 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Geheimnisse rund um CNC-Werkstätten und -Dienstleistungen: Was Erstkäufer niemals erfahren

Was ein CNC-Betrieb und eine CNC-Dienstleistung tatsächlich umfasst
Haben Sie jemals an einer Fertigungsanlage vorbeigegangen und sich gefragt, was dort eigentlich im Inneren geschieht? Wenn Sie den Begriff „CNC-Betrieb und -Dienstleistung“ hören, stellen Sie sich möglicherweise Reihen geheimnisvoller Maschinen vor, die vor sich hin summen – doch was bedeutet das konkret für jemanden, der Bauteile herstellen lassen möchte?
Hier ist die klare Antwort: Ein CNC-Betrieb ist eine spezialisierte Einrichtung, die computergesteuerte Maschinen zur herstellung präziser Komponenten aus Rohmaterialien wie Metall , Kunststoff oder Verbundwerkstoffen einsetzt. Der Begriff „Dienstleistung“ umfasst weit mehr als nur das Zerspanen von Material – er schließt sämtliche Leistungen von maßgeschneiderter Zerspanung und Prototypenfertigung bis hin zu Wartung, Reparatur, Kalibrierung der Anlagen sowie sogar Schulungen für Maschinenbediener ein.
Was unterscheidet einen CNC-Betrieb von der allgemeinen Fertigung?
Stellen Sie sich eine allgemeine Fertigungsstätte wie ein Kaufhaus vor – sie deckt ein breites Spektrum an Produktionsanforderungen ab. Eine CNC-Werkstatt hingegen ähnelt eher einem Fachgeschäft, das sich ausschließlich auf präzises Zerspanen konzentriert.
Der entscheidende Unterschied? Die Computernumerische Steuerung (CNC). Im Gegensatz zur konventionellen Zerspanung, bei der jeder Schnitt manuell ausgeführt werden muss, folgen CNC-Maschinen programmierten Anweisungen, um Schneid-, Bohr-, Fräs- und Drehvorgänge automatisch durchzuführen. Laut Kremin Inc. gewährleistet diese Automatisierung „überlegene Qualität, Wiederholgenauigkeit und Kosteneffizienz“, die manuelle Verfahren schlicht nicht erreichen können.
Suchanfragen nach „CNC-Fertigung in meiner Nähe“ führen Nutzer häufig zu diesen spezialisierten Einrichtungen, da sie etwas bieten, was allgemeine Fertiger typischerweise nicht leisten können: Toleranzen im Mikrometerbereich (das entspricht einem Tausendstel Millimeter) sowie die Fähigkeit, identische Bauteile wiederholt ohne Abweichungen herzustellen.
Das gesamte Spektrum der CNC-Dienstleistungen erklärt
Wenn Sie nach Fertigungsunternehmen in Ihrer Nähe suchen, hilft Ihnen das Verständnis des gesamten Leistungsspektrums dabei, die richtigen Fragen zu stellen. Moderne CNC-Fertigungsstätten bieten in der Regel weit mehr als nur Grundbearbeitung.
Kernfertigungsdienstleistungen:
- CNC Fräsen - Verwendet rotierende Schneidwerkzeuge zum Materialabtrag, ideal für komplexe Formen und ebene Flächen
- CNC-Drehen/Dreharbeiten - Dreht das Werkstück gegen die Schneidwerkzeuge, perfekt für zylindrische Komponenten
- Maschinen für die Bearbeitung von Maschinen mit einem elektrischen Antrieb - 5-Achsen-Maschinen erzeugen hochkomplexe Geometrien in einer einzigen Aufspannung und verkürzen so die Produktionszeit
- Elektrische Entladungsmaschinen (EDM) - Erzeugt komplizierte Formen und feine Details, die mit herkömmlichem Zerspanen nur schwer zu erreichen sind
Konstruktions- und Entwicklungsleistungen:
- CAD/CAM-Unterstützung - Empfang und Verarbeitung computergenerierter Konstruktionsdateien
- Prototypenentwicklung - Herstellung kleiner Mengen zur Prüfung vor der Serienfertigung
- Reverse Engineering - Nachbildung bestehender Teile, wenn die ursprünglichen Konstruktionsunterlagen nicht verfügbar sind
- Designunterstützung - Unterstützung bei der Optimierung von Teilen hinsichtlich Fertigbarkeit und Kosteneffizienz
Oberflächenbehandlung und Sekundärprozesse:
- Oberflächenbearbeitung - Eloxieren, Galvanisieren, Lackieren und Pulverbeschichten
- Wärmebehandlung - Spannungsarmglühen, Härten und Glühen
- Qualitätsprüfung - Verifikation und Dokumentation mittels Koordinatenmessmaschine (CMM)
- Montagedienstleistungen - Zusammenbau mehrerer Komponenten zu fertigen Baugruppen
Klingt komplex? Ist es auch – doch genau deshalb beschäftigen seriöse CNC-Betriebe qualifizierte Fachkräfte wie CNC-Programmierer, Maschinisten, Qualitätskontrolleure und Ingenieure, die Ihre Projektanforderungen in fertige Bauteile umsetzen. Als Erstkäufer müssen Sie nicht jedes technische Detail verstehen. Sie müssen lediglich wissen, dass ein qualitativ hochwertiger CNC-Dienstleister Sie durch den gesamten Prozess begleitet und den für Ihre konkrete Anwendung optimalen Ansatz empfiehlt.

Technische Standards und Zertifizierungen entschlüsselt
Sie haben einen CNC-Maschine in meiner Nähe das sieht vielversprechend aus. Auf deren Website werden beeindruckende Zertifizierungslogos angezeigt – ISO 9001, AS9100D, IATF 16949. Doch was bedeuten diese Abkürzungen konkret für Ihr Projekt? Und wenn ein Betrieb Toleranzen von ±0,001 Zoll angibt, sollten Sie beeindruckt oder besorgt sein?
Lassen Sie uns den technischen Jargon entwirren und erläutern, was diese Spezifikationen tatsächlich für Ihre Bauteile bedeuten.
Toleranzspezifikationen verständlich erklärt
Stellen Sie sich vor, Sie benötigen eine Welle, die perfekt in ein Lager passt. Ist die Welle zu dick, passt sie nicht hinein; ist sie zu dünn, wackelt sie. Die Toleranz legt genau fest, wie stark die Abweichung von der idealen Maßangabe noch akzeptabel ist.
So funktioniert die Toleranz in der Praxis:
- Standardtoleranzen (±0,005" oder ±0,127 mm) - Geeignet für die meisten allgemeinen Bauteile, bei denen eine exakte Passung nicht kritisch ist. Denken Sie an Halterungen, Gehäuse oder dekorative Komponenten.
- Präzisionstoleranzen (±0,001" bis ±0,002" oder ±0,025 mm bis ±0,05 mm) - Erforderlich, wenn Teile exakt zusammenpassen müssen. Häufig bei mechanischen Baugruppen, Zahnrädern und funktionalen Komponenten anzutreffen.
- Ultra-Präzisions-Toleranzen (±0,0005" oder ±0,0127 mm und enger) - Vorbehalten für Luft- und Raumfahrt, medizinische Geräte sowie optische Anwendungen, bei denen mikroskopisch kleine Abweichungen von Bedeutung sind.
Warum ist das für Sie relevant? Engere Toleranzen erfordern hochentwickeltere Maschinen, langsamere Bearbeitungsgeschwindigkeiten und zusätzliche Qualitätskontrollen – all dies führt zu höheren Kosten. Ein seriöser Maschinenbau-Betrieb in Baton Rouge oder anderswo sollte Ihnen dabei helfen, die tatsächlich benötigte Toleranz zu ermitteln, anstatt standardmäßig die engste (und teuerste) Option zu wählen.
Wenn Sie Projekte mit potenziellen Betrieben besprechen, stellen Sie diese einfache Frage: „Welche Toleranz können Sie konsistent einhalten, und wie überprüfen Sie sie?“ Hochwertige Fertigungsbetriebe verwenden Koordinatenmessmaschinen (CMM) und statistische Prozesskontrollen zur Überprüfung der Maße – nicht nur die visuelle Inspektion.
Was Industriezertifizierungen tatsächlich für Ihr Projekt bedeuten
Zertifizierungs-Logos sind nicht nur Marketing-Dekorationen. Sie stehen für verifizierte Systeme zur Fehlervermeidung, Qualitätsverfolgung und kontinuierlichen Prozessverbesserung. Jede Zertifizierung erfüllt jedoch einen anderen Zweck.
Laut Qimtek ist ISO 9001 „wahrscheinlich der gängigste Fertigungsstandard“ und „verlangt von Unternehmen die Anwendung einer prozessorientierten Methodik sowie die forensische Analyse jeglicher Fehler, sobald diese auftreten.“
Hier ist die praktische Bedeutung jeder wichtigen Zertifizierung:
| Zertifizierung | Was es abdeckt | Dienstleistungsbereiche | Schlüsselanforderungen |
|---|---|---|---|
| ISO 9001 | Allgemeine Qualitätsmanagementsysteme | Alle Branchen – der grundlegende Standard | Dokumentierte Prozesse, Fehleranalyse, Systeme zur Erfassung von Kundenfeedback, kontinuierliche Verbesserung |
| AS9100D | Luft- und Raumfahrt-Qualitätsmanagement | Luftfahrt, Raumfahrt, Verteidigungskomponenten | Anforderungen nach ISO 9001 plus Sicherheitsprotokolle, Rückverfolgbarkeit, regelmäßige Audits, Risikomanagement |
| IATF 16949 | Automobil-Qualitätsmanagement | Hersteller in der Automobilzulieferkette | Anforderungen nach ISO 9001 plus Fehlerverhütung, statistische Prozesskontrolle (SPC), PPAP-Dokumentation, FMEA-Analyse |
| ISO 13485 | Qualitätsmanagement für Medizinprodukte | Medizinische und Gesundheitsprodukte | Vollständige Rückverfolgbarkeit, Designkontrollen, Risikomanagement, Einhaltung gesetzlicher Vorschriften |
Ein entscheidender Punkt, den viele Käufer übersehen: IATF 16949 baut auf ISO 9001 auf und führt branchenspezifische Anforderungen für die Automobilindustrie ein. Wie NSF erläutert, „ist eine Zertifizierung nach IATF 16949 nur möglich, wenn die Anforderungen der ISO 9001 erfüllt sind.“ Das bedeutet, dass ein nach IATF zertifizierter Betrieb bereits allgemeine Qualitätskompetenz nachgewiesen hat, bevor er branchenspezifische Verfahren implementiert.
Speziell für Automobilanwendungen verlangt IATF 16949 von Betrieben den Einsatz spezialisierter Werkzeuge, darunter:
- Statistische Prozesskontrolle (SPC) - Echtzeitüberwachung der Bearbeitungsprozesse, um Abweichungen zu erkennen, bevor sie zu Fehlern werden
- Fehler-Möglichkeits- und Einfluss-Analyse (FMEA) - Systematische Identifizierung möglicher Fehlerursachen und deren Verhinderung
- Produktionsteil-Freigabeprozess (PPAP) - Dokumentierter Nachweis, dass der Betrieb Teile konsistent gemäß Ihren Spezifikationen fertigen kann
Was bedeutet das konkret bei der Bewertung von Fertigungsbetrieben? Wenn Sie Teile für den Automobilbereich beschaffen, ist eine Zertifizierung nach IATF 16949 keine Option – sie wird von Ihrem Kunden wahrscheinlich vorgeschrieben. Für Luft- und Raumfahrtanwendungen ist die Zertifizierung nach AS9100D ebenso zwingend erforderlich. Für allgemeine industrielle Anwendungen bietet die ISO 9001-Zertifizierung die Gewähr für ein systematisches Qualitätsmanagement.
Fazit: Suchen Sie nicht nur nach Zertifikatslogos. Fragen Sie potenzielle Fertigungsbetriebe gezielt danach, wie sich deren Zertifizierung konkret auf Ihr Projekt auswirkt – und achten Sie darauf, ob sie die praktischen Vorteile verständlich erläutern können, statt lediglich Marketingformulierungen zu wiederholen.
Entscheidung zwischen CNC-Fräsen, -Drehen und EDM-Dienstleistungen
Sie kennen nun die geforderten Toleranzen und Zertifizierungen. Doch hier stellt sich die Frage, die die meisten Erstkäufer verwirrt: Welches CNC-Verfahren sollten Sie tatsächlich beauftragen? Soll Ihr Bauteil gefräst oder gedreht werden? Wann ist EDM die richtige Wahl? Die falsche Verfahrenswahl kostet nicht nur unnötig Geld – sie kann auch dazu führen, dass die gefertigten Teile Ihre Spezifikationen nicht erfüllen.
Die gute Nachricht? Sie benötigen keinen ingenieurabschluss, um fundierte Entscheidungen zu treffen . Wenn Sie einige zentrale Prinzipien verstehen, können Sie die richtigen Fragen stellen und Empfehlungen von CNC-Bearbeitungsdienstleistern in Ihrer Nähe bewerten.
Abstimmung Ihres Projekts auf das richtige CNC-Verfahren
Beginnen Sie mit der Analyse der Geometrie Ihres Bauteils. Laut dem Vergleichsleitfaden für mechanische Bearbeitung von RapidDirect gilt: „Für überwiegend zylindrische Teile eignet sich die CNC-Drehbearbeitung besonders gut. Komplexe, prismatische Teile mit Konturen oder Taschen werden am besten mittels CNC-Fräsen bearbeitet.“
So funktioniert jedes wesentliche Verfahren und wann Sie es wählen sollten:
CNC Fräsen: Stellen Sie sich einen rotierenden Schneidwerkzeug vor, das sich über einen stationären Werkstoffblock bewegt und dabei Schichten abträgt, um Ihr Bauteil freizulegen. Das Werkstück bleibt fest eingespannt, während sich das Werkzeug entlang mehrerer Achsen (X, Y, Z – und manchmal weiterer) bewegt.
- Am besten für: Flache Flächen, Taschen, Nuten, schräge Merkmale, komplexe 3D-Konturen
- Denken Sie an: Gehäuse, Halterungen, Motordelen, kundenspezifische Platten mit mehreren Merkmalen
- Vorteile: Extrem vielseitig – bewältigt alles von einfachem Bohren bis hin zu komplexen skulpturalen Formen
CNC-Drehen: Stellen Sie sich die umgekehrte Vorgehensweise vor: Das Werkstück dreht sich schnell, während ein stationäres Schneidwerkzeug dessen Oberfläche formt. Dadurch entstehen effizient runde, symmetrische Teile.
- Am besten für: Zylindrische Teile, Wellen, Stäbe, Buchsen, Gewindekomponenten
- Denken Sie an: Stifte, Riemenscheiben, Hydraulikkolben, Spindeln, jegliche Teile mit Rotationssymmetrie
- Vorteile: Schneller und kostengünstiger als Fräsen bei runden Teilen
EDM (Elektroerosionsbearbeitung): Bei diesem Verfahren wird das Material mittels elektrischer Funken abgetragen statt geschnitten. Da kein physischer Kontakt zwischen Werkzeug und Werkstück besteht, lassen sich Formen erzeugen, die mit herkömmlichen Zerspanverfahren unmöglich wären.
- Am besten für: Extrem harte Werkstoffe, komplexe innere Strukturen, scharfe Ecken, dünne Wände
- Denken Sie an: Einspritzform-Hohlräume, Luft- und Raumfahrtkomponenten, medizinische Implantate, Präzisionswerkzeuge
- Vorteile: Bearbeitet gehärtete Werkstoffe, die herkömmliche Schneidwerkzeuge zerstören würden
Hier ist ein praktischer Vergleich, der Ihnen bei Ihrer Entscheidung hilft:
| CNC-Prozess | Beste Anwendungen | Typische Toleranzen | Materielle Vereinbarkeit | Einschränkungen |
|---|---|---|---|---|
| CNC Fräsen | Prismatische Teile, komplexe Konturen, Taschen, Nuten, mehrfach strukturierte Komponenten | ±0,001" bis ±0,005" (±0,025 mm bis ±0,127 mm) | Aluminium, Stahl, Titan, Messing, Kunststoffe, Verbundwerkstoffe | Langsamer bei einfachen zylindrischen Teilen; Werkzeugverschleiß steigt bei härteren Metallen |
| CNC-Drehen | Zylindrische Teile, Wellen, Stäbe, Gewindekomponenten, symmetrische Merkmale | ±0,001" bis ±0,003" (±0,025 mm bis ±0,076 mm) | Die meisten Metalle und Kunststoffe; hervorragend geeignet für Rundmaterial | Kann keine flachen, eckigen oder asymmetrischen Merkmale ohne Nachbearbeitung herstellen |
| EDM<br> | Gehärtete Materialien, komplizierte Hohlräume, scharfe innere Ecken, dünnwandige Teile | ±0,0001" bis ±0,001" (±0,0025 mm bis ±0,025 mm) | Jedes elektrisch leitfähige Material, einschließlich gehärteter Werkzeugstähle und exotischer Legierungen | Langsamer Prozess; höhere Kosten; funktioniert nur bei elektrisch leitfähigen Materialien |
Wenn spezialisierte Dienstleistungen den Unterschied ausmachen
Zu verstehen, wann jeder Prozess NICHT geeignet ist, spart Zeit und verhindert kostspielige Fehler. Hier ist die ehrliche Aufschlüsselung:
Wählen Sie keine Fräsarbeit, wenn:
- Ihr Bauteil hauptsächlich zylindrisch ist – Drehen ist schneller und kostengünstiger
- Sie extrem enge Toleranzen bei inneren Merkmalen in gehärteten Werkstoffen benötigen – erwägen Sie stattdessen EDM
- Die Produktionsmenge extrem hoch ist und die Bauteilgeometrie einfach ist – andere Verfahren können wirtschaftlicher sein
Wählen Sie kein Drehen, wenn:
- Ihr Bauteil ebene Flächen, Taschen oder Merkmale aufweist, die nicht rotationssymmetrisch um eine Mittelachse angeordnet sind
- Sie schräge Bohrungen, seitliche Nuten oder komplexe 3D-Konturen benötigen
- Die Bauteilgeometrie den Zugriff aus mehreren Richtungen erfordert
Wählen Sie EDM nicht, wenn:
- Standard-Fräsen oder -Drehen Ihre Toleranzen erreichen können – EDM ist deutlich teurer
- Ihr Werkstoff nicht elektrisch leitfähig ist (Kunststoffe, Keramiken, die meisten Verbundwerkstoffe)
- Die Lieferzeit entscheidend ist – EDM entfernt Material deutlich langsamer als herkömmliches Zerspanen
Was ist mit 3-Achsen- versus 5-Achsen-Bearbeitung? Laut RapidDirect hängt die Wahl von der Komplexität des Bauteils ab. Drei-Achsen-Maschinen bewegen das Schneidwerkzeug in drei linearen Richtungen – ausreichend für die meisten einfachen Teile mit zugänglichen Oberflächen. Fünf-Achsen-Maschinen ergänzen dies um zwei Rotationsbewegungen, sodass das Werkzeug das Werkstück nahezu aus jedem Winkel bearbeiten kann.
Welche praktische Auswirkung hat das? Die Fünf-Achsen-Bearbeitung reduziert die Anzahl der erforderlichen Aufspannungen, verbessert die Oberflächenqualität an gekrümmten Flächen und ermöglicht Geometrien, die mit Dreiachsen-Anlagen nicht realisierbar sind. RapidDirect weist jedoch darauf hin, dass die Fünf-Achsen-Bearbeitung „teure Maschinen, fortschrittliche Software und geschultes Personal“ erfordert – was höhere Kosten bedeutet. Für einfache Bauteile liefert die Dreiachsen-Bearbeitung eine vergleichbare Qualität zu geringeren Kosten.
Wenn Sie einen Maschinenbetrieb oder CNC-Dienstleister in Baton Rouge bewerten, sollten Sie folgende Fragen stellen:
- "Anhand der Geometrie meines Bauteils, welches Verfahren empfehlen Sie und warum?"
- "Welche Alternativen gibt es, und wie unterscheiden sie sich hinsichtlich Kosten und Lieferzeit?"
- "Gibt es konstruktive Änderungen, die die Fertigung dieses Bauteils vereinfachen würden?"
Ein qualitativ hochwertiger Betrieb nimmt Ihren Auftrag nicht einfach nur entgegen – er unterstützt Sie dabei, zu verstehen, ob das von Ihnen gewünschte Verfahren tatsächlich Ihren Anforderungen entspricht. Dieser kollaborative Ansatz gewinnt noch mehr an Bedeutung bei der Auswahl der Werkstoffe, die ihrerseits eine eigene Reihe von Kompromissen mit sich bringt.

Leitfaden zur Materialauswahl für CNC-Projekte
Sie haben das richtige CNC-Verfahren für Ihr Bauteil identifiziert. Nun folgt eine Entscheidung, die sich direkt auf Leistung, Haltbarkeit und Budget auswirkt: Welches Material sollten Sie wählen? Genau an dieser Stelle fühlen sich viele Erstkäufer überfordert – und genau hier wird eine qualitativ hochwertige CNC-Werkstatt unverzichtbar.
Die Realität sieht so aus: Die Materialauswahl geht nicht darum, die „beste“ Option zu finden. Vielmehr geht es darum, die richtige Wahl für Ihre konkrete Anwendung zu treffen. Ein Material, das für ein Projekt ideal ist, könnte für ein anderes völlig ungeeignet sein.
Material-Eigenschaften, die tatsächlich für Ihre Anwendung relevant sind
Bevor Sie sich mit spezifischen Materialien beschäftigen, sollten Sie überlegen, welche Funktion Ihr Bauteil tatsächlich erfüllen muss. Gemäß Protolabs ist der erste Schritt, „Ihre Anforderungen zu priorisieren. Beginnen Sie mit den zwingend erforderlichen Kriterien und arbeiten Sie sich dann bis hin zu den wünschenswerten, aber nicht zwingend notwendigen Merkmalen vor.“ Dieser Prozess reduziert Ihre Auswahl in der Regel auf eine überschaubare Kurzliste.
Zu bewertende Schlüsselfaktoren umfassen:
- Mechanische Belastung - Wird das Bauteil Gewicht tragen, Stößen widerstehen oder wiederholten Spannungszyklen standhalten?
- Betriebsumgebung - Extremtemperaturen, Feuchtigkeitseinwirkung, chemischer Kontakt?
- Gewichtsempfindlichkeit - Ist jedes Gramm entscheidend oder spielt die Masse keine Rolle?
- Oberflächenanforderungen - Dekorative Oberfläche, Verschleißfestigkeit oder funktionale Kontaktflächen?
- Produktionsvolumen - Prototypenmengen oder Serienfertigung in hohen Stückzahlen?
Sobald diese Prioritäten festgelegt sind, betrachten wir nun, wie gängige Werkstoffe in verschiedenen Anwendungskategorien abschneiden.
Strukturelle und hochbelastete Anwendungen:
- Kohlenstoffstahl - Ausgezeichnetes Verhältnis von Festigkeit zu Kosten; ideal für Halterungen, Rahmen und tragende Komponenten, bei denen Korrosion keine Rolle spielt
- Edelstahl (304, 316) - Kombiniert hohe Festigkeit mit Korrosionsbeständigkeit; bevorzugt für strukturelle Teile, die Feuchtigkeit oder Chemikalien ausgesetzt sind
- Aluminium 7075 - Laut Weerg ist dies „eine der stärksten Legierungen, die im Luft- und Raumfahrtbereich, im militärischen Bereich sowie im Rennsport eingesetzt wird“ – sie bietet nahezu Stahl-ähnliche Festigkeit bei etwa einem Drittel des Gewichts
Leichtbau- und Leistungsanwendungen:
- Aluminium 6061 - Die Arbeitstier-Legierung; Weerg beschreibt sie als „hochgradig vielseitig, gute mechanische Festigkeit, ausgezeichnete Bearbeitbarkeit“ und geeignet für viele Branchen
- Aluminium 5052 - Überlegener Korrosionsschutz für marine Umgebungen und Kraftstofftanks
- Titaniumlegierungen - Optimales Verhältnis von Festigkeit zu Gewicht für Luft- und Raumfahrt sowie medizinische Implantate; deutlich höhere Kosten
Anwendungen in korrosiven Umgebungen:
- Edelstahl 316/316L - Weerg weist darauf hin, dass diese „ausgezeichneten Korrosionsschutz bieten und ideal für raue Umgebungen oder Anwendungen in der Lebensmittel- und Chemieindustrie sind“
- Aluminium (allgemein) - Natürlicher Korrosionsschutz dank einer schützenden Oxidschicht, die sich auf seiner Oberfläche bildet
- Messing - Hervorragend geeignet für maritime Hardware und dekorative Komponenten; natürliche antimikrobielle Eigenschaften
Hochtemperaturanwendungen:
- Edelstahl (nickelreiche Sorten) - Behält seine Festigkeit bei erhöhten Temperaturen
- PEEK (Polyether Ether Ketone) - Protolabs identifiziert diesen Werkstoff als eine beliebte Wahl für Kunststoffanwendungen bei hohen Temperaturen; widersteht einer kontinuierlichen Belastung von 480 °F (250 °C)
- Ultem - Ein weiterer Hochleistungsthermoplast, der sich für anspruchsvolle thermische Umgebungen eignet
Ästhetische und niedrig belastete Anwendungen:
- Aluminium (eloxiert) - Nimmt Farbbeschichtungen außerordentlich gut an; leicht und professionell wirkend
- Acetal (Delrin) - Glatter, reibungsarmer Kunststoff, ideal für sichtbare Komponenten und Mechanismen
- ABS - Kostengünstiger Kunststoff für Gehäuse, Abdeckungen und nichttragende Komponenten
Kosten- versus Leistungsabwägungen bei der Werkstoffauswahl
Die Entscheidung zwischen Aluminium- und Stahlbearbeitung veranschaulicht perfekt, wie Kompromisse in der Praxis funktionieren.
Berücksichtigen Sie zunächst das Gewicht. Laut der Analyse von Weerg ist Aluminium „etwa dreimal leichter als Stahl“. Dieser Unterschied ist entscheidend in Branchen, in denen das Gewicht die Leistung unmittelbar beeinflusst – etwa bei der Kraftstoffeffizienz in der Luftfahrt, der Beschleunigung im Automobilbereich oder der Ergonomie tragbarer Geräte.
Stahl bietet jedoch im Allgemeinen eine höhere absolute mechanische Festigkeit. Weerg erläutert den praktischen Unterschied: Aluminium weist „eine geringere Festigkeit als Stahl auf, verfügt aber über ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht.“ Übersetzung? Stahl bewältigt bei gleicher Baugröße höhere Lasten, während Aluminium bei vergleichbaren Lasten weniger Gewicht erfordert, dafür aber größere Abmessungen benötigt.
Die Bearbeitbarkeit beeinflusst die Kosten erheblich. Aluminium lässt sich schneller bearbeiten und verursacht geringeren Werkzeugverschleiß, was niedrigere Werkstattkosten und kürzere Durchlaufzeiten bedeutet. Stahl erfordert robustere Werkzeuge, langsamere Drehzahlen und häufig Kühlschmierstoffe – was die Kosten pro Teil erhöht. Der niedrigere Rohstoffpreis von Stahl kann diese höheren Bearbeitungskosten bei einfacheren Teilen jedoch manchmal ausgleichen.
Bei Kunststoffen verschieben sich die Abwägungen. ABS und Acetal bieten kostengünstige Lösungen für Prototypen und Anwendungen mit geringer Beanspruchung. PEEK liefert außergewöhnliche Leistung, ist aber deutlich teurer – dies lohnt sich nur dann, wenn tatsächlich hohe Temperaturbeständigkeit, chemische Verträglichkeit oder spezifische mechanische Eigenschaften erforderlich sind.
Protolabs empfiehlt, für bearbeitete Prototypen denselben Kunststoff zu verwenden wie für die spritzgegossene Serienfertigung, um sicherzustellen, dass die Prototypen „getestet werden können und sich ähnlich wie die Serienteile verhalten.“
Oberflächenfinish-Optionen und wann sie relevant sind
Oberflächenfinish – gemessen in Ra-Werten (mittlere Rauheit) – wird oft übersehen, bis es zu Problemen führt. Hier ist die praktische Bedeutung verschiedener Finish-Stufen:
- Ra 3,2 μm (125 μin) – Standardbearbeitet - Sichtbare Werkzeugmarkierungen; akzeptabel für Nicht-Kontaktflächen, innenliegende Merkmale und Teile, die lackiert werden
- Ra 1,6 μm (63 μin) – Feinbearbeitet - Glatteres Erscheinungsbild; geeignet für die meisten mechanischen Baugruppen und sichtbare Komponenten
- Ra 0,8 μm (32 μin) – Präzisionsgeschliffen - Erforderlich für Dichtflächen, Lagerzapfen und präzise Gleitpassungen
- Ra 0,4 μm (16 μin) und feiner - Polierte Oberflächen für optische Anwendungen, medizinische Geräte und hochpräzise Instrumente
Sekundärbehandlungen erweitern die Optionen weiter. Protolabs weist darauf hin, dass bei Aluminiumlegierungen „Eloxierung für die Haltbarkeit vorzuziehen ist, während Chromatierung die bessere Wahl ist, wenn das Hauptaugenmerk auf der Optik liegt.“ Bei der Eloxierung entsteht eine harte Oxidschicht, die Kratzfestigkeit bietet und Farbstoffe aufnimmt. Die Chromatierung schützt vor Korrosion und verleiht dem Bauteil ein charakteristisches Aussehen.
Beim Festlegen von Oberflächenfinishs sollten Sie bedenken: Strengere Anforderungen erhöhen die Kosten. Stellen Sie sich selbst die Frage, ob die Anwendung tatsächlich ein Rauheitsmaß von Ra 0,8 μm erfordert oder ob Ra 1,6 μm eine gleichwertige funktionale Leistung bietet. Ein erfahrener CNC-Betrieb hilft Ihnen dabei zu erkennen, wo besonders eng tolerierte Oberflächen einen echten Mehrwert bringen – und wo sie lediglich zusätzliche Kosten verursachen.
Sobald die Entscheidungen bezüglich Werkstoff und Oberflächenfinish geklärt sind, stellt sich möglicherweise die Frage, wie sich die CNC-Bearbeitung im Vergleich zu anderen Fertigungsverfahren insgesamt schlägt. Dieser Vergleich zeigt, wann Präzisionsbearbeitung den besten Wert bietet – und wann Alternativen sinnvoller sind.
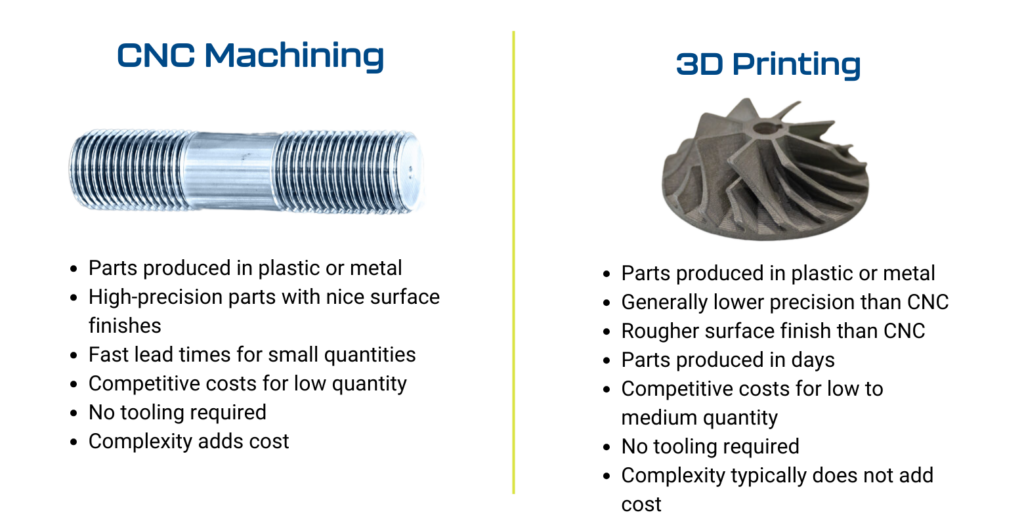
CNC-Bearbeitung im Vergleich zu 3D-Druck, Spritzguss und Gießen
Sie haben Ihr Material ausgewählt und verstehen die CNC-Verfahren. Doch hier ist eine Frage, die es lohnt, vor einer endgültigen Entscheidung zu stellen: Ist die CNC-Bearbeitung tatsächlich das richtige Fertigungsverfahren für Ihr Projekt? Manchmal lautet die Antwort Ja. Manchmal ist sie jedoch wirklich nicht.
Die meisten CNC-Werkstätten werden Ihnen nicht sagen, wann Alternativen sinnvoller wären – schließlich sind sie auf die Bearbeitung spezialisiert. Doch das Verständnis dieser Kompromisse hilft Ihnen, fundiertere Entscheidungen zu treffen und teure Fehler zu vermeiden. Wir betrachten daher ehrlich und umfassend, wie sich die CNC-Bearbeitung im Vergleich zu 3D-Druck, Spritzguss und Gießen schlägt.
Wann die CNC-Bearbeitung die Alternativen übertrifft
Die CNC-Bearbeitung hat ihre führende Stellung in der präzisen Fertigung aus gutem Grund behauptet. Laut Northeast Precision CNC bietet die „CNC-Bearbeitung eine überlegene Präzision und engste Toleranzen, oft im Mikrometerbereich. Dies macht sie ideal für die Herstellung von Teilen mit hoher Genauigkeit, wie etwa Motorkomponenten oder medizinische Implantate.“
Hier übertrifft die CNC-Bearbeitung andere Verfahren wirklich:
Präzision und Toleranzkontrolle: Wenn Ihre Anwendung exakte Abmessungen erfordert, liefert die CNC-Bearbeitung diese. Laut The Steel Printers kann die CNC-Bearbeitung „eine Toleranz von ±0,001 mm erreichen – was deutlich genauer ist als sowohl Gießen als auch metallisches 3D-Drucken.“ Weder der 3D-Druck noch das Gießen erreichen dieses Maß an dimensionsgenauer Genauigkeit, ohne nachträgliche Bearbeitungsschritte.
Materialvielseitigkeit: CNC-Maschinen arbeiten mit nahezu allen spanabhebend bearbeitbaren Materialien – Metallen, Kunststoffen, Holz und Verbundwerkstoffen. Northeast Precision CNC weist darauf hin, dass „CNC-Maschinen mit einer breiten Palette von Materialien arbeiten können, darunter Metalle (Aluminium, Stahl, Titan), Kunststoffe und sogar Holz.“ Das Spritzgießen beschränkt Sie hauptsächlich auf Kunststoffe, während der 3D-Druck ein wachsendes, aber dennoch eingeschränktes Materialportfolio bietet.
Schnelle Lieferzeiten für Prototypen und Kleinserien: Benötigen Sie Teile schnell? Bei der CNC-Bearbeitung ist keine Werkzeugherstellung erforderlich. The Steel Printers erklärt, dass „Metall-3D-Druck die schnellste Methode“ für kleine Serien ist, doch CNC folgt dicht dahinter – und gewinnt oft, wenn man die Anforderungen an die Nachbearbeitung berücksichtigt. Northeast Precision ergänzt, dass „sobald das CAD-Modell vorbereitet ist – und der G-Code erstellt wurde – die Maschine nahezu sofort mit dem Fräsen beginnen kann.“
Konstruktionsflexibilität ohne Werkzeuginvestition: Änderungen vorzunehmen, ist unkompliziert. Falls Abmessungen angepasst werden müssen, kann der Bediener den G-Code direkt modifizieren. Vergleichen Sie dies mit dem Spritzgussverfahren, bei dem Northeast Precision feststellt: „Falls am gewünschten Teil eine Änderung vorgenommen werden muss, ist auch eine Änderung des Werkzeugs erforderlich, was zu noch längeren Lieferzeiten beiträgt.“
Oberflächenqualität: Bearbeitete Oberflächen erfordern in der Regel weniger Nachbearbeitung als gegossene oder additiv gefertigte Teile. The Steel Printers stellt fest, dass „das fertig bearbeitete Teil normalerweise nur einer nachträglichen Wärmebehandlung bedarf“, während gegossene und 3D-gedruckte Teile häufig bearbeitet werden müssen, um die geforderten Oberflächenqualitäten zu erreichen.
Situationen, in denen andere Verfahren sinnvoller sind
Hier ist die ehrliche Wahrheit: Die CNC-Bearbeitung ist nicht immer die beste Wahl. Das Erkennen dieser Situationen spart Kosten und Frustration.
Wann der 3D-Druck die bessere Wahl ist:
- Extrem komplexe Geometrien - The Steel Printers weist darauf hin, dass „die metallische 3D-Drucktechnik auch leichte Strukturen und innere Hohlprofile erzeugen kann, die mit der CNC-Bearbeitung unmöglich herzustellen wären.“ Denken Sie an Gitterstrukturen, innere Kühlkanäle oder organische Formen.
- Hochgradig individualisierte Einzelteile - Wenn jedes Bauteil unterschiedlich ist, entfällt bei der 3D-Druckfertigung die Rüstzeit zwischen den Varianten.
- Bedenken hinsichtlich der Materialausnutzung - CNC-Bearbeitung ist ein subtraktiver Prozess, bei dem Material abgetragen und oft verschwendet wird. The Steel Printers weist darauf hin, dass „Metall-3D-Druck nur die Menge an Material verwendet, die zur Herstellung eines Bauteils erforderlich ist, und überschüssiges Material kann in der Regel recycelt werden.“
Wann Spritzguss zum Einsatz kommt:
- Hochvolumige Kunststoffproduktion - Wenn Sie Tausende oder Millionen identischer Kunststoffteile benötigen, werden die Stückkosten beim Spritzguss unübertroffen. Die teure Spritzgussform amortisiert sich durch die große Stückzahl.
- Komplexe Kunststoffgeometrien mit konsistenter Qualität - Sobald die Form perfektioniert ist, entsteht jedes Teil identisch.
- Integrierte Funktionen - Einrastsysteme, flexible Scharniere („living hinges“) und komplexe Baugruppen in einem einzigen Spritzgussteil.
Wann Gießen zum Einsatz kommt:
- Große Metallteile - The Steel Printers erläutert, dass „bei der Herstellung großer Teile das Gießen die bevorzugte Methode ist. Generell eignen sich herkömmliche Fertigungsverfahren deutlich besser für die Produktion größerer Teile.“
- Sehr hohe Produktionsmengen - Bei Tausenden von Einheiten dominieren die Skaleneffekte beim Gießen. Die Steel Printers stellen fest, dass „mit steigender Stückzahl die Fixkosten für die Herstellung einer Gießform … auf viele Teile verteilt werden können.“
- Teile, bei denen das Material leicht fließen kann - Einfachere Geometrien ohne komplizierte innere Merkmale.
Vergleich individueller Fertigungsmethoden
Diese umfassende Tabelle hilft Ihnen dabei, die für Ihre spezifischen Projektanforderungen am besten geeignete Methode auszuwählen:
| Faktor | CNC-Bearbeitung | 3D-Druck (Metall) | Spritzguss | Besetzung |
|---|---|---|---|---|
| Kosten bei 1–10 Einheiten | Mittel – kein Werkzeug erforderlich | Mittel bis hoch – Preis pro Teil | Sehr hoch – die Kosten für die Form dominieren | Hoch – Modell und Form erforderlich |
| Kosten bei 100 Einheiten | Mäßig – Einrichtungskosten werden amortisiert | Hoch – lineare Skalierung | Mäßig – Spritzgussformkosten werden verteilt | Mäßig – wird wettbewerbsfähig |
| Kosten bei 1.000+ Einheiten | Höher pro Einheit als Alternativen | Höchste – skaliert schlecht | Niedrigste für Kunststoffe | Niedrigste für Metalle |
| Präzisionsfähigkeit | Ausgezeichnet (±0,001 mm möglich) | Gut (typischerweise ±0,1–0,2 mm) | Gut (±0,05–0,1 mm typisch) | Mäßig (erfordert oft Nachbearbeitung) |
| Materialoptionen | Breitestes Spektrum – Metalle, Kunststoffe, Verbundwerkstoffe | Wachsend, aber begrenzt auf Metalle/Polymere | Vorwiegend Thermoplaste | Die meisten metallischen Werkstoffe gießbar |
| Lieferzeit (erstes Teil) | Tage bis 1–2 Wochen | Tage bis 1 Woche | Wochen bis Monate (Formherstellung) | Wochen (Modell und Form) |
| Flexibilität bei Konstruktionsänderungen | Ausgezeichnet – CAD-Datei anpassen | Ausgezeichnet – CAD-Datei anpassen | Schlecht – erfordert eine Modifikation der Form | Schlecht – erfordert ein neues Modell |
| Geometrische Komplexität | Begrenzt durch Werkzeugzugänglichkeit | Ausgezeichnet – innere Merkmale möglich | Gut bei geeigneter Formkonstruktion | Mäßig – Strömungsbeschränkungen |
| Bauteilgrößenbereich | Klein bis groß | Begrenzt durch das Bauvolumen des Druckers | Typischerweise klein bis mittelgroß | Klein bis sehr groß |
Die richtige Wahl für Ihr Projekt treffen
The Steel Printers fasst den Entscheidungsrahmen treffend zusammen: „Die direkte Beziehung zwischen Komplexität und Menge“ bestimmt Ihre optimale Methode. Hier ist die vereinfachte Anleitung basierend auf ihrer Analyse:
- Einzelteile bis zu mehreren zehn Teilen: 3D-Druck oder CNC-Bearbeitung, je nach geometrischer Komplexität
- Mehrere zehn bis mehrere hundert Teile: CNC-Bearbeitung, gegebenenfalls Übergang zur Gießereifertigung bei einfacheren Geometrien
- Mehrere hundert bis mehrere tausend Teile: Gießereifertigung für Metalle, Spritzguss für Kunststoffe
- Mehrere tausend und mehr: Gießereifertigung oder Spritzguss sind wirtschaftlich nahezu immer die bessere Wahl
Wie The Steel Printers zusammenfassend feststellt: „Es gibt keine Fertigungsmethode, die stets gegenüber einer anderen überlegen ist. Um in Zukunft voranzukommen, gilt es, traditionelle Fertigungstechniken und metallischen 3D-Druck so miteinander zu kombinieren, dass sie sich gegenseitig ergänzen und dort zum Einsatz kommen, wo die jeweils andere Methode an ihre Grenzen stößt.“
Die wertvollste Erkenntnis? Gehen Sie nicht automatisch davon aus, dass die CNC-Bearbeitung korrekt ist, nur weil sie die vertrauteste Option ist. Bewerten Sie ehrlich Ihre Mengenanforderungen, Genauigkeitsanforderungen, Materialvorgaben und Ihren Zeitplan. Ein vertrauenswürdiger CNC-Betrieb wird Ihnen tatsächlich sagen, wann Alternativen Ihr Projekt besser unterstützen – diese Ehrlichkeit schafft die Art von Partnerschaft, die über mehrere Projekte hinweg Mehrwert liefert.
Nachdem die Fertigungsmethode ausgewählt wurde, folgt die nächste Entscheidung: die Wahl zwischen lokalen Maschinenbetrieben und Online-Dienstleistern – wobei jeder Ansatz je nach Projektumfang und Support-Anforderungen klare Vorteile bietet.
Den richtigen CNC-Betrieb für Ihren Projektumfang finden
Sie haben festgestellt, dass die CNC-Bearbeitung für Ihr Projekt geeignet ist. Nun steht eine Entscheidung an, die überraschenderweise nur wenige Leitfäden ehrlich behandeln: Sollten Sie mit einer lokalen Werkstatt in Ihrer Nähe zusammenarbeiten oder eine Online-CNC-Bearbeitungsplattform nutzen? Die Antwort ist nicht eindeutig – und eine falsche Entscheidung kann bedeuten, dass Sie für Komfort, den Sie gar nicht benötigen, Premium-Preise zahlen, oder aber auf Support verzichten, der für Ihren Erfolg entscheidend ist.
Beide Ansätze weisen echte Stärken auf. Wenn Sie verstehen, wann jeweils welcher Ansatz überzeugt, können Sie Ihre Projektanforderungen optimal an den richtigen Partner anpassen.
Lokale Maschinenwerkstätten im Vergleich zu Online-CNC-Dienstleistungen
Die wesentlichen Unterschiede zwischen diesen Optionen liegen in der Art der Kommunikation, im Ablauf der Aufträge und in der Art des Supports, den Sie erhalten. Laut XTJ Precision Manufacturing , „Wenn Sie traditionelle CNC-Bearbeitungsdienstleistungen in Anspruch nehmen, arbeiten Sie direkt mit einer Fabrik zusammen … Sie sprechen häufig mit dem Fabrikteam über Ihre Anforderungen und Materialien.“ Online-Plattformen hingegen „ermöglichen es Ihnen, Bauteile über eine Website zu bestellen“, wobei die Angebotserstellung automatisiert erfolgt und der direkte Kontakt auf ein Minimum reduziert ist.
Hier ist das, was jeder Ansatz tatsächlich bietet:
Vorteile lokaler Maschinenwerkstätten:
- Direkte Kommunikation mit Maschinisten und Konstrukteuren - Sie können komplexe Anforderungen persönlich besprechen, Fragen stellen und sofortige Klarstellung zu technischen Details erhalten
- Konstruktionsberatung und Fachkompetenz - XTJ weist darauf hin, dass traditionelle Werkstätten „fachkundige Konstruktionshilfe leisten. Sie erhalten Ratschläge, um Ihr Bauteil zu optimieren und Kosten einzusparen“
- Beziehungsmanagement - Die direkte Zusammenarbeit mit einer Fertigungseinrichtung schafft Vertrauen und Verständnis, das sich positiv auf zukünftige Projekte auswirkt
- Transparente Preise - „Sie zahlen direkt an die Fabrik und umgehen so zusätzliche Kosten durch Zwischenhändler“, wodurch Plattformgebühren vermieden werden, die die Projektkosten um 10–20 % erhöhen können
- Qualitätskonstanz - Lokale Werkstätten „kontrollieren jeden Arbeitsschritt in ihrer eigenen Fabrik“ mit direkter Aufsicht über jede Operation
- Laufender Service und Support - Benötigen Sie Wartung, Reparatur oder Kalibrierung Ihrer Geräte? Lokale Einrichtungen bieten diese Dienstleistungen häufig neben der Fertigung an
Vorteile von Online-CNC-Bearbeitungsdiensten:
- Sofortige Preisangabe - Laden Sie Ihre CAD-Datei hoch und erhalten Sie sofort ein Angebot – ohne Wartezeit für manuelle Kostenschätzungen
- Umfangreiche Lieferantennetzwerke - Zugriff auf mehrere zertifizierte Maschinenwerkstätten über eine einzige Plattform erweitert Ihre Auswahlmöglichkeiten
- Komfortables Bestellmanagement - Verfolgen Sie Bestellungen, verwalten Sie Projekte und bearbeiten Sie Dokumentationen über Web-Oberflächen
- Flexible Lieferoptionen - Wählen Sie zwischen Standard-, Express- oder Economy-Versand je nach Dringlichkeit und Budget
- 24/7 Zugänglichkeit - Bestellungen jederzeit ohne Abstimmung von Terminen oder Zeitzonen abgeben
- Schnelle Designiteration - XTJ stellt fest, dass Online-Plattformen „es Ihnen ermöglichen, neue Designs hochzuladen und Bestellungen schnell zu ändern. Sie können Ideen testen und Teile rasch erhalten“
Doch hierbei wird oft übersehen: Online-Plattformen nutzen Netzwerke von Zulieferern, was zu einer gewissen Variabilität führen kann. XTJ erklärt, dass „die Qualität mit jedem Zulieferer schwanken kann. Online-Plattformen bergen möglicherweise ein höheres Risiko für Fehler oder verspätete Teile, da sie zahlreiche Werkstätten einbinden.“ Wenn Sie bei mehreren Bestellungen identische Ergebnisse benötigen, ist diese Konsistenz entscheidend.
Passende Werkstattart für Ihren Produktionsumfang
Ihr Produktionsvolumen beeinflusst maßgeblich, welcher Ansatz sinnvoll ist. Die Anforderungen an die CNC-Bearbeitung kleiner Serien unterscheiden sich deutlich von denen der Hochvolumen-CNC-Produktion – und dementsprechend wechselt auch der geeignete Partner-Typ.
Für Prototypen und Kleinstserien (1–50 Teile):
Beide Optionen funktionieren hier, doch die Prioritäten unterscheiden sich. Wenn Ihr Prototyp Iterationen und Design-Feedback erfordert, zeichnen sich lokale Werkstätten aus. RapidDirect weist darauf hin, dass CNC-Werkstätten „ihre Konstruktionen schnell und mit geringem Aufwand an Kosten und Zeit anpassen können, um die Produktionsqualität zu optimieren.“ Diese kollaborative Feinabstimmung erfolgt natürlicher, wenn Sie direkt mit Ingenieuren zusammenarbeiten.
Online-Plattformen überzeugen, wenn Sie bereits fertige Konstruktionsunterlagen haben und eine schnelle Lieferung ohne umfangreiche Beratung benötigen. Für einfache Bauteile mit bewährter Geometrie bietet das Hochladen der Dateien und der Erhalt der Teile innerhalb weniger Tage klare Effizienzvorteile.
Für mittlere Serienfertigungen (50–500 Teile):
Dieser Bereich bevorzugt oft lokale Maschinenwerkstätten oder direkte Fabrikbeziehungen. Laut dem Vergleich von XTJ gilt: „Wenn Sie den niedrigsten Preis für umfangreiche Aufträge erhalten und exakt passende Teile benötigen, wählen Sie einen direkten CNC-Bearbeitungsdienst.“ Plattformgebühren werden bei steigenden Mengen bedeutender, und die Möglichkeit, Preise direkt mit den Herstellern zu verhandeln, bietet Kostenvorteile.
Zusätzlich profitieren mittlere Losgrößen von der Konsistenz, die durch die Fertigung aus einer einzigen Quelle entsteht. Jedes Teil stammt von denselben Maschinen, denselben Mitarbeitern und unter denselben Qualitätsprüfungen.
Für die Serienfertigung (500+ Teile):
Im großen Maßstab werden direkte Geschäftsbeziehungen unverzichtbar. RapidDirect betont, dass bei der Bewertung von Fertigungsbetrieben folgende Aspekte zu berücksichtigen sind: „Welche Kapazität und Skalierbarkeit bietet der CNC-Bearbeitungsbetrieb? Welche Stückzahlen kann der Betrieb innerhalb eines bestimmten Zeitraums liefern?“ Für Großserienfertigung sind Betriebe mit ausreichender Maschinenkapazität, effizienter Programmierung und robusten Qualitätssicherungssystemen erforderlich.
Online-Plattformen stoßen hier oft an ihre Grenzen, da sie die Aufträge auf mehrere Zulieferer verteilen – was möglicherweise zu Inkonsistenzen führt. Direkte Partnerschaften ermöglichen hingegen eine dedizierte Produktionsplanung, Verhandlungen über mengenbasierte Preise sowie eine optimierte Logistik.
Lieferzeit-Erwartungen und realistische Durchlaufzeiten
Ein realistisches Verständnis der zeitlichen Abläufe verhindert Frustration und unterstützt Sie dabei, effektiv zu planen. Das sind die tatsächlich zu erwartenden Zeiträume:
Zeitpläne lokaler Maschinenwerkstätten:
- Dringendaufträge: 1–3 Tage für einfache Teile bei verfügbarer Kapazität
- Standard-Prototypen: 3-7 Werktage
- Komplexe oder präzise Teile: 1-2 Wochen
- Serienfertigung: 2–4 Wochen, abhängig von Menge und Komplexität
XTJ weist darauf hin, dass herkömmliche CNC-Betriebe „Teile in 3 bis 7 Tagen fertigen können. Sie sprechen direkt mit dem Werk, sodass Sie Expressaufträge anfordern können.“ Diese direkte Kommunikation bietet Flexibilität, wenn Fristen kritisch sind.
Zeitpläne über Online-Plattformen:
- Express-Service: 3–5 Werktage (Premium-Preis)
- Standardlieferung: typischerweise 2–3 Wochen
- Wirtschaftliche Optionen: 3-4 Wochen
Die Analyse von XTJ zeigt, dass „die meisten Aufträge etwa drei Wochen dauern, doch Sie können mehr bezahlen, um eine schnellere Bearbeitung zu erhalten.“ Der Kompromiss ist klar: Geschwindigkeit kostet bei Online-Plattformen extra, während lokale Werkstätten möglicherweise durch direkte Terminvereinbarung eine schnellere Standardbearbeitungszeit anbieten.
Der Servicefaktor: Mehr als nur die Herstellung von Komponenten
Ein Vorteil lokaler Maschinenwerkstätten, den Online-Plattformen nicht bieten können: umfassende Servicebeziehungen. Wenn Sie Wartung, Reparaturen oder technischen Support über die reine Fertigung von Komponenten hinaus benötigen, bieten lokale Einrichtungen einen nachhaltigen Mehrwert.
Laut Wisconsin Metal Tech bedeutet eine starke Kundenbeziehung: „Wir engagieren uns aktiv mit unseren Kunden, um deren individuelle Anforderungen zu verstehen. Ob es sich um spezifische Materialanforderungen, enge Toleranzen oder konstruktive Einschränkungen handelt – wir passen unsere CNC-Bearbeitungsdienstleistungen entsprechend an.“
Dieser kollaborative Ansatz erstreckt sich auch auf die Problemlösung. Wisconsin Metal Tech betont: „Herausforderungen treten auf, doch unser kollaborativer Ansatz stellt sicher, dass wir gemeinsam Lösungen finden.“ Wenn Probleme auftreten – und in der Fertigung geschieht dies gelegentlich – macht es einen erheblichen Unterschied, einen Partner an Ihrer Seite zu haben, der Ihre Anwendungen versteht und schnell reagieren kann.
Bei langfristigen Geschäftsbeziehungen mit wiederholten Bestellungen, Designentwicklungen oder einer Skalierung der Produktion liefern lokale Partnerschaften in der Regel mehr Mehrwert. Für Einzelprojekte mit klaren Spezifikationen und ohne erwartete Folgeaufträge bieten Online-Plattformen effiziente Transaktionen.
Die richtige Wahl hängt nicht davon ab, welche Option generell besser ist, sondern davon, welcher Ansatz am besten zu Ihren spezifischen Projektanforderungen, Ihrem Zeitplan und Ihren Anforderungen an die Zusammenarbeit passt.
Nachdem Sie Ihren Werkstatttyp ausgewählt haben, hilft Ihnen ein Verständnis der Preisgestaltung dabei, Angebote wirkungsvoll zu bewerten und unerwartete Kosten zu vermeiden – was uns zu den Faktoren führt, die die Preisbildung für CNC-Dienstleistungen tatsächlich bestimmen.
Verständnis für die Preisgestaltung und Kostenfaktoren von CNC-Dienstleistungen
Haben Sie jemals ein Angebot für eine CNC-Bearbeitung erhalten und sich gefragt, warum dieses kleine Bauteil so teuer ist? Oder warum zwei scheinbar ähnliche Projekte mit deutlich unterschiedlichen Preisen bewertet wurden? Sie sind damit nicht allein. Die Preisgestaltung bei Bearbeitungsdienstleistungen erscheint vielen Erstkäufern oft undurchsichtig – und diese Unsicherheit erzeugt bereits vor Beginn der Projekte Hemmnisse.
Die Realität sieht so aus: Die Kosten für CNC-Bearbeitung sind nicht willkürlich festgelegt. Sie folgen vorhersehbaren Mustern, die auf bestimmten Faktoren beruhen. Wenn Sie diese Faktoren verstehen, wechseln Sie von einer passiven Angebotsempfängerin oder einem passiven Angebotsempfänger zu einer informierten Kundin oder einem informierten Kunden, die bzw. der fundierte Entscheidungen treffen und möglicherweise bereits vor Einreichung der ersten Anfrage (RFQ) Kosten senken kann.
Wesentliche Faktoren, die die Kosten für CNC-Bearbeitung bestimmen
Laut der Kostenanalyse von Komacut werden die Kosten für bearbeitete Bauteile durch mehrere miteinander verbundene Elemente bestimmt. Im Folgenden gehen wir diese Faktoren in der Reihenfolge ihres typischen Einflusses durch.
Werkstoffart und -verbrauch:
Ihre Materialwahl beeinflusst die Kosten auf vielfältige Weise – nicht nur durch den reinen Rohstoffpreis. Komacut erklärt: „Materialien wie Edelstahl und Titan, die härter und zäher sind, erfordern mehr Zeit und spezielle Werkzeuge, wodurch sich die Kosten erhöhen.“ Umgekehrt „sind weichere Materialien wie Aluminium leichter zu bearbeiten, was sowohl die Bearbeitungszeit als auch den Werkzeugverschleiß reduzieren kann.“
- Rohstoffkosten - Titan kostet pro Kilogramm deutlich mehr als Aluminium oder Baustahl
- Bearbeitbarkeit - Härtere Materialien erfordern langsamere Schnittgeschwindigkeiten, was die Maschinenlaufzeit erhöht
- Werkzeugverschleiß - Abrasive oder zähe Materialien verschleißen Schneidwerkzeuge schneller, was zusätzliche Kosten für Werkzeugersatz verursacht
- Besondere Handhabung - Einige Materialien erfordern spezifische Kühlmittel, Vorschübe oder Maschineneinstellungen
Bearbeitungszeit:
Maschinenzeit beeinflusst direkt die Lohn- und Ausrüstungskosten. Komacut identifiziert zwei wesentliche Zeitfaktoren: „die Dicke der verwendeten Materialien und die Komplexität der Bauteilgeometrie.“ Dickere Materialien erfordern mehrere Bearbeitungsdurchgänge, um die gewünschte Tiefe zu erreichen. Komplexe Geometrien verlangen langsamere Vorschubgeschwindigkeiten für eine hohe Präzision sowie häufige Werkzeugwechsel.
Komplexität des Bauteils und konstruktive Merkmale:
Laut Fictivs Leitfaden zur Kostenreduzierung wirken sich bestimmte Konstruktionselemente erheblich auf die Preise aus:
- Toleranzen - „Engere Toleranzen = höhere Kosten.“ Die Einhaltung von ±0,001" erfordert eine sorgfältigere Bearbeitung als bei Standardtoleranzen
- Bohrungsgröße und -tiefe - „Tiefe, schmale Bohrungen sind zeitaufwändig zu bearbeiten und anfällig für Werkzeugbruch“
- Innere Radien - „Je kleiner der Radius, desto kleiner muss der Fräser sein … und desto langsamer muss er bearbeiten“
- Schnitttiefe - Zusätzlich tiefe Taschen erfordern längere Bearbeitungszeiten und können spezielle Werkzeuge notwendig machen
- Wandstärke - Dünne Wände erfordern besondere Sorgfalt, um Schwingungen und Verformungen zu vermeiden
- Unterfertigungen - Merkmale wie O-Ring-Nuten benötigen Spezialwerkzeuge, die die Kosten erhöhen
Einrichtungs- und Bearbeitungszeit:
Bevor der Zerspanungsprozess beginnt, ist umfangreiche Vorbereitung erforderlich. Komacut weist darauf hin, dass „die Einrichtung einer CNC-Maschine besonders arbeitsintensiv und kostenintensiv ist und die Installation geeigneter Werkzeuge und Spannvorrichtungen, die Vorbereitung des Werkstücks sowie die Einstellung der Maschinenparameter umfasst.“ Diese einmaligen Entwicklungskosten (NRE-Kosten) beinhalten:
- CAM-Programmierung - Erstellung der Werkzeugwege und G-Code-Anweisungen
- Spannvorrichtungsaufbau - Feste und sichere Spannung des Werkstücks für jede Bearbeitungsoperation
- Werkzeugmontage - Laden und Kalibrieren der Schneidwerkzeuge
- Erste-Artikel-Inspektion - Prüfung, ob das erste gefertigte Teil den Spezifikationen entspricht
Maschinentyp und Leistungsfähigkeit:
Unterschiedliche Maschinen verursachen unterschiedliche Stundensätze. Die Analyse von Komacut zeigt, dass 5-Achs-Fräsmaschinen höhere Kosten pro Stunde verursachen als 3-Achs-Maschinen aufgrund ihrer „teuren Maschinen, fortschrittlicher Software und geschulten Personal“. CNC-Drehen ist „im Allgemeinen schneller und kostengünstiger als Fräsen bei der Herstellung rotationssymmetrischer Formen."
Menge und Losgröße:
Das Volumen beeinflusst den Preis pro Einheit erheblich. Komacut erklärt, dass „größere Mengen die festen Rüstungskosten … auf mehr Einheiten verteilen und dadurch die Kosten pro Teil senken“. Zusätzlich „werden bei Großbestellungen von Materialien häufig Rabatte gewährt.“ Der Zusammenhang ist eindeutig: Die Bestellung von 100 Teilen kostet weniger pro Stück als die Bestellung von 10.
So erhalten Sie genaue Angebote für Ihr Projekt
Um aussagekräftige Angebote zu erhalten, ist es erforderlich, von Anfang an vollständige Informationen bereitzustellen. Laut dem Angebotshandbuch von LongSheng umfasst die Bewertung von Angeboten eine „umfassende Berücksichtigung einer Vielzahl entscheidender Faktoren“, darunter „Materialkosten, Arbeitskosten, Maschinennutzungsgebühren sowie mögliche Folgeverarbeitungskosten.“
Um genaue und vergleichbare Angebote zu erhalten:
- Stellen Sie vollständige CAD-Dateien bereit - 3D-Modelle (STEP, IGES) sowie 2D-Zeichnungen mit Maßen und Toleranzen
- Geben Sie das Material eindeutig an - Nennen Sie Sorte, Lieferzustand und ggf. Zertifizierungsanforderungen
- Definieren Sie die Toleranzen präzise - Kennzeichnen Sie kritische Abmessungen im Unterschied zu allgemeinen Toleranzen
- Anforderungen an Mengenangaben - Enthält sowohl unmittelbare als auch potenzielle zukünftige Mengen
- Beschreiben Sie die Anforderungen an die Oberflächenbeschaffenheit - Geben Sie die Ra-Werte oder erforderlichen Oberflächenbearbeitungsverfahren an
- Identifizieren Sie sekundäre Bearbeitungsschritte - Wärmebehandlung, Verchromung, Eloxierung, Montageanforderungen
Häufige Fehler, die die Kosten für CNC-Bearbeitung erhöhen
Viele Kostenfaktoren liegen in Ihrer Hand. Fictiv identifiziert mehrere vermeidbare Fehler, die die Preise unnötigerweise in die Höhe treiben:
Übermäßige Toleranzvorgaben: Die Anforderung einer Toleranz von ±0,001" bei allen Abmessungen – obwohl nur wenige Merkmale dies tatsächlich erfordern – führt zu erheblichen Kostensteigerungen. Fictiv empfiehlt, für Prototypen zunächst die „ISO-2768-Mitteltoleranzklasse“ als „angemessenen Standard“ zu verwenden und die Toleranzen nur dort weiter einzuschränken, wo dies funktionsbedingt erforderlich ist.
Komplexität der Aufspannung ignorieren: Konstruktionen, die mehrere Aufspannungen erfordern, sind teurer. Fictiv schlägt vor, zu prüfen, ob sich das Bauteil „in mehrere Komponenten unterteilen lässt, die einfach bearbeitet und anschließend montiert werden können“, oder ob sich die Konstruktion „vereinfachen lässt, sodass sämtliche Bearbeitungsschritte an einer einzigen Fläche durchgeführt werden können".
Unnötigerweise teure Materialien wählen: Fictiv empfiehlt: „Wählen Sie einfach das günstigste mögliche Material, das Ihre Konstruktionsanforderungen dennoch erfüllt. Wenn Sie lediglich funktionale Prototypen herstellen, sollten Sie sich auf kostengünstigere Optionen wie ABS oder CNC-bearbeitetes Aluminium beschränken.“
Einzelstücke bestellen: Die einmaligen Einrichtungskosten (NRE) dominieren Bestellungen von Einzelteilen. Fictiv empfiehlt: „Stellen Sie mehr als ein Exemplar jedes Teils her, damit Ihre Stückkosten sinken – aber nicht so viele, dass Sie ungenutzte Teile produzieren.“
Konstruktion von Merkmalen, die spezielle Spannvorrichtungen erfordern: Teile mit komplexer Geometrie benötigen möglicherweise maßgefertigte weiche Backen oder Sinus-Leisten zur Positionierung. Fictiv schlägt vor, „die geometrische Komplexität nach Möglichkeit zu reduzieren“ oder „die Komponente in einfachere Teile zu zerlegen, die später zusammenmontiert werden können.“
Denken Sie an Fictivs drei wesentliche Kostenfaktoren, die minimiert werden sollten: „Materialkosten, einschließlich Rohmaterialgröße und Materialwert; Spannvorrichtungseinrichtungen sowohl hinsichtlich ihrer Anzahl als auch ihrer Komplexität; Bearbeitungszeit durch Eliminierung anspruchsvoller Teilmerkmale und -geometrien, wo immer möglich.“
Mit diesem Preiswissen können Sie Angebote sachlich bewerten, Chancen zur Kostenoptimierung identifizieren und produktive Beziehungen zu Ihren mechanischen Fertigungspartnern aufbauen. Der letzte Schritt? Zu wissen, welche Qualitäten einen zuverlässigen CNC-Betrieb auszeichnen, mit dem Sie langfristig für Ihre Präzisionsfertigungsanforderungen zusammenarbeiten können.
Auswahl eines zuverlässigen CNC-Partnerbetriebs
Sie haben sich bereits mit Toleranzen, Zertifizierungen, Werkstoffen und Preisfaktoren vertraut gemacht. Nun folgt die entscheidende Wahl, bei der sich alle bisher erworbenen Erkenntnisse zusammenfügen: Wie wählen Sie einen CNC-Betrieb aus, der konsistent hohe Qualität liefert und mit Ihren Anforderungen wächst? Ein falscher Partner bedeutet verpasste Liefertermine, Qualitätsprobleme und verschwendetes Budget. Der richtige Partner hingegen wird zu einem Wettbewerbsvorteil.
So bewerten Sie potenzielle mechanische Fertigungspartner anhand des Wissens, das Sie in dieser Anleitung erworben haben.
Was Sie bei einem CNC-Dienstleister beachten sollten
Beginnen Sie Ihre Bewertung mit diesen wesentlichen Kriterien – jedes davon steht in direktem Zusammenhang mit den technischen Standards und Fähigkeiten, die wir zuvor besprochen haben:
- Relevante Zertifizierungen für Ihre Branche - Erinnern Sie sich an unsere Aufschlüsselung der Zertifizierungen? Passen Sie die Qualifikationen des Betriebs an Ihre Anwendung an. Für präzise CNC-Dienstleistungen im Automobilbereich ist die IATF-16949-Zertifizierung zwingend erforderlich. Betriebe wie Shaoyi Metal Technology weisen diesen Standard ebenso nach wie die Implementierung statistischer Prozesskontrolle (SPC) – genau jene Qualitätssysteme, die Fehler verhindern, statt sie lediglich zu erkennen.
- Skalierbarkeit von Prototyp bis Serienfertigung - Kann der Betrieb sowohl Ihre aktuellen Anforderungen erfüllen als auch mit Ihnen wachsen? Suchen Sie nach Partnern, die Rapid-Prototyping bis hin zur Serienfertigung aus einer Hand anbieten. Dadurch entfällt der problematische Wechsel zwischen Prototyp-Anbietern und Serienfertigern, der häufig zu Qualitätsabweichungen führt.
- Lieferzeitkapazitäten - Erfragen Sie konkret die Durchlaufzeiten. Einige zertifizierte Betriebe liefern hochpräzise Komponenten bereits nach einem Arbeitstag bei dringenden Anforderungen. Diese Reaktionsfähigkeit ist entscheidend, wenn die Produktionspläne eng getaktet sind.
- Transparenz hinsichtlich Maschinenausstattung und Kapazität - Laut QTime-Checkliste für präzises Engineering , das „Kapazitäts- und Skalierbarkeitsangebot“ eines Betriebs zu verstehen, hilft Ihnen dabei einzuschätzen, ob dieser „innerhalb eines bestimmten Zeitrahmens liefern kann“. Fordern Sie Geräteverzeichnisse und aktuelle Informationen zur Kapazitätsauslastung an.
- Qualitätsprüfung Prozesse - Wie weisen sie nach, dass die Teile den Spezifikationen entsprechen? CMM-Prüfungen, Erstbemusterungsberichte und dokumentierte SPC-Daten deuten auf ein systematisches Qualitätsmanagement hin – nicht auf eine Fertigung, die sich allein auf Hoffnung stützt.
- Bereitschaft zur technischen Beratung - Hilft der Betrieb bei der Optimierung Ihrer Konstruktionen oder erstellt er lediglich ein Angebot für das von Ihnen eingereichte Design? Partner, die Verbesserungsvorschläge unterbreiten, zeigen Fachkompetenz, die langfristig auch Ihre Projekte profitieren lässt.
Bewertung der Fähigkeiten für Automobil- und Hochpräzisionsanwendungen
Für Automobil- und Hochpräzisionsanwendungen ist eine zusätzliche Prüfung erforderlich. Die Risiken sind höher – sowohl finanziell als auch hinsichtlich der Sicherheitsauswirkungen.
Bei der Bewertung von Betrieben für diese anspruchsvollen Anwendungen prüfen Sie Folgendes:
- Fähigkeit zur Erstellung von PPAP-Dokumentation - Können sie die für Ihre Automobilkunden erforderliche Produktionsfreigabedokumentation (PPAP) bereitstellen?
- FMEA-Implementierung - Führen sie proaktiv eine Fehlermodus- und Wirkungsanalyse (FMEA) durch oder warten sie, bis Probleme auftreten?
- Rückverfolgbarkeitssysteme - Können sie jedes Teil bis hin zu bestimmten Materialchargen, Maschinen und Bedienern zurückverfolgen?
- Erfahrung mit Ihren Komponententypen - Ein Betrieb, der sich auf Fahrgestellmontagen spezialisiert hat, ist möglicherweise nicht ideal für elektronische Gehäuse. Fordern Sie relevante Fallstudien an.
Der Bewertungsprozess reduziert sich letztlich auf Vertrauen, das durch nachweisbare Fakten gestützt wird. Zertifizierungen bieten eine grundlegende Sicherheit. Die Kombination dieser Qualifikationen mit nachgewiesenen Fähigkeiten – beispielsweise der Fähigkeit, komplexe Metallbuchsen oder filigrane Automobilkomponenten mit konstanter Präzision zu bearbeiten – unterscheidet zuverlässige Dreh- und Fräspartner von Betrieben, die lediglich über die richtige Ausrüstung verfügen.
Die beste Beziehung zu einem CNC-Betrieb ist keine rein transaktionale – sie ist eine Partnerschaft, bei der Ihr Erfolg auch deren Erfolg ist. Suchen Sie nach Betrieben, die Fragen zu Ihrer Anwendung stellen, Verbesserungsvorschläge für Ihre Konstruktionen unterbreiten und ein echtes Interesse daran zeigen, Ihre Fertigungsherausforderungen zu lösen.
Ausgestattet mit dem Wissen aus diesem Leitfaden sind Sie kein Erstkäufer mehr, der ziellos in unbekanntes Terrain hineingeht. Sie verstehen, was CNC-Dienstleistungen umfassen, wie Zertifizierungen zu bewerten sind, wann welche Fertigungsverfahren zum Einsatz kommen und welche Faktoren die Preisgestaltung beeinflussen. Nutzen Sie dieses Wissen, um gezielte Fragen zu stellen, Angebote sachlich zu vergleichen und Beziehungen zu Werkstätten aufzubauen, die die Präzision, Zuverlässigkeit und den Service liefern, den Ihre Projekte verdienen.
Häufig gestellte Fragen zu CNC-Werkstätten und -Dienstleistungen
1. Was macht eine CNC-Werkstatt?
Eine CNC-Werkstatt verwendet computergesteuerte Maschinen, um präzise Komponenten aus Rohmaterialien wie Metall, Kunststoff oder Verbundwerkstoffen herzustellen. Die Dienstleistungen reichen über das einfache Schneiden hinaus und umfassen unter anderem kundenspezifische Bearbeitung, Prototypenfertigung, Gerätewartung, Reparatur, Kalibrierung sowie Schulungen für Maschinenbediener. CNC-Werkstätten beschäftigen qualifizierte Programmierer, Maschinisten und Fachkräfte für Qualitätssicherung, die Projektanforderungen in fertige Bauteile mit Toleranzen im Mikrometerbereich umsetzen.
2. Was ist eine CNC-Dienstleistung?
Der CNC-Service umfasst das gesamte Spektrum an computergesteuerten numerischen Fräs- und Drehbearbeitungsverfahren, darunter CNC-Fräsen, CNC-Drehen, Mehrachsen-Bearbeitung und Elektroerosion (EDM). Neben der Fertigung umfasst er auch Design-Unterstützung wie CAD/CAM-Aufbereitung, Reverse Engineering und Konstruktionsoptimierung. Zu den Zusatzleistungen zählen Oberflächenveredelungsverfahren wie Eloxieren und Galvanisieren, Wärmebehandlung, Qualitätsprüfung mittels Koordinatenmessmaschine (CMM) sowie Montageleistungen.
3. Wie wähle ich zwischen CNC-Fräsen, CNC-Drehen und Elektroerosion (EDM) aus?
Wählen Sie anhand der Bauteilgeometrie: CNC-Fräsen eignet sich für ebene Flächen, Taschen und komplexe 3D-Konturen unter Verwendung rotierender Schneidwerkzeuge. CNC-Drehen ist schneller und kostengünstiger bei zylindrischen Teilen wie Wellen und Buchsen, bei denen das Werkstück rotiert. Bei der Elektroerosion (EDM) werden elektrische Funken genutzt, um extrem harte Materialien zu bearbeiten und feinste innere Strukturen herzustellen, die mit konventionellen spanenden Verfahren nicht realisierbar sind; dieser Prozess ist jedoch kostenintensiver und nur bei leitfähigen Materialien einsetzbar.
4. Welche Zertifizierungen sollte ich bei einer CNC-Fertigungsfirma prüfen?
ISO 9001 bietet ein grundlegendes Qualitätsmanagementsystem für alle Branchen. Für Luft- und Raumfahrtanwendungen ist die Zertifizierung nach AS9100D unverzichtbar. Automobilprojekte erfordern IATF 16949, die auf ISO 9001 aufbaut und zusätzliche Anforderungen wie statistische Prozesskontrolle (SPC), FMEA-Analyse und PPAP-Dokumentation enthält. Für die Herstellung medizinischer Geräte ist ISO 13485 erforderlich. Wählen Sie die Zertifizierung anhand der Anforderungen Ihrer Branche aus – nicht lediglich anhand der Anzahl der Zertifikate.
5. Sollte ich eine lokale Maschinenwerkstatt oder einen Online-CNC-Service nutzen?
Lokale Werkstätten bieten direkte Kommunikation mit den Maschinisten, fachkundige Beratung bei der Konstruktion, transparente Preisgestaltung ohne Plattformgebühren sowie kontinuierliche Serviceunterstützung für Wartung und Reparaturen. Online-Plattformen ermöglichen sofortige Angebotsanfragen, rund-um-die-Uhr-Zugänglichkeit und umfangreiche Lieferantennetzwerke. Bei komplexen Projekten, die mehrere Iterationsschleifen erfordern, überzeugen lokale Partnerschaften. Bei einfachen Bauteilen mit endgültigen Konstruktionszeichnungen bieten Online-Plattformen effiziente Transaktionen. Für Großserienfertigung sprechen in der Regel direkte Beziehungen zu Produktionsbetrieben.