 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Die wesentliche Rolle des Senkerodierens bei der präzisen Formenherstellung
Zusammenfassung
Das Elektroerosionsverfahren (EDM) spielt eine unverzichtbare Rolle beim modernen Stanzformenbau. Es ist ein hochpräzises Fertigungsverfahren, bei dem gezielte elektrische Funken verwendet werden, um gehärtete Metalle in komplexe und fein strukturierte Formen zu erodieren und zu formen. Diese Technologie ist entscheidend für die Herstellung langlebiger, hochgenauer Werkzeuge, Spritzgussformen und Stanzwerkzeuge, die oft mit konventionellen Bearbeitungsmethoden nicht herstellbar sind.
Grundlagen des EDM: Die Funktionsprinzipien
Die Elektroerosion, oft auch als Funkenerosion bezeichnet, ist ein nicht traditionelles, berührungsloses Fertigungsverfahren, das auf thermischer Energie basiert. Im Gegensatz zu herkömmlichen Methoden, bei denen mechanische Kraft zum Schneiden des Materials eingesetzt wird, entfernt die Elektroerosion Material durch eine Serie schneller, wiederholter elektrischer Entladungen – oder Funken – zwischen einer Elektrode (dem Werkzeug) und einem Werkstück. Beide Komponenten sind in eine dielektrische Flüssigkeit eingetaucht, die als elektrische Isolierung wirkt, bis eine bestimmte Spannung erreicht ist.
Der Kernmechanismus beginnt, wenn eine Hochspannung angelegt wird, wodurch das dielektrische Fluid durchschlägt und einen Plasma-Kanal zwischen der Elektrode und dem Werkstück bildet. Dadurch entsteht ein intensiver Funke mit Temperaturen zwischen 14.500 und 21.500 °F, der eine winzige Menge des Werkstoffes augenblicklich schmilzt und verdampft. Sobald der Entladungszyklus endet, spült das dielektrische Fluid die verdampften Partikel (Abrieb) aus der Bearbeitungszone heraus. Dieser Zyklus wiederholt sich tausende Male pro Sekunde und trägt so nach und nach das Werkstück ab, bis es der Form der Elektrode entspricht oder einem programmierten Pfad folgt.
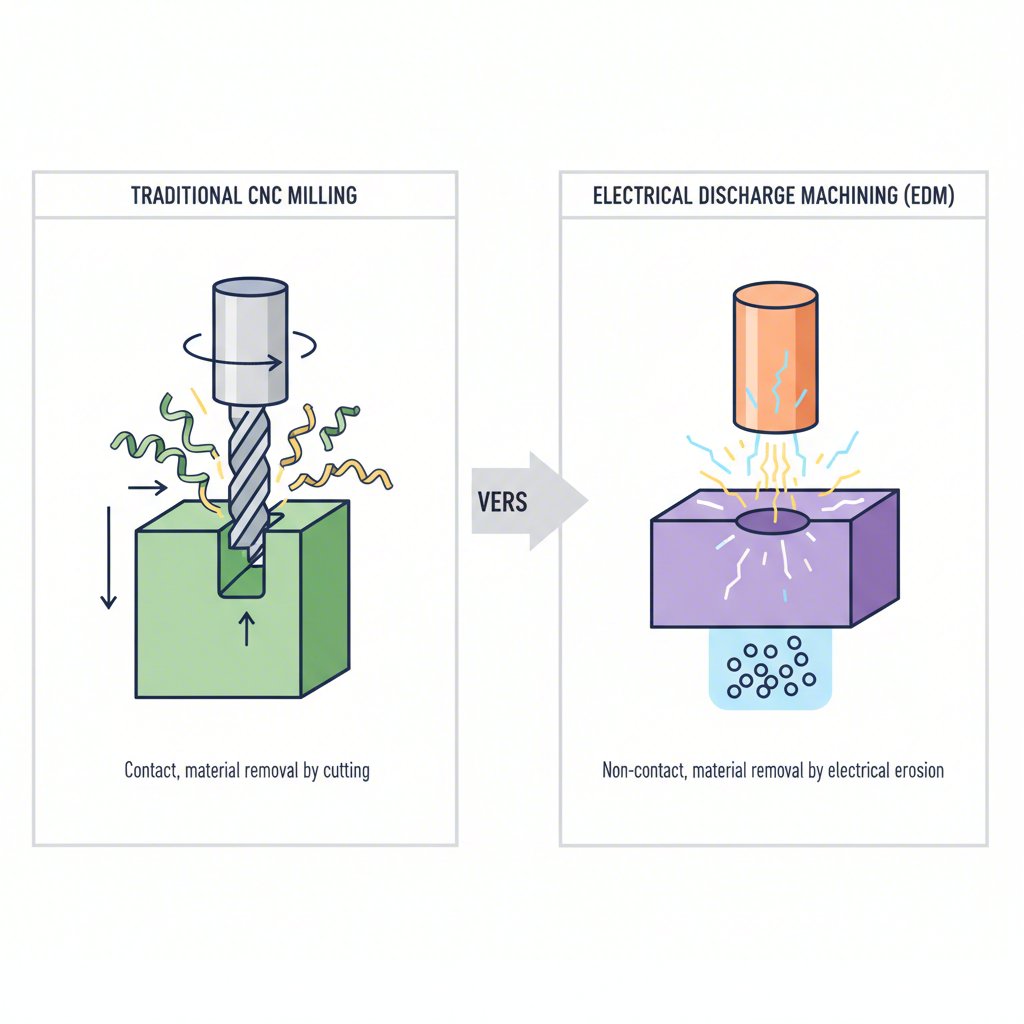
Dieser Prozess unterscheidet sich grundlegend von der traditionellen CNC-Fräsen oder -Drehen. Da keine physische Berührung zwischen Werkzeug und Werkstück besteht, kann die EDM extrem harte und zähe Materialien wie gehärteten Werkzeugstahl, Titan und Hartmetall mit außergewöhnlicher Präzision bearbeiten, ohne mechanische Spannungen zu erzeugen. Diese Fähigkeit macht sie zu einer unverzichtbaren Technologie für Anwendungen, die feine Details und enge Toleranzen erfordern, die mit anderen Verfahren nicht erreichbar sind.
Die entscheidende Rolle der EDM bei der hochpräzisen Form- und Werkzeugherstellung
In der Welt der Werkzeug- und Formenherstellung ist Präzision nicht nur ein Ziel, sondern eine grundlegende Voraussetzung. Die EDM-Technologie ist die Grundlage dieser Präzision und ermöglicht die Herstellung von Formen und Werkzeugen mit einer Komplexität und Genauigkeit, die früher als unvorstellbar galt. Ihre Hauptaufgabe besteht darin, komplexe Geometrien wie scharfe Innenecken, tiefe und schmale Rippen sowie komplizierte Hohlräume herzustellen, die mit herkömmlichen Schneidwerkzeugen aufgrund geometrischer Einschränkungen und begrenztem Zugang oft nicht realisierbar sind.
Eine der bedeutendsten Anwendungen der EDM-Technologie ist die Herstellung von Spritzgussformen für die Kunststoffverarbeitung sowie von Druckguss- und Stanzformen für metallische Bauteile. Beispielsweise hängt im Automobilsektor die Fertigung hochwertiger Komponenten von perfekt gefertigten Werkzeugen ab. Renommierte Anbieter von maßgeschneiderten Automotive-Stanzformen und der Metallkomponentenfertigung , wie Shaoyi (Ningbo) Metal Technology Co., Ltd., nutzen fortschrittliche Verfahren, um die von OEMs und Tier-1-Zulieferern geforderte Präzision zu erreichen. EDM ist in diesem Zusammenhang entscheidend für die Herstellung langlebiger, komplexer Stanzwerkzeuge, die Blech mit fehlerloser Konsistenz in Automobilteile formen.
Darüber hinaus eignet sich EDM besonders gut zum Bearbeiten bereits gehärteter Werkstoffe. Herkömmliche Verfahren erfordern oft, dass zunächst ein weicheres Material bearbeitet und anschließend wärmebehandelt wird – ein Schritt, der Verzug und Maßungenauigkeiten verursachen kann. EDM-Maschinen arbeiten direkt an vorgehärteten Stahllegierungen, wodurch dieses Verformungsrisiko entfällt und sichergestellt wird, dass die endgültige Form oder das Werkzeug den strengsten Toleranzen entspricht. Dies führt direkt zu qualitativ hochwertigeren Endprodukten, sei es bei Konsumgütern aus Kunststoff, medizinischen Implantaten oder Luftfahrtkomponenten, und gewährleistet zudem eine längere Lebensdauer der Werkzeuge selbst.
Wichtige EDM-Verfahren zur Werkzeugherstellung: Draht-EDM vs. Senk-EDM
Formhersteller setzen hauptsächlich auf zwei unterschiedliche Arten des Elektroerosionsverfahrens, die jeweils für verschiedene Anwendungen geeignet sind: Formsenk-EDM und Draht-EDM. Das Verständnis der Unterschiede zwischen ihnen ist entscheidend, um die Vielseitigkeit der Technologie in einer Fertigungsumgebung zu würdigen.
Formsenk-EDM , auch bekannt als Ram-EDM oder Hohlraum-EDM, verwendet eine speziell gefertigte Elektrode, die typischerweise aus Graphit oder Kupfer besteht und als Negativ der gewünschten Geometrie geformt ist. Diese Elektrode wird langsam in das Werkstück abgesenkt oder „eingetaucht“, wobei elektrische Funken das Material abtragen, um einen Hohlraum zu erzeugen, der der Form der Elektrode entspricht. Diese Methode eignet sich ideal zur Herstellung komplexer 3D-Hohlräume, blinder Bohrungen und detaillierter Prägungen, wie sie für Formen und Schmiedematrizen benötigt werden.
Drahterodieren , oder WEDM, funktioniert eher wie eine hochmoderne Bügelsäge. Es verwendet einen sehr dünnen, kontinuierlich zugeführten metallischen Draht (üblicherweise Messing) als Elektrode. Der Draht wird entlang einer präzisen, CNC-programmierten Bahn geführt, um die gesamte Dicke eines Werkstücks zu durchtrennen und so komplexe 2D-Profile und Formen zu erzeugen. Es eignet sich hervorragend zur Herstellung von Stempeln, Werkzeugen und Matrizen aus dicken Platten gehärteten Stahls sowie zur Fertigung von Teilen mit komplexen Außenformen und formschlüssigen Komponenten.
Um klarzustellen, wann ein Werkzeugmacher das eine oder andere Verfahren wählen könnte, betrachten Sie den folgenden Vergleich:
| Funktion | Senkerosionsverfahren (Ram-EDM) | Drahterodieren |
|---|---|---|
| Elektroden-Typ | Fester, speziell geformter Elektrode (Graphit oder Kupfer) | Dünner, einsträngiger metallischer Draht (üblicherweise Messing) |
| Hauptanwendung | Erzeugung von 3D-Hohlräumen, Formen, Sacklöchern und komplexen Vertiefungen | Schneiden von 2D-Profilen, Stempeln, Matrizen und komplexen Umrissen durch ein Werkstück hindurch |
| Erzeugte Geometrie | Komplexe dreidimensionale Negativformen | Intrikate zweidimensionale Konturen, konische Formen und Durchbrüche |
| Werkstückinteraktion | Die Elektrode senkt sich in das Werkstück ein, um einen Hohlraum zu bilden | Der Draht durchläuft das Werkstück vollständig, um ein Profil zu schneiden |
Kernvorteile und Vorteile der Verwendung von EDM in der Werkzeug- und Formenbauindustrie
Die weite Verbreitung des EDM im Werkzeug- und Formenbau ergibt sich aus einer einzigartigen Reihe von Vorteilen, die direkt auf die kritischsten Herausforderungen der Branche eingehen. Diese Vorteile gehen über eine einfache Materialabtragung hinaus und bieten im Vergleich zu herkömmlichen Bearbeitungsmethoden eine höhere Qualität, mehr Gestaltungsfreiheit und Effizienz.
Zu den bedeutendsten Vorteilen gehören:
- Bearbeitung extrem harter Materialien: EDM ist unempfindlich gegenüber der Härte eines Materials, da sein Wirkprinzip thermisch und nicht mechanisch ist. Es kann gehärtete Werkzeugstähle, Hartmetalle und exotische Legierungen mühelos bearbeiten, die herkömmliche Werkzeuge schnell abnutzen oder gar nicht schneiden könnten.
- Erstellung komplexer und filigraner Geometrien: Da der Prozess berührungslos ist, entstehen keine Schneitkräfte, die empfindliche Merkmale verformen könnten. Dies ermöglicht die Herstellung von scharfen inneren Ecken, tiefen und schmalen Nuten sowie dünnen Wänden, die mit Fräswerkzeugen nicht realisierbar sind.
- Unübertroffene Präzision und feine Oberflächenqualität: EDM kann extrem enge Toleranzen erreichen, oft innerhalb von ±0,0002 Zoll. Der Prozess kann so feinabgestimmt werden, dass eine glatte Oberfläche erzielt wird, wodurch der Bedarf an manuellem Polieren minimiert oder sogar ganz entfällt, was erhebliche Zeit- und Arbeitskosten einspart.
- Keine mechanische Belastung des Werkstücks: Die fehlende direkte Berührung zwischen Werkzeug und Bauteil bedeutet, dass keine mechanische Beanspruchung eingeleitet wird. Dies ist entscheidend, um die Maßhaltigkeit von empfindlichen oder dünnwandigen Komponenten zu gewährleisten und Verzug oder Rissbildung zu vermeiden.
Letztlich kombinieren sich diese Vorteile, wodurch die EDM-Technologie für jeden modernen Werkzeug- und Formenbauer unverzichtbar wird. Sie ermöglicht die Herstellung hochwertigerer und langlebigerer Werkzeuge, die wiederum qualitativ überlegene Endprodukte hervorbringen und somit ihre entscheidende Rolle in wettbewerbsintensiven und anspruchsvollen Branchen wie der Luft- und Raumfahrt, Medizintechnik und Automobilfertigung unterstreichen.
Häufig gestellte Fragen
1. Was ist das Prinzip der Senkerosion?
Die Senkerosion, auch als Blockerosion bekannt, funktioniert durch einen formgebenden Elektroden (häufig aus Graphit oder Kupfer), der die negative Form des zu bearbeitenden Hohlraums aufweist. Diese Elektrode wird in eine dielektrische Flüssigkeit getaucht und der Werkstückoberfläche genähert. Zwischen der Elektrode und dem Werkstück entstehen elektrische Entladungen (Funken), die das Material abtragen und so einen Abdruck erzeugen, der exakt der Form der Elektrode entspricht.
2. Wozu dient eine Erodiermaschine bei der Formenherstellung?
Bei der Formenherstellung wird EDM verwendet, um komplexe Hohlräume und Merkmale in vorverfestigtem Werkzeugstahl zu erzeugen, die die endgültigen Kunststoff- oder Metallteile bilden. Es ist entscheidend für die Herstellung von Merkmalen wie tiefen Verrippungen, scharfen inneren Ecken und komplizierten Oberflächenstrukturen, die mit herkömmfrischem Fräsen schwierig oder unmöglich zu erreichen sind. Diese Präzision stellt sicher, dass die fertigen Spritzgussteile exakt den Vorgaben entsprechen.
3. Welche Rolle spielt EDM?
Die Hauptrolle von EDM besteht darin, elektrisch leitfähige Materialien durch thermische Energie kontrollierter elektrischer Funken zu formen und zu bearbeiten. Es wird besonders geschätzt für seine Fähigkeit, sehr harte Materialien hochpräzise zu bearbeiten, komplexe Geometrien ohne mechanische Kraft zu erzeugen und feine Oberflächenqualitäten zu erzeugen. Seine Hauptfunktion ist die Materialabtragung bei Anwendungen, bei denen konventionelle Methoden an ihre Grenzen stoßen.
4. Was ist EDM in der CNC-Bearbeitung?
EDM ist eine spezialisierte Form der CNC-Bearbeitung (Computerized Numerical Control). Während bei der traditionellen CNC-Bearbeitung ein Schneidwerkzeug materialabtragend in Kontakt mit dem Werkstück steht, verwendet die CNC-EDM ein computergesteuertes System, das eine Elektrode führt. Das CNC-System steuert die Bewegung der Elektrode (bei Draht- oder Senk-EDM), um gezielt dort elektrische Entladungen zu erzeugen, wo Material entfernt werden soll. Dadurch ist die automatisierte Herstellung äußerst komplexer und präziser Bauteile möglich.