 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Wichtige Inspektionsverfahren zur Überprüfung der Integrität von Automobilformen

Zusammenfassung
Die effektive Inspektion von Automobilformen erfordert eine umfassende Strategie, die mehrere Techniken kombiniert. Der Prozess reicht von grundlegenden manuellen Methoden wie visuellen und Haptik-Tests bis hin zu fortschrittlichen, hochpräzisen Messtechniken mit Koordinatenmessgeräten (CMM) und 3D-Scanning für absolute Maßgenauigkeit. Zusätzlich ist die zerstörungsfreie Prüfung (NDT) entscheidend, um die innere Materialintegrität einer Form ohne Beschädigung zu bewerten und so Qualität und Langlebigkeit sicherzustellen.
Grundlegende Inspektionsmethoden: Manuelle und visuelle Techniken
Die erste Verteidigungslinie bei der Qualitätssicherung von Automotive-Formen liegt in grundlegenden manuellen und visuellen Inspektionsverfahren. Diese Methoden sind kostengünstig, schnell und dienen als wesentliche Vorprüfung, bevor komplexere Technologien eingesetzt werden. Die visuelle Inspektion ist die direkteste Methode, um makroskopische Fehler und offensichtliche Unregelmäßigkeiten in den gestanzten Teilen oder der Form selbst zu erkennen. Sie basiert auf dem geschulten Auge eines Prüfers, um Probleme zu identifizieren, die die Qualität des Endprodukts beeinträchtigen könnten.
Aufbauend auf grundlegenden visuellen Prüfungen bieten mehrere taktile und erweiterte visuelle Methoden tiefere Einblicke. Beim 'Tasttest' trägt ein erfahrener Prüfer Haftschutzhandschuhe und tastet die Oberfläche des Werkzeugs ab, um subtile Unregelmäßigkeiten zu erkennen, die auf den ersten Blick nicht sichtbar sind. Zur Entdeckung winziger Durchstiche oder Wellen ist die 'Ölbeschichtungsprüfung' sehr effektiv; eine dünne, gleichmäßige Ölschicht wird auf die Werkzeugoberfläche aufgetragen und unter starkem Licht untersucht, wodurch minimale Fehler deutlich hervorgehoben werden. Eine weitere Methode besteht darin, die Oberfläche mit flexibler Gaze oder einem Schleifstein zu polieren, wodurch schwer erkennbare Vertiefungen, Dellen und andere Oberflächenunregelmäßigkeiten sichtbar werden, indem man beobachtet, wie das Material auf die abschleifende Wirkung reagiert.
Eine standardmäßige Sichtprüfroutine ist ein entscheidender Bestandteil der Werkzeugwartung. Vor jedem Produktionslauf sollte eine gründliche Prüfung unter guter Beleuchtung, oft mit Vergrößerungswerkzeugen, durchgeführt werden, um sicherzustellen, dass das Werkzeug frei von Verunreinigungen und Beschädigungen ist. Wichtige Prüfpunkte sind die Untersuchung der gesamten Oberfläche auf Risse, Absplitterungen oder Verfärbungen sowie die genaue Begutachtung der Arbeitsflächen und Kanten auf Anzeichen von Verschleiß oder Abrundungen, häufig als Aufpilzen bezeichnet. Dieser proaktive Ansatz hilft, mögliche Probleme frühzeitig zu erkennen, kostspielige Ausfallzeiten zu vermeiden und eine gleichbleibende Teilequalität sicherzustellen.
| Technik | Hauptzweck | Wichtige erkannte Fehler | Einschränkungen |
|---|---|---|---|
| Sichtprüfung | Offensichtliche, makroskopische Fehler identifizieren | Risse, Verfärbungen, Korrosion, Ablagerungen | Kann keine inneren oder mikroskopischen Fehler erkennen; abhängig von der Fachkenntnis des Prüfers |
| Tastetest | Feine Oberflächenunebenheiten erkennen | Geringfügige Vertiefungen, unebene Oberflächen | Stark abhängig von der Erfahrung und Sensibilität des Prüfers |
| Ölbeschichtungsprüfung | Sehr kleine Oberflächenfehler hervorheben | Kleine Pünktchen, Wellen, flache Vertiefungen | Benötigt eine saubere Oberfläche und geeignete Beleuchtung, um wirksam zu sein |
| Schleifstein-/Gaze-Polieren | Enthüllt Grübchen und Vertiefungen | Grübchen, Vertiefungen, Oberflächenrauheit | Kann abrasiv sein; muss sorgfältig angewendet werden, um eine Veränderung der Werkzeugoberfläche zu vermeiden |
Hochpräzise Messtechnik: Koordinatenmessgerät und 3D-Scanning
In Branchen wie der Automobilproduktion, in denen Präzision unverzichtbar ist, folgen auf grundlegende Prüfungen fortgeschrittene Messtechnikverfahren. Für hochpräzise Werkzeuge ist die Überprüfung mithilfe anspruchsvoller Geräte erforderlich, um sicherzustellen, dass jedes Bauteil exakt den Vorgaben entspricht. Koordinatenmessgeräte (KMG) sind dafür seit Langem Standard. Ein KMG erfasst mithilfe eines Tasters präzise Datenpunkte auf der Oberfläche eines Werkzeugs, die anschließend mit dem ursprünglichen CAD-Modell verglichen werden, um geometrische Toleranzen und Maßgenauigkeit zu überprüfen. Diese Methode ist äußerst genau zur Validierung kritischer Abmessungen.
In den letzten Jahren hat das 3D-Scannen sich als leistungsfähige Alternative und Ergänzung zu Koordinatenmessgeräten (KMG) etabliert. Im Gegensatz zur punktuellen Datenerfassung eines KMG erfasst ein 3D-Scanner Millionen von Datenpunkten, um ein vollständiges, hochaufgelöstes digitales Modell der gesamten Oberfläche des Werkzeugs zu erstellen. Diese umfassenden Oberflächendaten ermöglichen die Erstellung detaillierter 3D-Inspektionsberichte, die oft als Farbkarten (Chromatogramme) visualisiert werden und deutlich Abweichungen von den Konstruktionsvorgaben aufzeigen. Dadurch lassen sich subtile Verformungen, Oberflächenfehler oder Verschleißerscheinungen leichter erkennen, die bei punktuellen Messungen möglicherweise übersehen werden.
Der Arbeitsablauf für eine hochpräzise Inspektion umfasst typischerweise mehrere zentrale Schritte. Zunächst werden die Daten entweder durch Tasten mit einem KMG oder durch 3D-Scannen erfasst. Diese Rohdaten werden anschließend verarbeitet und mit dem ursprünglichen CAD-Design ausgerichtet. Abschließend wird eine detaillierte Analyse durchgeführt, um Bereiche zu identifizieren, die außerhalb der vorgegebenen Toleranzen liegen. Unternehmen, die auf die Herstellung hochwertiger Werkzeuge spezialisiert sind, wie Shaoyi (Ningbo) Metal Technology Co., Ltd. , verlassen sich auf diese fortschrittlichen Messtechniken und CAE-Simulationen, um sicherzustellen, dass ihre kundenspezifischen Automotive-Stanzwerkzeuge die strengen IATF-16949-Standards erfüllen, die von OEMs und Tier-1-Lieferanten gefordert werden.
| Funktion | Koordinatenmessgerät (CMM) | 3D-Scanning |
|---|---|---|
| Methode zur Datensammlung | Taktiler Taster berührt spezifische Punkte | Berührungslose optische oder laserbasierte Abtastung erfasst Millionen von Punkten |
| Datenvielfalt | Liefert hochpräzise Daten für bestimmte, vordefinierte Punkte | Erstellt ein vollständiges, dichtes 3D-Modell der gesamten Oberfläche |
| Geschwindigkeit | Langsamer, da punktweise Messung erfolgt | Schneller, erfasst große Flächen schnell |
| Bestes für | Überprüfung kritischer Abmessungen, geometrischer Toleranzen und prismatischer Formen | Inspektion komplexer Oberflächen, Erkennung von Verzug und Erstellung von Farbkarten mit Abweichungen |
Materialintegritätsanalyse: Zerstörende vs. zerstörungsfreie Prüfung (ZfP)
Neben der Maßgenauigkeit ist die strukturelle Integrität des Werkstoffs einer Automobilform von größter Bedeutung. Für die Bewertung dieser Integrität existieren zwei grundsätzliche Ansätze: zerstörende und nichtzerstörende Prüfverfahren. Wie der Name bereits andeutet, beinhaltet die zerstörende Prüfung die physische Zerstörung eines Probeteils, um dessen Eigenschaften, wie beispielsweise die Materialfestigkeit, zu messen. Dies kann das Brechen, Sägen oder Zerkleinern des Gussteils in Bereichen umfassen, in denen Fehler wie Lunker vermutet werden. Obwohl diese Methode eindeutige Daten über die Grenzwerte eines Probekörpers liefert, besteht ihr Hauptnachteil darin, dass das geprüfte Teil danach unbrauchbar wird. Daher kann sie nur an einer kleinen Stichprobe und nicht an jedem einzelnen Bauteil durchgeführt werden.
Um diese Einschränkung zu überwinden, wird die zerstörungsfreie Prüfung (ZfP) zur Qualitätssicherung beim Formenbau weithin bevorzugt. Mit ZfP-Verfahren können Prüfer eine Form auf innere oder oberflächennahe Fehler untersuchen, ohne Schäden zu verursachen, wodurch eine 100-%-Inspektion kritischer Komponenten ermöglicht wird. Diese Techniken sind entscheidend, um verborgene Fehler zu erkennen, die während der Produktion zu einem katastrophalen Versagen führen könnten. Sie ermöglichen einen Einblick in die innere Struktur des Materials und stellen sicher, dass es frei von Unregelmäßigkeiten ist, die seine Leistung unter hohem Druck beeinträchtigen könnten.
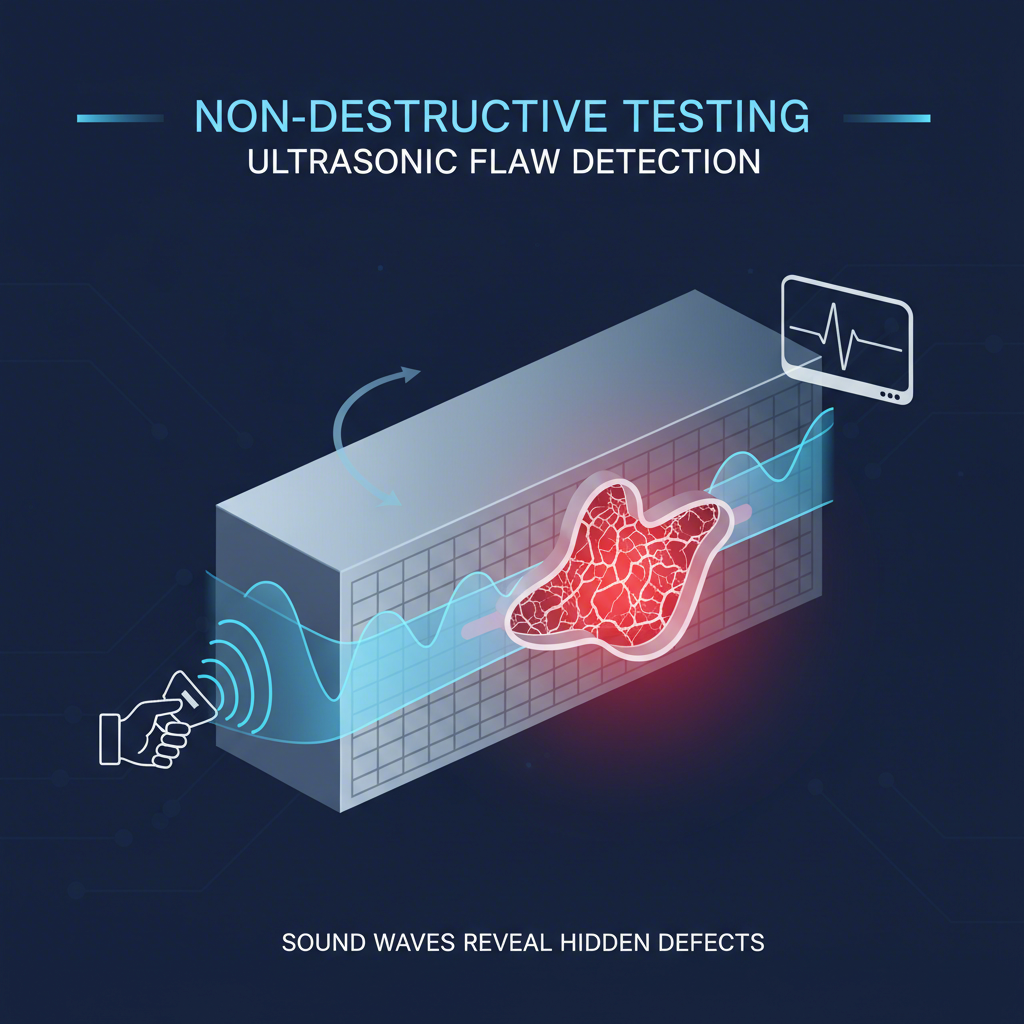
Mehrere ZfP-Verfahren sind besonders relevant für Automobilformen. Magnetpartikelprüfung wird bei ferromagnetischen Materialien wie Eisen und Stahl eingesetzt, um Oberflächen- und nahe der Oberfläche liegende Risse zu erkennen. Das Bauteil wird magnetisiert und feine Eisenteilchen werden aufgebracht; etwaige Risse stören das Magnetfeld, wodurch sich die Teilchen ansammeln und den Fehler sichtbar machen. Für nichtmagnetische Materialien Eindringprüfung wird verwendet. Eine farbige oder fluoreszierende Flüssigkeitsfarbe wird auf die Oberfläche aufgetragen, die in eventuelle Risse eindringt. Nachdem der Überschuss abgewischt wurde, wird ein Entwickler aufgetragen, der das Eindringmittel herauszieht und den Riss sichtbar macht. Um innere Fehler zu finden, Ultraschallprüfung verwendet hochfrequente Schallwellen, die durch das Material wandern und an Defekten oder der Rückwand reflektiert werden, wodurch Techniker innere Hohlräume oder Einschlüsse lokalisieren und deren Größe bestimmen können.
Beurteilung des Werkzeugzustands und Wartung: Sicherstellung von Langlebigkeit und Leistung
Der Inspektionsprozess endet nicht, sobald ein Werkzeug in Betrieb genommen wurde. Eine systematische Beurteilung gebrauchter Werkzeuge ist entscheidend, um die Leistung aufrechtzuerhalten, die Produktqualität sicherzustellen und die Lebensdauer des Werkzeugs zu verlängern. Die Zustandsbeurteilung ist ein proaktiver Prozess zur Bewertung gebrauchter Werkzeuge, um Verschleiß und Beschädigungen zu erkennen, bevor es zu Produktionsausfällen kommt. Dies beinhaltet eine Kombination aus visuellen und messtechnischen Prüfungen, wie sie bei neuen Werkzeugen durchgeführt werden, mit einem speziellen Fokus auf die Auswirkungen von Betriebsbelastungen über die Zeit.
Bei der Inspektion einer gebrauchten Matrize sind mehrere wichtige Prüfpunkte entscheidend. Eine gründliche Oberflächenprüfung, oft unter Vergrößerung, ist erforderlich, um häufige Fehler zu erkennen, die durch wiederholte Nutzung entstehen. Dazu gehören:
- Abplatzen und Rissbildung: Oft verursacht durch übermäßige Kraft oder Fehlausrichtung.
- - Das ist nicht wahr. Oberflächenschäden, hervorgerufen durch Reibung und Materialübertragung zwischen Stempel und Matrize.
- Verschleiß und Aufpilzen: Die Abrundung oder Verformung von Arbeitskanten und Spitzen aufgrund hoher Belastung.
- Grübchenbildung und Korrosion: Oberflächenabbau, der die Oberflächenqualität des Bauteils und die Integrität der Matrize beeinträchtigen kann.
Ein umfassendes Wartungsprogramm ist entscheidend, um diese Probleme zu vermeiden. Ein klarer Satz bewährter Verfahren kann vorzeitigen Ausfall verhindern und kostspielige Ausfallzeiten reduzieren. Eine ordnungsgemäße Wartung stellt sicher, dass die Werkzeugform innerhalb ihrer vorgeschriebenen Toleranzen weiterhin arbeitet und während ihres gesamten Lebenszyklus gleichbleibend hochwertige Teile produziert. Die Einhaltung einer strukturierten Routine hilft, Probleme frühzeitig zu erkennen, sodass rechtzeitige Reparaturen oder Austauschmaßnahmen erfolgen können, wodurch letztlich die erhebliche Investition in eine hochwertige Werkzeugform geschützt wird.
- Regelmäßige Reinigung: Reinigen Sie die Werkzeugformen gründlich mit geeigneten Lösungsmitteln, um Öl, Rückstände oder anhaftende Materialien vor und nach dem Gebrauch zu entfernen.
- Geplante Inspektionen: Führen Sie einen festen Zeitplan für visuelle und dimensionsmäßige Inspektionen ein, beispielsweise nach einer bestimmten Anzahl von Produktionszyklen.
- Ordnungsgemäße Schmierung: Stellen Sie während des Betriebs eine ausreichende Schmierung sicher, um Reibung zu minimieren und Kaltverschweißung zu verhindern.
- Genau Dokumentation: Führen Sie detaillierte Aufzeichnungen über alle Inspektionen, Wartungsarbeiten und Reparaturen. Diese Historie hilft dabei, wiederkehrende Probleme zu erkennen, und unterstützt Entscheidungen bezüglich Aufarbeitung oder Austausch.
- Korrekte Lagerung: Lagern Sie die Werkzeuge in einer sauberen, trockenen Umgebung mit einem Schutzüberzug, um Korrosion bei Nichtgebrauch zu verhindern.
Ein strategischer Ansatz zur Qualität und Langlebigkeit von Werkzeugen
Die Sicherstellung der Qualität und Leistungsfähigkeit von Automotive-Werkzeugen ist keine einmalige Maßnahme, sondern ein kontinuierlicher, mehrschichtiger Prozess. Er beginnt mit grundlegenden visuellen und manuellen Prüfungen, um offensichtliche Fehler zu erkennen, und reicht bis hin zu hochpräzisen Messtechniken wie CMM und 3D-Scanning, um die Einhaltung strenger Konstruktionsmaßtoleranzen zu gewährleisten. Diese Kombination stellt sicher, dass ein Werkzeug dimensionsmäßig perfekt ist, bevor es jemals in die Produktion geht.
Darüber hinaus bestätigt die Fokussierung auf die Materialechtheit durch sowohl zerstörungsfreie als auch, wenn nötig, zerstörende Prüfverfahren, dass die Presseform strukturell stabil ist und den extremen Kräften von Umformprozessen standhalten kann. Abschließend ist ein strenges Bewertungs- und Wartungsprogramm im Betrieb der Schlüssel, um die Lebensdauer des Werkzeugs zu maximieren und eine konsistente Leistung sicherzustellen. Durch die Integration dieser verschiedenen Inspektionsmethoden in eine zusammenhängende Qualitätsicherungsstrategie können Hersteller Fehler vermeiden, Ausfallzeiten minimieren und mit Zuversicht hochwertige Automobilkomponenten produzieren.
Häufig gestellte Fragen
1. Welche 4 Methoden der Inspektion gibt es?
In einem breiten Qualitätskontrollkontext wird die Inspektion häufig anhand des Produktionsstadiums in vier Haupttypen unterteilt: Vorproduktionsinspektion (Prüfung der Rohstoffe), Inspektion während der Produktion (Überwachung der frühen Produktionsphase), Vorversandinspektion (endgültige Prüfung der fertigen Waren, bevor sie das Werk verlassen) und Überwachung des Containerladens. Wenn jedoch speziell die technische Prüfung eines Gegenstands wie einer Automotiv-Form gemeint ist, können die Methoden in Kategorien wie Sichtprüfung, dimensionale Prüfung (Messtechnik), Materialprüfung (ZfP/zerstörende Prüfung) und funktionale Prüfung eingeteilt werden.
2. Wie viele Stufen gibt es bei der Sichtprüfung in der ZfP?
Im Kontext der Zerstörungsfreien Prüfung (ZfP), insbesondere bei Prozessen wie dem Schweißen, die Gemeinsamkeiten mit der Formenherstellung und -instandhaltung aufweisen, erfolgt die visuelle Inspektion typischerweise in drei wesentlichen Phasen. Diese sind: vor Beginn des Prozesses (z. B. Überprüfung von Materialien und Vorrichtungen), während des Prozesses (Überwachung auf unmittelbare Probleme) und nach Abschluss des Prozesses (Prüfung des Endprodukts auf Oberflächenfehler). Dieser mehrstufige Ansatz gewährleistet, dass die Qualität über den gesamten Lebenszyklus hinweg sichergestellt wird.