 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Wichtige Arten von Werkzeugelementen in der modernen Fertigung

Zusammenfassung
In der Fertigung bezeichnet der Begriff „die“ zwei verwandte Konzepte. Erstens sind dies die Die-Komponenten, also die einzelnen Teile eines Werkzeugs – wie Die-Platten, Führungsbolzen und Stempel –, die in einer Presse zusammenwirken. Zweitens werden Dies anhand ihrer Funktion und Komplexität in verschiedene Typen eingeteilt, wie einfache, zusammengesetzte und progressive Dies, die bestimmen, wie sie Blech schneiden oder formen, um ein Endprodukt herzustellen.
Die grundlegenden Komponenten eines Stanzwerkzeugs
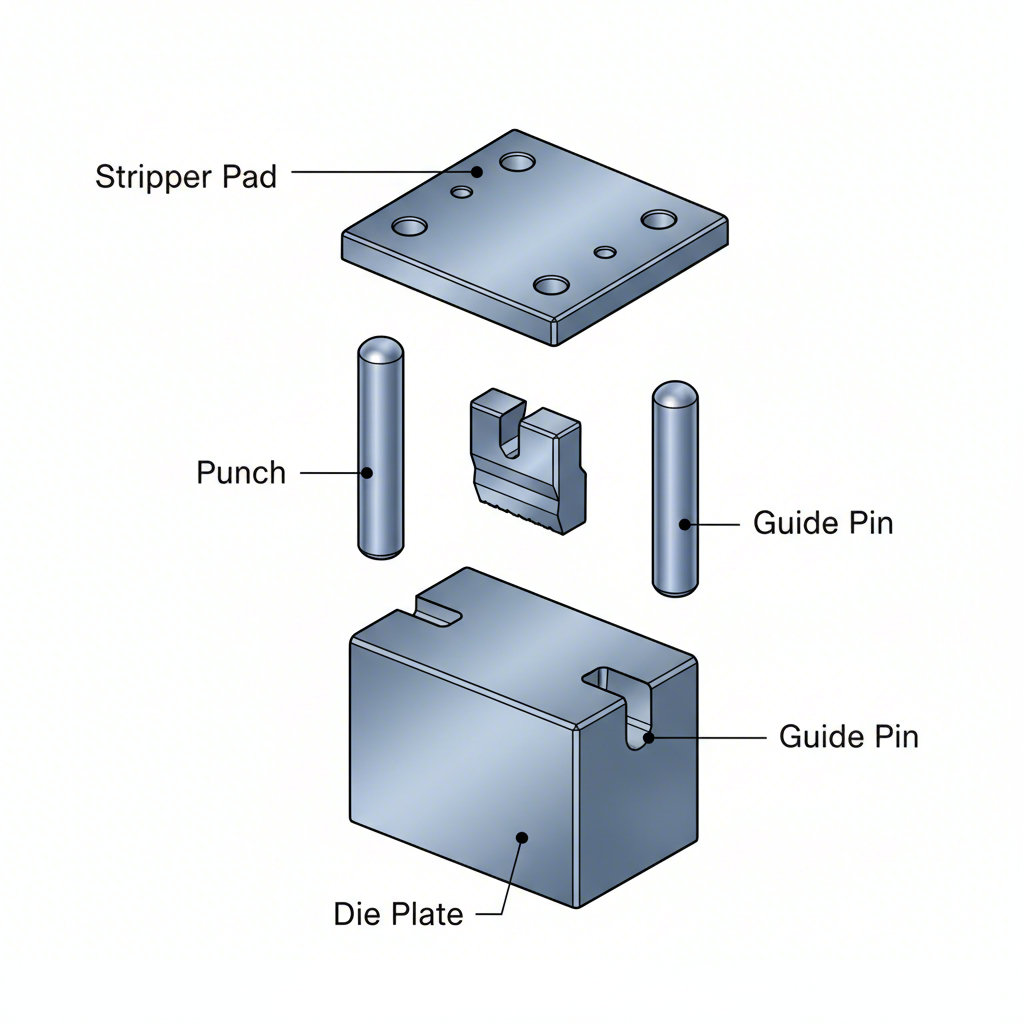
Ein Stanzwerkzeug ist ein Präzisionswerkzeug, das zum Schneiden und Formen von Blech verwendet wird und aus mehreren wesentlichen Komponenten besteht, die im Einklang arbeiten. Als Grundlage dienen die die-Platten , auch bekannt als Die-Schuhe oder Die-Sätze. Diese dicken, flachen Platten dienen als Fundament zur Montage aller anderen funktionellen Teile des Dies. Ihre Flachheit und Parallelität sind entscheidend für die Genauigkeit des gesamten Werkzeugs. Die oberen und unteren Die-Schuhe werden präzise ausgerichtet durch führungsbolzen und Buchsen , die sicherstellen, dass die beiden Hälften der Presseform bei jedem Hub exakt zusammenpassen, wodurch Fehlausrichtungen vermieden werden, die das Werkzeug oder das hergestellte Teil beschädigen könnten.
Die aktiven Elemente der Presseform sind die stempel und Buchsen (oder Matrize). Stempel sind die Komponenten, die das Schneiden oder Umformen durchführen; beispielsweise erzeugt ein Durchstanzstempel ein Loch, während ein Ausschneidestempel das Außenprofil eines Teils ausschneidet. Diese Stempel werden durch halteplatten fest positioniert. Wenn ein Stempel in das Material eindringt, gelangt er in einen entsprechenden Hohlraum im unteren Formblock und schert das Metall ab. Um zu verhindern, dass das Material am zurückziehenden Stempel haften bleibt, hält eine federbelastete sCHLITTENPFLASTER hält das Blech nach unten gedrückt, wodurch der Stempel sauber austreten kann.
Schließlich wird die gesamte Anordnung durch verschiedene andere Komponenten angetrieben und gesteuert. Federn —die aus Feder, Polyurethan oder Stickstoff-Gasfedern bestehen können—liefern die notwendige Kraft für Abstreifplatten und Andruckplatten, die das Metall während der Umformung halten. Bei Werkzeugen, die erheblichen seitlichen Kräften ausgesetzt sind, führungsblock und Führungsplatte werden hinzugefügt, um diesen Schub aufzunehmen und die Führungsbolzen vor Verbiegung zu schützen. Laut Experten von Der Blechverarbeiter , bilden diese Kernkomponenten das Rückgrat nahezu jedes Stanzwerkzeugs, vom einfachsten bis zum komplexesten.
Ein umfassender Leitfaden zu den wichtigsten Werkzeugtypen
Über ihre einzelnen Komponenten hinaus werden Werkzeuge anhand der durchgeführten Operationen und ihrer Komplexität in verschiedene Typen eingeteilt. Die Auswahl eines Werkzeugtyps hängt von Faktoren wie Teilekomplexität, Produktionsvolumen und Kosteneffizienz ab. Der grundlegendste ist ein Linienwerkzeug (oder einfache Matrize), die bei jedem Hub der Presse eine einzige Operation wie Biegen oder Durchbohren ausführt. Diese Methode wird häufig bei der Produktion geringer Stückzahlen oder zur Herstellung einfacher Teile eingesetzt, da sie weniger komplexe und kostengünstige Werkzeuge erfordert.
Für effizientere Produktion greifen Hersteller auf fortgeschrittenere Konstruktionen zurück. Eine Zusammengesetzter Sterz führt mehrere Schneidvorgänge in einem einzigen Presshub an einer Station durch. Zum Beispiel kann sie gleichzeitig ein Loch in die Mitte eines Teils stanzen und dabei den Außenkontur ausschneiden, was sie ideal für die präzise Herstellung flacher Teile wie Scheiben macht. Im Gegensatz dazu verfügt eine Progressiver Stanzstempel über eine Reihe von Stationen, wobei jede Station nacheinander eine andere Operation ausführt. Das Blech in Form eines Bandstahls wird durch die Matrize geführt, und bei jedem Presshub wird das Teil zur nächsten Station weitertransportiert, bis es fertiggestellt ist. Wie von Standardmatrizen bemerkt wurde, ist diese Methode außerordentlich schnell und kostengünstig für die Serienproduktion komplexer Teile.
Eine weitere wichtige Kategorie ist die Transferwerkzeug , das ähnelt einer progressiven Matrize, verarbeitet jedoch einzelne, getrennte Zuschnitte anstelle eines kontinuierlichen Bandes. Mechanische Finger oder Arme befördern das Teil von einer Station zur nächsten. Dies ist nützlich für große Teile wie Automobilbleche, die auf einem Band nur schwer zu handhaben sind. Für komplexe Projekte, insbesondere im Automobilsektor, ist die Zusammenarbeit mit einem spezialisierten Hersteller entscheidend. Beispielsweise Shaoyi (Ningbo) Metal Technology Co., Ltd. überzeugt bei der Herstellung maßgeschneiderter Automobil-Stanzwerkzeuge und bietet präzise Lösungen für OEMs und Zulieferer der ersten Stufe, die fortschrittliche Werkzeugtechnik für die Serienproduktion benötigen.
| Würfel-Typ | Kennzeichen | Häufige Anwendung | Relative Komplexität/Kosten |
|---|---|---|---|
| Linienmatrize (Einfache Matrize) | Führt pro Presshub eine Operation durch. | Kleiner Losgrößenfertigung, einfache Teile, sekundäre Bearbeitungsschritte. | Niedrig |
| Zusammengesetzter Sterz | Führt mehrere Schneidvorgänge in einer einzigen Station durch. | Scheiben, Dichtungen und andere flache Teile mit hoher Genauigkeit. | Mittel |
| Progressiver Stanzstempel | Mehrere Stationen führen aufeinanderfolgende Operationen an einem Metallband durch. | Großserienfertigung komplexer Teile (z. B. elektrische Steckverbinder). | Hoch |
| Transferwerkzeug | Überträgt ein einzelnes Teil zwischen mehreren Stationen für Bearbeitungsschritte. | Große Teile wie Karosserieteile und tiefgezogene Schalen. | Sehr hoch |
| Kombinationswerkzeug | Führt in einem Hub sowohl einen schneidenden als auch einen nicht-schneidenden (Umformungs-/Zieh-)Vorgang durch. | Teile, die ein Schneiden und Biegen/Umformen erfordern, wie kleine Halterungen. | Mittel bis hoch |
Erkundung spezialisierter Werkzeuge für bestimmte Fertigungsverfahren
Neben den allgemeinen Klassifizierungen basierend auf dem Arbeitsablauf werden viele Werkzeuge nach der spezifischen Aufgabe benannt, die sie ausführen. Diese spezialisierten, oft einstufigen Werkzeuge sind entscheidend, um präzise Merkmale an einem gefertigten Bauteil zu erzielen. Ein Ausstanzform , zum Beispiel, ist ausschließlich darauf ausgelegt, die Außenform oder den Profilumriss eines Teils aus einer größeren Metallplatte auszuschneiden. Das ausgeschnittene Stück, bekannt als Blank, wird dann zum Ausgangswerkstück für nachfolgende Operationen. Dies ist häufig der allererste Schritt in einem Fertigungsprozess, wie beispielsweise das Ausschneiden der flachen Form einer Autotür vor deren Umformung.
Im Gegensatz dazu ist ein Durchstanzwerkzeug dient dazu, Löcher, Schlitze oder andere innere Merkmale innerhalb eines Teils zu erzeugen, ohne dessen Außenkontur zu verändern. Im Gegensatz zum Stanzen, bei dem das ausgeschnittene Stück das gewünschte Teil ist, wird beim Durchstanzen das ausgeschnittene Material (der Slug) als Abfall entsorgt. Durchstanzvorgänge können entweder mit einer speziellen Matrize oder als Station innerhalb einer größeren fortlaufenden Matrize durchgeführt werden. Sowohl das Stanzen als auch das Durchstanzen sind grundlegende Schneidoperationen im Metallumformen, wie in verschiedenen Fertigungsressourcen beschrieben, einschließlich Der Wikipedia-Übersicht zur Werkzeugherstellung .
Andere spezialisierte Matrizen konzentrieren sich auf Umformung statt auf Schneiden. Eine Prägeform wird verwendet, um Erhebungen oder Vertiefungen in Blechmetall zu erzeugen, ohne dessen Dicke zu verändern. Dies geschieht, indem das Material zwischen einem passenden Stempel und einer Matrize gepresst wird, die das gewünschte Muster enthalten, häufig eingesetzt für Logos, Beschriftungen oder dekorative Elemente. Ebenso wird eine Prägeform übt extremen Druck auf das Werkstück aus, wodurch das Metall in die feinen Details des Formhohlraums verformt wird. Dieser Prozess kann unterschiedliche Merkmale auf jeder Seite des Bauteils erzeugen und wird zur Herstellung von hochdetaillierten Gegenständen wie Münzen und Medaillen verwendet.
Häufig gestellte Fragen
1. Was ist ein Formbestandteil?
Ein Formbestandteil ist ein einzelnes Element einer größeren Formbaugruppe, die in einer Stanzpresse verwendet wird. Diese Bestandteile arbeiten zusammen, um Bleche zu schneiden oder zu formen. Wichtige Beispiele sind Formplatten (das Fundament), Führungsstifte und Buchsen (zur Ausrichtung), Stempel (die den Schneid- oder Umformvorgang durchführen) und Abstreifer (die das Material vom Stempel lösen).
2. Welche verschiedenen Arten von Formwerkstoffen gibt es?
Matrizen werden typischerweise aus hochbeständigen, verschleißfesten Materialien hergestellt. Am gebräuchlichsten sind Werkzeugstähle, spezielle Legierungen aus Eisen und Kohlenstoff, die gehärtet werden können, um Zähigkeit und Kantenhaltigkeit zu gewährleisten. Für Anwendungen mit extrem hohem Volumen oder hoher Beanspruchung wird oft Hartmetall auf Wolframcarbid-Basis für Schneid- und Formabschnitte verwendet, da es außergewöhnliche Härte besitzt. Andere Materialien können Aluminium für Matrizensockel zur Gewichtsreduzierung sowie Aluminium-Bronze für Verschleißplatten und Buchsen zur Reibungsverringerung sein.