 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Sensorgehäuse-Metallstanztechnik: Der Leitfaden zum präzisen Tiefziehen
Zusammenfassung
Metallstanzgehäuse für Sensoren ist ein hochpräzises Fertigungsverfahren, das überwiegend Tiefziehtechniken verwendet, um nahtlose, langlebige Schutzhüllen für empfindliche elektronische Bauteile herzustellen. Im Gegensatz zu Bearbeitung oder Kunststoffformgebung bietet dieses Verfahren eine überlegene Abschirmung gegen elektromagnetische Störungen (EMV), hohe Schockresistenz und kostengünstige Skalierbarkeit für Serienproduktionen. Ingenieure und Einkaufsleiter bevorzugen tiefgezogene Metallgehäuse aufgrund ihrer Fähigkeit, enge Toleranzen (häufig innerhalb von ±0,025 mm) einzuhalten und gleichzeitig die hermetische Dichtigkeit in rauen automobilen, medizinischen und industriellen Umgebungen sicherzustellen.
Tiefziehen: Der Industriestandard für Sensorgehäuse
Für zylindrische oder kastenförmige Sensorhüllen, tiefziehstanzen die Verarbeitung von Bauteilen mit einem hohen Wirkungsgrad ist die vorherrschende Herstellungsmethode geworden, die die traditionelle Bearbeitung sowohl in Bezug auf Effizienz als auch auf Strukturintegrität übertrifft. Bei diesem Verfahren wird ein Metallblankwerk durch die mechanische Wirkung eines Schlages in eine Formform gezeichnet. Die Definition der "tiefen" Zeichnung gilt in der Regel, wenn die Tiefe des gezogenen Teils seinen Durchmesser übersteigt.
Der primäre Vorteil der Tiefziehung ist die Schaffung einer nahtlosen Einzelkomponente. Im Gegensatz zu geschweißten Rohren oder mehrteiligen Baugruppen hat ein tief gezogenes Gehäuse keine Nähte, die als mögliche Leckagewege für Feuchtigkeit oder Gas dienen könnten. Dies ist für Sensoren, die in Druck- oder Unterwasserumgebungen arbeiten, von entscheidender Bedeutung. Standard Die stellt fest, dass tief gezogene Stempel ist ideal für die Massenproduktion, da dadurch Materialverschwendung erheblich reduziert und sekundäre Montageabschnitte beseitigt werden, was zu niedrigeren Kosten pro Einheit im Vergleich zu Dreh- oder CNC-Bearbeitung führt.
Mechanisch verhärtet der Prozess das Material, wodurch die Strukturstarre des Endteils häufig erhöht wird. Dies ermöglicht es den Herstellern, dünnere Spannweiten zu verwenden, ohne dabei die Haltbarkeit zu beeinträchtigen, und optimiert so das Gewichts-Stärke-Verhältnise Schlüsselbetrachtung für Anwendungen von Sensoren in der Luftfahrt und im Automobilbereich.
Auswahl des Materials: Schutz und Formfähigkeit im Gleichgewicht
Die Auswahl der richtigen Legierung ist der erste Schritt zur Sicherstellung der Sensorleistung. Das Material muss seine Formfähigkeit (um den Prozess des tiefen Ziehens ohne Risse zu überstehen) mit Umweltschutz-Eigenschaften in Einklang bringen.
Edelstahl (304 gegenüber 316L)
Edelstahl ist aufgrund seiner hohen Härte und Verformungsbeständigkeit das häufigste Material für Sensorgehäuse. Die CN-Stempelung unterstreicht die Korrosionsbeständigkeit von Edelstahl die Erhöhung der Wärmeeffizienz ist jedoch im Vergleich zu den Nichteisenmetallen gering. Die Sorte 304 ist der Industriestandard für den allgemeinen industriellen Einsatz und bietet eine hervorragende Formbarkeit. Für die marine oder medizinische Anwendung wird die Klasse 316L wegen ihrer überlegenen Widerstandsfähigkeit gegen Chloride und Gruben bevorzugt, wodurch sichergestellt wird, dass sich das Gehäuse in salzigen Umgebungen nicht abbaut.
Nicht-Ferro-Optionen: Aluminium und Kupfer
Für Anwendungen, die eine Wärmeabgabe oder spezifische magnetische Eigenschaften erfordern, werden Nichteisenmetalle verwendet:
- Aluminium: Er bietet eine hervorragende Wärmeleitfähigkeit und ist leicht, was ihn für Luft- und Raumfahrtsensoren geeignet macht. Es bedarf jedoch einer sorgfältigen Anodisierung zur Korrosionsbeständigkeit.
- Kupfer und Messing: Häufig wegen ihrer elektrischen Leitfähigkeit und natürlichen EMI-Schutz-Eigenschaften ausgewählt, obwohl sie eine Plattierung (Nickel oder Gold) zur Verhinderung der Oxidation erfordern können.
| Material | Korrosionsbeständigkeit | Formbarkeit | EMI-Abschirmung | Typische Anwendung |
|---|---|---|---|---|
| Stahl aus Edelstahl 304 | Hoch | Ausgezeichnet | - Einigermaßen | Generelle Sensoren für die Industrie |
| Edelstahl 316L | Sehr hoch | Gut | - Einigermaßen | Medizinische/marine Sonden |
| Aluminium | Mittel (benötigt Beschichtung) | Sehr gut. | Gut | Luftfahrt/Leichtgewicht |
| Kupfer/Messing | Niedrig (Plattierung erforderlich) | Ausgezeichnet | Ausgezeichnet | Elektronik/EMI empfindlich |
Warum Metal? Der Fall gegen Kunststoffgehäuse
Die Kunststoffspritzgießung ist zwar billig, erfüllt aber oft nicht die hohen Anforderungen kritischer Sensoranwendungen. Die Wahl zwischen Metall und Kunststoff hängt oft von drei Faktoren ab: Abschirmung, Stoßbeständigkeit und Wärmestabilität.
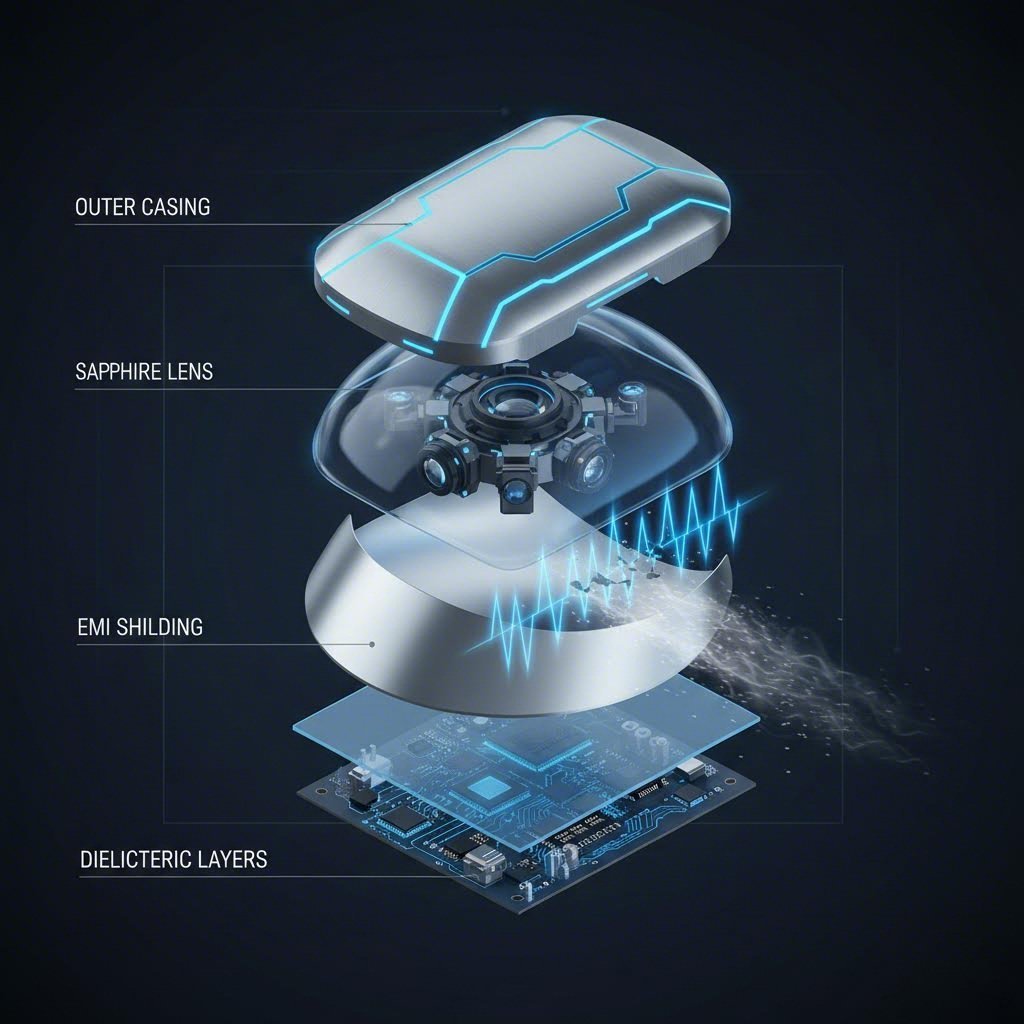
Elektromagnetische Interferenzschutz: Elektronische Sensoren werden zunehmend in "lärmigen" Umgebungen mit drahtlosen Signalen und elektrischen Strömen eingesetzt. Henli betont, daß Metallgehäuse die Elemente des Geräts wirken natürlich wie ein Faraday-Käfig, der die inneren Komponenten vor externen elektromagnetischen Störungen schützt, die die Datenmessungen verzerren könnten. Kunststoffgehäuse erfordern teure leitfähige Beschichtungen, um ähnliche Ergebnisse zu erzielen.
Körperliche Haltbarkeit: Metallgehäuse bieten eine überlegene Stoßbeständigkeit. In Anwendungen unter der Motorhaube oder in Industrieanlagen sind Sensoren ständig mit Vibrationen und möglichen Auswirkungen von Trümmern konfrontiert. Ein gestempeltes Metallgehäuse behält seine strukturelle Integrität und Maßgenauigkeit unter diesen Kräften bei, während Kunststoff im Laufe der Zeit knacken, verformt oder spröde wird, insbesondere wenn er UV-Strahlung oder extremen Temperaturzyklen ausgesetzt ist.
Kritische Designrichtlinien für die Herstellbarkeit
Um die Vorteile des Metallstempels zu maximieren, müssen Ingenieure den Herstellungsprozess im Auge behalten (Design for Manufacturability, DFM). Wenn man diese Regeln befolgt, kann man häufige Fehler wie Falten oder Reize während der Ziehung vermeiden.
- Eckradien: Vermeide scharfe Ecken. Der Radius am Boden der Tasse und des Flansches sollte mindestens das 4-8fache der Materialdicke betragen. Die großzügigen Radien verringern die Spannungskonzentration und ermöglichen ein reibungsloses Fließen des Metalls.
- Die Wanddicke ist gleichmäßig: Tiefziehen führt naturgemäß zu einer gewissen Dickenabnahme der Wände. Die Konstruktionen sollten diese Variation berücksichtigen, wobei üblicherweise eine Dickenreduzierung von 10–15 % an kritischen Dehnungspunkten zugelassen wird.
- Auszugswinkel: Obwohl ein leichter Auszugswinkel nicht streng für alle gestanzten Teile erforderlich ist, kann er die einfachere Ausstoßung des Teils aus dem Werkzeug erleichtern, die Werkzeuglebensdauer verlängern und Kratzspuren reduzieren.
- Sekundäre Operationen: Wie von Precipart , komplexe Sensorgehäuse erfordern oft eine sekundäre Nachbearbeitung. Dazu gehören beispielsweise Passivierung zur Entfernung von Oberflächen-Eisen aus rostfreiem Stahl oder Beschichtung mit Edelmetallen, um die Lötbarkeit und den Kontaktwiderstand zu verbessern.
Qualitätssicherung und Skalierbarkeit bei hohen Stückzahlen
Der Sensor-Markt—angetrieben durch autonomes Fahren und das Internet der Dinge (IoT)—verlangt fehlerfreie Produktion. Präzision ist unabdingbar; Gehäuse benötigen oft Toleranzen von bis zu ±0,025 mm, um einen perfekten Sitz mit entsprechenden Steckverbindern und Dichtungen sicherzustellen.
Um diese Konsistenz im großen Maßstab zu erreichen, sind fortschrittliche Werkzeuge und strenge Qualitätskontrollen erforderlich. Hersteller setzen auf integrierte Sensoren und optische Inspektionssysteme, um Abmessungen in Echtzeit zu überprüfen. Für kritische Bereiche wie die Automobilindustrie müssen Lieferanten häufig den IATF-16949-Normen entsprechen, die das Qualitätsmanagement in der automobilen Lieferkette regeln.
Für Hersteller, die die Lücke zwischen Prototyping und Serienproduktion schließen möchten, ist die Zusammenarbeit mit einem leistungsfähigen Lieferanten unerlässlich. Die umfassenden Stanzlösungen von Shaoyi Metal Technology verdeutlichen diese Fähigkeit und nutzen präzise, nach IATF 16949 zertifizierte Fertigungsprozesse sowie Pressenleistungen von bis zu 600 Tonnen, um kritische Automotive-Bauteile bereitzustellen, die den globalen OEM-Standards entsprechen.
Letztendlich ist die Zuverlässigkeit eines Sensors nur so gut wie sein Gehäuse. Durch den Einsatz des Tiefzieh-Metallstanzens stellen Ingenieure sicher, dass ihre Geräte durch ein robustes, nahtloses und abgeschirmtes Gehäuse geschützt sind, das auch den härtesten Betriebsumgebungen standhält.
Häufig gestellte Fragen
welche Vorteile bietet das Tiefziehstanzen im Vergleich zur spanenden Bearbeitung bei Sensorgehäusen?
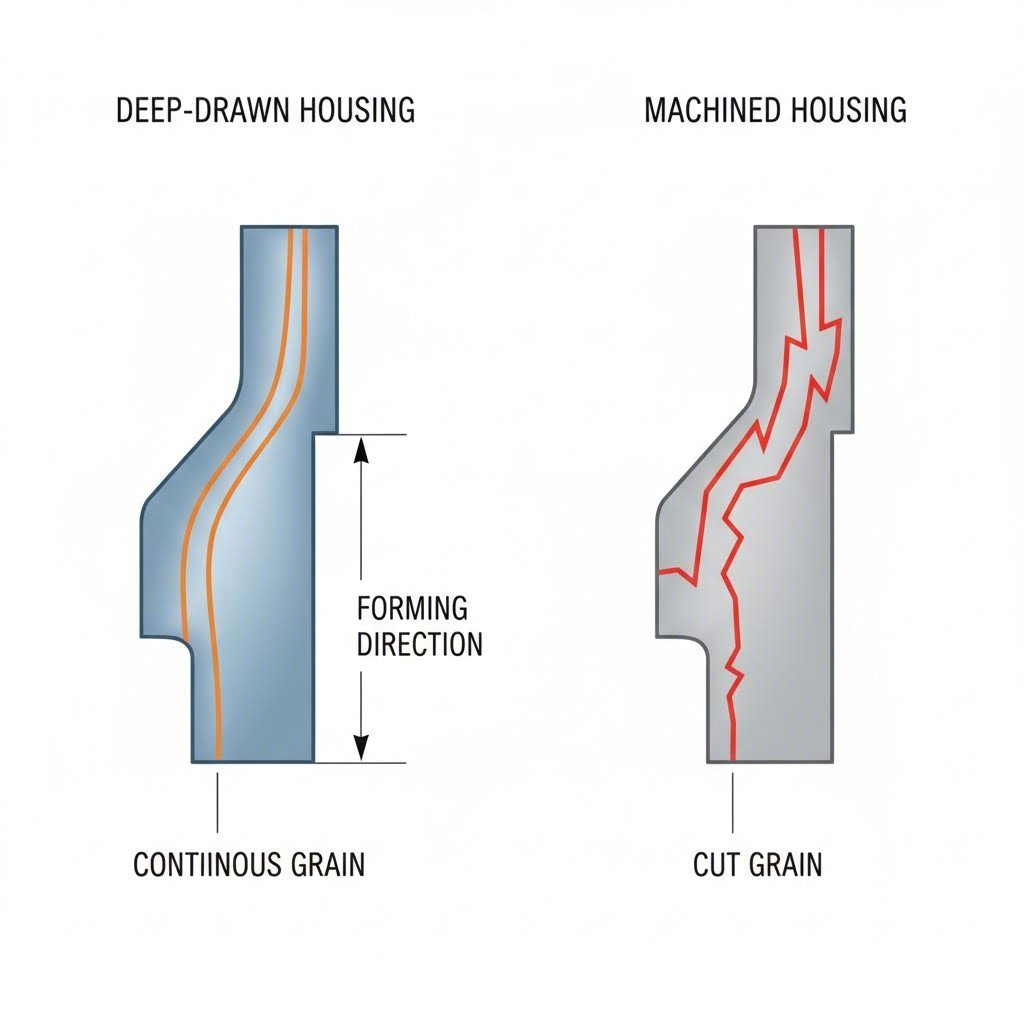
Das Tiefziehstanzen ist bei der Serienproduktion deutlich kostengünstiger, da im Gegensatz zur spanenden Bearbeitung, bei der Material von einem massiven Block abgetragen wird, nur sehr wenig Material verschwendet wird. Zudem erzeugt das Tiefziehen ein nahtloses Bauteil mit kontinuierlicher Kornstruktur, das eine höhere Festigkeit aufweist und potenzielle Leckagen vermeidet, wie sie bei geschweißten oder zusammengesetzten Gehäusen auftreten können.
können gestanzte Sensorgehäuse mit einer Beschichtung versehen werden?
Ja, gestanzte Metallgehäuse werden häufig beschichtet, um die Leistung zu verbessern. Häufige Behandlungen sind Vernickelung für Korrosionsbeständigkeit, Vergoldung für elektrische Leitfähigkeit und Versilberung für Lötbarkeit. Diese Oberflächenbehandlungen ermöglichen es Standardgrundwerkstoffen wie Kupfer oder Messing, effektiv in chemisch aggressiven oder elektrisch sensiblen Umgebungen zu funktionieren.
welches Metall eignet sich am besten für Unterwasser-Sensorgehäuse?
Edelstahl 316L ist in der Regel das bevorzugte Material für Unterwasser- oder Marine-Sensorgehäuse. Er enthält Molybdän, das eine außergewöhnliche Beständigkeit gegen Loch- und Spaltkorrosion durch chloridhaltige Umgebungen (Salzwasser) bietet und somit die langfristige Integrität der hermetischen Dichtung sicherstellt.