 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Pulverbeschichtete Stahlblech-Querlenker: Ein unverzichtbarer Leitfaden

Zusammenfassung
Die Pulverbeschichtung von Stanzstahl-Querlenkern ist eine hervorragende Methode, um ein äußerst haltbares und korrosionsbeständiges Finish zu erzielen, das herkömmliche Lacke übertrifft. Der Prozess ist jedoch nicht unkompliziert. Es ist unbedingt erforderlich, die Querlenker vollständig zu zerlegen und alle Kugelgelenke sowie Buchsen vor der Beschichtung zu entfernen. Diese Komponenten vertragen die hohen Aushärtungstemperaturen von etwa 400 °F (200 °C) nicht und würden zerstört werden, was zum Ausfall der Bauteile führen würde.
Warum Stanzstahl-Querlenker pulverbeschichten?
Bei der Restaurierung oder dem Upgrade der Fahrwerkskomponenten ist die Oberflächenbehandlung von Teilen wie Querlenkern mehr als nur eine optische Angelegenheit. Pulverbeschichtung ist ein Beschichtungsverfahren, bei dem ein trockenes, fließfähiges Pulver elektrostatisch auf ein metallenes Bauteil aufgebracht und anschließend durch Erhitzen gehärtet wird. Dieses Verfahren erzeugt eine harte Oberfläche, die deutlich widerstandsfähiger und langlebiger ist als herkömmlicher Lack und sich daher ideal für stark beanspruchte Fahrzeugteile eignet, die rauen Straßenbedingungen ausgesetzt sind.
Die Vorteile von hochwertigen Ersatzteilen, die oft mit Begriffen wie „zweistufiger Hochglanzschwarz-Pulverlack-Finish“ beschrieben werden, umfassen eine überlegene Beständigkeit gegen Absplittern, Kratzer, Chemikalien und Rost. Diese Haltbarkeit stellt sicher, dass die Bauteile nicht nur länger gut aussehen, sondern auch besser vor Korrosion geschützt sind, die im Laufe der Zeit ihre strukturelle Integrität beeinträchtigen könnte. Stanzstahl ist ein häufig verwendetes Material für originale Fahrwerkskomponenten (OEM) aufgrund seiner ausgewogenen Eigenschaften hinsichtlich Festigkeit und kostengünstiger Fertigung. Obwohl Materialien wie geschmiedeter Stahl eine bessere Ermüdungsbeständigkeit und Aluminium Gewichtseinsparungen bieten, ist Stanzstahl eine robuste und zuverlässige Wahl für die meisten Anwendungen und damit ideal geeignet für den verbesserten Schutz durch einen Pulverlack-Finish. Für Automobilhersteller erfordert das Erreichen dieser Balance präzises Ingenieurwesen, eine Spezialität von Unternehmen wie Shaoyi (Ningbo) Metal Technology Co., Ltd. , die fortschrittliche Autostanzteile von der Prototypenerstellung bis zur Massenproduktion anbieten.
Um die Vorteile besser zu verstehen, ziehen Sie diesen Vergleich zwischen Pulverbeschichtung und herkömmlicher Lackierung für Fahrwerkskomponenten heran:
| Funktion | Pulverbeschichtung | Herkömmlicher Lack (Spray/Pinsel) |
|---|---|---|
| Haltbarkeit | Ausgezeichnete Beständigkeit gegen Kerbe, Kratzer und Abrieb. | Anfällig für Beschädigungen durch Steinschläge und Kratzer durch Straßenschmutz. |
| Korrosionsbeständigkeit | Bildet eine dicke, nicht poröse Barriere, die sehr wirksam gegen Rost ist. | Gut, kann aber versagen, wenn die Lackschicht beschädigt wird. |
| Chemische Resistenz | Sehr beständig gegen Bremsflüssigkeit, Benzin und andere Automobilchemikalien. | Kann durch aggressive Chemikalien beschädigt oder abgelöst werden. |
| Endwertspeicher | Gleichmäßige, dicke und konsistente Oberfläche ohne Tropfen oder Laufspuren. | Die Qualität hängt stark von der Fachkenntnis ab; anfällig für Tropfen und ungleichmäßige Schichten. |
| Umweltverträglichkeit | Enthält keine Lösungsmittel und setzt vernachlässigbare flüchtige organische Verbindungen (VOCs) frei. | Setzt VOCs in die Atmosphäre frei. |
Die entscheidende Herausforderung: Umgang mit Kugelgelenken und Buchsen
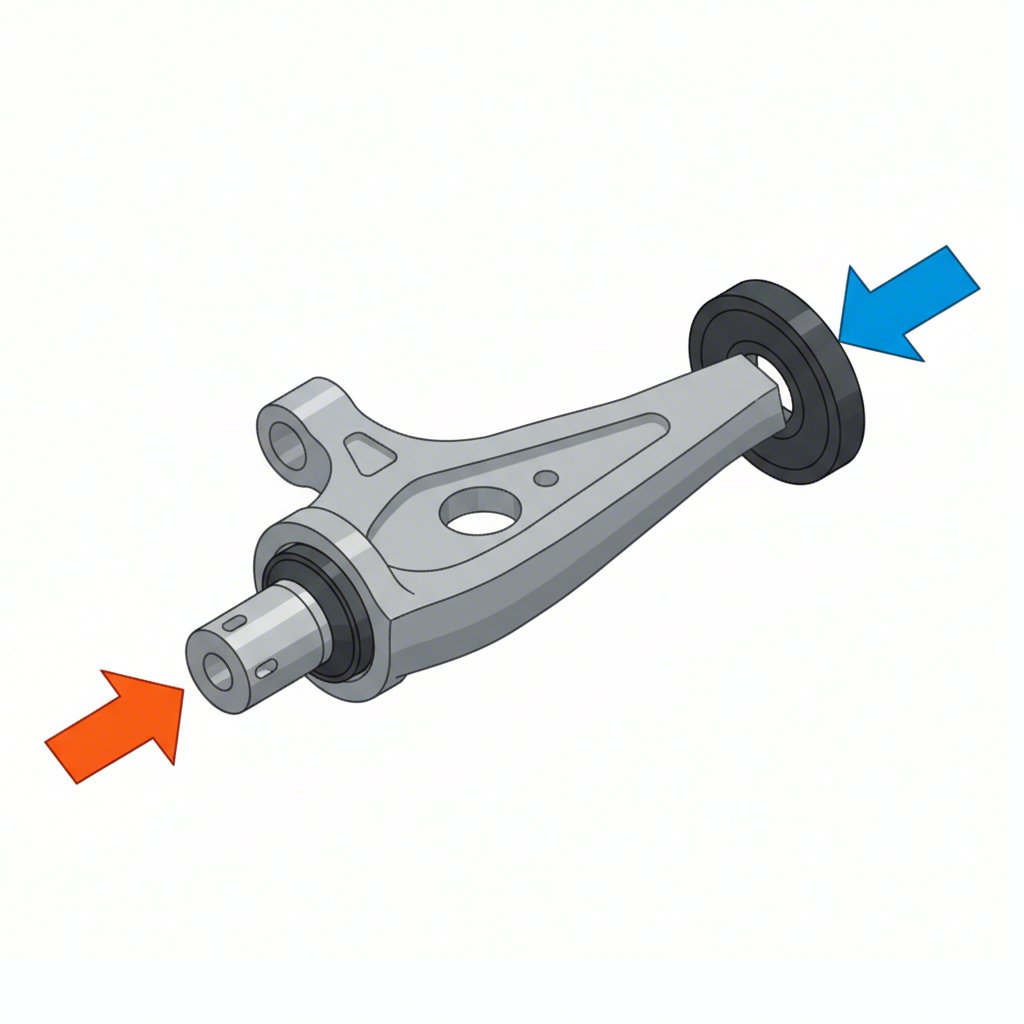
Der wichtigste und anspruchsvollste Aspekt beim Pulverbeschichten von Querlenkern ist der Umgang mit integrierten Komponenten. Wie Nutzer in Foren häufig fragen: Was tun, wenn das Kugelgelenk eingepresst oder sogar verschweißt ist? Die Antwort ist eindeutig: Alle Kugelgelenke, Buchsen und nichtmetallischen Komponenten müssen vollständig entfernt werden, bevor die Arme in den Aushärtungsbackofen gelangen. Die hohe Hitze würde Gummibuchsen und Polyurethanbuchsen schmelzen lassen und die Dichtungen sowie das Fett innerhalb jedes Kugelgelenks zerstören.
Die Methode zur Entfernung hängt vollständig davon ab, wie die Komponenten verbaut sind:
- Austauschbare Buchsen: Die meisten Gummibuchsen oder Polyurethanbuchsen werden in den Querlenker eingepresst. Sie können mit einer hydraulischen Presse entfernt oder in einigen Fällen vorsichtig ausgebrannt werden. Nach der Beschichtung müssen neue Komponenten, wie die in Kits von Cognito Motorsports erwähnten Polyurethanbuchsen und Schrumpfhülsen, wieder eingepresst werden.
- Gepresste Kugelgelenke: Wie von Nutzern auf Reddit erwähnt, verfügen viele obere Querlenker über ein Kugelgelenk, das direkt in den Lenker eingepresst ist. Zum Entfernen ist eine leistungsstarke hydraulische Werkstatt-Presse erforderlich. Ein Herausschlagen mit dem Hammer kann den Querlenker beschädigen. Nach der Beschichtung muss ein neues Kugelgelenk wieder eingepresst werden, wodurch sich dieser Zeitpunkt ideal für einen 'Austausch des Kugelgelenks am oberen Querlenker' eignet.
- Geschweißte Kugelgelenke: Dies ist das schwierigste Szenario, das häufig bei älteren Fahrzeugen auftritt. Wie auf Facebook besprochen, kann ein geschweißtes Kugelgelenk nicht einfach herausgepresst werden. Der Vorgang erfordert, das alte Gelenk herauszuschneiden, die Fläche abzuschleifen und anschließend ein neues Kugelgelenk einzubauen und einzuschweißen. Dies ist ein anspruchsvolles Verfahren, das umfangreiche Fähigkeiten in der Metallbearbeitung und beim Schweißen voraussetzt.
Der Schwierigkeitsgrad und die benötigten Werkzeuge unterscheiden sich bei diesen Typen erheblich:
| Komponententyp | Schwierigkeitsgrad | Hauptwerkzeuge erforderlich |
|---|---|---|
| Austauschbare Buchsen | Mittel | Hydraulische Presse, Lager/Buchsen-Einbausatz |
| Eingepresste Kugelgelenke | Hart | Schwerlast-Hydraulikpresse, passende Druckhülsen |
| Geschweißte Kugelgelenke | Experten | Winkelschleifer, Schweißgerät, Metallbearbeitungswerkzeuge |
Schritt-für-Schritt-Anleitung zum Pulverbeschichten von Querlenkern (nach dem Zerlegen)
Sobald Ihre Querlenker vollständig blankes Metall sind und alle Gelenke sowie Buchsen entfernt wurden, kann der Pulverbeschichtungsprozess beginnen. Die sorgfältige Einhaltung dieser Schritte ist entscheidend, um eine professionelle, langlebige Oberfläche zu erzielen.
- Gründliche Vorbereitung: Dies ist die wichtigste Phase für die Haftung. Die Querlenker müssen bis auf blankes Metall zurückgebracht werden. Dies erfolgt typischerweise durch Strahlen (z. B. Sandstrahlen oder Kugelstrahlen), um sämtlichen Rost, Zunder und alte Beschichtungen zu entfernen. Verbleibende Verunreinigungen verhindern eine ordnungsgemäße Haftung des Pulvers. Nach dem Strahlen muss das Bauteil mit einem Lösungsmittel entfettet werden, um Öle oder Fingerabdrücke zu entfernen.
- Abdecken kritischer Oberflächen: Vor dem Auftragen des Pulvers müssen Bereiche abgedeckt werden, die nicht beschichtet werden sollen. Dazu gehören die Innenflächen, in die Buchsen eingepresst werden, das konische Loch für den Kugelgelenkzapfen sowie alle Gewindebohrungen. Spezielles Hochtemperatur-Absperrband und Silikonstopfen sind hierfür vorgesehen.
- Pulverauftrag: Der Querlenker wird zur Sicherstellung der Erdung an einem Metallhaken aufgehängt. Eine spezielle elektrostatische Spritzpistole verleiht den Pulverpartikeln eine negative elektrische Ladung. Da der Querlenker geerdet ist, werden die geladenen Pulverpartikel angezogen und haften gleichmäßig auf der Oberfläche.
- Aushärten im Ofen: Das beschichtete Bauteil wird vorsichtig in einen speziellen Aushärtungsbackofen gebracht. Es wird für eine bestimmte Zeit auf eine vorgegebene Temperatur (typischerweise etwa 200 °C oder 400 °F) erhitzt. Die Wärme schmilzt das Pulver, sodass es zusammenfließt und einen glatten, geschlossenen Film bildet, der zu einer harten, langlebigen Oberfläche aushärtet.
Für ein erfolgreiches Projekt benötigen Sie eine Checkliste mit wesentlicher Ausrüstung:
- Sicherheitseinrichtungen: Atemschutzmaske, Schutzbrille, Handschuhe.
- Vorbereitungswerkzeuge: Zugang zu einer Strahlkabine oder einem Strahldienst, Entfettungslösungsmittel.
- Abklebematerialien: Hochtemperaturband, Silikonstopfen.
- Beschichtungsausrüstung: Elektrostatische Pulverbeschichtungspistole, Pulver Ihrer Wahl (z. B. seidenmatt schwarz), eine Druckluftquelle mit Filter/Trockner.
- Aushärteausrüstung: Ein dedizierter elektrischer Ofen, groß genug für die Bauteile (verwenden Sie NICHT Ihren Küchenofen).
Selbstgemacht vs. professioneller Service: Aufschlüsselung von Kosten und Aufwand
Nachdem Sie den Prozess verstanden haben, lautet die endgültige Entscheidung, ob Sie die Arbeit selbst durchführen oder einen Fachmann beauftragen. Diese Wahl hängt von Ihrem Budget, Zeitplan, verfügbaren Werkzeugen und der gewünschten Qualität ab. Die Eigenleistung bietet die Befriedigung, eine neue Fähigkeit zu erlernen, doch die anfänglichen Investitionen und die Lernkurve können hoch sein. Ein professioneller Service liefert ein garantiert hochwertiges Ergebnis ohne Aufwand.
Hier ist eine Übersicht, die Ihnen hilft, die beiden Wege zu vergleichen:
| Faktor | DIY-Ansatz | Professioneller Service |
|---|---|---|
| Anschaffungskosten | Hohe Anfangsinvestition in eine Pulverbeschichtungspistole, einen speziellen Ofen und Sicherheitsausrüstung (500 - 1000+ USD). | Keine Kosten für Ausrüstung. Sie zahlen nur für den Service. |
| Kosten pro Auftrag | Gering, nur die Kosten für das Pulver und Verbrauchsmaterial nach der Erstinvestition. | Mittel, typischerweise 150 - 300 USD für ein Paar Querlenker (einschließlich Vorbereitung). |
| Fachkenntnis & Aufwand | Erfordert umfangreiche Recherche, Übung und sorgfältige Vorbereitungsarbeiten. Demontage/Wiedermontage bleibt Ihre Aufgabe. | Geringer Aufwand. Sie bringen die demontierten Teile ab und holen das fertige Produkt wieder ab. |
| Ergebnisqualität | Variabel. Kann mit Übung ausgezeichnet sein, aber anfängliche Ergebnisse können uneben sein oder an Haltbarkeit mangeln. | Konsistent hohe, professionelle Qualität mit maximaler Haltbarkeit. |
| Zeitaufwand | Erheblicher Zeitaufwand für Aufbau, Vorbereitung, Beschichtung, Aushärtung und Aufräumen erforderlich. | Schnelle Abwicklung, oft innerhalb weniger Tage. |
Wenn Sie einen Profi beauftragen, sollten Sie dessen Qualität sorgfältig prüfen. Fragen Sie nach dem genauen Verfahren, um sicherzustellen, dass die entscheidenden Vorbereitungsschritte korrekt durchgeführt werden. Wichtige Fragen sind:
- Wie sieht Ihr Verfahren zum Strahlen mit Schleifmittel und chemischen Entlackung aus?
- Wie maskieren Sie kritische Bereiche wie Buchsenhülsen und Kugelgelenkkegel?
- Welche Marke und welchen Typ Pulver verwenden Sie für Fahrwerkskomponenten?
Häufig gestellte Fragen
1. Was ist der Unterschied zwischen gestanzten und geschmiedeten Querlenkern?
Gestanzte Querlenker werden hergestellt, indem Stahlbleche in eine Presseform gedrückt werden, häufig aus zwei Hälften, die miteinander verschweißt sind. Geschmiedete Querlenker entstehen durch Erhitzen des Metalls und anschließendes Verdichten in einer Form, wodurch die innere Kornstruktur des Metalls ausgerichtet wird. Dies führt zu höherer Festigkeit und besseren Ermüdungswiderstand im Vergleich zu gestanzten oder gegossenen Teilen.
2. Welches Metall eignet sich am besten für Querlenker?
Das "beste" Metall hängt von der jeweiligen Anwendung ab. Bei schweren Fahrzeugen oder Leistungsanwendungen mit hoher Belastung sind die natürliche Festigkeit und Langlebigkeit von Stahl oft die beste Wahl. Es verträgt erhebliche Beanspruchung und ist kostengünstig. Aluminium ist leichter, was das ungefederte Gewicht verringert und somit die Fahreigenschaften verbessert, ist jedoch in der Regel teurer.
3. Sind gestanzte Stahl-Querlenker magnetisch?
Ja, gestanzte Stahl-Querlenker sind magnetisch. Eine einfache Möglichkeit, zwischen Stahl- und Aluminium-Federungsteilen zu unterscheiden, besteht darin, einen Magneten zu verwenden. Wenn der Magnet fest haftet, besteht das Bauteil aus Stahl (entweder gestanzt oder aus Gusseisen). Wenn er nicht haftet, handelt es sich um Aluminium.