 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Feste vs. schwimmende Auswerfplatte: Die Entscheidung bei der Matrizenkonstruktion, die Ihr Werkzeug bestimmt

Die entscheidende Wahl der Auswerferplatte, die jeder Werkzeugkonstrukteur beherrschen muss
Stellenen Sie sich einen Hochleistungs-Stanzbetrieb vor, bei dem plötzlich die Teile an den Stempeln haften, unerwartete Grate an den Kanten auftreten und Ihr Wartungsteam verzweifelt versucht, das Problem zu diagnostizieren. Was ist schiefgelaufen? In vielen Fällen liegt die Ursache in einer grundlegenden Entscheidung während der Werkzeugkonstruktion: der falschen Auswahl des Typs der Auswerferplatte für die jeweilige Anwendung.
Egal, ob Sie ingenieure von progressiven Stanzwerkzeugen für Automobilkomponenten oder bei der Konstruktion von Werkzeugen für präzise Elektronik – das Verständnis der Entscheidung zwischen feststehender und schwimmender Auswerferplatte ist unerlässlich. Diese Wahl beeinflusst direkt die Teilequalität, die Werkzeuglebensdauer und Ihre Betriebsergebnisse.
Warum Ihre Wahl der Auswerferplatte die Werkzeugleistung definiert
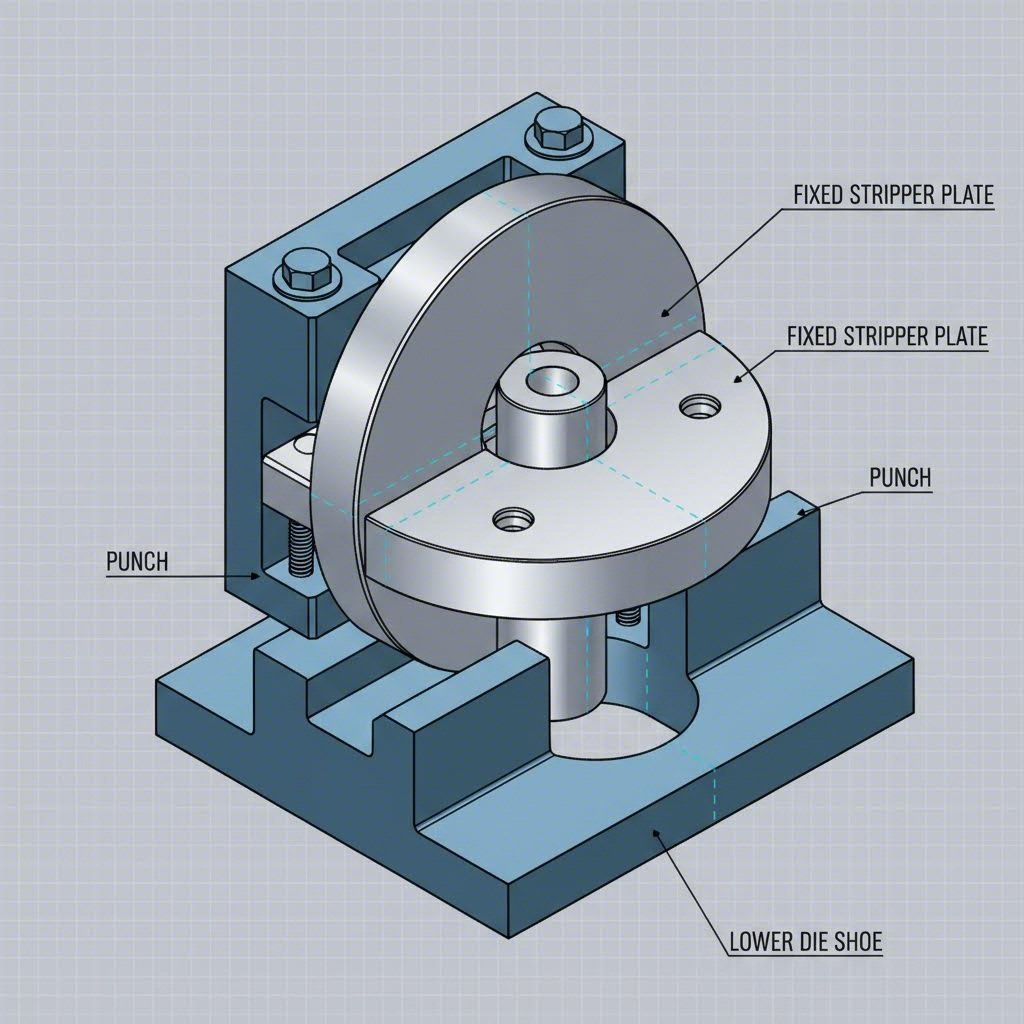
Was ist also genau eine Abstreifplatte? Sie ist das Bauteil, das nach jedem Hub dafür verantwortlich ist, das Werkstückmaterial vom Stempel zu entfernen. Eine ordnungsgemäße Ausstoßung durch die Abstreifplatte gewährleistet eine saubere Trennung des Teils, verhindert das Mitlaufen von Schlacken und sorgt für konstante Zykluszeiten. Wenn Sie die richtige Konfiguration wählen, läuft Ihre Presseform reibungslos. Wählen Sie hingegen falsch, werden Sie mit einer ganzen Kaskade an Produktionsproblemen konfrontiert.
Die Abstreifplatte übernimmt mehr als nur das Abstreifen des Materials – sie führt die Stempel, steuert die Materialbewegung und beeinflusst die gesamte Stabilität der Presseform. Dadurch wird die Auswahl zwischen festen und schwimmenden Ausführungen zu einer grundlegenden Entscheidung, die sich auf jeden Aspekt der Formleistung auswirkt.
Die versteckten Kosten einer falschen Abstreifplattenwahl
Die Auswahl eines ungeeigneten Typs der Abstreifplatte hat Folgen, die weit über die anfänglichen Werkzeugkosten hinausgehen:
- Teileschäden: Kratzer, Verformungen und Maßabweichungen aufgrund ungeeigneter Abstreifkräfte
- Beschleunigter Werkzeugverschleiß: Fehlausgerichtete Stempel und übermäßige Reibung verkürzen die Lebensdauer der Komponenten
- Ungewollte Downtime: Häufige Nachjustierungen und Notreparaturen stören den Produktionsplan
- Erhöhte Ausschussraten: Schlechte Ausstoßung führt zu abgelehnten Teilen und Materialverschwendung
Die Voraussetzungen für präzises Stanzens schaffen
So lautet die Herausforderung, mit der viele Werkzeugkonstrukteure konfrontiert sind: Informationen zur Auswahl von Abstreiferplatten sind über technische Handbücher, Lieferantenkataloge und implizites Wissen, das zwischen Ingenieuren weitergegeben wird, verstreut. Bisher gab es keine einzige Quelle, die diesen entscheidenden Vergleich mit klaren, umsetzbaren Entscheidungskriterien zusammenfasst – bis jetzt.
Dieser Leitfaden bietet eine umfassende Bewertung von festen und schwimmenden Abstreiferplatten, ergänzt durch strukturierte Auswahlrahmen und praktische Empfehlungen. Sie erfahren genau, in welchen Fällen jeweils eine Variante überlegen ist, verstehen die damit verbundenen Kompromisse und gewinnen Sicherheit bei dieser entscheidenden Werkzeugauswahl für Ihre spezifischen Anwendungen.
Bewertungskriterien für die Auswahl von Abstreiferplatten
Bevor Sie auf die Besonderheiten von festen und beweglichen Auswerferplatten eingehen, benötigen Sie ein klares Entscheidungsgerüst. Ohne definierte Kriterien wird der Vergleich dieser beiden Optionen zur bloßen Vermutung statt zu einer ingenieurtechnischen Entscheidung. Lassen Sie uns die Bewertungsmethodik festlegen, die Fachleute bei der Auswahl der geeigneten Auswerferplattenkonfiguration für Auswerferplattenformen und Stanzenanwendungen anwenden.
Fünf Faktoren, die den Erfolg einer Auswerferplatte bestimmen
Wenn Ingenieure beurteilen, welche Auswerferplatte am besten für ihre Anwendung geeignet ist, greifen sie konsequent auf fünf entscheidende Merkmale zurück. Jeder Faktor hat je nach spezifischen Produktionsanforderungen ein unterschiedliches Gewicht:
- Auswerbekraftanforderungen :Die Kraft, die erforderlich ist, um das Material von den Stempeln zu lösen, liegt typischerweise zwischen 10 und 25 % der Stanzkraft. Anwendungen mit höherem Auswiderbedarf erfordern robustere Plattenausführungen, die eine gleichmäßige Druckübertragung gewährleisten können.
- Verträglichkeit mit Materialdicke: Dünne Materialien verhalten sich beim Abstreifen anders als dickes Ausgangsmaterial. Ihre Plattenwahl muss dem spezifischen Dickenbereich entsprechen, den Sie verarbeiten, da Fehlanpassungen zu Bauteilschäden oder unvollständigem Ausstoßen führen.
- Überlegungen zur Produktionsmenge: Hochdurchsatz-Anwendungen erfordern Abstreifplatten, die über Millionen von Zyklen hinweg ihre Leistung beibehalten. Bei geringeren Stückzahlen können einfachere Konfigurationen akzeptiert werden, die jedoch häufiger nachgestellt werden müssen.
- Wartungsanforderungen: Einige Abstreifplattenkonstruktionen erfordern regelmäßigen Federaustausch, Schmierung oder Nachjustierung. Das Verständnis dieser laufenden Anforderungen hilft Ihnen, die tatsächlichen Betriebskosten zu berechnen.
- Kosten-Effektivität: Der anfängliche Kaufpreis zeigt nur einen Teil der Gesamtstory. Berücksichtigen Sie bei der Bewertung der Gesamtbetriebskosten die Installationskomplexität, Ausfallzeiten für Justierungen, die Häufigkeit des Komponentenaustauschs sowie die Auswirkungen auf die Teilequalität.
Wie wir jeden Abstreifertyp bewertet haben
In diesem Vergleich bewerten wir feste und verschiebbare Auswerferplatten anhand der oben genannten Kriterien. Sie erhalten eine klare Übersicht, wo jede Variante überzeugt und wo Einschränkungen bestehen. Dieser strukturierte Ansatz eliminiert subjektive Vorlieben und begründet Ihre Entscheidung auf messbaren Leistungsfaktoren.
Der Auswahlrahmen, den Profis verwenden
Erfahrene Werkzeugkonstrukteure wählen Auswerferplatten nicht allein aus Gewohnheit oder basierend auf Lieferantenempfehlungen aus. Sie passen die Anforderungen der Anwendung systematisch an die Fähigkeiten der Platte an. Während Sie die detaillierten Vergleiche durchgehen, behalten Sie diese Bewertungsdimensionen im Hinterkopf – sie führen Sie zur Konfiguration, die optimale Leistung für Ihre spezifischen Umformherausforderungen bietet.
Feste Auswerferplatten für Stabilität und Kosteneffizienz
Nachdem Sie nun das Bewertungsframework verstehen, betrachten wir unseren ersten Kandidaten im Vergleich zwischen feststehender und beweglicher Auswerfplatte. Feste Auswerfplatten stellen den grundlegenden Ansatz für das Herauslösen von Teilen dar – eine Konstruktionsphilosophie, die Einfachheit, Steifigkeit und konsistente Leistung für bestimmte Anwendungsbereiche priorisiert.
Wenn Ihr Stanzprozess vorhersagbares Verhalten und kostengünstige Werkzeuge erfordert, sind feste Auswerfer oft die kluge Wahl. Doch das genaue Verständnis, wie sie funktionieren – und in welchen Bereichen sie sich auszeichnen – macht den Unterschied zwischen erfolgreichen und problematischen Werkzeugkonstruktionen aus.
Wie feste Auswerfer eine gleichbleibende Leistung gewährleisten
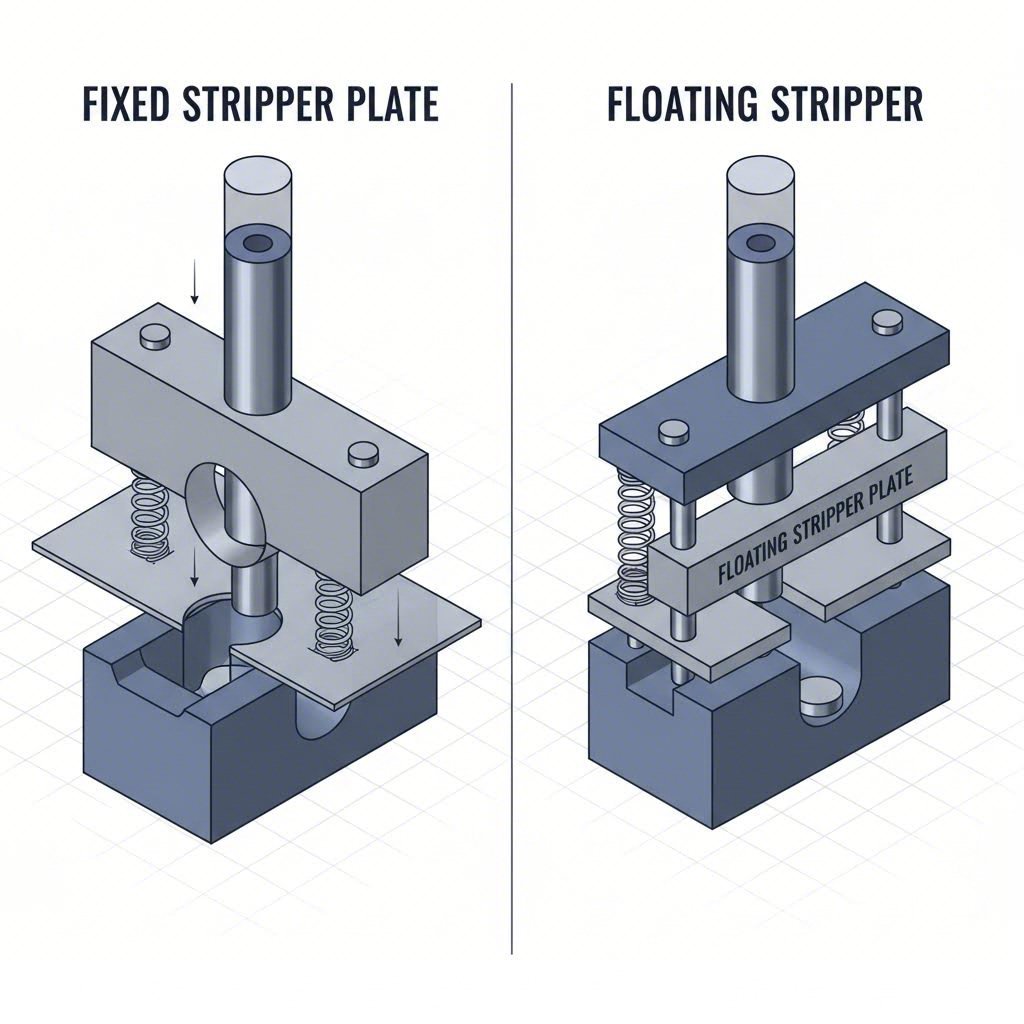
Feste Auswerfplatten werden starr mit dem Werkzeugrahmen oder der Stempelhalterbaugruppe verbunden und behalten während des gesamten Pressenhubs eine konstante Position relativ zu den Werkzeugkomponenten bei. Im Gegensatz zu ihren federbelasteten Gegenstücken bewegen sie sich nicht eigenständig, sondern nutzen den Pressenhub selbst, um das Material von den Stempeln zu trennen.
Dieses starre Montagedesign erzeugt mehrere Leistungsmerkmale, die Ihnen sofort auffallen werden:
- Stanzstiftenführung: Die Platte bietet eine stabile Bezugsfläche, die Führungsstifte für die Befestigung an Abziehplatten führt und während Hochgeschwindigkeitsvorgängen die Ausrichtung beibehält
- Konsistente Spielräume: Ohne Federdeflektionsvariablen bleibt der Abstand zwischen Stempel und Abzieher konstant, wodurch eine gleichmäßige Abzugsbewegung gewährleistet ist
- Vibrationsschutz: Die feste Verbindung mit der Matrizenstruktur dämpft Betriebsvibrationen, die die Teilequalität beeinträchtigen könnten
Bei der Verwendung von geraden Führungsstiften für Abziehplatten stellt die feste Konfiguration sicher, dass diese kritischen Ausrichtungskomponenten genau positioniert bleiben. Diese Stabilität erweist sich besonders in progressiven Matrizen als wertvoll, wo sich kumulative Fehlausrichtungen über mehrere Stationen hinweg verstärken könnten.
Ideale Anwendungen für feste Abziehplatten
Feste Abstreifer glänzen am stärksten in Anwendungen, die ihren inhärenten Stärken entsprechen. Ziehen Sie dieses Design in Betracht, wenn Ihr Projekt Folgendes umfasst:
- Dünne Materialien: Werkstoffe mit einer Dicke unter 1,5 mm lassen sich in der Regel sauber abstreifen, ohne den kontrollierten Druck zu benötigen, den schwimmende Ausführungen bieten
- Hochgeschwindigkeits-Stanzen: Arbeitsgänge mit mehr als 400 Hub pro Minute profitieren von der geringeren Anzahl beweglicher Teile und dem gleichbleibenden Verhalten
- Präzisionsbauteile für die Elektronik: Leitrahmen, Anschlusskontakte und mikrogestanzte Teile erfordern die Stabilität, die feste Platten bieten
- Dünne Bauteile für die Automobilindustrie: Bleche, Klammern und kleine strukturelle Elemente aus dünnem Stahl- oder Aluminiummaterial
- Einfache Ausbruchoperationen: Einstationäre Werkzeuge mit einfacher Geometrie, bei denen das Werkstoffverhalten vorhersehbar ist
Das Schlüsselmuster hier? Feste Auswerferplatten zeichnen sich aus, wenn die Materialstärke in einem handhabbaren Bereich liegt und die Wechselwirkung zwischen Stempel und Material vorhersehbar bleibt. Sie sind besonders effektiv, wenn der Kontakt zwischen Auswerferplatte und Oberfläche minimal und kontrolliert ist.
Vor- und Nachteile fester Auswerferplatten im Überblick
Jede Werkzeugentscheidung beinhaltet Kompromisse. Hier eine ehrliche Bewertung dessen, was feste Auswerferplatten Ihrem Werkzeugdesign bieten:
Vorteile
- Geringere Anschaffungskosten: Einfachere Konstruktion führt zu geringeren Herstellungskosten – oft 20–30 % weniger als vergleichbare schwimmende Ausführungen
- Einfacherer Aufbau und Montage: Weniger Bauteile bedeuten schnellere Inbetriebnahme, einfachere Fehlersuche und weniger Montagefehler
- Geringer Wartungsbedarf: Keine Federn, die ermüden können, keine Justiereinrichtungen, die kalibriert werden müssen, keine beweglichen Teile, die geschmiert werden müssen
- Hervorragende Leistung bei dünnem Bandmaterial: Liefert zuverlässiges Abziehen bei Materialien, bei denen eine kontrollierte Kraft nicht entscheidend ist
- Längere Lebensdauer: Mit weniger verschleißanfälligen Komponenten überdauern richtig konzipierte feste Platten oft schwimmende Alternativen
- Konsistentes Verhalten von Zyklus zu Zyklus: Eliminiert Variablen, die durch Federverschleiß oder Veränderungen bei der Einstellung entstehen
Nachteile
- Eingeschränkter Bereich bei Materialdicke: Probleme bei dickem Material, wo ein kontrollierter Abzugsdruck notwendig wird
- Weniger tolerant gegenüber Stanzwerkzeug-Verkantung: Ohne federnde Nachgiebigkeit wird eine geringfügige Fehlausrichtung direkt auf Stempel und Matrize übertragen
- Keine Vorab-Abzugsfunktion: Kann das Material nicht vor dem Eingriff des Stempels halten, was den Einsatz bei komplexen Umformprozessen begrenzt
- Verringerte Anpassungsfähigkeit: Schwierigkeiten bei der Feinabstimmung des Abstreifverhaltens nach Fertigstellung des Werkzeugs
- Materialrückfederung stellt Herausforderungen dar: Dickere Materialien können Stempel verformen, wenn die Gegenkraft fehlt, wie sie schwimmende Ausführungen bieten
Feste Abstreifplatten stellen in der Werkzeugkonstruktion die 80/20-Lösung dar – sie decken 80 % der Anwendungen bei einem Bruchteil der Komplexität ab. Entscheidend ist, zu erkennen, ob Ihre Anwendung zu dieser Mehrheit gehört.
Bei der Spezifizierung fester Abstreifplatten ist die Werkstoffauswahl von großer Bedeutung. Werkzeugstähle wie D2 bieten hervorragende Verschleißfestigkeit für Serienanwendungen, während OHNS (ölhärtender, nichtschwindender Stahl) eine kostengünstige Alternative für mittlere Losgrößen darstellt. Die Härte liegt typischerweise im Bereich von 58–62 HRC an der Abstreifoberfläche, um Langlebigkeit ohne übermäßige Sprödigkeit sicherzustellen.
Das Verständnis dieser Eigenschaften ermöglicht es Ihnen, eine fundierte Entscheidung zu treffen – oder zu erkennen, wann Ihre Anwendung die zusätzlichen Fähigkeiten erfordert, die schwimmende Abziehplatten bieten.
Schwimmende Abziehplatten für maximale Vielseitigkeit
Was passiert, wenn Ihre Anwendung die üblichen Grenzen fester Abziehplatten überschreitet? Wenn die Materialstärke zunimmt, die Bauteilgeometrie komplexer wird oder die Präzisionsanforderungen steigen, benötigen Sie eine anspruchsvollere Lösung. Hier kommen die schwimmenden Abziehplatten ins Spiel – federbelastete Arbeitstiere, die anspruchsvolle Stanzanwendungen bewältigen, bei denen feste Alternativen versagen.
Schwimmende Abziehplatten stellen die Premium-Klasse im Vergleich zwischen festen und schwimmenden Abziehplatten dar und bieten kontrollierte Kraftübertragung sowie Anpassungsfähigkeit, die anspruchsvolle Werkzeugoperationen in zuverlässige Produktionsprozesse verwandeln.
Federbelastete Präzision für anspruchsvolle Anwendungen
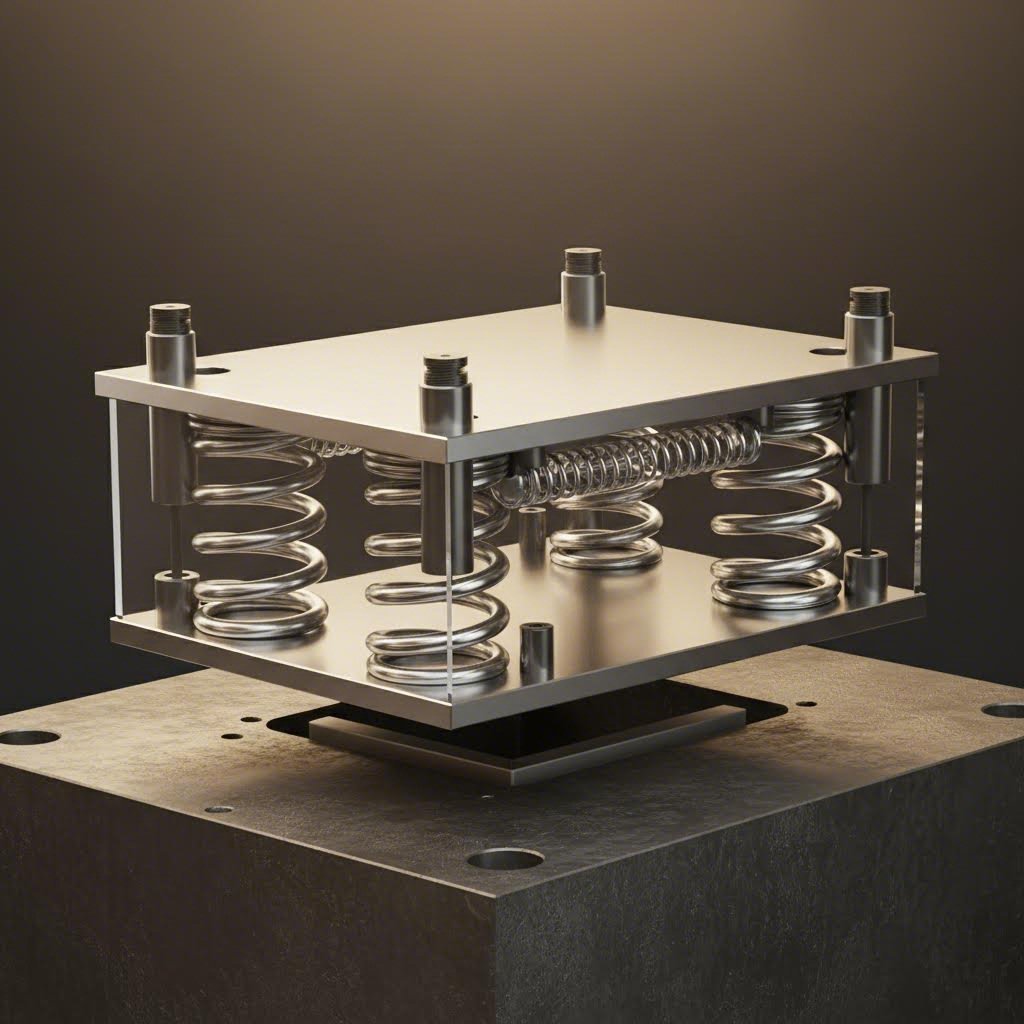
Im Gegensatz zu ihren starren Gegenstücken sind schwimmende Abziehplatten auf Federn oder anderen elastischen Elementen montiert, die eine unabhängige vertikale Bewegung ermöglichen. Dieser scheinbar einfache Unterschied verändert grundlegend, wie der Abzieher mit dem Werkstückmaterial interagiert.
So funktioniert das federbetätigte Design in der Praxis:
- Vorkontakt Während der Presshub abwärts erfolgt, berührt die schwimmende Platte das Material und hält es, bevor die Stempel einrücken – wodurch das Werkstück für sauberere Schnitte stabilisiert wird
- Geregelte Pressung beim Durchlöchern: Die Federn komprimieren sich, während die Stempel eindringen, und gewährleisten dadurch eine gleichmäßige Abwärtskraft auf das Material während des gesamten Schneidhubes
- Aktives Abziehen beim Rückzug: Während des Aufwärtsstrokes drückt die Federkraft aktiv das Material von den Stempeln ab, anstatt nur auf Schwerkraft und Reibung angewiesen zu sein
- Automatischer Verschleißausgleich: Das federgelagerte Design gleicht geringfügigen Stempelverschleiß aus, ohne dass eine Nachstellung des Werkzeugs erforderlich ist
Federhalter der Auswerfplatte spielen eine entscheidende Rolle in diesem System, da sie die Federn sicher positionieren und gleichzeitig einen korrekten Kompressionsweg ermöglichen. Diese Bauteile müssen Millionen von Zyklen ohne Lockerung oder Versagen aushalten – weshalb die Auswahl hochwertiger Halter für eine langfristige Zuverlässigkeit unerlässlich ist.
Der entscheidende Vorteil liegt in der kontrollierten Druckübertragung. Während feste Platten eine einzige, statische Beziehung zum Material bieten, erzeugen schwimmende Auslegungen eine dynamische Wechselwirkung, die sich an Materialschwankungen, Stanzbedingungen und betriebliche Anforderungen anpasst.
Wann schwimmende Auswerfer bessere Leistungen erbringen als feste Alternativen
Bestimmte Anwendungen verlangen praktisch nach schwimmenden Auswerfplatten. Wenn Ihr Projekt einer dieser Situationen entspricht, amortisiert sich die zusätzliche Investition in der Regel durch höhere Qualität und Produktivität:
- Verarbeitung von dickem Material: Materialstärken über 1,5 mm erfordern eine kontrollierte Kraft, um das Anheben des Materials zu verhindern und eine vollständige Durchdringung durch den Stempel sicherzustellen
- Serienschneidwerkzeuge: Mehrfachstationen profitieren von der Materialkontrolle, die schwimmende Platten bieten, und gewährleisten die Registrierung über aufeinanderfolgende Operationen
- Verhinderung von Slug-Ziehen: Der aktive Abwärtsdruck beim Abstreifen reduziert deutlich die Neigung von Slugs, rückwärts durch den Stempel gezogen zu werden
- Hochpräzise Teilepositionierung: Verstellbare Abstreifplatten ermöglichen eine Feinabstimmung des Materialhalte-Drucks bei Anwendungen mit engen Positions-Toleranzen
- Variable Materialbedingungen: Bei der Verarbeitung von Materialien mit Dickenvariationen oder unterschiedlichen Härtechargen gleicht die Federkompatibilität diese Änderungen aus
- Komplexe Bauteilgeometrien: Bauteile mit geformten Merkmalen, gezogenen Bereichen oder komplexen Umfangsformen profitieren von einer kontrollierten Materialhandhabung
Ziehen Sie die Verwendung von Auswerferplatten in Spritzgussanwendungen in Betracht – sie erfüllen eine ähnliche Funktion, indem sie mithilfe von Federkraft Bauteile sauber aus komplexen Kavitäten auswerfen. Das zugrunde liegende Prinzip lässt sich direkt auf das Metallstanzen übertragen: gezielte Kraftanwendung löst Probleme, die starre Systeme nicht bewältigen können.
Vorteile und Grenzen von beweglichen Auswerfern
Eine fundierte Entscheidung erfordert eine ehrliche Bewertung sowohl der Stärken als auch der Einschränkungen. Bewegliche Auswerferplatten bieten überzeugende Vorteile – doch sie sind nicht frei von Kompromissen.
Vorteile
- Bessere Teilekontrolle: Das Material bleibt während des gesamten Stanzhubes fest positioniert, wodurch Verschiebungen, die zu Maßschwankungen führen, vermieden werden
- Effektive Verarbeitung dickerer Materialien: Die Federkraft gleicht Rückfederung und Anhebekräfte des Materials aus, die feste Platten überlasten würden
- Deutlich geringere Abfallzugneigung: Aktiver Abstreifdruck hält die Ausschussstücke in der Werkzeugscheibe statt dass sie mit dem Stempel zurückgezogen werden
- Berücksichtigung von Stempelabnutzung: Wenn die Schneidkanten stumpf werden, sorgt die Federkomplikation für eine wirksame Abzugsfunktion, ohne dass sofort nachgestellt werden muss
- Einstellbare Kraftübertragung: Vorspannung und Auswahl der Federn ermöglichen eine Anpassung der Abzugsfunktion an die spezifischen Anforderungen der Anwendung
- Schützt die Stempel vor Beschädigung: Gesteuerte Materialbindung verringert seitliche Belastungen, die die Schneidkanten brechen oder absplittern können
- Verbessert die Kantenqualität: Durch geeignetes Material-Herunterdrücken wird die Bildung von Graten und Verzerrungen um durchbrochene Merkmale minimiert
Nachteile
- Höhere Anschaffungskosten: Federn, Halter und Präzisionsbearbeitungsanforderungen erhöhen die anfänglichen Werkzeugkosten
- Erforderliche Federwartung: Druckfedern ermüden im Laufe der Zeit und erfordern regelmäßige Inspektion und Austausch
- Komplexere Einrichtung: Die korrekte Vorspannung und Hubverstellung der Federn erfordert erfahrene Werkzeugeinrichter und mehr Zeit für die Einrichtung
- Zusätzliche Verschleißstellen: Federbuchsen, Führungsstifte und Halteflächen führen Komponenten ein, die überwacht werden müssen
- Mögliche Inkonsistenz: Abgenutzte oder nicht passende Federn können eine ungleichmäßige Abstreifkraft über die Plattenoberfläche erzeugen
- Erhöhte Werkzeughöhe: Die erforderlichen Federhübe erhöhen die gesamte Werkzeughöhe, was unter Umständen die Kompatibilität mit bestimmten Pressen einschränkt
Die richtige Federwahl ist entscheidend für den Erfolg einer beweglichen Abstreifplatte. Die Federn müssen über ihren gesamten Arbeitsweg ausreichende Kraft bereitstellen und gleichzeitig Millionen von Kompressionszyklen überstehen – eine Balance, die sorgfältige Konstruktion erfordert und nicht willkürlich festgelegt werden darf.
Bei der Spezifikation von verschiebbaren Auswerferplatten verdienen die Berechnungen der Federkraft besondere Aufmerksamkeit. Die Auswurfkraft muss den Materialgriff auf den Stempel sowie eventuelle Vakuum-Effekte überwinden und gleichzeitig sanft genug sein, um eine Verformung des Teils zu vermeiden. Diese Berechnung hängt vom Materialtyp, der Dicke, dem Umfang des Stempels und dem Schneidspiel ab – Variablen, die für jede Anwendung einzigartig sind. Anstatt allgemeine Formeln anzuwenden, sollten Sie erfahrenen Werkzeugkonstrukteuren oder Herstellern von Federn konsultieren, die Ihre spezifischen Anforderungen bewerten können.
Die Verstellbarkeit, die verschiebbare Platten bieten, erweist sich besonders als wertvoll während des Werkzeugprobelaufs und der Produktionsoptimierung. Falls die Auswurfleistung nicht ganz stimmt, können Sie die Vorspannung der Federn anpassen oder die Federhärte wechseln, ohne größere Änderungen am Werkzeug vornehmen zu müssen – eine Flexibilität, die feste Platten einfach nicht bieten können.
Nachdem nun sowohl feste als auch verschiebbare Optionen gründlich untersucht wurden, sind Sie bereit zu erkunden, wie fortschrittliche Konstruktionsfähigkeiten die Leistung von Auswerferplatten noch weiter verbessern können.
Präzisionsgefertigte Abzieher-Lösungen für automotive Exzellenz
Sie haben bereits gesehen, wie feste Abziehplatten Kosteneffizienz bei dünnen Materialien bieten und schwimmende Konstruktionen anspruchsvolle Anwendungen mit dickem Material bewältigen. Doch was geschieht, wenn Ihr Projekt das Beste aus beiden Welten erfordert? Wenn Automobilhersteller fehlerfreie Bauteile verlangen, Toleranzen auf Mikronniveau sinken und die Produktionsmengen in die Millionen gehen – dann stoßen herkömmliche Ansätze an ihre Grenzen.
Hier kommen präzisionsgefertigte Abziehplatten-Lösungen ins Spiel. Die moderne Werkzeugkonstruktion kombiniert fortschrittliche Simulationstechnologie, zertifizierte Fertigungsverfahren und expertengeleitete Designmethodik, um Abziehsysteme zu schaffen, die genau auf die jeweiligen Anforderungen abgestimmt sind. Ob Sie eine Spritzguss-Abziehplatte für Kunststoffteile oder eine Stanzwerkzeug-Abziehvorrichtung für Metallteile benötigen – die ingenieurtechnischen Prinzipien, die exzellente Ergebnisse ermöglichen, bleiben dabei gleich.
Ingenieurkompetenz in der modernen Abziehplatten-Konstruktion
Was unterscheidet ausreichende von herausragenden Ergebnissen bei Auswerferplatten? Die Antwort liegt darin, zu verstehen, dass jede Anwendung einzigartige Anforderungen stellt. Materialeigenschaften variieren zwischen Lieferanten. Bauteilgeometrien erzeugen lokal begrenzte Spannungskonzentrationen. Produktionsraten beeinflussen das thermische Verhalten. Fachkompetente Konstruktion berücksichtigt diese Variablen durch systematische Analyse statt generischer Spezifikationen.
Betrachtet man, was eine Auswerferplatte im Spritzgussverfahren ist – sie muss thermischen Wechselbelastungen standhalten, Abnutzung durch gefüllte Polymere widerstehen und über die gesamte Bauteiloberfläche eine gleichmäßige Auswerbekraft bereitstellen. Auswerferplatten in der Metallumformung stehen vor anderen Herausforderungen: hochfrequente Schlagbelastung, abrasiver Materialkontakt und präzise Ausrichtungsanforderungen. Professionelles Werkzeugdesign löst diese anwendungsspezifischen Anforderungen durch:
- Optimierung der Werkstoffauswahl: Abstimmung der Werkzeugstahlqualitäten auf spezifische Verschleißmuster, Belastungsbedingungen und Oberflächenqualitätsanforderungen
- Geometrische Analyse: Bewertung der Ausstoßkraftverteilung entlang komplexer Bauteilumfänge, um lokalisierte Überlastung zu vermeiden
- Thermische Bewirtschaftung: Berücksichtigung der Wärmeentwicklung während Hochgeschwindigkeitsoperationen, die Spielmaße und das Werkstoffverhalten beeinflusst
- Integrationsplanung: Konzipierung von Auswerfersystemen, die harmonisch mit anderen Werkzeugkomponenten zusammenwirken, um eine optimale Gesamtleistung zu erzielen
Der Ansatz der Spritzgusswerkzeugkonstruktion für die Auswerferplatte bietet wertvolle Erkenntnisse für Umformanwendungen. Konstrukteure von Spritzgusswerkzeugen setzen routinemäßig Simulationswerkzeuge ein, um das Auswerfverhalten vor dem Bearbeiten des Stahls vorherzusagen – eine Methodik, die zunehmend auch von Entwicklern fortschrittlicher Stanzwerkzeuge für komplexe Auswerferplattenprobleme übernommen wird.
Wie CAE-Simulation die Auswerferleistung optimiert
Hört sich kompliziert an? Muss es nicht sein. Die Simulation mittels Computer-Aided Engineering verwandelt die Optimierung von Auswerferplatten von einer Schätzung in eine exakte Wissenschaft. Bevor die Fertigung beginnt, können Ingenieure verschiedene Konfigurationen virtuell testen, mögliche Probleme vorhersagen und Designs für eine optimale Leistung weiterverfeinern.
Die CAE-Simulation beantwortet kritische Fragen, die mit herkömmlichen Methoden nicht zuverlässig zu klären sind:
- Kraftverteilungs-Mapping: Die Visualisierung der Verteilung der Abziehkräfte über die Plattenoberfläche macht Bereiche sichtbar, die Verstärkung oder Entlastung benötigen
- Verformungsanalyse: Die Vorhersage der Plattenverformung unter Last identifiziert Konstruktionen, die im gesamten Presshub kritische Abstände einhalten
- Federkonstanten-Optimierung: Bei schwimmenden Ausführungen hilft die Simulation dabei, Federkombinationen festzulegen, die über den gesamten Arbeitsbereich eine gleichmäßige Kraft liefern
- Verschleißvorhersage: Die Identifizierung von Hochverschleißzonen leitet Entscheidungen über Oberflächenbehandlungen und die Wartungsplanung
- Modellierung thermischer Effekte: Das Verständnis temperaturbedingter Dimensionsänderungen verhindert Toleranzprobleme während der Produktion
Unternehmen wie Shaoyi nutzen fortschrittliche CAE-Simulationen, um die Auslegung von Ausstoßplatten zu optimieren, bevor mit der Werkzeugherstellung begonnen wird. Dieser Ansatz ermöglicht es, potenzielle Probleme frühzeitig zu erkennen – zu einem Zeitpunkt, zu dem Änderungen nur geringe Kosten verursachen – und beschleunigt den Weg vom Konzept zum produktionsreifen Werkzeug.
Die simulationsbasierte Methodik erweist sich als besonders wertvoll bei der Entscheidung zwischen fester und schwimmender Ausstoßplatte. Statt allein auf erfahrungsbasierte Regeln zu setzen, können Ingenieure beide Konfigurationen für eine konkrete Anwendung modellieren und die prognostizierte Leistung objektiv vergleichen. Manchmal zeigt die Analyse, dass eine gut ausgelegte feste Platte eine Anwendung bewältigen kann, die traditionell schwimmenden Ausführungen vorbehalten war – oder umgekehrt.
Präzisionsfertigung für fehlerfreie Ergebnisse
Selbst das anspruchsvollste Design bringt nichts, wenn es nicht durch präzise Fertigung zum Leben erweckt wird. Besonders im Automobilbereich sind Fertigungskapazitäten erforderlich, die konsequent Werkzeuge herstellen, die engen Spezifikationen entsprechen. Hier wird eine Zertifizierung wie IATF 16949 bedeutungsvoll und nicht nur dekorativ.
Die IATF 16949-Zertifizierung weist nach, dass das Qualitätsmanagementsystem speziell auf die Anforderungen der Automobilzulieferkette ausgerichtet ist. Für die Herstellung von Auswerferplatten bedeutet dies:
- Dokumentierte Prozesskontrollen: Jeder Fertigungsschritt folgt verifizierten Verfahren, die Wiederholbarkeit sicherstellen
- Validierung des Messsystems: Prüfmittel unterziehen sich regelmäßiger Kalibrierung und Überprüfung ihrer Fähigkeit
- Rückverfolgbarkeit: Materialzertifikate und Verarbeitungsunterlagen verknüpfen die fertigen Bauteile mit den Ausgangsmaterialien
- Kontinuierliche Verbesserung: Systematische Analyse von Qualitätsdaten treibt die kontinuierliche Prozessverbesserung voran
Wenn die Präzision der Auswerferplatte direkt die Teilequalität beeinflusst – und Automobilhersteller Fehler entlang der Lieferkette zurückverfolgen – werden diese Fertigungskontrollen unverzichtbar statt optional. Eine Veredelung mit Silberplatten-Auswerfer erfordert beispielsweise eine gleichmäßige Oberflächenvorbereitung und Kontrolle der Plattierungsstärke, die nur disziplinierte Fertigungsprozesse liefern können.
Der Unterschied zwischen akzeptabler und herausragender Leistung von Auswerferplatten liegt oft in der Fertigungspräzision – der Fähigkeit, Bauteile konsistent im Bereich von Mikrometern statt Zehntelmillimetern exakt nach Konstruktionsvorgabe herzustellen.
Professionelle Stanzwerkzeug-Engineering-Dienstleistungen kombinieren diese Fähigkeiten – CAE-Simulation, zertifizierte Fertigung und anwendungsspezifisches Know-how –, um Abziehplattenlösungen bereitzustellen, die auf spezifische Anforderungen optimiert sind. Das Engineering-Team von Shaoyi verkörpert diesen integrierten Ansatz und bietet Rapid Prototyping in nur 5 Tagen sowie eine Erstfreigabebestätigungsquote von 93 % durch seine simulationsbasierte Konstruktionsmethodik. Ihr umfassende Spritzgussform-Konstruktions- und Fertigungskompetenz kommt bei anspruchsvollen Automobilanwendungen zum Einsatz, bei denen sowohl feste als auch bewegliche Abziehplattenkonstruktionen ein Experten-Engineering erfordern, um die OEM-Standards zu erfüllen.
Zu den wichtigsten Vorteilen einer Zusammenarbeit mit Spezialisten für präzise Stanzwerkzeugtechnik gehören:
- Möglichkeiten zur schnellen Prototypenerstellung: Beschleunigen Sie die Entwicklungszeiten mit schneller Werkzeugherstellung für Validierungstests
- Hohe Erstfreigabebestätigungsquoten: Simulationserprobte Konstruktionen reduzieren die Anzahl der Abstimmungsdurchläufe und beschleunigen die Produktionseinführung
- OEM-konforme Werkzeugausführung: Erfüllung der Dokumentations-, Qualitäts- und Rückverfolgbarkeitsanforderungen, die Automobilkunden verlangen
- Anwendungsspezifische Optimierung: Profitieren Sie von Ingenieurkompetenz, die die Streifplattendesigns an Ihre individuellen Anforderungen anpasst
Ob Ihre Anwendung eine silberbeschichtete Streifplattenoberfläche für Korrosionsbeständigkeit erfordert oder eine spezielle Härtebehandlung für abrasive Materialien – präzises Engineering stellt sicher, dass die fertige Werkzeugausführung wie vorgesehen von der Erstprobe bis zum Ende der Produktionslebensdauer zuverlässig funktioniert.
Da die ingenieurtechnische Exzellenz die Grundlage für eine optimale Streifplattenleistung schafft, betrachten wir nun die wesentlichen Komponenten und Zubehörteile, die das System vervollständigen.
Wesentliche Streifplattenkomponenten und Zubehör
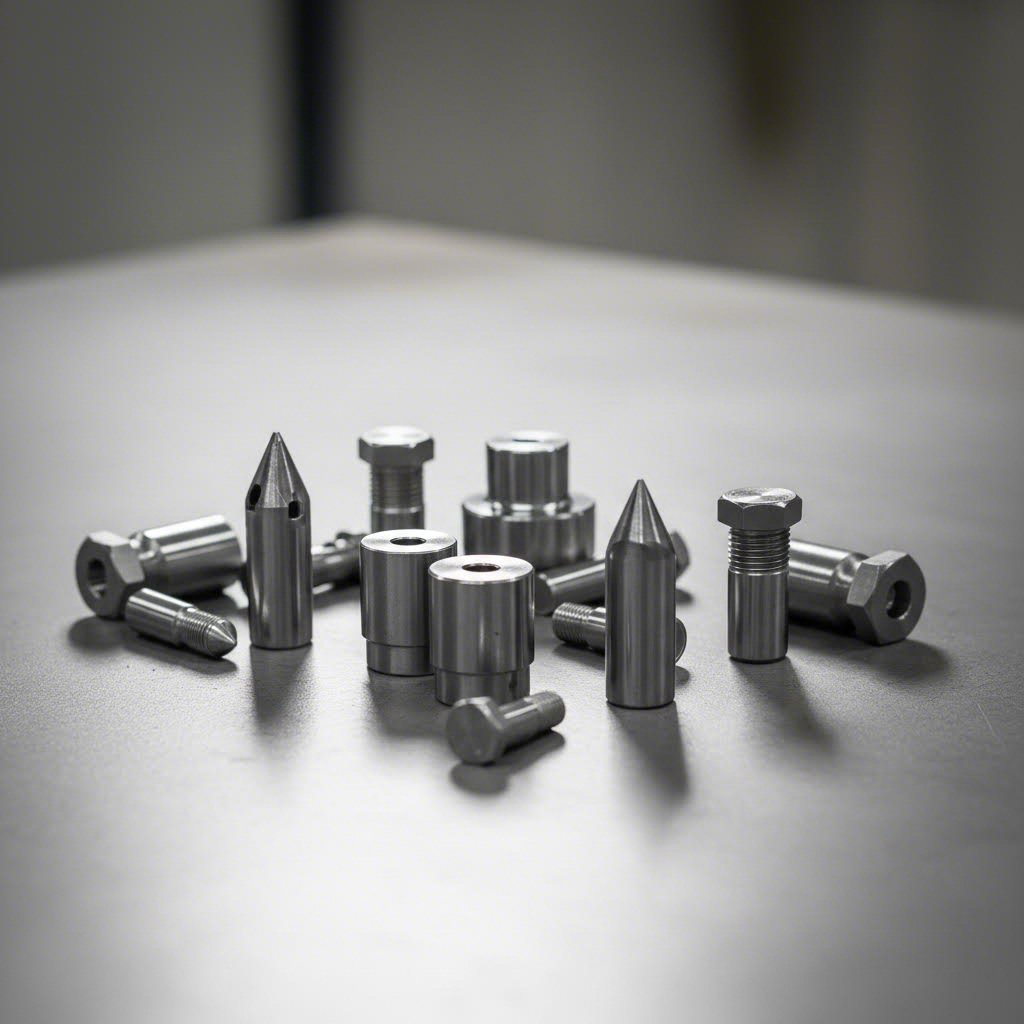
Ihre Wahl der Streifplatte – feststehend oder schwimmend – stellt nur einen Teil des Gesamtsystems dar. Die Komponenten rund um die Platte beeinflussen maßgeblich die Gesamtleistung der Werkzeugeinsätze, die Werkzeuglebensdauer und die Teilequalität. Führungslochstempel, Federhalter und Streifschrauben arbeiten gemeinsam mit Ihrem gewählten Plattendesign, um ein zuverlässiges Abstreifsystem zu schaffen.
Betrachten Sie es so: Selbst die beste schwimmende Abziehplatte arbeitet unterdurchschnittlich, wenn sie mit ungeeigneten Führungsstiften oder falsch dimensionierten Federn kombiniert wird. Das Verständnis dieser unterstützenden Komponenten hilft Ihnen dabei, komplette Systeme statt isolierter Lösungen aufzubauen.
Auswahl von Führungsstiften für Abziehplattensysteme
Führungsstifte erfüllen eine entscheidende Funktion, die über das einfache Erstellen von Löchern hinausgeht. Diese Präzisionskomponenten gewährleisten während der gesamten Verbundwerkzeugoperation die Bandpositionierung und stellen sicher, dass jede Station das Werkstück exakt an der richtigen Stelle greift. Wenn Sie Hartmetall-Führungsstifte zur Befestigung an Abziehplatten wählen, investieren Sie in eine Ausrichtungsgenauigkeit, die sich über alle Werkzeugstationen hinweg addiert.
Gerade Führungsstifte für Abziehplatten müssen anspruchsvolle Anforderungen erfüllen:
- Konzentrizität: Der Führungsdurchmesser muss innerhalb weniger Mikrometer konzentrisch zum Schaft laufen, um kumulative Positionierfehler zu vermeiden
- Oberflächenfinish: Glatte Führungsflächen reduzieren die Reibung beim Bandvorschub und minimieren den Verschleiß an den Führungsbohrungen
- Härte: Die Führungsstiftspitze muss dem Verschleiß durch wiederholten Materialkontakt widerstehen und gleichzeitig die Maßhaltigkeit beibehalten
- Längengenauigkeit: Eine korrekte Eingriffstiefe des Führungsstifts gewährleistet, dass der Bandzug vor dem Kontakt der Schneidstempel mit dem Material positioniert ist
Das Verhältnis zwischen dem Eingriff des Führungsstifts und der Art der Abstreiferplatte erfordert besondere Aufmerksamkeit. Bei feststehenden Abstreiferkonstruktionen müssen die Führungsstifte den Bandzug vollständig erfassen, bevor die Schneidstempel die Plattenoberfläche durchbrechen. Schwimmend gelagerte Abstreifer bieten mehr Flexibilität – die federbelastete Platte hält das Material fixiert, während die Führungsstifte es positionieren, wodurch eine kontrollierte Eingriffssequenz entsteht, die das Risiko einer Fehlpositionierung verringert.
Kritische Komponenten, die die Leistung der Abstreiferplatte verbessern
Neben Führungsstiften beeinflussen mehrere Kategorien von Komponenten, wie gut Ihr Abstreifersystem über die gesamte Produktionslaufzeit funktioniert:
- Federhalteroptionen: Diese Komponenten sichern Druckfedern in schwimmenden Auswerferanwendungen. Hochwertige Federsicherungen halten die Federposition über Millionen von Zyklen aufrecht und verhindern das Lösen oder eine Fehlausrichtung, die zu einer ungleichmäßigen Auswurfkraft führen können. Ziehen Sie Schulter-Sicherungen für eine definitive Federposition oder Ausführungen mit Innensechskant zur einfachen Einstellung in Betracht.
- Auswerferbolzen-Konfigurationen: Die Bolzen, die schwimmende Platten mit Werkzeugkomponenten verbinden, müssen Festigkeit und Verstellbarkeit in Einklang bringen. Feingewinde ermöglichen eine präzise Vorspannungssteuerung, während Standardgewinde einen einfacheren Austausch bieten. Die Auswahl des Bolzenwerkstoffs – von Standardlegiertem Stahl bis hin zu Hochleistungsqualitäten – beeinflusst die Dauerfestigkeit unter dynamischer Belastung.
- Führungsstift- und Buchsen-Systeme: Eine ordnungsgemäße Plattführung verhindert seitliche Bewegungen, die zu Reibung zwischen Stanzstempel und Oberfläche der Auswerferplatte führen. Präzisionsgeschliffene Führungsstifte in Kombination mit hochwertigen Buchsen gewährleisten auch bei fortschreitendem Verschleiß eine exakte Ausrichtung.
- Sicherungsplatten und Trägerblöcke: Diese Trägerkomponenten verteilen die Abzugskräfte über die Plattenoberfläche und verhindern lokale Verformungen, die die Teilequalität beeinträchtigen.
Der Hubweg der Stempel – die Wegstrecke, um die sich die Stempel über die Abziehplatte hinaus bewegen – beeinflusst die Komponentenauswahl erheblich. Ein längerer Stempelhub erfordert eine robustere Führungssteuerung und eine größere Federwegkapazität bei schwimmenden Ausführungen. Wenn die Stempelabziehplatte bei Fehlausrichtung die Oberseite berührt, kommt es bei beiden Komponenten zu beschleunigtem Verschleiß.
Vergleich Hartmetall- vs. Standard-Führungsstempel
Eine der wirkungsvollsten Entscheidungen bezüglich der Komponenten betrifft die Materialauswahl für Führungsstempel. Die Wahl zwischen Hartmetall- und Standard-Werkzeugstahl-Führungsstempeln beeinflusst die Werkzeuglebensdauer, Wartungsintervalle und langfristige Betriebskosten.
| Eigenschaften | Hartmetall-Gerade-Führungsstempel | Standard-Führungsstempel aus Werkzeugstahl |
|---|---|---|
| Verschleißfestigkeit | Außergewöhnlich – behält den Durchmesser über Millionen von Zyklen hinweg bei | Gut – langsamer Verschleiß erfordert periodischen Austausch |
| Anfangskosten | 3-5-mal höher als bei Standardalternativen | Geringere Erstinvestitionskosten |
| Beste Anwendungen | Hochvolumige Produktion, abrasive Materialien, enge Toleranzen | Mittlere Mengen, nicht abrasive Materialien, Standardtoleranzen |
| Bruchgefahr | Hohe Sprödigkeit erfordert sorgfältige Handhabung | Weniger empfindlich gegenüber Schlagbelastung und Fehlausrichtung |
| Nachschleifpotential | Begrenzt—normalerweise werden sie ersetzt statt nachgeschliffen | Mehrfaches Nachschleifen verlängert die Nutzungsdauer |
Karbid-Gerade-Führungsstempel zur Befestigung an Auswerferplatten bieten überzeugende Vorteile in anspruchsvollen Anwendungen. Bei der Verarbeitung abrasiver Materialien wie Edelstahl oder Siliziumstahl behalten Karbid-Führungsstempel ihre präzise Durchmessergröße deutlich länger als Standardalternativen bei. Für Drei-Schicht-Betriebe mit minimaler geplanter Stillstandszeit rechtfertigt die geringere Austauschhäufigkeit oft die höheren Anfangsinvestitionen.
Aufgrund der Sprödigkeit von Hartmetall ist jedoch Vorsicht geboten. Unsachgemäße Handhabung beim Werkzeugaufbau, versehentliche Stöße oder starke Fehlausrichtungen können Hartmetallführungsstifte sofort brechen – während Alternativen aus Werkzeugstahl denselben Schaden möglicherweise mit lediglich Oberflächenschäden überstehen. Diese Eigenschaft beeinflusst nicht nur die Materialwahl, sondern auch die Auswahl der Abstreiferplatte: Die kontrollierte Eingriffssequenz von schwimmend gelagerten Abstreiferplatten verringert die Stoßbelastung, die Hartmetallkomponenten gefährdet.
Entscheidungen auf Komponentenebene summieren sich im gesamten Werkzeugsystem. Die Investition in hochwertige Hartmetall-Führungsbolzen zur Befestigung an Abstreiferplatten, verbunden mit Vernachlässigung der Qualität der Federrückhalteelemente, führt zu einem System, das durch sein schwächstes Glied limitiert ist.
Bei der Auswahl von Führungsstempeln und Zubehör für Ihr Auswerferplattensystem sollten Sie das gesamte Betriebsumfeld berücksichtigen. Stimmen Sie die Qualitätsebenen der Komponenten im System aufeinander ab, wählen Sie Materialien, die für Ihre Produktionsmengen geeignet sind, und stellen Sie sicher, dass alle Elemente harmonisch mit Ihrer gewählten festen oder schwimmenden Plattenkonstruktion funktionieren.
Auswerferbalken und -ringe als alternative Lösungen
Bisher haben wir uns auf die Entscheidung zwischen fester und schwimmender Auswerferplatte konzentriert – aber was, wenn eine Platte überhaupt nicht die richtige Lösung ist? Manchmal besteht die beste Lösung nicht darin, zwischen festen und schwimmenden Konstruktionen zu wählen, sondern darin, einen Schritt zurückzutreten und zu erkennen, dass Auswerferbalken oder Ringauswerfer für Ihren Anwendungsfall effektiver sein könnten.
Diese alternativen Abstreifmethoden nehmen wichtige Nischen in der Werkzeugkonstruktion ein. Wenn Sie wissen, wann jeder Ansatz seine Stärken entfaltet, können Sie vermeiden, einfache Anwendungen überzukonstruieren, und gleichzeitig sicherstellen, dass komplexe Werkzeuge angemessen gelöst werden.
Wann Auswerferbalken bessere Ergebnisse liefern als Platten
Stellen Sie sich einen einfachen Ausstoßvorgang vor – ein einzelner Stempel erzeugt einfache runde oder rechteckige Teile aus Blech. Benötigt diese Anwendung wirklich eine vollständige Auswerfplatte mit all ihrer Komplexität und den damit verbundenen Kosten? Häufig ist die Antwort nein.
Auswerfstäbe bieten eine vereinfachte Alternative für einfachere Matrizenkonfigurationen. Diese schmalen Streifen aus gehärtetem Werkzeugstahl werden über der Matrizenöffnung montiert und berühren das Werkstück auf beiden Seiten des Stempels. Wenn die Presse zurückfährt, halten die Stäbe das Material fest, während der Stempel sich zurückzieht.
Ziehen Sie Auswerfstäbe in Betracht, wenn Ihre Anwendung folgende Punkte umfasst:
- Einfache Ausstoßmatrizen: Einzelstationäre Operationen mit einfachen Teilgeometrien profitieren von der reduzierten Komplexität
- Große Stempelflächen: Wenn Auswerfplatten benötigt würden, die breiter sind als der verfügbare Materialvorrat, bieten Stäbe, die über die Matrizenöffnung reichen, eine praktikable Lösung
- Schnellwechselwerkzeuge: Stäbe ermöglichen einen schnelleren Zugang zum Stempel zum Austausch oder Schärfen im Vergleich zum Entfernen vollständiger Platten
- Begrenzte Die-Höhe: Das minimale vertikale Profil der Stäbe spart Schließhöhe bei druckbegrenzten Anwendungen
- Kostenempfindliche Projekte: Stäbe benötigen weniger Material und Bearbeitungsaufwand als volle Platten, wodurch die Werkzeugkosten gesenkt werden
Der Kompromiss? Abstreifstäbe bieten eine geringere Materialkontrolle als Platten. Sie berühren das Werkstück nur entlang schmaler Linien statt über die gesamte Fläche. Bei dünnen Materialien oder Vorgängen, bei denen die Teileebenheit nicht kritisch ist, spielt diese Einschränkung selten eine Rolle. Für Anwendungen mit hohen Ansprüchen an den präzisen Materialhalt sind Vollplatten-Abstreifer weiterhin die bessere Wahl.
Ringabstreifer für spezialisierte Anwendungen
Wie sieht es mit runden Stempeln aus, die isoliert arbeiten? Ringabstreifer – auch als Abstreifringe oder Kragenabstreifer bezeichnet – umschließen einzelne Stempel konzentrisch und liefern genau dort lokalisierte Abstreifkraft, wo sie benötigt wird.
Diese Alternative zum Plattenabstreifer überzeugt in bestimmten Szenarien:
- Einzelstempel-Ausschneidvorgänge: Wenn eine Rundbohrung die Werkzeugfunktion dominiert, ermöglicht ein Ringabwerfer effizientes Abstreifen, ohne dass eine vollständige Plattenabdeckung erforderlich ist
- Werkzeug für Drehturm-Stanzmaschinen: Einzelne Stanzstationen profitieren von eigenständigen Abstreifsystemen, die jeweils mit dem Werkzeug mitbewegen
- Großdurchmesserstempel: Massive Rundstempel erzeugen erhebliche Abstreifkräfte, die auf einen kleinen Bereich konzentriert sind – Ringe leiten diese Lasten effizient ab
- Nachrüst-Anwendungen: Der Nachtrag von Abstreiffähigkeit bei bestehenden Werkzeugen erweist sich oft als einfacher mit Ringen als mit der Installation vollständiger Platten-Systeme
- Federbelastete Varianten: Ringabwerfer können einzeln federbelastet ausgeführt werden, um ein schwimmendes Verhalten je Stempel zu ermöglichen
Ringabwerfer werden typischerweise in der Abstreifplatte oder Halterung mit einer leichten Übermaßpassung oder mit Schrauben befestigt. Der Innendurchmesser des Rings dient der Stempelführung, während seine untere Fläche während des Abstreichens Kontakt mit dem Werkstück hat. Diese Doppelfunktion – Führung und Abstreifen – macht Ringe besonders wertvoll für lange, schlanke Stempel, die einer Verbiegung unterliegen.
Wahl zwischen Platten, Stäben und Ringen
Wie bestimmen Sie, welches Abstreifverfahren für Ihren Anwendungsfall geeignet ist? Die Entscheidung ergibt sich aus der Matrizenkomplexität, der Bauteilgeometrie und den Produktionsanforderungen:
| Abstreifverfahren | Beste Anwendungen | Hauptvorteile | Haupteinschränkungen |
|---|---|---|---|
| Abstreifplatten (fest/schwimmend) | Progressivmatrizen, komplexe Geometrien, Präzisionsteile | Vollständige Materialführung, Stanzstempelführung, Vielseitigkeit | Höhere Kosten, komplexerer Aufbau |
| Abreißstäbe | Einfaches Stanzen, große Teile, schnellerwechselbare Matrizen | Geringere Kosten, einfacher Zugang zur Stanzmatrize, geringe Bauhöhe | Begrenzte Materialfixierung, geringere Präzision |
| Ringabzieher | Rundstempel, Revolverwerkzeug, Nachrüstungen | Konzentrierte Kraftübertragung, Führungsstempel, modulares Design | Nur Rundstempel, individuelle Einrichtung erforderlich |
Stellen Sie beim Evaluieren Ihrer Optionen folgende Leitfragen:
- Wie viele Stempel benötigen einen Abzieher? Mehrere Stempel in unmittelbarer Nähe begünstigen Platten; isolierte Stempel eignen sich möglicherweise besser für Stäbe oder Ringe
- Welche Teilegeometrie stelle ich her? Komplexe Umrisse erfordern Platten; einfache Formen funktionieren mit Stäben oder Ringen
- Wie kritisch ist die Materialflachheit? Hohe Anforderungen an die Flachheit sprechen für Vollplattenabzieher
- Wie hoch sind meine Budgetbeschränkungen? Begrenzte Budgets können einfachere Stablösungen für geeignete Anwendungen begünstigen
- Wie oft werde ich Stempel wechseln? Häufige Wechsel begünstigen Stäbe oder Ringe aufgrund des einfacheren Zugangs
Die beste Abzugslösung entspricht den tatsächlichen Anforderungen der Anwendung – nicht der anspruchsvollsten verfügbaren Option. Einfache Schneidwerkzeuge mit Abziehplatten sind überkonstruiert; fortgeschrittene Werkzeuge mit nur Abziehstäben sind unterdimensioniert.
Viele Produktionswerkzeuge kombinieren diese Methoden gezielt. Ein fortgeschrittenes Werkzeug könnte eine bewegliche Abziehplatte über die meisten Stationen nutzen und gleichzeitig Ringabzieher für isolierte großflächige Stempel einbauen, die außergewöhnlich hohe Abzugskräfte erzeugen. Dieser hybride Ansatz optimiert das Abzugssystem jeder Station entsprechend ihren spezifischen Anforderungen.
Nachdem nun alternative Abziehlösungen bekannt sind, sind Sie bereit für den umfassenden direkten Vergleich, der alle diese Optionen in einem einheitlichen Auswahlrahmen zusammenführt.
Vollständiger Vergleich: Feste vs. Schwimmende Abziehplatte
Sie haben feste Abziehplatten, schwimmende Ausführungen, präzisionsgefertigte Lösungen und alternative Abziehmethoden kennengelernt. Nun ist es an der Zeit, alles im lang erwarteten umfassenden Vergleich zusammenzuführen – der direkten Analyse, die alle entscheidenden Faktoren in handlungsleitende Entscheidungshilfen bündelt.
Es geht hier nicht darum, einen universellen Gewinner auszuzeichnen. Vielmehr erhalten Sie einen klaren Rahmen, um jeden Typ von Abziehplatte spezifischen Anwendungsanforderungen zuzuordnen. Die richtige Wahl hängt vollständig von Ihren individuellen Produktionsanforderungen, Materialeigenschaften und Leistungsprioritäten ab.
Direkter Vergleich: Fest vs. Schwimmend
Bei der Bewertung der Entscheidung zwischen feststehender und beweglicher Auswerferplatte sind sechs Dimensionen am wichtigsten. Die folgende Vergleichstabelle stellt alle drei Lösungsstufen – präzisionsgefertigt, beweglich und fest – hinsichtlich dieser kritischen Leistungsfaktoren dar:
| Bewertungskriterium | Präzisionsgerechte Lösungen | Bewegliche Auswerferplatten | Feststehende Auswerferplatten |
|---|---|---|---|
| Auswerbekraftfähigkeit | Durch CAE-Simulation für exakte Anwendungsanforderungen optimiert; bewältigt 10–25 % der Stanzkraft bei präziser Kalibrierung | Durch Federwahl einstellbar; handhabt in der Regel höhere Auswerbekräfte effektiv | Auf Kräfte beschränkt, die durch starre Befestigung beherrschbar sind; am besten geeignet für Anwendungen mit geringeren Kräften |
| Bereich der Materialstärken | Volle Bandbreite an Fähigkeiten – von dünnen bis dicken Materialien mit anwendungsspezifischer Optimierung | Hervorragend geeignet für Materialstärken über 1,5 mm; bewältigt dickes Material, das kontrollierten Druck erfordert | Optimal für dünne Materialien unter 1,5 mm; Schwierigkeiten bei dickem Material |
| Wartungsbedarf | Vorausschauende Wartung durch Simulationsdaten ermöglicht; optimierte Serviceintervalle | Regelmäßige Federinspektion und -austausch; periodische Nachjustierung erforderlich | Geringer Wartungsaufwand; weniger Verschleißteile zur Überwachung oder zum Austausch |
| Anfangskosten | Premium-Investition; höchste Anschaffungskosten durch Leistungsoptimierung kompensiert | Mäßig bis hoch; 20–40 % mehr als feste Alternativen | Geringste Erstinvestition; wirtschaftlich für geeignete Anwendungen |
| Beste Anwendungen | Anforderungen der Automobil-OEM, fehlerfreie Produktion, komplexe progressive Stempel | Dicke Materialien, progressive Stempel, Vermeidung von Slug-Pulling, präzise Positionierung | Dünngaugestanzte Teile, Hochgeschwindigkeitsbetrieb, einfaches Ausschneiden, Elektronikkomponenten |
| Eignung bezüglich Produktionsvolumen | Hochdurchsatzfertigung mit anspruchsvollen Qualitätsanforderungen; Millionen von Zyklen | Mittlere bis hohe Stückzahlen; der Austausch der Federn erfordert regelmäßige Wartungsintervalle | Alle Stückzahlen; besonders kostengünstig bei schnellen, hohen Auflagen mit dünnwandigen Materialien |
Beachten Sie, wie jede Option eine eigene Leistungsklasse abdeckt. Präzisionsgefertigte Lösungen bieten maximale Leistungsfähigkeit, erfordern jedoch entsprechende Investitionen. Schwimmende Ausführungen vereinen Vielseitigkeit mit überschaubarem Aufwand. Feste Platten bieten Einfachheit und Kosteneffizienz für Anwendungen, die zu ihren Stärken passen.
Auswahlmatrix nach Anwendungstyp
Über den allgemeinen Vergleich hinaus zeigen sich bei konkreten Anwendungsszenarien klare Empfehlungen. Nutzen Sie diese Matrix, um Ihre Projektspezifikationen mit der am besten geeigneten Ausstoßplatten-Lösung abzugleichen:
| Anwendungsszenario | Empfohlene Lösung | Begründung |
|---|---|---|
| Strukturelle Bauteile für die Automobilindustrie mit IATF-Anforderungen | Präzisionsingenieurtechnik | OEM-Nachverfolgbarkeitsanforderungen, Null-Fehler-Erwartungen und komplexe Geometrien rechtfertigen hochwertige Werkzeugausführung |
| Progressive Werkzeuge mit 5 oder mehr Stationen | Schwimmend oder Präzisionsgefertigt | Die Materialführung über mehrere Operationen hinweg verhindert kumulative Positionierfehler |
| Dickes Stahl-Blanking (über 2 mm) | Schwimmend | Federkraft wirkt dem Materialrückfederung entgegen; verhindert Slug-Ziehen |
| Hochgeschwindigkeits-Stanzung von Steckverbinder-Terminals | Festgestellt | Dünne Materialien und extreme Geschwindigkeiten begünstigen starre Stabilität gegenüber federnder Nachgiebigkeit |
| Prototypen- und Kleinserienfertigung | Festgestellt | Geringere Investitionskosten sind angemessen, wenn Werkzeuge vor dem Serienstart möglicherweise noch geändert werden |
| Anwendungen mit beheizten Plattenabziehern | Präzisionsingenieurtechnik | Das thermische Management erfordert simulationsbasiertes Design, um Spalte einzuhalten |
| Entwicklungsphase für Abziehplatten im Spritzgussformbau | Schwimmend oder Präzisionsgefertigt | Die Verstellbarkeit ermöglicht Designänderungen; eine kontrollierte Ausstoßung schützt die Oberflächen der Bauteile |
| Einfache runde Stanzvorgänge | Feste (oder Ring-)Abstreifer | Eine einfache Geometrie rechtfertigt keine schwimmende Konstruktion |
Wenn Ihre Anwendung mehrere Kategorien umfasst – beispielsweise ein fortgeschrittenes Stanzwerkzeug, das dünne Materialien mit hoher Geschwindigkeit verarbeitet – bewerten Sie die Faktoren entsprechend. Die vorherrschende Anforderung bestimmt in der Regel die Auswahl, wobei sekundäre Faktoren die anfängliche Entscheidung bestätigen oder anpassen.
Kosten- und Leistungsabwägungen aufgezeigt
Der anfängliche Kaufpreis zeigt nur einen Teil der Gesamtkosten. Intelligente Werkzeugentscheidungen berücksichtigen das vollständige wirtschaftliche Bild über den gesamten Produktionszyklus:
- Vorabinvestition: Feste Platten kosten 20–30 % weniger als schwimmende Alternativen; präzisionsgefertigte Lösungen erfordern einen höheren Preis
- Rüstzeit: Feste Platten werden schnell mit minimalem Aufwand montiert; schwimmende Ausführungen erfordern die Kalibrierung der Feder-Vorspannung; präzisionsoptimierte Lösungen verfügen über optimierte Einrichtverfahren
- Wartungshäufigkeit: Federn in Schwimmsystemen erfordern eine Inspektion alle 500.000 bis 1.000.000 Zyklen; feste Platten können jahrelang wartungsfrei laufen
- Stillstandkosten: Ein stoppagebedingter Produktionsausfall aufgrund des Abstreifers entsteht unabhängig von der anfänglichen Werkzeuginvestition – die falsche Wahl verursacht laufende Kosten
- Ausschussreduzierung: Die richtige Abstreiferwahl beeinflusst direkt die Erstgangquote; hochwertige Lösungen amortisieren sich oft durch reduzierte Ausschussraten
- Einfluss auf Werkzeuglebensdauer: Die richtige Abstreifkraft verlängert die Lebensdauer von Stempel und Matrize; ungeeignete Systeme beschleunigen den Verschleiß aller Schneidkomponenten
Berücksichtigen Sie die Verwendung von Abstreiferplatten mit U-Rohr-Auswerfer, wie in einigen Spritzgussanwendungen – die anfänglichen Investitionen in Komplexität ermöglichen eine konsistente Teilequalität, wodurch Sekundäroperationen und Kundenrückläufer reduziert werden. Dasselbe Prinzip gilt für das Stanzverfahren: eine angemessene Investition in Abstreiferplattensysteme führt oft zu einer positiven ROI durch Qualitätsverbesserungen in nachgelagerten Prozessen.
Die teuerste Auswerfplatte ist die falsche – unabhängig von ihrem Kaufpreis. Eine kostengünstige feste Platte, die bei einer Serie von einer Million Teilen einen zusätzlichen Ausschuss von 2 % verursacht, erzeugt weitaus höhere Kosten als ein hochwertiges Schwimm-System, das konstante Qualität liefert.
Berücksichtigen Sie bei der Berechnung der Rendite (ROI) für Investitionen in Auswerfplatten folgende oft übersehene Faktoren:
- Konstruktionsaufwand: Komplexe Anwendungen erfordern möglicherweise mehrere Testläufe mit einfacheren Auswerfern – Aufwand, den präzisionsgefertigte Lösungen eliminieren
- Opportunitätskosten: Verzögerte Produktionsfreigabe aufgrund von Problemen mit der Auswerferplatte kosten Marktposition und Kundenvertrauen
- Kaskadeneffekte: Schäden an Bauteilen durch die Auswerferplatte können zu nachfolgenden Montageproblemen, Garantieansprüchen und Imageverlust führen
- Flexibilitätswert: Die Verstellbarkeit von Schwimm-Auswerfern ermöglicht es, Materialchargenschwankungen und Punzenabnutzung ohne Änderungen an der Form auszugleichen
Für anspruchsvolle Anwendungen – automotive Sicherheitskomponenten, medizinische Geräte, Luft- und Raumfahrtteile – rechtfertigt die Leistungssicherheit präzisionsgefertigter oder korrekt spezifizierter Schwimmsysteme in der Regel deren höheren Preis. Für Standardteile mit großzügigen Toleranzen bieten feste Auswerfer kosteneffiziente Ergebnisse.
Ausgestattet mit diesem umfassenden Vergleichsrahmen sind Sie nun bereit, Ihre Analyse in konkrete Maßnahmen umzusetzen und gezielte Empfehlungen für gängige Produktionszenarien abzuleiten.
Abschließende Empfehlungen zur Auswahl Ihrer Auswerferplatte
Sie haben die technischen Details durchgearbeitet, die Abwägungen bewertet und das gesamte Spektrum an Abstreiflösungen erkundet. Nun kommt der entscheidende Moment – all dieses Wissen in zielgerichtetes Handeln für Ihre spezifische Anwendung umzusetzen. Egal, ob Sie eine neue Progressive Stanzform entwerfen, eine bestehende Stanzoperation problembeheben oder eine Serienproduktion planen – diese priorisierten Empfehlungen leiten Sie zur richtigen Entscheidung für die geeignete Abstreifplatte.
Denken Sie daran: Das Ziel ist es nicht, die absolut „beste“ Abstreifplatte zu finden. Vielmehr geht es darum, Ihre einzigartigen Anforderungen mit der Lösung zu verbinden, die optimale Leistung, Zuverlässigkeit und Wertschöpfung für Ihre konkrete Situation bietet.
Ihre Auswahl-Roadmap für die Abstreifplatte
Nach der Analyse zahlloser Anwendungen und der umfassenden Bewertung der Entscheidung zwischen feststehender und schwimmender Abstreifplatte zeichnen sich klare Muster ab. Diese priorisierten Empfehlungen spiegeln den Entscheidungsprozess wider, dem erfahrene Formenkonstrukteure folgen:
- Für die präzise Automobil-Stanztechnik mit IATF-Konformität: Gehen Sie eine Partnerschaft mit zertifizierten Werkzeugbauspezialisten ein, die CAE-Simulationsfähigkeiten mit qualitätszertifizierter Fertigung verbinden. Die Anforderungen in der Automobilindustrie – Sicherheitsimplikationen, Rückverfolgbarkeitsanforderungen der OEMs und die Erwartung von fehlerfreien Produkten – erfordern präzisionsgefertigte Lösungen statt Standardansätzen. Unternehmen wie Shaoyi verkörpern diese Kompetenz und bieten beispielsweise Rapid Prototyping innerhalb von nur 5 Tagen sowie eine Erstfreigabebestätigungsquote von 93 % durch simulationsbasierte Konstruktionsmethodik. Ihre IATF-16949-Zertifizierung und umfassende Expertise in der Formenkonstruktion machen sie zu einer wertvollen Ressource, wenn Ihre Anwendung professionelle Unterstützung im Bereich des Werkzeugbaus erfordert.
- Für dünne Materialien mit einer Dicke unter 1,5 mm: Feste Abstreiferplatten bieten eine kostengünstige und zuverlässige Leistung. Das starre Befestigungskonzept gewährleistet eine hervorragende Führung der Stempel, geringen Wartungsbedarf und ein konsistentes Verhalten über Millionen von Zyklen hinweg. Hochgeschwindigkeitsstanzungen für Elektronik, dünne Automobilhalterungen und einfache Ausbruchoperationen fallen typischerweise in diese Kategorie. Überkonstruieren Sie diese Anwendungen nicht – sparen Sie Ihr hochwertiges Werkzeugbudget für Projekte auf, die tatsächlich schwimmende oder präzisionsgefertigte Lösungen erfordern.
- Für dicke Materialien oder fortlaufende Matrizen: Schwimmende Abstreiferplatten bieten den kontrollierten Druck und die Materialhandhabung, die diese Anwendungen verlangen. Das federbelastete Konzept gleicht den Materialrückfederungseffekt aus, verhindert das Herausziehen von Ausschuss (Slugs) und kompensiert den Stempelverschleiß, der während längerer Produktionsläufe auftritt. Bei der Verarbeitung von Materialstärken über 1,5 mm oder beim Einsatz von fortlaufenden Matrizen mit mehreren Stationen rechtfertigt die Einstellbarkeit und die aktive Abstreifkraft schwimmender Konstruktionen in der Regel die höheren Anfangsinvestitionen.
- Für Prototypen- und Entwicklungsarbeiten: Beginnen Sie mit festen Abziehern, es sei denn, spezifische Anforderungen der Anwendung zeigen eindeutig das Gegenteil. Die geringeren Anfangsinvestitionen sind sinnvoll, wenn sich die Konstruktionen vor dem Produktionsstart noch weiterentwickeln können. Eine Aufrüstung auf schwimmende Systeme ist bei der Fertigungswerkzeuge jederzeit möglich, falls die Ergebnisse der Erprobung dies erforderlich machen.
- Für spezialisierte Geräteanwendungen: Berücksichtigen Sie die spezifischen Anforderungen Ihrer Ausrüstung. Eine Spalterplatte für einen Yardmax-Logspalter beispielsweise unterliegt völlig anderen Anforderungen als Präzisionsstanzwerkzeuge – hohe Stoßbelastungen, äußere Umwelteinflüsse und unterschiedliche Materialeigenschaften. Wählen Sie Ihre Abziehervariante entsprechend dem tatsächlichen Einsatzumfeld aus, anstatt Stanzmatrizen-Richtlinien universell anzuwenden. Ebenso erfordern Anwendungen von ingun Abziehplatten in Prüfgeräten eine präzise Ausrichtung, wodurch feste Ausführungen gegenüber schwimmenden Alternativen bevorzugt werden können, auch wenn andere Faktoren darauf hindeuten würden.
Passen Sie Ihre Anwendung dem richtigen Abziehertyp an
Jenseits der priorisierten Empfehlungen sollten Sie diese anwendungsspezifischen Aspekte berücksichtigen, die Ihre Auswahl präzise optimieren:
- Wenn die Flachheit des Teils kritisch ist: Die kontrollierte Haltekraft der schwimmenden Auswerfer verhindert das Anheben des Materials, das zu Form- und Maßveränderungen beim Schneiden führt
- Bei Verwendung verschiedener Materialstärken: Verstellbare Auswerferplatten amortisieren sich durch ihre Fähigkeit, unterschiedliche Materialstärken ohne Änderungen an der Werkzeugform aufzunehmen
- Wenn das Herausziehen der Ausschnitte (Slugs) Qualitätsprobleme verursacht: Der aktive Abwärtsdruck von schwimmenden Auswerferkonstruktionen reduziert die Haftung der Ausschnitte an den Stempelflächen erheblich
- Wenn die Werkzeughöhe begrenzt ist: Die feste Auswerferkonstruktion mit minimalem Bauhöhe nutzt die begrenzte Schließhöhe in pressenbedingt eingeschränkten Anwendungen optimal aus
- Wenn Wartungsfenster begrenzt sind: Die reduzierte Anzahl von Komponenten bei starren Konstruktionen bedeutet, dass weniger Teile geprüft, justiert oder ausgetauscht werden müssen
- Bei der Verarbeitung von abrasiven Materialien: Kombinieren Sie Ihre Auswahl des Abstreifers mit geeigneten Oberflächenbehandlungen und hochwertigen Werkstoffen für Führungsstempel, um die Standzeit zu verlängern
Beachten Sie, dass spezialisierte Anwendungen wie der Austausch von Abstreifplatten für Yardmax-Heckenspalter völlig andere Auswahlkriterien erfordern – hier steht die Haltbarkeit und Schlagfestigkeit im Vordergrund, nicht die Präzisionsaspekte, die bei Stanzwerkzeugen dominieren.
Empfohlene Fachempfehlungen für gängige Szenarien
Für Leser, die vor konkreten Entscheidungen stehen, folgt hier eine direkte Anleitung basierend auf den häufigsten Anwendungsszenarien:
- Einführung eines neuen Progressivwerkzeugs: Investieren Sie in die CAE-Simulation während der Konstruktionsphase, um die Konfiguration der Abstreifplatte bereits vor dem Fräsen des Stahls zu optimieren. Die Kosten für die Simulation machen nur einen Bruchteil der späteren Änderungen während des Probelaufs aus.
- Unbeständige Teilqualität festgestellt: Prüfen Sie, ob Ihr aktueller Abziehertyp den Anforderungen an Materialdicke und Komplexität entspricht. Der Wechsel von festen zu schwimmenden Abziehern löst häufig anhaltende Qualitätsprobleme.
- Planung der Serienfertigung im Automobilbereich: Ziehen Sie IATF-zertifizierte Werkzeugkonstruktionsspezialisten frühzeitig im Projektverlauf hinzu. Das Engineering-Team von Shaoyi liefert kostengünstige, hochwertige Werkzeuge gemäß OEM-Standards mit Kapazitäten für die Serienfertigung, die mit Ihren Produktionsanforderungen skalieren.
- Abwägung zwischen Budgetbeschränkungen und Leistungsanforderungen: Setzen Sie feste Abzieher dort ein, wo dies angemessen ist, um Budget für schwimmende oder präzisionsgefertigte Lösungen dort freizuhalten, wo sie wirklich erforderlich sind.
- Nachrüstung bestehender Werkzeuge: Ringabzieher bieten einen praktikablen Modernisierungsweg, um einzelne Stanzpositionen mit schwimmendem Abziehen zu versehen, ohne die gesamte Platte austauschen zu müssen.
Die Entscheidung zwischen fester und beweglicher Auswerferplatte läuft letztendlich auf ein Prinzip hinaus: Passen Sie Ihre Lösung an Ihre tatsächlichen Anforderungen an. Unterdimensionierung verursacht Qualitätsprobleme; Überspezifizierung verschwendet Ressourcen. Der optimale Kompromiss liegt in einer ehrlichen Bewertung dessen, was Ihre Anwendung wirklich erfordert.
Wenn Sie bei der Auswahl Ihrer Auswerferplatte weiterfahren, denken Sie daran, dass diese Entscheidung in jeden anderen Aspekt des Werkzeugdesigns integriert ist. Die beste Wahl der Auswerferplatte berücksichtigt Stanzgeometrie, Materialeigenschaften, Produktionsmengen, Qualitätsanforderungen und Wartungsfähigkeiten als miteinander verbundene Faktoren und nicht als isolierte Variablen. Bei Unsicherheiten ziehen Sie erfahrene Werkzeugingenieure hinzu, die Ihre gesamte Anwendung bewerten und Lösungen empfehlen können, die auf Ihren spezifischen Erfolg zugeschnitten sind.
Häufig gestellte Fragen zu festen vs. beweglichen Auswerferplatten
1. Was ist eine Auswerferplatte in einem Presswerkzeug?
Eine Auswerfplatte ist ein entscheidendes Werkzeugbauteil, das nach jedem Hub das Werkstückmaterial von den Stempeln entfernt. Sie kann entweder fest (starr montiert) oder schwimmend (federbelastet) ausgeführt sein. Feste Auswerfer lösen das Material ab, halten es jedoch während des Betriebs nicht fest, während schwimmende Auswerfer das Material aktiv während des Stanzvorgangs niederhalten und mithilfe von Federn eine kontrollierte Ausstoßung ermöglichen. Die Wahl zwischen den Typen beeinflusst direkt die Teilequalität, die Werkzeuglebensdauer und die Produktionseffizienz.
2. Was ist die Auswurfkraft bei Presswerkzeuganwendungen?
Die Auswurfkraft ist die Kraft, die erforderlich ist, um das nach dem Schneiden am Stempel haftende Material zu lösen. Sie liegt typischerweise zwischen 10 und 25 % der Schneidkraft. Schwimmende Auswerfplatten erzielen eine einstellbare Auswurfkraft durch die Auswahl der Federn, während feste Platten auf den Presshub selbst angewiesen sind. Eine korrekte Auswurfkraft verhindert das Herausziehen von Abfallstücken („Slug Pulling“), gewährleistet eine saubere Trennung der Teile und sorgt für gleichmäßige Zykluszeiten in Stanzoperationen.
3. Wann sollte ich eine feste Auswerfplatte statt einer schwimmenden verwenden?
Feste Abstreiferplatten sind ideal für dünne Materialien unter 1,5 mm, Hochgeschwindigkeits-Stanzoperationen mit mehr als 400 Hüben pro Minute und einfache Schneidwerkzeuge. Sie kosten 20–30 % weniger als schwimmende Alternativen, erfordern nur geringe Wartung und bieten hervorragende Stabilität für das Präzisionsstanzieren von Elektronikbauteilen. Wählen Sie feste Abstreifer, wenn das Materialverhalten vorhersehbar ist und eine kontrollierte Andrückkraft nicht entscheidend ist.
4. Was sind die Hauptvorteile von schwimmenden Abstreiferplatten?
Schwimmende Abstreiferplatten zeichnen sich bei dickem Material über 1,5 mm, bei Folgeverbundwerkzeugen und Anwendungen mit präziser Teilepositionierung aus. Zu den wichtigsten Vorteilen zählen eine hervorragende Materialkontrolle während des Stanzens, eine reduzierte Slug-Ausziehneigung durch aktiven Abwärtsdruck, automatische Kompensation von Stempelabnutzung sowie eine einstellbare Federkraft. Sie sind unverzichtbar, wenn Materialrückfederung, komplexe Geometrien oder Null-Fehler-Produktionsanforderungen eine kontrollierte Abstreifkraft erforderlich machen.
5. Worin unterscheiden sich Abstreifbalken und -ringe von Abstreifplatten?
Abstreifbalken sind schmale, gehärtete Stahlbänder, die sich über die Werkzeugöffnung erstrecken – ideal für einfaches Stanzens, große Teile und Werkzeuge mit schnellem Werkzeugwechsel bei niedrigeren Kosten. Abstreifringe umschließen einzelne runde Stempel und eignen sich perfekt für Einzelstempeloperationen und Turmwerkzeuge. Platten bieten vollständige Materialkontrolle für komplexe progressiven Werkzeuge. Die Wahl richtet sich nach der Werkzeugkomplexität: Platten für präzise Mehrstationenarbeiten, Balken für einfache Operationen, Ringe für isolierte runde Stempel.