 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Was Ihnen niemand über Service-Fertigungskosten und -Zeitpläne verrät

Verständnis von Service-Bearbeitung und warum sie wichtig ist
Haben Sie sich jemals gefragt, warum einige Hersteller Millionen in Maschinen investieren, während andere identische Teile produzieren, ohne eine einzige Maschine zu besitzen? Die Antwort liegt in der Service-Bearbeitung – einem strategischen Ansatz, der die Denkweise von Unternehmen hinsichtlich der Produktion neu gestaltet.
Was Service-Bearbeitung für Hersteller tatsächlich bedeutet
Service-Bearbeitung bezieht sich auf die Auslagerung von Präzisionsfertigungsaufgaben an spezialisierte externe Einrichtungen, die mit moderner CNC-Technologie ausgestattet sind. Statt teure Maschinen anzuschaffen und qualifizierte Bediener einzustellen, arbeiten Unternehmen mit spezialisierten Bearbeitungsdienstleistern zusammen, die den gesamten Produktionsprozess von Anfang bis Ende übernehmen.
Stellen Sie es sich so vor: Sie benötigen Präzisionskomponenten, aber Sie müssen die Fabrik nicht unbedingt selbst besitzen. Laut einer Branchenstudie von Technavio wird der Markt für Bearbeitungsdienstleistungen zwischen 2023 und 2028 um 17,4 Milliarden US-Dollar wachsen, was einer durchschnittlichen jährlichen Wachstumsrate von 4,5 % entspricht. Dieses Wachstum spiegelt eine grundlegende Veränderung der Fertigungsstrategie wider – Unternehmen erkennen zunehmend, dass externe Partner erstklassige Ergebnisse liefern können, ohne dass hierfür ein Kapitalaufwand erforderlich ist.
Wenn Sie nach einer „CNC-Fertigungswerkstatt in meiner Nähe“ suchen oder CNC-Präzisionsbearbeitungsdienstleistungen erkunden, suchen Sie im Grunde nach genau diesen spezialisierten Partnern. Ob Sie ein Startup sind, das sein erstes Produkt prototypisch fertigt, oder ein etablierter Hersteller, der seine Produktion skaliert – Dienstleister bieten dieselbe hochwertige Ausgabe wie interne Fertigungsabteilungen.
Der zentrale Unterschied zwischen ausgelagerter und intern durchgeführter Zerspanung
Der Unterschied zwischen diesen Ansätzen liegt in der Eigentümerschaft und Verantwortung. Bei der internen Bearbeitung tragen Sie die gesamte Last der Anschaffung von Maschinen, der Wartungspläne, der Schulung von Bedienern und der Qualitätszertifizierungen.
Berücksichtigen Sie, was interne Fertigungsprozesse tatsächlich erfordern:
- Erhebliches Startkapital für CNC-Maschinen, deren Preise von mehreren zehntausend bis hin zu mehreren Millionen Dollar reichen können
- Fortlaufende Wartungskosten die sich im Laufe der Zeit ansammeln und spezialisierte Techniker erfordern
- Fachbetreiber die Spitzengehälter erhalten und einer kontinuierlichen Weiterbildung bedürfen
- Qualitätszertifizierungen wie ISO 9001, die strenge Dokumentation und Audits erfordern
Die Fremdfertigung entfällt diese Anforderungen. Eine Jose-Maschinenwerkstatt oder jeder andere qualifizierte Anbieter hat diese Investitionen bereits getätigt. Sie verfügen über die neuesten Maschinen, beschäftigen erfahrene Maschinisten und besitzen die Zertifizierungen, die Ihre Branche vorschreibt. Sie nutzen einfach deren Kapazitäten nach Bedarf.
Warum verlassen sich Unternehmen aus verschiedenen Branchen – von der Luft- und Raumfahrt bis zu medizinischen Geräten – auf externe Zerspanungspartner? Das Wertversprechen ist überzeugend. Hochpräzise Zerspanungsdienstleistungen ermöglichen Ihnen den Zugang zu Mehrachsen-CNC-Maschinen, erfahrenen Bedienern und etablierten Qualitätsmanagementsystemen, ohne dass Sie eigenes Kapital binden müssen. Viele Maschinenbauwerkstätten in Kalifornien und anderen Fertigungszentren spezialisieren sich auf bestimmte Branchen und bieten Know-how, das intern Jahre dauern würde, um es aufzubauen.
Diese Flexibilität erweist sich insbesondere dann als besonders wertvoll, wenn sich die Projektanforderungen ändern. Statt während Phasen geringer Auslastung teure Maschinen ungenutzt stehen zu lassen oder bei plötzlichem Nachfrageschub hektisch zusätzliche Kapazitäten aufzubauen, ermöglicht die Fremdvergabe eine nahtlose Skalierung der Produktion. Dies ist ein strategischer Vorteil, der Sie darauf fokussiert, das zu tun, was Sie am besten können: Produkte zu entwickeln, Kunden zu bedienen und Ihr Geschäft auszubauen. 
Arten von CNC-Zerspanungsverfahren und ihre Anwendungen
Wenn Sie mit einem Dienstleister für spanende Bearbeitung zusammenarbeiten, erhalten Sie nicht nur Zugang zu Maschinen – Sie nutzen vielmehr ein breites Spektrum an Fertigungsverfahren. Doch hier stellt sich die Herausforderung: Welches Verfahren ist für Ihr Projekt das richtige? Ein Verständnis der Unterschiede zwischen Fräsen, Drehen und speziellen Techniken hilft Ihnen, effektiv mit Ihrem Bearbeitungspartner zu kommunizieren und fundierte Entscheidungen bezüglich Ihrer Bauteile zu treffen.
Erklärung zum CNC-Fräsen
Stellen Sie sich ein rotierendes Schneidwerkzeug vor, das sich über ein stationäres Werkstück bewegt, wobei Material schichtweise abgetragen wird . So funktioniert CNC-Fräsen in der Praxis. Im Gegensatz zu Verfahren, bei denen das Werkstück rotiert, bleibt bei der Fräsarbeit Ihr Werkstück fest eingespannt, während mehrschneidige Werkzeuge entlang mehrerer Achsen arbeiten.
Dieser Ansatz eignet sich hervorragend zur Herstellung komplexer 3D-Formen, die mit einfacheren Methoden nicht realisierbar wären. Laut den Fertigungsforschungsergebnissen von 3ERP verfügen Fräsmaschinen über 3-, 4- oder 5-Achsen-Kapazität, wobei jede zusätzliche Achse neue geometrische Möglichkeiten eröffnet.
Was macht das Fräsen besonders vielseitig? Betrachten Sie diese gängigen Anwendungen:
- Flachen Oberflächen und Stirnflächen — Planfräsen erzeugt präzise horizontale Ebenen auf der Oberseite von Werkstücken
- Taschen und Hohlräumen — Taschenfräsen entfernt Material aus inneren Bereichen und erzeugt vertiefte Formelemente
- Nuten und Rillen — Umfangsfräsen schneidet Nuten entlang der Kanten von Bauteilen mit kontrollierten Tiefen
- Komplexen 3D-Konturen — Kugelfräser folgen organischen Kurven für Formen und Prototypen
- Gewinkelte Formelemente — Fasenfräser und gewinkelte Bearbeitungsvorgänge erzeugen abgeschrägte Kanten
Wenn Sie 5-Achsen-CNC-Fräsdienstleistungen in Erwägung ziehen, betrachten Sie die fortschrittlichste verfügbare Frästechnologie. Diese Maschinen können Werkzeug oder Tisch neigen und so Hinterschneidungen sowie komplexe Oberflächen in einer einzigen Aufspannung bearbeiten. Für die CNC-Bearbeitung großer Bauteile oder komplizierter Luft- und Raumfahrtkomponenten bieten Anbieter von 5-Achsen-CNC-Dienstleistungen eine Präzision, die einfachere Aufspannungen nicht erreichen können.
Wann ist Drehen leistungsfähiger als Fräsen
Jetzt drehen wir die Sache um: Bei der CNC-Drehbearbeitung rotiert das Werkstück schnell, während ein stationäres Einpunkt-Schneidwerkzeug die Oberfläche formt. Diese Umkehrung der Bewegungsabläufe führt zu einem grundlegenden Unterschied hinsichtlich dessen, wofür jeweils das eine oder das andere Verfahren am besten geeignet ist.
Klingt einfach? Ist es auch – und diese Einfachheit führt direkt zu einer höheren Effizienz. Drehoperationen sind für zylindrische Komponenten von Natur aus schneller, da die Rotationsbewegung automatisch runde Profile erzeugt. Wenn Ihr Bauteil wie eine Welle, ein Stift, eine Buchse oder eine Gewindestange aussieht, ist das Drehen nahezu immer die beste Wahl.
Hier übertrifft das Drehen das Fräsen:
- Zylindrische und konische Formen — das rotierende Werkstück erzeugt von selbst runde Profile mit ausgezeichneter Konzentrizität
- Hochvolumen-Produktionsläufe — Stabzuführer ermöglichen eine kontinuierliche Bearbeitung mit minimalem manuellem Eingriff
- Außen- und Innengewinde — Gewindeoperationen lassen sich nahtlos in Drehzyklen integrieren
- Enge Rundheits-Toleranzen — das Verfahren gewährleistet konsistente Durchmesser über lange Bauteile hinweg
- Kosten-sensitive Projekte — einfachere Werkzeuge und kürzere Zykluszeiten senken die Kosten pro Teil
Moderne CNC-Drehzentren verwischen die Grenze zwischen den Fertigungsverfahren. Viele verfügen mittlerweile über Lebendwerkzeuge – rotierende Werkzeuge, die Fräsoperationen ausführen können, während das Werkstück noch in der Drehmaschine eingespannt ist. Diese hybride Funktionalität ermöglicht es, mit einer einzigen Maschine Querbohrungen zu erzeugen, Flächen zu fräsen oder Nuten einzuschneiden, ohne das Werkstück für eine separate Aufspannung umzusetzen.
Für CNC-Bearbeitungsprojekte mit Teilen, die sowohl runde als auch prismatische Merkmale aufweisen, erkundigen Sie sich bei Ihrem Dienstleister nach Mill-Turn-Fähigkeiten. Diese hybriden Maschinen können die Durchlaufzeiten deutlich verkürzen und die Maßgenauigkeit verbessern, indem sie mehrere Aufspannungen entfallen lassen.
Spezialverfahren für komplexe Geometrien
Was geschieht, wenn herkömmliche Schneidwerkzeuge nicht an die erforderliche Geometrie herankommen? Hier kommen spezialisierte Verfahren wie das Elektroerosionsverfahren (EDM) und das Präzisionsschleifen zum Einsatz.
Elektrische Entladungsmaschinen (EDM) entfernt Material durch gesteuerte elektrische Funken statt durch mechanisches Schneiden. Gemäß Der technischen Dokumentation von OpenLearn , EDM arbeitet mit jedem elektrisch leitfähigen Material unabhängig von dessen Härte – was es ideal für gehärtete Werkzeugstähle und exotische Legierungen macht, die herkömmliche Schneidwerkzeuge zerstören würden.
EDM überzeugt in spezifischen Anwendungen:
- Kleine Bohrungen mit hohem Längen-zu-Durchmesser-Verhältnis — Draht-EDM kann Öffnungen ab 0,05 mm erzeugen
- Komplexe Formhohlräume — Senk-EDM formt komplizierte Formeinsätze ohne Grat
- Gehärtete Werkstoffe — Funkenerosion ignoriert die Materialhärte vollständig
- Scharfe Innenecken — erreicht Radien bis zu 0,4 mm, an die Fräswerkzeuge nicht herankommen
Der Nachteil? EDM arbeitet langsamer als herkömmliches Zerspanen; die Materialabtragsrate liegt typischerweise bei wenigen Kubikzentimetern pro Stunde. Zudem hinterlässt es eine Aufschmelzschicht mit einer Tiefe von 0,0025–0,15 mm, die bei an Ermüdung orientierten Anwendungen möglicherweise entfernt werden muss.
Präzisionsschliff verwendet Schleifscheiben, um Oberflächenqualitäten und Toleranzen zu erreichen, die über das hinausgehen, was mit spanabhebenden Werkzeugen erzielbar ist. Wenn Ihr Projekt spiegelglatte Oberflächen oder eine Genauigkeit im Mikrometerbereich erfordert, wird Schleifen unverzichtbar.
Unternehmen wie Odyssey Machining und andere spezialisierte Anbieter kombinieren häufig mehrere Verfahren nacheinander – Vorbearbeitung durch Fräsen, Feinbearbeitung durch Schleifen und Detailbearbeitung durch EDM. Dieser integrierte Ansatz nutzt die besten Eigenschaften jedes Verfahrens und minimiert gleichzeitig die gesamte Produktionszeit.
Das Verständnis dieser Unterschiede zwischen den Fertigungsverfahren hilft Ihnen, effektiver mit Ihrem Zerspanungspartner zusammenzuarbeiten. Wenn Sie präzise angeben können, ob Ihr Bauteil die Flexibilität des Fräsens, die Effizienz der Drehbearbeitung oder eine spezialisierte Präzision benötigt, erhalten Sie genauere Angebote und kürzere Durchlaufzeiten.
Leitfaden zur Werkstoffauswahl für spanend bearbeitete Bauteile
Sie haben Ihr Bearbeitungsverfahren gewählt. Nun folgt eine ebenso entscheidende Frage: Aus welchem Material soll Ihr Bauteil gefertigt werden? Diese Entscheidung wirkt sich auf alle Aspekte Ihres Projekts aus – von der Bearbeitungszeit und dem Werkzeugverschleiß bis hin zur Leistungsfähigkeit des fertigen Bauteils und den Gesamtkosten. Entscheiden Sie sich richtig, erhalten Sie Komponenten, die Ihre Erwartungen übertreffen. Entscheiden Sie sich falsch, drohen Verzögerungen, Budgetüberschreitungen oder Bauteile, die im Einsatz versagen.
Was die Materialauswahl erschwert, ist stets der erforderliche Kompromiss. Laut Fertigungsforschung von Tops Best Precision weisen weiche Metalle wie Aluminium und Messing zwar eine ausgezeichnete Zerspanbarkeit auf, doch fehlen ihnen möglicherweise Festigkeit und Haltbarkeit. Im Gegensatz dazu sind härtere Materialien wie Titan und rostfreier Stahl schwieriger zu bearbeiten, bieten jedoch höhere Festigkeit, Korrosionsbeständigkeit und Langlebigkeit.
Wir stellen Ihnen Ihre Optionen im Einzelnen vor, damit Sie fundierte Entscheidungen für Ihr aluminium-CNC-Fräserdienste oder für beliebige andere Materialanforderungen treffen können.
Aluminiumlegierungen für Leichtbau-Performance
Wenn Hersteller Teile schnell und ohne Einbußen bei der Qualität benötigen, steht Aluminium häufig an erster Stelle. Mit einer Bearbeitbarkeit von 90–95 % im Vergleich zum Messing-Standard ermöglichen Aluminium-Bearbeitungsdienstleistungen kurze Durchlaufzeiten und ausgezeichnete Oberflächenqualitäten.
Warum lässt sich Aluminium so gut bearbeiten? Seine hohe Wärmeleitfähigkeit sorgt dafür, dass Wärme rasch aus der Schnittzone abgeführt wird, wodurch höhere Bearbeitungsgeschwindigkeiten ohne Einbußen bei der Werkzeugstandzeit möglich sind. Laut dem Materialauswahl-Leitfaden von Ethereal Machines bietet Aluminium 6061 ein ausgewogenes Verhältnis aus Festigkeit und Bearbeitbarkeit und eignet sich daher vielseitig für Anwendungen vom Automobilbereich bis zu Konsumgütern.
Häufig verwendete Aluminiumlegierungen, die Sie in Angeboten für Aluminium-CNC-Fräsdienstleistungen antreffen werden, umfassen:
- 6061-T6 — die Allzwecklegierung mit guter Festigkeit, Schweißbarkeit und Korrosionsbeständigkeit für allgemeine Anwendungen
- 7075-T6 — höhere Festigkeit, die an einige Stahlsorten heranreicht; ideal für strukturelle Komponenten in der Luft- und Raumfahrt sowie für hochbelastete Anwendungen
- 2024-T3 —hervorragende Ermüdungsbeständigkeit für Flugzeugaußenhaut und Strukturteile
- 5052—überlegene Korrosionsbeständigkeit für maritime Anwendungen und chemische Verfahrensumgebungen
Der Kompromiss? Die geringere Härte von Aluminium bedeutet, dass es extremen Verschleiß- oder Hochtemperaturanwendungen nicht standhalten kann. Für diese Fälle müssen Sie auf Stahl oder exotische Legierungen zurückgreifen.
Stahl- und Edelstahllösungen für hohe Langlebigkeit
Wenn Festigkeit und Langlebigkeit wichtiger sind als Gewicht, werden Stahlvarianten zu Ihren bevorzugten Werkstoffen. Die Stahlfamilie umfasst jedoch ein breites Leistungsspektrum – und ebenso variiert die Zerspanbarkeit.
Kohlenstoffstähle und Legierungsstähle (wie 1018, 4140 und 4340) bieten ein ausgewogenes Verhältnis von Festigkeit und Zerspanbarkeit. Mit Werten von etwa 70 % sind sie deutlich schwerer zu zerspanen als Aluminium, lassen sich aber mit Standardwerkzeugen immer noch bewältigen. Diese Werkstoffe eignen sich hervorragend für Strukturkomponenten, Maschinenteile und Zahnräder, bei denen die erforderliche Festigkeit die zusätzliche Zerspanzeit rechtfertigt.
Edelstähle stellen eine andere Herausforderung dar. Laut Materialforschung weisen Werkstoffe wie 304 und 316 nur Machbarkeitswerte von lediglich 30–40 % auf. Warum ist das so schwierig? Edelstahl verfestigt sich während der Bearbeitung – das heißt, er wird beim Zerspanen härter. Dies erfordert langsamere Schnittgeschwindigkeiten, steifere Aufspannungen und häufigere Werkzeugwechsel.
Trotz der Zerspanungsherausforderungen rechtfertigen die Eigenschaften von Edelstahl den Aufwand in bestimmten Anwendungen:
- mit einem Gehalt an Stahl von mehr als 0,9 GHT —Allgemeine Korrosionsbeständigkeit für Lebensmittelverarbeitung, architektonische und chemische Anwendungen
- 316 Edelstahl —Hervorragende Korrosionsbeständigkeit für maritime, medizinische und pharmazeutische Umgebungen
- 17-4 PH —Ausscheidungshärtender Werkstoff mit hoher Festigkeit für Luft- und Raumfahrt- sowie Verteidigungskomponenten
- edelstahl 303 —Freibearbeitbarer Werkstoff mit zusätzlichem Schwefelgehalt zur verbesserten Spanbrechung und längeren Werkzeuglebensdauer
Wenn Ihr Projekt Edelstahl erfordert, sind längere Lieferzeiten und höhere Kosten pro Teil im Vergleich zu Angeboten für Aluminium-Fräsdienstleistungen zu erwarten. Das Material selbst ist teurer, die Bearbeitung erfolgt langsamer, und es führt zu einer stärkeren Werkzeugabnutzung – alles Faktoren, die Ihr Dienstleister in seine Preisgestaltung einbeziehen wird.
Technische Kunststoffe und exotische Werkstoffe
Nicht jede Komponente muss aus Metall bestehen. Technische Kunststoffe bieten einzigartige Vorteile wie geringeres Gewicht, chemische Beständigkeit und elektrische Isolierung. Gleichzeitig bewältigen exotische Legierungen extreme Bedingungen, bei denen herkömmliche Werkstoffe versagen.
Häufig verwendete technische Kunststoffe für bearbeitete Komponenten umfassen:
- Delrin (Acetal) —sehr gut maschinell bearbeitbar mit ausgezeichneter Maßhaltigkeit, ideal für Zahnräder, Lager und mechanische Komponenten
- PEEK —hochleistungsfähiger Thermoplast mit Einsatztemperaturen bis zu 250 °C, häufig in der Luft- und Raumfahrt sowie bei medizinischen Implantaten
- UHMW —hervorragende Verschleißfestigkeit und geringe Reibung für Förderkomponenten und Verschleißleisten
- Polycarbonat —hohe Schlagzähigkeit und optische Klarheit für Sicherheitsfenster und Schutzabdeckungen
Kunststoffmaschinen lassen sich schnell bearbeiten, erfordern jedoch andere Überlegungen. Einige können unter der Wärme des Schneidens schmelzen oder verziehen, während andere bei zu aggressivem Schneiden absplittern. Ihr Zerspanungspartner sollte die Drehzahlen, Vorschübe und Kühlstrategien entsprechend anpassen.
Exotische Legierungen befinden sich am entgegengesetzten Ende des Spektrums – schwierig zu bearbeiten, aber unverzichtbar für extreme Umgebungen. Primo Medical Group weist darauf hin dass Materialien wie Titan und andere exotische Legierungen aufgrund ihrer besonderen Eigenschaften – beispielsweise Härte, Korrosionsbeständigkeit und Biokompatibilität – spezialisierte Zerspanungstechniken erfordern.
Titan weist eine Zerspanbarkeit von lediglich 20–25 % auf. Seine geringe Wärmeleitfähigkeit führt dazu, dass sich Wärme in der Schnittzone staut; dies erfordert niedrige Drehzahlen und speziell beschichtete Werkzeuge. Inconel und andere Nickel-Superlegierungen liegen noch darunter mit einer Zerspanbarkeit von 10–15 % und erfordern äußerste Sorgfalt, um Werkzeugausfälle zu vermeiden.
Wann rechtfertigen diese Materialien ihren Bearbeitungsaufwand? Titan kommt in Luft- und Raumfahrtstrukturen, medizinischen Implantaten und hochleistungsfähigen Sportgeräten zum Einsatz, wo sein Verhältnis von Festigkeit zu Gewicht unübertroffen ist. Inconel wird für Triebwerkskomponenten von Strahltriebwerken und nukleare Anwendungen eingesetzt, bei denen extreme Hitze und Korrosion andere Materialien zerstören würden.
Materialvergleich auf einen Blick
Verwenden Sie diese Referenztabelle bei der Besprechung von Materialoptionen mit Ihrem Dienstleister für spanende Bearbeitung:
| Material | Bearbeitbarkeitsbewertung | Typische Anwendungen | Kostenerwägung |
|---|---|---|---|
| Messing C36000 | 100 % (Standard) | Armaturen, elektrische Komponenten, dekorative Beschläge | Mittlere Materialkosten, niedrigste Bearbeitungskosten |
| Aluminium 6061 | 90-95% | Luft- und Raumfahrt, Automobilbau, Elektronikgehäuse | Niedrige Materialkosten, schnelle Bearbeitung |
| Kohlenstoffstahl 1018 | 70% | Strukturteile, Wellen, Maschinenkomponenten | Niedrige Materialkosten, mittlere Bearbeitungszeit |
| Stahl aus Edelstahl 304 | 30-40% | Lebensmittelverarbeitung, Medizintechnik, maritime Umgebungen | Höhere Materialkosten, langsamere Bearbeitung |
| Titan 6Al-4V | 20-25% | Luft- und Raumfahrtstrukturen, medizinische Implantate, Verteidigung | Hohe Materialkosten, spezielle Werkzeuge erforderlich |
| Inconel 718 | 10-15% | Strahltriebwerke, Kernreaktoren, extreme Umgebungen | Sehr hohe Materialkosten, langsamste Bearbeitung |
| Delrin (Acetal) | Hoch | Zahnräder, Lager, präzise mechanische Komponenten | Mäßige Materialkosten, schnelle Bearbeitung |
| PEEK | - Einigermaßen | Medizinische Implantate, Luft- und Raumfahrt, chemische Verfahrenstechnik | Hohe Materialkosten, erfordert Temperaturregelung |
Branchenspezifische Materialanforderungen
Ihre Branche bestimmt wahrscheinlich die Werkstoffauswahl über reine Leistungsaspekte hinaus. Regulatorische Anforderungen und Zertifizierungsstandards schränken Ihre Optionen erheblich ein.
Herstellung von Medizinprodukten erfordert Werkstoffe mit nachgewiesener Biokompatibilität und Rückverfolgbarkeit. Titan, rostfreier Stahl 316L und spezielle Polymere wie PEEK erfüllen die FDA-Anforderungen für implantierbare Geräte. Ihr Zerspanungspartner muss Dokumentationen vorhalten, die Herkunft des Materials und die Einhaltung von Standards wie ISO 13485 nachweisen.
Luft- und Raumfahrtanwendungen erfordern zertifizierte Legierungen mit vollständiger Materialrückverfolgbarkeit. Sie können nicht einfach beliebiges Aluminium verwenden – es muss luft- und raumfahrttauglich sein und über Walzwerkszertifikate verfügen, die seine chemische Zusammensetzung und mechanischen Eigenschaften dokumentieren. Gängige Spezifikationen umfassen AMS (Aerospace Material Specifications) und ASTM-Standards.
Automobilkomponenten balancieren häufig Kosteneffizienz und Leistungsanforderungen. Bei der Massenfertigung werden in der Regel leicht bearbeitbare Werkstoffe wie Aluminium und frei bearbeitbare Stähle bevorzugt, um die Kosten pro Teil zu minimieren und gleichzeitig die Anforderungen an die Haltbarkeit zu erfüllen.
Das Verständnis dieser Werkstoffdynamik hilft Ihnen, effektiver mit Ihrem Zerspanungspartner zusammenzuarbeiten. Wenn Sie die Abwägungen zwischen Bearbeitbarkeit und Leistungsfähigkeit diskutieren können, treffen Sie bessere Entscheidungen darüber, wo Sie Ihr Budget investieren – und wo Sie sparen sollten. 
Der komplette Service-Workflow für die Zerspanung erklärt
Sie haben Ihr Verfahren ausgewählt und Ihren Werkstoff gewählt. Was nun? Für viele Erstkäufer fühlt sich die Reise von der ersten Anfrage bis zum Erhalt der fertigen Teile wie eine Black Box an. Was geschieht nach der Übermittlung Ihrer Dateien? Wie lange dauert jeder einzelne Schritt? Das Verständnis des gesamten Workflows hilft Ihnen dabei, realistische Erwartungen zu formulieren und kostspielige Missverständnisse zu vermeiden.
Ob Sie mit einer Maschinenwerkstatt in San Jose oder einem Anbieter im ganzen Land zusammenarbeiten – die meisten renommierten CNC-Bearbeitungsbetriebe in Kalifornien folgen einem ähnlichen, strukturierten Prozess. Wir gehen nun Schritt für Schritt durch jeden Abschnitt, damit Sie genau wissen, was Sie erwartet.
Vorbereitung Ihrer Konstruktionsdateien für die Einreichung
Ihr Projekt beginnt in dem Moment, in dem Sie Ihre Konstruktionsdateien einreichen – und die Art und Weise, wie Sie diese Dateien vorbereiten, wirkt sich unmittelbar auf die Genauigkeit des Angebots und die Durchlaufzeit aus. Gemäß der branchenüblichen Workflow-Dokumentation sollte ein typisches Anfragepaket CAD-Modelle, technische Zeichnungen, Materialangaben, Mengenvorgaben sowie Lieferfristen umfassen.
Welche Dateiformate bevorzugen Maschinenwerkstätten in San Jose (CA) und andere professionelle Betriebe?
- STEP (.stp, .step) — der universelle Standard für den Austausch von 3D-Modellen, der von nahezu jeder CAM-Software gelesen werden kann
- IGES (.igs, .iges) — ein älteres, aber weit verbreitetes Format für Flächen- und Volumengeometrie
- DXF/DWG — 2D-Zeichnungsdateien, die für flache Bauteile und ergänzende Maßangaben unverzichtbar sind
- Native CAD-Dateien —SolidWorks-, Inventor- oder Fusion-360-Dateien bewahren die vollständige Konstruktionsabsicht, wenn Ihr Betrieb entsprechende Software verwendet
- PDF-Zeichnungen —Angezeichnete 2D-Zeichnungen mit Angaben zu Toleranzen, Oberflächenbeschaffenheiten und besonderen Anforderungen
Hier ist etwas, das viele Käufer übersehen: Allein 3D-Modelle reichen nicht aus. Ihr Maschinenbau-Betrieb in Kalifornien benötigt maßliche 2D-Zeichnungen, die Toleranzen, Anforderungen an die Oberflächenbeschaffenheit und kritische Merkmale spezifizieren. Das 3D-Modell zeigt an, welche Form hergestellt werden soll; die Zeichnung legt fest, mit welcher Genauigkeit sie hergestellt werden muss.
Bevor Sie die Anfrage absenden, prüfen Sie bitte folgende häufig auftretende Probleme nochmals:
- Sind alle Maße eindeutig mit geeigneten Toleranzen angegeben?
- Haben Sie gekennzeichnet, welche Merkmale kritisch und welche allgemeinen Toleranzen unterliegen?
- Ist die Werkstoffqualität ausdrücklich angegeben (nicht nur „Aluminium“, sondern beispielsweise „6061-T6“)?
- Sind die Anforderungen an die Oberflächenbeschaffenheit mittels gängiger Ra-Werte angegeben?
- Haben Sie die benötigte Menge sowie den gewünschten Liefertermin angegeben?
Der Angebots- und Prüfungsprozess
Sobald Ihre Dateien eingegangen sind, beginnt der Angebotsprozess – und dieser ist komplexer, als viele Kunden vermuten. Laut dem RFQ-Leitfaden von Stecker Machine prüfen erfahrene Teammitglieder des Betriebs das gesamte Paket, wobei sie mit einer Machbarkeitsbewertung auf Grundlage ihrer Fertigungskapazitäten und Fachkompetenz starten.
Was geschieht während dieser Prüfung? Ingenieure untersuchen Ihre Zeichnungen auf Inkonsistenzen, enge Toleranzen, potenzielle Probleme und fertigungstechnische Herausforderungen. Sie suchen nach möglichen Schwachstellen, bevor diese zu kostspieligen Fehlern werden.
Die besten Dienstleister für spanende Fertigung erstellen nicht einfach nur ein Angebot für das, was Sie anfordern – sie schlagen Verbesserungen vor. Die Konstruktionsanalyse für die Fertigung (Design for Manufacturability, DFM) identifiziert Möglichkeiten zur:
- Kosten senken durch Werkstoffsubstitutionen oder vereinfachte Geometrien
- Verbesserung der Qualität durch Anpassung der Toleranzen an nicht kritischen Merkmalen
- Lieferzeiten verkürzen durch Auswahl von Fertigungsverfahren, die besser zur Geometrie Ihres Bauteils passen
- Vermeidung potenzieller Ausfälle durch Identifizierung von dünnen Wänden, scharfen Innenkanten oder anderen problematischen Merkmalen
Komplexität und Volumen bestimmen, wie die Teile verarbeitet werden sollen. Anhand dieser Informationen arbeiten Kalkulatoren eng mit Konstrukteuren zusammen, um werkzeug- und operationsbezogene Zeitstudien durchzuführen. Diese Zykluszeitabschätzungen bilden die Grundlage für sämtliche Planungen – von der Kapazität der Mitarbeiter über den Maschineneinsatz bis hin zu Ihrem Angebotspreis.
Das formelle Angebot, das Sie erhalten, enthält in der Regel:
- Einzelpreis und detaillierte Gesamtkostenaufstellung
- Geschätzte Durchlaufzeit vom Auftragsbestätigungstermin bis zum Versand
- Materialkosten (manchmal gesondert aufgeführt)
- Rüstkosten und Werkzeuganforderungen
- Eventuelle Erläuterungen zu Toleranzen oder Spezifikationen
Fertigung bis zur Endprüfung
Nach Ihrer Genehmigung des Angebots und Bestätigung Ihres Auftrags beginnt die Produktionsplanung. Ihr Auftrag wird entsprechend seiner Komplexität, der Verfügbarkeit der benötigten Materialien und der Maschinenbelegung in die Warteschlange eingereiht. Hier entstehen Ihre Teile tatsächlich.
Die Fertigungsphase umfasst mehrere koordinierte Arbeitsschritte:
- Materialbeschaffung —Ihr Geschäft beschafft Rohmaterial in der von Ihnen angegebenen Qualität, häufig mit Werkszertifikaten zur Rückverfolgbarkeit
- CNC-Programmierung —Ingenieure erstellen Werkzeugwege mithilfe von CAM-Software und optimieren diese hinsichtlich Geschwindigkeit, Genauigkeit und Werkzeuglebensdauer
- Maschineneinstellung —Operatoren montieren Spannvorrichtungen, laden Werkzeuge und kalibrieren die Maschine für Ihr spezifisches Bauteil
- Erstbemusterung —Das erste Bauteil wird bearbeitet und gründlich geprüft, bevor mit der weiteren Fertigung fortgefahren wird
- Serienfertigung —Sobald das Erstexemplar die Prüfung besteht, werden die verbleibenden Teile bearbeitet
- Qualitätskontrollen im Laufe des Verfahrens —Operatoren überprüfen während des gesamten Fertigungsprozesses kritische Abmessungen
- Sekundäroperationen —Falls erforderlich, werden die Teile entgratet, einer Oberflächenbehandlung oder einer Wärmebehandlung unterzogen
- Endprüfung —Fertige Teile werden mit kalibrierten Messgeräten anhand Ihrer Spezifikationen gemessen
- Verpackung und Versand —Die Teile werden entsprechend geschützt und zusammen mit den erforderlichen Dokumenten versandt
Qualitätsprüfungen erfolgen kontinuierlich und nicht nur am Ende. Die Erstbemusterungsprüfung ist besonders kritisch – hier werden Programmierfehler, Einrichtungsprobleme oder Konstruktionsfehler erkannt, bevor Material bei einer kompletten Serienfertigung verschwendet wird.
Der komplette Workflow auf einen Blick
Vom Start bis zum Abschluss sieht die typische Reise Ihres Projekts durch eine professionelle Fertigungseinrichtung wie folgt aus:
- Einreichung der Konstruktion —Sie stellen CAD-Dateien, Zeichnungen und Spezifikationen bereit
- Angebots-Erstellung —Ingenieure prüfen die Machbarkeit und erstellen ein Angebot
- Konstruktionsprüfung und DFM —mögliche Verbesserungen werden identifiziert und besprochen
- Bestellbestätigung —Sie genehmigen das Angebot und erteilen den Auftrag
- Produktionsplanung —Ihr Auftrag wird entsprechend der vereinbarten Lieferzeiten in die Warteschlange eingereiht
- Materialbeschaffung —Rohmaterial wird gemäß Ihren Spezifikationen beschafft
- Bearbeitungsvorgänge —CNC-Maschinen verwandeln das Rohmaterial in fertige Bauteile
- Inspektion und Qualitätskontrolle —Teile werden hinsichtlich ihrer Maße und Qualitätsanforderungen verifiziert
- Versand und Lieferung —Fertige Teile gelangen mit entsprechender Dokumentation zu Ihrem Betrieb
Das Verständnis dieses Arbeitsablaufs hilft Ihnen, Projekte effektiver zu planen. Sie wissen, wann Sie Updates erwarten können, welche Informationen Ihr Betrieb in jeder Phase benötigt und wie Sie Verzögerungen vermeiden, die Ihren Liefertermin gefährden könnten.
Nachdem Sie den Prozess nun verstanden haben, stellt sich die nächste logische Frage: Was kostet all das tatsächlich? Mehrere Faktoren beeinflussen die Preise auf Weise, die nicht auf den ersten Blick ersichtlich sind – und deren Kenntnis hilft Ihnen, intelligenter zu konstruieren und genauer zu kalkulieren.
Was beeinflusst die Kosten für spanende Bearbeitungsdienstleistungen?
Hier ist etwas, was die meisten Anbieter Ihnen nicht von vornherein mitteilen: Der Preis für bearbeitete Teile hängt von Entscheidungen ab, die Sie selbst treffen. Die Auswahl des Werkstoffs, die geforderten Toleranzen, die Oberflächenanforderungen sowie die Bestellmenge beeinflussen Ihre Endrechnung – manchmal erheblich. Wenn Sie diese Variablen verstehen, befinden Sie sich beim Budgetieren von Projekten und bei Verhandlungen mit Lieferanten in der entscheidenden Position.
Laut der umfassenden Kostenanalyse von Unionfab variieren die Kosten für die CNC-Bearbeitung erheblich, abhängig von Faktoren wie Teilgeometrie, Werkstoffauswahl, Bearbeitungsstrategie, Toleranzanforderungen und Produktionsvolumen. Wir betrachten jeden dieser Faktoren einzeln, damit Sie fundierte Entscheidungen treffen können, bevor Sie Ihre nächste Angebotserstellung einleiten.
Wie sich die Werkstoffauswahl auf Ihr Budget auswirkt
Ihre Wahl des Werkstoffs wirkt sich auf alle Kostenkategorien aus – vom Preis des Rohmaterials über die Bearbeitungszeit und den Werkzeugverschleiß bis hin zum Versandgewicht. Wählen Sie klug, und Sie optimieren den Wert. Wählen Sie unklug, und Sie zahlen Aufschläge, die Ihren Produktnutzen nicht verbessern.
Betrachten Sie allein die Rohstoffkosten. Laut branchenüblichen Preisdaten fallen Materialien in deutlich voneinander abgegrenzte Kostenstufen:
- Niedrige Kosten ($) —Aluminium und PMMA (Acryl) bieten den kostengünstigsten Ausgangspunkt
- Mittlere Kosten ($$) —POM, PTFE, Nylon und Verbundwerkstoffe wie FR4
- Höhere Kosten ($$$) —Kupfer, Messing, Bronze, Stahl, Edelstahl sowie technische Kunststoffe wie PC und ABS
- Premium-Kosten ($$$$$) —Magnesium, Titan, PEEK und technische Keramiken
Doch der Rohstoffpreis erzählt nur einen Teil der Geschichte. Eine Maschinenwerkstatt in der Bay Area berücksichtigt zudem die Bearbeitbarkeit – also, wie schnell und einfach sich das Material schneiden lässt. Aluminium lässt sich drei- bis viermal schneller bearbeiten als Edelstahl. Dieser Geschwindigkeitsunterschied führt unmittelbar zu niedrigeren Arbeits- und Maschinenzeitkosten.
Hier ist die praktische Erkenntnis: Geben Sie kein Titan an, wenn Aluminium Ihren Anforderungen genügt. Verwenden Sie nicht standardmäßig Edelstahl, wenn Baustahl eine ausreichende Korrosionsbeständigkeit bietet. Jede Überdimensionierung erhöht die Kosten, ohne Ihrem Anwendungsfall zusätzlichen Nutzen zu bringen.
Zusammenhang zwischen Toleranz und Kosten
Engere Toleranzen sind immer teurer – doch der Zusammenhang ist nicht linear. Laut der Fertigungsdesign-Studie von Fictiv nutzen Konstruktionen im Bereich „geringster Aufwand“ den ISO-2768-Mittelstandard, der ein gutes Gleichgewicht zwischen dem darstellt, was mit Standard-CNC-Maschinen leicht erreichbar ist, und dem, was für funktionstüchtige Bauteile erforderlich ist.
Warum führen engere Toleranzen zu höheren Kosten? Mehrere Faktoren verstärken sich gegenseitig:
- Langsamere Bearbeitungsgeschwindigkeiten — Erreichen von Präzision erfordert sorgfältige, gezielte Schnitte statt aggressiven Materialabtrags
- Zusätzliche Bearbeitungsschritte — Merkmale benötigen möglicherweise Vorbearbeitungsschnitte, gefolgt von separaten Feinbearbeitungsschnitten
- Spezielle Werkzeuge — Präzisionsarbeiten erfordern oft hochwertigere Schneidwerkzeuge mit geringerer Laufgenauigkeit (Runout)
- Verlängerte Prüfzeit —Jede enge Toleranz erfordert die Überprüfung mit kalibrierten Messgeräten
- Höhere Ausschussraten —Teile außerhalb der Spezifikation müssen aussortiert oder nachgearbeitet werden
Der intelligenteste Ansatz? Enge Toleranzen nur dort anwenden, wo es die Funktion erfordert. Ein Präzisionsbearbeitungsbetrieb in Mass Precision San Jose oder anderswo wird Ihnen dasselbe sagen: Geben Sie ±0,001" nur bei kritischen Anschlussflächen an und belassen Sie nicht-kritische Merkmale bei der Standardtoleranz von ±0,005" oder größer.
Laut der Kostenanalyse von Exact Machine Service ist es wichtig, die erforderlichen Toleranzen und Oberflächenqualitäten auf der Grundlage der funktionalen Anforderungen der Bauteile festzulegen, um ein Gleichgewicht zwischen Präzision und Kosten zu erreichen.
Volumenpreise und Einrichtungsaspekte
Jeder Produktionslauf beginnt mit der Einrichtung – dem Laden von Spannvorrichtungen, dem Einbau von Werkzeugen, der Kalibrierung der Maschine und dem Erstteilversuch. Diese Kosten bleiben relativ konstant, unabhängig davon, ob Sie 10 oder 1.000 Teile herstellen. Das Verständnis dieser Dynamik erklärt, warum sich die Stückkosten bei steigender Losgröße drastisch verringern.
Betrachten Sie dieses Szenario: Eine Maschinenwerkstatt in San Jose, Kalifornien, nennt 500 USD Einrichtungskosten zuzüglich 20 USD pro Teil für Bearbeitungszeit. Bei einer Bestellung von 10 Teilen entfallen 50 USD Einrichtungskosten pro Einheit; bei 100 Teilen sinken sie auf 5 USD pro Einheit. Die Bearbeitungskosten bleiben konstant, doch Ihre gesamten Stückkosten sinken von 70 USD auf 25 USD.
Hier sind die Kostenfaktoren nach ihrer Auswirkung auf Ihre Gesamtprojektkosten – vom höchsten bis zum geringsten Einfluss:
- Teilekomplexität und Geometrie —aufwändige Konstruktionen, die mehrere Einrichtungen, spezielle Werkzeuge oder 5-Achsen-Bearbeitung erfordern, führen zu Premium-Preisen
- Materialauswahl —exotische Legierungen und schwer zubearbeitende Werkstoffe erhöhen sowohl die Rohmaterial- als auch die Verarbeitungskosten
- Toleranzanforderungen —jede zusätzliche Dezimalstelle bei der Genauigkeit verursacht einen überproportionalen Kostenaufwand
- Bestellmenge —Höhere Stückzahlen verteilen die Rüstungskosten und können Anspruch auf Mengenrabatte geben
- Oberflächenqualitätsvorgaben —Oberflächenbearbeitungen über die werkseitige Oberfläche (Ra 3,2 μm) hinaus erfordern zusätzliche Bearbeitungsschritte
- Sekundäroperationen —Wärmebehandlung, Eloxierung, Galvanisierung oder Lackierung verursachen zusätzliche Kosten nach der spanenden Bearbeitung
- Lieferzeitanforderungen —Eine beschleunigte Lieferung führt häufig zu Expressgebühren
Möchten Sie die Kosten senken, ohne die Funktionalität einzuschränken? Laut den bewährten Fertigungspraktiken von Fictiv liefern diese Konstruktionsanpassungen die größten Einsparungen:
- Geometrie vereinfachen —Vermeiden Sie scharfe Innenkanten, tiefe Taschen und komplexe Merkmale, die die Bearbeitungszeit verlängern
- Verwenden Sie genormte Werkzeuggrößen —Konstruieren Sie Merkmale so, dass sie mit gängigen Fräsern und Bohrern kompatibel sind, um Rüst- und Werkzeugkosten zu senken
- Konstruieren Sie für weniger Rüstvorgänge —Teile, die in zwei oder weniger Rüstvorgängen bearbeitet werden können, vermeiden Umrüstzeiten und Toleranzstapelung
- Geben Sie nur funktionell erforderliche Oberflächenbearbeitungen an —glatte Oberflächen nur dort anfordern, wo Ästhetik oder Funktion dies erfordern
- Größere Losgrößen in Erwägung ziehen —der Sprung von 25 auf 50 Einheiten führt häufig zu unverhältnismäßig hohen Einsparungen pro Teil
Maschinenbauwerkstätten in der Bay Area und Präzisionsbearbeitungsbetriebe landesweit verwenden ähnliche Kostenstrukturen. Wenn Sie verstehen, welche Faktoren ihre Preisgestaltung bestimmen, können Sie intelligenter gestaltete Bauteile entwerfen, besser vorbereitete Angebote einreichen und auf Grundlage fundierten Wissens statt auf reinem Raten verhandeln.
Diese Kostenfaktoren gewinnen besonders dann an Bedeutung, wenn Ihr Projekt branchenspezifische Zertifizierungen erfordert. Anwendungen in der Luft- und Raumfahrt, der Automobilindustrie und im medizinischen Bereich stellen zusätzliche Konformitätsanforderungen, die sowohl die Preisgestaltung als auch die Auswahl geeigneter Partner beeinflussen – Themen, die wir im Folgenden behandeln werden.

Branchenanwendungen und Zertifizierungsanforderungen
Glauben Sie, dass alle mechanischen Bearbeitungsdienstleister gleich sind? Denken Sie noch einmal nach. Der Betrieb, der dekorative Beschläge herstellt, unterliegt völlig anderen Regeln als ein Betrieb, der Flugzeughalterungen oder chirurgische Implantate fertigt. Ihre Branche beeinflusst nicht nur das, was Sie herstellen – sie bestimmt vielmehr, wie Ihr mechanischer Bearbeitungspartner arbeiten, dokumentieren und jeden Produktionsschritt verifizieren muss.
Das Verständnis dieser Zertifizierungsanforderungen hilft Ihnen dabei, potenzielle Partner zu bewerten und kostspielige Fehler zu vermeiden. Laut einer Studie zu Fertigungszertifizierungen sind Zertifizierungen im Bereich der mechanischen Bearbeitung nicht bloß eine Formsache – sie stellen vielmehr eine zentrale Voraussetzung dar, die die Auswahl von Lieferanten, die Zulassung zu Verträgen sowie die Einhaltung gesetzlicher Vorschriften regelt.
Anforderungen und Zertifizierungen für Automobilkomponenten
Die Automobilindustrie verlangt Konsistenz im großen Maßstab. Wenn Sie Tausende identischer Komponenten für Fahrzeugmontagelinien produzieren, ist Abweichung nicht nur unerwünscht – sie ist unzulässig. Daher verlangen Automobil-OEMs von ihren Zulieferern, strenge Zertifizierungsstandards zu erfüllen, bevor Verträge vergeben werden.
IATF-16949-Zertifizierung iATF 16949 gilt als der Goldstandard für Qualitätsmanagement in der Automobilindustrie. Herausgegeben vom International Automotive Task Force, baut dieser Standard auf ISO 9001 auf und ergänzt ihn um branchenspezifische Anforderungen. Gemäß Der Zertifizierungsleitlinie des AIAG definiert IATF 16949:2016 die Anforderungen an das Qualitätsmanagementsystem für Organisationen der globalen Automobilindustrie.
Was unterscheidet IATF 16949 von allgemeinen Qualifikationszertifizierungen? Der Standard betont:
- Fehlerprävention — systematische Ansätze zur Identifizierung und Beseitigung potenzieller Fehler, bevor sie auftreten
- Reduzierung von Schwankungen — kontinuierliche Verbesserungsprozesse, die die Prozesskontrolle im Zeitverlauf verschärfen
- Abfallvermeidung —Lean-Manufacturing-Prinzipien in das Qualitätsmanagement integriert
- Kundenbezogene Anforderungen —Flexibilität zur Einbindung individueller OEM-Spezifikationen
Statistische Prozesskontrolle (SPC) spielt eine entscheidende Rolle in der Automobilfertigung. Anstatt Teile nach der Produktion zu inspizieren, überwacht die statistische Prozesskontrolle (SPC) die Prozesse in Echtzeit, um Schwankungen zu erkennen, bevor sie fehlerhafte Komponenten erzeugen. Regelkarten, Prozessfähigkeitskennzahlen und Trendanalysen werden zu Standardwerkzeugen für zertifizierte Einrichtungen.
Für CNC-Fertigungsstätten in Kalifornien und Luft- und Raumfahrt-CNC-Fertigungsstätten, die Automobilkunden bedienen, sind diese Zertifizierungen keine optionalen Zusatzleistungen – sie sind Voraussetzung für die Geschäftstätigkeit. Wichtige OEMs wie General Motors, Ford und Stellantis verlangen von ihren Zulieferern für mechanische Bearbeitung die IATF-16949-Zertifizierung.
Zertifizierte Einrichtungen wie Shaoyi Metal Technology erfüllen diese Anforderungen der Automobilindustrie mit der IATF-16949-Zertifizierung und strengen SPC-Protokollen. Ihr Betrieb liefert hochpräzise Fahrwerksbaugruppen und Komponenten mit engen Toleranzen und gewährleistet dabei die erforderliche Dokumentation und Rückverfolgbarkeit, die für Lieferketten in der Automobilindustrie unerlässlich ist.
Luft- und Raumfahrt-Präzisionsstandards
Wenn die Automobilindustrie Konsistenz verlangt, verlangt die Luft- und Raumfahrtindustrie Perfektion – mit Nachweis. Jedes Material, jeder Prozess und jede Messung müssen dokumentiert und rückverfolgbar sein. Wenn ein Komponentenversagen katastrophale Folgen haben kann, spiegeln die Zertifizierungsanforderungen diese hohen Risiken wider.
AS9100-Zertifizierung baut auf ISO 9001 auf und ergänzt diesen Standard durch strenge Qualitätsanforderungen, die speziell für Luft- und Raumfahrt-, Verteidigungs- sowie Raumfahrttechniksysteme entwickelt wurden. Laut branchenspezifischer Recherchen verlangen über 80 % der weltweit tätigen Luft- und Raumfahrtunternehmen von CNC-Zulieferern die AS9100-Zertifizierung.
Was unterscheidet AS9100 von allgemeinen Qualitätsstandards?
- Vollständige Materialnachverfolgbarkeit —jede Komponente lässt sich auf zertifiziertes Ausgangsmaterial mit dokumentierten Chargennummern und Walzwerkzertifikaten zurückverfolgen
- Erstmusterprüfung (FAI) —AS9102-konforme Dokumentation belegt, dass die Erstproduktion sämtliche Spezifikationen erfüllt
- Konfigurationsmanagement —strenge Änderungskontrolle stellt sicher, dass Teile mit den aktuellen technischen Freigaben übereinstimmen
- Risikomanagement —formale Verfahren zur Identifizierung, Bewertung und Minderung potenzieller Qualitätsprobleme
- Verhütung gefälschter Teile —Verifizierungsverfahren stellen die Echtheit der Materialien sicher
Die Dokumentationsanforderungen erstrecken sich über den gesamten Produktionsprozess. Ein CNC-Fertigungsbetrieb in Kalifornien, der Luft- und Raumfahrtkunden beliefert, muss Aufzeichnungen führen, die Folgendes belegen:
- Zertifikate für Rohmaterialien und Quellenverifizierung
- Fräspfade und CNC-Programme, die für jede Operation verwendet wurden
- Qualifikations- und Schulungsnachweise der Maschinenbediener
- Kalibrierstatus aller Messgeräte
- Vollständige Prüfdaten für jede kritische Abmessung
Für Anbieter von Metallverarbeitungsdienstleistungen in San Jose (CA) und andere regionale Werkstätten erfordert die Zertifizierung nach AS9100 erhebliche Investitionen in Dokumentationssysteme, Schulungen und Vorbereitung auf Audits. Die Zertifizierung eröffnet jedoch Zugang zu Luft- und Raumfahrtverträgen, auf die sich nicht zertifizierte Wettbewerber nicht bewerben können.
Besonderheiten bei der Fertigung medizinischer Geräte
Die Herstellung medizinischer Geräte fügt eine weitere Ebene regulatorischer Komplexität hinzu. Sobald bearbeitete Komponenten Teil von Diagnosegeräten oder implantierbaren Vorrichtungen werden, steht die Patientensicherheit im Mittelpunkt aller Anforderungen.
Nach Richtlinien der FDA zur Regulierung , müssen Hersteller Qualitätsmanagementsysteme aufbauen und anwenden, um sicherzustellen, dass ihre Produkte stets die geltenden Anforderungen und Spezifikationen erfüllen. Diese Qualitätsmanagementsysteme für von der FDA regulierte Geräte werden als aktuelle Good Manufacturing Practices (CGMP) bezeichnet.
ISO 13485 Zertifizierung behandelt speziell das Qualitätsmanagement für Medizinprodukte. Obwohl es strukturell der ISO 9001 ähnelt, enthält es zusätzliche Anforderungen an:
- Konstruktionskontrollen —systematische Verifizierung, dass Geräte die Anforderungen für den vorgesehenen Verwendungszweck erfüllen
- Prozessvalidierung —dokumentierter Nachweis, dass Fertigungsprozesse konsistent akzeptable Ergebnisse liefern
- Biokompatibilitätsdokumentation —Nachweis, dass Materialien bei Patienten keine unerwünschten Reaktionen hervorrufen
- Sterilisationsvalidierung —Verifizierung, dass Sterilisationsprozesse die erforderlichen Sterilitätsversicherungsniveaus erreichen
- Beschwerdebearbeitung —formale Systeme zur Rückverfolgung und Untersuchung von Produktproblemen
Die Quality-System-Regulierung der FDA (21 CFR Teil 820) stellt den regulatorischen Rahmen in den Vereinigten Staaten dar. Gemäß den Dokumenten der FDA verfolgt die QS-Regulierung einen „Übergeordneten“-Ansatz, der Hersteller verpflichtet, Verfahren zu entwickeln und anzuwenden, die auf ihre jeweiligen Geräte zugeschnitten sind.
Was bedeutet dies für Ihren Zulieferer für spanende Fertigung?
- Vollständige Gerätehistorien für jede hergestellte Charge
- Validierte Fertigungsprozesse mit dokumentierten Parametern
- Kalibrierte Messgeräte, deren Rückführbarkeit auf nationale Standards nachgewiesen ist
- Geregelte Umgebungen, die den Produktanforderungen entsprechen
- Personal-Schulungsunterlagen, die die Kompetenz nachweisen
Die FDA hat kürzlich die endgültige Regelung zur Qualitätsmanagementsystem-Verordnung (QMSR) erlassen, wodurch ISO 13485:2016 in den regulatorischen Rahmen integriert wurde. Diese Harmonisierung bedeutet, dass Zulieferer für medizinische Geräte zunehmend sowohl die Anforderungen der FDA als auch internationale Standards erfüllen müssen.
Die richtige zertifizierte Partnerwahl
Ihre Branche bestimmt, welche Zertifizierungen am wichtigsten sind. Hier eine schnelle Übersicht:
| Branche | Primäre Zertifizierung | Schlüsselanforderungen |
|---|---|---|
| Automobil | IATF 16949 | SPC, Fehlervermeidung, kundenspezifische Anforderungen |
| Luft-/und Raumfahrt/Verteidigung | AS9100 | Vollständige Rückverfolgbarkeit, Erstbemusterung (FAI), Konfigurationsmanagement |
| Medizintechnik | ISO 13485 | Konstruktionskontrollen, Prozessvalidierung, Beschwerdebehandlung |
| Allgemeine Industrie | ISO 9001 | Grundlagen des Qualitätsmanagements, kontinuierliche Verbesserung |
Gehen Sie nicht davon aus, dass ein für eine Branche zertifizierter Betrieb automatisch auch für eine andere Branche qualifiziert ist. Luft- und Raumfahrtzulieferer mit AS9100-Zertifizierung verfügen möglicherweise nicht über die Hochvolumen-Fertigungssysteme, die die Automobilindustrie erfordert. Spezialisten für Medizinprodukte haben möglicherweise keine Erfahrung mit den exotischen Legierungen, die in der Luft- und Raumfahrt gefordert werden.
Überprüfen Sie bei der Bewertung potenzieller Partner Zertifizierungen stets direkt. Fordern Sie Kopien der Zertifikate an, prüfen Sie die Ablaufdaten und stellen Sie sicher, dass der Geltungsbereich Ihre spezifischen Produkttypen umfasst. Zertifizierungsstellen führen öffentliche Datenbanken, in denen Sie den Zertifizierungsstatus eines Lieferanten unabhängig verifizieren können.
Diese Zertifizierungsanforderungen erhöhen Kosten und Komplexität beim Service-Drehen und -Fräsen – doch sie bestehen aus gutem Grund. Wenn Ihre Komponenten in Fahrzeuge, Flugzeuge oder Medizinprodukte eingebaut werden, rechtfertigen die hohen Anforderungen den Aufwand für strenge Qualitätssicherungssysteme. Ein Verständnis dessen, was jede Branche fordert, hilft Ihnen dabei, Partner zu finden, die ihre Versprechen tatsächlich einhalten können.
Zertifizierungen legen grundlegende Qualitätssicherungssysteme fest, doch wie überprüfen mechanische Fertigungsanbieter tatsächlich, ob einzelne Bauteile Ihren Spezifikationen entsprechen? Die Antwort liegt in den Prüfverfahren und den Qualitäts sicherungsprotokollen – unserem nächsten Thema.
Qualitätssicherung und Toleranzüberprüfung
Ihr mechanischer Fertigungspartner verfügt über eine beeindruckende Zertifizierung. Doch hier ist die entscheidende Frage: Wie weist er nach, dass Ihre Bauteile tatsächlich den Spezifikationen entsprechen? Zertifizierungen legen Systeme fest – die Prüfung überprüft die Ergebnisse. Das Verständnis dafür, wie professionelle Betriebe Maße erfassen, dokumentieren und überprüfen, hilft Ihnen dabei, Qualitätsaussagen einzuschätzen und die Prüfberichte zu interpretieren, die Sie zusammen mit Ihren Lieferungen erhalten.
Ob Sie mit einer Maschinenbauwerkstatt in Santa Clara oder mit Maschinenbauwerkstätten in Santa Clara, CA zusammenarbeiten – die Grundlagen der Qualitätssicherung bleiben bei seriösen Anbietern stets gleich.
Verständnis von Toleranzspezifikationen
Bevor irgendwelche Messungen durchgeführt werden, muss sich jeder darauf einigen, was „akzeptabel“ bedeutet. Toleranzspezifikationen definieren die zulässige Abweichung von den Nennmaßen – und das Verständnis dieser Sprache hilft Ihnen, effektiv mit Ihrem Zerspanungspartner zu kommunizieren.
Toleranzen treten in mehreren Formen auf technischen Zeichnungen auf:
- Beidseitige Toleranzen — Abweichung in beide Richtungen zulässig (z. B. 25,00 ±0,05 mm)
- Einseitige Toleranzen — Abweichung nur in einer Richtung zulässig (z. B. 25,00 +0,00/−0,10 mm)
- Grenzmaße — explizite Maximal- und Minimalwerte (z. B. 24,95–25,05 mm)
- GD&T-Hinweise — Symbole der geometrischen Produktspezifikation (GPS) zur Steuerung von Form, Lage und Ausrichtung
Warum ist dies für die Qualitätsprüfung wichtig? Laut CMM-Messtechnikforschung , fortschrittliche Systeme können komplexe Geometrien mit außergewöhnlicher Genauigkeit messen, wobei Messunsicherheiten häufig im Mikrometerbereich liegen. Doch selbst die raffinierteste Ausrüstung ist nutzlos, wenn die Toleranzvorgaben nicht eindeutig definiert sind.
Der Prüfprozess beginnt mit Ihrer Zeichnung. Jede als kritisch gekennzeichnete Abmessung wird gemessen und dokumentiert. Merkmale mit Standardtoleranzen werden möglicherweise stichprobenartig statt zu 100 % geprüft – ein praktischer Ansatz, der Gründlichkeit mit Kosteneffizienz in Einklang bringt.
Prüfverfahren und Prüfgeräte
Professionelle Service-Fertigungsstätten setzen eine Reihe von Prüftechnologien ein, von denen jede für spezifische Messaufgaben geeignet ist. Das Verständnis dieser Werkzeuge hilft Ihnen einzuschätzen, was zur Verifizierung Ihrer Bauteile erforderlich ist.
Koordinatenmessmaschinen (CMM) stellen den Goldstandard für die dimensionsgerechte Verifizierung dar. Gemäß branchenüblicher Dokumentation erfassen Koordinatenmessmaschinen (CMMs) Messpunkte, die von Software verarbeitet werden, um Abmessungen, Toleranzen und geometrische Beziehungen zu berechnen. Diese hochentwickelten Geräte arbeiten innerhalb eines dreidimensionalen Koordinatensystems und nutzen die Achsen X, Y und Z, um exakte Positionen zu bestimmen.
Was macht Koordinatenmessmaschinen (CMMs) besonders wertvoll?
- Messung komplexer 3D-Geometrien, auf die manuelle Messmittel nicht zugreifen können
- Lieferung wiederholbarer, unabhängiger Ergebnisse – unabhängig vom Bediener
- Erstellung automatisierter Prüfberichte mit vollständiger Datendokumentation
- Überprüfung von GD&T-Spezifikationen, einschließlich der tatsächlichen Lage (true position) und Profiltoleranzen
Optische Messprojektoren projektion vergrößerter Bauteilprofile auf Bildschirme zur visuellen Gegenüberstellung mit Referenzüberlagerungen. Diese berührungslosen Systeme eignen sich besonders für:
- Empfindliche oder leicht verformbare Teile
- Gewindeprofile und Zahnräder
- Kantenabrundungen und Fasen
- Schnelle visuelle Überprüfung während der Produktion
Oberflächenrauheitstester messen die mikroskopische Textur bearbeiteter Oberflächen. Wenn Ihre Zeichnung Ra-Werte (arithmetischer Mittelwert der Rauheit) vorgibt, überprüfen diese Geräte die Einhaltung, indem sie eine Stylus-Spitze über die Oberfläche führen und das resultierende Profil analysieren.
So vergleichen sich gängige Prüfmethoden:
| Inspektionsmethode | Typische Genauigkeit | Beste Anwendungen | Einschränkungen |
|---|---|---|---|
| KMG (taktile Messung) | ±0,001–0,003 mm | Komplexe 3D-Geometrie, GD&T-Verifizierung, Serienteile | Langsamer bei einfachen Messungen, erfordert eine kontrollierte Umgebung |
| Optischer Vergleichsapparat | ±0,01–0,025 mm | Profilprüfung, Gewindeverifizierung, visueller Vergleich | nur 2D, Interpretation durch den Bediener erforderlich |
| Mikrometer/Messschieber | ±0,01–0,025 mm | Schnellprüfungen, Außenabmessungen, einfache Merkmale | Manueller Betrieb, beschränkt auf zugängliche Oberflächen |
| Höhenmessgeräte | ± 0,01MM | Stufenhöhen, Bezugsmerkmale, Arbeit auf der Prüfplatte | Erfordert eine ebene Bezugsfläche |
| Oberflächenraummessgerät | Auflösung bis 0,001 μm Ra | Oberflächenrauheitsprüfung, Prozessvalidierung | Misst ausschließlich die Textur, nicht die Maßgenauigkeit |
| 3D-Scanning | ±0,025–0,1 mm | Komplexe Formen, Reverse Engineering, Abweichungskartierung | Geringere Genauigkeit als bei Koordinatenmessmaschinen (CMM), Nachbearbeitung erforderlich |
Eine Maschinenwerkstatt in Santa Clara, CA, oder jede andere qualitätsorientierte Einrichtung kombiniert in der Regel mehrere Methoden. Koordinatenmessmaschinen (CMM) übernehmen die Endprüfung kritischer Merkmale, während Handmessgeräte die Zwischenkontrollen während der Bearbeitungsprozesse unterstützen.
Dokumentation und Rückverfolgbarkeit
Messdaten sind ohne ordnungsgemäße Dokumentation wertlos. Professionelle Qualitätssicherung geht über das bloße Durchführen von Messungen hinaus – sie umfasst die vollständige Rückverfolgbarkeit vom Rohmaterial bis zur endgültigen Auslieferung.
Erstmusterprüfung (FAI) bildet die Grundlage für Produktionsqualität. Laut einer Fertigungsstudie von PMP Metals ist die Erstbemusterung (FAI) ein formeller, schriftlich festgelegter Prozess, der sicherstellt, dass die Herstellung eines Teils oder einer Baugruppe den vom Kunden oder vom Konstruktionsbüro definierten technischen Spezifikationen, Zeichnungen und Anforderungen entspricht.
Was umfasst eine gründliche Erstbemusterung?
- Ballon-Zeichnung —jede Maßangabe mit Referenznummer
- Maßergebnis-Tabelle —gemessene Werte im Vergleich zu den vorgegebenen Toleranzen
- Materialzertifikate —Dokumentation, die die korrekte Legierung und Wärmebehandlung nachweist
- Prozessdokumentation —Maschinen- und Werkzeuginformationen, die bei der Produktion verwendet wurden
- Freigaben —Unterschriften des Bedieners und des Inspektors zur Bestätigung der Verifikation
Die Erstbemusterung (FAI) erfolgt an kritischen Zeitpunkten: bei den ersten Serienfertigungen, nach Konstruktionsänderungen, beim Wechsel des Fertigungsstandorts oder nach längeren Produktionsunterbrechungen. Dieses Kontrollsystem erkennt Probleme, bevor sie sich auf die gesamte Serienfertigung auswirken.
In-Prozess-Inspektion stellt eine kontinuierliche Verifikation während der Serienfertigung sicher. Die Bediener prüfen in regelmäßigen Abständen kritische Abmessungen – beispielsweise an jedem 10. oder 25. Teil – um zu bestätigen, dass der Prozess stabil bleibt. Jede Abweichung löst eine Untersuchung aus, bevor Teile außerhalb der Toleranzgrenzen anfallen.
Endprüfung protokolle zur Verifikation fertiggestellter Teile vor dem Versand. Je nach Ihren Anforderungen und branchenüblichen Standards kann dies umfassen:
- 100-%-Prüfung aller kritischen Merkmale
- Statistische Stichprobenentnahme basierend auf Losgröße und zulässigem Qualitätsniveau (AQL)
- Konformitätsbescheinigung mit Nachweis der Einhaltung der Spezifikationen
- Vollständige dimensionsbezogene Prüfberichte mit den tatsächlich gemessenen Werten
Qualitätsmanagementsysteme verbinden diese Elemente miteinander. Laut der ISO 9001:2015-Forschung legt dieser international anerkannte Standard den Maßstab dafür fest, wie Unternehmen die Erwartungen ihrer Kunden erfüllen und übertreffen können. Ein nach ISO zertifizierter Maschinenbau-Betrieb hat ein robustes Qualitätsmanagementsystem (QMS) implementiert, das konsistente Qualität und Zuverlässigkeit gewährleistet.
Was bedeutet die ISO 9001:2015-Zertifizierung konkret für Ihre Bauteile?
- Dokumentierte Verfahren stellen sicher, dass die Prozesse unabhängig davon, welcher Mitarbeiter Ihren Auftrag ausführt, stets konsistent ablaufen.
- Kalibrierungsprogramme überprüfen, ob die Messgeräte ihre Genauigkeit beibehalten.
- Korrekturmaßnahmesysteme gehen Probleme systematisch und nicht wiederholt an.
- Management-Reviews gewährleisten kontinuierliche Verbesserung statt Stillstand.
Über die ISO 9001 hinaus ergänzen branchenspezifische Zertifizierungen die Anforderungen durch spezialisierte Vorgaben. AS9102 regelt die Dokumentation der Erstbemusterung (FAI) im Luft- und Raumfahrtbereich. IATF 16949 schreibt SPC-Verfahren (Statistical Process Control) für die Automobilindustrie vor. ISO 13485 behandelt die Rückverfolgbarkeit von Medizinprodukten. Die jeweilige Anwendung bestimmt, welche Standards zur Anwendung kommen – und welche Dokumentation Sie von Ihrem Zerspanungspartner erwarten können.
Qualitätssicherung beruht letztlich auf Vertrauen, das durch nachweisbare Evidenz bestätigt wird. Zertifizierungen legen Systeme fest. Prüftechnik stellt die erforderliche Leistungsfähigkeit bereit. Dokumentation belegt die erzielten Ergebnisse. Bei der Bewertung von Dienstleistern für Zerspanungsaufträge sollten Sie über bloß behauptete Fähigkeiten hinaus verstehen, wie diese tatsächlich das gelieferte Ergebnis verifizieren.
Vergleich von Zerspanungsdienstleistungen mit alternativen Fertigungsverfahren
Sie haben untersucht, wie Service-Bearbeitung funktioniert, welche Kosten damit verbunden sind und wie die Qualität verifiziert wird. Doch hier ist die Frage, die Produktionsleiter nachts wachhält: Ist die Fremdbeauftragung von Bearbeitungsarbeiten tatsächlich die richtige Wahl für Ihr Projekt? Oder liefern Eigenfertigung, 3D-Druck oder Gießereiproduktion bessere Ergebnisse?
Die Antwort hängt von Ihrer konkreten Situation ab – Mengenbedarf, Toleranzanforderungen, Materialbeschränkungen und Zeitdruck beeinflussen alle den optimalen Weg. Erstellen wir gemeinsam ein Entscheidungsrahmenwerk, das Ihnen hilft, diese Abwägungen objektiv zu bewerten.
Service-Bearbeitung vs. Eigenfertigung
Die Entscheidung zwischen Fremdbeauftragung und Eigeninvestition stellt eine der folgenschwersten Wahlmöglichkeiten dar, mit denen Hersteller konfrontiert sind. Laut forschung zur Herstellung ist es in der Regel klüger, zunächst fremdbezuziehen, es sei denn, Sie benötigen mehr als etwa 4.000–5.000 Teile pro Jahr, unterliegen strengen Anforderungen bezüglich geistigen Eigentums oder Zertifizierungen, oder können eine Anfangsinvestition von 200.000 bis 700.000 US-Dollar zuzüglich der Kosten für die Schulung von Bedienern tragen.
Was macht diese Berechnung so komplex? Betrachten Sie, was interne Bearbeitung tatsächlich erfordert:
- Kapitalinvestition —Eine einzelne 5-Achsen-CNC-Maschine kann vor Installation, Werkzeugen und Schulung zwischen 200.000 und 700.000 US-Dollar kosten
- Fachbetreiber —CNC bleibt ein hochqualifizierter Prozess, der ständig aktualisierte Kompetenzen erfordert
- Laufende Wartung —Die Ausrüstung erfordert regelmäßige Kalibrierung, Reparatur und schließlich Ersatz
- Flächenbedarf und Versorgungsleitungen —Werkzeugmaschinen benötigen geeignete Fundamente, Stromversorgung und Klimatisierung
Wann ist Fremdvergabe sinnvoller? Bei jährlichen Stückzahlen unter 1.000 Einheiten spricht die Rechnung deutlich für externe Partner. Ein typischer Vertragsfertiger könnte für CNC-Aluminium-Teile in Kleinserien beispielsweise 18 US-Dollar pro Teil anbieten – deutlich weniger als die abgeschriebenen Kosten einer eigenen Maschine, die teilweise ungenutzt steht.
Allerdings verschiebt sich die Berechnung bei größeren Stückzahlen. Sobald die jährliche Produktionsmenge bei Standardtoleranzen mehr als 5.000 Einheiten beträgt, führt die Investition in eine eigene Fertigung zu niedrigeren Kosten pro Einheit. Die Einrichtungskosten verteilen sich auf ausreichend viele Teile, sodass die interne Fertigung wirtschaftlich wird.
Wenn Sie nach „CNC-Fachleuten in meiner Nähe“ suchen, weil Sie gelegentlich Prototypen oder mittelgroße Serien benötigen, bietet die Fremdfertigung nahezu sicher einen besseren Wert als eine Kapitalinvestition.
Wann additive Fertigung sinnvoller ist
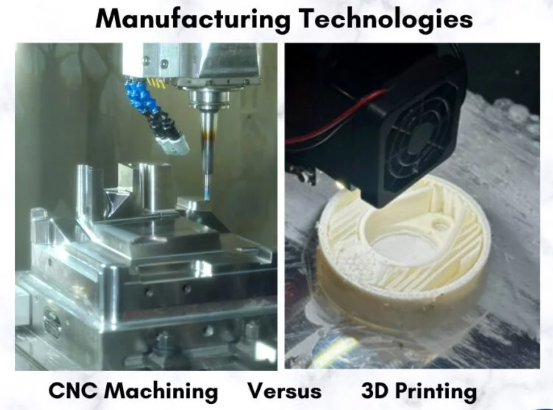
der 3D-Druck hat die Wirtschaftlichkeit der Fertigung verändert – er hat die spanende Fertigung jedoch nicht ersetzt. Ein Verständnis dafür, wo jeweils welches Verfahren seine Stärken ausspielt, hilft Ihnen bei der richtigen Auswahl.
Laut dem Verfahrensvergleich von Xometry liefert der 3D-Druck schnell nettoformnahe Bauteile, während bei der CNC-Bearbeitung jeweils eine individuelle Einrichtung sowie in der Regel manuelle Programmierung und Überwachung erforderlich sind. Bei geringen Stückzahlen und komplexen Geometrien liegen die Kosten für CNC-Bauteile häufig um das Zehnfache über denen für 3D-gedruckte Teile.
Wo überzeugt die additive Fertigung?
- Komplexe innere Geometrien —Gitterstrukturen, konforme Kühlkanäle und organische Formen, die mit spanenden Werkzeugen nicht erreichbar sind
- Schnelle Iteration —Änderungen erfordern lediglich Dateianpassungen, nicht neue Werkzeuge oder Programmierung
- Produktion in geringem Umfang —Die Einrichtungskosten sind minimal, wodurch auch Einzelteile wirtschaftlich herstellbar sind
- Konsolidierungsmöglichkeiten —Baugruppen können zu einzelnen gedruckten Komponenten zusammengefasst werden
Allerdings weist der 3D-Druck erhebliche Einschränkungen auf. Verschiedene Druckverfahren bieten unterschiedliche Festigkeitseigenschaften im Vergleich zu den Eigenschaften des Ausgangsmaterials – bei FFF in ABS beispielsweise bis zu nur 10 % der zulässigen Zugfestigkeit des Materials, während beim SLS von Nylon Werte bis zu 100 % erreicht werden können. Bei der CNC-Bearbeitung entstehen Teile aus ungestörtem Ausgangsmaterial, sodass die Festigkeit im Allgemeinen hoch ist.
Auch die Oberflächenbeschaffenheit stellt eine weitere Herausforderung dar. Beim 3D-Druck wird die Oberfläche generell durch die Prozessmechanik beeinflusst – insbesondere die Z-Auflösung führt zu gestuften Oberflächen und sichtbaren Unregelmäßigkeiten. Die Oberflächenbeschaffenheit bei der CNC-Bearbeitung kann äußerst gleichmäßig und hochpräzise sein, sofern die Werkzeugwege für ein glattes Oberflächenergebnis programmiert werden.
Der praktische Entscheidungspunkt? Wählen Sie die additive Fertigung für Prototypen, komplexe Geometrien und Stückzahlen unter 50 Einheiten. Wechseln Sie zur Dienstleistungs-Fräsbearbeitung, wenn Sie werkstoffliche Eigenschaften für Serienfertigung, enge Toleranzen oder glatte Oberflächen benötigen.
Alternativen zu Gießen und Formen
Für die Massenfertigung stellen weder die Zerspanung noch der 3D-Druck möglicherweise die beste Option dar. Das Gießen und das Spritzgießen bieten deutlich niedrigere Kosten pro Teil – sobald die Werkzeugkosten einmal eingerechnet sind.
Beim Spritzgießen können identische Kunststoffteile in Sekunden statt in Stunden hergestellt werden. Die Werkzeuge selbst kosten jedoch je nach Komplexität mehrere tausend bis hin zu mehreren hunderttausend Euro. Diese Investition lohnt sich erst, wenn zehntausende identischer Komponenten gefertigt werden.
Druckguss bietet ähnliche Wirtschaftlichkeit für Metallteile. Sobald die Werkzeuge vorhanden sind, können komplexe Aluminium- oder Zinkkomponenten schnell hergestellt werden. Allerdings erreicht Druckguss ohne nachfolgende Bearbeitungsschritte nicht die Genauigkeit von spanender Fertigung, und Konstruktionsänderungen erfordern teure Modifikationen der Formen.
Wann übertrifft diese Methode die Einzelfertigung?
- Stückzahlen über 10.000 Einheiten —die Werkzeugkosten verteilen sich auf so viele Teile, dass ihr Anteil pro Teil vernachlässigbar wird
- Stabile Konstruktionen —Änderungen sind kostspielig; die Teile müssen daher serienreif sein
- Mittlere Toleranzen —die Genauigkeit direkt nach dem Gießen oder Spritzgießen erfüllt die Anforderungen
- Längere Serienfertigung —dieselbe Konstruktion wird monate- oder jahrelang produziert
Vergleich der Fertigungsverfahren auf einen Blick
Verwenden Sie diese Referenztabelle bei der Bewertung von Fertigungsansätzen für Ihr nächstes Projekt:
| Kriterien | Dienstleistungs-Fräsen | Eigenfertigung durch Fräsen | 3D-Druck | Spritzguss | Druckguss |
|---|---|---|---|---|---|
| Idealer Mengenbereich | 1–5.000 Einheiten | 5.000+ Einheiten pro Jahr | 1–50 Einheiten | 10.000+ Einheiten | 5.000+ Einheiten |
| Materialoptionen | Nahezu unbegrenzte Auswahl an Metallen und Kunststoffen | Begrenzt durch vorhandene Maschinen | Verfahrensspezifische Polymere, einige Metalle | Thermoplaste vorrangig | Aluminium-, Zink- und Magnesiumlegierungen |
| Toleranzfähigkeit | ±0,001" erreichbar | ±0,001" erreichbar | ±0,005–0,010" typisch | ±0,002–0,005" typisch | ±0,005" typisch, Fräsbearbeitung für engere Toleranzen |
| Lieferzeit | Tage bis Wochen | Stunden bis Tage | Stunden bis Tage | Wochen für Werkzeugbau, dann schnell | Wochen für Werkzeugbau, dann schnell |
| Einrichtung/Werkzeugkosten | Gering-mäßig | Hohe Kapitalinvestition | Mindestwert | 5.000–100.000+ USD für Formen | 10.000–100.000+ USD für Matrizen |
| Kosten pro Bauteil (geringe Stückzahl) | - Einigermaßen | Hoch | Gering-mäßig | Sehr hoch | Sehr hoch |
| Kosten pro Bauteil (hohe Stückzahl) | - Einigermaßen | Niedrig | Hoch | Sehr niedrig | Sehr niedrig |
| Designflexibilität | Hoch | Hoch | Sehr hoch | Niedrig nach Abschluss des Werkzeugbaus | Niedrig nach Abschluss des Werkzeugbaus |
| Materialstärke | Volle native Eigenschaften | Volle native Eigenschaften | 10–100 %, je nach Verfahren | Nahezu vollständige Polymer-Eigenschaften | Nahezu vollständige Legierungs-Eigenschaften |
Die richtige Wahl für Ihr Projekt treffen
Die optimale Fertigungsmethode hängt davon ab, an welcher Stelle Ihr Projekt auf mehreren Entscheidungsachsen liegt. Berücksichtigen Sie folgende Szenarien:
Wählen Sie die Dienstleistung „Fräsen“ bei:
- Sie benötigen metallische Bauteile in Serienfertigungsqualität in Mengen von 10 bis mehreren Tausend Stück
- Toleranzen enger als ±0,005" sind erforderlich
- Ihr Design könnte sich aufgrund von Tests oder Kundenfeedback weiterentwickeln
- Sie verfügen nicht über das nötige Kapital für Investitionen in Maschinen oder qualifizierte Fachkräfte
- Sie benötigen Zugang zu Fünf-Achs-Bearbeitungszentren oder speziellen Fertigungsverfahren, ohne diese selbst zu besitzen
Wählen Sie die Eigenfertigung, wenn:
- Die jährlichen Mengen regelmäßig mehr als 5.000 Einheiten ähnlicher Bauteile betragen
- Die Steuerung der Lieferzeiten entscheidend ist – Sie benötigen die Teile innerhalb weniger Stunden, nicht erst nach Tagen
- IP-Schutzbedenken das Outsourcing risikoreich machen
- Sie verfügen bereits über eine qualifizierte Belegschaft oder können diese aufbauen, um die Maschinen zu bedienen
Wählen Sie 3D-Druck, wenn:
- Geometrien umfassen innere Kanäle, Gitterstrukturen oder organische Formen
- Sie iterieren Designs schnell und benötigen schnelles Feedback
- Die Mengen sind sehr gering – insbesondere Einzelprototypen
- Die Anforderungen an die Materialfestigkeit sind moderat
Wählen Sie Spritzguss oder Druckguss, wenn:
- Die Konstruktionen abgeschlossen und stabil für eine langfristige Serienfertigung sind
- Die Stückzahlen die Investition in Werkzeuge rechtfertigen – typischerweise 10.000+ Einheiten
- Die Kosten pro Teil der entscheidende Faktor sind
- Die Toleranzanforderungen ohne nachträgliche Bearbeitung erfüllt werden können
Viele Projekte profitieren von hybriden Ansätzen: Prototypen mittels 3D-Druck herstellen, die Funktionalität durch spanende Fertigung validieren und bei stabiler Konstruktion auf Spritzguss umsteigen. Eine Maschinenwerkstatt in San Francisco oder eine Maschinenwerkstatt in San Francisco, CA, kann Ihnen bei diesen Übergängen behilflich sein – viele bieten sowohl spanende Fertigung als auch Beratung dazu an, wann alternative Verfahren sinnvoll sind.
Für Hersteller, die CNC-Bearbeitungsoptionen in der Nähe von mir in Kalifornien untersuchen, bleibt der Entscheidungsrahmen unabhängig vom Standort gleich. Bewerten Sie Ihre Volumenprognosen, Ihre Toleranzanforderungen, Zeitvorgaben und Kapitalbeschränkungen. Die richtige Fertigungsmethode ergibt sich aus einer ehrlichen Bewertung dieser Faktoren – nicht aus Annahmen darüber, welche Technologie „am besten“ ist.
Mit diesem Entscheidungsrahmen in der Hand ist der letzte Schritt die Auswahl des richtigen Bearbeitungspartners, um Ihren gewählten Ansatz umzusetzen. Die Bewertungskriterien – und die Fragen, die Sie stellen sollten – entscheiden darüber, ob Ihr Projekt erfolgreich verläuft oder Schwierigkeiten bereitet.
Auswahl des richtigen Dienstleistungs-Bearbeitungspartners
Sie haben die Verfahren analysiert, die Fertigungsmethoden verglichen und verstanden, was die Kosten beeinflusst. Nun folgt die Entscheidung, die darüber bestimmt, ob Ihr Projekt erfolgreich wird oder ins Stocken gerät: die Auswahl des richtigen Bearbeitungspartners. Diese Wahl wirkt sich auf alle Aspekte aus – Qualität, Lieferzeit, Kosten sowie Ihre Fähigkeit, mit steigender Nachfrage zu skalieren.
Laut dem Partnerauswahl-Leitfaden der Principal Manufacturing Corporation stellt die Auswahl des richtigen CNC-Bearbeitungspartners sicher, dass Ihr Projekt erfolgreich verläuft. Ein erfahrener Partner kann sich positiv auf alle Aspekte des Produktionsprozesses auswirken – von der Qualität bis zur termingerechten Lieferung.
Ob Sie Maschinenwerkstätten in San Jose bewerten oder Maschinenwerkstätten in Oakland (CA) erkunden – anhand dieser Kriterien können Sie herausragende Partner von durchschnittlichen unterscheiden.
Wesentliche Kriterien zur Bewertung von Bearbeitungspartnern
Was unterscheidet einen zuverlässigen Bearbeitungspartner von einem, der nur Probleme bereitet? Gehen Sie über die angebotenen Preise hinaus und prüfen Sie diese entscheidenden Faktoren:
- Relevante Zertifizierungen —überprüfen Sie mindestens die Zertifizierung nach ISO 9001 sowie branchenspezifische Standards wie IATF 16949 für die Automobilindustrie, AS9100 für die Luft- und Raumfahrt oder ISO 13485 für Medizinprodukte
- Ausstattungsmerkmale —stellen Sie sicher, dass sie über die richtigen Maschinen für Ihre Bauteile verfügen – sei es 5-Achsen-Fräsen, Schweizer-Drehen oder spezielle EDM-Anlagen
- Leistung bezüglich Durchlaufzeit —erkundigen Sie sich nach der typischen Durchlaufzeit für Ihr Volumen und nach ihrer Erfolgsbilanz bei der Einhaltung von Lieferterminen
- Kommunikationsreaktionsfähigkeit —Beachten Sie, wie schnell sie auf erste Anfragen reagieren, da dies oft die Qualität der laufenden Projekt-Kommunikation vorhersagt
- Qualitätsnachweis —Fordern Sie Referenzen von vergleichbaren Projekten an und erkundigen Sie sich nach Ausschussraten und der Historie von Korrekturmaßnahmen
- Technisches Know-how —Bewerten Sie ihre Fähigkeit, Feedback zu Design für die Fertigung (DFM) zu liefern und Verbesserungsvorschläge zu unterbreiten, statt Ihre Zeichnungen lediglich unkritisch umzusetzen
- Kapazität und Skalierbarkeit —Stellen Sie sicher, dass sie sowohl Ihre derzeitigen Anforderungen erfüllen als auch mit Ihnen wachsen können, wenn die Produktionsmengen steigen
Laut branchenüblichen Untersuchungen arbeitet ein kundenorientiertes Unternehmen eng mit dem Kunden zusammen, um wertvolle Einblicke zu geben, Verbesserungsmöglichkeiten beim Design zu besprechen und Kosteneinsparungsmaßnahmen vorzuschlagen. Die Partner sollten als vertrauenswürdige Berater fungieren, die ihr Fachwissen teilen, um gemeinsam das bestmögliche Ergebnis zu erreichen.
Wenn Sie nach einer Maschinenwerkstatt in Fremont, CA, oder anderswo suchen, fordern Sie Empfehlungen von Kunden an, die bereits mit dem Unternehmen bei vergleichbaren Projekten zusammengearbeitet haben. Ihre Erfahrungen verraten mehr als jede Verkaufspräsentation.
Bereiten Sie Ihr Projekt für den Erfolg vor
Selbst der beste mechanische Fertigungspartner kann schlecht vorbereitete Projekte nicht kompensieren. Stellen Sie die Weichen für Ihren Erfolg, indem Sie die folgenden Punkte bereits vor der Einreichung Ihrer ersten Angebotserfordernis klären:
- Vollständige Konstruktionsdateien — stellen Sie sowohl 3D-CAD-Modelle (vorzugsweise im STEP-Format) als auch maßgenaue 2D-Zeichnungen mit klar spezifizierten Toleranzen bereit
- Materialspezifikationen — geben Sie konkrete Werkstoffqualitäten an, nicht nur Werkstofffamilien (z. B. „6061-T6“ statt lediglich „Aluminium“)
- Identifizierung kritischer Merkmale — kennzeichnen Sie, welche Maße und Merkmale funktional kritisch sind und welche lediglich allgemeinen Toleranzen unterliegen
- Mengen- und Terminanforderungen — geben Sie Volumina, Liefertermine sowie mögliche Änderungen der Anforderungen klar an
- Anforderungen an die Qualitätsdokumentation — spezifizieren Sie, welche Prüfberichte, Zertifikate oder Rückverfolgbarkeitsnachweise Sie benötigen
Laut dem Fertigungsführer von Fictiv bietet die Zusammenarbeit mit einem erfahrenen Fertigungspartner von Beginn an einen beschleunigten Weg für die Beschaffung von Bauteilen während des gesamten Produktentwicklungsprozesses und hilft, Risiken langfristig zu minimieren.
Je mehr Kontext Sie von Anfang an bereitstellen, desto genauer werden Ihre Angebote. Lassen Sie potenzielle Partner nicht raten, welche Anforderungen bestehen – Unklarheiten führen entweder zu überhöhten Preisen (da sie für Unbekannte absichern) oder zu Überraschungen später, wenn sich Annahmen als falsch erweisen.
Lokale Werkstätten wie Jose's Machine Shop oder Diaz Machine Shop können bei komplexen Projekten Vorteile für die Zusammenarbeit von Angesicht zu Angesicht bieten. Beschränken Sie Ihre Suche jedoch nicht geografisch, wenn spezialisierte Fähigkeiten wichtiger sind als die räumliche Nähe.
Skalierung vom Prototyp bis zur Produktion
Folgendes überrascht viele Hersteller: Die Werkstatt, die sich hervorragend bei Prototypen bewährt, stößt möglicherweise an ihre Grenzen, wenn es um Serienfertigungsvolumina geht – und umgekehrt. Ein Partner, der beide Phasen nahtlos abdeckt, erspart Ihnen schmerzhafte Lieferantenwechsel mitten im Projekt.
Laut Fertigungsforschung ist es entscheidend, mit einem Unternehmen zusammenzuarbeiten, das zukünftiges Wachstum berücksichtigen kann. Wenn Ihr Geschäft wächst oder sich die Projektanforderungen erhöhen, kann ein zuverlässiger Partner problemlos größere Produktionsvolumina und sich wandelnde Anforderungen bewältigen.
Wie sieht Skalierbarkeit in der Praxis aus?
- Flexibilität bei Prototypen —Fähigkeit, kleine Mengen schnell herzustellen, oft mit Lieferzeiten von nur einem Tag für dringende Anforderungen
- Brückenfertigungskapazität —Abwicklung von Kleinserien (mehrere zehn bis einige hundert Einheiten), während Sie Ihre Konstruktionen validieren
- Produktionskapazität —Ausrüstung und qualifiziertes Personal, um bei Bedarf monatlich Tausende von Teilen zu fertigen
- Prozesskonsistenz —Einheitliche Qualitätsstandards unabhängig von der Losgröße
- Nachfrageanpassung —Anpassung der Produktionsmengen nach Bedarf, ohne die vereinbarten Liefertermine zu gefährden
Skalierbare mechanische Fertigungspartner verstehen zudem die Bedeutung von Investitionen in fortschrittliche Technologien. Sie modernisieren kontinuierlich ihre Maschinen, Software und Fertigungsprozesse, um wettbewerbsfähig zu bleiben und sich an die sich wandelnden Anforderungen der Branche anzupassen.
Speziell für Automobilanwendungen: Shaoyi Metal Technology veranschaulicht dieses Skalierungsmodell. Ihre Einrichtung bietet präzise CNC-Bearbeitungsdienstleistungen mit Lieferzeiten von nur einem Arbeitstag für dringende Prototypen und behält dabei die Produktionskapazität, die IATF-16949-Zertifizierung sowie strenge SPC-Protokolle bei, die von Automobilzulieferketten gefordert werden. Diese Kombination aus Geschwindigkeit und Skalierbarkeit bedeutet, dass Sie Ihren Partner nicht „überwachsen“, wenn sich Projekte von der Konzeptphase bis zur Serienfertigung entwickeln.
Fragen, die Sie stellen sollten, bevor Sie sich verpflichten
Bevor Sie die erste Bestellung aufgeben, sollten Sie klare Antworten auf folgende entscheidende Fragen erhalten:
- Welche Zertifizierungen besitzen Sie und wann fand die letzte Prüfung statt?
- Können Sie Referenzen von Kunden aus meiner Branche nennen?
- Wie lange sind Ihre typischen Lieferzeiten für mein Mengenspektrum?
- Wie gehen Sie mit Designänderungen während der Produktion um?
- Über welche Prüfmöglichkeiten verfügen Sie intern?
- Wie informieren Sie mich über den Projektstatus und etwaige auftretende Probleme?
- Was passiert, wenn Teile nicht den Spezifikationen entsprechen?
Die Antworten offenbaren nicht nur Kompetenz, sondern auch Charakter. Partner, die Fragen ausweichen oder zu viel versprechen, sollten Anlass zur Besorgnis geben. Hingegen zeigen solche, die klare, konkrete Antworten liefern – einschließlich einer ehrlichen Benennung ihrer Grenzen – die Transparenz, die für erfolgreiche Geschäftsbeziehungen erforderlich ist.
Der Erfolg bei der Dienstleistungs-Fertigung hängt letztlich genauso sehr von der Qualität der Partnerschaft wie von der technischen Kompetenz ab. Der richtige Partner bringt Know-how mit, das Ihnen fehlt, erkennt Probleme frühzeitig – bevor sie teuer werden – und wächst gemeinsam mit Ihrem Unternehmen. Investieren Sie die Zeit, um sorgfältig auszuwählen, und Ihre Fertigungsprojekte liefern genau die gewünschten Ergebnisse – termingerecht, im Budgetrahmen und gemäß den Spezifikationen.
Häufig gestellte Fragen zur Dienstleistungs-Fertigung
1. Was ist der Stundensatz für eine CNC-Maschine?
Die Stundensätze für CNC-Bearbeitung liegen typischerweise zwischen 30 und 100 USD und variieren je nach Standort, Maschinenkomplexität und zu bearbeitendem Werkstoff. Faktoren wie 5-Achsen-Fähigkeit, engste Toleranzen und exotische Werkstoffe führen zu höheren Stundensätzen. Die Rüstungskosten werden häufig separat berechnet und auf die Produktionsmenge verteilt, wodurch größere Aufträge pro Teil kostengünstiger werden. Eil- oder Expressaufträge verursachen in der Regel Zuschläge von 15–50 % über den Standardtarifen.
2. Was versteht man unter Bearbeitung?
Die Zerspanung ist ein subtraktives Fertigungsverfahren, bei dem gewünschte Formen erzeugt werden, indem unerwünschtes Material von größeren Werkstücken entfernt wird. Im Gegensatz zum 3D-Druck, bei dem Material schichtweise hinzugefügt wird, erfolgt die Zerspanung mittels rotierender Schneidwerkzeuge oder Schleifscheiben, um das Ausgangsmaterial präzise abzutragen. Bei der CNC-gesteuerten (Computerized Numerical Control) Zerspanung wird dieser Prozess durch programmierte Werkzeugbahnen automatisiert, wodurch eine konsistente Fertigung komplexer Bauteile mit Toleranzen bis hin zu ±0,001 Zoll in Metallen, Kunststoffen und Verbundwerkstoffen möglich ist.
3. Wie lange dauert die CNC-Zerspanung vom Auftragseingang bis zur Lieferung?
Die Lieferzeiten für Service-Frästeile variieren je nach Komplexität, Stückzahl und Kapazität der Werkstatt. Einfache Prototypen können innerhalb von 1–3 Tagen von Einrichtungen mit schneller Durchlaufzeit versandt werden. Für Standard-Produktionsläufe sind in der Regel 1–3 Wochen erforderlich, einschließlich Konstruktionsprüfung, Programmierung, Fräsen und Inspektion. Komplexe Teile, die sekundäre Bearbeitungsschritte wie Wärmebehandlung oder Eloxierung erfordern, verlängern die Lieferzeit um weitere Tage. Zertifizierte Automobilzulieferer wie Shaoyi Metal Technology bieten für dringende Prototypen Lieferzeiten von nur einem Arbeitstag an.
4. Welche Dateiformate akzeptieren CNC-Fräsereien?
Die meisten professionellen Maschinenwerkstätten bevorzugen STEP-Dateien (.stp, .step) als universellen Standard für den Austausch von 3D-Modellen, der von nahezu jeder CAM-Software gelesen werden kann. IGES-Dateien sind nach wie vor weit verbreitet und unterstützen Flächen- sowie Volumengeometrie. 2D-DXF/DWG-Dateien sind unverzichtbar für ebene Teile und ergänzende Maßangaben. Native CAD-Dateien aus SolidWorks, Inventor oder Fusion 360 bewahren die gesamte Konstruktionsabsicht, sofern die Werkstätten die entsprechende Software verwenden. Fügen Sie stets maßstäbliche PDF-Zeichnungen bei, die Toleranzen, Oberflächenbeschaffenheiten und kritische Merkmale spezifizieren.
5. Wie wähle ich zwischen CNC-Bearbeitung und 3D-Druck?
Wählen Sie die CNC-Bearbeitung, wenn Sie werkstoffgerechte Festigkeit, enge Toleranzen unter ±0,005 Zoll, glatte Oberflächenqualität oder Metallteile in Mengen von mehr als 50 Einheiten benötigen. Der 3D-Druck eignet sich hervorragend für komplexe innere Geometrien, schnelle Designiterationen, sehr geringe Stückzahlen und organische Formen, die mit spanender Bearbeitung nicht herstellbar sind. CNC-Bauteile behalten zu 100 % die ursprünglichen Werkstoffeigenschaften bei, während einige 3D-Druckverfahren nur 10–50 % der Werkstofffestigkeit erreichen. Viele Projekte profitieren davon, zunächst mittels 3D-Druck Prototypen herzustellen und anschließend für die Serienfertigung auf die spanende Bearbeitung überzugehen.