 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Oberflächenbehandlungsoptionen für Aluminiumprofile im Automobilbau: Beste Wahl
Einführung in die Auswahl von Oberflächen für Automotive-Profile
Wenn Sie Aluminiumprofile für die Automobilindustrie beschaffen oder konstruieren, ist die Wahl der Oberfläche mehr als nur eine ästhetische Entscheidung. Sie ist ein entscheidender Faktor dafür, wie das Bauteil funktionieren wird, wie lange es halten wird und wie gut es sich in moderne Fahrzeugmontagelinien integrieren lässt. Klingt kompliziert? Ist es auch, besonders wenn Sie für 2025 und darüber hinaus Langlebigkeit, Optik und Fertigungseffizienz abwägen müssen.
- Korrosionsschutz für extreme Umgebungen und lange Lebensdauer
- Verschleiß- und Abriebschutz für bewegliche oder exponierte Teile
- Oberflächenklassen zur Erfüllung sichtbarer Verkleidungs- und Markenstandards
- Verbindungskompatibilität – Schweißen, Kleben oder mechanische Befestigung
- Umweltverträglichkeit gemäß sich weiterentwickelnden Regularien
- Kosten pro Fahrzeug sowie Durchsatz bei Hochvolumentwicklung
Warum die Oberflächenqualität bei Aluminiumprofilen im Automobilbau entscheidend ist
Stellen Sie sich eine Dachreling, eine Batterieabdeckung oder ein Interieur-Trim-Element vor – jedes davon steht vor spezifischen Umwelt- und mechanischen Belastungen. Die richtige Oberflächenbehandlung von Aluminium kann den Unterschied ausmachen zwischen einem Bauteil, das jahrelang attraktiv aussieht und korrosionsbeständig ist, und einem, das vorzeitig versagt, beispielsweise durch Grubennarbung, Abschälen oder Verfärbungen. Für Automobil-Ingenieure bedeutet dies, dass Oberflächenbehandlungen nicht nur ästhetisch relevant sind – sie sind entscheidend für zuverlässige Leistung und zur Reduzierung von Garantierisiken.
Was als Oberflächenbehandlung gilt und wo jede ihre Stärken hat
Im Bereich der Aluminiumprofile bezeichnet Oberflächenbehandlung jeden Prozess, bei dem die Oberfläche verändert wird, um bestimmte funktionale oder ästhetische Ziele zu erreichen. Dazu gehören:
- Vorbehandlungen: Reinigen, Entoxidieren und Auftragen von Umwandlungsbeschichtungen zur Vorbereitung weiterer Oberflächenbehandlungen
- Mit einem Gehalt an Zellstoff von mehr als 0,01 GHT Elektrochemisch verstärkte Oxidschichten für Korrosions- und Verschleißbeständigkeit, erhältlich in dekorativen oder harten (Typ III) Varianten
- Pulverbeschichtungs- und E-Coat-Systeme: Organische Beschichtungen zur Farbgebung, chemischen Beständigkeit und gleichmäßigen Abdeckung
- Mühlenfinish plus Lackierprozesse: Verwendung der als-extrudierten Oberfläche als Basis für Primer und Lack, mit einem Gleichgewicht zwischen Kosten und Flexibilität
Jede dieser Aluminium-Oberflächenveredelungen bringt einzigartige Vorteile und Nachteile mit sich. Beispielsweise bietet Eloxieren einen hervorragenden Korrosionsschutz und eine Vielzahl an Farben, während Pulverbeschichtung eine langlebige, lebendige Schicht mit breiten Farb- und Texturoptionen liefert. Mechanische und chemische Oberflächenbehandlungen wie Kugelstrahlen oder Bright Dipping können das Erscheinungsbild weiter verfeinern oder die Oberfläche für nachfolgende Beschichtungen vorbereiten. Die Wahl hängt von den spezifischen Anforderungen Ihres Anwendungsgebiets ab – sei es UV-Beständigkeit für äußere Verkleidungen oder eine kosteneffiziente Veredelung für verdeckte Strukturbauteile.
So verwenden Sie diese Rangliste, um Spezifikationen festzulegen und Quellen zu beziehen
Dieser Leitfaden soll Ihnen dabei helfen, Oberflächenbehandlungen für Aluminiumprofile im Automobilbau sicher miteinander zu vergleichen und die richtige Option auszuwählen. In den folgenden Abschnitten werden Sie feststellen, dass jede Oberfläche bewertet wird anhand:
- Klare H3-Überschriften für schnelles Scannen
- Vor- und Nachteile in Aufzählungsform
- Einsatzbeispiele aus der Praxis und Tipps zu Spezifikationen
Außerdem werden dort wichtige Normen (wie ASTM, SAE, ISO und MIL-A-8625) herangezogen, wo dies relevant ist, damit Sie Ihre Anforderungen anerkannten Industriestandards entsprechend ausrichten können.
Die richtige Kombination aus Legierung, Wärmebehandlung und Bauteilgeometrie mit der passenden Aluminiumoberflächenbehandlung ist entscheidend. Falsche Kombinationen können Probleme wie Fadenkorrosion, Dünnschichtbildung an Kanten oder schlechte Haftung verursachen – was letztendlich kostspielige Schäden nach sich zieht.
Bereit, tiefer einzusteigen? Die folgenden Abschnitte erläutern jeden Oberflächentyp im Detail und helfen Ihnen dabei, Ihre Anforderungen hinsichtlich Performance, Optik und Kosten mit der richtigen Lösung für Ihr nächstes Automobilprojekt abzugleichen.
Methodik und Bewertungskriterien zur Rangierung von Oberflächenbehandlungen
Wenn Sie bei der Fertigstellung von Aluminiumprofilen für den Automobilbereich vor Dutzenden von Möglichkeiten stehen, wie können Sie da wissen, welcher Prozess die besten Ergebnisse liefert? Die Antwort liegt in einem klaren, nachvollziehbaren Bewertungsrahmen. Dieser Abschnitt erläutert die Kriterien, Schritte und Prüfpunkte, die Ingenieuren, Einkäufern und Qualitätsmanagern dabei helfen, informierte Entscheidungen bezüglich der Aluminium-Oberflächenbehandlung zu treffen – und so sowohl Leistungsfähigkeit als auch Konformität in anspruchsvollen Automobilprogrammen sicherstellen.
Bewertungskriterien im Einklang mit Automobilstandards
Stellen Sie sich vor, Sie legen eine Oberflächenbehandlung fest, stellen nach der Montage jedoch fest, dass diese den Korrosions- oder Haftanforderungen des OEM nicht genügt. Um dies zu vermeiden, wird jede Oberflächenbehandlung anhand von Industriestandards und realen Fertigungsbedingungen bewertet. Wichtige Bewertungskriterien umfassen:
- Korrosionsbeständigkeit: Leistung in Salzsprüh- und Wechselkorrosionstests (ASTM, ISO, SAE Protokolle)
- Haftung und Langlebigkeit: Bestätigt durch Kreuzriss-, Klebeband- und Schlagtests
- Erscheinungsbild: Konsistenz von Glanz, Farbe und Textur, gemessen durch Farbmessung und visuelle Standards
- Lackierbake-Kompatibilität: Fähigkeit, nachgeschaltete Aushärteschritte ohne Verlust der Integrität zu durchlaufen
- Umweltverträglichkeit: Einsatz von chromfreien Konversionsbeschichtungen und möglichst VOC-freien Oberflächen
- Fertigungsdurchsatz: Zykluszeit, Nacharbeitungsrate und Automatisierungstauglichkeit
- Kosten und Versorgungssicherheit: Auswirkungen auf die Kosten pro Fahrzeug und Fähigkeit, Hochvolumen-Fahrzeugproduktionspläne zu unterstützen
Diese Kriterien stellen sicher, dass jedes Verfahren zur Oberflächenbehandlung von Aluminium nicht nur technisch fundiert ist, sondern auch für die Anwendung in Automobilproduktionslinien praktikabel ist.
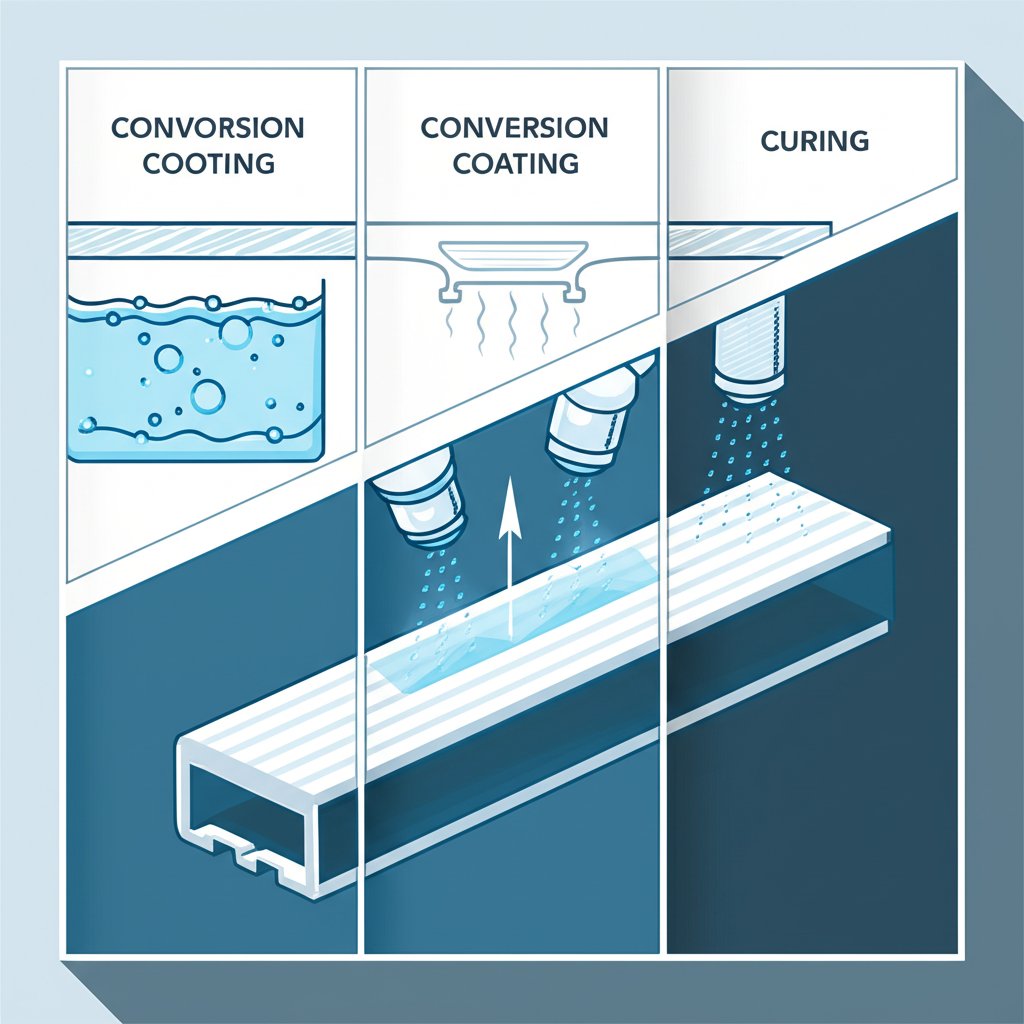
Prozessablauf: Vorbehandlung bis Topcoat
Der Weg zu einer hochwertigen Oberfläche für Aluminiumteile folgt einem strukturierten Prozess. Hier ist eine typische Abfolge mit Kontrollpunkten für mögliche Fehlerquellen:
-
Reinigung und Entoxidation
- Fehlerarten: Rückstände von Ölen oder Oxiden führen zu Haftverlust; ungleichmäßige Reinigung verursacht fleckige Oberflächen
-
Konvertierungsbeschichtung (chromatfrei bevorzugt)
- Fehlerarten: Unzureichende Applikation führt zu geringer Korrosionsbeständigkeit; falsches Spülen verursacht Blasenbildung
-
Gewählte Oberfläche (Eloxieren, Pulverbeschichtung, E-Coat, Nasslack)
- Fehlerarten: Faraday-Schatten auf komplexen Profilen; ungleichmäßige Schichtdicke; Farbunterschiede an sichtbaren Bereichen
-
Aushärten/Versiegeln
- Fehlerarten: Unzureichendes Versiegeln beim Eloxieren; Überbacken oder ungenügendes Aushärten bei organischen Beschichtungen; Verlust von Glanz oder Haftung
-
Inspektion
- Fehlermodi: Unerkannte Kantenverdünnung, nicht erkannte Oberflächenfehler oder ungenügende Abdeckung in Vertiefungen
Jeder Schritt wird mithilfe von Prüfverfahren validiert, die in ASTM- und ISO-Standards für Haftung, Schichtdickenmessung und zyklische Korrosion festgelegt sind. Bei der Anodisierung wird häufig der Standard MIL-A-8625 herangezogen, während die Lackier-Back-Verfahren und die Kompatibilität mit der Montage anhand der Vorgaben der Originalgerätehersteller (OEM) überprüft werden ( quelle ).
Prüfung und Abnahmekriterien
Die Qualitätssicherung endet nicht an der Produktionslinie. Visuelle Inspektion, Messung der Oberflächenrauheit und zerstörungsfreie Prüfungen (ZFP) helfen dabei zu bestätigen, dass das Oberflächenfinish des Aluminiumbauteils den Spezifikationen entspricht. Typische Prüfpunkte sind:
- Visuelle Prüfung auf Risse, Vertiefungen oder Verfärbungen
- Messung der Schichtdicke (Profilometer oder Ultraschallverfahren)
- Haftprüfungen (Kreuzraster, Klebebandtest)
- Prüfung der Oberflächenrauheit auf kritischen Fügeflächen
- Farb- und Glanzevaluierung, insbesondere bei sichtbaren Bauteilen
Diese Schritte sind entscheidend, um sicherzustellen, dass die Beschichtungen von Aluminiumprofilen sowohl Leistung als auch Ästhetik bieten.
Spezifikationsvorlagen zur Vereinfachung der Beschaffung
Die Oberflächenbehandlung muss der [geltenden Norm] entsprechen und die Haftfestigkeit sowie den zyklischen Korrosionstest gemäß OEM-Vorgaben bestehen. Die Umwandlungsbehandlung muss chromfrei sein, es sei denn, es ist anders angegeben. Kritische Maße und Gewindebereiche müssen abgedeckt werden. Ein Plan zur Erfassung der Schichtdicke ist beizufügen.
Klare, normbasierte Formulierungen in Ihren Beschaffungsdokumenten helfen Lieferanten dabei, stets die richtige Aluminiumoberflächenbehandlung zu liefern.
Gesichtspunkte zur Konstruktion für Fertigung und Montage (DFM/DFA)
Bevor Sie Ihre Zeichnungen endgültig festlegen, sollten Sie folgende praktische Hinweise berücksichtigen, um spätere Überraschungen zu vermeiden:
- Bereiche identifizieren, die abgedeckt oder verschlossen werden müssen (Gewinde, Bohrungen, elektrische Kontakte)
- Kantenradien so auslegen, dass dünne oder scharfe Kanten vermieden werden, die möglicherweise nicht gleichmäßig beschichtet werden können
- Für eine ordnungsgemäße Entwässerung und Belüftung von Hohlprofilen sorgen, um eingeschlossene Flüssigkeiten oder unvollständige Beschichtung zu vermeiden
- Berücksichtigen Sie dimensionsbedingte Veränderungen aufgrund des Schichtaufbaus – entscheidend für Baugruppen mit engen Toleranzen
Indem Sie diesen Richtlinien folgen, können Sie Aluminiumprofile so festlegen und veredeln, dass sie sowohl technische als auch produktionstechnische Ziele erfüllen. Als Nächstes betrachten wir, wie diese Kriterien in realen Veredelungslösungen umgesetzt werden – ausgehend von einer Übersicht über integrierte Oberflächenbehandlungsangebote.
Shaoyi Oberflächenbehandlungen für Automotive-Profile
Wenn Sie beschaffen teile aus Aluminium aus Extrusionswerkzeugen für Automobilprogramme wird die Notwendigkeit eines zuverlässigen, integrierten Veredlungspartners deutlich. Stellen Sie sich vor, alle wesentlichen Veredlungsverfahren – Eloxieren (dekorativ und hart), Pulverbeschichtung, E-Tauchlackierung und fortschrittliche Lackiersysteme – wären an einem Ort verfügbar, unterstützt durch eine solide Qualitätssicherung und vollständige Rückverfolgbarkeit. Genau das bietet Shaoyi, ein führendes Unternehmen für Aluminiumveredelung, für Aluminiumprofile im Automobilbereich.
Was Shaoyi für Automotive-Profile leistet
Shaoyi hebt sich durch ein umfassendes Angebot an Oberflächenbehandlungen für Aluminiumprofile in der Automobilindustrie hervor. Zu ihren Leistungen gehören:
- Mit einem Gehalt an Zellstoff von mehr als 0,01 GHT Dekorative Oberflächen für sichtbare Verkleidungen oder Harteloxieren für verschleißbeanspruchte Bereiche
- Pulverbeschichtung: Breites Farb- und Strukturangebot, ideal für Außen- oder Motorraumkomponenten
- E-Coat (Elektrophoretische Beschichtung): Ungemein gleichmäßige Primerabdeckung, insbesondere bei komplexen oder geschlossenen Profilen
- Lackiersysteme: Nasslack- und Primer-Prozesse, einschließlich Naturlack plus Lackierung für kostensensitive Anwendungen
- Vorbehandlung und Maskierung: Präzisionsreinigung, Umwandlungsbeschichtungen (auch chromfrei) sowie individuelle Maskierung/Verschraubung für Gewinde, Bohrungen und kritische Merkmale
Alle Prozesse werden durch Dokumentation und Normenabbildung für ASTM, SAE, ISO und MIL-A-8625 unterstützt, um eine nahtlose Abstimmung mit den Spezifikationen der Käufer und den Anforderungen globaler OEMs sicherzustellen ( quelle ).
Wo es überzeugt und wann man sich dafür entscheiden sollte
Warum einem einzigen Unternehmen für Aluminiumoberflächenbehandlung alle Ihre Profilieranforderungen anvertrauen? Hier ist, wo Shaojis Herangehensweise glänzt:
- Integrierter Prozessablauf: Jeder Schritt, von der Vorbehandlung bis zur Endkontrolle, wird unter einem Dach abgewickelt, wodurch Lieferzeiten verkürzt und Übergabefehler minimiert werden
- Automotive-Qualitätsmanagement: APQP/PPAP-Unterstützung, fortgeschrittene Prozesskontrolle und IATF 16949 Zertifizierung
- Schichtdickenkartierung: Detaillierte Dokumentation für komplexe Geometrien und kritische Oberflächen
- Legierungs- und Tempervorgaben: Fachkundige Beratung, um die Kompatibilität mit Lacktrocknungsprozessen oder nachfolgenden Montageverfahren sicherzustellen
- Lieferkontinuität: Nachweisbare Erfolgsbilanz bei der Unterstützung von Großserien-Fertigungsplänen der OEMs
Falls Sie ein Projekt leiten, bei dem Optik, Korrosionsbeständigkeit und Durchsatz eine Rolle spielen, vereinfacht Shaojis Full-Service-Modell Ihre Arbeitsabläufe und reduziert Risiken.
Vor- und Nachteile
Vorteile
- Alles aus einer Hand für alle wichtigen Aluminium-Beschichtungen und Oberflächenbehandlungen
- Integrierte Qualitätssicherung und Einhaltung von Standards (ASTM, SAE, ISO, MIL-A-8625)
- Expertise in dekorativen und funktionellen Oberflächen für beschichtete Aluminiumteile
- Vereinfachte Lieferantenzusammenarbeit, wodurch das Risiko von Kommunikationsproblemen sinkt
- Unterstützung komplexer Maskierungs-/Verschließungs- und Mehrfachprozessanforderungen
Nachteile
- Für bestimmte Oberflächen können Mindestbestellmengen (MOQs) erforderlich sein
- Fertigungspläne können auf Automobil-Batch-Fenster abgestimmt sein, was die Flexibilität bei sehr kleinen Losgrößen beeinflusst
Anwendungsfälle und kompatible Legierungen
- Außenausstattung mit Anforderungen an die Optik: Verwenden Sie dekorative Eloxierung oder Pulverbeschichtung für eine gleichmäßige Farbe und Glanz auf sichtbaren Oberflächen
- Strukturelle Bauteile mit Anforderungen an die Lackiertechnik beim Backprozess: Wählen Sie die geeignete Legierung/Härtegrad und Beschichtungssystem, um die downstream Montageprozesse zuverlässig zu bewältigen
- Komponenten des Batteriegehäuses mit Anforderungen an Elektrotauchlackierung unter der Deckschicht: Erreichen Sie eine zuverlässige Korrosionsbeständigkeit auch bei komplexen, geschlossenen Geometrien
Qualitätskontrolle und Unterstützung durch Standards
Die Oberflächenbehandlungslösungen von Shaoyi basieren auf strengen Qualitätskontrollen. Jede Charge beschichtetes Aluminium oder fertige Profilierung wird geprüft auf:
- Beschichtungsstärke und Gleichmäßigkeit (mittels zerstörungsfreier Verfahren)
- Haftung und Korrosionsbeständigkeit (gemäß geltender ASTM/ISO/MIL-Normen)
- Erscheinungsbild und Glanzgrad für dekorative Oberflächen
- Sachgemäße Abdeckung und Schutz kritischer Bereiche
Die technische Unterstützung umfasst detaillierte Belegungspläne, nachvollziehbare Dokumentation und Hilfestellung bei der Auswahl der richtigen Oberfläche für Ihre gewählte Legierung und Bauteilgeometrie.
Ihre Profile profitieren von einheitlichen Oberflächenbehandlungen und lückenloser Qualitätskontrolle über mehrere Beschichtungstechnologien hinweg – so vermeiden Sie die Nachteile der Koordination mehrerer Anbieter und stellen sicher, dass jedes Teil den Automobilstandards entspricht.
Indem Sie sich für ein etabliertes Unternehmen für Aluminiumoberflächen wie Shaoyi entscheiden, erhalten Sie einen Partner, der sowohl beschichtetes Aluminium als auch vollständig fertige Baugruppen liefern kann – alles innerhalb eines integrierten Qualitätsmanagementsystems. Im nächsten Schritt betrachten wir, wie einzelne Oberflächentypen – angefangen mit Typ-II-Eloxieren – in den Automobilbereich passen.
Typ-II-Eloxieren
Überblick über Typ-II-Eloxieren und Optionen zur Optik
Wenn Sie sich das gleichmäßige, hochwertige Erscheinungsbild von Premium-Automobil-Verkleidungen vorstellen, sehen Sie vermutlich das Ergebnis der Typ-II-Anodisation. Doch was macht diesen Prozess hinsichtlich Leistung und Ästhetik so effektiv? Typ-II-Anodisation, häufig als Schwefelsäure-Anodisation bezeichnet, erzeugt eine kontrollierte Oxidschicht auf Aluminium, wodurch sowohl der Korrosionsschutz als auch die optische Erscheinung verbessert werden.
Diese Oberfläche ist insbesondere aufgrund ihrer Fähigkeit geschätzt, verschiedene Erscheinungsbilder zu liefern. Sie werden folgende Optionen bemerken:
- Glanzloses eloxiertes Aluminium: Ein dezenter, wenig glänzender Schimmer, der gegen Fingerabdrücke resistent ist und gut mit anderen Materialien harmoniert
- Mattes Aluminium-Finish: Erreicht durch Kugelstrahlen oder Ätzen vor der Anodisation, bietet ein sanftes, nicht reflektierendes Aussehen
- Geschliffene Aluminium-Oberfläche: Erzeugt durch mechanisches Bürsten vor der Anodisation für einen linearen, strukturierten Effekt
- Farbbefestigung (Dyeing): Die Oxidschicht nimmt Farbstoffe leicht auf und ermöglicht so eine breite Farbpalette – von natürlichem Silber über tiefes Schwarz, Bronze bis hin zu individuellen Farbtönen
Ein wesentlicher Vorteil der Typ-II-Anodisation besteht darin, dass dadurch eine gleichmäßige satinierte Aluminiumoberfläche entsteht, die im Laufe der Zeit nicht abblättert, abplatzt oder verblassen wird. Die Oberflächenbehandlung ist Bestandteil der Oberfläche selbst und keine separate Schicht, wodurch ihre Stabilität auch bei regelmäßiger Beanspruchung erhalten bleibt.
Automotive Performance Fit
Warum ist die Typ-II-Anodisation eine beliebte Wahl für Aluminiumprofilverkleidungen im Automobilbereich? Es geht dabei vor allem um das optimale Verhältnis von Langlebigkeit, Ästhetik und Prozesssicherheit. Die während der Anodisation gebildete Oxidschicht wirkt als robuste Barriere gegen Korrosion und eignet sich daher ideal für Innen- und Außentrimmteile, Dachträger und dekorative Elemente, die unterschiedlichen Umweltbedingungen ausgesetzt sind.
Zusätzlich ist die Aluminium-Satin-Oberfläche äußerst verträglich mit der nachgeschalteten Montage und Sekundärprozessen. Die eloxierte Oberfläche kann unverändert belassen werden, um ein hochwertiges metallisches Erscheinungsbild zu erzielen, oder mit Lacken, Druckfarben oder Lasermarkierungen überzogen werden, wenn eine Kennzeichnung oder Teileidentifikation erforderlich ist. Das Versiegeln der eloxierten Schicht ist eine Standardpraxis, die die Farbe fixiert und den Schutz gegen Flecken oder Umwelteinflüsse verbessert. Dies macht das Typ-II-Eloxieren zur bevorzugten Wahl für Bauteile, die sowohl gut aussehen als auch langlebig sein müssen – ohne das Risiko von Ausblühen, Verblassen oder Anlaufen.
Vor- und Nachteile
Vorteile
- Hervorragender Korrosionsschutz für die meisten Fahrzeugumgebungen
- Gleichmäßiges, reproduzierbares Erscheinungsbild – besonders wichtig für sichtbare Verkleidungen
- Breites Spektrum an Oberflächen: Satin, matt und gebürstet, mit oder ohne Farbe
- Integrale, nicht abblätternde Oberfläche – kein Risiko von Absplittern wie bei Lack
- Umweltfreundlich; keine VOCs und geringer Wartungsaufwand erforderlich
- Geringfügige Kratzer können mit Reparaturkits nachbearbeitet werden
Nachteile
- Geringerer Verschleißschutz im Vergleich zu Harteloxal (Typ III) für Bauteile mit hoher Reibung
- Erfordert präzise Prozesssteuerung, um die Farbe und den Glanz über verschiedene Chargen hinweg beizubehalten
- Thermische Effekte während der Montage (z. B. Schweißen) können die Oberfläche verfärben
- Nicht geeignet für schweren Verschleiß oder tragende Oberflächen
Anwendungsfälle und QA-Prüfpunkte
- Außenverkleidung: Türgriffe, Fenstereinfassungen und Gitterelemente, bei denen eine satinierte Aluminiumoptik gewünscht wird
- Innendekorationsteile: Armaturenbrettaufsätze, Kontrollrahmen und Sitzverzierungen, die vom haptischen Gefühl und der visuellen Konsistenz einer satinierten Aluminiumoberfläche profitieren
- Dachträgerabdeckungen: Wo Farbabstimmung und UV-Stabilität für das langfristige Erscheinungsbild entscheidend sind
Die Qualitätssicherung für Typ-II-Anodisieren umfasst in der Regel:
- Prüfung der Versiegelungsqualität, um maximale Korrosionsbeständigkeit sicherzustellen
- Stichproben der Erscheinungsklasse hinsichtlich Farb- und Glanzgleichmäßigkeit
- Haftungstests, falls Sekundärlacke oder Tinten aufgebracht werden
- Bezugnahme auf MIL-A-8625 Typ II und OEM-spezifische Standards zur Validierung
Tipp: Legen Sie stets die gewünschte Oberflächenvorbereitung fest – wie z. B. Bürsten, Polieren oder Strahlen mit Glasperlen – bevor Sie das Anodisieren durchführen. Dies gewährleistet eine einheitliche satinierte Aluminium- oder Aluminium satiniert Oberfläche für alle Bauteile in Ihrem Programm.
Mit der Kombination aus Langlebigkeit, Flexibilität und hochwertiger Optik setzt das Typ-II-Anodisieren weiterhin Maßstäbe bei sichtbaren und dekorativen Aluminiumprofilen im Automobilbereich. Als Nächstes werden wir untersuchen, wie das Hartanodisieren Typ III die Anforderungen an Verschleiß- und Abriebbeständigkeit in besonders beanspruchten Anwendungen weiter erhöht.
Hartanodisieren Typ III
Grundlagen des Hartanodisierens für Langlebigkeit
Wenn Sie eine Oberfläche benötigen, die selbst den härtesten Abnutzung und Hitze standhält, setzt die Harteloxation – auch als Typ-III-Oxidation bekannt – den Standard. Im Gegensatz zur dekorativen Eloxierung bildet die Harteloxation eine deutlich dickere und dichtere Schicht aus Aluminiumoxid, die durchgeführt wird, indem der Eloxierprozess bei niedrigeren Temperaturen und höheren Stromdichten angewendet wird. Dies ergibt eine robuste Aluminiumschutzschicht, die ideal für Gleitschnittstellen, verschleißbeanspruchte Vorrichtungen und Bauteile ist, die Reibung oder Abnutzung ausgesetzt sind. referenz ).
Harteloxalschichten sind typischerweise zwischen 0,0005 und 0,0030 Zoll dick, wobei etwa die Hälfte der Schichtdicke in das Substrat eindringt und die andere Hälfte sich auf der Oberfläche aufbaut. Das dichtere Oxid bietet eine ausgezeichnete Widerstandsfähigkeit gegen Abrieb und mäßige Hitze, wodurch es zur ersten Wahl für bewegliche Teile und Mechanismen wird. Es ist jedoch zu beachten, dass Harteloxalschichten dunkler erscheinen — oft tiefgrau, bronze oder schwarz —, abhängig von der Legierung und Schichtdicke, und weniger dekorativ als Oberflächen der Typ II. Falls eine Färbung erforderlich ist, ist Schwarz die verlässlichste Option aufgrund der Natur der Oxidschicht.
Automotive Passform und Designbeschränkungen
Wie passt hartes Anodisieren in die Oberflächentechnik von Aluminium im Automobilbau ein? Sie werden es überall dort bemerken, wo Langlebigkeit und geringe Reibung entscheidend sind – denken Sie an Sitzschienen, Panoramadachschienen, Scharnierarme oder Führungsschienen. Die feine säulenförmige Mikrostruktur der hart anodisierten Schicht kann auf eine glattere Aluminium-Matt-Oberfläche poliert werden, wodurch die Reibung verringert und die Lebensdauer in Gleitanwendungen verlängert wird. referenz ).
Allerdings bringt diese Art der Aluminiumoxid-Beschichtung einige konstruktive Überlegungen mit sich. Die erhöhte Schichtdicke kann Einfluss auf enge Toleranzen nehmen und muss daher in Ihre CAD-Modelle und Zeichnungen einfließen. Für kritische Passungen ist die Angabe von Maskierungen für Bohrungen, Gewinde oder Masseflächen unerlässlich. Zudem liefert Harteloxieren eine hervorragende Verschleißfestigkeit, kann jedoch unter hohen Lasten oder Beanspruchungen Rissbildungen durch die Schichtdicke aufweisen, was die Dauerfestigkeit in dynamischen Anwendungen beeinträchtigen kann. Daher ist eine sorgfältige Auswahl von Legierung, Geometrie und Oberflächenverfahren ein Kennzeichen bester Praxis in der Aluminium-Oberflächentechnik.
Vor- und Nachteile
Vorteile
- Hervorragende Verschleiß- und Abriebfestigkeit für hochbelastete Teile
- Gutes Verhalten unter mäßiger Hitze und Gleitbedingungen
- Elektrische Isoliereigenschaften – nützlich zum Isolieren von Bauteilen
- Kann poliert werden, um die Reibung zu reduzieren (Aluminium-Mattfinish)
- Erfüllt MIL-A-8625 Typ III und Automobil-Qualitätsstandards
Nachteile
- Dunkleres, weniger dekoratives Erscheinungsbild – begrenzte Farboptionen
- Filmaufbau kann enge Toleranzen verändern; Designkompensation erforderlich
- Mikrorisse in der Beschichtung unter hohen Dauerbelastungen möglich
- Nicht geeignet für tragende Teile, bei denen die Dauerfestigkeit kritisch ist
- Erfordert präzise Prozesskontrolle und Abdeckung bei komplexen Geometrien
Anwendungsfälle und QA-Prüfpunkte
- Sitzschienenkomponenten: Wo Gleitverschleiß und wiederholte Bewegungen eine robuste, reibungsarme Oberfläche erfordern
- Schiebedachmechanismen: Umweltbedingten Kontaminationen und mechanischer Abnutzung ausgesetzt
- Scharnierstrukturen und Führungsschienen: Bewegung und Ausrichtung unter mäßigen Lasten unterstützen
- Batteriegehäuse-Hardware: Elektrische Isolierung und Verschleißbeständigkeit erforderlich
Qualitätssicherung für Harteloxal umfasst:
- Dickeermittlung mithilfe zerstörungsfreier Verfahren (Wirbelstrom, Ultraschall)
- Prüfung der Verschleißbeständigkeit durch Abrieb- und Reibungstests
- Überprüfung von Kanten, Löchern und maskierten Bereichen auf Abdeckung und dimensionale Genauigkeit
- Bezugnahme auf MIL-A-8625 Typ III und OEM-spezifische Protokolle zur Validierung
Tipp: Achten Sie immer auf ein ausgewogenes Verhältnis zwischen Schichtaufbau und kritischen Abmessungen bei der Spezifizierung von Harteloxal. Geben Sie Anforderungen an die Maskierung für Bohrungen, Gewinde oder elektrische Kontakte an – dies ist ein entscheidender Schritt im robusten Aluminium-Oberflächen-Engineering für Automotive-Extrusionen.
Indem Sie die Stärken und Grenzen von Harteloxal als Schutzbeschichtung für Aluminium verstehen, können Sie fundierte Entscheidungen für Anwendungen mit hohem Verschleiß im Automotive-Bereich treffen. Als Nächstes erfahren wir, wie Pulverbeschichtungen die Langlebigkeit und Farbvielfalt für Aluminium-Extrusionen im Außen- und Unterbodenbereich erweitern.
Pulverbeschichtung
Wahl der Pulverharze und Vorbehandlung
Wenn Sie eine Oberfläche benötigen, die den Belastungen der Straße standhält und gleichzeitig lebendige Farben bietet, ist Pulverbeschichtung die erste Wahl für Aluminiumprofile im Automobilbereich. Doch was macht diese Methode so effektiv? Es beginnt mit dem Pulverharz selbst – typischerweise Polyester, Epoxidharz oder Hybridgemische. Unter diesen sind Polyesterpulver die bevorzugte Wahl für Außen- und UV-exponierte Anwendungen, dank ihrer hervorragenden Wetterbeständigkeit und Farbbeständigkeit. Epoxidpulver bieten eine ausgezeichnete chemische Beständigkeit, werden aber in der Regel für Innen- oder Motorraumteile verwendet, da ihre UV-Stabilität geringer ist. Hybridpulver kombinieren die Eigenschaften beider Materialien, um gezielte Leistungsanforderungen zu erfüllen.
Der Weg zu einer robusten Aluminiumbeschichtung beginnt mit einer sorgfältigen Vorbehandlung. Stellen Sie sich vor, Sie bereiten ein Bauteil für einen Lackierprozess vor: jedes übersehene Öl, Schmutz oder Oxid kann die Qualität der Oberfläche beeinträchtigen. Der Prozess beginnt mit einer gründlichen Reinigung – unter Verwendung von Methoden wie alkalischen Waschverfahren, Lösungsmittelbädern oder sogar Ultraschallreinigung für komplexe Geometrien ( quelle ). Danach wird eine Umwandlungsbeschichtung (häufig chromfrei zur Einhaltung von Umweltvorschriften) aufgebracht, um die Haftung zu verbessern und Korrosionsschutz zu bieten. Dadurch entsteht eine gleichmäßige, inerte Oberfläche, die das Pulver haften lässt und dafür sorgt, dass es wie vorgesehen funktioniert. Spülprozesse sind entscheidend – jeglicher Rückstand kann zu Blasenbildung oder vorzeitigem Versagen führen.
Automotive Leistungs- und Montagekompatibilität
Pulverbeschichtungen sind aufgrund ihrer Langlebigkeit, Widerstandsfähigkeit gegen Absplittern und Fähigkeit, eine dicke Schutzschicht zu liefern, die Aluminium sowohl vor Korrosion als auch vor mechanischen Belastungen schützt. Im Automobilbereich bedeutet dies, dass äußere Verkleidungsteile, Dachträger und Batteriegehäusen auch nach Jahren der Belastung durch Sonne, Salz und Chemikalien ihr Erscheinungsbild und ihre Integrität bewahren können.
Allerdings werden Sie feststellen, dass beim Beschichten von Aluminiumprofilen mit komplexen Querschnitten einige einzigartige Herausforderungen bestehen. Der Faraday-Käfig-Effekt kann zu dünnem oder ungleichmäßigem Schutzanstrich in tiefen Vertiefungen oder engen Ecken führen. Deshalb sind eine geeignete Aufhängung, Erdung und Sprühtechnik entscheidend, um sicherzustellen, dass das Pulver alle Oberflächen erreicht. Für Teile, die später im Lackierprozess Wärmezyklen ausgesetzt sind, ist es wichtig, im Vorfeld eine Überbacktoleranz in den Anforderungen vorzuschreiben, da übermäßige Hitze den Glanz, die Farbe verändern oder sogar eine Haftungsverringerung verursachen kann.
Vor- und Nachteile
Vorteile
- Hervorragende Farbvielfalt und Oberflächenoptionen (matte, glänzende, strukturierte Oberflächen)
- Robuste, kratz- und chiptresistente Oberfläche
- Dicke, gleichmäßige Beschichtung zum Schutz vor Korrosion und mechanischer Belastung
- Keine VOCs – umweltfreundliche Applikation
- Das übersprühte Pulver kann wiederverwertet werden, wodurch Abfall reduziert wird
- Kurze Aushärtezeiten unterstützen eine hochproduktive Fertigung
Nachteile
- Abdeckprobleme bei komplexen oder eingelassenen Geometrien (Faraday-Effekt)
- Die Schichtdicke kann engste Toleranzen beeinflussen – ggf. Anpassungen im Design erforderlich
- Nacharbeit ist möglich, erfordert jedoch das Entfernen und erneutes Beschichten
- Eingeschränkte Nachbesserungsmöglichkeiten im Vergleich zu Lackfarbe
- Erfordert eine gründliche Vorbehandlung für maximale Haftung und Langlebigkeit
Anwendungsfälle und Qualitätskontrollpunkte
- Außenverkleidung: Pulverbeschichtung bietet langanhaltende Farbe und Korrosionsschutz für Türgriffe, Fenstereinfassungen und Gitterelemente.
- Dachträger und Querträger: Hohe UV- und Wetterbelastung erfordert eine widerstandsfähige Aluminiumbeschichtung mit stabiler Glanz- und Farbbeständigkeit.
- Batteriegehäusen: Chemikalienbeständigkeit ist entscheidend für Motorraum- oder Batteriegehäuseteile, die Flüssigkeiten und Temperaturschwankungen ausgesetzt sind.
- Serviceabdeckungen und Halterungen: Wo Wirkung und Abriebfestigkeit genauso wichtig sind wie das Erscheinungsbild.
Qualitätskontrolle für Beschichtungen von Aluminiumteilen umfasst:
- Haftprüfung (Kreuzraster- oder Klebetests)
- Aushärteverifikation (Lösungsmittelabrieb, Bleistifthärte)
- Prüfung auf Glanz- und Farbgleichmäßigkeit
- Messung der Schichtdicke (magnetische oder Wirbelstromverfahren)
Tipp: Legen Sie Toleranzen für das Überbacken von pulverbeschichteten Teilen fest, die während der Endmontage zusätzlichen Lackierungszyklen unterzogen werden. Dieser Schritt hilft, die Farb-, Glanz- und Haftintegrität während des gesamten Fertigungsprozesses aufrechtzuerhalten.
Pulverbeschichtung zeichnet sich als vielseitige, langlebige und nachhaltige Methode zur Beschichtung von Aluminiumprofilen im Automobilbereich aus. Wenn Sie eine Oberfläche benötigen, die Ästhetik, Schutz und Fertigungseffizienz in Einklang bringt, ist eine gut spezifizierte Aluminiumbeschichtung oft die beste Wahl. Als Nächstes werden wir uns mit E-Coat-Systemen beschäftigen – ideal, um bei komplexen Profilen eine äußerst gleichmäßige Abdeckung zu erzielen und als korrosionsgeschützter Grundanstrich unter Decklacken zu dienen.
E-Coat
Überblick über E-Coat-Systeme und Varianten
Wenn Sie nach einer Schutzbeschichtung für Aluminiumprofile mit komplexen Formen oder tiefen Nischen suchen, ist das Elektrotauchlackieren (E-Coat) eine hervorragende Wahl. Doch wie funktioniert es? Stellen Sie sich vor, Ihr Aluminiumbauteil wird in ein Bad getaucht, in dem elektrisch geladene Lackpartikel auf jede freie Oberfläche gezogen werden – sogar in Innenkanten und enge Hohlräume hinein. Dieser Prozess, auch als Elektrocoating bekannt, verwendet entweder kationische Epoxidharze oder Acrylharze, um eine dünne, gleichmäßige Schicht zu erzeugen, die sowohl langlebig als auch zuverlässig ist.
Kationische Epoxidharz-Elektrotauchlacke sind aufgrund ihrer hervorragenden Korrosionsbeständigkeit bekannt und werden häufig als Primer in der Automobilindustrie eingesetzt. Acryl-basierte Elektrotauchlacke bieten hingegen eine verbesserte UV-Stabilität und werden manchmal für sichtbare Bauteile ausgewählt. Unabhängig vom Harztyp ist das Kennzeichen des Elektrocoatings seine Fähigkeit, eine gleichmäßige Schicht – üblicherweise 15 bis 25 Mikrometer stark – über das gesamte Bauteil aufzubringen und damit viele herkömmliche Beschichtungen bei komplexen Geometrien zu übertreffen.
Automotive-Leistung und Oberflächenverträglichkeit
Warum geben Automobil-Ingenieure bei Aluminium-Oberflächenbehandlungen eine Elektrotauchlackierung (E-Coat) als Grundlage vor? Die Antwort liegt in der einzigartigen Kombination aus Korrosionsschutz und effizienter Serienfertigung. Elektrotauchlack bildet eine geschlossene Barriere, die Aluminium vor Feuchtigkeit, Salz und anderen korrosiven Substanzen schützt, wodurch es sich ideal als Grundlage für weitere Beschichtungen eignet oder als eigenständiger Abschluss für verdeckte oder halbsichtbare Teile verwendet werden kann. Häufig kommt Elektrotauchlack als Grundierung unter Pulver- oder Flüssiglack-Oberflächen zum Einsatz, um eine starke Haftung und langfristige Langlebigkeit von Karosserieteilen und Unterbodenkomponenten sicherzustellen.
Ein weiterer Vorteil: Die Gleichmäßigkeit des E-Coatings bedeutet weniger Schwachstellen oder dünne Kanten, an denen Korrosion entstehen könnte. Dies macht es besonders wertvoll für automobilverwendete Aluminiumprofile mit Hohlkammern, komplexen Ausschnitten in Halterungen oder Baugruppen mit überlappenden Verbindungen. Zudem ist der Prozess hochgradig skalierbar – ideal für die Serienfertigung von Produkten in modernen Automobilwerken.
Vor- und Nachteile
Vorteile
- Hervorragender Korrosionsschutz – bildet eine robuste Schutzgrundlage
- Unerreicht gleichmäßiger Schichtaufbau, selbst an komplexen oder zurückliegenden Profilen
- Unterstützt Fertigung mit hohem Durchsatz durch Automatisierung
- Geringerer Materialabfall im Vergleich zu Spritzbeschichtungen
- Kompatibel mit Pulver- oder Flüssiglacken als Deckbeschichtung für zusätzlichen Schutz oder Farbe
Nachteile
- Erfordert präzise und gründliche Vorbehandlung für optimale Haftung
- Hohe Investitionskosten für Ausrüstung und Prozessinstallation
- Eingeschränkte Farb- und Optikoptionen als alleinstehende Oberfläche
- Nicht geeignet für nicht leitfähige Untergründe (Aluminium muss sauber und leitfähig sein)
Anwendungsfälle und Qualitätskontrollpunkte
- Weiße Karosserie angrenzende Aluminiumbaugruppen: E-Lack bietet einen korrosionsgeschützten Grundanstrich für mit Stahlstrukturen verbundene Bauteile.
- Batteriegehäuseinnenteile: Gleichmäßige Beschichtung innerhalb komplexer Gehäuse gewährleistet Langlebigkeit und Sicherheit.
- Halterungen und Befestigungsteile: E-Lack wirkt als Schutzgrundlage unter farbigen Decklacken, insbesondere in stark beanspruchten Bereichen.
Qualitätskontrolle für e-beschichtete Aluminiumoberflächenbehandlungen umfasst typischerweise:
- Bad-Kontrollen zur Überwachung der Lackchemie und Leitfähigkeit
- Haftungstests (Kreuzraster oder Klebebandtest)
- Aushärtekontrollen, um eine ordnungsgemäße Filmaushärtung sicherzustellen
- Dickenmessung zur Bestätigung einheitlicher Abdeckung
Geben Sie stets die Verträglichkeit zwischen der E-Coat-Chemie und eventuellen nachgeschalteten Dichtstoffen oder Klebstoffen an. Inkompatible Materialien können Verunreinigungen oder Haftungsversagen verursachen und somit die Wirksamkeit Ihrer Aluminium-Oberflächenbehandlungen beeinträchtigen.
Die einzigartige Fähigkeit von E-Coat, hochwertige, äußerst gleichmäßige Beschichtungen für Aluminiumprofile bereitzustellen, macht sie zu einer Schlüsseltechnologie bei der modernen Fahrzeuglackierung. Als Nächstes werden wir untersuchen, wie eine Kombination aus Naturlack, Primer und Lack eine flexible und wirtschaftliche Alternative für bestimmte Anwendungen darstellt.
Naturlack mit Primer und Lack
Definition von Naturlack und wann er geeignet ist
Haben Sie sich jemals gefragt, was ein Mill-Finish bei Aluminiumprofilen bedeutet? Kurz gesagt: Mill-Finish bezeichnet die im Rohzustand vorhandene, unbehandelte Oberfläche von Aluminium – direkt aus der Presse, ohne zusätzliche Politur, chemische Behandlung oder Beschichtung. Dieser Rohzustand zeichnet sich durch eine stumpfe, matte Optik, sichtbare Presslinien sowie gelegentliche Markierungen oder leichte Kratzer vom Fertigungsprozess aus. Aluminium mit Mill-Finish wird aufgrund seiner Kosteneffizienz geschätzt und dient oft als Ausgangspunkt für weitere Oberflächenbehandlungen oder Beschichtungen.
Im Automobilbereich kann Aluminium mit Mill-Finish eine praktische Wahl sein, wenn das Bauteil später mit Lack überzogen wird oder in nicht sichtbaren, geschützten Bereichen eingesetzt wird. Es ist besonders geeignet für innere Verkleidungsschienen, verdeckte Strukturteile oder Ersatzteile, bei denen Kosteneffizienz und Flexibilität bei der Farbgestaltung wichtiger sind als ein dekorativer Metallglanz.
Grundierung- und Lackierprozess für Profile
Überlegen Sie, ob Sie Aluminium mit Werksoberfläche lackieren möchten? Das Geheimnis für eine langlebige Optik liegt in der richtigen Oberflächenvorbereitung. Da die Oberfläche direkt nach dem Strangpressen Öle, Oxide oder geringfügige Unvollkommenheiten aufweisen kann, ist die Vorbereitung von werkseitig behandeltem Aluminium vor dem Lackieren entscheidend für die Haftung und Korrosionsbeständigkeit. Hier ist ein typischer Arbeitsablauf:
- Oberflächenreinigung: Entfernen Sie Öle, Staub und Schmutz mithilfe von Lösungsmitteln oder alkalischen Reinigern.
- Mechanische Glättung: Leichtes Bürsten oder Schleifen, um unebene Stellen auszugleichen und sichtbare Strangpresslinien zu minimieren – dieser Schritt hilft dabei, Oberflächenfehler der Werksoberfläche zu reduzieren, die sich unter dem Lack abzeichnen können.
- Chemische Vorbehandlung: Tragen Sie eine Ätzlösung oder ein chemisches Haftvermittlermittel auf, um die Primerhaftung zu verbessern und zusätzlichen Korrosionsschutz zu gewährleisten.
- Grundierung von Aluminium: Verwenden Sie einen hochwertigen Primer, der speziell für Aluminium entwickelt wurde, um eine stabile Basis für den Decklack zu schaffen.
- Decklackierung: Tragen Sie die gewünschte Farbe und Oberflächenstruktur auf, die individuell an die Anforderungen für Innen- oder Außenbereiche angepasst werden kann.
Jeder dieser Schritte dient dazu, die Lebensdauer und das Erscheinungsbild von Aluminium-Grundierungen und Lackiersystemen zu maximieren und sicherzustellen, dass die Oberfläche auch unter anspruchsvollen Bedingungen im Automobilbereich haltbar bleibt.
Vor- und Nachteile
Vorteile
- Geringste Anfangskosten für die Oberfläche – Aluminium mit Werksoberfläche ist kostengünstig und leicht verfügbar
- Maximale Flexibilität in Farbe und Glanz durch Lackauswahl
- Einfache Nachbesserung oder Reparatur von lackierten Oberflächen vor Ort
- Eignet sich gut für Teile, bei denen das Erscheinungsbild nicht entscheidend ist oder optisch verdeckt liegt
- Keine Einschränkungen bei der Bauteilgeometrie – Lack kann auf komplexe Profilierungen aufgebracht werden
Nachteile
- Erfordert sorgfältige Vorbehandlung – eine schlechte Vorbereitung kann zu Absplitterung, Abblätterung oder Korrosion führen
- Höheres Risiko, dass Fehler durch den Lack durchschlagen, wenn die Werksoberfläche rau oder ungleichmäßig ist
- Weniger beständig als eloxierte oder pulverbeschichtete Oberflächen in Außenbereichen, bei starker Beanspruchung oder korrosiven Umgebungen
- Lackierte Oberflächen erfordern möglicherweise periodische Wartung oder Nachbesserungen
Anwendungsfälle und Qualitätskontrollpunkte
- Lackierte Interieur-Türleisten: Aluminium mit natürlicher Oberfläche, grundiert und lackiert passend zum Interieur-Farbkonzept, wo Langlebigkeit und Nachbesserungsmöglichkeiten im Vordergrund stehen.
- Verdeckte Konstruktionsbauteile: Bauteile, die nach der Montage nicht sichtbar sind, aber dennoch Korrosionsschutz und eine kosteneffiziente Oberflächenbehandlung benötigen.
- Ersatzteile mit Reparaturfähigkeit vor Ort: Lackierte Aluminiumteile mit natürlicher Oberfläche können bei Beschädigung während der Wartung leicht geschliffen und neu lackiert werden.
Die Qualitätskontrolle für dieses System ist entscheidend, um die Leistungsfähigkeit und das Erscheinungsbild sicherzustellen. Typische Qualitätskontrollpunkte umfassen:
- Haftungstest (Kreuzraster- oder Klebebandtest) nach Auftrag von Grundierung und Lack
- Messung der Schichtdicke zur Überprüfung von Abdeckung und Langlebigkeit
- Farb- und Glanzkontrolle anhand von Spezifikationsproben
- Zyklische Korrosionstests für Bauteile, die rauen Umgebungen ausgesetzt sind
Tipp: Legen Sie stets Schritte zur Oberflächenglättung, wie leichtes Bürsten oder Schleifen, vor dem Lackieren von Aluminium mit Walzfinish fest. Diese Praxis minimiert das Risiko, dass ein Walzfinish-Fehler durch den Endanstrich durchschimmert und sorgt so für ein glatteres, professionelleres Erscheinungsbild.
Obwohl ein Walzfinish mit Primer und Lack nicht die Premium-Langlebigkeit oder Ästhetik von eloxierten oder pulverbeschichteten Lösungen bietet, bleibt es eine wirtschaftliche und vielseitige Lösung für viele Anforderungen bei Aluminiumprofilen im Automobilbau. Als Nächstes vergleichen wir alle Oberflächenarten direkt miteinander, um Ihnen bei der Wahl der optimalen Lösung für Ihre Projektanforderungen zu helfen.
Direkter Vergleich und Entscheidungsmatrix für Oberflächen von Aluminiumprofilen im Automobilbau
Bei der Auswahl zwischen verschiedenen Oberflächenbehandlungen für Aluminiumprofile im Automobilbereich kann die Vielzahl an Variablen schnell überwältigend wirken. Welche Oberflächenveredelung bietet für Ihre spezifische Anwendung das richtige Gleichgewicht zwischen Schutz, Ästhetik, Durchsatz und Kosten? Um Ihnen die Entscheidung zu erleichtern, haben wir einen klaren, direkten Vergleich der am höchstrangigsten bewerteten Oberflächenoptionen zusammengestellt. Diese Tabelle und die Entscheidungshilfe helfen Ihnen dabei, die Anforderungen Ihres Projekts mit der optimalen Aluminiumoberflächenbehandlung abzugleichen – ohne Unsicherheiten bei der Spezifikation.
Direkter Vergleich über automotive Kriterien
| Oberflächenoption | Eignung für Automobil-Anwendung | Korrosionsbeständig | Verschleißfestigkeit | Erscheinungsbildspektrum | Lackier-Backofen-Kompatibilität | Relativer Preis | Lieferzeit | Recycelbarkeit | Bezogene Normen |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi Oberflächenbehandlungen | All-in-One-Lösung für Außen-, Struktur- und Spezialteile | Hoch | Hoch | Breit (dekorativ, funktional, individuelle Farben/Texturen) | Hoch | Mittel | Mittel | Hoch | ASTM, SAE, ISO, MIL-A-8625 |
| Typ II Eloxieren | Sichtbare Zierleisten, innen/außen dekorativ | Mittel-Hoch | Mittel | Matt, Satin, gefärbte Farben | Mittel | Mittel | Mittel | Hoch | MIL-A-8625 Typ II, OEM |
| Harteloxieren (Typ III) | Hochabnutz, Gleit-, Strukturteile | Hoch | Sehr hoch | Dunkel, begrenzte Farben | Mittel | Mittel-Hoch | Mittel | Hoch | MIL-A-8625 Typ III, OEM |
| Pulverbeschichtung | Außenverkleidung, Motorraum, Batterierahmen | Hoch | Hoch | Umfangreich (matte, glänzend, strukturiert, kundenspezifisch) | Hoch | Mittel | Niedrig-Mittel | Hoch | ASTM, ISO, OEM |
| E-Coat | Komplexe Profile, Primer für Baugruppen | Sehr hoch | Mittel | Eingeschränkt (hauptsächlich schwarz/grau, halbglänzend) | Hoch | Mittel | Mittel-Hoch | Hoch | ASTM, ISO, OEM |
| Naturlack mit Primer und Lack | Verdeckte, Service- oder lackierte Innenteile | Mittel | Niedrig-Mittel | Unbegrenzt (abhängig vom Lackiersystem) | Mittel | Niedrig | Niedrig | Hoch | ASTM, ISO, OEM |
Diese Ansicht nebeneinander erleichtert den Vergleich der Oberflächenveredelungen für Metallteile und zeigt auf, wo jeweils die Vorteile liegen und welche Abwägungen Sie für Ihr Automobilprogramm berücksichtigen sollten.
Kosten- und Lieferzeitüberlegungen
- Integrierte Lösungen (wie Shaoyi) können Ihre Lieferkette optimieren und die Gesamtlieferzeit verkürzen, insbesondere wenn mehrere Oberflächenveredelungen oder komplexes Qualitätsmanagement erforderlich sind.
- Typ II Eloxieren und pulverbeschichtung bieten ein moderates Gleichgewicht zwischen Kosten, Durchsatz und Aussehen für die meisten Verkleidungs- und Sichtteile.
- Harteloxieren und e-Coat beinhalten in der Regel höhere Prozesskontroll- und Qualitätskontrollkosten, liefern aber außergewöhnliche Leistungsmerkmale für verschleiß- oder korrosionskritische Komponenten.
- Gestrichenes Rohr mit Grundierung/Lackierung ist der wirtschaftlichste Weg, oftmals mit der kürzesten Lieferzeit – erfordert jedoch sorgfältige Vorbereitung und eignet sich am besten für unsichtbare oder leicht zugängliche Teile.
Für Projekte, die mehrere Oberflächenbehandlungen oder enge Produktionszeiten erfordern, ist die Zusammenarbeit mit einer einzigen Quelle wie Shaoyi Metal Parts Supplier – ein führender integrierter Anbieter von Präzisionsmetallteilen für die Automobilindustrie in China – ein effizienter Ansatz, bei dem Ihre Aluminium-Profilteile unter einem PPAP- und Lieferkonzept fertiggestellt und qualifiziert werden können, wodurch Risiken reduziert und die Kommunikation vereinfacht wird.
Entscheidungsmatrix und Empfehlungen
- Äußere Klasse A Oberflächenqualität: Wählen Sie Pulverbeschichtung oder Typ II Eloxieren für eine breite Farbauswahl und visuelle Einheitlichkeit.
- Unterbodens Korrosionsschutzgrundlage: E-Coat oder integrierte Shaoyi-Lösungen für robusten, gleichmäßigen Schutz – besonders an komplexen Profilen.
- Hochbeanspruchte Mechanismen oder Gleitanwendungen: Harteloxieren (Typ III) oder Shaoyis verschleißoptimierte Oberflächenbehandlungen.
- Kostensensitive, nicht sichtbare Bauteile: Werkseigene Oberfläche mit Primer und Lack für Flexibilität und einfache Reparatur vor Ort.
- Mehrstufige Prozesse oder kundenspezifische Anforderungen: Integrierte Shaoyi-Oberflächenveredelungen für Metall mit einheitlicher Qualitätskontrolle und Dokumentation.
Wichtige Erkenntnis: Geben Sie in Ihren Zeichnungshinweisen immer die Vorbehandlung und Maskierungsanforderungen an. Dieser Schritt ist entscheidend, um spätere Schäden, Nacharbeit oder Garantieansprüche zu vermeiden – unabhängig davon, welche Aluminiumoberflächenbehandlung Sie wählen.
Wenn Sie Ihre Spezifikation abschließen, bedenken Sie, dass die optimale Wahl nicht nur von der Oberfläche selbst abhängt, sondern davon, wie gut diese mit Ihren Fertigungszielen, Kostenbegrenzungen und Qualitätsansprüchen übereinstimmt. Als Nächstes fassen wir alles zusammen und geben Ihnen praktische Tipps zur Erstellung von Spezifikationen und zur Übergabe an Lieferanten – damit die von Ihnen ausgewählte Oberflächenbehandlung für Aluminium auch im Einsatz langfristigen Nutzen bringt.
Abschließende Empfehlung und Tipps zum Verfassen von Spezifikationen für Aluminium-Strangpressprofile im Automobilbereich
Welche Oberfläche eignet sich am besten für Ihr Projekt
Wenn Sie den Entscheidungspunkt erreicht haben, kann die Vielzahl der verfügbaren Oberflächenbehandlungen für Aluminium schnell überwältigend wirken. Wie finden Sie also die optimale Lösung für Ihr Vorhaben? Stellen Sie sich vor, Sie entwickeln ein Gehäuse für einen neuen Elektrofahrzeug-Akku oder gestalten das äußere Design eines neuartigen SUVs neu – Ihre Wahl der Oberflächenbehandlung für Aluminium wirkt sich direkt auf die Langlebigkeit, die Kosten und sogar die Marktwahrnehmung aus. Hier finden Sie eine Übersicht, die Ihnen dabei hilft, Ihre Anforderungen der passenden Oberflächenbehandlung zuzuordnen:
- Eloxiert: Wählen Sie für dekorativen Korrosionsschutz und ein hochwertiges, langlebiges metallisches Erscheinungsbild.
- Harteloxieren: Wählen Sie für Bereiche mit hoher Beanspruchung oder Gleitkomponenten – denken Sie an Sitzschienen oder Panoramadachschienen.
- Pulverbeschichtung: Ideal für dauerhafte Farbe, chemische Beständigkeit und vielfältige Optikoptionen an äußeren Verkleidungsteilen oder Motorraumkomponenten.
- Elektrotauchlackierung: Wählen Sie als korrosionsgeschützten Grundanstrich, insbesondere für komplexe Profile oder Teile, die unter weiteren Beschichtungen eine robuste Basis benötigen.
- Natürliche Oberfläche plus Grundierung/Lack: Entscheiden Sie sich dafür für kostensensitive, lackierte Teile oder verdeckte Strukturbauteile, bei denen Flexibilität und einfache Nachbearbeitung im Vordergrund stehen.
Jede dieser Oberflächenbehandlungen aus Aluminium spielt eine einzigartige Rolle, daher sollten Sie die Anforderungen Ihrer Anwendung an Umweltbelastung, Verschleiß, Erscheinungsbild und Budget berücksichtigen, bevor Sie Ihre Spezifikation festlegen.
Spezifikationssprache und Zeichnungshinweise
Klare, standardbasierte Spezifikationen sind Ihre beste Verteidigung gegen Verwirrung oder Nacharbeit. Hier ist eine Vorlage, die Sie für die meisten Aluminium-Profilieransträge anpassen können:
Oberfläche: [Verfahren]. Vorbehandlung: [Umwandlung, chromfrei bevorzugt]. Standards: [ASTM/ISO/MIL, je nach Anwendbarkeit]. Prüfungen: Haftung, Schichtdicke, Erscheinungsklasse, zyklische Korrosion gemäß OEM-Protokoll. Abdeckung: [Merkmale]. Lacktrocknungsverträglichkeit: [ja/nein].
Wenn Sie überlegen, wie Aluminium für Farbe oder eine andere Beschichtung vorbereitet werden soll, sollten Sie die Schritte zur Oberflächenglättung, Reinigung und Abdeckung stets direkt in Ihren Zeichnungen angeben. Dies stellt sicher, dass alle Beteiligten – von der Konstruktion bis zur Produktion – die Erwartungen für jede Aluminium-Oberflächenbehandlung verstehen.
Checkliste für die Lieferantenübergabe
Stellen Sie sich vor, Ihr Projekt ist bereit für die Übergabe. Hier ist eine Checkliste, um die Zusammenarbeit mit Ihrem Lieferanten reibungslos und Ihren Qualitätsplan auf Kurs zu halten:
- Legen Sie Legierung und Festigkeit für jedes Profil fest
- Fügen Sie detaillierte Geometrie- und Abdeckkarten hinzu (Gewinde, Bohrungen, elektrische Kontakte)
- Heben Sie die Lackierbereiche für eine optimale Beschichtungsabdeckung hervor
- Markieren Sie kritische Maße und zulässige Toleranzen (Filmaufbau berücksichtigen)
- Legen Sie Annahmekriterien und Referenzstandards für die Qualitätskontrolle fest
- Teilen Sie einen Probe- und Prüfplan (Erstprobe, Los oder laufende Kontrollen)
- Klären Sie Ihre Nacharbeitungs- und Feldreparaturpolitik von Anfang an
Wenn Sie diese Schritte befolgen, minimieren Sie Überraschungen und stellen sicher, dass die gewählte Oberflächenbehandlung für Aluminium zuverlässige, hochwertige Ergebnisse liefert.
Sind Sie bereit, Ihre Oberflächenbehandlung und Qualitätskontrolle unter einem Dach zu vereinen? Shaoyi Metal Parts Supplier —ein führender integrierter Anbieter für präzise Metallteile für die Automobilindustrie in China—kann Ihnen dabei helfen, jeden Schritt zu optimieren, von der Konstruktion bis hin zur Serienfertigung, für alle Ihre Aluminiumprofilteile. Dank ihrer Expertise in Oberflächenbehandlungen für automotive Aluminiumprofilteile erhalten Sie stets die richtige Oberfläche.
Häufig gestellte Fragen
1. Welche sind die gängigsten Oberflächenbehandlungen für automotive Aluminiumprofilteile?
Die am häufigsten verwendeten Oberflächenbehandlungen für Aluminiumprofile im Automobilbau umfassen Eloxieren (Typ II für Optik und Korrosionsschutz, Typ III für Verschleißschutz), Pulverbeschichtung für dauerhafte Farbe und chemischen Schutz, Tauchlackierung (E-Coat) für gleichmäßigen Korrosionsschutz an komplexen Formen sowie Primalbehandlung mit Lack für wirtschaftliche Flexibilität. Jede Behandlungsart bietet spezifische Vorteile hinsichtlich Langlebigkeit, Optik und Verträglichkeit mit den Qualitätsstandards der Automobilindustrie.
2. Wie wähle ich die richtige Oberfläche für mein Projekt mit Aluminiumprofilen im Automobilbau aus?
Die Auswahl der besten Oberflächenbehandlung hängt von den Anforderungen Ihres Projekts in Bezug auf Korrosionsbeständigkeit, Aussehen, Verschleißfestigkeit und Budget ab. Dekorative Eloxierung eignet sich ideal für sichtbare Zierleisten, Harteloxierung ist geeignet für verschleißbeanspruchte Teile, Pulverbeschichtung bietet lebendige, langlebige Farben, E-Tauchlackierung ist am besten für komplexe Profile geeignet, die einen gleichmäßigen Schutz benötigen, und die Kombination aus Naturoberfläche und Lack ist kosteneffizient für verdeckte oder wartbare Teile. Berücksichtigen Sie die Exposition des Bauteils, Montageanforderungen und Qualitätsstandards, um die richtige Wahl zu treffen.
3. Was ist der Unterschied zwischen Eloxieren und Pulverbeschichten bei Aluminiumprofilen?
Das Anodisieren erzeugt eine integrale Oxidschicht auf der Aluminiumoberfläche, wodurch die Korrosionsbeständigkeit verbessert und eine Palette metallischer Oberflächen erzielt wird. Anodisieren Typ II zeichnet sich durch seine dekorative Optik aus, während Typ III (Hartanodisieren) eine höhere Verschleißbeständigkeit bietet. Pulverbeschichtung hingegen ist eine organische Beschichtung, die als Pulver aufgebracht und anschließend ausgehärtet wird, um eine schützende, farbenfrohe und langlebige Schicht zu bilden. Die Pulverbeschichtung erlaubt vielfältigere Farb- und Texturoptionen, benötigt jedoch eine gründliche Vorbehandlung, um optimale Haftung zu gewährleisten.
4. Warum ist eine Vorbehandlung wichtig, bevor eine Oberflächenveredelung auf Aluminiumprofile aufgebracht wird?
Die Vorbehandlung ist entscheidend, da sie Verunreinigungen entfernt, die Haftung verbessert und die Korrosionsbeständigkeit erhöht. Eine ordnungsgemäße Reinigung und Umwandlungsbeschichtung (häufig chromfrei) stellt sicher, dass die gewählte Oberflächenbehandlung – sei es Eloxieren, Pulverbeschichtung, E-Tauchlack oder Farbe – sicher haftet und die gewünschten Eigenschaften erfüllt. Auf eine unvollständige oder ausgelassene Vorbehandlung kann vorzeitiger Verschleiß wie Abblättern, Blasenbildung oder Korrosion folgen.
5. Welche Vorteile bietet ein integrierter Lieferant wie Shaoyi für Oberflächenbehandlungen von Aluminiumprofilen?
Die Zusammenarbeit mit einem integrierten Lieferanten wie Shaoyi vereinfacht den Oberflächenprozess, indem alle wesentlichen Oberflächenbehandlungen, Qualitätskontrolle und Supply-Chain-Management aus einer Hand angeboten werden. Dieser Ansatz reduziert die Lieferzeiten, minimiert das Risiko von Fehlern durch mehrere Anbieter, gewährleistet die Einhaltung automotiver Standards und bietet fachkundige Beratung bei der Auswahl der richtigen Kombination aus Legierung, Geometrie und Oberfläche für Ihre Anwendung.