 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Vom CAD-Upload bis zur Haustür: So funktioniert ein Online-CNC-Service wirklich

Was ein Online-CNC-Service für die moderne Fertigung tatsächlich bedeutet
Haben Sie sich jemals gefragt, wie Ingenieure aus einem digitalen Entwurf ohne einen Besuch in einer Werkstatt ein präzises Metallteil herstellen? Genau das ermöglicht ein Online-CNC-Service. Stellen Sie sich dies als digitale Brücke vor, die Ihren Computerbildschirm mit modernster Fertigungsanlage weltweit verbindet.
Im Kern ist ein Online-CNC-Service eine cloudbasierte Plattform, über die Sie 3D-CAD-Dateien hochladen, sofortige Preisangaben erhalten und präzise CNC-Teile fertigen und direkt an Ihre Tür liefern lassen können. Keine Telefonate. Kein Warten auf Angebote über Tage hinweg. Keine geografischen Einschränkungen. Sie laden einfach Ihren Entwurf hoch, wählen Ihre Spezifikationen aus, und die Plattform übernimmt alles – von der Bearbeitung bis zur Qualitätsprüfung.
Von der digitalen Datei zum physischen Teil
Die Magie entsteht durch eine vereinfachter digitaler Workflow wenn Sie ein CAD-Modell (typischerweise im STEP-, IGES- oder STL-Format) hochladen, analysieren die Algorithmen der Plattform sofort die Geometrie Ihres Bauteils. Sie berechnen die Bearbeitungszeit, bewerten die Komplexität und berücksichtigen die Materialkosten. Innerhalb weniger Sekunden erhalten Sie ein Online-CNC-Angebot, das über herkömmliche Kanäle traditionell Tage in Anspruch nehmen würde.
Dieser CNC-Fertigungsprozess eliminiert den zeitaufwändigen E-Mail-Wechsel, der früher die Beziehungen in der Fertigung bestimmte. Statt Ihre Anforderungen mehreren Anbietern zu erläutern, liest die Plattform Ihre Konstruktionsdatei direkt ein und wandelt sie in handlungsorientierte Produktionsdaten um.
Die Online-Fertigungsrevolution
Warum ist das wichtig? Herkömmliche Dreh- und Fräsprozesse umfassen häufig das Versenden von Anfragen an mehrere lokale Werkstätten, das Warten auf manuelle Bewertungen und das Aushandeln von Konditionen. Ein Online-CNC-Bearbeitungsdienst komprimiert diesen gesamten Prozess von Wochen auf Minuten.
Jede moderne Plattform umfasst diese wesentlichen Komponenten:
- Sofort-Kalkulations-Engine: KI-gestützte Systeme, die Ihr 3D-Modell analysieren und auf Basis von Geometrie, Toleranzen und Fertigungsanforderungen präzise Preise generieren
- Materialauswahl-Oberfläche: Umfassende Bibliotheken mit Metallen, Kunststoffen und Spezialwerkstoffen inklusive detaillierter Eigenschaftsangaben
- Verarbeitungsoptionen: Wahl zwischen Fräsen, Drehen, Mehrachsen-Bearbeitung sowie verschiedenen Nachbearbeitungsverfahren, die speziell auf Ihre Anwendung zugeschnitten sind
- Bestellverfolgungs-Dashboard: Echtzeit-Einblick in den Produktionsstatus, Ergebnisse der Qualitätsprüfung sowie Versandaktualisierungen
So funktioniert die cloudbasierte Bearbeitung
Stellen Sie sich vor, Sie geben um 9 Uhr morgens eine Bestellung über Ihren Laptop auf – und wissen bereits genau, wann Ihre Präzisionsteile eintreffen werden – ganz ohne einzigen Telefonanruf. Das ist die Leistungsfähigkeit cloudbasierter CNC-Serviceplattformen.
Der Workflow folgt einer logischen Abfolge. Zunächst laden Sie Ihre Konstruktionsdateien hoch und geben Anforderungen wie Werkstoffart, Oberflächenfinish und Toleranzwerte an. Anschließend führt das System eine automatisierte Konstruktionsanalyse für die Fertigung (Design for Manufacturability, DFM) durch und markiert potenzielle Probleme, bevor die Produktion beginnt. Dadurch werden kostspielige Fehler vermieden und sichergestellt, dass Ihre Bauteile optimal für eine effiziente Bearbeitung ausgelegt sind.
Sobald Ihre Bestellung genehmigt ist, wird sie an zertifizierte Fertigungspartner innerhalb des globalen Netzwerks der Plattform weitergeleitet. Diese Produktionsstätten arbeiten nach standardisierten Qualitätsprotokollen, wodurch konsistente Ergebnisse unabhängig vom Standort gewährleistet werden. Während der gesamten Fertigung überprüfen integrierte Qualitätskontrollsysteme, ob alle Maße Ihren Spezifikationen entsprechen.
Das Ergebnis? Eine nahtlose Verbindung zwischen digitaler Konstruktion und physischer Fertigung, die präzise CNC-Bauteile schneller, transparenter und oft kostengünstiger liefert, als es herkömmliche Methoden ermöglichen.
Grundlagen der CNC-Fräsen-, Dreh- und Mehrachsen-Bearbeitung
Sie haben Ihre CAD-Datei hochgeladen und erhalten sofort ein Angebot. Doch nun fordert die Plattform Sie auf, ein Bearbeitungsverfahren auszuwählen: CNC-Fräsen? CNC-Drehen? 5-Achsen-Bearbeitung? Falls Ihnen diese Optionen überwältigend vorkommen, sind Sie damit nicht allein. Die meisten Online-Plattformen listen diese Verfahren auf, ohne zu erklären, welches tatsächlich zu Ihrem Projekt passt.
Die Wahrheit lautet: Die richtige Wahl des Verfahrens hängt nicht von technischem Fachjargon ab – sie hängt davon ab, die Form Ihres Bauteils dem Verfahren anzupassen das es am effizientesten herstellt. Wir erläutern jede Option in verständlichen Begriffen.
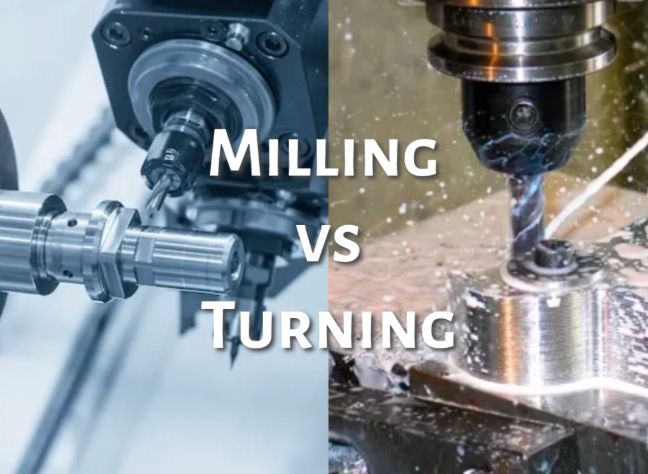
Fräsen vs. Drehen – einfach erklärt
Der grundlegende Unterschied zwischen CNC-Fräsen und CNC-Drehen lässt sich auf eine einzige Frage reduzieren: Was dreht sich während des Schneidvorgangs?
In CNC-Drehen bei diesem Verfahren dreht sich Ihr Werkstück schnell, während ein stationäres Schneidwerkzeug Material abträgt. Stellen Sie sich einen runden Stab vor, der in einer Drehmaschine rotiert, während das Werkzeug überschüssiges Material abträgt. Dieses Verfahren eignet sich hervorragend zur Herstellung zylindrischer Formen – wie Wellen, Stifte, Buchsen und Gewindekomponenten. Wenn Ihr Bauteil überwiegend rund oder rotationssymmetrisch um eine Mittelachse ist, liefern CNC-Drehdienstleistungen in der Regel kürzere Produktionszeiten und geringere Kosten.
In CNC Fräsen bei diesem Verfahren ist es umgekehrt: Ihr Werkstück bleibt relativ fest positioniert, während ein rotierender Mehrpunktfräser über dessen Oberfläche bewegt wird. Stellen Sie sich einen Endfräser vor, der mit hoher Drehzahl rotiert und Taschen, Nuten und komplexe Konturen in einen Aluminiumblock fräst. CNC-Frästeile sind ideal, wenn Sie ebene Flächen, schräge Merkmale oder aufwendige 3D-Geometrien benötigen, die nicht um eine Mittelachse herum rotieren.
Hier ist eine praktische Entscheidungshilfe: Betrachten Sie den Querschnitt Ihres Werkstücks. Ist dieser durchgängig kreisförmig, ist Drehen wahrscheinlich die beste Wahl. Weist das Teil hingegen ebene Flächen, Taschen oder Merkmale auf mehreren Seiten auf, ist Fräsen sinnvoller.
Wann eine 5-Achsen-Bearbeitung sinnvoll ist
Beim Standard-Fräsen mit 3 Achsen bewegt sich das Schneidwerkzeug entlang der X-, Y- und Z-Richtung. Das reicht für viele Teile aus; doch was geschieht, wenn Ihr Design Hinterschneidungen, gekrümmte Oberflächen oder Merkmale in zusammengesetzten Winkeln enthält?
Hier kommen CNC-Bearbeitungsdienste mit 5 Achsen ins Spiel. Diese hochentwickelten Maschinen verfügen über zwei zusätzliche Rotationsachsen, sodass das Schneidwerkzeug das Werkstück nahezu aus jedem beliebigen Winkel bearbeiten kann. Statt das Werkstück mehrfach neu zu positionieren – was zu Ausrichtungsfehlern führen kann – fertigt eine 5-Achsen-Maschine komplexe Geometrien in einer einzigen Aufspannung.
Wann sollten Sie 5-Achsen-Fähigkeiten spezifizieren? Berücksichtigen Sie folgende Szenarien:
- Luft- und Raumfahrtkomponenten: Turboschaufeln, Laufräder und strukturelle Halterungen mit organischen Krümmungen
- Medizinische Implantate: Hüftgelenke, Wirbelsäulenkomponenten und chirurgische Instrumente mit glatten, konturierten Oberflächen
- Autoteile: Motorgehäuse mit tiefen Hohlräumen und zusammengesetzten Winkeln
- Formhohlräume: Komplexe Werkzeuge mit Hinterschneidungen und fein strukturierten Oberflächendetails
Der Kompromiss? Die 5-Achs-Bearbeitung ist in der Regel teurer aufgrund höherer Maschinenstundensätze und einer komplexeren Programmierung. Doch bei komplizierten Bauteilen spart sie insgesamt oft Kosten, da mehrere Aufspannungen entfallen und das Risiko von Toleranzstapelungsfehlern reduziert wird.
Für extrem kleine, komplexe drehbearbeitete Teile – wie sie beispielsweise in medizinischen Geräten oder der Elektronik eingesetzt werden – bietet die Schweizer Drehmaschine eine weitere spezialisierte Bearbeitungsmöglichkeit. Bei diesen Maschinen wird der Stabmaterialzuschnitt durch eine Buchse direkt neben dem Schneidwerkzeug geführt, wodurch außergewöhnliche Präzision bei sehr kleinen Durchmessern erreicht wird, die herkömmliche Drehmaschinen nicht liefern können.
Die passende Fertigungstechnologie für Ihr Bauteil auswählen
Eine falsche Auswahl bedeutet, mehr als nötig zu bezahlen oder längere Lieferzeiten in Kauf zu nehmen. Nutzen Sie diesen Vergleich als Entscheidungshilfe:
| Prozessart | Beste Anwendungen | Typische Toleranzen | Komplexität | Relativer Preis |
|---|---|---|---|---|
| CNC-Drehen | Wellen, Stifte, Buchsen, Gewindestangen, zylindrische Gehäuse | ±0,001" bis ±0,005" (±0,025 mm bis ±0,127 mm) | Niedrig bis Mittel | $ (Kostengünstigste Lösung für rotationssymmetrische Teile) |
| 3-Achs-CNC-Fräsen | Flache Komponenten, Halterungen, Gehäuse, einfache Taschen und Bohrungen | ±0,001" bis ±0,005" (±0,025 mm bis ±0,127 mm) | Mittel | $$ (Standard für prismatische Teile) |
| 5-Achsen CNC-Fräsen | Turboschaufeln, Laufräder, medizinische Implantate, Luft- und Raumfahrtstrukturen, komplexe Formen | ±0,0005" bis ±0,002" (±0,013 mm bis ±0,05 mm) | Hoch | $$$ (Premium für komplizierte Geometrien) |
| Swiss Machining | Miniatur-Schrauben, medizinische Stifte, elektronische Kontakte, Uhrkomponenten | ±0,0002" bis ±0,001" (±0,005 mm bis ±0,025 mm) | Hoch | $$$ (Spezialisiert für kleine Durchmesser) |
Beachten Sie, wie CNC-Drehteile und CNC-Frasteile grundlegend unterschiedliche Konstruktionsanforderungen erfüllen. Präzises CNC-Bearbeiten besteht nicht darin, die fortschrittlichste Option auszuwählen – vielmehr geht es darum, die verfügbaren Fertigungsmöglichkeiten an Ihre konkreten Anforderungen anzupassen.
Viele Online-Plattformen bieten mittlerweile automatisierte Verfahrensempfehlungen basierend auf Ihrer hochgeladenen Geometrie an. Ein Verständnis dieser Unterschiede hilft Ihnen jedoch dabei, diese Vorschläge zu überprüfen und fundierte Entscheidungen zu treffen, wenn Ihr Projekt in einen Graubereich fällt.
Bei richtiger Auswahl des Fertigungsverfahrens folgt als nächste entscheidende Frage die Wahl aus Dutzenden verfügbarer Werkstoffe – jeder mit spezifischen Eigenschaften, die sich unmittelbar auf Leistung, Bearbeitbarkeit und Kosten auswirken.
Kompletter Leitfaden zur Werkstoffauswahl für CNC-Projekte
Sie haben Ihr Bearbeitungsverfahren ausgewählt. Nun stellt sich die entscheidende Frage, die direkt die Leistungsfähigkeit, Lebensdauer und Kosten Ihres Bauteils beeinflusst: Welchen Werkstoff sollten Sie wählen? Diese Entscheidung wirkt sich auf alles aus – von der Geschwindigkeit der Bearbeitung bis hin zum Verhalten des Bauteils unter realen Belastungen.
Die meisten Online-Plattformen bieten Dutzende von CNC-Bearbeitungswerkstoffen an, erläutern jedoch selten wARUM warum Sie den einen gegenüber dem anderen bevorzugen würden. Ändern wir das. Ob Sie die leichte Festigkeit von CNC-Aluminium oder die Verschleißfestigkeit von Bronze benötigen – ein Verständnis der Werkstoffeigenschaften hilft Ihnen dabei, Leistung und Budget in Einklang zu bringen.
Metalle für Festigkeit und Haltbarkeit
Metalle bleiben die Grundlage der Präzisionsfertigung . Ihre Kombination aus Festigkeit, Wärmeleitfähigkeit und Haltbarkeit macht sie unverzichtbar für tragende Anwendungen, Gehäuse sowie Komponenten, die extremen Umgebungsbedingungen ausgesetzt sind.
Aluminium beherrscht die Online-CNC-Landschaft aus gutem Grund. Es wird schnell bearbeitet, ist kostengünstiger in der Herstellung und bietet ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht. Legierungen wie 6061-T6 weisen eine gute Korrosionsbeständigkeit und Schweißbarkeit auf und eignen sich daher hervorragend für Gehäuse, Halterungen und Konsumprodukte. Für Anwendungen mit höheren Festigkeitsanforderungen liefert 7075-T6 eine Leistung, die an einige Stahlsorten heranreicht – allerdings zu höheren Materialkosten.
Stahl kommt ins Spiel, wenn Sie reine Festigkeit benötigen. Kohlenstoffstähle wie 1018 lassen sich gut bearbeiten und eignen sich für verschiedene Wärmebehandlungen. Für gehärtete Werkzeuge oder verschleißfeste Komponenten bietet sich vorgehärteter Stahl 4140 als praktische Lösung an. Aufgrund der Dichte des Stahls fallen jedoch schwerere Bauteile an, und seine Zähigkeit verlängert die Bearbeitungszeit im Vergleich zu Aluminium.
Edelstahl kombiniert Korrosionsbeständigkeit mit respektablem Festigkeitsniveau. Der Werkstoffgrad 304 eignet sich für die meisten Allzweckanwendungen, während 316 sich besonders in maritimen und chemischen Umgebungen auszeichnet. Der Nachteil? Edelstahl verfestigt sich beim Zerspanen (Work-Hardening), wodurch langsamere Schnittgeschwindigkeiten und spezielle Werkzeuge erforderlich sind – was die Produktionskosten erhöht.
Messing und Bronze bieten einzigartige Vorteile. Messing lässt sich hervorragend zerspanen und erzeugt ausgezeichnete Oberflächenqualitäten bei geringem Werkzeugverschleiß. Es ist ideal für dekorative Beschläge, elektrische Komponenten und Armaturen. CNC-Bronzevarianten wie C932 Lagerbronze zeichnen sich durch ihre natürliche Schmierfähigkeit und Verschleißfestigkeit besonders in Buchsen- und Lageranwendungen aus. Bei der Zerspanung von Bronze stellt man fest, dass sie etwas teurer als Messing ist, sich aber bei reibungskritischen Komponenten lohnt.
Technische Kunststoffe für spezielle Anforderungen
Wenn Gewicht, elektrische Isolierung oder chemische Beständigkeit wichtiger sind als reine Festigkeit, bieten technische Kunststoffe eine bemerkenswerte Leistung. Diese Werkstoffe ersetzen häufig Metalle in Anwendungen, bei denen ihre einzigartigen Eigenschaften den Wechsel rechtfertigen.
Delrin (POM/Acetal) stellt den bevorzugten Delrin-Werkstoff für präzise mechanische Komponenten dar. Dieser Delrin-Kunststoff bietet außergewöhnliche Maßhaltigkeit, geringe Reibung und beeindruckende Verschleißfestigkeit. Seine Steifigkeit und Kriechbeständigkeit machen ihn ideal für Zahnräder, Lager und Gleitmechanismen, bei denen eine konsistente Leistung über die Zeit entscheidend ist. Delrin lässt sich hervorragend bearbeiten – saubere Schnitte, enge Toleranzen und glatte Oberflächen werden mühelos erreicht.
Nylon (PA) bietet eine größere Flexibilität und Schlagzähigkeit als Delrin. Die spanende Bearbeitung von Nylon eignet sich gut für Teile, die Stoßenergie absorbieren oder sich unter Last verformen müssen. Allerdings nimmt bearbeitbares Nylon Feuchtigkeit aus der Umgebung auf, was Abmessungen und mechanische Eigenschaften beeinflussen kann. Diese hygroskopische Eigenschaft bedeutet, dass sich Nylon-Teile unter feuchten Bedingungen geringfügig verändern können – ein entscheidender Aspekt bei Präzisionsanwendungen.
Wann übertrifft Delrin also Nylon?
- Überlegene Maßhaltigkeit bei wechselnder Luftfeuchtigkeit
- Niedrigere Reibungskoeffizienten für Gleitanwendungen
- Engere Toleranzen und glattere Oberflächenfinishs
- Widerstandsfähigkeit gegen Kriechen unter Dauerlast
Wählen Sie Nylon, wenn Sie Folgendes benötigen:
- Höhere Schlag- und Ermüdungsfestigkeit
- Größere Flexibilität und Dehnbarkeit
- Geringere Materialkosten für weniger kritische Anwendungen
Polycarbonat kommt ins Spiel, wenn optische Klarheit oder extrem hohe Schlagzähigkeit gefordert sind. Es ist deutlich zäher als Acryl und bleibt dabei transparent. Schutzabdeckungen, Sichtscheiben und Sicherheitskomponenten werden häufig aus Polycarbonat hergestellt. Allerdings ist es anfälliger für Kratzer als Glas und erfordert bei der Bearbeitung besondere Sorgfalt, um Spannungsrissbildung zu vermeiden.
Materialauswahl basierend auf Ihrer Anwendung
Die Auswahl des Materials beruht nicht nur auf dessen Eigenschaften – vielmehr geht es darum, diese Eigenschaften gezielt an Ihre spezifischen Anforderungen anzupassen und gleichzeitig die Kosten zu steuern. Die folgende umfassende Übersicht soll Sie bei Ihren Entscheidungen unterstützen:
| Material | Wichtige Eigenschaften | Beste Anwendungen | Bearbeitbarkeitsbewertung | Kostenebene |
|---|---|---|---|---|
| Aluminium 6061-T6 | Leichtgewichtig, korrosionsbeständig, schweißbar | Gehäuse, Halterungen, Konsumprodukte, Kühlkörper | Ausgezeichnet | $ |
| Aluminium 7075-T6 | Hohe Festigkeit, ermüdungsbeständig | Luft- und Raumfahrtstrukturen, hochbelastete Komponenten | Gut | $$ |
| Stahl 1018 | Zäh, leicht schweißbar, oberflächenhärtbar | Wellen, Stifte, allgemeine Maschinenteile | Gut | $ |
| Stahl 4140 | Hohe Festigkeit, wärmebehandelbar | Getriebe, Wellen, Werkzeugkomponenten | - Einigermaßen | $$ |
| Edelstahl 304 | Korrosionsbeständig, nicht magnetisch | Lebensmitteltechnik, Medizintechnik, Marinehardware | - Einigermaßen | $$ |
| Edelstahl 316 | Hervorragende Korrosionsbeständigkeit | Chemische Verarbeitung, Marineanwendungen, medizinische Implantate | - Einigermaßen | $$$ |
| Messing C360 | Ausgezeichnete Bearbeitbarkeit, leitfähig | Elektrische Steckverbinder, dekorative Beschläge, Armaturen | Ausgezeichnet | $$ |
| Bronze C932 | Verschleißfest, selbstschmierend | Buchsen, Lager, Axiallagerplatten | Sehr gut. | $$ |
| Delrin (POM) | Geringe Reibung, dimensionsstabil, steif | Getriebe, Lager, Präzisionsmechanismen | Ausgezeichnet | $$ |
| Nylon 6/6 | Schlagzäh, flexibel, zäh | Verschleißplatten, Rollen, Strukturkomponenten | Gut | $ |
| Polycarbonat | Durchsichtig, schlagfest | Sichtgläser, Schutzabdeckungen, Linsen | Gut | $$ |
Wann übertrifft Aluminium Stahl? Aluminium ist die bessere Wahl, wenn das Gewicht entscheidend ist, wenn Korrosionsbeständigkeit wichtig ist und wenn eine schnellere Bearbeitung die Kosten senkt. Stahl ist die bessere Wahl, wenn höchste Festigkeit, Härte oder Verschleißfestigkeit im Vordergrund stehen – und wenn das Gewicht keine Rolle spielt.
Die Bearbeitbarkeit beeinflusst direkt Ihre Gewinnspanne. Werkstoffe mit der Bewertung „Ausgezeichnet“ lassen sich schneller zerspanen, erfordern weniger Werkzeugwechsel und erzielen bessere Oberflächenqualitäten direkt an der Maschine. Laut branchenüblichen Untersuchungen zur Auswahl von Werkstoffen für die CNC-Bearbeitung wirkt sich die Bearbeitbarkeit eines Werkstoffs unmittelbar auf Zeit- und Kostenfaktoren aus: Werkstoffe mit guter Bearbeitbarkeit können schneller zerspant werden und benötigen weniger Werkzeugwechsel, wodurch die Gesamtkosten gesenkt werden.
Berücksichtigen Sie sorgfältig die Kompromisse zwischen Kosten und Leistung. Ein Teil aus Messing mag zwar höhere Rohmaterialkosten verursachen als ein vergleichbarer Teil aus Aluminium, doch wenn Messing die erforderlichen Verschleißeigenschaften bietet, während Aluminium im Einsatz versagt, verhindert die höhere Anschaffungskosten teure Austauschmaßnahmen vor Ort.
Über die Materialeigenschaften hinaus sind Zertifizierungen für regulierte Branchen entscheidend. Materialprüfberichte (MTRs) liefern dokumentierte Nachweise zur Zusammensetzung und zu den Eigenschaften – unverzichtbar für Anwendungen in der Luft- und Raumfahrt, Medizintechnik und Automobilindustrie. Wenn Sie über Online-Plattformen bestellen, stellen Sie sicher, dass das von Ihnen ausgewählte Material die entsprechenden Zertifizierungsoptionen umfasst.
Nachdem Sie Ihr Material ausgewählt haben, bestimmen die nächsten kritischen Faktoren – Toleranzen und Oberflächenqualitäten – darüber, ob Ihr Bauteil die funktionalen Anforderungen erfüllt oder hinter den Erwartungen zurückbleibt.
Toleranzen und Oberflächenqualitäten für praktische Anwendungen erklärt
Sie haben Ihr Bearbeitungsverfahren gewählt und das optimale Material ausgewählt. Nun folgt eine Entscheidung, die selbst erfahrene Konstrukteure oft vor Schwierigkeiten stellt: Wie eng müssen Ihre Toleranzen sein, und welche Oberflächenqualität benötigen Sie tatsächlich? Wählen Sie sie zu großzügig, funktionieren Ihre bearbeiteten Teile nicht ordnungsgemäß. Wählen Sie sie zu eng, zahlen Sie deutlich mehr, ohne einen tatsächlichen Nutzen zu erzielen.
Hier ist etwas, was die meisten Plattformen Ihnen nicht verraten: Die Toleranz von 0,001" (0,0254 mm), die Sie gerade angeben möchten, könnte Ihre Teilekosten verdoppeln und Ihre Lieferzeit verdreifachen. Zu verstehen, wann Präzisionsbearbeitungsdienstleistungen ihren Aufpreis rechtfertigen – und wann Standardtoleranzen vollkommen ausreichend sind – spart Kosten und stellt gleichzeitig sicher, dass Ihre präzisionsbearbeiteten Teile genau so funktionieren, wie vorgesehen.
Welche Toleranz benötigen Sie wirklich?
Die Toleranz legt fest, um wie viel ein Maß vom angegebenen Wert abweichen darf. Wenn ein CNC-bearbeitetes Teil 25,00 mm misst und eine Toleranz von ±0,10 mm aufweist, liegt jede Messung zwischen 24,90 mm und 25,10 mm innerhalb der zulässigen Abweichung und besteht die Prüfung. Das klingt einfach genug. Doch die fertigungstechnischen Auswirkungen einer Verschärfung dieser Toleranz sind alles andere als einfach.
Standard-Fertigungstoleranzen – typischerweise ±0,10 mm (±0,004") – decken die meisten Anwendungen allgemeinen Zwecks effizient ab. Ihre Maschinenwerkstatt arbeitet mit normalen Drehzahlen, verwendet Standardwerkzeuge und führt routinemäßige Qualitätskontrollen durch. Wechseln Sie zu Präzisionstoleranzen von ±0,025 mm (±0,001"), und alles ändert sich: Temperaturkontrollierte Umgebungen werden erforderlich, Maschinen benötigen eine thermische Stabilisierung, und die Prüfverfahren erweitern sich erheblich. Laut forschung zu Fertigungskosten verdoppeln sich die Kosten beim Übergang von Standard- zu Präzisionstoleranzen typischerweise, während Ultra-Präzisionsvorgaben die Ausgaben um das 24-Fache steigern können.
Wann rechtfertigen engere Toleranzen also die zusätzliche Investition? Berücksichtigen Sie folgende Szenarien:
- Fügeflächen: Wenn zwei CNC-gefräste Komponenten exakt ineinanderpassen müssen – beispielsweise eine Welle in einem Lager oder ein Kolben in einem Zylinder
- Fügeverbindungen: Wenn Ihr Bauteil mit anderen Präzisionskomponenten mit minimalem Spiel verbunden wird
- Dichtungsanwendungen: Wenn Dichtungen oder O-Ringe eine bestimmte Kompression zur Funktionsfähigkeit benötigen
- Hochgeschwindigkeitsrotation: Wenn Ungleichgewicht bei engen Toleranzen zu Vibrationen oder vorzeitigem Versagen führen würde
Für nicht kritische Abmessungen – Bereiche für Materialabtrag, Freistiche oder optische Merkmale – reichen in der Regel Standardtoleranzen vollkommen aus. Die teuerste Toleranz ist oft diejenige, die keinen funktionalen Nutzen bietet.
| Toleranzklasse | Typischer Bereich | Anwendungen | Kostenauswirkung |
|---|---|---|---|
| Standard/Handelsüblich | ±0,13 mm (±0,005") | Allgemeine mechanische Teile, Halterungen, Gehäuse, nicht kritische Merkmale | Basispreis ($) |
| Präzision | ±0,025 mm (±0,001") | Passflächen, Lagersitze, Montage-Schnittstellen, hydraulische Komponenten | 2× Basispreis ($$) |
| Hohe Präzision | ±0,013 mm (±0,0005") | Luft- und Raumfahrtstrukturen, medizinische Implantate, optische Halterungen, Messgeräte | 4–8× Basispreis ($$$) |
| Ultra-Präzision | ±0,0025 mm (±0,0001") | Messtechnikgeräte, Halbleiterwerkzeuge, spezialisierte wissenschaftliche Instrumente | 24x+ Basislinie ($$$$) |
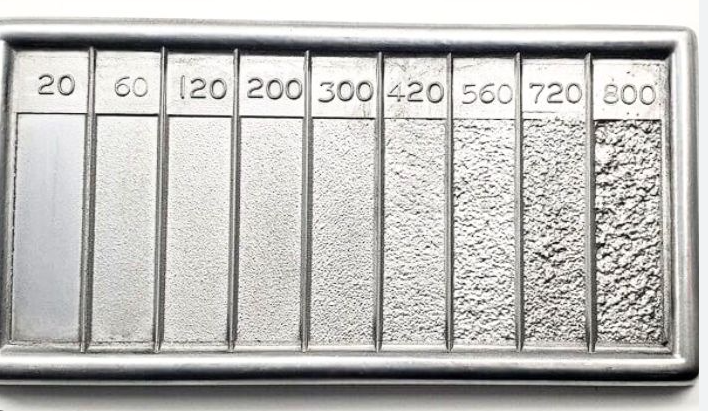
Oberflächenfinish-Optionen und wann sie relevant sind
Die Oberflächenbeschaffenheit beschreibt die Textur der Außenfläche Ihres Bauteils auf mikroskopischer Ebene. Sie wird in Ra (mittlere Rauheit) gemessen – kleinere Werte bedeuten glattere Oberflächen. Praktisch entscheidend ist jedoch Folgendes: Die Oberflächenbeschaffenheit beeinflusst Reibung, Verschleiß, Korrosionsbeständigkeit und optisches Erscheinungsbild.
Wenn Bearbeitungsteile direkt von der CNC-Maschine kommen, erhalten Sie eine „roh bearbeitete“ Oberfläche. Sichtbare Werkzeugspuren bleiben erhalten, doch für innenliegende Komponenten oder Teile, die einer nachträglichen Oberflächenbearbeitung unterzogen werden, reicht diese Baseline oft aus. Von hier aus erweitern sich die Optionen je nach Ihren funktionalen und ästhetischen Anforderungen:
- Roh bearbeitet (Ra 3,2 μm / 125 μin): Standardmaschinenfinish mit sichtbaren Werkzeugpfaden. Ideal für innenliegende Komponenten, Prototypen oder Teile, die einer zusätzlichen Oberflächenbearbeitung unterzogen werden. Die kostengünstigste Option.
- Glatte Bearbeitung (Ra 1,6 μm / 63 μin): Verminderte Werkzeugspuren durch optimierte Schnittparameter. Gut geeignet für allgemeine sichtbare Oberflächen und Anlageflächen.
- Fein bearbeitet (Ra 0,8 µm / 32 µin): Minimal sichtbare Werkzeugspuren. Geeignet für Präzisionspassungen, Dichtflächen und anspruchsvolle optische Anwendungen.
- Medienstrahlen: Einheitliche matte Textur, die Bearbeitungsspuren verdeckt. Erzeugt ein konsistentes Erscheinungsbild über alle Bauteile hinweg und verbessert die Lackhaftung. Wird häufig mit Eloxierung kombiniert, um einen hochwertigen Produktauftritt zu erzielen.
- Eloxiert (Typ II oder Typ III): Elektrochemisches Verfahren zur Erzeugung einer dauerhaften, korrosionsbeständigen Oxidschicht auf Aluminium. In zahlreichen Farben erhältlich. Typ III (Harteloxal) bietet eine deutlich erhöhte Verschleißfestigkeit für anspruchsvolle Anwendungen.
- Pulverbeschichtet: Dauerhafte Lackierung in nahezu jeder Farbe verfügbar. Fügt eine Schichtdicke von 0,05–0,15 mm hinzu – entscheidend für maßgenaue Merkmale, bei denen ggf. Maskierung erforderlich ist.
- Elektropoliert: Chemischer Prozess zur Erzeugung spiegelähnlicher Oberflächen auf Edelstahl. Verringert die Oberflächenrauheit und verbessert gleichzeitig die Korrosionsbeständigkeit. Wird häufig bei medizinischen Geräten und Anlagen für die Lebensmittelverarbeitung eingesetzt.
- Schwarzoxid: Umwandlungsbeschichtung für Stahl, die eine geringe Korrosionsbeständigkeit und ein attraktives schwarzes Erscheinungsbild bietet. Führt zu einer nur minimalen Änderung der Abmessungen.
Die Auswahl der Oberflächenbeschaffenheit wirkt sich unmittelbar auf die Fertigungskomplexität aus. Wie in der Forschung zu Oberflächenbehandlungsverfahren erläutert wird, führen Pulverbeschichtung und Eloxierung zu einer Materialaufdickung, die bei engen Toleranzen stören kann; dies erfordert das Abdecken kritischer Merkmale – einen manuellen, zeitaufwändigen Prozess, der sowohl die Kosten als auch die Durchlaufzeit erhöht.
Präzision und Budget im Gleichgewicht halten
Verschiedene Branchen gehen mit Toleranzen und Oberflächenbeschaffenheiten grundsätzlich unterschiedlichen Philosophien nach. Luft- und Raumfahrtanwendungen stoßen aufgrund von Gewichtsbeschränkungen und Sicherheitsanforderungen häufig an die Grenzen der Präzision – jedes Gramm zählt, wenn man fliegt. Medizinische Geräte legen besonderen Wert auf eine konsistente und zuverlässige Fertigung zur Gewährleistung der Patientensicherheit. Konsumgüter streben in der Regel ein Gleichgewicht zwischen optischer Attraktivität und kosteneffizienter Produktion an.
Der intelligenteste Ansatz? Engste Toleranzen nur dort anwenden, wo es die Funktion erfordert. Erstellen Sie eine Toleranzhierarchie:
- Kritische Maße: Merkmale, die Passung, Funktion oder Sicherheit beeinflussen – präzise Toleranzen festlegen
- Wichtige Abmessungen: Merkmale, die Montage oder Leistung beeinflussen – Standardtoleranzen mit klaren Prüfanforderungen verwenden
- Referenzmaße: Nicht-kritische Merkmale – akzeptieren, was der Fertigungsprozess naturgemäß liefert
Die Temperatur spielt ebenfalls eine größere Rolle, als viele Ingenieure vermuten. Ein 300 mm großes Aluminiumteil dehnt sich bei jeder Temperaturänderung um 10 °C um ca. 0,07 mm aus. Wenn Toleranzen vorgegeben werden, die enger sind als die zu erwartende thermische Variation, entsteht eine unmögliche Fertigungssituation.
Beim Hochladen auf eine Online-CNC-Serviceplattform sollten Sie nach DFM-Feedback (Design for Manufacturability) Ausschau halten, das unnötig enge Toleranzen kennzeichnet. Viele Systeme schlagen mittlerweile automatisch vor, an welchen Stellen Spezifikationen ohne funktionelle Einbußen gelockert werden könnten – was Ihnen Kosten spart, ohne die Qualität der Präzisionsbearbeitungsdienstleistungen zu beeinträchtigen, die Ihre Anwendung tatsächlich erfordert.
Sobald Sie Toleranzen und Oberflächenqualitäten verstanden haben, sind Sie bereit, den gesamten Bestellablauf zu durchlaufen – von der korrekten Aufbereitung Ihrer CAD-Dateien bis zum Tracking Ihrer Teile während Produktion und Lieferung.
Der komplette Workflow vom CAD-Upload bis zur Teilelieferung
Sie haben Ihren Fertigungsprozess ausgewählt, das geeignete Material gewählt und Toleranzen festgelegt, die Präzision und Budget in Einklang bringen. Nun ist der entscheidende Moment gekommen: die eigentliche Auftragserteilung. Was geschieht, nachdem Sie auf „Hochladen“ klicken? Was passiert hinter den Kulissen, bevor Ihre CNC-gefertigten Teile bei Ihnen eintreffen?
Das Verständnis dieses Workflows verwandelt Sie von einem passiven Kunden in einen informierten Partner im Fertigungsprozess. Wenn Sie wissen, was in jeder Phase geschieht, können Sie Ihre Dateien besser vorbereiten, Lieferzeiten genauer einschätzen und häufige Fehler vermeiden, die Projekte verzögern und Kosten erhöhen.
Vorbereitung Ihrer CAD-Dateien für den Erfolg
Ihre CNC-Maschine ist nur so gut wie die Datei, die Sie ihr übergeben. Das ist keine Übertreibung – es ist die Realität der Fertigung. Unvollständige Geometrie, falsche Dateiformate oder übermäßig komplexe Modelle führen zu Kettenreaktionen, die sich durch den gesamten Produktionsprozess fortpflanzen.
Beginnen Sie mit dem richtigen Dateiformat. Gemäß branchenüblichen Best Practices zur Vorbereitung von CNC-Dateien eignen sich folgende Formate am besten für Online-CNC-Bearbeitungsdienste:
- STEP (.stp, .step): Der universelle Standard für CNC. Bewahrt die Volumengeometrie genau und ist mit nahezu jedem CAM-System kompatibel
- IGES (.igs, .iges): Älteres Format, das nach wie vor weit verbreitet unterstützt wird. Gut für Flächenmodelle, kann jedoch bei der Übersetzung manchmal Daten verlieren
- Parasolid (.x_t, .x_b): Nativ in SolidWorks und vielen CAM-Systemen. Hervorragende Geometriebewahrung
- NATIVE CAD-DATEIEN: Einige Plattformen akzeptieren SolidWorks-, Fusion-360- oder Inventor-Dateien direkt
Vermeiden Sie netzbasierte Formate wie STL oder OBJ für die spanende Bearbeitung. Obwohl diese Formate sich ideal für den 3D-Druck eignen, zerlegen sie glatte Kurven in winzige Dreiecke, was bei der Erstellung von Werkzeugwegen Probleme verursacht. Ihr sorgfältig gestalteter Radius wird zu einer facettierten Näherung, die nicht präzise bearbeitet werden kann.
Führen Sie vor dem Export diese kurze Prüfliste durch:
- Stellen Sie sicher, dass Ihr Modell ein geschlossener, wasserdichter Körper ist – ohne offene Flächen oder Lücken
- Entfernen Sie doppelte oder überlappende Geometrien, die CAM-Software verwirren können
- Beseitigen Sie extrem dünne Wände (unter 0,5 mm bei Metallen, 1,0 mm bei Kunststoffen)
- Prüfen Sie, ob innenliegende Ecken Fasen aufweisen, die den verfügbaren Werkzeugradien entsprechen
- Bestätigen Sie die korrekten Einheiten – Fehler zwischen Millimeter und Zoll sind überraschend häufig
Vom Angebot bis zur Lieferzeit
Sobald Ihre Datei bereit ist, folgt der Bestellprozess einer logischen Abfolge. Hier erfahren Sie genau, was in jeder Phase geschieht:
- Datei-Upload und sofortige Analyse: Sie laden Ihre CAD-Datei über das Portal der Plattform hoch. Innerhalb weniger Sekunden analysieren automatisierte Algorithmen die Geometrie, berechnen das Volumen des abzutragenden Materials und identifizieren potenzielle Fertigungsherausforderungen. Die meisten Plattformen unterstützen Batch-Uploads für Bestellungen mit mehreren Teilen.
- Auswahl der Spezifikation: Sie wählen Werkstoff, Menge, Toleranzanforderungen und Oberflächenfinish aus. Das System berechnet den Preis in Echtzeit neu, während Sie die Parameter anpassen – so finden Sie den optimalen Kompromiss zwischen Leistung und Budget.
- Gestaltbarkeitsprüfung (DFM): Die Algorithmen der Plattform – oder bei komplexen Teilen menschliche Konstrukteure – bewerten Ihr Design hinsichtlich der Fertigungsbeschränkungen. Sie erhalten Feedback zu Merkmalen, die möglicherweise Probleme verursachen: Wände, die zu dünn sind, Bohrungen, die zu tief sind, oder Hinterschneidungen, die spezielle Werkzeuge erfordern. Dieser Schritt verhindert kostspielige Überraschungen in späteren Phasen.
- Angebotsstellung: Sie erhalten ein verbindliches Angebot, das den Einzelpreis, eventuelle Einrichtungsgebühren, die Lieferzeit und die Versandoptionen enthält. Online-Fertigungsangebote für Standardteile liegen in der Regel innerhalb weniger Minuten vor – im Vergleich zu mehreren Tagen über herkömmliche Kanäle.
- Auftragsbestätigung und Zahlung: Sobald Sie das Angebot genehmigt haben, startet die Zahlungsabwicklung und löst die Produktionsplanung aus. Ihre Bestellung wird in die Fertigungs-Warteschlange aufgenommen, wobei ein bestätigter Liefertermin festgelegt wird.
- Herstellung: Ihre kundenspezifisch gefertigten Teile gehen in die Produktion. CNC-Programmierer erstellen optimierte Werkzeugwege basierend auf Ihrer Geometrie. Maschinenbediener rüsten die Maschinen ein, prüfen die Erststücke und führen die Serienfertigung durch. Qualitätsmanagement-Systeme überwachen während des gesamten Prozesses die Maßhaltigkeit.
- Qualitätskontrolle: Fertiggestellte Teile werden hinsichtlich ihrer Maßhaltigkeit anhand Ihrer Spezifikationen überprüft. Je nach Ihren Anforderungen reicht dies von Stichprobenkontrollen kritischer Abmessungen bis hin zu einer vollständigen Koordinaten-Messmaschinen-(CMM)-Prüfung mit detaillierten Prüfberichten.
- Oberflächenbearbeitung und Nachbearbeitung: Falls Sie Oberflächenbehandlungen wie Eloxieren, Pulverbeschichten oder Galvanisieren angegeben haben, erfolgen diese in einem separaten Arbeitsschritt vor der endgültigen Verpackung.
- Versand und Lieferung: Die Teile werden sorgfältig verpackt, um Beschädigungen während des Transports zu vermeiden. Mit den Sendungsverfolgungsdaten können Sie den Fortschritt verfolgen, bis die CNC-gefertigten Teile bei Ihnen eintreffen.
Der gesamte Zyklus für Prototyp-Fertigungsdienstleistungen dauert in der Regel 3–10 Werktage, abhängig von der Komplexität, der Verfügbarkeit der Werkstoffe und den Anforderungen an die Oberflächenbearbeitung. Bei Serienfertigung verlängern sich die Lieferzeiten naturgemäß, doch profitieren Sie von Effizienzsteigerungen, die die Kosten pro Teil senken.
Häufige Upload-Fehler vermeiden
Nach der Bearbeitung von Tausenden von Aufträgen identifizieren Online-Plattformen immer wieder dieselben vermeidbaren Fehler. Das Vermeiden dieser Fehler beschleunigt Ihren Zeitplan und verhindert kostspielige Nacharbeiten.
Fehlende oder falsche Toleranzen: Wenn Sie keine Toleranzen angeben, wenden die Hersteller ihre Standardtoleranzen an (üblicherweise ±0,13 mm). Dies kann durchaus ausreichend sein – oder aber zu Montageproblemen führen. Geben Sie daher bei kritischen Abmessungen stets explizit die gewünschten Toleranzen an.
Unmögliche innere Ecken: Schneidwerkzeuge sind rund. Eine innere Ecke mit einem Winkel von 90 Grad ist geometrisch unmöglich zu bearbeiten. Fügen Sie entweder Abschrägungen (Fasen) oder Abrundungen (Fillet) mit Radien hinzu, die gängigen Werkzeugradien entsprechen (üblich sind 3 mm, 5 mm und 6 mm), oder rechnen Sie damit, dass der Hersteller eine Klärung anfordert – was Ihre Zeitplanung um mehrere Tage verzögern kann.
Gewinde ohne Angaben: Ihr CAD-Modell zeigt möglicherweise Gewindebohrungen, doch CNC-Maschinen benötigen explizite Gewindespezifikationen. Geben Sie in Ihrer technischen Zeichnung oder in den Anmerkungen Typ (z. B. UNC, metrisch), Steigung, Einschraubtiefe und Passungsgrad an.
Fehlende 2D-Zeichnungen bei komplexen Anforderungen: Während 3D-Modelle die spanende Bearbeitung steuern, vermitteln 2D-Zeichnungen besondere Anforderungen wie GD&T-Angaben (Geometrische Produktspezifikation), Oberflächengütevorgaben für bestimmte Flächen oder Prüfkriterien. Bei CNC-Prototypen mit einfachen Geometrien genügen oft allein die 3D-Daten – für Serienteile empfiehlt sich jedoch ergänzend eine 2D-Zeichnung.
Übermäßige Toleranzvorgaben: Die Angabe von ±0,01 mm bei jeder Abmessung signalisiert mangelnde Erfahrung und treibt die Angebotspreise in die Höhe. Enge Toleranzen sollten ausschließlich dort angewendet werden, wo die Funktion dies erfordert. Erfahrene Konstrukteure unterscheiden zwischen kritischen Passungen und allgemeinen Abmessungen.
Profiprinzip für kürzere Durchlaufzeiten: Vereinfachen Sie Merkmale, die die Funktion nicht beeinflussen. Diese dekorative Fase, für die ein Spezialwerkzeug erforderlich ist? Die tiefe, schmale Nut, für die Werkzeuge mit verlängerter Reichweite benötigt werden? Jedes nicht standardmäßige Merkmal erhöht die Rüstzeit. Wenn Termine eng sind, zählt die konstruktive Vereinfachung oft mehr als eine beschleunigte Lieferung.
Kostenoptimierung folgt einer ähnlichen Logik. Standardwerkstoffe (Aluminiumlegierung 6061, Edelstahl 304) sind günstiger und liefern schneller als exotische Legierungen. Generell lockerere Toleranzen reduzieren den Prüfaufwand. Größere Stückzahlen verteilen die Rüstkosten auf mehr Teile. Und die Konstruktion für eine effiziente Spanntechnik – ebene Unterseiten, gut zugängliche Merkmale, logische Bearbeitungsabläufe – verkürzt die Produktionszeit, ohne Einbußen bei der Qualität zu verursachen.
Nachdem Ihre Bestellung aufgegeben und die Produktion angelaufen ist, hilft Ihnen das Verständnis der Preisgestaltung dabei, fundiertere Entscheidungen für zukünftige Projekte zu treffen – und möglicherweise die Kosten für laufende Projekte noch vor der endgültigen Festlegung der Spezifikationen zu senken.
Verständnis der Preiskalkulation für CNC-Bearbeitung und Kostenoptimierung
Haben Sie sich schon einmal gefragt, warum zwei scheinbar ähnliche Bauteile völlig unterschiedliche Angebote für die CNC-Bearbeitung erhalten? Sie sind damit nicht allein. Die meisten Online-Plattformen zeigen Ihnen lediglich eine Zahl an, ohne zu erläutern, wie sie berechnet wurde. Diese Intransparenz lässt Sie raten, ob Sie ein faires Angebot erhalten – oder ob Sie für Funktionen zu viel bezahlen, die Sie tatsächlich gar nicht benötigen.
Die Realität sieht so aus: Die Kosten für die CNC-Bearbeitung sind nicht willkürlich. Sie folgen vorhersehbaren Mustern, die auf bestimmten Faktoren beruhen, die Sie selbst beeinflussen können. Wenn Sie diese Kostentreiber verstehen, wandeln Sie sich vom passiven Käufer zu einer Person, die Konstruktionen strategisch auf Kosteneffizienz optimieren kann. Werfen wir einen Blick hinter den Vorhang darauf, was Ihre Kosten für die metallverarbeitende Bearbeitung tatsächlich bestimmt.
Was die Kosten für die CNC-Bearbeitung tatsächlich bestimmt
Jedes Angebot, das Sie erhalten, spiegelt sechs zentrale Kostenfaktoren wider. Einige davon können Sie bereits in der Entwurfsphase beeinflussen. Andere hängen von Ihren Produktionsanforderungen ab. Alle diese Faktoren wirken miteinander und eröffnen Optimierungsmöglichkeiten.
Materialwahl beeinflusst die Kosten auf zweierlei Weise. Erstens variieren die Rohstoffpreise stark – Titan kostet pro Kilogramm etwa das Zwanzigfache von Aluminium. Zweitens wirkt sich die Bearbeitbarkeit auf die Produktionszeit aus. Die Bearbeitung von Aluminium erfolgt deutlich schneller als die von Edelstahl, da weichere Werkstoffe höhere Vorschubgeschwindigkeiten und eine längere Werkzeugstandzeit ermöglichen. Laut branchenüblicher Kostenanalyse liegt der Preis für Aluminium typischerweise bei 1–3 USD pro Kilogramm, während Titan zwischen 15 und 50 USD pro Kilogramm kostet.
Komplexität des Teils beeinflusst direkt die Bearbeitungszeit – und Zeit bedeutet Geld. Komplexe Geometrien erfordern mehrere Aufspannungen, spezielle Werkzeuge und langsamere Schnittgeschwindigkeiten, um die Genauigkeit zu gewährleisten. Eine einfache Halterung benötigt möglicherweise 15 Minuten zur Bearbeitung. Ein kompliziertes Gehäuse mit tiefen Taschen und zusammengesetzten Winkeln kann dagegen mehrere Stunden in Anspruch nehmen.
Toleranzanforderungen die Kosten werden exponentiell steigen. Standard Toleranzen (± 0,13 mm) sind bei normaler Bearbeitung im Wesentlichen frei. Die Präzisionstoleranzen (± 0,025 mm) erfordern Umweltkontrollen, sorgfältige Messungen und eine langsamere Verarbeitung. Die hochpräzisen Spezifikationen können die Kosten um das 24fache oder mehr erhöhen.
Menge die Festkosten werden auf mehrere Teile verteilt. Die Installationsgebühren, die Programmierzeit und die erste Artikelinspektion erfolgen nur einmal, unabhängig davon, ob Sie 1 Teil oder 1.000 bestellen. Höhere Volumina verringern diese Fixkosten dramatisch.
Oberflächenfinish die Datenverarbeitung erfolgt in einem System, das die Datenverarbeitung und die Datenverarbeitung in einem System durchführt. Die bearbeiteten Teile kosten nichts mehr. Die polierten Oberflächen erfordern zusätzliche Durchläufe. Anodisierung, Pulverbeschichtung oder Plattierung sind separate Verarbeitungsstufen mit eigenen Kosten.
Lieferzeit erzeugt Prämien, wenn Sie dringend Teile benötigen. Die Eile der Bestellungen stört die Produktionsplanung und erfordert möglicherweise Überstunden oder eine beschleunigte Beschaffung von Material.
| Faktor | Ausmaß der Auswirkung | Optimierungsstrategie |
|---|---|---|
| Materialauswahl | Hoch | Wählen Sie leicht verfügbare Werkstoffe mit guter Zerspanbarkeit: Aluminium 6061 statt 7075; Edelstahl 304 statt 316, wenn die Korrosionsanforderungen dies zulassen. |
| Komplexität des Teils | Hoch | Vereinfachen Sie nichtfunktionale Merkmale. Verringern Sie Taschentiefen. Verwenden Sie Standardwerkzeugradien für innere Ecken. Teilen Sie übermäßig komplexe Teile in Baugruppen auf. |
| Toleranzspezifikationen | Hoch | Geben Sie enge Toleranzen nur für funktionale Passflächen an. Akzeptieren Sie Standardtoleranzen bei nicht kritischen Abmessungen. |
| Bestellmenge | Hoch | Konsolidieren Sie Bestellungen, um Rüstkosten zu verteilen. Erwägen Sie, zukünftige Bedarfe gemeinsam zu bestellen, um Mengenrabatte zu erhalten. |
| Oberflächenfinish | Mittel | Spezifizieren Sie eine „as-machined“-Oberfläche, wo das Erscheinungsbild keine Rolle spielt. Verwenden Sie Sandstrahlen statt Polieren, um bei geringeren Kosten ein einheitliches Erscheinungsbild zu erzielen. |
| Lieferzeit | Mittel | Planen Sie rechtzeitig, um Beschleunigungszuschläge zu vermeiden. Standardlieferzeiten von 7–10 Tagen sind typischerweise 15–30 % günstiger als beschleunigte Optionen. |
Intelligente Strategien zur Senkung der Teilekosten
Kostensenkung bedeutet nicht, minderwertige Qualität hinzunehmen. Sie bedeutet vielmehr, Verschwendung zu eliminieren – unnötige Präzision, überdimensionierte Merkmale oder ineffiziente Konstruktionen, die die Bearbeitungszeit erhöhen, ohne einen funktionalen Mehrwert zu liefern.
Beginnen Sie damit, jede enge Toleranz zu hinterfragen. Laut forschung zu Fertigungskosten beträgt die Standardtoleranz von ±0,127 mm bereits eine sehr hohe Genauigkeit und ist für die meisten Anwendungen ausreichend. Jede weitere Verengung der Toleranz erhöht den Prüfaufwand, verlangsamt die Schnittgeschwindigkeiten und erhöht das Risiko, Teile abzulehnen.
Gestalten Sie für eine effiziente Metallbearbeitung, indem Sie Merkmale vermeiden, die spezielle Werkzeuge erfordern. Tiefe, schmale Nuten zwingen zur Verwendung von Langstrecken-Fräsern, die sich verformen und langsamere Vorschübe benötigen. Dünne Wände erfordern sorgfältige Stützung und schonende Bearbeitung. Nichtstandardmäßige Bohrungsdurchmesser erfordern maßgefertigte Bohrer statt handelsüblicher Werkzeuge.
Berücksichtigen Sie folgende praktische Optimierungen:
- Vergrößern Sie die Innenwinkelradien passen Sie Radien an gängige Fräserdurchmesser an (3 mm, 5 mm, 6 mm). Größere Radien ermöglichen schnellere Bearbeitung und längere Werkzeuglebensdauer.
- Begrenzen Sie die Taschentiefe auf das Vierfache der Breite. Tiefer liegende Taschen erfordern Spezialwerkzeuge und deutlich langsamere Vorschubraten.
- Standard-Lochgrößen verwenden verwenden Sie Bohrungsdurchmesser, die gängigen Bohrergrößen entsprechen, statt willkürlicher Maße.
- Vermeiden Sie unnötige Oberflächengütespezifikationen an inneren oder verdeckten Flächen.
- Gestaltung flacher Unterseiten für eine stabile Werkstückaufnahme statt der Notwendigkeit maßgeschneiderter Spannvorrichtungen.
Bei kleinen CNC-Bearbeitungsaufträgen übersteigen die Rüstkosten häufig die Material- und Bearbeitungszeit zusammen. Ein einzelnes komplexes Teil könnte 150 USD kosten, während die Bestellung von zehn identischen Teilen möglicherweise nur 300 USD beträgt – weil die Rüstung nur einmal erfolgt. Prüfen Sie stets, ob es wirtschaftlich sinnvoll ist, etwas mehr als den unmittelbaren Bedarf zu bestellen.
Mengenrabatte und Staffelpreise
Die Mengenpreisgestaltung bei kundenspezifischen CNC-Bearbeitungsdienstleistungen folgt einem vorhersehbaren Muster. Die Erststückfertigung belastet die Einzelkosten am stärksten, da sie Programmierung, Rüstung und Prozessvalidierung umfasst. Jedes weitere Teil profitiert von Effizienzsteigerungen.
Die Rechnung ergibt sich deutlich zugunsten des Kunden. Reale Preisdaten zeigen, dass ein Teil, das für eine Einheit 134 GBP kostet, bei zehn Stück auf 38 GBP pro Stück fällt – eine Reduktion um 70 %. Bei 100 Stück sinkt die Einzelstückkosten auf 13 GBP, was einer Senkung um 90 % gegenüber dem Einzelstückpreis entspricht.
Dies ist keine Magie – es ist Fertigungswirtschaft. Der CNC-Programmierer erstellt die Werkzeugwege einmal. Der Maschinist richtet die Werkstückspannung einmal ein. Die Qualitätsprüfung legt die Messprotokolle einmal fest. All diese Fixkosten verteilen sich auf Ihre gesamte Bestellung.
Erfahrene Einkäufer nutzen dies auf mehrere Arten:
- Bestellungen zusammenfassen anstatt im Laufe der Zeit mehrere kleine Einzelbestellungen aufzugeben
- Bestellen Sie Prototypen in kleinen Losgrößen (5–10 Einheiten) statt Einzelstücken, wenn Sie Iterationen testen
- Prognostizieren Sie Ihren Produktionsbedarf und verpflichten Sie sich zu größeren Mengen für bessere Preise
- Vereinbaren Sie Rahmenbestellungen für laufende Bedarfe mit geplanten Lieferterminen
Allerdings ist eine hohe Stückzahl nicht immer die Lösung. Bei der Prototypfertigung oder der Designvalidierung verschwendet die Bestellung von Hunderten Teilen, bevor die Funktionalität bestätigt ist, Ressourcen. Der optimale Ansatz stellt einen Ausgleich zwischen dem aktuellen Bedarf und realistischen mengenbasierten Einsparungen her – niemals werden mehr Teile bestellt, als tatsächlich benötigt werden, nur um einen Preisvorteil zu erzielen.
Nachdem die Preisfaktoren verstanden sind, richtet sich Ihre nächste Überlegung darauf, zu bewerten, welche Online-CNC-Anbieter tatsächlich die Qualität, Zertifizierungen und Kommunikation liefern, die Ihre Projekte erfordern.
So bewerten und vergleichen Sie Online-CNC-Anbieter
Sie wissen nun, wie die Preisgestaltung funktioniert und welche Faktoren die Kosten beeinflussen. Doch hier ist eine Frage, die genauso wichtig ist: Woher wissen Sie, welcher Anbieter tatsächlich qualitativ hochwertige Teile termingerecht liefert? Nicht alle Online-CNC-Dienstleister arbeiten nach demselben Standard. Einige unterhalten strenge Qualitätsmanagementsysteme mit zertifizierten Prozessen. Andere agieren als Vermittler und verbinden Sie mit unbekannten Maschinenbauunternehmen, deren Fähigkeiten stark variieren können.
Die Wahl des falschen Anbieters verschwendet nicht nur Geld – sie verzögert Projekte, verursacht Montageprobleme und kann unter Umständen Ihren Ruf bei Ihren eigenen Kunden schädigen. Die gute Nachricht? Es existieren objektive Bewertungskriterien, anhand derer sich zuverlässige Partner von riskanten Spekulationen unterscheiden lassen.
Zertifizierungen, die tatsächlich zählen
Branchenzertifizierungen sind nicht nur schicke Logos auf einer Website. Sie stellen dokumentierte Nachweise dafür dar, dass ein Hersteller standardisierte Qualitätsprozesse einhält, die von unabhängigen Auditoren verifiziert wurden. Laut Untersuchungen zu Fertigungszertifizierungen fungieren Zertifizierungen als tragende Säulen, die jede Phase des Produktionsprozesses innerhalb eines Qualitätsmanagementsystems stützen und validieren.
Welche Zertifizierungen sind jedoch tatsächlich für Ihre Anwendung relevant? Hier erfahren Sie, was jede wichtige Zertifizierung aussagt:
ISO 9001 legt weltweit den Grundstandard für Qualitätsmanagementsysteme fest. Sie belegt, dass ein Betrieb dokumentierte Verfahren pflegt, Leistungskennzahlen überwacht und Abweichungen durch korrigierende Maßnahmen behandelt. Falls ein Anbieter nicht einmal diese grundlegende Zertifizierung vorweisen kann, sollten Sie äußerst vorsichtig vorgehen.
AS9100D baut auf ISO 9001 auf und ergänzt diese durch luft- und raumfahrt-spezifische Anforderungen, darunter strenge Risikomanagementprozesse, umfangreiche Dokumentationsanforderungen sowie Kontrollen zur Gewährleistung der Produktintegrität entlang komplexer Lieferketten. Alle Teile, die für Luftfahrtanwendungen bestimmt sind, müssen aus nach AS9100D zertifizierten Einrichtungen stammen.
IATF 16949 regelt das Qualitätsmanagement im Automobilsektor und kombiniert die Grundsätze von ISO 9001 mit branchenspezifischen Anforderungen an kontinuierliche Verbesserung, Fehlervermeidung und strenge Überwachung von Zulieferern. Falls Sie CNC-Fertigungsbetriebe in meiner Nähe für Automobilanwendungen herstellen, ist diese Zertifizierung zwingend erforderlich.
ISO 13485 gilt für die Herstellung medizinischer Geräte und sieht strenge Kontrollen hinsichtlich Konstruktion, Rückverfolgbarkeit und Risikominderung vor. Medizinische Komponenten benötigen diese Zertifizierung, um die Anforderungen der Aufsichtsbehörden zu erfüllen und die Sicherheit der Patienten zu gewährleisten.
NADCAP die Akkreditierung konzentriert sich speziell auf besondere Verfahren, die für Luft- und Raumfahrt sowie Verteidigung von entscheidender Bedeutung sind – Wärmebehandlung, chemische Verarbeitung und zerstörungsfreie Prüfung. Dies stellt eine zusätzliche Qualitätssicherungsebene über allgemeine Zertifizierungen hinaus dar.
Fragen, die vor der Bestellung gestellt werden sollten
Zertifizierungen informieren Sie über Systeme. Gleichzeitig müssen Sie jedoch auch verstehen, wie ein bestimmter Anbieter Ihre spezifischen Anforderungen bearbeitet. Bevor Sie sich für einen Online-CNC-Service entscheiden, sollten Sie Antworten auf folgende entscheidende Fragen einholen:
- Qualitätssicherungsprozess: Welche Prüfmethoden verwenden sie? Führen sie Zwischenprüfungen durch oder nur Endprüfungen? Können sie CMM-Berichte für kritische Abmessungen bereitstellen? Einrichtungen mit einer robusten Qualitätskontrolle sollten ihre Messfähigkeiten und Kalibrierprotokolle problemlos erläutern können.
- Material-Rückverfolgbarkeit: Können sie Materialprüfberichte (MTRs) vorlegen, die Zusammensetzung und Eigenschaften dokumentieren? Für regulierte Branchen ist diese Dokumentation zwingend vorgeschrieben – nicht optional.
- Maschinenkapazitäten: Mit welchen Maschinen arbeiten sie? Mehrachsige Maschinen, Schweizer-Drehmaschinen und EDM-Fähigkeiten erweitern das Machbare. Erkundigen Sie sich nach dem Alter der Maschinen und den Wartungsplänen – gut gewartete Maschinen liefern konsistente Ergebnisse.
- Rücknahme- und Korrekturrichtlinien: Was geschieht, wenn Teile außerhalb der Spezifikationen eintreffen? Seriöse Anbieter legen ihre Nachfertigungsrichtlinien klar dar und reagieren schnell auf Qualitätsbedenken.
- Kommunikationskanäle: Können Sie bei Problemen direkt mit einem echten Ingenieur sprechen? Einige Plattformen bieten ausschließlich Chatbot-Support an, während andere direkten Zugang zu technischem Fachpersonal gewährleisten, das die Herausforderungen der Zerspanung versteht.
- Zuverlässigkeit der Lieferzeiten: Wie sieht ihre Erfolgsquote bei termingerechter Lieferung aus? Fordern Sie konkrete Daten an, keine Versprechen. Eine zuverlässige Lieferung ist wichtiger als optimistische Schätzungen.
- Qualität des DFM-Feedbacks: Wie detailliert ist ihre Konstruktionsanalyse für die Fertigung (Design for Manufacturability)? Anbieter, die potenzielle Probleme bereits vor der Produktion erkennen, sparen Ihnen Zeit und Kosten.
Bei der Bewertung von Antworten ist auf Konkretheit zu achten. Vage Aussagen wie „wir verfügen über Qualitätsprozesse“ sind weniger aussagekräftig als detaillierte Erläuterungen zu Inspektionsprotokollen, Kalibrierungsplänen und dokumentierten Verfahren.
Online- versus lokale Maschinenwerkstätten
Hier ist eine ehrliche Einschätzung, die die meisten Online-Plattformen Ihnen nicht geben: Manchmal sind lokale Maschinenwerkstätten die bessere Wahl. Die Entscheidung zwischen der Suche nach einer „CNC-Werkstatt in meiner Nähe“ und der Nutzung von Online-Diensten hängt von Ihrer konkreten Situation ab.
Online-CNC-Dienstleistungen zeichnen sich aus, wenn:
- Sie sofortige Angebote ohne Telefonate oder Wartezeiten benötigen
- Der geografische Standort keine Rolle spielt – jede zertifizierte Einrichtung ist geeignet
- Standardmaterialien und Toleranzen Ihren Anforderungen entsprechen
- Sie Prototypen oder kleine Serienbestellungen aufgeben
- Transparente Preisgestaltung und Auftragsverfolgung für Ihren Workflow wichtig sind
- Sie keine bestehenden Geschäftsbeziehungen zu qualifizierten Maschinenwerkstätten in Ihrer Nähe unterhalten
Lokale Maschinenwerkstätten sind sinnvoll, wenn:
- Ihre Teile eine umfangreiche Zusammenarbeit und iterative Entwicklung erfordern
- Sie Anlagen, Geräte und Prozesse persönlich begutachten müssen
- Extrem knappe Fristen eine Lieferung am selben Tag oder am nächsten Tag erfordern
- Komplexe Projekte von persönlichen Konstruktionsgesprächen profitieren
- Sie proprietäre Produkte entwickeln, die strenge Vertraulichkeit erfordern
- Bestehende Produktionsbeziehungen regelmäßige Besuche bei einem nahe gelegenen Maschinenschlosser rechtfertigen
Laut vergleichender Analyse zwischen traditioneller und Online-Bearbeitung konzentrieren sich traditionelle CNC-Dienstleistungen auf Präzision, persönliche Unterstützung und strenge Qualitätskontrollen – Sie bauen eine enge Verbindung mit dem Betrieb auf, was bei großen oder speziellen Projekten hilfreich ist. Online-Plattformen priorisieren Geschwindigkeit, Benutzerfreundlichkeit und schnellen Zugang, doch der direkte Austausch mit den Personen, die Ihre Teile herstellen, bleibt möglicherweise begrenzt.
Die praktische Realität? Viele Käufer nutzen beide Ansätze strategisch. Online-Plattformen übernehmen unkomplizierte Teile, bei denen vor allem Geschwindigkeit und Preis-Transparenz im Vordergrund stehen. Lokale Maschinenbauwerkstätten in meiner Nähe übernehmen komplexe Projekte, die eine enge Zusammenarbeit und schnelle Iterationen erfordern.
Betrachten Sie diesen Entscheidungsrahmen: Wenn Sie Ihre Anforderungen vollständig in einer CAD-Datei und schriftlichen Spezifikationen definieren können, liefern Online-Dienste in der Regel schneller und kostengünstiger. Erfordert Ihr Projekt hingegen einen fortlaufenden Dialog, Designanpassungen während der Bearbeitung oder spezialisierte Verfahren jenseits der Standard-Bearbeitung, bieten lokale Maschinenbauwerkstätten Beziehungsvorteile, die digitale Plattformen nicht reproduzieren können.
Sobald die Bewertungskriterien festgelegt sind, hilft das Verständnis dafür, wie verschiedene Branchen diese Standards anwenden – und welche speziellen Anforderungen sie stellen – dabei, Anbieter gezielt an Ihre konkreten Anwendungsbedürfnisse anzupassen.

Branchenanwendungen vom Automobil- bis zum Luftfahrtbereich
Das Verständnis von Zertifizierungen und Bewertungskriterien bildet die Grundlage. Doch wie übersetzen sich diese Standards in reale Fertigungsszenarien? Unterschiedliche Branchen bevorzugen nicht nur bestimmte Zertifizierungen – sie schreiben vielmehr konkrete Verfahren, Materialien und Qualitätsprotokolle vor, die das operative Geschäft von Online-CNC-Dienstleistern in jedem Sektor grundlegend prägen.
Ob Sie CNC-Metallkomponenten für Automobilbaugruppen entwickeln, präzise CNC-Bearbeitungsdienstleistungen für chirurgische Instrumente oder Luft- und Raumfahrt-CNC-Bearbeitung für flugkritische Strukturen benötigen – jede Branche stellt einzigartige Anforderungen. Wir beleuchten, was diese Anforderungen praktisch bedeuten – und wie führende Hersteller sie bewältigen.
Anforderungen in der Automobilherstellung
Die Automobilindustrie folgt einem einfachen Prinzip: Null Fehler bei großer Stückzahl. Wenn Sie Tausende identischer Komponenten herstellen, die exakt in Hochgeschwindigkeits-Montagelinien passen müssen, ist Konsistenz keine Option – sie ist überlebensnotwendig.
Die IATF-16949-Zertifizierung bildet das Fundament des Qualitätsmanagements in der Automobilindustrie. Dieser Standard geht über die grundlegenden Anforderungen der ISO 9001 hinaus, um die spezifischen Herausforderungen der Großserienfertigung zu bewältigen. Laut branchenspezifischer Zertifizierungsforschung kombiniert IATF 16949 die Grundsätze der ISO 9001 mit sektorspezifischen Anforderungen an kontinuierliche Verbesserung, Fehlervermeidung und strenge Lieferantenüberwachung.
Was bedeutet dies für Ihre CNC-Projekte im Automobilbereich? Hersteller, die diesen Sektor bedienen, müssen nachweisen:
- Statistische Prozesskontrolle (SPC): Eine kontinuierliche Überwachung kritischer Abmessungen während der gesamten Fertigungsprozesse – nicht nur bei der Endkontrolle
- Advanced Product Quality Planning (APQP): Strukturierte Verfahren zur Entwicklung und Einführung neuer Komponenten, die Produktionsrisiken minimieren
- Production Part Approval Process (PPAP): Dokumentierte Nachweise dafür, dass Produktionsprozesse durchgängig Teile herstellen, die den Spezifikationen entsprechen
- Fehlermöglichkeits- und Einflussanalyse (FMEA): Eine systematische Identifizierung potenzieller Ausfälle, bevor sie eintreten
- Vollständige Verfolgbarkeit: Dokumentation, die jedes Bauteil mit den jeweiligen Materialchargen, Maschineneinstellungen und Bedienermaßnahmen verknüpft
Typische Anwendungen der CNC-Bearbeitung im Automobilbereich umfassen Chassisbefestigungswinkel, Getriebegehäuse, Komponenten des Bremssystems, Teile des Lenkmechanismus sowie kundenspezifische Metallbuchsen. Diese Teile erfordern häufig die Bearbeitung von Edelstahl zur Korrosionsbeständigkeit bei exponierten Anwendungen oder von Aluminium für gewichtskritische Komponenten.
Für Hersteller, die von der Prototypbearbeitung auf die Serienfertigung hochskalieren, verlangt der Automobilsektor Partner, die eine gleichbleibende Qualität über alle Volumenübergänge hinweg sicherstellen können. Shaoyi Metal Technology dieses Unternehmen verkörpert diese Fähigkeit: Seine nach IATF 16949 zertifizierte Produktionsstätte kombiniert strenge statistische Prozesskontrolle (SPC) mit einer schnellen Skalierung vom Rapid-Prototyping bis zur Serienfertigung und bietet Lieferzeiten von nur einem Arbeitstag für Chassisbaugruppen und Präzisionskomponenten. Diese Kombination aus Zertifizierung, Prozesskontrolle und Geschwindigkeit löst die grundlegende Herausforderung der Automobilindustrie: qualitativ hochwertige Teile ohne Verzögerung in die Montagelinien zu liefern.
Präzisionsstandards für Luft- und Raumfahrt sowie Medizintechnik
Wenn die Automobilfertigung Konsistenz im großen Maßstab erfordert, verlangen die Luft- und Raumfahrt- sowie der medizinische Sektor Präzision ohne Kompromisse. Die Folgen eines Versagens – sei es ein Turbinenschaufelbruch in einer Höhe von 30.000 Fuß oder ein chirurgischer Implantatfehler, der dem Patienten Schaden zufügt – machen Qualitätsanforderungen grundsätzlich nicht verhandelbar.
Anforderungen an die CNC-Bearbeitung für Luft- und Raumfahrtanwendungen
Laut forschung zur Präzisionsfertigung erfordern Luft- und Raumfahrtkomponenten wie Turbinenschaufeln, Motorkomponenten und Strukturhalterungen Toleranzen von bis zu ±0,0005" (±0,013 mm) – ein Bereich ultra-präziser Fertigung, der Umgebungssteuerung und spezialisierte Messgeräte voraussetzt.
Die Zertifizierung nach AS9100D ist für Zulieferer der Luft- und Raumfahrtindustrie zwingend vorgeschrieben. Dieser Standard erweitert ISO 9001 um branchenspezifische Anforderungen zur Flugsicherheit:
- Erweitertes Risikomanagement: Formale Verfahren zur Identifizierung und Minimierung von Risiken während der gesamten Produktentwicklung
- Konfigurationsmanagement: Strenge Kontrollen, um sicherzustellen, dass Bauteile exakt mit den genehmigten Konstruktionsunterlagen übereinstimmen
- Kontrollen zur Gewährleistung der Produktintegrität: Verhinderung von gefälschten Materialien und nicht autorisierten Substitutionen
- Erste Artikelprüfung (FAI): Umfassende Verifizierung, dass die Produktionsprozesse qualifizierte Teile reproduzieren
Die Materialanforderungen in der Luft- und Raumfahrt erfordern spezialisiertes Fachwissen. Titanlegierungen bieten außergewöhnliche Festigkeits-zu-Gewichts-Verhältnisse, werden jedoch langsam bearbeitet und führen zu einem schnellen Werkzeugverschleiß. Inconel und andere Nickel-Superlegierungen widerstehen extremen Temperaturen, stellen aber erhebliche Herausforderungen bei der Bearbeitung dar. Selbst das Prototyping von Kohlenstofffasern für Verbundstrukturen erfordert ein Verständnis dafür, wie sich diese Materialien unter Schnittkräften verhalten.
Typische Luft- und Raumfahrtkomponenten umfassen Strukturhalterungen, Triebwerksaufhängungen, Landegestellkomponenten, Stellantriebsgehäuse sowie Kraftstoffsystemanschlüsse – jede dieser Komponenten erfordert dokumentierte Materialzertifikate und eine vollständige dimensionsgerechte Verifizierung.
Medizinische Bearbeitungsstandards
Die Herstellung medizinischer Geräte stellt zusätzlich zu den Anforderungen an hohe Präzision auch Biokompatibilitätsanforderungen. Die Zertifizierung nach ISO 13485 regelt diesen Bereich mit strengen Vorgaben hinsichtlich Konstruktion, Fertigung, Rückverfolgbarkeit und Risikominderung.
Was medizinische Bearbeitung auszeichnet:
- Biokompatible Materialien: Titanlegierungen der Güteklassen 5 und 23, chirurgische Edelstähle (316L, 17-4PH) sowie spezielle Kunststoffe wie PEEK, die im Körper keine unerwünschten Reaktionen hervorrufen
- Oberflächenqualitätsanforderungen: Glatte, gratfreie Oberflächen, die Gewebeschäden und bakterielle Besiedlung verhindern
- Verträglichkeit mit Reinigungs- und Sterilisationsverfahren: Teile, die für wiederholte Autoklavierzyklen ausgelegt sind, ohne dass es zu einer Degradation kommt
- Vollständige Rückverfolgbarkeit: Jede Komponente ist bis hin zu den jeweiligen Materialchargen nachverfolgbar, um bei Auftreten von Problemen Rückrufmaßnahmen durchführen zu können
Anwendungen der medizinischen Bearbeitung reichen von chirurgischen Instrumenten und orthopädischen Implantaten über Gehäuse für Diagnostikgeräte bis hin zu Komponenten für Arzneimittelabgabesysteme. Jede dieser Anwendungen erfordert Dokumentationspakete, die die Vorschriften der FDA sowie internationale Standards für Medizinprodukte erfüllen.
Vom Prototypen zur Produktionssteigerung
Vielleicht ist der schwierigste Übergang in der Fertigung nicht die Erzielung von Präzision – sondern deren Aufrechterhaltung, wenn die Stückzahlen von einzelnen Prototypen auf Tausende Serieneinheiten ansteigen. Laut Studien zum Skalieren von Fertigungsprozessen gehört die Preisgestaltung zu den schwierigsten Aufgaben bei einem Produkt: Wenn hier ein Fehler unterlaufen wird, gerät das gesamte Programm aus der Spur.
Die CNC-Fertigung von Prototypen erfüllt grundsätzlich andere Zwecke als die Serienfertigung. Bei der Prototypfertigung werden Konstruktionsideen validiert, die Funktionalität getestet und Probleme identifiziert, bevor man sich auf die Serienfertigung festlegt. In dieser Phase steht meist die Geschwindigkeit im Vordergrund – nicht die Kosten pro Einheit.
Die Herausforderung beim Übergang ergibt sich, wenn erfolgreiche Prototypen in Serienfertigung überführt werden müssen. Dies umfasst:
- Feinabstimmung der Konstruktion für die Fertigung (Design for Manufacturability, DFM): Anpassung der Prototypproduktkonstruktionen zur Optimierung der Fertigungseffizienz
- Prozessvalidierung: Sicherstellung, dass die gewählten Fertigungsverfahren die Leistung des Prototyps konsistent reproduzieren
- Materialgleichmäßigkeit: Sicherstellung, dass die Produktionsmaterialien genau den Materialeigenschaften des Prototyps entsprechen
- Einführung des Qualitätsmanagementsystems: Implementierung von Prüfprotokollen, die für die Serienfertigung geeignet sind
- Kostenoptimierung: Senkung der Stückkosten durch Prozesseffizienz, ohne dabei die Qualität zu beeinträchtigen
Intelligente Hersteller begegnen diesen Herausforderungen, indem sie mit präzisen CNC-Bearbeitungsdienstleistern zusammenarbeiten, die beide Phasen abdecken können. Die Zusammenarbeit mit derselben Fertigungsstätte – vom Prototyp bis zur Serienfertigung – eliminiert die Risiken, die bei der Übertragung von Projekten zwischen verschiedenen Zulieferern entstehen, wo häufig das spezifische, erfahrungsbezogene Wissen über einzelne Bauteile verloren geht.
Hier zeigen Anbieter wie Shaoyi Metal Technology besonderen Mehrwert. Ihre Fähigkeit, schnelle Prototypen mit einer Lieferzeit von nur einem Tag bereitzustellen und anschließend unter demselben IATF-16949-Qualitätssystem auf volle Serienfertigungsvolumina hochzuskalieren, beseitigt die Diskontinuität, die den Übergang vom Prototyp zur Serienfertigung typischerweise behindert. Gerade für Automobilanwendungen gewährleisten ihre Expertise im Bereich Chassis-Montage sowie eine konsequente SPC-Überwachung, dass die Serienteile exakt mit den validierten Prototypen übereinstimmen.
Die zentrale Erkenntnis? Die Auswahl eines Online-CNC-Dienstleisters geht weit über die bloße Herstellung des heutigen Prototyps hinaus. Es geht vielmehr darum, einen Partner zu finden, dessen Kompetenzen sich über den gesamten Produktlebenszyklus erstrecken – von der ersten Konzeptvalidierung bis hin zur langfristigen Serienfertigung. Die Zertifizierungen, Verfahren und Branchenexpertise, die Sie heute bewerten, entscheiden darüber, ob Ihre Fertigung nahtlos skaliert oder an jedem Übergangspunkt ins Stocken gerät.
Nachdem Sie die Branchenanforderungen verstanden haben, sind Sie bereit, den letzten Schritt zu gehen: die Vorbereitung Ihrer ersten Bestellung mit einer klaren Checkliste, die den Erfolg sicherstellt.
Erste Schritte mit Ihrer ersten Online-CNC-Bestellung
Sie haben bereits eine Menge Informationen aufgenommen – Verfahren, Werkstoffe, Toleranzen, Preisfaktoren und Bewertungskriterien. Jetzt stellt sich die praktische Frage: Wie geben Sie tatsächlich Ihre erste Bestellung auf? Noch wichtiger: Wie erkennen Sie, ob Online-CNC-Bearbeitungsdienste überhaupt die richtige Wahl für Ihr konkretes Projekt sind?
Lassen Sie uns all das in handlungsorientierte Anleitungen verdichten. Ganz gleich, ob Sie maßgefertigte CNC-Teile für einen Prototypen bestellen oder Serienfertigung von CNC-Maschinenteilen planen – dieser letzte Abschnitt bietet Ihnen einen klaren Rahmen, um selbstbewusste Entscheidungen zu treffen.
Ihre Vorbestellungs-Checkliste
Bevor Sie auf „Hochladen“ klicken, gehen Sie diese wesentlichen Aspekte durch. Jeder Prüfpunkt verhindert häufige Fehler, die Projekte verzögern oder Kosten erhöhen:
- Verfahrensauswahl bestätigt: Haben Sie festgelegt, ob Ihr Bauteil Fräsen, Drehen oder Mehrachsen-Bearbeitung erfordert? Zylindrische Teile eignen sich besonders für das Drehen; komplexe Geometrien mit mehreren Flächen benötigen Fräsen; aufwändige Konturen können eine 5-Achsen-Bearbeitung rechtfertigen.
- Material korrekt spezifiziert: Ist das gewählte Material für die mechanischen, thermischen und umgebungsbedingten Anforderungen der Anwendung geeignet? Haben Sie überprüft, ob das Material über Ihre ausgewählte Plattform problemlos verfügbar ist?
- Toleranzen priorisiert: Haben Sie identifiziert, welche Abmessungen tatsächlich kritisch sind und welche mit Standardtoleranzen auskommen können? Überall enge Toleranzen anzuwenden, treibt die Kosten unnötig in die Höhe.
- CAD-Datei validiert: Ist Ihr Modell ein geschlossener, wasserdichter Volumenkörper? Haben Sie doppelte Geometrie entfernt, die Einheiten (mm vs. Zoll) überprüft und bestätigt, dass innere Ecken bearbeitbare Radien aufweisen?
- Dateiformat optimiert: Laden Sie STEP-, IGES- oder Parasolid-Dateien hoch – und nicht Mesh-Formate wie STL? Solide Geometrie lässt sich sauber in Fertigungsanweisungen umsetzen.
- Gewinde und besondere Merkmale dokumentiert: Haben Sie explizite Hinweise zu Gewinden, Oberflächenbeschaffenheitsanforderungen an bestimmten Flächen oder anderen Details gegeben, die allein durch die CAD-Geometrie nicht vermittelt werden können?
- Menge strategisch berücksichtigt: Verteilt Ihre Bestellmenge die Rüstungskosten effektiv? Würde eine geringfügig höhere Menge die Stückkosten so stark senken, dass sich dies rechtfertigt?
- Lieferzeit realistisch: Haben Sie ausreichend Produktionszeit eingeplant, oder führen Beschleunigungszuschläge unnötigerweise zu einer Erhöhung Ihres Angebots?
- Zertifizierungen verifiziert: Verfügt der Anbieter über Zertifizierungen, die für Ihre Branche geeignet sind – mindestens ISO 9001 sowie ggf. IATF 16949, AS9100D oder ISO 13485?
- Anforderungen an Qualitätsdokumentation klar: Benötigen Sie Prüfberichte, Materialzertifikate oder Konformitätsbescheinigungen? Geben Sie diese bereits vor Beginn der Produktion an, statt sie erst danach anzufordern.
Die richtige Fertigungswahl treffen
Hier ist eine ehrliche Wahrheit: Online-CNC-Bearbeitungsdienste sind nicht immer die optimale Lösung. Zu verstehen, wann Alternativen sinnvoller sind, spart Zeit, Geld und Frustration.
Wählen Sie Online-CNC, wenn:
- Ihr Bauteil die Präzision, Festigkeit oder Materialeigenschaften erfordert, die nur durch spanende Fertigung erreicht werden können
- Sie funktionale Prototypen aus serienreifen Werkstoffen benötigen – nicht nur visuelle Mock-ups
- Die Stückzahlen zwischen 1 und mehreren hundert liegen
- Sie transparente Preise, sofortige Angebote und Bestellverfolgung schätzen
- Standardwerkstoffe und Toleranzen Ihren Anforderungen entsprechen
- Lieferzeiten von 3–10 Tagen in Ihren Zeitplan passen
Entscheiden Sie sich stattdessen für den 3D-Druck, wenn:
- Ihre Geometrie innere Kanäle, Gitterstrukturen oder organische Formen enthält, die sich nicht maschinell bearbeiten lassen
- Sie sehr geringe Mengen (1–5 Teile) nicht-funktionaler Prototypen kurzfristig benötigen
- Die Materialeigenschaften sind weniger kritisch als Geschwindigkeit und geometrische Freiheit
- Ihr Budget ist äußerst begrenzt und die Genauigkeitsanforderungen sind moderat
Laut vergleichender Fertigungsforschung übertrifft der 3D-Druck bei Bauteilen mit wenigen geometrischen Einschränkungen alle anderen Verfahren, während die CNC-Bearbeitung bei Mengen von mehr als 100 Einheiten mit einfachen Geometrien günstigere Skaleneffekte bietet.
Berücksichtigen Sie Spritzgussverfahren, wenn:
- Die Menge übersteigt 500–1.000+ identische Kunststoffteile
- Die Stückkosten sind wichtiger als die anfängliche Werkzeuginvestition
- Ihr Entwurf ist abgeschlossen und wird sich wahrscheinlich nicht ändern.
Berücksichtigen Sie lokale Maschinenbauwerkstätten, wenn:
- Projekte eine umfangreiche Zusammenarbeit und iterative Entwicklung erfordern
- Eine Lieferung am selben Tag oder am nächsten Tag ist tatsächlich entscheidend
- Gespräche zur Konstruktionsentwicklung von Angesicht zu Angesicht die Ergebnisse verbessern würden
- Eigentumsrechtliche Bedenken maximale Vertraulichkeitskontrollen erfordern
Viele erfolgreiche Käufer nutzen strategisch mehrere Ansätze. Schnelle CNC-Prototypenfertigung über Online-Plattformen ermöglicht eine rasche Validierung von Konstruktionen. Für Serienfertigung könnten die Produktionsmengen auf Spritzguss umgestellt werden. Hochspezialisierte CNC-Schneidoperationen werden möglicherweise bei bewährten lokalen Partnern belassen.
Nächste Schritte für Ihr Projekt
Sie sind nun in der Lage, sich sicher im Bereich der Online-CNC-Fertigung zurechtzufinden. Doch Wissen ohne Handeln bleibt theoretisch. So gehen Sie praktisch weiter vor:
Beginnen Sie mit einer Testbestellung. Wenn Sie noch nie eine bestimmte Plattform genutzt haben, starten Sie mit einem einfacheren Bauteil statt mit Ihrer kritischsten Komponente. So überprüfen Sie deren Qualität, Kommunikation und Lieferzuverlässigkeit, bevor Sie größere Projekte beauftragen.
Suchen Sie nach Partnern, die serienreif arbeiten. Wenn Ihr Projekt möglicherweise vom CNC-Prototypenbau bis zur Serienfertigung skaliert, wählen Sie Anbieter aus, die beide Phasen bewältigen können. Gemäß den Bewertungskriterien für die Fertigung sollte eine gute Partnerschaft nicht nur die aktuellen Anforderungen erfüllen, sondern auch die Fähigkeit besitzen, zukünftige Anforderungen zu erfüllen und mit Ihrem Wachstum zu skalieren.
Was zeichnet lieferbereite Zulieferer aus? Achten Sie auf nachgewiesene Kompetenzen wie Lieferzeiten von einem Tag für dringende Prototypen, Zertifizierungen, die Ihren branchenspezifischen Anforderungen entsprechen, sowie dokumentierte Qualitätsprozesse (insbesondere SPC-Monitoring für Konsistenz). Shaoyi Metal Technology verkörpert diese Merkmale – ihre IATF-16949-Zertifizierung, ihre Expertise in der Fahrwerksmontage und ihre schnelle Durchlaufzeit verdeutlichen, was lieferorientierte Zulieferer bieten sollten.
Akzeptieren Sie die Lernkurve. Ihre erste Bestellung wird wahrscheinlich nicht perfekt sein. Sie werden Feinheiten beim Festlegen von Toleranzen, bei der Aufbereitung von Dateien und bei der Kommunikation von Anforderungen entdecken, die kein Leitfaden vollständig vorhersehen kann. Jedes Projekt baut Fachwissen auf, das nachfolgende Bestellungen reibungsloser und kosteneffizienter macht.
Führen Sie die Iteration fort. Online-CNC-Plattformen entwickeln sich stetig weiter – verbesserte Angebotserstellungsalgorithmen, erweiterte Werkstoffoptionen, kürzere Durchlaufzeiten. Bleiben Sie neugierig auf neue Funktionen und gehen Sie nicht davon aus, dass heutige Einschränkungen dauerhaft bestehen bleiben.
Die Fertigungslandschaft hat sich grundlegend gewandelt. Was einst wochenlange Telefonate, Vor-Ort-Besuche und Angebotsverhandlungen erforderte, geschieht heute innerhalb weniger Minuten über digitale Plattformen. Sie haben Zugang zu Präzisionsfertigungskapazitäten, von denen frühere Ingenieurgenerationen nur träumen konnten.
Nutzen Sie diesen Zugang weise. Gestalten Sie sorgfältig. Spezifizieren Sie präzise. Kooperieren Sie strategisch. Und verwandeln Sie Ihre digitalen Konstruktionen mit Zuversicht in physische Realität.
Häufig gestellte Fragen zu Online-CNC-Diensten
1. Wie hoch sind die Kosten für die CNC-Bearbeitung?
Die Kosten für die CNC-Bearbeitung hängen von sechs Hauptfaktoren ab: Materialauswahl (Aluminium kostet 1–3 USD/kg, während Titan 15–50 USD/kg kostet), Teilekomplexität, Toleranzanforderungen, Bestellmenge, Oberflächenfinish-Spezifikationen und Lieferzeit. Standardtoleranzen halten die Kosten auf dem Basismiveau, während Präzisionstoleranzen die Kosten verdoppeln können. Bei Großbestellungen sinken die Stückkosten deutlich – ein Teil, das für eine Einheit 134 USD kostet, kann bei einer Menge von 10 Stück auf jeweils 38 USD pro Stück fallen. Die Optimierung von Konstruktionen durch Verwendung gängiger Werkzeugradien, Begrenzung der Hohlraumtiefe und Auswahl leicht verfügbarer Materialien hilft, die Kosten zu minimieren, ohne die Qualität einzubüßen.
2. Welcher ist der beste Online-CNC-Service?
Der beste Online-CNC-Service hängt von Ihren spezifischen Anforderungen ab. Bewerten Sie Anbieter anhand ihrer Zertifizierungen (mindestens ISO 9001, zusätzlich IATF 16949 für die Automobilindustrie oder AS9100D für die Luft- und Raumfahrtindustrie), ihrer Qualitätsicherungsprozesse, verfügbaren Materialien, Zuverlässigkeit der Lieferzeiten und der Qualität der Kommunikation. Für Automobilanwendungen, die eine IATF-16949-Zertifizierung mit statistischer Prozesskontrolle (SPC) und einer schnellen Skalierung vom Rapid-Prototyping bis zur Serienfertigung erfordern, bietet Shaoyi Metal Technology Lieferzeiten von einem Tag sowie Expertise in der Chassis-Montage. Fordern Sie stets Materialprüfberichte an und überprüfen Sie die Prüfkapazitäten, bevor Sie sich für Großaufträge verpflichten.
3. Wie erhalte ich ein Sofortangebot für die CNC-Bearbeitung?
Laden Sie Ihre CAD-Datei (vorzugsweise im STEP-, IGES- oder Parasolid-Format) auf eine Online-CNC-Plattform hoch. Die Algorithmen des Systems analysieren sofort die Geometrie, berechnen die Bearbeitungszeit und berücksichtigen die Materialkosten. Wählen Sie Ihre Spezifikationen – Werkstoffart, Menge, Toleranzen und Oberflächenfinish – und erhalten Sie Echtzeit-Preisaktualisierungen. Die meisten Plattformen liefern verbindliche Angebote innerhalb weniger Minuten, im Gegensatz zu mehreren Tagen über herkömmliche Kanäle. Stellen Sie sicher, dass Ihr Modell ein geschlossener, wasserdichter Körper mit maschinierbaren Innen-Eckenradien ist, um eine genaue automatisierte Angebotserstellung zu gewährleisten.
4. Welche Dateiformate eignen sich am besten für die Online-CNC-Bearbeitung?
STEP-Dateien (.stp, .step) sind der universelle Standard für die CNC-Bearbeitung und bewahren die Volumengeometrie präzise über alle CAM-Systeme hinweg. Auch IGES- und Parasolid-Formate funktionieren gut. Vermeiden Sie gitterbasierte Formate wie STL oder OBJ, da diese glatte Kurven in facettierte Näherungen zerlegen, die für die Präzisionsbearbeitung ungeeignet sind. Vor dem Export sollten Sie überprüfen, ob Ihr Modell wasserdicht ist, doppelte Geometrie entfernen, Wände mit einer Dicke unter 0,5 mm bei Metallen eliminieren und die korrekten Einheiten bestätigen, um häufige Upload-Fehler zu vermeiden, die die Produktion verzögern.
5. Wann sollte ich Online-CNC statt 3D-Druck oder lokale Maschinenwerkstätten wählen?
Wählen Sie Online-CNC, wenn Sie Präzision, Festigkeit und werkstofftechnisch hochwertige Materialien für funktionale Prototypen oder Stückzahlen von 1 bis mehreren hundert Teilen benötigen. Der 3D-Druck eignet sich für interne Kanäle, Gitterstrukturen oder schnelle visuelle Mock-ups, bei denen die Materialeigenschaften weniger entscheidend sind. Lokale Maschinenwerkstätten zeichnen sich durch Projekte aus, die umfangreiche Zusammenarbeit, Lieferung am selben Tag oder persönliche Konstruktionsgespräche erfordern. Viele Einkäufer nutzen alle drei Verfahren strategisch – Online-Plattformen für einfache Teile, lokale Werkstätten für komplexe, kollaborative Projekte und 3D-Druck für maximale geometrische Freiheit.