 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Rotationsnocken vs. Aufsatznocken: Welcher zerstört zuerst Ihr Werkzeug?
Warum Ihre Nockenauswahl die Leistung des Werkzeugs bestimmt
Stellen Sie sich vor, Sie betreiben eine Hochleistungs-Stanzanlage, und plötzlich versagt mitten in der Produktion das Nockensystem. Die Presse stoppt. Teile stapeln sich. Und Ihr Wartungsteam muss herausfinden, ob es sich um einen Konstruktionsfehler handelt oder einfach um den falschen Nockentyp für den jeweiligen Einsatz. Klingt bekannt?
Beim Vergleich von Dreinocken- und Hubnockensystemen sind die Risiken nicht höher einzuschätzen. Die falsche Wahl verursacht nicht nur Unannehmlichkeiten – sie führt zu einer Kettenreaktion aus Produktionsverzögerungen, Qualitätsmängeln und teuren Nacharbeiten, die pro Vorfall Zehntausende von Dollar kosten können.
Die versteckten Kosten einer falschen Nockenauswahl
Was ist also eine Nockenwelle, und was macht eine Nockenwelle bei Stanzoperationen? Im Kern überträgt eine Nockenwelle mechanisch die vertikale Stößelbewegung und -kraft in horizontale oder halbhorizontale Bewegung und Kraft. Diese Umwandlung ist entscheidend für Schneid-, Umform- und Lochoperationen, bei denen eine präzise Ausrichtung von größter Bedeutung ist. Laut Der Blechverarbeiter müssen Nocken über hervorragende Führungen verfügen und so konstruiert sein, dass sie natürlichen Abnutzungserscheinungen über Tausende – sogar Millionen – von Zyklen standhalten.
An dieser Stelle machen viele Werkzeugkonstrukteure einen Fehler. Sie wählen eine Nockentyp basierend auf den Anschaffungskosten oder der Vertrautheit statt aufgrund der Anforderungen des Einsatzes. Die Folge? Vorzeitige Abnutzung, Probleme durch thermische Ausdehnung und Nockenschieber, die während der Produktion blockieren. Jedes Nockenwellenprofil und jede Nockenbetätigungsmethode weist spezifische Leistungsmerkmale auf, die genau auf Ihre betrieblichen Anforderungen abgestimmt sein müssen.
Zwei Mechanismen, zwei verschiedene ingenieurtechnische Ansätze
Das Verständnis der grundlegenden Unterschiede zwischen diesen beiden Arten von Nockenmechanismen ist unerlässlich:
- Rotationsnocken: Diese Systeme nutzen eine Kreisbewegung, um die Nockenbetätigung anzutreiben, und wandeln dabei durch präzise konstruierte Nockenprofilgeometrien Rotation in lineare Bewegung um. Sie zeichnen sich durch ihre Eignung für kompakte Bauräume und kontinuierliche Betriebsabläufe aus.
- Aerial-Nocken: Im Gegensatz zu Standardkonfigurationen montieren Oberseiten-Nocken die bewegliche Gleitvorrichtung am oberen Matrizenkörper statt am unteren. Diese Anordnung ermöglicht es dem gesamten Nockengleitsystem, gemeinsam mit dem Pressenstößel nach oben zu fahren, ohne dabei die Transferfinger und -systeme zu behindern – wodurch das Stanzen von Löchern nahezu in jedem Winkel ermöglicht wird.
Dieser Vergleich bietet herstellerunabhängige Entscheidungshilfen, die ausschließlich auf Ihren Anwendungsanforderungen basieren. Sie erhalten ein praktisches Entscheidungsgerüst, das Ihnen hilft, den geeigneten Nockenmechanismus genau auf Ihre spezifischen Werkzeugoperationen abzustimmen – bevor kostspielige Fehler entstehen.
Unsere Bewertungskriterien für den Vergleich von Nockenmechanismen
Wie vergleichen Sie objektiv zwei grundlegend unterschiedliche Nocken-Designs? Sie benötigen ein systematisches Vorgehen, das Spekulationen ausschließt und sich auf messbare Leistungsfaktoren konzentriert. Bei der Bewertung von Drehnocken im Vergleich zu Hubnocken haben wir eine Methodik angewandt, die auf realen Stanzanforderungen basiert statt auf theoretischen Idealen.
Fünf Faktoren, die den Erfolg eines Nockens bestimmen
Jeder Nocken- und Kurvengetriebe-Mechanismus muss unter anspruchsvollen Produktionsbedingungen zuverlässig funktionieren. Untersuchungen, veröffentlicht in Mechanism and Machine Theory zeigen, dass die Akzeptanz der Leistung eines Nockenfolger-Systems in dessen dynamischer Antwortprüfung liegt – insbesondere in den Messungen von Wegstrecke, Geschwindigkeit, Beschleunigung und Ruck. Aufbauend auf diesen Prinzipien haben wir fünf entscheidende Bewertungsfaktoren identifiziert:
- Kraftkapazität: Die maximale horizontale Kraft, die die Nockeneinrichtung während ihres gesamten Betriebszyklus erzeugen und aufrechterhalten kann. Dies bestimmt, ob Ihre Nockenteile Dickbleche und anspruchsvolle Umformprozesse bewältigen können.
- Bewegungsprofilgenauigkeit: Wie präzise die Nocke die vertikale Pressbewegung in eine horizontale Schieberbewegung umsetzt. Laut Forschung zur Nockenoptimierung hängt die Übereinstimmung zwischen tatsächlicher Reaktion und theoretischen Vorhersagen von der Fertigungsgenauigkeit und geeigneten Nockendesignparametern ab.
- Installationsfläche: Der physische Platzbedarf innerhalb Ihrer Werkzeuganordnung. Kompakte Designs ermöglichen eine größere Flexibilität bei komplexen Werkzeugkonfigurationen, während größere Flächen andere Vorteile bieten können.
- Wartungsanforderungen: Zugänglichkeit für Inspektion, Schmierung und den Austausch von Komponenten. Nocken halten Reibung und hohen Kräften über Millionen von Zyklen stand, weshalb der Wartungszugang eine entscheidende langfristige Überlegung ist.
- Anwendungstauglichkeit: Wie gut jeder Nockentyp bestimmte Werkzeugschritte, Produktionsmengen und Materialanforderungen erfüllt. Wozu eignen sich Nocken in Ihrem speziellen Anwendungsfall am besten?
So haben wir jeden Nockentyp bewertet
Unser Bewertungsansatz berücksichtigt, dass keiner der beiden Nockentypen uneingeschränkt überlegen ist. Die Rangfolge hängt von Ihrem spezifischen Anwendungsfall ab. Eine Drehnocke, die in einer Hochgeschwindigkeits-Progressivpresse hervorragend abschneidet, könnte bei einer großen Transferpresse mit maximalem seitlichem Kraftbedarf schlechter abschneiden.
Technische Spezifikationen aus Herstellerkatalogen flossen überall dort in unseren Vergleich ein, wo sie verfügbar waren. Außerdem bezogen wir begutachtete ingenieurwissenschaftliche Forschungsergebnisse zu Nockenrollenantrieben heran, um die Leistungsmerkmale zu validieren. Dadurch stellen wir sicher, dass unsere Empfehlungen sowohl auf im Labor getesteten Prinzipien als auch auf praktischen Gegebenheiten der Werkstatt basieren.
Nachdem diese Bewertungskriterien festgelegt sind, betrachten wir nun, wie sich Drehnockenmechanismen bei präzisen Stanzanwendungen hinsichtlich jedes Faktors verhalten.
Drehnockenmechanismen für präzise Stanzanwendungen
Stellen Sie sich einen perfekt synchronisierten Tanz zwischen Drehbewegung und linearer Präzision vor. Genau das passiert in einem Drehkurvensystem jedes Mal, wenn Ihre Presse einen Hub durchführt. Dieser Rotationsmechanismus wandelt die kontinuierliche Drehung eines Kurvenrads in die kontrollierte horizontale Bewegung um, die Ihre Werkzeuge benötigen – alles innerhalb einer bemerkenswert kompakten Bauform.
Doch wie funktioniert diese Umwandlung genau? Und noch wichtiger: Wann übertrifft ein Drehkurvensystem seine luftgeführte Alternative? Werfen wir einen Blick auf die Mechanik und Anwendungen, die Drehkurven zur bevorzugten Wahl für bestimmte Stanzszenarien machen.
Wie Drehkurven die Bewegung umwandeln
Das grundlegende Prinzip hinter der Funktion einer Drehkurve entspricht dem jeder kurven- und Kipphebel-Mechanismus : Die Umwandlung einer rotatorischen Eingangsbewegung in eine lineare Ausgangsbewegung mit präziser Steuerung. Wenn ein rotierender Motor die Kurve antreibt, berührt deren speziell geformte Fläche – die Nocke – den Kipphebel und drückt so die Schlittenanordnung entlang eines vorgegebenen Pfades.
Hier zeichnen sich Drehnocken aus. Im Gegensatz zu Mechanismen, die auf den vertikalen Hub des Pressenstößels zur Aktivierung angewiesen sind, behalten Drehnocken ihre eigene unabhängige Rotation bei. Das bedeutet:
- Kontinuierliche Kraftanwendung: Die Nockenwelle übt während ihres gesamten Rotationszyklus einen gleichmäßigen Druck aus, wodurch Kraftschwankungen, wie sie bei hubabhängigen Systemen auftreten können, vermieden werden.
- Vorhersehbare Bewegungsprofile: Da die Nockengeometrie direkt die Auslenkung des Folgelagers steuert, können Ingenieure präzise Geschwindigkeits- und Beschleunigungskurven entwerfen. Untersuchungen bestätigen, dass die Gestaltung des Nockenprofils den Bewegungsweg, die Geschwindigkeit und die Positionierungsgenauigkeit des Folgelagers bestimmt.
- Glatte Übergänge: Die kreisförmige Art des Rotationsmechanismus führt zu einem schrittweisen Eingriff und Auskuppeln, wodurch Stoßbelastungen auf die Werkzeugkomponenten reduziert werden.
Denken Sie an die Konstruktionsprinzipien symmetrischer Nockenwellen, angewendet auf Werkzeugoperationen. Genau wie Automobil-Nockenwellen präzise geschliffene Nocken für eine optimale Ventilsteuerung benötigen, erfordern Rotationsschaltungen in Stanzwerkzeugen ebenso genaue Profilierungen für eine gleichbleibende Teilequalität.
Wo Rotationsschaltungen in Werkzeugoperationen überzeugen
Rotationsschaltungen zeichnen sich besonders in Anwendungen aus, bei denen beengte Platzverhältnisse mit hohen Zyklenzahlen kombiniert werden. Progressivwerkzeuge sind ihr natürliches Einsatzgebiet. Laut einer Branchenanalyse von The Fabricator beeinflusst bei der Verwendung von Nocken zum Umformen oder Stanzen in progressiven Werkzeugen die Konfiguration von Nocken und Antrieb maßgeblich die Werkzeuganordnung. Rotationsschaltungen benötigen oft weniger Bauraum als alternative Ausführungen und schaffen so wertvollen Platz für zusätzliche Umformstationen.
Betrachten Sie diese typischen Anwendungen von Rotationsschaltungen:
- Hochgeschwindigkeits-Progressivwerkzeuge: Bei Zykluszahlen über 60 Hub pro Minute, wo eine konsistente Schaltbewegung zeitbedingte Fehler verhindert
- Kompakte Werkzeugkonfigurationen: Wenn mehrere Nockenoperationen innerhalb enger Werkzeuggrenzen untergebracht werden müssen
- Kontinuierliche Produktionsläufe: Operationen, die Millionen von Zyklen mit minimaler Variation der Nockenleistung erfordern
- Präzisionsumformoperationen: Anwendungen, bei denen das gleichmäßige Bewegungsprofil der Drehantriebe Materialrissbildung oder Rückfederung verhindert
Vorteile von Drehnockensystemen
- Platzersparnis: Kompaktes Design ermöglicht die Integration in Werkzeuge mit begrenztem Bauraum
- Konsistente Kraftübertragung: Gleichmäßige Druckanwendung während des gesamten Rotationszyklus verbessert die Teilequalität
- Hochgeschwindigkeitsfähigkeit: Unabhängige Rotation eignet sich für schnelle Zyklen, ohne Genauigkeit einzubüßen
- Schritt für Schritt: Die schrittweise Betätigung der Nockenbahn verringert Stöße und verlängert die Lebensdauer der Komponenten
- Designflexibilität: Individuelle Nockenprofile erfüllen komplexe Bewegungsanforderungen
Nachteile von rotierenden Nockensystemen
- Begrenzte Kraftkapazität: Kann bei Anwendungen mit schwerem Material den Anforderungen an extreme seitliche Kräfte im Vergleich zu Hubnocken nicht gerecht werden
- Wartungszugänglichkeit: Durch die kompakte Integration können Inspektion und Austausch von Komponenten erschwert werden
- Anfängliche Komplexität: Erfordert eine präzise Abstimmung mit dem Pressenzyklus, was zusätzliche Konstruktionsüberlegungen notwendig macht
- Wärmeerzeugung: Die kontinuierliche Rotation bei Hochgeschwindigkeitsanwendungen erfordert leistungsstarke Schmiersysteme, um thermische Aufheizung zu kontrollieren
Die Wechselwirkung zwischen Nockenrad und Folgeelement in rotierenden Systemen profitiert von Fortschritten in der Werkstoffkunde. Moderne Konstruktionen verwenden gehärtete Stahlkomponenten und keramische Beschichtungen, die die Verschleißfestigkeit deutlich verbessern – entscheidend, wenn Ihre Matrize über längere Produktionsphasen hinweg konstante Leistung erbringen muss.
Das Verständnis dieser Drehnocken-Kennzeichen liefert die halbe Vergleichsgrundlage. Doch was passiert, wenn Ihre Anwendung maximale Kraftkapazität und einfachen Wartungszugang erfordert? Hier kommt die Konstruktion der Luftnocken ins Spiel.
Luftnockensysteme für anspruchsvolle Stanzoperationen
Was, wenn Ihr Stanzprozess rohe Kraft statt kompakter Eleganz verlangt? Wenn Drehnocken an ihre Kraftgrenzen stoßen, übernehmen Luftnockensysteme die schwere Arbeit. Diese Mechanismen – manchmal auch als Matrizen-Montage- oder Breitnocken bezeichnet – verfolgen einen grundlegend anderen Ansatz, um die Pressbewegung in horizontale Kraft umzuwandeln.
Stellen Sie sich vor, Sie montieren die gesamte Nockenschubanordnung nicht auf dem unteren, sondern auf dem oberen Matrizenboden. Diese einzige Änderung der Konfiguration erschließt Fähigkeiten, die Drehkonstruktionen in bestimmten Anwendungen schlichtweg nicht erreichen können. Sehen wir uns an, warum Luftnocken die erste Wahl für anspruchsvolle Stanzszenarien sind.
Grundlagen der Luftnocken-Architektur
Das kennzeichnende Merkmal einer Hubrolle liegt in ihrer vertikalen Montagekonfiguration. Im Gegensatz zu Drehrollen, die auf einer unabhängigen Rotation basieren, nutzen Hubrollen den vertikalen Hub des Pressenstößels direkt aus. Die Rollen- und Folgeranordnung bewegt sich während des Presszyklus zusammen mit dem Stößel nach oben und erzeugt so einen einzigartigen mechanischen Vorteil.
So unterscheidet sich diese Bauweise von rotierenden Konstruktionen:
- Oberform-Montage: Die bewegliche Schiebervorrichtung ist an der oberen Formhalterplatte befestigt und bewegt sich bei jedem Hub mit dem Stößel. Dieses rotationsbasierte Bewegungsmuster hält den Mechanismus frei von unteren Formteilen und Transfersystemen.
- Treiberanbindung: Ein stationärer Treiber, der an der unteren Formhalterplatte montiert ist, greift während des Abwärtsstreichs in die Hubrolle ein und wandelt die vertikale Kraft in eine horizontale Schieberbewegung um.
- Hubabhängige Aktivierung: Im Gegensatz zu kontinuierlich rotierenden Systemen werden Hubrollen nur während bestimmter Phasen des Presszyklus aktiviert, wenn der Treiber mit der Rollenfläche in Kontakt kommt.
- Winkelflexibilität: Die erhöhte Montageposition ermöglicht das Bohren und Formen von Löchern praktisch in jedem Winkel – etwas, das bei unten montierten Nockenkonfigurationen eingeschränkt ist.
Stellen Sie es sich so vor: Rotationsschaltungen erzeugen ihre eigene Bewegung unabhängig, während Luftschaltungen die Bewegung direkt von der Presse selbst übernehmen. Dieser Nockenfolger-Mechanismus bedeutet, dass Luftsysteme die volle Presskraft Ihrer Presse für seitliche Operationen nutzen können.
Die exzentrischen Nockenprofile, die in Luftkonstruktionen verwendet werden, weisen oft aggressivere Geometrien auf als ihre rotierenden Gegenstücke. Da die Aktivierung innerhalb eines definierten Hubfensters erfolgt und nicht durch kontinuierliche Rotation, können Ingenieure die Nockenmaschinengeometrie für eine maximale Kraftübertragung während des kritischen Umformabschnitts des Zyklus optimieren.
Wann Aerial Cams Rotary-Optionen übertreffen
Die Luftkameras dominieren Anwendungen, bei denen Brute Force und Zugänglichkeit wichtiger sind als Kompaktheit. Große Übertragungsstücke stellen ihr Hauptgebiet dar. Wenn man schwere Blöcke zwischen Stationen bewegt und eine erhebliche seitliche Kraft für tiefe Formungen oder schweres Durchbohren benötigt, liefern Luftkonfigurationen.
Betrachten wir folgende Szenarien, in denen Luftkameras hervorragend funktionieren:
- Großtransferdüsentäubereiche: Wenn erhebliche seitliche Kräfte dicke Materialien über mehrere Stationen durchdringen, bilden oder schneiden
- Komplexe Formkonfigurationen: Wenn die unteren Werkstücke durch die Geometrie oder die Übertragungsmechanismen verbraucht werden, befreit die Anbringung von Luftkritikflächen
- Bei starken seitlichen Operationen: Anwendungen, bei denen Kraftkapazitäten erforderlich sind, die die typischen Spezifikationen für Drehkolben übersteigen
- Instandhaltungsintensive Umgebungen: Produktionsumgebungen, in denen häufige Inspektionen und der Ersatz von Bauteilen einen einfachen Zugang erfordern
- Variable Durchstanzwinkel: Operationen, die Löcher oder Merkmale in unkonventionellen Winkeln zur Werkzeugebene erfordern
Die Nockenwellenbauweise unterscheidet sich bei diesen Nockentypen erheblich. Während Rotationsysteme einen kontinuierlichen Verschleißschutz über die gesamte Nockenfläche betonen, konzentrieren Luftsysteme den Verschleiß auf bestimmte Kontaktzonen, die nur während aktiver Phasen jedes Zyklus eingreifen. Dieses konzentrierte Kontaktmuster beeinflusst sowohl das ursprüngliche Design als auch die langfristigen Wartungsstrategien.
Vorteile von Luftnockensystemen
- Höhere Kraftkapazität: Nutzt die Presskraft direkt, um maximale horizontale Kraft in anspruchsvollen Anwendungen zu erzeugen
- Bessere Wartungszugänglichkeit: Oberwerkzeugmontage bietet freie Sicht und einfachen Werkzeugzugang für Inspektion, Schmierung und Reparaturen
- Geringere Werkzeugflexibilität: Freed wertvollen Platz auf dem unteren Werkzeugschenkel für komplexe Bauteilgeometrien oder Transfereinrichtungen
- Winkelvielfalt: Ermöglicht das Durchbohren und Formen unter Winkeln, die für tiefer montierte Nockenkonfigurationen unpraktisch sind
- Kompatibilität mit Transfersystemen: Die erhöhte Position verhindert Störungen mit automatisierten Werkstückhandhabungsgeräten
Nachteile von Luftnockensystemen
- Größere Fußfläche: Benötigt mehr vertikalen Freiraum und eine größere Gesamtschablonenhöhe im Vergleich zu kompakten Rotationssystemen
- Hubabhängigkeit: Die Kraftübertragung ist auf bestimmte Abschnitte des Presszyklus begrenzt, im Gegensatz zur kontinuierlichen Rotationsansteuerung
- Gewichtsaspekte: Zusätzliche Masse am oberen Schablonenträger erhöht die Trägheitslasten bei Hochgeschwindigkeitsoperationen
- Zeitliche Einschränkungen: Die Nockenverriegelungsfenster müssen exakt mit dem Pressenhub ausgerichtet sein, was die Konstruktionsflexibilität für bestimmte Anwendungen einschränkt
- Kostenfaktoren: Größere Komponenten und komplexere Montageanforderungen können die anfänglichen Investitionskosten erhöhen
Die Armbewegungsdynamik bei Hubsystemen erzeugt einzigartige Belastungsmuster. Während der Verriegelung wirkt sich konzentrierter Spannung auf die Nockenfläche aus, wenn der Treiber die Schiebeinheit durch ihren horizontalen Hub zwingt. Eine geeignete Werkstoffauswahl und Oberflächenbehandlungen sind entscheidend für die Lebensdauer – besonders in Produktionsumgebungen mit hohen Zyklenzahlen.
Nachdem Sie nun wissen, wie jedes Mechanismus unabhängig voneinander funktioniert, stellt sich die entscheidende Frage: Wie schneiden sie direkt verglichen ab, bezogen auf die Faktoren, die für Ihre spezifische Anwendung am wichtigsten sind?
Direkter Vergleich: Rotary- vs. Aerial-Nocken-Leistung
Sie haben gesehen, wie jeder Mechanismus unabhängig funktioniert. Doch wenn Sie am Konzepttisch sitzen und die Deadline näher rückt, brauchen Sie klare Antworten. Welcher Nockentyp gewinnt bei der Kraftübertragung? Welcher spart Platz ein? Und welcher wird Ihr Wartungsteam Ihnen danken – oder Ihren Namen verfluchen lassen?
Vergleichen wir Rotationsschaltkammern und Auftriebsschaltkammern direkt miteinander in allen Faktoren, die die Leistung und Lebensdauer Ihres Werkzeugs beeinflussen. Keine vagen Verallgemeinerungen – nur praktische Vergleiche, die Sie direkt in Ihrem nächsten Projekt anwenden können.
| Auswahlfaktor | Drehkamm | Aerial Cam | Gewinner je nach Anwendungsfall |
|---|---|---|---|
| Kraftkapazitätsbereich | Mäßig; begrenzt durch Nockenrad- und Lagerauslegung | Hoch; nutzt die volle Presskraft für laterale Kraftübertragung | Auftriebskammer für Dickblech; Rotationsschaltkammer für Standardmaterialien |
| Bewegungsgenauigkeit | Ausgezeichnet; unabhängige Drehbewegung ermöglicht präzise Nockenprofile | Gut; abhängig von der Konsistenz des Presshubes | Rotationsschaltkammer für präzisionskritische Vorgänge |
| Montageplatz | Kompakte Bauform am unteren Matrizensockel | Größerer vertikaler Freiraum; Montage am oberen Werkzeugteil | Rotativ für platzbeschränkte Werkzeuge |
| Wartungshäufigkeit | Mäßig; kontinuierliche Rotation erhöht die Abnutzungsstellen | Geringere Zyklenbelastung; konzentrierte Kontaktzonen | Anwendungsabhängig |
| Wartungszugänglichkeit | Schwierig; kompakte Integration begrenzt den Werkzeugzugang | Ausgezeichneter Zugang; Position am Oberwerkzeug ermöglicht freien Zugriff | Hängend für umfangreiche Wartungsumgebungen |
| Kostenüberlegungen | Geringere Anfangsinvestition; kleinere Komponenten | Höhere Anschaffungskosten; größere Baugruppen und Befestigungselemente | Rotativ für budgetsensible Projekte |
| Ideale Anwendungen | Hochgeschwindigkeits-Progressivwerkzeuge; kontinuierliche Operationen | Große Transferwerkzeuge; schwere Umform- und Stanzvorgänge | Abstimmung auf Werkzeugtyp und Kraftanforderungen |
Vergleich von Kraftkapazität und Geschwindigkeit
An dieser Stelle unterscheiden sich die ingenieurstechnischen Konzepte am deutlichsten. Wenn Sie die Nockentypen wechseln, entscheiden Sie sich im Wesentlichen zwischen zwei unterschiedlichen Strategien zur Kraftgenerierung.
Rotationsnocken erzeugen horizontale Kraft durch ihren mechanischen Vorteil – das Nockenprofil, die Lagerbelastbarkeit und der Antriebsmechanismus tragen alle zur maximalen Kraftentfaltung bei. Dieser eigenständige Ansatz funktioniert hervorragend bei Standard-Materialdicken und mittleren Umformkräften. Allerdings stößt die Kraftkapazität der Rotationsnockinge aufgrund der Baugröße an ihre Grenzen. In dieses kompakte Gehäuse kann nur eine begrenzte Leistungsfähigkeit eingebaut werden.
Die Kameras spielen ein ganz anderes Spiel. Durch die Montage auf der oberen Würfel und die Verbindung mit einem unteren Treiber werden Teile der vertikalen Tragfähigkeit der Presse direkt in horizontale Kraft umgewandelt. Eine 600 Tonnen schwere Presse kann wesentlich mehr seitliche Muskeln durch eine Luftkonfiguration liefern als jedes ähnlich große Drehsystem. Wenn Ihr Kammdiagramm schweres Piercing oder tiefe Zugoperationen zeigt, wird dieser Kraftvorteil entscheidend.
Die Geschwindigkeitsüberlegungen fügen diesem Vergleich eine weitere Schicht hinzu:
- Rotationsvorteil: Unabhängige Drehung bedeutet, dass die Kamera-Aktion nicht an die Druckgeschwindigkeit gebunden ist. Sie können die Kammstimming unabhängig von der Schlaggeschwindigkeit fein einstellen, wodurch Drehsysteme ideal für Hochgeschwindigkeits-Progressive-Operationen mit mehr als 60 Schlägen pro Minute geeignet sind.
- Luftbeschränkung: Da die Aktivierung vom Druckdruck abhängt, müssen die Antennenkameras ihre gesamte Fahrt innerhalb eines bestimmten Teils jedes Zyklus absolvieren. Bei sehr hohen Geschwindigkeiten schrumpft dieses Zeitfenster und begrenzt möglicherweise die Zeit der Kraftanwendung.
- Hybride Gegenleistung: Einige Operationen profitieren von der Nutzung beider Typen – Dreinocken für schnelle, leichtere Vorgänge und Aufzugnocken für schwere Umformstationen innerhalb desselben Werkzeugs.
Die Nockenwellen-Hebelmechanik jedes Systems spiegelt diese grundlegenden Unterschiede wider. Drehende Systeme halten während des Betriebs eine konstante Winkelgeschwindigkeit aufrecht, während Aufzugsysteme Beschleunigung und Verzögerung erfahren, die an die Kinematik der Presse gebunden sind.
Installations- und Raumforderungen
Der verfügbare Platz in Ihrem Werkzeug ist kostbar. Jeder Quadratzentimeter, der von Nockenmechanismen belegt wird, steht nicht mehr für Umformstationen, Führungsstifte oder Bauteilgeometrie zur Verfügung. Das Verständnis, wie sich Montageunterschiede auf die Gestaltungsfreiheit auswirken, kann über den Erfolg komplexer Werkzeugprojekte entscheiden.
Drehklinken bewähren sich in beengten Platzverhältnissen. Durch ihre niedrigere Halterung im Werkzeug und kompakten Bauform können sie in fortlaufende Werkzeuge integriert werden, in denen mehrere Klinkenoperationen nebeneinander existieren müssen. Bei der Betrachtung eines Nockenwellendiagramms für Drehinstallationen fällt auf, dass die Mechanik innerhalb eines relativ kleinen Bauraums bleibt – oft entscheidend, wenn das Bandlayout eine maximale Stationendichte erfordert.
Hängende Klinken benötigen mehr vertikalen Freiraum, bieten aber einen von vielen Konstrukteuren übersehenen Vorteil: Sie halten den unteren Werkzeugsockel vollständig frei. Berücksichtigen Sie folgende Auswirkungen bei der Montage:
- Kompatibilität mit Transferwerkzeugen: Die hängende Montage vermeidet Kollisionen mit Transferfingern und automatisierten Handhabungsgeräten, die den unteren Werkzeugraum beanspruchen.
- Freiheit in der Bauteilgeometrie: Komplexe Umformungen an der Unterseite des Werkzeugs stehen nicht in Konkurrenz zu den Anforderungen der Klinkenmontage.
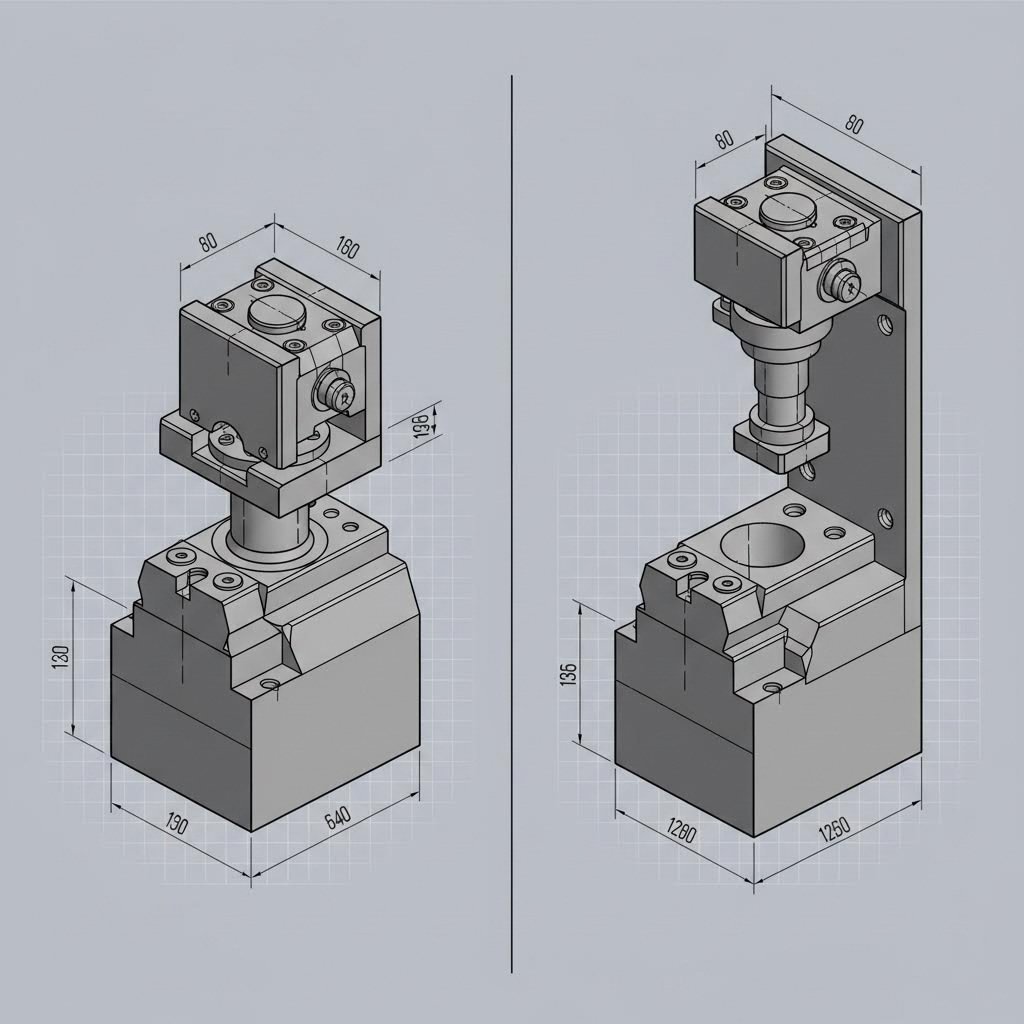
- Auswirkung auf die Werkzeughöhe: Rechnen Sie mit einer um 15–25 % höheren Schließhöhe, um die hängenden Baugruppen unterzubringen – prüfen Sie vorab Ihre Pressenspezifikationen.
- Gewichtsverteilung: Die obere Werkzeugmasse nimmt mit Luftbetätigungen zu, was die Balance beeinträchtigt und möglicherweise eine Anpassung der Gegengewichte erforderlich macht.
Die Entscheidung für einen Wechsel der Betätigung hängt oft von diesem räumlichen Kompromiss ab. Benötigen Sie mehr Flexibilität beim unteren Werkzeug auf Kosten des vertikalen Freiraums? Oder müssen Sie die Schließhöhe minimieren und dabei Einschränkungen beim unteren Werkzeug in Kauf nehmen? Ihre spezifischen Presseneigenschaften und Bauteilanforderungen beantworten diese Frage.
Ein Faktor, der Konstrukteure oft überrascht: Luftbetätigungen können die Werkzeugkonstruktion tatsächlich vereinfachen, obwohl sie einen größeren Gesamtbau Raum benötigen. Wenn die Komplexität des unteren Werkzeugs bereits hoch ist – etwa bei Mehrstationen-Transferwerkzeugen mit komplexer Teilenestung – eliminiert die nach oben verlegte Anordnung der Betätigungsmechanismen Integrationsprobleme, die andernfalls umfangreiche konstruktive Umwege erfordern würden.
Mit diesen direkten Vergleichen könnte man meinen, die Auswahl sei einfach. Doch erfahrene Werkzeugkonstrukteure wissen, dass das Übersehen bestimmter Faktoren zu kostspieligen Ausfällen führt. Untersuchen wir die entscheidenden Fehler, die Nocken vorzeitig zerstören – und wie man sie vermeiden kann.
Kritische Fehler bei der Nockenauswahl und wie man sie vermeidet
Sie haben die Spezifikationen analysiert. Sie haben die Kraftkapazitäten verglichen. Sie haben sogar Nockenwellendiagramme durchgesehen, bis Ihre Augen müde wurden. Doch irgendwie versagt Ihre Nockenmechanik sechs Monate nach Produktionsstart katastrophal. Was ist schiefgelaufen?
Der Unterschied zwischen einem Nocken, der Millionen von Zyklen hält, und einem, der Ihr Werkzeug zerstört, liegt oft bei vermeidbaren Auswahlfehlern. Um zu verstehen, was richtig verblockt ist – und was nicht –, muss man aus den kostspieligen Fehlern lernen, die andere bereits gemacht haben.
Übersehen der Kraftanforderungen unter Last
Hier liegt die Falle, in die die meisten Konstrukteure tappen: Sie berechnen die Kraftanforderungen basierend auf idealen Bedingungen. Sauberes Material. Perfekte Schmierung. Umgebungstemperatur. Doch Ihre Produktionsfläche arbeitet nicht unter Laborbedingungen.
Wenn die Materialstärke an der oberen Toleranzgrenze liegt, wenn der Schmierfilm bei langen Läufen versagt, wenn die Werkzeugform nach Tausenden von Zyklen heiß wird – dann steigen die Kontaktkräfte an der Nocke stark an. Jene Rotationsschubnocke, die für 15 Tonnen ausgelegt ist, steht plötzlich einer seitlichen Widerstandskraft von 22 Tonnen gegenüber. Die Definition von „ausreichend“ ändert sich für Nockenmechanismen unter realen Bedingungen sehr schnell.
Berücksichtigen Sie diese kraftbedingten Ausfallszenarien:
- Unterschätzung des Materialfederns: Hochfeste Stähle erzeugen deutlich höhere Rückstellkräfte als Baustahl und überlasten Nockenmechanismen, die für weichere Materialien dimensioniert sind
- Akkumulierte Toleranzsummation: Mehrere Umformstationen tragen jeweils Widerstand bei; die letzte Nockenoperation muss die kumulierte Last aufnehmen
- Druck durch Taktgeschwindigkeit: Höhere Geschwindigkeiten verkürzen den Zeitraum für die Kraftübertragung, wodurch größere Momentanlasten erforderlich sind, um Vorgänge abzuschließen
Die Lösung? Dimensionieren Sie Ihre Nocke für 125–150 % der berechneten Maximalkraft. Dieser Sicherheitspuffer berücksichtigt reale Schwankungen, ohne eine komplette Neukonstruktion zu erfordern, wenn sich Bedingungen ändern.
Wartungszugang bei der Matrizenkonstruktion außer Acht lassen
Diese äußerst kompakte rotierende Nockeninstallation sieht auf dem Papier hervorragend aus. Dann muss Ihr Wartungstechniker jedoch eine abgenutzte Zentrier-Nockenkomponente ersetzen – und stellt fest, dass der einzige Zugang darin besteht, die Hälfte der Matrize zu entfernen.
Die Zugänglichkeit für Wartungszwecke ist kein luxuriöser Zusatz, sondern eine zwingende Voraussetzung für die Produktionssicherheit. Jede Stunde, die damit verbracht wird, umgebende Bauteile zu demontieren, um an ein Nockensystem heranzukommen, bedeutet eine Stunde Produktionsausfall. Multiplizieren Sie dies mit der Wartungshäufigkeit, die Ihr Produktionsvolumen erfordert, und die scheinbare „Platzersparnis“ wird zur teuersten Entscheidung, die Sie getroffen haben.
Intelligente Werkzeugkonstrukteure integrieren von Anfang an Wartungsfenster in ihre Layouts. Sie positionieren kritische Verschleißteile – Kurvenrollen, Führungsflächen, Schmierstellen – so, dass Techniker ohne umfangreiche Demontage darauf zugreifen können. Bei der Auswahl zwischen Drehkurve und Flugkurve entscheidet oftmals dieser Zugänglichkeitsaspekt zugunsten der Flugkurve, trotz ihres größeren Platzbedarfs.
Die fünf häufigsten Fehler bei der Kurvenauswahl
Neben Kraft- und Zugriffserwägungen führen diese Fehler regelmäßig zu vorzeitigem Ausfall der Kurven und Produktionseinbrüchen:
- Auswahl basierend auf Anschaffungskosten statt Lebenszykluskosten: Eine günstigere Kurve, die alle 500.000 Zyklen ausgetauscht werden muss, verursacht weitaus höhere Kosten als ein hochwertiges Modell mit einer Lebensdauer von 2 Millionen Zyklen. Berücksichtigen Sie Stillstandszeiten, Arbeitsaufwand und Ersatzteile bei der Berechnung der tatsächlichen Kosten. Was bedeutet „verkammt“ für Ihr Budget über fünf Jahre – nicht über fünf Monate?
- Unterschätzung der Auswirkungen thermischer Ausdehnung: Die Temperaturen können bei längeren Produktionsläufen 150 °F überschreiten. Stahl dehnt sich etwa um 0,0065 Zoll pro Zoll pro 100 °F aus. Bei Nockenwellen mit engen Toleranzen führt diese Ausdehnung zu Verklemmungen, Kaltverschweißungen und katastrophalem Blockieren. Die Konstruktionsmaße müssen auf die Betriebstemperatur ausgelegt sein – nicht auf die Umgebungsbedingungen in der Werkstatt.
- Vernachlässigung der Anforderungen an das Schmiersystem: Drehende Nocken benötigen eine kontinuierliche Schmierung; für Aerial-Nocken ist eine gezielte Schmierung an den Kontaktpunkten der Nocken erforderlich. Nicht passende Schmierstrategien beschleunigen den Verschleiß exponentiell. Geben Sie während der Konstruktionsphase Art, Häufigkeit und Auftragungsmethode der Schmierung vor.
- Keine Überprüfung der Bewegungsprofile unter Last: Eine Nocke, die sich bei Tests am Prüfstand reibungslos bewegt, kann unter produktionsnahen Kräften ein Stick-Slip-Verhalten zeigen. Testen Sie die Nockenbetätigung stets mit repräsentativen Umformkräften, bevor Sie die Serienwerkzeuge fertigen lassen. Diese Validierung deckt Probleme mit Toleranzen, unzureichendem Antriebsgriff und unerwarteter Verformung auf.
- Zeitliche Beziehung zum Pressenzyklus wird ignoriert: Hubrollen müssen ihre gesamte Bewegung innerhalb eines definierten Hubfensters abschließen. Drehrollen erfordern eine Synchronisation mit der Bauteilpositionierung. Zeitliche Fehler führen zu unvollständigen Vorgängen, Werkzeugzusammenstößen und Bauteilfehlern. Erstellen Sie eine zeitliche Abbildung der Rollensteuerung über den gesamten Pressenzyklus – einschließlich Stillstandszeiten – bevor Sie die Antriebspositionen endgültig festlegen.
Vermeidung dieser Fehler durch ordnungsgemäße Verfahren
Vorbeugen ist immer besser als reparieren. Setzen Sie diese Spezifikations- und Prüfverfahren um, um Probleme zu erkennen, bevor sie Ihre Produktionsfläche erreichen:
- Durchführung einer dynamischen Kraftanalyse: Verwenden Sie CAE-Simulationen, um die Kräfte an den Rollen unter ungünstigsten Material- und Temperaturbedingungen zu modellieren – nicht nur unter Nennbedingungen
- Wartungssimulationsbaugruppen erstellen: Bevor Sie das Werkzeugdesign finalisieren, überprüfen Sie physisch, ob Techniker mit Standardwerkzeugen Zugang zu allen verschleißanfälligen Rollenkomponenten haben
- Thermischen Betriebsbereich spezifizieren: Dokumentieren Sie den erwarteten Temperaturanstieg der Matrize und überprüfen Sie, ob die Nockenabstände eine Ausdehnung bei maximaler Betriebstemperatur zulassen
- Geforderte Zyklenprüfung unter Last: Vorschreiben der Nockenmechanismus-Prüfung unter 80–100 % der konstruktiven Belastung vor der Freigabe der Matrize
- Dokumentation der Zeitfenster: Erstellen detaillierter Zeitdiagramme, die den Nockeneingriff in Bezug auf Pressenposition, Transfertiming und Teileposition anzeigen
Die Bedeutung von Erfolg bei Nockenanwendungen in der Matrizenfertigung liegt nicht nur darin, den richtigen Nockentyp auszuwählen. Es geht darum, die Auswahlentscheidungen mit der erforderlichen Genauigkeit umzusetzen, die diese Präzisionskomponenten verlangen.
Nachdem Sie nun wissen, welche Fallstricke zu vermeiden sind, wird die Frage spezifischer: Welcher Nockentyp passt zu Ihrer jeweiligen Matrizenanwendung? Lassen Sie uns Nockenmechanismen bestimmten Matrizentypen und Produktionsszenarien zuordnen.
Zuordnung von Nockentypen zu Ihren spezifischen Matrizenanwendungen
Sie haben die Kraftkapazitäten verglichen, die Platzanforderungen analysiert und die Ausfallmodi untersucht. Doch hier ist die praktische Frage, die Ihnen nachts keine Ruhe lässt: Welcher Nockenmechanismus gehört in Ihre spezifische Matrize?
Die Antwort hängt vollständig von Ihrer Anwendung ab. Eine Nockenauswahl, die in einer Hochgeschwindigkeits-Progressivmatrize hervorragend funktioniert, könnte bei einer großen Transferoperation katastrophal versagen. Lassen Sie uns Nockentypen spezifischen Matrizenanwendungen zuordnen, damit Sie fundierte Entscheidungen für Ihr nächstes Projekt treffen können.
Beste Nockenauswahl nach Matrizentyp
Unterschiedliche Matrizenkonfigurationen stellen grundlegend unterschiedliche Anforderungen an Nockenmechanismen. Die folgende Tabelle enthält direkte Empfehlungen basierend auf dem Matrizentyp, wobei die optimale Wahl für jedes Szenario hervorgehoben ist:
| Würfel-Typ | Optimale Nockenauswahl | Alternative Option | Wesentliche Auswahlbegründung |
|---|---|---|---|
| Progressive Stempel | Drehkamm | Aerial (nur Dickblech) | Kompakte Bauform maximiert die Stationendichte; kontinuierliche Rotation entspricht den Anforderungen bei Hochgeschwindigkeitszyklen |
| Transportstempel | Aerial Cam | Rotary (leichte Operationen) | Die oberseitige Montage eliminiert Störungen durch Transferringer; eine höhere Kraftkapazität bewältigt schwere Rohlinge |
| Compound dies | Drehkamm | Oberseitig (komplexe Geometrie) | Platzsparende Bauweise ist bei Einzelstationen entscheidend; gleichmäßige Bewegung verhindert Materialverformung |
| Tandemlinien-Werkzeuge | Aerial Cam | Hybrider Ansatz | Kraftanforderungen überschreiten typischerweise die Kapazität von Drehverbindungen; Wartungszugang ist entscheidend für die Verfügbarkeit der Linie |
| Spezial-/Prototypen-Werkzeuge | Anwendungsabhängig | Fallweise Bewertung erforderlich | Ungewöhnliche Geometrien oder Winkelbedingungen können oberseitige Lösungen begünstigen; Mengenbeschränkungen können rotatorische Lösungen begünstigen |
Beachten Sie, wie fortgeschrittene und kombinierte Werkzeuge rotatorische Mechanismen bevorzugen, während Transferwerkzeuge und Tandembetrieb eher zu oberseitigen Konfigurationen neigen. Dieses Muster spiegelt den grundlegenden Kompromiss zwischen Kompaktheit und Kraftkapazität wider, der die Entscheidung zwischen Drehkurve und oberseitiger Kurve bestimmt.
Berücksichtigen Sie die Anforderungen an die Nockenwellenlager bei jedem Szenario. Progressive Matrizen durchlaufen rasch Millionen von Hubzahlen und erfordern verschleißfeste Nockenwellenlager, die unter kontinuierlicher Drehung ihre Präzision beibehalten. Transfermatrizen arbeiten mit geringeren Geschwindigkeiten, benötigen aber Nockenwellenlager, die konzentrierten Belastungen während schwerer Umformvorgänge standhalten können.
Produktionsvolumen-Überlegungen
Ihr jährliches Produktionsvolumen beeinflusst die Auswahl der Nocken erheblich – manchmal sogar stärker als die oben genannten Empfehlungen basierend auf dem Matrizentyp. So verändert sich die Gleichung je nach Volumen:
- Geringes Volumen (unter 50.000 Teile jährlich): Die Anschaffungskosten sind wichtiger als die Haltbarkeit über den Lebenszyklus. Drehtrommel-Nocken liegen oft preislich günstiger, und ihre etwas häufigeren Wartungsintervalle bleiben bei begrenzten Produktionsstunden überschaubar.
- Mittleres Volumen (50.000–500.000 Teile jährlich): Die Balance wird entscheidend. Bewerten Sie die Gesamtbetriebskosten, einschließlich Stillstandszeiten, Ersatzteile und Wartungsaufwand. Je nach spezifischen Anforderungen kann jeder Nockentyp überzeugen.
- Hohe Stückzahl (über 500.000 Teile jährlich): Haltbarkeit und Wartungszugänglichkeit bestimmen die Entscheidungsfindung maßgeblich. Eine Zylinder-Nockenkonfiguration mit hochwertigen Materialien kann zunächst 40 % teurer sein, bietet jedoch eine um 300 % längere Lebensdauer – bei hohen Stückzahlen ein klarer Vorteil.
Die Materialdicke stellt eine weitere Variable in dieser Gleichung dar. Dünne Materialien unter 1,5 mm belasten Nockenmechanismen selten an ihre Grenzen, wodurch Rotationssysteme in den meisten Anwendungen geeignet sind. Dickblechmaterialien über 3 mm erzeugen deutlich höhere Umformkräfte, die oft die praktische Kapazität von Rotationsnocken überschreiten und daher Luftsysteme begünstigen.
Auch die Bauteilkomplexität spielt eine Rolle. Einfache Stanz- und Lochoperationen weisen während des gesamten Nockenhubs vorhersehbare Kraftverläufe auf. Komplexe Umformungen mit mehreren Biegungen, Tiefziehungen oder progressivem Materialfluss erzeugen Kraftspitzen, die die nominalen Berechnungen um 30–50 % überschreiten können. Wenn Ihre Anforderungen an die Nockentechnik komplexe Geometrien beinhalten, dimensionieren Sie den Mechanismus für Spitzendruckkräfte – nicht für Durchschnittslasten.
Hybride Ansätze: Beide Nockentypen verwenden
Wer sagt, dass man sich nur für eine Variante entscheiden muss? Erfahrene Werkzeugkonstrukteure setzen häufig hybride Konfigurationen ein, die innerhalb eines einzigen Werkzeugs die Vorteile beider Nockentypen kombinieren.
Stellen Sie sich ein großes Progressivwerkzeug vor, das komplexe Fahrzeughalterungen herstellt. In den frühen Stationen erfolgen leichte Stanz- und Kerboperationen – ideal für kompakte Drehnocken, die die Flexibilität des Bandlayouts bewahren. Spätere Stationen führen schwere Umformprozesse durch, die erhebliche seitliche Kräfte erfordern. Ein Obernocken übernimmt diese anspruchsvollen Aufgaben, während die Drehnocken weiterhin ihre präzisen Arbeiten in den vorgelagerten Stationen verrichten.
Dieser hybride Ansatz eignet sich besonders gut, wenn:
- Die Kraftanforderungen zwischen den Stationen stark variieren: Leichte Operationen erhalten Drehnocken; schwere Operationen erhalten Obernocken
- Platzbeschränkungen in bestimmten Bereichen des Werkzeugs bestehen: Drehnocken dort einsetzen, wo der Bauraum begrenzt ist; auf Obernocken umstellen, wo ausreichend Freiraum vorhanden ist
- Die Wartungsintervalle je nach Operation unterschiedlich sind: Positionieren Sie Hubrollen dort, wo häufiger Zugang erforderlich ist; Drehrollen dort, wo der Zugang weniger kritisch ist
- Zeitvorgaben stehen im Konflikt: Unabhängige Drehverstellung kann Vorgänge ausführen, die nicht in das hubrollenabhängige Zeitfenster passen
Stellen Sie sich hybride Konfigurationen als mechanisches Äquivalent einer Automaten-Nockenwelle vor – mehrere Nockenmechanismen, die synchronisiert nacheinander ablaufen und jeweils für ihre spezifische Funktion innerhalb des Gesamtsystems optimiert sind. Der Nockenmotor, der einen Drehmechanismus antreibt, arbeitet unabhängig, während Hubrollen mit der Pressenbewegung synchronisiert sind und so komplementäre Fähigkeiten schaffen.
Spiralnocken-Varianten erweitern hybride Strategien um eine weitere Dimension. Wenn Ihre Anwendung schräge Bewegungspfade erfordert, die weder herkömmliche Dreh- noch Hubkonfigurationen effizient bewältigen können, ermöglichen Spiralprofile diagonale oder spiralförmige Bewegungen innerhalb derselben Werkzeugbaugruppe.
Der Schlüssel zur erfolgreichen Hybrid-Einführung liegt in einer klaren Dokumentation. Zeichnen Sie die Zeit, die Kraft und den Wartungsplan jedes Kammechanismus. Wenn mehrere Kammtypen in Abfolge betrieben werden, können sich in einem der Fehler in einem Stück in gesamte Ausfälle verwandeln.
Mit diesen anwendungsspezifischen Empfehlungen sind Sie bereit, fundierte Entscheidungen für Ihre spezifischen Anforderungen zu treffen. Aber wie synthetisiert man all diese Informationen zu einem praktischen Auswahlverfahren?
Abschlussempfehlungen für die optimale Auswahl der Kammen
Sie haben die Kraftkapazitäten analysiert, Installationsspuren verglichen, Ausfallmodi untersucht und Kamentypen mit bestimmten Werkzeuganwendungen abgestimmt. Jetzt ist es Zeit, alles in einen Entscheidungsrahmen zu synthetisieren, den Sie sofort anwenden können. Keine Zweitvermutungen mehr, nur klare Kriterien, die Sie zur richtigen Wahl zwischen Dreh- und Luftaufnahme für Ihre spezifische Operation führen.
Das Ziel besteht nicht darin, den universell „besten“ Nockenantrieb zu finden. Es geht darum, das richtige Werkzeug an Ihre individuellen Produktionsanforderungen anzupassen. So treffen Sie diese Auswahl mit Sicherheit.
Ihr Entscheidungs-Checkliste
Wenn Sie Nockenantriebe für Ihr nächstes Werkzeugprojekt bewerten, arbeiten Sie dieses Entscheidungsgerüst systematisch durch. Jedes Kriterium führt zu einer spezifischen Empfehlung, basierend auf Ihren Anwendungsschwerpunkten:
Wählen Sie einen Dreh-Nockenantrieb, wenn:
- Platz die Hauptbeschränkung ist: Progressive Werkzeuge mit engem Stationsabstand, kompakten Werkzeugabmessungen oder begrenztem vertikalen Freiraum bevorzugen Drehmechanismen, die sich integrieren lassen, ohne wertvollen Platz einzunehmen
- Kontinuierliche Bewegung unerlässlich ist: Hochgeschwindigkeitsanwendungen mit mehr als 60 Hüben pro Minute profitieren von Dreh-Nockenschaltern, die eine unabhängige Taktabgabe unabhängig von der Pressengeschwindigkeit gewährleisten
- Präzise Bewegungsprofile wichtig sind: Anwendungen, die sanfte Beschleunigungskurven, präzise Geschwindigkeitsregelung oder schrittweises Eingreifen zur Vermeidung von Materialfehlern erfordern
- Budgetbeschränkungen die Entscheidungen beeinflussen: Geringere Anfangsinvestitionen machen Rotationsscheiben für Prototypwerkzeuge, Kleinserienfertigung oder kostensensible Projekte attraktiv
- Standardmaterialdicken dominieren: Dünne bis mittlere Blechdicken unter 2,5 mm überschreiten selten die Kraftkapazitätsgrenzen von Rotationssystemen
Wählen Sie Aerial Cam, wenn:
- Maximale Kraft nicht verhandelbar ist: Durchmesserstanzung bei Dickblech, Tiefziehen oder hochfeste Werkstoffe, die seitliche Kräfte erfordern, die die Spezifikationen des Rotationssystems übersteigen
- Einfacher Wartungszugang Priorität hat: Hochdurchsatz-Fertigungsumgebungen, in denen Ausfallkosten einen schnellen Zugriff zur Inspektion, Schmierung und Komponentenersetzung ohne umfangreiche Demontage des Werkzeugs erfordern
- Weniger Platz im unteren Werkzeug genutzt wird: Transferwerkzeug-Konfigurationen, komplexe Bauteilgeometrien oder automatisierte Handhabungssysteme, die die untere Werkzeugplatte belegen
- Winkeloperationen sind erforderlich: Stanzen oder Umformen in unkonventionellen Winkeln zur Matrizenoberfläche – Kamerstöpsel-Konfigurationen und schräge Schieber profitieren von einer oberseitigen Anordnung
- Der Freiraum für Transferfinger ist entscheidend: Operationen, bei denen unten montierte Mechanismen die automatisierte Werkstückhandhabung beeinträchtigen würden
Ziehen Sie hybride Ansätze in Betracht, wenn:
- Die Kraftanforderungen zwischen den Matrizenstationen erheblich variieren
- Einige Operationen präzise Abstimmung erfordern, während andere rohe Kraft benötigen
- Platzbeschränkungen in bestimmten Bereichen bestehen, jedoch nicht im gesamten Werkzeug
- Gemischte Wartungspläne unterschiedliche Zugänglichkeit je Station begünstigen
Wählen Sie Ihre Kamerausführung entsprechend den Anwendungsanforderungen – nicht nach Gewohnheit, Markenpräferenz oder allein nach Anschaffungskosten. Der richtige Mechanismus für Ihre spezifische Operation ermöglicht Millionen von störungsfreien Zyklen.
Zusammenarbeit mit dem richtigen Werkzeughersteller
Auch bei einem klaren Entscheidungsrahmen erfordert die Optimierung der Nockenkonstruktion Fachkenntnisse, die über die Auswahl des Mechanismus hinausgehen. Die Geometrie Ihrer Nocken-Steckverbindung, das zeitliche Zusammenspiel mit der Pressenkinematik sowie das thermische Verhalten unter Produktionslasten erfordern allesamt eine ingenieurtechnische Analyse, die manuelle Berechnungen nicht leisten können.
An dieser Stelle bieten präzise Stanzwerkzeughersteller mit fortschrittlichen CAE-Simulationsfähigkeiten einen außergewöhnlichen Mehrwert. Anstatt Testwerkzeuge zu bauen und Probleme erst beim Abformversuch zu entdecken, ermöglicht ein simulationsgestütztes Design, Toleranzprobleme, Kraftfehler und zeitliche Unstimmigkeiten bereits vor dem ersten Stahlbearbeitungsschritt zu erkennen. Das Ergebnis? Weniger Versuch-und-Irrtum-Phasen und deutlich höhere Erfolgsraten beim ersten Freigabedurchlauf.
Berücksichtigen Sie, was eine robuste Konstruktion von Nockendreh- und Nockenauslegermechanismen erfordert:
- Dynamische Kraftmodellierung: Vorhersage der tatsächlichen Nockenbelastungen unter ungünstigsten Material- und Temperaturbedingungen – nicht nur nominelle Berechnungen
- Validierung des Bewegungsprofils: Sicherstellen, dass theoretische Wegkurven sich in der Praxis ohne Stick-Slip-Verhalten in eine reale Leistung umsetzen lassen
- Thermische Dehnungsanalyse: Sicherstellen, dass Nockenabstände die Betriebstemperaturerhöhung aufnehmen können, ohne Verklemmung oder übermäßiges Spiel
- Interferenzprüfung: Überprüfung, dass Nockenmechanismen während des gesamten Presszyklus alle Werkzeugkomponenten freigeben
Speziell für Automobilanwendungen ist die IATF 16949-Zertifizierung entscheidend. Diese Qualitätsmanagementnorm stellt sicher, dass Ihr Werkzeuglieferant die Prozesskontrollen, Dokumentation und Systeme zur kontinuierlichen Verbesserung einhält, die die Qualitätssicherungsabteilungen der OEMs verlangen. Wenn Ihre gestanzten Bauteile in sicherheitskritische Baugruppen eingehen, reduzieren zertifizierte Lieferanten den Audit-Aufwand und beschleunigen die Freigabe von Programmen.
Fragen Sie sich, was ein Drehsperrwerk im Kontext von Nockensteuerungen ist oder wie fortschrittliche Simulation sowohl Drehnockenschalter als auch Hubkonfigurationen optimiert? Die Antwort liegt darin, mit Ingenieurteams zusammenzuarbeiten, die sowohl die theoretischen Prinzipien als auch die praktischen Realitäten der Präzisionsformenfertigung auf der Werksebene verstehen.
Wenn Sie bereit sind, von der Auswahl der Nocken zur produktionsreifen Ausrüstung überzugehen, erkunden Sie umfassende Spritzgussform-Konstruktions- und Fertigungskompetenz die CAE-Simulation, qualitätsgeprüfte Systeme nach IATF 16949 und ingenieurtechnisches Know-how kombinieren, das 93 % Erstprüfabnahmequoten erreicht. Der richtige Fertigungspartner verwandelt Ihre Auswahl des Nockenmechanismus in Werkzeuge, die ab dem ersten Tag fehlerfrei funktionieren.
Häufig gestellte Fragen zu Dreh- und Hubnocken
1. Was ist ein Drehnocken?
Eine Drehkurve ist ein Mechanismus, der durch ein präzise konstruiertes Nockenprofil eine Kreisbewegung in eine lineare Bewegung umwandelt. Bei Stanzwerkzeugen arbeiten Drehnocken unabhängig vom Pressenhub und nutzen einen eigenen rotierenden Motor, um die Nockenbetätigung anzutreiben. Dadurch eignen sie sich ideal für Hochgeschwindigkeits-Progressivwerkzeuge, bei denen eine kontinuierliche, gleichmäßige Bewegung erforderlich ist. Ihre kompakte Bauweise ermöglicht die Integration in platzsparende Werkzeugkonfigurationen, während sie über den gesamten Rotationszyklus eine gleichmäßige Kraftübertragung gewährleisten.
2. Was ist ein rotierender Nocken?
Eine drehende Nocke ist ein mechanisches Bauteil, das eine Drehbewegung in eine gesteuerte lineare Bewegung umwandelt. Die konturierte Oberfläche der Nocke – auch Nockennocke genannt – berührt einen Folgemechanismus und drückt ihn entlang eines vorgegebenen Pfads. Bei Umformvorgängen ermöglichen drehende Nocken eine präzise Steuerung von Geschwindigkeit und Beschleunigung, wodurch sie sich für Fertigungsprozesse eignen, bei denen gleichmäßige Übergänge Materialfehler vermeiden. Ihre vorhersehbaren Bewegungsprofile helfen Ingenieuren, über Millionen von Produktionszyklen hinweg eine konsistente Teilequalität zu erreichen.
3. Was passiert, wenn sich eine Nocke dreht?
Wenn eine Nockenwelle rotiert, greift ihre speziell geformte Nockenfläche mit einem Folgeelement zusammen und wandelt die Kreisbewegung in eine hin- und herbewegte lineare Bewegung um. Diese mechanische Umwandlung ermöglicht es der Nocke, eine Schlittenanordnung horizontal zu bewegen, während sich die Nocke selbst weiterhin dreht. Die Geometrie des Nockenprofils bestimmt direkt die Weg-, Geschwindigkeits- und Beschleunigungseigenschaften der Bewegung des Folgeelements – wodurch eine präzise Steuerung von Umform-, Stanz- und Schneidvorgängen in Stanzwerkzeugen ermöglicht wird.
4. Wann sollte ich eine Fliegernocke anstelle einer Drehnocke wählen?
Wählen Sie eine Oberwalzen-Nockenwelle, wenn Ihre Anwendung eine maximale laterale Kraftkapazität, einfachen Wartungszugang oder keine Einschränkungen durch begrenzten Platz im unteren Werkzeugteil erfordert. Oberwalzen-Nockenwellen werden am oberen Werkzeugschuh montiert und nutzen die Presskraft direkt für das Durchlöchern von dickem Material und Tiefziehoperationen. Sie zeichnen sich in großen Transferwerkzeugen aus, bei denen automatisierte Handhabungssysteme den Raum im unteren Werkzeugteil belegen, und ihre oberseitige Montage ermöglicht einen freien Zugang zur Inspektion und zum Austausch von Komponenten, ohne dass das Werkzeug großflächig demontiert werden muss.
5. Kann ich sowohl Dreh- als auch Oberwalzen-Nockenwellen im selben Werkzeug verwenden?
Ja, hybride Konfigurationen, die beide Nockentypen kombinieren, liefern oft optimale Ergebnisse. Erfahrene Werkzeugkonstrukteure setzen Rotary-Nocken für leichtere, hochgeschwindigkeitsfähige Operationen mit präziser Taktsynchronisation ein, während sie Luftnocken für schwere Umformstationen mit maximalem Kraftbedarf reservieren. Dieser Ansatz eignet sich besonders gut, wenn die Kraftanforderungen zwischen den Stationen variieren, Platzbeschränkungen in bestimmten Bereichen des Werkzeugs bestehen oder unterschiedliche Wartungsintervalle eine jeweils unterschiedliche Zugänglichkeit im gesamten Werkzeugverbund begünstigen.