 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Acero A2 vs D2: ¿Cuál es el adecuado para sus matrices de estampado?
Time : 2025-11-26

TL;DR
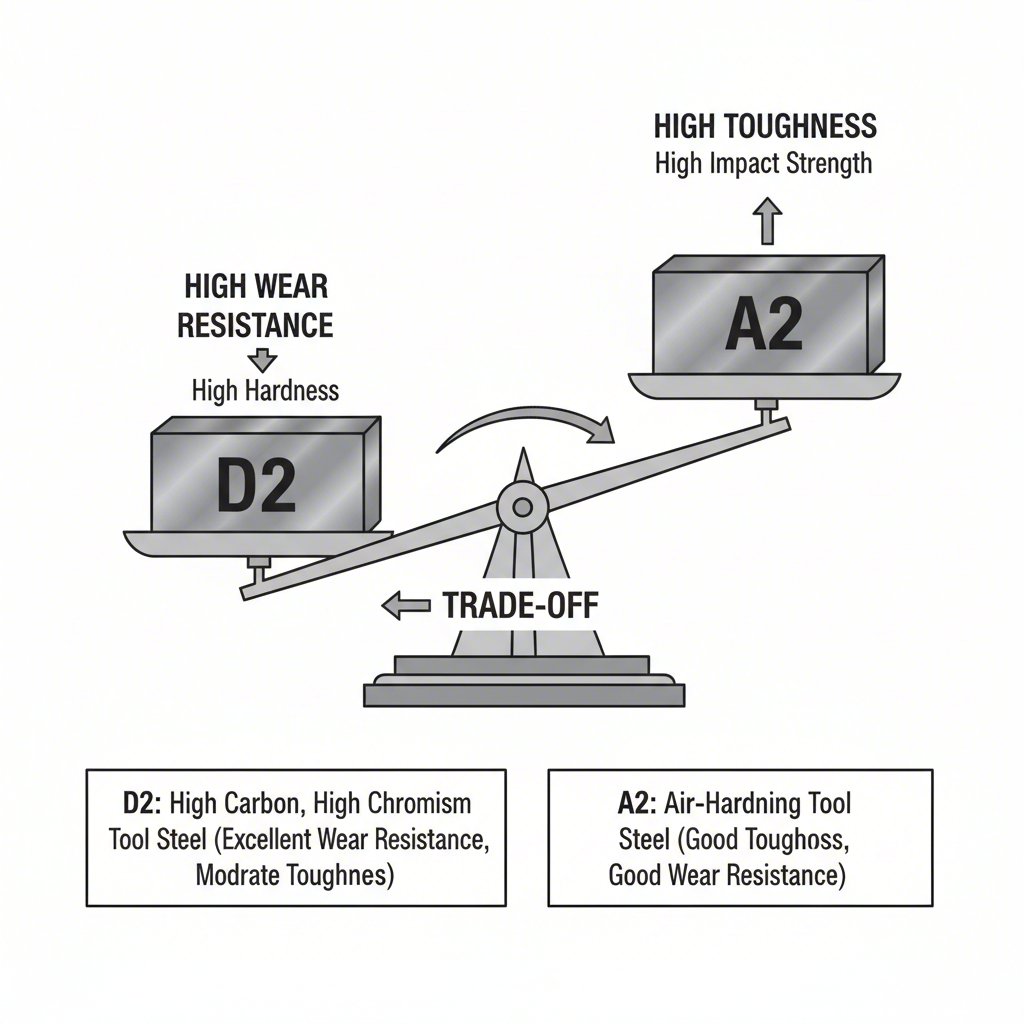
Al seleccionar un material para matrices de estampado, la elección entre acero herramienta A2 y D2 presenta una compensación crítica. El acero herramienta D2 ofrece una resistencia al desgaste superior, lo que lo hace ideal para series de producción largas y materiales abrasivos donde la durabilidad de la matriz es primordial. En contraste, el acero herramienta A2 proporciona una tenacidad significativamente mayor, lo que ayuda a prevenir astilladuras o grietas en matrices con geometrías complejas o bajo condiciones de alto impacto. Además, el A2 es más fácil y rentable de mecanizar, lo que lo convierte en una opción versátil para una amplia gama de aplicaciones.
Propiedades fundamentales: Una introducción a los aceros herramienta A2 y D2
A2 y D2 son ambos aceros para herramientas de trabajo en frío con alto contenido de carbono y cromo, pero sus formulaciones específicas les otorgan características distintas. A2 suele considerarse una calidad versátil y de uso general, que equilibra tenacidad y resistencia al desgaste. Actúa como un puente entre los aceros endurecibles en aceite y los aceros de alto cromo como el D2. Por otro lado, D2 es un especialista, diseñado para ofrecer la máxima resistencia al desgaste en aplicaciones exigentes y de alto volumen.
La diferencia principal radica en su composición química, que determina su rendimiento. El contenido significativamente más alto de cromo y carbono en D2 es clave para su excepcional resistencia al desgaste. Durante el tratamiento térmico, estos elementos forman un gran volumen de partículas duras de carburo de cromo dentro de la matriz del acero, las cuales resisten la abrasión durante operaciones de troquelado. A2 tiene un contenido de aleación más moderado, lo que resulta en una microestructura más tenaz y uniforme.
La tabla a continuación describe las composiciones químicas típicas que definen sus características:
| El elemento | Acero para herramientas A2 (porcentaje típico) | Acero para herramientas D2 (porcentaje típico) |
|---|---|---|
| Carbono (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Cromo (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molibdeno (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadio (V) | 0.15 - 0.50 | ≤ 1.10 |
Después de un tratamiento térmico adecuado, ambos aceros pueden alcanzar una dureza similar, generalmente en el rango de 57-62 HRC para el A2 y de 55-62 HRC para el D2. Sin embargo, la dureza por sí sola no cuenta toda la historia. Las diferencias de rendimiento en tenacidad y resistencia al desgaste a estos niveles de dureza son lo que realmente los distingue en aplicaciones de matrices de estampación.
Comparación principal: Resistencia al desgaste frente a tenacidad en matrices de estampación
El factor central en la toma de decisiones al elegir entre A2 y D2 para matrices de estampación es el equilibrio entre resistencia al desgaste y tenacidad. Estas dos propiedades están inversamente relacionadas; obtener más de una casi siempre implica sacrificar parte de la otra. Comprender este compromiso es esencial para optimizar el rendimiento y la durabilidad de la matriz.
El acero para herramientas D2 es el líder indiscutible en resistencia al desgaste. Su alta concentración de carburos de cromo grandes y duros proporciona una resistencia excepcional a las fuerzas abrasivas que se presentan al troquelar materiales, especialmente aquellos que son duros o contienen elementos abrasivos como el acero con alto contenido de silicio. Esto se traduce en mayores volúmenes de producción entre afilados, menos tiempos muertos y un menor costo por pieza en escenarios de alta producción. Sin embargo, esta alta resistencia al desgaste se logra a expensas de la tenacidad. Los mismos carburos que resisten el desgaste también pueden actuar como puntos de tensión interna, lo que hace que el D2 sea más frágil y susceptible a astillarse o fallar catastróficamente bajo impactos repentinos o fuerzas elevadas de carga lateral.
El acero para herramientas A2, por otro lado, ofrece una tenacidad superior. Su menor contenido de aleación y su estructura de carburos más refinada lo hacen mucho más resistente a la fractura y al astillado. Esto convierte al A2 en una excelente opción para matrices con detalles intrincados, esquinas afiladas o para aplicaciones que involucran operaciones de conformado o punzonado pesado donde las cargas por impacto son una preocupación importante. Aunque su resistencia al desgaste es menor que la del D2, aún se considera buena y es más que adecuada para producciones cortas a medias o al estampar materiales más blandos.
Acero para herramientas A2
- Pros: Tenacidad y resistencia al impacto superiores, menos propenso al astillado, mejor maquinabilidad.
- Contras: Menor resistencia al desgaste en comparación con el D2, requiere afilado más frecuente en aplicaciones de alto volumen.
Acero para herramientas d2
- Pros: Resistencia al desgaste y retención de filo excepcionales, ideal para largas tiradas y materiales abrasivos.
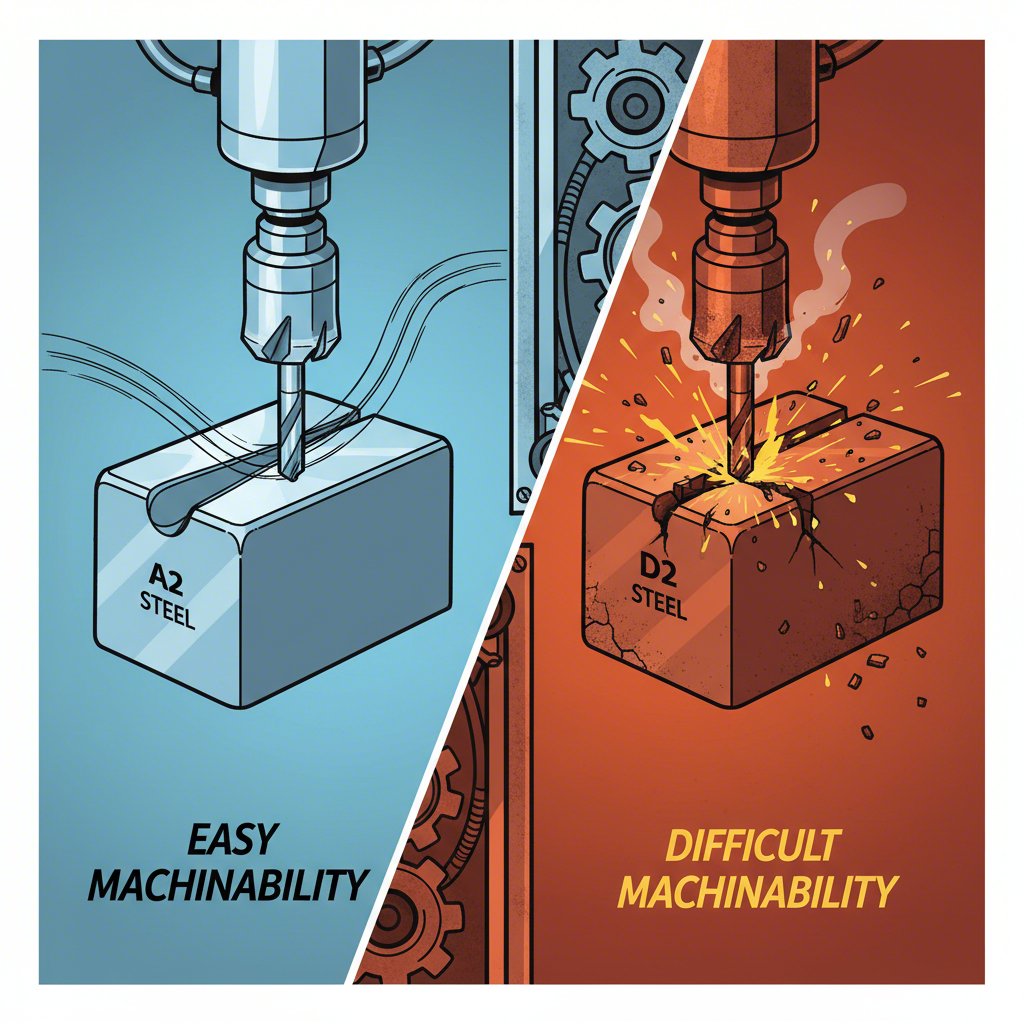
- Contras: Menor tenacidad (más frágil), susceptible al astillado bajo impacto, más difícil de mecanizar.
Consideraciones sobre maquinabilidad y fabricación
Más allá de las propiedades de rendimiento, los aspectos prácticos de fabricar un troquel de estampado son fundamentales. Esta es otra área en la que A2 y D2 presentan un fuerte contraste. El acero para herramientas A2 es significativamente más fácil de mecanizar y rectificar. Su microestructura es más tolerante para las herramientas de corte, lo que permite velocidades de mecanizado más altas, menor desgaste de las herramientas y, en última instancia, costos de fabricación más bajos. Esta es una ventaja considerable al producir troqueles complejos que requieren un mecanizado extenso.
El D2, debido a su alto contenido de carburos de cromo abrasivos, es notoriamente difícil de mecanizar. Desgasta rápidamente las herramientas de corte, requiere velocidades de mecanizado más bajas y puede necesitar el uso de equipos especializados como herramientas de carburo o técnicas avanzadas como el maquinado por descarga eléctrica (EDM). El proceso de rectificado también puede ser más complicado, añadiendo tiempo y costo al proceso de fabricación del troquel. Estos obstáculos en la fabricación constituyen una desventaja clave del D2 y deben considerarse dentro de la ecuación total de costos.
Tanto el A2 como el D2 son aceros que se endurecen al aire, una ventaja significativa que les proporciona una excelente estabilidad dimensional durante el tratamiento térmico. Esto significa que es menos probable que se deformen o distorsionen durante el proceso de endurecimiento, lo cual es crucial para mantener las tolerancias ajustadas requeridas para matrices de troquelado. Aunque ambos son estables, generalmente se considera que el A2 es ligeramente más tolerante, mientras que el contenido más alto de aleación del D2 puede hacerlo más sensible a los parámetros del tratamiento térmico.
| Factor | Acero para herramientas A2 | Acero para herramientas d2 |
|---|---|---|
| Mecanizabilidad | Bueno | Pobre / Difícil |
| Pulibilidad | Bueno | Es pobre. |
| Estabilidad del Tratamiento Térmico | Excelente | Muy bueno |
Análisis de Costo-Rendimiento y Recomendación Final
La decisión final entre el acero herramienta A2 y D2 para matrices de troquelado depende de un análisis integral de costo-rendimiento. La elección no se trata simplemente de qué acero es "mejor", sino de cuál es económicamente más viable para una aplicación específica. Esto implica analizar más allá del precio inicial del material para considerar los costos de fabricación y la vida útil total esperada de la matriz.
El A2 generalmente es menos costoso como material base y, como se mencionó, tiene un costo significativamente menor al mecanizarse en una matriz terminada. Para series de producción cortas a medias o para el troquelado de materiales no abrasivos, el A2 suele representar la solución más rentable. Su excelente tenacidad proporciona un margen de seguridad confiable contra fallos prematuros de la matriz, lo que lo convierte en un material robusto y fiable para una amplia variedad de trabajos.
Los costos más altos de material y mecanizado del D2 solo se justifican en aplicaciones donde su mayor resistencia al desgaste proporciona un retorno claro sobre la inversión. Por ejemplo, en una producción prolongada de piezas de acero inoxidable abrasivo, una matriz de D2 podría durar varias veces más que una de A2. Esta mayor vida útil reduce la necesidad de paradas costosas para mantenimiento o reemplazo de la matriz, lo que conduce a un menor costo total de propiedad a pesar de la inversión inicial más elevada. La decisión se convierte en un cálculo económico: ¿los ahorros derivados de menos tiempos muertos y menos reemplazos compensarán el gasto inicial?
Para proyectos críticos, especialmente en sectores exigentes como la fabricación automotriz, consultar con un especialista puede ser sumamente valioso. Empresas como Shaoyi (Ningbo) Metal Technology Co., Ltd. se especializan en matrices de estampado automotriz de alta precisión y pueden ofrecer asesoramiento experto en la selección de materiales y diseño de matrices para garantizar un rendimiento óptimo y eficiencia de costos para sus componentes específicos.
Para tomar una decisión final, utilice la siguiente matriz para evaluar las necesidades específicas de su aplicación:
| Factor | Acero para herramientas A2 | Acero para herramientas d2 |
|---|---|---|
| Resistencia al desgaste | Bueno | Excelente |
| Resistencia (Resistencia al astillado) | Excelente | Justo |
| Mecanizabilidad | Bueno | Es pobre. |
| Costo inicial (Material + Mecanizado) | Inferior | Más alto |
| Aplicación más adecuada | Uso general, matrices complejas, tiradas medias, estampado de alto impacto | Tiradas de alta volumetría, materiales abrasivos, formas de matriz simples |
Preguntas frecuentes
1. ¿Es D2 más duro que A2?
Aunque D2 puede alcanzar una dureza Rockwell ligeramente superior (HRC), ambos aceros operan en un rango de dureza muy similar (típicamente entre 55 y 62 HRC). La diferencia más significativa no radica en la dureza, sino en la resistencia al desgaste. La composición química única de D2, rica en carbono y cromo, forma un alto volumen de partículas duras de carburo. Estos carburos le otorgan a D2 una resistencia enormemente superior al desgaste abrasivo, lo cual suele percibirse como si fuera "más duro" en la práctica, incluso si la medición de dureza HRC del material base es similar a la de A2.
2. ¿Para qué sirve el acero herramienta A2?
El acero para herramientas A2 es un material excepcionalmente versátil, valorado por su excelente equilibrio entre tenacidad y buena resistencia al desgaste. Es ideal para una amplia gama de aplicaciones de trabajo en frío, incluyendo matrices de corte, matrices de conformado, herramientas de estampado y cuchillas industriales. Su alta tenacidad lo hace particularmente adecuado para herramientas sometidas a impactos o para matrices con diseños complejos que podrían ser propensas a astillarse si se fabricaran con un material más frágil.
3. ¿Cuáles son las desventajas del acero D2?
Las principales desventajas del acero D2 provienen de las mismas propiedades que le otorgan una excelente resistencia al desgaste. Su menor tenacidad lo hace más frágil y susceptible a astillarse o romperse bajo cargas de impacto. Además, es considerablemente más difícil y costoso de mecanizar y rectificar debido a su naturaleza abrasiva. Por último, aunque su alto contenido de cromo proporciona cierta resistencia a la corrosión, no es un acero inoxidable y se oxidará si no se mantiene adecuadamente.