. Sen korkea koneistettavuusluokitus tarkoittaa nopeampia kiertoaikoja, vähäisempää työkalujen kulumista ja alhaisempia kustannuksia osaa kohden.
- Koneistettavuusluokitus: Erinomainen (noin 270 % terästä suhteessa)
- Lujuus: Kohtalainen; sopii rakenteellisiin komponentteihin, joille ei kohdistu äärimmäisiä kuormia
- Kustannusnäkökohdat: Edullisin vaihtoehto prototyypitykseen ja tuotantoon
- Parhaat käyttösovellukset: Ilmailualan kiinnikkeet, elektronisten laitteiden koteloit, autoteollisuuden kiinnitysosat
Teräs ja roostevapaa teräs
Kun kestävyys, kovuus tai korroosionkestävyys ovat ensisijaisia Cnc-teräksiset osat ovat looginen valinta. Hiiliteräkset voidaan työstää suhteellisen helposti, kun taas ruostumattomat teräkset vaativat enemmän leikkuutyökaluilta, mutta tarjoavat parempaa suorituskykyä vaativissa ympäristöissä.
- Koneistettavuusluokitus: Kohtalainen (ruostumattomat teräkset ovat haastavampia kuin hiiliteräkset)
- Lujuus: Korkea; erinomainen kuormankannattaviin ja kulumisesta vastustaviin sovelluksiin
- Kustannusnäkökohdat: Korkeammat työstökustannukset työkalujen kulumisen ja hitaamman syöttönopeuden vuoksi
- Parhaat käyttösovellukset: Lääketieteelliset laitteet, elintarviketeollisuuden kalusteet, autoteollisuuden voimansiirtojärjestelmän komponentit
Hopea ja kupari
Messinki tarjoaa ihanteellisen tasapainon toiminnallisille ja esteettisille koneistettaville komponenteille, erityisesti pienissä erissä. Sen hyvät koneistusominaisuudet mahdollistavat tiukat toleranssit ja erinomaiset pinnanlaadut suoraan koneelta.
- Koneistettavuusluokitus: Erinomainen messingille; hyvä kuparille
- Lujuus: Kohtalainen; ei sovellu korkean rasituksen kestäviin rakenteellisiin osiin
- Kustannusnäkökohdat: Ainekustannukset korkeammat kuin alumiinilla; koneistuskustannukset alhaisemmat hyvän lastunmuodostuksen vuoksi
- Parhaat käyttösovellukset: Sähköliittimet, putkilaitteet, dekoratiiviset metalliosat
Titanium
Titaani tarjoaa ylivoittamattoman lujuuden-massasuhde ja erinomaisen korroosionkestävyyden – mutta huomattavalla kustannuslisällä. Tätä metallia kannattaa käyttää ainoastaan niissä aloissa, joissa suorituskyvyn vaatimukset ovat kaiken muun yläpuolella, kuten ilmailussa ja lääketieteellisissä implanteissa.
- Koneistettavuusluokitus: Heikko; vaatii erikoistyökaluja ja hitaampia koneistusnopeuksia
- Lujuus: Erinomainen; korkein lujuuden-massasuhde yleisistä metalleista
- Kustannusnäkökohdat: Premium-aine ja -koneistuskustannukset; perusteltavissa vain kriittisissä sovelluksissa
- Parhaat käyttösovellukset: Ilmailualan rakenteelliset komponentit, lääketieteelliset implantaatit, korkean suorituskyvyn kilpailukomponentit
Teknilliset muovit tarkkuusosille
Metallisia CNC-koneistettuja osia ei aina tarvita. Insinöörimuovit tarjoavat selkeitä etuja, kuten pienempää painoa, kemikaaliresistenssiä ja sähköeristystä. Osien koneistusvalmistajat käyttävät yhä enemmän edistyneitä polymeerejä erilaisten sovellusvaatimusten täyttämiseen.
Yleisesti CNC-koneistettavissa olevat muovit ovat:
- Asetaali (Delrin): Erinomainen mittatarkkuus, alhainen kitka, ideaalinen hammaspyörille ja laakeriin
- Nylon: Hyvä kulumisvastus ja sitkeys; sopii voitelupesäkkeihin ja rulliin
- PEEK: Korkean suorituskyvyn vaihtoehto, jolla on erinomainen kemikaali- ja kuumuusvastus
- PTFE: Erinomainen kemiallinen inerttisuus ja alhainen kitkakerroin
- ABS: Kustannustehokas vaihtoehto prototyyppeihin ja ei-kriittisiin CNC-koneosien komponentteihin
- HDPE ja PP: Kemikaaleille kestävät vaihtoehdot säiliöille ja nesteiden käsittelyyn
Materiaalien sovittaminen sovellustarpeisiin
Metallin ja muovin valinta – tai oikean seoksen valinta – edellyttää useiden tekijöiden tasapainottamista. Harkitse näitä ohjaavia periaatteita:
Milloin metallisia CNC-koneistettuja osia tulisi käyttää:
- Korkeat mekaaniset kuormat tai jännityskeskittymät ovat läsnä
- Käyttölämpötilat ylittävät muovien rajat (yleensä yli 121 °C)
- Sähkö- tai lämmönjohtavuus vaaditaan
- Pinnan kovuus ja kulumisvastus ovat ratkaisevan tärkeitä
- Osa vaatii kierrekierteen tai sen voidaan asentaa painettuja sisäosia
Milloin muovit tarjoavat etuja:
- Painon vähentäminen on ensisijainen suunnittelutavoite
- Sähköeristys on välttämätöntä
- Kemikaalien altistuminen syövyttäisi metalleja
- Itselubrikoituvat ominaisuudet vähentävät huoltotarvetta
- Kustannusherkät sovellukset, joissa materiaalin ominaisuudet riittävät
Materiaalin valinta vaikuttaa myös suoraan projektin aikatauluun. Pienille tuotantoserioille tai prototyypitykselle alumiini ja messingi vähentävät riskejä ja kustannuksia lyhyempien koneaikojen ja helpomman asennuksen ansiosta. Kun arvioitte näitä materiaalivaihtoehtoja, seuraava ratkaiseva tekijä on ymmärtää, miten tarkkuusmääritykset vaikuttavat käytännön suorituskykyyn – sekä kustannuksiin, joita monet ostajat jättävät huomiotta.
Toleranssispesifikaatiot ja tarkkuusvaatimukset selitetty
Tässä on kysymys, joka erottaa kokemuksetta ostajat aloittelijoista: kuinka tiukat toleranssit sinun todella tarvitsee olla? Toleranssieritelmien ymmärtäminen on se kohta, jossa monet hankintapäätökset menevät pieleen – joko liian tiukkojen toleranssien määrittämisestä, mikä turhaan nostaa kustannuksia, tai liian löysien toleranssien määrittämisestä, mikä johtaa osiin, jotka eivät toimi asianmukaisesti. Kun arvioit CNC-osien valmistajaa, heidän toleranssikykynsä paljastaa paljon heidän laitteistonsa laadusta ja prosessinvalvonnasta.
Standarditoleranssit vs. tiukat toleranssit
Ajattele toleransseja hyväksyttävänä mittojen vaihteluvälillä suhteessa tarkoitettuun suunnitteluun. Teollisuuden standardien mukaan standardien CNC-koneistustoleranssien yleinen arvo on noin ±0,005 tuumaa (0,13 mm), joka vastaa ISO 2768-1 -standardin keskitasoa. Tämä perustaso ottaa huomioon normaalit vaihtelut koneiden tarkkuudessa, lämpövaikutuksissa ja työkalujen kulumisessa samalla kun taloudelliset tuotantotahdit säilyvät.
Mutta mitä tapahtuu, kun standardit toleranssit eivät riitä? Tarkkuus-CNC-koneistettujen osien valmistus vaatii erityisiä lähestymistapoja. Korkean tarkkuuden koneistus voi saavuttaa toleransseja jopa ±0,001 tuumaa (0,025 mm), kun taas erityisen vaativissa sovelluksissa – kuten kirurgisissa välineissä – vaaditaan toleransseja ±0,0002–±0,0005 tuumaa (0,005–0,013 mm). Kuitenkin vain noin 1 % osista todella vaatii tällaista äärimmäistä tarkkuutta.
CNC-tarkkuusosat eroavat standardisista CNC-koneistetuista komponenteista useilla keskeisillä tavoilla:
- Laitteistovaatimukset: Korkean tarkkuuden pyörivät akselit keramiikka- tai ilmakuulalaakeroinnin varassa, joissa pyörivyyden poikkeama on alle 0,0001 tuumaa
- Ympäristöolosuhteiden hallinta: Lämpötilan säädetyt alueet, joiden lämpötilan vakaus on ±0,5 °C
- Laadun varmistus: Tehostetut tarkastusmenettelyt kalibroitujen mittausvälineiden avulla
- Työstöaika: Hidastetut työntönopeudet ja kierrosnopeudet lämpövääristymän vähentämiseksi
Kun tarkkuus on kaikkein tärkeintä
Ei jokaisella osan ominaisuudella ole samaa tarkkuusvaatimusta. Älykäs määrittely tarkoittaa tiukkojen toleranssien käyttöä ainoastaan siellä, missä toiminnallisuus sitä vaatii – esimerkiksi liitostasoilla, laakeri- ja akselisojennuksissa tai kriittisissä asennustasouuspaikoissa – kun taas ei-kriittiset mitat voidaan jättää standarditoleransseihin.
Harkitse näitä tilanteita, joissa tarkkuus-CNC:llä valmistettujen komponenttien hankinta on perusteltua:
- Kokoonpanoliitokset: Osat, jotka täytyy liittää tarkasti muihin komponentteihin
- Pyörivät kokoonpanot: Akselit ja laakerit, joille vaaditaan tiettyjä sovituksia
- Tiivistepinnat: Missä mitallinen tarkkuus estää vuotoja
- Optiset tai elektroniset koteloit: Sovitus- ja asennustarkkuutta vaativat sovellukset
Suurten osien CNC-koneistus aiheuttaa erityisiä haasteita toleranssien hallinnassa. Lämpölaajeneminen kasvaa merkittävästi osan mittojen kasvaessa, mikä tekee lämpötilan säätöisen ympäristön entistäkin tärkeämmäksi tarkkuuden säilyttämiseksi suurilla työkappaleilla.
Kustannus-toleranssi-suhde
Tässä on todellisuus, jonka useimmat ostajat jättävät huomiotta: tarkkuusvaatimusten tiukentaminen funktionaalisesti tarpeellista enemmän ei paranna osaanne – se vain lisää kustannuksianne. Lähteessä tarkkuustyöstödatat ilmoitetaan, että siirtyminen standardityöstöstä lämpötilan säädetyyn työstöön nostaa kustannuksia 25–50 %:lla, kun taas tiukimpien tarkkuusvaatimusten saavuttaminen täydellisellä ympäristökontrollilla voi nostaa kustannuksia 100–200 %:lla.
Alla oleva taulukko selittää, mitä eri tarkkuusluokat tarkoittavat projektillenne:
| Toleranssialue | Tyypilliset sovellukset | Kustannusvaikutus | Vaadittava laitteisto |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Yleiset teollisuusosat, kiinnikkeet, koteloit | Peruslinja | Standardit CNC-koneet, normaali työpisteympäristö |
| ±0,005" (±0,13 mm) | Toiminnallisesti toimivat kokoonpanot, autoteollisuuden komponentit | 10–25 %:n lisäys | Hyvin huolletut koneet, ilmastovalvonta |
| ±0,002" (±0,05 mm) | Korkean suorituskyvyn automaali- ja teollisuuslaitteet | 50–100 %:n lisäys | Tarkkuuspyörivät akselit, lämpötilan säätö ±3 °C |
| ±0,001" (±0,025 mm) | Avaruusteknologian komponentit, lääketieteelliset laitteet | 100–150 %:n lisäys | Korkean tarkkuuden koneet, parannettu kiinnitys |
| ±0,0005 tuumaa (±0,013 mm) | Kirurgiset työkalut, optiset laitteet | 150–200 %:n lisäys | Täydellinen ympäristönsäätö, värähtelyn eristys |
Materiaalin valinta vaikuttaa myös saavutettaviin tarkkuuksiin. CNC-koneistetut alumiiniosat saavuttavat tiukemmat tarkkuudet helpommin kuin titaaniosat, mikä johtuu koneistettavuuseroista. Muovit aiheuttavat lisähaasteita – niiden joustavuus ja lämpöherkkyys rajoittavat usein käytännön tarkkuuksia ISO 2768-1 -standardin keskitasoon.
Kun viestitte valmistajien kanssa, sisällyttäkää toleranssitaulukko suoraan 2D-piirustuksiinne ja määrittäkää siinä, mitkä mitat ovat kriittisiä. Tämä estää liiallisen tarkkuuden määrittämisen ja auttaa valmistajia antamaan tarkemman tarjouksen. Näiden toleranssidynamiikkojen ymmärtäminen valmistaa teidät seuraavaan ratkaisevaan huomioon: eri teollisuudenalat asettavat tiettyjä vaatimuksia, jotka muovaavat valmistajan valintaa yleisten koneistuskykyjen ulkopuolella.
Teollisuuskohtaiset vaatimukset CNC-osien valmistukseen
Oletko koskaan huomannut, kuinka paikallinen autoteknisen konepajan toiminta eroaa merkittävästi kirurgisten laitteiden valmistukseen keskittyneestä teollisuustilasta? Tämä ei ole sattumaa. Eri teollisuudenalat asettavat eri vaatimuksia CNC-osien valmistajakumppaneilleen – ja näiden erojen ymmärtäminen auttaa sinua tunnistamaan toimittajat, jotka todella täyttävät vaatimukset juuri sinun sovelluksesi vaatimuksille, eikä vain niitä, jotka väittävät kykenevänsä laajaan valikoimaan tehtäviä.
Autoteollisuuden koneistusstandardit
Kun hankit komponentteja automaalisoihin sovelluksiin, johdonmukaisuus suurella mittakaavalla on ratkaisevan tärkeää. Riippumatta siitä, etsitkö paikallista autoteknisen konepajaa läheltäsi vai arvioitko maailmanlaajuisia toimittajia, autoteollisuuden koneistusvalmistus vaatii erityisiä kykyjä, joita yleiset valmistuslaitokset saattavat puuttua.
Autoteollisuus toimii IATF 16949 -standardin mukaisesti – tämä on maailmanlaajuinen autoteollisuuden laatujohtamisstandardi, joka yhdistää ISO 9001 -periaatteet alaan tyypillisiin vaatimuksiin. Tämä sertifiointi ei ole pelkkää paperityötä; se edustaa perustavanlaatuista sitoutumista seuraaviin:
- Virheiden ehkäisy: Järjestelmät, jotka havaitsevat ongelmat ennen kuin ne pääsevät kokoonpanolinjaasi
- Jatkuva parantaminen: Dokumentoidut prosessit jatkuvan tehokkuuden ja laadun parantamiseksi
- Toimittajien valvonta: Tiukat materiaalien lähteiden kvalifiointi ja seuranta
- Tuotteen jäljitettävyys: Täydellinen dokumentointi raaka-aineesta valmiiseen komponenttiin
Moottorikonepaja, joka työstää voiman siirtojärjestelmän komponentteja, kohtaa erilaisia haasteita kuin runkopaneelien valmistukseen keskittyvä valmistuspaja. Autoteollisuuden CNC-koneistettavat osat täytyy kestää värähtelyä, lämpötilan vaihteluita ja mekaanista rasitusta satojen tuhansien kilometrien ajan. Tämä tarkoittaa, että valmistajien on käytettävä vankkoja prosessien hallintamenetelmiä varmistaakseen, että jokainen osa — olipa kyseessä ensimmäinen tai kymmenestuhannes osa — täyttää täsmälleen samat vaatimukset.
Lääkintälaitetuotannon vaatimukset
Lääkintälaitteiden valmistus toimii sääntelyyn perustuvassa ympäristössä, jossa virheet voivat johtaa elämän tai kuoleman seurauksiin. Korkeat panokset edellyttävät sertifiointikehyksiä, jotka ovat huomattavasti tiukempia kuin yleisissä teollisuussovelluksissa.
ISO 13485 on määrittelevä laadunhallintastandardi lääkintälaitteiden tuotannolle. Tämä sertifiointi edellyttää:
- Riskienhallinta: Systemaattinen mahdollisten vikaantumismuotojen tunnistaminen ja niiden lievittäminen
- Suunnittelun ohjausta: Dokumentoitu validointi, joka varmistaa osien toimivan tarkoitetulla tavalla
- Täydellinen jäljitettävyys: Jokainen komponentti on jäljitettävissä tiettyihin materiaalieriin, koneisiin ja operaattoreihin
- Valitusten käsittely: Viralliset prosessit laatuongelmien tutkimiseksi ja niiden ratkaisemiseksi
- Steriliteettinäkökohdat: Materiaalien ja pintojen valinnat, jotka tukevat sterilointivaatimuksia
ISO 13485 -standardin lisäksi teollisuuslaitosten on noudatettava Yhdysvalloissa voimassa olevaa FDA:n säännöstöä 21 CFR osa 820 – laatu-järjestelmäsäännöstöä, joka koskee lääkintälaitteiden valmistusta Yhdysvalloissa. Nämä yhdistetyt vaatimukset varmistavat, että kirurgiset välineet, implantaatit ja diagnostiikkalaitteet täyttävät tiukat turvallisuus- ja suorituskykyvaatimukset.
Ilmailualan tarkkuusvaatimukset
Ilmailualan valmistus edustaa ehkä vaativinta sertifiointiympäristöä tarkkuusmuovauksessa. Kun komponentit toimivat 30 000 jalan korkeudessa, laatu ei ole neuvoteltavissa – se on elintärkeää.
AS9100 perustuu ISO 9001 -standardin perusteisiin ja lisää siihen ilmailualan erityisvaatimukset, jotka erottavat kelpoiset valmistajat yleisistä konepajoista:
- Määrityshallintaa: Tiukat ohjaukset, jotka varmistavat, että suunnittelumuutokset dokumentoidaan ja otetaan käyttöön asianmukaisesti
- Ensimmäisen artiklan tarkastus (FAI): Laaja-alainen varmistus siitä, että tuotannossa valmistetut osat vastaavat hyväksyttyjä suunnitelmia
- Ulkopuolisten esineiden (FOD) estäminen: Protokollat, jotka estävät kriittisten kokoonpanojen saastumisen
- Väärennettyjen osien estämistä: Toimitusketjun ohjaukset, jotka varmistavat materiaalien aitouden
- Erityisten prosessien ohjaus: Tehostettu valvonta lämpökäsittelyssä, pinnoituksessa ja muissa kriittisissä toiminnoissa
Monet ilmailuohjelmat vaativat myös NADCAP-todistusta erityisprosesseihin. Toisin kuin yleiset sertifikaatit, NADCAP tarkastelee prosessikohtaisia ohjauksia erinomaisen tarkasti – varmistaen, että lämpökäsittely, kemiallinen käsittely ja tuotantoprosessien ei-tuhova testaus täyttävät alan korkeimmat standardit.
Puolustusalan työhön liittyy lisävaatimus ITAR-sääntöjen (International Traffic in Arms Regulations, kansainvälinen aseiden kauppaan liittyvät säädökset) noudattamisesta. ITAR sääntelee arkaluontoisen teknisen tiedon ja komponenttien käsittelyä ja edellyttää rekisteröityä tilaa Yhdysvaltojen valtiovaraston kanssa sekä tiukkoja tietoturvaprotokollia.
Sertifiointien vertailu: Vaatimusten sovittaminen käyttötarkoituksiin
Sertifikaattien merkityksen ymmärtäminen omassa käyttötarkoituksessa estää sekä liiallisia kustannuksia liikasertifiointien vuoksi että riskiä saada riittämättömästi sertifioitu toimittaja:
| Sertifiointi | Ensisijainen ala | Keskittymisalueet | Miksi se on tärkeää |
|---|---|---|---|
| ISO 9001 | Yleinen valmistus | Laatujärjestelmät, jatkuva parantaminen | Perussertifikaatti, joka osoittaa laadunvarmistamiseen tehtyä sitoumusta |
| IATF 16949 | Autoteollisuus | Viaton estäminen, toimittajavalvonta, jäljitettävyys | Vaaditaan suurilta autoteollisuuden valmistajilta (OEM); 67 %:lla automaali-OEM:ista on vaadittu vähintään ISO 9001 -sertifikaatti |
| AS9100 | Ilmailu | Riskienhallinta, konfiguraationhallinta, ensimmäisen tuotteen tarkastus (FAI) | Välttämätön osallistumiseksi ilmailualan toimitusketjuun |
| ISO 13485 | Lääketieteelliset laitteet | Riskienhallinta, jäljitettävyys, sääntelyvaatimusten noudattaminen | Vaaditaan FDA:n sääntelemiin lääkintälaitteiden komponentteihin |
| Nadcap | Ilma-alus/puolustus | Erityisprosessien akkreditointi | Vahvistaa kuumennus- ja lämpökäsittely-, epätuhoellisen testauksen (NDT) sekä kemiallisen käsittelyn osaamista |
| ITAR | Puolustus | Tietoturva, viennin valvonta | Pakollinen puolustukseen liittyviin teknisiin tietoihin ja komponentteihin |
Tässä on se, mitä monet ostajat jättävät huomiotta: sertifikaatit eivät ole keskenään vaihdettavissa. Autojen konepajalla, jolla on IATF 16949 -sertifikaatti, on todistettu autoteollisuuteen erityisesti liittyvää osaamista, mutta kyseinen sertifikaatti ei kuitenkaan oikeuta heitä ilmailualan työhön, johon vaaditaan AS9100 -sertifikaattia. Samoin rakennustarvikkeita valmistava tehdas, jolla on ainoastaan ISO 9001 -sertifikaatti, saattaa jäädä ilman erityisiä laatuvarmistusjärjestelmiä, joita vaaditaan lääkintä- tai ilmailualan sovelluksissa.
Mukaan lukien teollisuustutkimus tehtaissa, joilla on alaan erityisesti suunnattuja sertifikaatteja, on keskimäärin 15 % enemmän sopimuksia kuin niillä, joilla on vain yleisiä laatusertifikaatteja. Erityissertifiointiin tehty investointi osoittaa kykyä ja sitoutumista, mikä on ostotoiminnan tiimeille tunnettua.
Kun arvioitte mahdollisia valmistusyhteistyökumppaneita, varmistaaksesi niiden sertifikaatit suoraan – pyydä sertifikaattien kopioita ja vahvista niiden voimassaolo tilaamalla tietoja myöntäneiltä eliniltä. Tämä huolellisuus on erityisen tärkeää harkittaessa pinnankäsittelyvaihtoehtoja, jotka vaikuttavat merkittävästi sekä osien toimintakykyyn että säädöstenmukaisuuteen vaativissa sovelluksissa.
Pinnankäsittelyvaihtoehdot CNC-koneistettuihin osiin
Olette valinneet oikean prosessin, materiaalin ja toleranssit – mutta on vielä yksi tekijä, joka voi tehdä projektistanne menestyksen tai epäonnistumisen. Pinnankäsittely muuttaa raakaa CNC-jyrsittyjä osia toiminnallisista komponenteista valmiiksi tuotteiksi, jotka ovat valmiita kokoonpanoon tai käyttöön. Vaihtoehtojenne tunteminen auttaa teitä viestimään vaatimukset selkeästi mille tahansa CNC-koneistusosien valmistajalle ja varmistaa, että osanne toimivat täsmälleen niin kuin tarkoitettu.
Toiminnalliset ja esteettiset pinnankäsittelyt
Tässä on ero, jota monet ostajat ohittavat: kaikki pinnankäsittelyt eivät palvele samaa tarkoitusta. Jotkut pinnankäsittelyt parantavat ensisijaisesti ulkoasua, kun taas toiset tarjoavat kriittisiä toiminnallisesti merkityksellisiä etuja, kuten korroosiosuojaa tai parantunutta kulumisvastusta. Älykäs spesifiointi tarkoittaa valintaa todellisten vaatimusten perusteella eikä kalliiden vaihtoehtojen automaattista valintaa, joita ei tarvita.
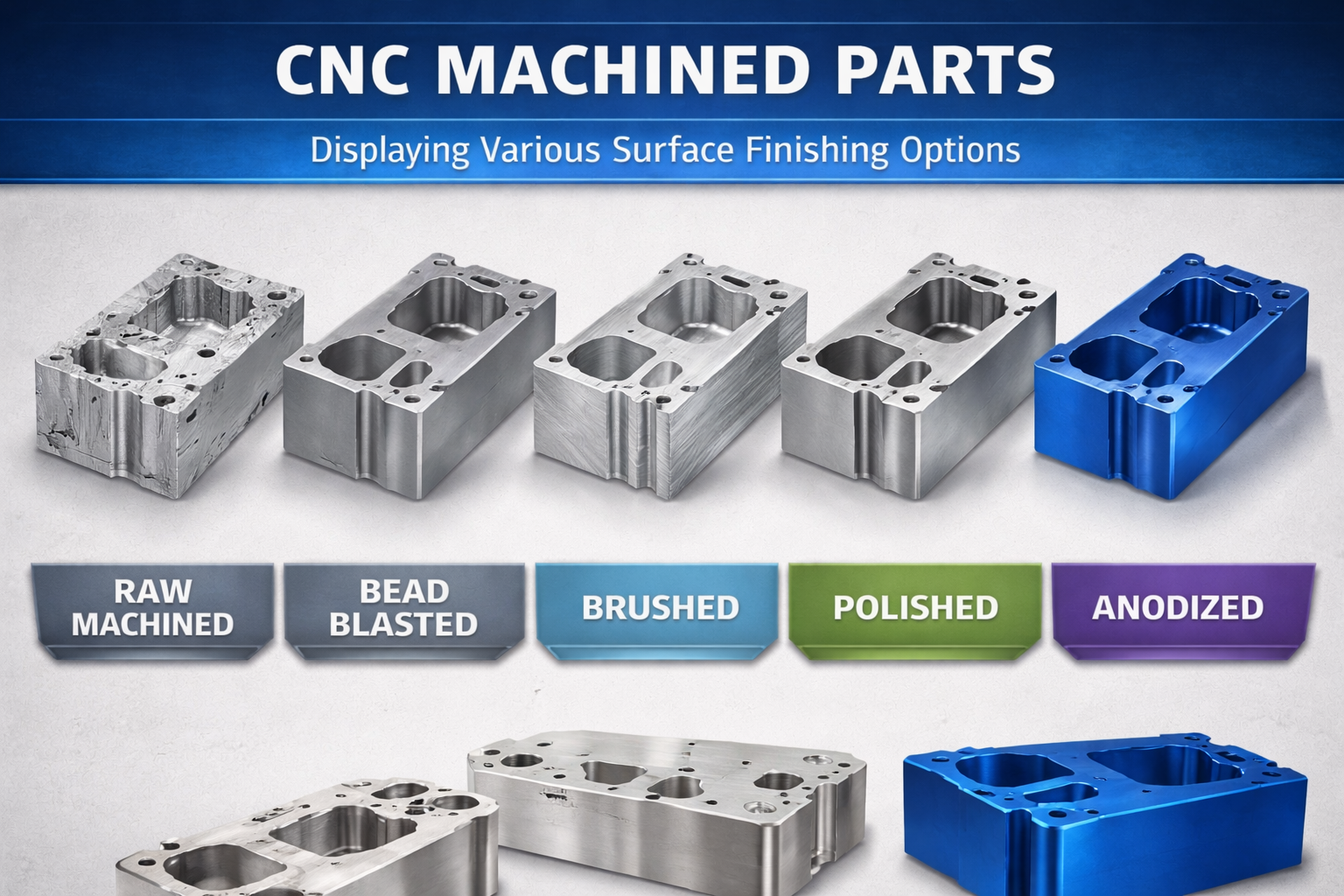
Koneistettu pinta
Edullisin vaihtoehto jättää CNC-porausosat sellaiseen tilaan kuin ne ovat koneistuksen jälkeen. Teollisuuden pinnankäsittelystandardien mukaan tyypillinen koneistettu pinnanlaatu vaihtelee 1,6 μm Ra:sta (teollisuuden yleinen standardi yleiskäyttöön) 3,2 μm Ra:han osissa, joissa pinnanlaatulla ei ole kriittistä merkitystä. Tämä pinnankäsittely sopii hyvin, kun:
- Osat ovat piilossa lopullisissa kokoonpanoissa
- Pinnan tekstuurilla ei ole vaikutusta toiminnallisuuteen
- Budjettirajoitukset edellyttävät kustannusten alentamista
- Osiin tehdään lisäpinnankäsittelyä myöhemmin toimitusketjussa
Akrilikin polttaminen ja kastelu
Kun visuaalinen vaikutus on tärkeä, hiominen poistaa koneistusjäljet ja luo sileät, kiiltävät pinnat. Pinnan karheusarvon saaminen 0,4 μm Ra:n tasolle tuottaa lähes peilikirkkaan pinnan, joka on välttämätön komponenteissa, joissa vaaditaan mahdollisimman pientä kitkaa tai premium-ulkoasua. Tämä sileys kuitenkin maksaa: hiominen lisää yleensä merkittävästi koneistettujen osien valmistukseen kuluvaan aikaan ja kustannuksiin.
Kuilujen räjäytys
Tässä mekaanisessa prosessissa lasipallot ohjataan osan pinnalle, mikä luo yhtenäisen mattapintaisen tekstuurin. Lasipallojen suihkutus poistaa tehokkaasti pieniä pintavirheitä ja valmistaa osat seuraaviin pinnoitusprosesseihin. Sitä käytetään erityisen paljon CNC-koneistettujen tuotteiden valmistuksessa, kun halutaan yhtenäinen, ei-heijastava ulkoasu ilman hiomisen kustannuksia.
Suojapinnoitteet koville käyttöolosuhteille
Kun osanne altistuvat syövyttäville kemikaaleille, ulkokäytölle tai vaativille käyttöolosuhteille, suojapinnoitteet ovat välttämättömiä, ei vain valinnaisia.
Anodisointi
Anodointi luo kestävän oksidikerroksen alumiiniosiin, mikä parantaa huomattavasti korrosionkestävyyttä ja pinnan kovuutta. Kolme eri tyyppiä täyttää erilaisia tarpeita:
- I tyyppi (kromhappo): Ohuin kerros, joka säilyttää tarkat mitat; suositeltava ilmailusovelluksiin, joissa vaaditaan väsymiskestävyyttä
- Tyyppi II (rikkihappo): Yleisin vaihtoehto, joka tasapainottaa kustannuksia ja suorituskykyä; hyväksyy värjättäviä väriaineita esteettiseen mukauttamiseen
- Tyyppi III (kovaanodointi): Paksuin ja kestävin kerros teollisiin ja sotilasaloihin tarkoitettuihin sovelluksiin, joissa vaaditaan äärimmäistä kulumiskestävyyttä
Jauhemaalaus
Tämä monikäyttöinen pinnoite sovelletaan kuivana jauheena sähköstaattisesti ennen lämpökäsittelyä, jolloin se muodostaa kestävän suojakerroksen. Jauhepinnoite tarjoaa erinomaisen kestävyyden iskuille, kemikaaleille ja UV-säteilylle. Laajan värivalikoiman ansiosta se tarjoaa sekä toiminnallista suojaa että visuaalista viehätystä – mikä tekee siitä ideaalin ratkaisun kuluttajatuotteisiin ja ulkotarvikkeisiin.
Kilpivaihtoehdot
Metallipinnoitus saadaan aikaan laskeuttamalla ohuita suojaavia tai toiminnallisesti tarkoitettuja metallikerroksia osien pinnalle:
- Katalyyttinen nikkeli: Yhtenäinen pinnoitus ilman sähkövirtaa; tarjoaa erinomaista korrosiosuojaa ja kovuutta monimutkaisille geometrioille
- Kromipinnoitus: Antaa kiiltäviä, heijastavia pintoja hyvällä kulumisvastuksella
- Sinkkiverho: Kustannustehokas korrosiosuoja, jota käytetään yleisesti autoteollisuudessa
- Kultainen kalvo: Erinomainen sähkönjohtavuus elektronisille liittimille
Passivointi
Ruostumattomasta teräksestä CNC-koneistettuihin tuotteisiin passivaatio parantaa luonnollista korrosiosuojaa poistamalla pinnalta vapaata rautaa ja edistämällä suojakalvoisen oksidikerroksen muodostumista. Tämä kemiallinen käsittely on välttämätöntä lääketieteellisissä ja elintarviketeollisuuden komponenteissa, joissa saastumisen estäminen on ratkaisevan tärkeää.
Pinnanvalinta sovelluksen mukaan
Oikean pinnan valinta vaatii suojatarpeiden, ulkoasun vaatimusten ja budjettirajoitusten tasapainottamista. Alla oleva taulukko antaa ohjeita pintojen valinnassa yleisille sovelluksille:
| Viimeistelytyyppi | Suojataso | Ulkonäkö | Parhaat käyttösovellukset | Suhteellinen hinta |
|---|---|---|---|---|
| Koneistettu | Alhainen | Näkyvät työkalumerkit; toiminnallinen ulkoasu | Sisäkomponentit, prototyypit, piilotetut osat | $ |
| Kuilujen räjäytys | Matala–Keskitaso | Yhtenäinen mattapinta | Kuluttajaelektroniikka, pinnan esikäsittely pinnoitusta varten | $$ |
| Kiillotus | Alhainen | Korkean kiillon, peilikaltainen pinta | Lääkintälaitteet, koristeosat, optiset koteloit | $$$ |
| Anodisoitu (tyyppi II) | Keski-Suuri | Mattapinta tai satiinipinta; saatavilla useissa väreissä | Ilmailuteollisuuden kiinnikkeet, kuluttajatuotteet, elektroniikkakoteloit | $$ |
| Anodointi (tyyppi III) | Erittäin korkea | Yleensä tummanharmaa tai musta | Sotilaslaitteet, teollisuuskoneet, kulumiselle alttiit pinnat | $$$ |
| Jauhemaalaus | Korkea | Laaja väripaletti; sileä tai teksturoitu | Ulkokäyttöön tarkoitetut laitteet, autonosat, kuluttajatuotteet | $$ |
| Elektrolyyttinen nikkeli | Korkea | Kiiltävä metallipinta | Monimutkaiset geometriat, hydraulikomponentit, venttiilit | $$$ |
| Kromipito | Keski-Suuri | Erittäin heijastava, peilikaltainen | Autoteollisuuden koristeosat, dekoratiiviset kiinnityskappaleet | $$$$ |
| Sinkkiverho | Keskikoko | Hopeansininen tai keltainen kromaatipinnoite | Kiinnitysosat, kiinnikkeet, auton alustan komponentit | $$ |
Pinnakäsittelykustannusarvioiden mukaan yksinkertaiset pinnat, kuten hiomakivet, vaihtelevat tyypillisesti 30–50 dollaria osaa kohden, kun taas anodointi tai kemiallinen nikkelipinnoitus voi nousta 100–200 dollariin osaa kohden koon ja monimutkaisuuden mukaan. Näiden kustannusten huomioiminen suunnitteluvaiheessa estää budjettiyllätyksiä.
Pinnan valinta vaikuttaa myös toimitusaikoihin. Yksinkertaiset pinnat lisäävät tuotantoa muutamalla tunnilla, kun taas monimutkaisemmat käsittelyt, kuten anodointi tai sähkökromaus, pidentävät aikataulua 24–48 tunnilla – valmistelun ja kovettumisen poislukien. Valittaessa valmistajia on varmistettava, että heillä on sisäiset pinnankäsittelymahdollisuudet vai ovatko prosessit ulkoistettuja, mikä saattaa lisätä kuljetusaikaa ja koordinaation monimutkaisuutta.
Ymmärtämisestä eri pinnankäsittelyvaihtoehdoista on hyötyä valittaessa seuraavaa ratkaisevaa tekijää: miten erilaiset kustannusajurit yhdistyvät määrittämään lopullisen kappalekohtaisen hinnan – ja missä kohtaa on mahdollisuus optimoida investointia laadun säilyttämisellä.
Kustannustekijät, jotka vaikuttavat CNC-kappaleiden hintaan
Tässä on kysymys, joka yllättää monet ostajat: miksi kahden näennäisesti samankaltaisen kappaleen tarjoukset vaihtelevat niin merkittävästi? Vastaus piilee piilokustannusajureissa, jotka määrittävät CNC-koneistettujen kappaleiden hinnan. Riippumatta siitä, teetkö yhteistyötä paikallisen koneistettujen kappaleiden valmistajan vai globaalin CNC-koneistuslaitoksen kanssa, samat perustekijät vaikuttavat lopulliseen laskuun.
Todelliset kustannusajurit CNC-valmistuksessa
Kun pyydät tarjousta räätälöidyistä CNC-koneistetuista kappaleista, valmistajat arvioivat useita muuttujia, jotka kertyvät kappalekohtaiseksi hinnaksi. Lähteessä alan hinnanalysin mukaan nämä tekijät on luokiteltu vaikutuksen suuruuden mukaan korkeimmasta alimpaan:
- Suunnittelun monimutkaisuus: Monimutkaiset suunnittelut, joissa on yksityiskoittaisia ominaisuuksia tai monimutkaisia geometrioita, vaativat laajempaa ohjelmointia, lisäkoneasetuksia ja joskus erikoistyökaluja. Yksinkertaiset suunnittelut maksavat noin 20 dollaria tunnissa koneistettaessa, kun taas monimutkaisten osien hinta nousee 35–70 dollariin tunnissa.
- Materiaalivalinta: Raaka-ainekustannukset vaihtelevat huomattavasti – alumiini maksaa 5–10 dollaria naulassa, kun taas ruostumaton teräs maksaa 8–16 dollaria naulassa. Raaka-aineen hinnan lisäksi koneistettavuus vaikuttaa kiertoaikaan ja työkalujen kulumiseen, mikä lisää kustannuksia.
- Toleranssivaatimukset: Tarkemmat toleranssit vaativat hitaampia koneistusnopeuksia, useita työkaluvaihtoja ja laajennettuja laatuvarmistustoimenpiteitä. ±0,001 tuuman sijaan ±0,005 tuuman toleranssin määrittäminen voi lisätä koneistusaikaa 50 %:lla tai enemmän.
- Tuotannon tilavuus: Kiinteät kustannukset, kuten ohjelmointi ja asetukset, jakautuvat kaikkien tuotettujen yksiköiden kesken. Pienet tuotantomäärät aiheuttavat korkeammat kustannukset yksikköä kohden, kun taas suuret tuotantomäärät hyötyvät skaalatuottoisuudesta.
- Koneen tyyppi: Kolmiakseliset koneet maksavat yleensä 10–20 dollaria tunnissa, kun taas viisiakseliset koneet maksavat 20–40 dollaria tunnissa niiden edistyneiden ominaisuuksien ja toiminnallisesti monimutkaisen luonteen vuoksi.
- Päällystysvaatimukset: Jokainen lisäpinnankäsittely — anodointi, pinnoitus, kiillotus — lisää työvoimakustannuksia, koneaikakustannuksia ja materiaalikustannuksia projektissanne.
Tämän hierarkian ymmärtäminen auttaa teitä priorisoimaan kustannusten optimointikohteita. Pieni muutos suunnittelun monimutkaisuudessa tuottaa usein enemmän kustannussäästöjä kuin materiaalin vaihto.
Määräperusteinen hinnoittelu ja mittakaavaedut
Kuvitellaan tilauksen tekevän yhden prototyypin tai 1 000 tuotantokappaleen. Ohjelmointi, CAD-valmistelutyöt ja koneen asetukset tehdään vain kerran — riippumatta tilattavasta määrästä. Tämä luo käänteisen suhteen tilausmäärän ja yksikkökustannusten välille, jota koneosien valmistukseen perehtyneet asiantuntijat pitävät saatavilla olevana tehokkaimpana kustannusohjauskeinona.
Näin numerot näyttävät käytännössä:
- Yksikkö: Koko asennus- ja ohjelmointikustannus kohdistuu yhteen osaan — korkein yksikköhinta
- 5 yksikköä: Yksikköhinta laskee noin 50 % verran verrattuna yksikkötilauksen hintaan
- 100 yksikköä: Asennuskustannukset ovat merkityksettömiä yksikköä kohden; materiaali- ja kiertoaikakustannukset hallitsevat hinnoittelua
- 1000+ yksikköä: Yksikköhinta voi laskea 10–20 %:iin yksittäisen yksikön hinnasta
Koneistettavien osien tuotantoon tarkoitetut tilaukset kannattaa usein koota suuremmiksi eriksi – vaikka se tarkoittaisi jonkin verran varastointia – sillä tämä vähentää usein merkittävästi kokonaishankkeen kustannuksia. Monet CNC-koneistusosien valmistajat tarjoavat porrastettuja hinnoittelurakenteita, jotka kannustavat suurempien määrien tilaamiseen.
Pienet tilausmäärät aiheuttavat myös käytännön haasteita. Alan tiedon mukaan monet toimittajat vaativat vähimmäistilauksia, joiden määrä saattaa ylittää tarpeesi pienemmän tuotantomäärän vaatimukset. Prototyypityksen yhteydessä ottaa tämä tosiasia huomioon toimittajien valintaprosessissa.
Laadun ja budjetin tasapainottaminen
Jokainen suunnittelupäätöksesi ennen tiedostojen lähettämistä CNC-koneistusosien tehtaalle vaikuttaa valmistettavuuteen – ja kustannuksiin. Viisaat ostajat optimoivat suunnittelunsa tuotantoon sopivaksi eivätkä käsitle koneistusta sivuseikkana.
Harkitse näitä suunnittelustrategioita, joilla kustannuksia voidaan vähentää ilman toiminnallisuuksien heikentämistä:
- Vältä syviä onteloita: Tyhjiä tiloja, joiden syvyys on huomattavasti suurempi kuin leveys, vaaditaan erikoistyökaluja ja hitaampia koneistusnopeuksia
- Käytä standardikokoja reikiä: Noudattamalla standardien poranterien kokoja (1/64 tuuman välein) voidaan välttää erikoistyökalujen tarve
- Pyöristetyt sisäkulmat: Terävät sisäkulmat vaativat erikoistyökaluja ja lisäävät monimutkaisuutta – pyöristä nämä reunat
- Lisää seinämän paksuutta: Ohutseinäiset osat vaativat tarkempaa säätöä ja erikoisjännityslaitteita, mikä nostaa kustannuksia
- Rajoita kierrepiirteiden käyttöä: Jokainen kierrepiirteinen osa lisää koneistusaikaa; harkitse vaihtoehtoisia kiinnitystapoja silloin, kun se on mahdollista
- Jätä tarpeeton teksti pois: Korostus- tai kaiverrusmerkintä lisää koneistusaikaa ilman toiminnallista hyötyä, ellei sitä vaadita tunnistamista varten
Myös toimitusaikojen ja hinnoittelun välinen suhde vaatii huomiota. Standardit toimitusajat mahdollistavat valmistajien suunnitella työsi tehokkaasti muiden projektien rinnalla. Kiireelliset tilaukset – erityisesti ne, jotka edellyttävät nopeutettua materiaalien hankintaa tai ylityötunteja – voivat nostaa kustannuksia 25–50 % tai enemmän. Etukäteen suunnittelu on edelleen usein aliarvioitu kustannusten alentamisen strategia.
Vertaillessa tarjouksia räätälöidyistä CNC-koneistettavista osista ja standardikatalogiosista muista, että räätälöidyt työt sisältävät aina ohjelmointi- ja asennuskustannukset. Räätälöidyt osat toimivat kuitenkin tarkalleen sovelluksesi vaatimuksiin, mikä voi poistaa toissijaiset koneistusvaiheet tai kokoonpanovaiheet, joita standardiosat saattavat vaatia.
Käytännöllinen lähestymistapa on käyttää tätä kaavaa arvioidaksesi, onko projekti taloudellisesti järkevä:
Arvioitu kustannus = (Materiaalikustannus + Asennuskustannus) + (Koneistusaika × Tuntihinta) + Pintakäsittelykustannus
Tämä kustannusrakenne auttaa sinua tunnistamaan ne kustannuskomponentit, joilla on suurin optimointimahdollisuus juuri sinun projektissasi. Kun olet saanut tämän ymmärryksen kustannustekijöistä, olet valmis arvioimaan mahdollisia valmistuskumppaneita niiden tekijöiden perusteella, jotka todella merkitsevät – heidän kykyjensä, laatujärjestelmänsä ja kykyään tuottaa johdonmukaisia tuloksia kilpailukykyisillä hinnoilla.

Kuinka valita oikea CNC-osien valmistaja
Olet hallinnut tekniset perusteet – prosessit, materiaalit, toleranssit ja pinnankäsittelyt. Nyt tulee päätös, joka määrittää sen, muuttuuko kaikki tuo tieto onnistuneiksi osiksi: oikean valmistuskumppanin valinta. CNC-koneistettujen osien toimittajan valinta ei ole pelkästään kysymys alhaisimmasta tarjouksesta. Kyse on kumppanin löytämisestä, jonka kyvyt, laatujärjestelmät ja viestintäkäytännöt vastaavat projektisi vaatimuksia.
Arvioi valmistajan kykyjä
Kun arvioit mahdollisia koneistettujen osien valmistajia, tarvitset systemaattisen lähestymistavan, joka menee pinnallisempien väitteiden yli. Alan parhaiden käytäntöjen mukaan CNC-toimittajien arviointi edellyttää useiden toiminnan ulottuvuuksien tarkastelua.
Laitteisto- ja teknologia-arviointi
Koneistettujen osien toimittaja, jolla on edistyneitä moniakselisia koneistuskeskuksia, osoittaa kykyään käsitellä monimutkaisia geometrioita. Älä kuitenkaan pysähdy pelkän koneiden lukumäärän tarkasteluun – tutki seuraavia erityisiä tekijöitä:
- Koneen ikä ja kunto: Uudemmat laitteet yleensä säilyttävät tiukemmat toleranssit ja aiheuttavat vähemmän katkoja.
- CAD/CAM-ohjelmistojen integraatio: Moderni ohjelmisto mahdollistaa nopeamman ohjelmoinnin ja vähentää suunnittelutiedostojesi käännösvirheitä.
- Automaatiomahdollisuudet: Robottilataus, palettijärjestelmät ja valotonta koneistusta (lights-out machining) osoittavat tuotantotehokkuutta.
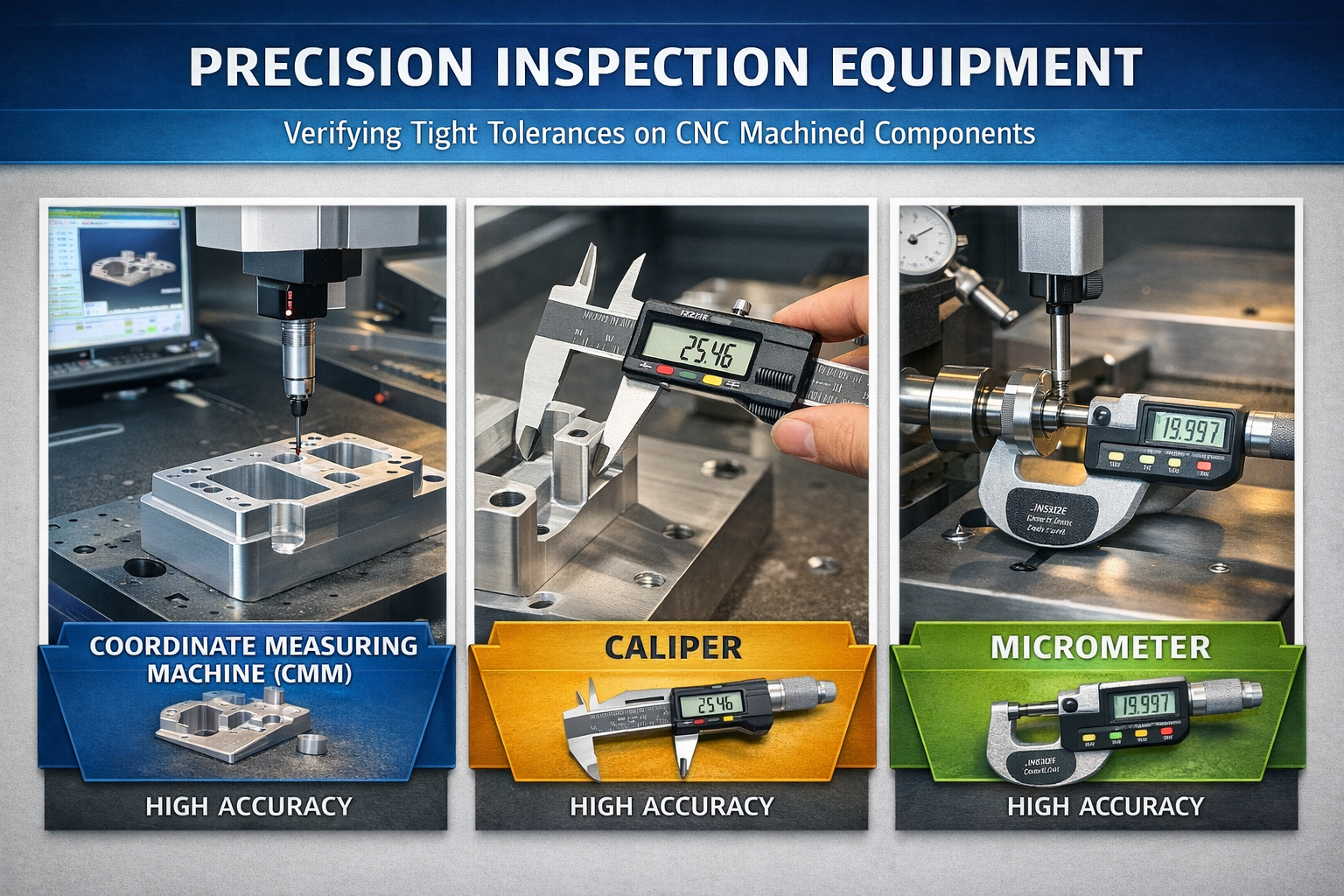
- Tarkastuslaitteet: Koordinaattimittakoneet (CMM), optiset vertailulaiteet ja pinnankarheustesterit varmentavat tarkkuusväitteet.
Materiaaliosaaminen edustaa toista keskeistä kyvykkyyden indikaattoria. Teiden osien valmistajat, jotka ovat kokemuksellisia juuri teidän käyttämänne materiaalin—oli se sitten alumiini, titaani tai insinöörimuovit—käsittelyssä, voivat ennakoida koneistusongelmia ja optimoida prosessit vastaavasti. Laaja materiaalivalikoima osoittaa teknistä osaamista ja joustavuutta eri sovellusalueilla.
Tuotantokapasiteetin arviointi
Onko valmistaja kykenevä käsittelemään sekä nykyistä tilaustanne että tulevaa kasvuanne? Arvioi seuraavia kapasiteettia kuvaavia indikaattoreita:
- Koneiden määrä, joka on omistettu teidän osatyyppiänne käsittelyyn (jyrsintä, kääntö tai EDM)
- Työvuorojen aikataulutus—yksi, kaksi tai 24/7-toiminta
- Nykyinen kapasiteetin hyötyaste ja tyypilliset toimitusaikat
- Laajentuvuus prototyyppimääristä tuotantomääriin
Toimittaja, jolla on laajentuva kapasiteetti, vähentää pullonkaulan riskiä, kun projektinne siirtyy prototyypityksestä täysmittaiseen tuotantoon. Autoteollisuuden sovelluksissa valmistajat kuten Shaoyi Metal Technology esimerkiksi tämän kyvyn, tarjoamalla nopeaa prototyypitystä johtoajalla, joka voi olla niin lyhyt kuin yksi työpäivä, ja skaalautumalla sujuvasti sarjatuotantomääriin – yhdistelmä, joka tukee joustavia tuotekehityssykliä.
Laatujärjestelmät, joilla on merkitystä
Verkkosivuilla näytettävien sertifikaattien lisäksi on tärkeää ymmärtää, miten valmistajat todella toteuttavat laadunvalvontaa – tämä erottaa luotettavat kumppanit niistä, jotka vain täyttävät vaatimukset muodollisesti.
Tilastollinen prosessien hallinta (SPC)
SPC (tilastollinen prosessin ohjaus) edustaa kultakantaa prosessin seurannassa tarkkuusvalmistuksessa. Sen sijaan, että osia tarkastettaisiin valmiina – kun virheet ovat jo tapahtuneet – SPC seuraa prosessimuuttujia reaaliajassa, mikä mahdollistaa poikkeamien havaitsemisen ennen kuin ne aiheuttavat viallisia osia.
Mukaan lukien laatuhallintatutkimus , tehokas SPC-toteutus tuottaa mitattavia etuja:
- Työkalukulumisen varhainen havaitseminen ennen kuin se vaikuttaa mittatarkkuuteen
- Prosessikykyä kuvaavat mittarit (Cpk-arvot), jotka osoittavat johdonmukaista suorituskykyä
- Trendianalyysi, joka estää prosessin hajaantumisen kohti toleranssirajoja
- Dokumentaatio, joka tukee jäljitettävyysvaatimuksia
Arvioidessasi mahdollista CNC-koneistuskomponenttien toimittajaa kysy heiltä SPC:n (tilastollisen prosessin ohjauksen) toteuttamisesta. Valmistajat, joilla on SPC:llä tuettuja laatu-järjestelmiä – kuten IATF 16949 -sertifioidut tuotantolaitokset – osoittavat sitoutumistaan vikojen ehkäisyyn eikä ainoastaan niiden havaitsemiseen.
Tarkastusprotokollia
Kattava tarkastus ei rajoitu kalliiden laitteiden omistamiseen. Tutki valmistajan tarkastustyönkulku:
- Ensimmäisen artiklan tarkastus (FAI): Kattava mittatarkastus ennen tuotantoerien aloittamista
- Tuotantotarkastus: Säännölliset tarkastukset tuotannon aikana, joilla havaitaan ongelmia varhaisessa vaiheessa
- Lopputarkastus: Täydellinen tarkastus vastaavanne määrittelyjen mukaisesti ennen lähettämistä
- Dokumentointi: Tarkastusraportit, materiaalitodistukset ja jäljitettävyystiedot
Parhaat toimittajat pitävät valitusasteensa huomattavasti alle alan keskiarvon systemaattisten laatuapproksien avulla. Kaksoistarkastusmenettelyt – eli tarkastus valmistuspisteessä sekä riippumaton tarkastus sen jälkeen – vähentävät asiakkaille pääseviä vikoja murto-osaksi prosentista.
Punaiset liput, joita pitää katsoa
Kokemus opettaa ostajat tunnistamaan varoitusmerkit, jotka ennakoivat tulevia ongelmia. Tarkkaile näitä indikaattoreita arvioinnin aikana:
- Epämääräiset kyvykkyyden väittämät: Valmistajat, jotka eivät pysty määrittämään toleranssikykyjään tai materiaaliosaamistaan, saattavat puuttua todellisesta osaamisesta
- Hinta huomattavasti kilpailijoita alhaisempi: Epärealistisen alhaiset tarjoukset viittaavat usein materiaalien, laadunvalvonnan tai myöhemmin ilmenevien piilotettujen maksujen karsimiseen
- Vieläisyys antaa viittauksia: Vakiintuneet toimittajat jakavat hal willingly asiakasyleystiedot kyvykkyyden varmentamiseksi
- Heikko viestinnän reagointikyky: Hidas tai epätäydellinen vastaus tarjouspyynnön yhteydessä ennustaa samankaltaisia ongelmia tuotannon aikana
- Puuttuvat tai vanhentuneet sertifikaatit: Tarkista aina sertifikaattien voimassaolo suoraan myöntäneiltä eliniltä
- Ei erillistä projektinhallintaa: Monimutkaiset CNC-komponentit vaativat teknistä ohjausta koko tuotantoprosessin ajan – toimittajat ilman insinööritukea jättävät sinut ratkaisemaan ongelmia yksin
Toimittajien arviointitutkimusten mukaan läpinäkyvät hinnoittelurakenteet ovat yhtä tärkeitä kuin lopullinen hinta. Yksityiskohtainen tarjous, jossa on eritelty materiaalikustannukset, koneistusajat ja viimeistelypalvelut, osoittaa toimittajaa, joka ymmärtää omia kustannusrakenteitaan – ja joka voi siten pitää hinnat ja laadun tasaisina.
Tuottavien toimittajasuhteiden rakentaminen
Oikean valmistajan löytäminen on vasta alku. Arvon maksimoimiseen vaaditaan yhteistyösuhteiden rakentamista, jotka hyödyttävät molempia osapuolia.
Viestintäkäytännöt
Selkeä viestintä estää väärinkäsitykset, jotka aiheuttavat viivästyksiä, uudelleentyötä ja turhautumista. Arvioi mahdollisia kumppaneita seuraavien kriteerien perusteella:
- Vastausaika teknisiin kysymyksiin
- Suunnittelun optimointia tukevan insinöörin tukipalvelun saatavuus
- Tuotantotilanteen tai mahdollisten ongelmien ilmoittaminen aktiivisesti
- Kieliyhteensopivuus teidän tiimin tarpeiden kanssa
Toimittajat, jotka tarjoavat omia hankejohtajiaan, tarjoavat parempaa ohjausta suunnittelun ja tuotannon koko vaiheessa. Tämä yksittäinen yhteyshenkilö yksinkertaistaa koordinointia ja varmistaa, että vaatimuksesi eivät katoa käännöksen tai osastonvälisen viestinnän seassa.
Pitkäaikaisen kumppanuuden edut
Jos CNC-koneosien hankinta käsitetään pelkäksi transaktioksi, te etenee vähemmän arvoa valmistussuhteista kuin pitäisi. Pitkäaikaiset kumppanuudet tarjoavat etuja, joita yksittäisillä tilauksilla ei saavuteta:
- Prosessin optimointi: Toimittajat, jotka ovat tuttuja osistasi, parantavat jatkuvasti tehokkuutta
- Esiintyminen eteenpäin: Vakiintuneet suhteet tarkoittavat usein etuoikeutettua kohtelua kapasiteettirajoitusten aikana
- Suunnittelutiedon syöttö: Kokeneet kumppanit huomaavat valmistettavuusongelmat ennen kuin ne muodostuvat kalliiksi ongelmiksi
- Varastointiohjelmat: Yleistilaukset ja kanban-järjestelyt vähentävät varastointikustannuksiasi
Valmistajan arviointitarkistuslista
Käytä tätä kattavaa tarkistuslistaa vertaillessasi mahdollisia CNC-konepistoskomponenttien toimittajia:
| Arviointikategoria | Keskeiset kysymykset | Mitä etsiä |
|---|---|---|
| Tekniset kyvyt | Mitä koneiden tyyppejä ja akselikonfiguraatioita on saatavilla? Mitä CAD/CAM-järjestelmiä käytetään? | Moniakseliset koneet, moderni ohjelmisto, automaatioominaisuudet |
| Aineisto-asiantuntisuus | Millaisia materiaaleja työstätte säännöllisesti? Voitteko antaa esimerkkejä? | Kokemus teidän tietystä materiaalistanne; laaja tuotevalikoima osoittaa monipuolisuutta |
| Laatuvarmenteet | Mitä alan sertifikaatteja teillä on? Milloin ne tarkistettiin viimeksi? | Nykyinen vähimmäisvaatimus on ISO 9001; IATF 16949 autoteollisuudelle; AS9100 ilmailuteollisuudelle |
| Laadukkaat järjestelmät | Kuinka te toteuttatte tilastollisen prosessin valvonnan (SPC)? Mitä tarkastuslaitteita käytätte? | Koordinaattimittakoneiden (CMM) kyvykkyydet, dokumentoidut SPC-menettelyt, prosessin aikaiset tarkastusprotokollat |
| Tuotantokapasiteetti | Mitkä ovat tyypilliset toimitusaikataulut? Voitteko skaalata prototyypistä sarjatuotantoon? | Realistiset aikataulut, osoitettu skaalautuvuus ja varavoittoisuussuunnittelu |
| Viestintä | Kuka on minun pääyhteyshenkilöni? Kuinka te käsittelette teknisiä kysymyksiä? | Dedikoitu hankejohtaminen, insinööritukea saatavilla olevana, reagointikyky |
| Hinnanläpinäkyvyys | Voitteko tarjota yksityiskohtaisen kustannusrakenteen? | Selkeä erotus materiaali-, koneistus-, viimeistely- ja asennuskustannuksissa |
| Toimitushistoria | Voitteko tarjota asiakasviitteitä? Mikä on toimitusaikatakuun noudattamisprosentti? | Tarkistettavissa olevat viitteet, toimitusaikatakuun noudattamisprosentti yli 95 %, vähäinen valvontaprosentti |
Autoteollisuuden CNC-komponenttien ostajille IATF 16949 -sertifikaatti tarjoaa olennaisen varmuuden toimittajan valmiudesta täyttää alan vaativat vaatimukset. Valmistajat kuten Shaoyi Metal Technology yhdistävät tämän sertifikaatin SPC-perusteisiin laatuun keskittyviin järjestelmiin ja nopeaan prototyyppivalmistukseen – tämä yhdistelmä on se, mitä ostajien tulisi etsiä rakentaessaan autoteollisuuden toimitusketjuja, jotka tasapainottavat nopeutta, laatua ja kustannustehokkuutta.
Kun valmistajien arviointiin käytettävä systemaattinen lähestymistapa on hallussa, olet valmis siirtymään arvioinnista toimintaan. Viimeinen vaihe sisältää vaatimusten kääntämisen selkeiksi eritelmiksi ja tuottavien työsuhteiden luomisen, joiden avulla saavutetaan ajan myötä johdonmukaisia tuloksia.
Toimet CNC-osien vaatimusten toteuttamiseksi
Olet omaksunut kriittiset tekijät, joita useimmat ostajat jättävät huomiotta – nyt on aika ottaa tämä tieto käyttöön. Siirtyminen tutkimuksesta tuloksiin vaatii rakennetun lähestymistavan, joka muuttaa ymmärryksesi CNC-koneistetuista osista onnistuneiksi hankkeiden tuloksiksi. Kartoitetaan tarkasti, miten edetään.
CNC-osien hankintasuunnitelmasi
Oletko valmis hankkimaan seuraavan CNC-osasi? Noudata tätä testattua toimintajärjestystä riskien vähentämiseksi ja tulosten maksimoimiseksi:
- Lopullista design-tiedostoja: Valmistele täydelliset CAD-mallit yleisissä formaateissa (STEP, IGES) sekä niitä täydentävät 2D-piirrokset, joissa määritellään tarkasti kriittiset toleranssit, pinnankäsittelyt ja materiaalivaatimukset
- Määrittele eritelmäsi selkeästi: Asiakirjan materiaaliluokka, kunkin kriittisen mitan toleranssivaatimukset, pinnankäsittelyvaatimukset ja mahdolliset teollisuusalaan liittyvät sertifikaatit
- Tunnista mahdolliset valmistajat: Suodata toimittajia laitteistokapasiteetin, asiaankuuluvien sertifikaattien ja kokemuksen perusteella teidän tietyn sovelluksenne kanssa
- Pyydä yksityiskohtaisia tarjouksia: Lähetä tarjouspyynnöt (RFQ) täydellisine asiakirjoinaan ja pyydä yksityiskohtaista kustannusrakennetta, jossa materiaali-, koneistus- ja pinnankäsittelykustannukset on erotettu toisistaan
- Arvioi ja vertaa vastauksia: Arvioi teknistä kapasiteettia, laatujärjestelmiä, viestintäreaktiivisuutta ja kokonaishyötyä – ei pelkästään hintaa
- Suorita huolellinen tarkastus: Vahvista sertifikaatit, pyydä viitteitä ja varmista toimitusaikataulun sitoumukset ennen tilausten antamista
- Aloita prototyyppivalidaatiolla: Tilaa näyttemäerät tarkistaaksesi mittojen tarkkuus ja pinnanlaatu ennen tuotantomäärien vahvistamista
Eristelmästä tuotantoon
Selkeä viestintä estää kalliita väärinkäsityksiä. Kun lähetät CNC-koneistettavien osien vaatimukset, sisällytä seuraavat olennaiset tiedot:
- Toleranssitaulukot: Määritä, mitkä mitat ovat kriittisiä ja mitkä tavallisia – vältä liiallista toleranssia ei-toiminnallisille ominaisuuksille
- Materiaalitodistukset: Ilmoita, vaaditko materiaalin testaussertifikaatteja tai erityistä materiaalin jäljitettävyysdokumentaatiota
- Tarkastusvaatimukset: Määritä ensimmäisen näytteen tarkastustarpeet sekä jatkuvat laatuselostusten vaatimukset
- Koneistettujen osien kokoonpanoa koskevat huomiot: Jos komponenttisi liittyy muihin osiin, toimi myös niiden vastaosien piirustukset tai kokoonpanoympäristö
Suunnittelun valmistelua asiantuntijoiden mukaan valmistajan teknologien kanssa neuvottelu suunnitteluvaiheessa voi vähentää kustannuksia 20–30 %:lla samalla kun valmistettavuutta parannetaan. Tämä yhteistyöllinen lähestymistapa havaitsee mahdolliset ongelmat ennen kuin ne muodostuvat kalliiksi tuotantovaiheen ongelmiksi.
Seuraava askel
Kun olet tutustunut tässä oppaassa käsiteltyihin yhdeksään keskeiseen tekijään, olet valmiina tekemään informoituja hankintapäätöksiä, jotka tasapainottavat laatua, kustannuksia ja luotettavuutta. Tarvitsetpa yhtä CNC-koneosaa prototyypin valmistukseen tai tuhansia tuotantokomponentteja, periaatteet pysyvät samoina: määrittele selvästi, arvioi systemaattisesti ja rakenna suhteita kyvykkäisiin kumppaneihin.
Autoteollisuuden sovelluksiin, joissa vaaditaan tarkkoja alustakokoonpanoja, räätälöityjä metallivaimentimia tai muita kriittisiä komponentteja, IATF 16949 -sertifioidut valmistajat ja SPC-tukeutuvat laatuohjelmat tarjoavat sen johdonmukaisuuden, jota toimitusketjuusi vaaditaan. Shaoyi Metal Technology edustaa tätä kattavaa osaamista – tarjoamalla tarkkuus-CNC-koneistuspalveluita, jotka skaalautuvat nopeasta prototyypin valmistuksesta jo yhden työpäivän kuluttua täysikokoiseen sarjatuotantoon.
Seuraava CNC-koneistettujen osien projekti alkaa yhdellä yksinkertaisella askeleella: valmistelemalla tekniset vaatimukset ja ottamalla yhteyttä päteviin valmistajiin, jotka voivat muuttaa suunnittelutasi tarkkuusosiksi. Tässä saamasi tieto varmistaa, että keskustelu alkaa informoidusta ja luottamuksellisesta lähtökohdasta.
Usein kysytyt kysymykset CNC-osien valmistuksesta
1. Mikä on CNC-koneistus ja miten se toimii?
CNC-koneistus on poistovalmistusprosessi, jossa esiohjelmoitu tietokoneohjelmisto ohjaa leikkuutyökaluja tuottamaan tarkkuusosia raaka-aineista. Prosessi alkaa CAD-tiedostolla, joka sisältää osan tekniset vaatimukset, ja joka muunnetaan G-koodiksi, jonka CNC-koneet ymmärtävät. Kone suorittaa sitten jokaisen leikkuureitin mekaanisen tarkkuuden avulla, saavuttaen toleranssit jopa ±0,0002 tuumaa standardikoneistuksessa ja ±0,0001 tuumaa EDM-toimenpiteissä. Tämä teknologia mahdollistaa toistettavan tarkkuuden, olipa kyseessä 10 tai 10 000 identtistä yksikköä.
2. Mitä sertifikaatteja tulisi etsiä CNC-osien valmistajalta?
Tarvittavat sertifikaatit riippuvat teollisuusalastasi. ISO 9001 toimii yleisen valmistuksen perustasoisena laadunhallintasertifikaattina. IATF 16949 on välttämätön autoteollisuuden sovelluksissa ja keskittyy vikojen ehkäisemiseen ja jäljitettävyyteen. AS9100 vaaditaan ilmailukomponenteille ja kattaa konfiguraationhallinnan sekä ensimmäisen artikkelin tarkastuksen. ISO 13485 säätelee lääkintälaitteiden valmistusta tiukkojen riskienhallintavaatimusten pohjalta. NADCAP-sertifiointi vahvistaa erityisprosesseja, kuten ilmailusovellusten kuumennusta. Varmista aina sertifikaattien voimassaolo suoraan myöntäneiltä eliniltä ennen kuin aloitat yhteistyön valmistajan kanssa.
3. Kuinka paljon CNC-koneistus maksaa?
CNC-koneistuskustannukset riippuvat useista tekijöistä, jotka on järjestetty vaikutuksen mukaan: suunnittelun monimutkaisuus (yksinkertaiset suunnitelmat maksavat 20 USD/tunti verrattuna 35–70 USD/tuntiin monimutkaisille osille), materiaalin valinta (alumiini 5–10 USD/pauna verrattuna ruostumattomaan teräkseen 8–16 USD/pauna), tarkkuusvaatimukset (tarkemmat toleranssit voivat lisätä koneistusaikaa 50 %), tuotantomäärä (käynnistyskustannukset jaetaan kaikkien yksiköiden kesken), koneen tyyppi (3-akselinen kone 10–20 USD/tunti verrattuna 5-akseliseen koneeseen 20–40 USD/tuntiin) ja viimeistelyvaatimukset. Yksikkökustannukset voivat laskea 10–20 %:iin yksittäisen yksikön hinnasta, kun tilataan yli 1 000 osaa, mikä johtuu skaalatuottojen hyödyistä.
4. Mitä materiaaleja voidaan työstää CNC-koneella?
CNC-koneet toimivat laajan valikoiman metallien ja muovien kanssa. Alumiini 6061 tarjoaa parhaan yleiskäyttöisen suorituskyvyn yleiskäyttöisiin osiin erinomaisen koneistettavuuden varmistamiseksi. Teräs ja ruostumaton teräs tarjoavat erinomaisen kestävyyden ja korrosionkestävyyden vaativiin sovelluksiin. Messinki tarjoaa erinomaisen koneistettavuuden sähköliittimiin ja koristekappaleisiin. Titaani tarjoaa korkeimman lujuus-massasuhde, mikä tekee siitä sopivan ilmailuun ja lääketieteellisiin implantteihin. Konemuovit kuten Delrin, nyloni, PEEK ja PTFE tarjoavat etuja, kuten pienempää painoa, kemikaalikestävyyttä ja sähköeristystä tiettyihin sovelluksiin.
5. Miten valitsen CNC-porauksen, -kääntelyn ja EDM:n välillä?
Valitse osan geometrian ja materiaalin perusteella. CNC-poraus käyttää pyörivää työkalua paikallaan olevaan työkappaleeseen, mikä tekee siitä ihanteellisen litteiden pintojen, lokerojen, urien ja 3D-muotoisten pintojen valmistukseen prismamaisille osille. CNC-kierretyksessä työkappale pyörii paikallaan olevan työkalun vastassa, mikä tekee siitä parhaan ratkaisun sylinterimäisille osille, kuten aksелеille, varruksille ja kierreosille. EDM (elektrodispersiopuristus) käyttää sähkökärjistä aiheutuvia kipinöitä materiaalin eroosion aiheuttamiseen ilman fyysistä kosketusta, mikä on välttämätöntä kovennettujen työkaluterästen, terävien sisäkulmien ja herkkojen osien valmistuksessa, jotka eivät kestä leikkuuvoimia. Monet projektit vaativat useita eri prosesseja, mikä tekee valmistajista edullisia laadunvalvonnan kannalta, jos kaikki kyvykkyydet ovat yhden katon alla.