 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Auswahl eines Herstellers für CNC-Teile: 9 entscheidende Faktoren, die die meisten Käufer übersehen

Verständnis der CNC-Teilefertigung und ihrer industriellen Bedeutung
Haben Sie sich schon einmal gefragt, was moderne Präzisionsteile so außerordentlich genau macht? Die Antwort liegt in einer Technologie, die die Fertigung für immer verändert hat. Wenn Sie Komponenten für Ihr Projekt beschaffen, verschafft Ihnen das Verständnis der Grundlagen der Arbeitsweise eines CNC-Teileherstellers einen entscheidenden Vorteil bei fundierten Entscheidungen.
CNC-Bearbeitung ist ein subtraktives Fertigungsverfahren, bei dem vorprogrammierte Computersoftware die Bewegung von Werkzeugmaschinen und Produktionsanlagen steuert, um Präzisionsteile aus Rohmaterialien mit wiederholbarer Genauigkeit herzustellen.
Vom Konstruktionsplan zum Präzisionsbauteil
Was bedeutet CNC eigentlich? Im Kern bezieht sich die Abkürzung CNC auf Computerized Numerical Control – ein Verfahren, bei dem digitale Anweisungen Werkzeuge mit außergewöhnlicher Präzision steuern. Stellen Sie sich vor, wie ein komplexes 3D-Design von Ihrem Computerbildschirm in eine physische Komponente umgesetzt wird – mit einer Genauigkeit im Bereich von Tausendsteln eines Zolls. Genau das geschieht tagtäglich in modernen Maschinenbau-Fertigungsstätten.
Der Prozess beginnt mit einer CAD-Datei (Computer-Aided Design), die sämtliche Maße und Spezifikationen Ihres Bauteils enthält. Diese digitale Konstruktionszeichnung wird in G-Code übersetzt – die Sprache, die CNC-Maschinen verstehen. Sobald das Programm eingegeben ist, führt die Maschine jeden Fräs- oder Schneideweg mit einer mechanischen Präzision aus, die menschliche Hände konsistent nicht erreichen können.
Die digitale Revolution in der Teilefertigung
Das Verständnis dessen, was CNC ist, hilft Ihnen zu erkennen, warum diese Technologie unverzichtbar geworden ist. Vor der computergesteuerten Steuerung bedienten erfahrene Maschinisten die Maschinen manuell, wodurch jedes Teil leicht vom vorherigen abwich. Die Bedeutung von CNC geht über reine Automatisierung hinaus – sie steht für einen grundlegenden Wandel hin zu programmierbarer, wiederholbarer Präzision.
Moderne CNC-Systeme integrieren sich nahtlos in Konstruktionssoftware und ermöglichen sowohl schnelles Prototyping als auch Massenfertigung auf Grundlage derselben digitalen Dateien. Diese Verbindung zwischen Konstruktion und Fertigung eliminiert Interpretationsfehler und verkürzt die Durchlaufzeiten erheblich. Sobald Sie Spezifikationen an einen Hersteller senden, können dessen Maschinen oft bereits innerhalb weniger Stunden mit der Produktion von Teilen beginnen.
Warum CNC die moderne Fertigung dominiert
Die Definition von CNC umfasst mehr als nur die Maschinen – sie beschreibt einen gesamten Produktionsansatz. Hier ist der Grund, warum diese Technologie dominiert:
- Konsistenz: Jedes Teil entspricht exakt dem vorherigen – egal, ob Sie 10 oder 10.000 Einheiten bestellen
- Komplexität: Komplexe Geometrien, die einst unmöglich waren, gehören heute zum Standardrepertoire
- Geschwindigkeit: Automatisierte Werkzeugwechsel und ein kontinuierlicher Betrieb maximieren die Durchsatzleistung
- Flexibilität: Der Wechsel zwischen verschiedenen Teilen erfordert lediglich eine Programmänderung
Wenn Sie sich mit der Landschaft der CNC-Teilefertigung vertraut machen, werden Sie feststellen, dass die Auswahl des richtigen Partners weit mehr umfasst als nur die Ausrüstung. Die folgenden Abschnitte erläutern kritische Faktoren, die von den meisten Käufern übersehen werden – von Bearbeitungsverfahren und Materialauswahl bis hin zu Toleranzspezifikationen und Branchenzertifizierungen, die den Erfolg Ihres Projekts unmittelbar beeinflussen.
Grundlegende CNC-Bearbeitungsverfahren, die jeder Käufer kennen sollte
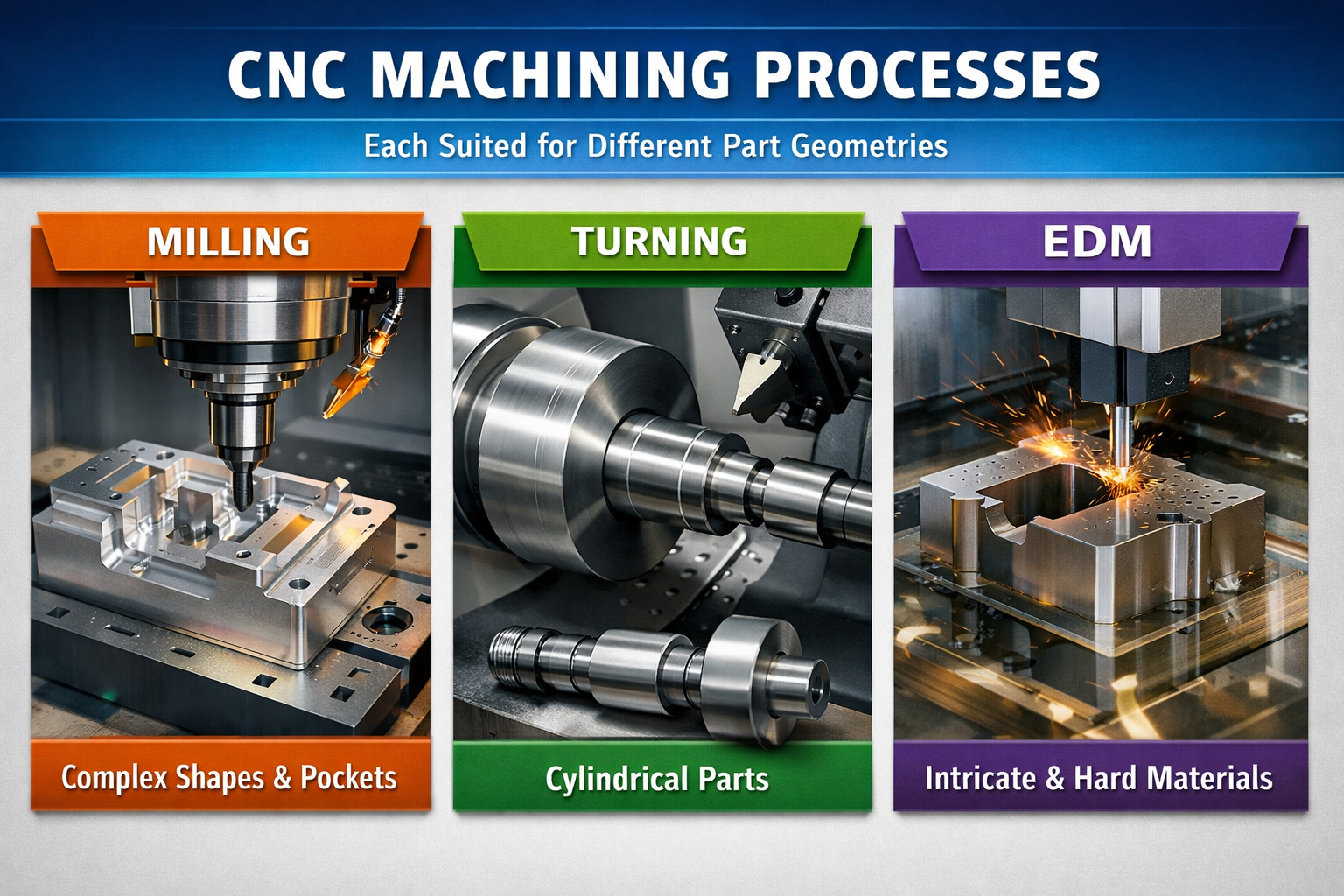
Klingt kompliziert? Hier ist die Sache: Nicht jedes CNC-Verfahren eignet sich für jedes Teil. Wenn Sie einen Hersteller von CNC-Teilen bewerten, hilft Ihnen das Verständnis der grundlegenden Unterschiede zwischen Fräsen, Drehen und Elektroerosion (EDM), Ihre Anforderungen klar zu kommunizieren und einzuschätzen, ob ein Lieferant über die richtigen Fertigungskapazitäten für Ihr Projekt verfügt.
Erklärung zum CNC-Fräsen
Stellen Sie sich ein rotierendes Schneidwerkzeug vor, das sich über ein stationäres Werkstück bewegt und dabei Material schichtweise abträgt. Das ist das Wesen der Fräsarbeit. Eine CNC-Fräsmaschine verwendet rotierende Fräswerkzeuge, um Material von einem Werkstück zu entfernen und mit bemerkenswerter Präzision ebene Flächen, Nuten, Taschen sowie komplexe 3D-Konturen herzustellen.
Die beiden wichtigsten Konfigurationen, auf die Sie stoßen werden, sind die Vertikalfräsmaschine und die Horizontalfräsmaschine. Bei einer Vertikalfräsmaschine ist die Spindel vertikal ausgerichtet – ideal für Projekte, bei denen detaillierte Bearbeitung an einer bestimmten Seite eines Bauteils im Vordergrund steht, wie beispielsweise große Metallplatten oder Senkstempel . Bei Horizontalfräsmaschinen verläuft die Spindel horizontal, wodurch sie besser für schwerere Werkstücke, Nutenschneiden und die Herstellung von Schlitzungen geeignet sind.
Das unterscheidet Horizontalfräsmaschinen:
- Überlegene Spanabfuhr dank der Schwerkraft, die Späne vom Schnittbereich wegzuziehen hilft
- Möglichkeit, mehrere Fräswerkzeuge gleichzeitig mittels Aufspannachse (Arbor) einzusetzen
- Bessere Handhabung schwerer, komplexer Werkstücke
- Verringerte Werkzeugverformung bei aggressiven Schnitten
Wenn Sie Angebote anfordern, hilft es Ihnen, zu wissen, ob Ihre Teilgeometrie für die Vertikal- oder Horizontalfräsung geeignet ist, um Hersteller mit entsprechender Ausrüstung zu identifizieren.
Drehoperationen und Drehmaschinen-Kapazitäten
Während beim Fräsen das Werkzeug rotiert, verhält es sich beim Drehen umgekehrt: Das Werkstück dreht sich, während ein stationäres Schneidwerkzeug dessen Form bestimmt. Eine CNC-Drehmaschine eignet sich hervorragend zur Herstellung zylindrischer oder runder Teile wie Wellen, Buchsen und Gewindekomponenten. Wenn Ihr Design rotationssymmetrisch ist, ist das Drehen in der Regel schneller und kostengünstiger als das Fräsen.
Ähnlich wie Fräsmaschinen gibt es Drehmaschinen in horizontaler und vertikaler Ausführung. Horizontale Drehzentren dominieren die meisten Fertigungsflächen aufgrund ihrer Flexibilität und ihrer Eignung für längere Werkstücke wie Wellen. Sie ermöglichen den Einsatz von Stabzuführern und Gegenlagerstützen, wodurch ihre Vielseitigkeit erweitert wird. Vertikale Drehzentren – manchmal auch als vertikale Revolverdrehmaschinen bezeichnet – eignen sich besser für große Durchmesser, schwere und kurze Werkstücke. Die Schwerkraft unterstützt die Werkstückpositionierung und die Spanabfuhr und macht sie daher besonders beliebt bei der Herstellung von Automobilkomponenten.
Bei der Bewertung der Drehfertigkeiten eines Herstellers sollten Sie prüfen, ob dieser das Längen-zu-Durchmesser-Verhältnis und die Gewichtsanforderungen Ihres Werkstücks bewältigen kann.
Wann EDM unverzichtbar wird
Einige Geometrien lassen sich einfach nicht durch herkömmliches Zerspanen realisieren. Hier kommt die Funkenerosionsbearbeitung (EDM – Electrical Discharge Machining) ins Spiel. Eine EDM-Maschine nutzt elektrische Funken, um Material abzutragen und so komplexe Formen in gehärteten Metallen zu erzeugen – ohne physischen Kontakt zwischen Werkzeug und Werkstück.
Eine Draht-EDM-Maschine führt eine dünne Drahtelektrode durch das Material und schneidet damit komplexe Konturen mit außergewöhnlicher Präzision – mit Toleranzen bis hin zu ± 0,0001 Zoll. Damit ist EDM unverzichtbar für:
- Gehärtete Werkzeugstähle, die herkömmliche Schneidwerkzeuge zerstören würden
- Scharfe innere Ecken, die mit rotierenden Werkzeugen nicht realisierbar sind
- Empfindliche Bauteile, die mechanischen Zerspanungskräften nicht standhalten können
- Außerordentlich feine Oberflächengüten ohne nachfolgende Nachbearbeitung
Vergleich Ihrer Verfahrensoptionen
Die folgende Tabelle fasst zusammen, bei welchen Anwendungen jeweils das optimale Ergebnis erzielt wird:
| Prozessart | Beste Anwendungen | Typische Toleranzen | Materialgeeignetheit |
|---|---|---|---|
| CNC Fräsen | Flächen, Taschen, Nuten, 3D-Konturen, prismatische Teile | ± 0,0002 Zoll bis ± 0,001 Zoll | Die meisten Metalle und Kunststoffe; Aluminium, Stahl und Messing eignen sich hervorragend |
| CNC-Drehen | Zylindrische Teile, Wellen, Gewindekomponenten, Buchsen | ± 0,0002 Zoll bis ± 0,001 Zoll | Rundmaterialien; ausgezeichnet geeignet für Stahl und Aluminium |
| EDM<br> | Gehärtete Werkstoffe, komplexe Profile, scharfe Kanten, feine Details | ± 0,0001 Zoll | Nur leitfähige Materialien; ideal für Werkzeugstähle und Hartmetalle |
Viele Projekte erfordern mehrere Verfahren, die nahtlos zusammenwirken. Ein Hersteller mit umfassenden Fertigungskapazitäten – Fräsen, Drehen und Elektroerosion unter einem Dach – kann Ihre Lieferkette optimieren und eine strengere Qualitätskontrolle gewährleisten. Während Sie im Auswahlprozess voranschreiten, stellt der nächste entscheidende Faktor das Verständnis dafür dar, wie die Werkstoffwahl sowohl den Bearbeitungsprozess als auch die Leistungsfähigkeit Ihres Endteils beeinflusst.
Materialauswahl-Leitfaden für CNC-gefräste Komponenten
Sie haben das richtige Zerspanungsverfahren identifiziert – nun folgt eine ebenso entscheidende Wahl: Das von Ihnen gewählte Material beeinflusst direkt die Zerspanungszeit, den Werkzeugverschleiß, die Bauteilleistung und letztlich Ihre Gewinnspanne. Bei der Bewertung eines Herstellers für CNC-Teile hilft Ihnen das Verständnis seiner Materialkompetenz dabei einzuschätzen, ob er gefertigte Teile liefern kann, die genau Ihren Spezifikationen entsprechen.
Metalle, die sich besonders gut bearbeiten lassen
Nicht alle Metalle verhalten sich unter einem Schneidwerkzeug gleich. Die Zerspanbarkeit – also die Leichtigkeit, mit der ein Material geschnitten werden kann, während gleichzeitig eine gute Oberflächenqualität und eine lange Werkzeugstandzeit erreicht werden – variiert stark zwischen verschiedenen Legierungen. Hier erfahren Sie Wissenswertes zu den gängigsten Optionen:
Aluminium (6061 und 7075)
Aluminium gilt als das Standardmaterial für die CNC-Bearbeitung. Laut der Analyse von JLCCNC ist Aluminium 6061 die insgesamt beste Wahl für allgemeine Anwendungen, bei denen mäßige Festigkeit und niedrige Kosten im Vordergrund stehen. Dank seiner hohen Zerspanbarkeit ergeben sich kürzere Zykluszeiten, geringerer Werkzeugverschleiß und niedrigere Kosten pro Teil.
- Zerspanbarkeitswert: Ausgezeichnet (ca. 270 % relativ zu Stahl)
- Festigkeit: Mäßig; geeignet für Strukturkomponenten ohne extreme Lasten
- Kostenüberlegung: Die kostengünstigste Option für Prototyping und Serienfertigung
- Beste Anwendungen: Aerospace-Halterungen, elektronische Gehäuse, Automobil-Fixiereinrichtungen
Stahl und Edelstahl
Werden zur logischen Wahl, wenn Haltbarkeit, Härte oder Korrosionsbeständigkeit Priorität haben, CNC Stahlteile niedrigkohlenstoffstähle lassen sich relativ leicht bearbeiten, während Edelstahlsorten höhere Anforderungen an die Schneidwerkzeuge stellen, jedoch in anspruchsvollen Umgebungen eine überlegene Leistung bieten.
- Zerspanbarkeitswert: Mäßig (Edelstahlsorten sind schwieriger zu bearbeiten als Kohlenstoffstähle)
- Festigkeit: Hoch; ausgezeichnet für tragende und verschleißfeste Anwendungen
- Kostenüberlegung: Höhere Bearbeitungskosten aufgrund stärkeren Werkzeugverschleißes und langsamerer Vorschübe
- Beste Anwendungen: Medizinische Instrumente, Lebensmittelverarbeitungsanlagen, Komponenten des Antriebsstrangs im Automobilbereich
Messing und Kupfer
Messing bietet ein ideales Gleichgewicht zwischen Funktionalität und Ästhetik für gefräste Komponenten, insbesondere bei kleinen Losgrößen. Seine spanabhebenden Eigenschaften ermöglichen enge Toleranzen und ausgezeichnete Oberflächenqualitäten direkt nach der Bearbeitung.
- Zerspanbarkeitswert: Ausgezeichnet für Messing; gut für Kupfer
- Festigkeit: Mäßig; nicht geeignet für hochbelastete Strukturteile
- Kostenüberlegung: Materialkosten höher als bei Aluminium; Bearbeitungskosten niedriger aufgrund hervorragender Spanbildung
- Beste Anwendungen: Elektrische Steckverbinder, Sanitärarmaturen, Zierbeschläge
Titan
Titan liefert ein unübertroffenes Verhältnis von Festigkeit zu Gewicht sowie außergewöhnliche Korrosionsbeständigkeit – allerdings zu einem erheblichen Preis-Aufschlag. Dieses Metall ist nur dann kosteneffektiv, wenn die Leistungsanforderungen alle anderen Faktoren überwiegen, wie beispielsweise in der Luft- und Raumfahrtindustrie oder bei medizinischen Implantaten.
- Zerspanbarkeitswert: Schlecht; erfordert spezielle Werkzeuge und langsamere Drehzahlen
- Festigkeit: Hervorragend; höchstes Festigkeits-zu-Gewicht-Verhältnis unter den gängigen Metallen
- Kostenüberlegung: Prämienmaterial- und Bearbeitungskosten; nur für kritische Anwendungen gerechtfertigt
- Beste Anwendungen: Luft- und Raumfahrt-Strukturkomponenten, medizinische Implantate, Hochleistungs-Rennsportteile
Technische Kunststoffe für Präzisionsteile
Metall-CNC-Bearbeitungsteile sind nicht immer die richtige Lösung. Konstruktionskunststoffe bieten klare Vorteile wie geringeres Gewicht, chemische Beständigkeit und elektrische Isolierung. Hersteller von bearbeiteten Teilen arbeiten zunehmend mit fortschrittlichen Polymeren, um vielfältige Anwendungsanforderungen zu erfüllen.
Häufig CNC-bearbeitbare Kunststoffe umfassen:
- Acetal (Delrin): Ausgezeichnete Dimensionsstabilität, geringe Reibung, ideal für Zahnräder und Lager
- Nylon: Gute Verschleißfestigkeit und Zähigkeit; geeignet für Buchsen und Rollen
- PEEK: Hochleistungsoption mit außergewöhnlicher chemischer und thermischer Beständigkeit
- PTFE: Hervorragende chemische Inertheit und niedriger Reibungskoeffizient
- ABS: Kostengünstig für Prototypen und nicht-kritische CNC-Maschinenteile
- HDPE und PP: Chemikalienbeständige Optionen für Tanks und Flüssigkeitshandhabungsanwendungen
Materialien an Anforderungen anpassen
Die Wahl zwischen Metall und Kunststoff – oder die Auswahl der richtigen Legierung – erfordert das Abwägen mehrerer Faktoren. Berücksichtigen Sie diese Leitprinzipien:
Wann metallische, CNC-gefräste Teile sinnvoll sind:
- Hohe mechanische Lasten oder Spannungskonzentrationen treten auf
- Betriebstemperaturen liegen über den Grenzwerten für Kunststoffe (typischerweise über 121 °C)
- Elektrische oder thermische Leitfähigkeit erforderlich ist
- Oberflächenhärte und Verschleißfestigkeit entscheidend sind
- Das Teil Gewinde benötigt oder Press-Einlagen aufnehmen wird
Wann Kunststoffe Vorteile bieten:
- Gewichtsreduktion ein primäres Konstruktionsziel ist
- Eine elektrische Isolierung ist erforderlich
- Chemische Einwirkung würde Metalle korrodieren
- Selbstschmierende Eigenschaften reduzieren den Wartungsaufwand
- Kostensensitive Anwendungen, bei denen die Materialeigenschaften ausreichend sind
Die Werkstoffauswahl wirkt sich zudem unmittelbar auf Ihren Projektzeitplan aus. Für Kleinserienfertigung oder Prototyping verringern Werkstoffe wie Aluminium und Messing Risiko und Kosten aufgrund kürzerer Maschinenlaufzeiten und einfacherer Einrichtung. Bei der Bewertung dieser Werkstoffoptionen stellt sich als nächster entscheidender Faktor die Frage, wie Toleranzvorgaben sich in die reale Leistung – und die damit verbundenen Kosten – niederschlagen; ein Aspekt, den viele Einkäufer übersehen.
Erläuterung von Toleranzspezifikationen und Präzisionsanforderungen
Hier ist eine Frage, die erfahrene Käufer von Anfängern unterscheidet: Wie eng müssen Ihre Toleranzen wirklich sein? Das Verständnis von Toleranzspezifikationen ist der Punkt, an dem viele Beschaffungsentscheidungen fehlschlagen – entweder durch Überdimensionierung der Toleranzen, was die Kosten unnötig in die Höhe treibt, oder durch Unterdimensionierung, was zu Teilen führt, die nicht ordnungsgemäß funktionieren. Bei der Bewertung eines Herstellers für CNC-Teile verraten dessen Toleranzfähigkeiten viel über die Qualität seiner Maschinen und die Zuverlässigkeit seiner Prozesssteuerung.
Standard- vs. eng tolerierte Bearbeitung
Stellen Sie sich Toleranzen als den zulässigen Bereich dimensional bedingter Abweichungen von Ihrer vorgesehenen Konstruktion vor. Gemäß branchenüblichen Standards liegen die Standard-Toleranzen bei der CNC-Bearbeitung typischerweise bei ±0,005" (0,13 mm) entsprechend der ISO 2768-1-Mitteltoleranzklasse. Diese Grundlage berücksichtigt normale Schwankungen in der Maschinengenauigkeit, thermische Effekte und Werkzeugverschleiß und ermöglicht gleichzeitig wirtschaftliche Produktionsraten.
Doch was geschieht, wenn Standard-Toleranzen nicht ausreichen? Präzisions-CNC-Bauteile erfordern spezialisierte Verfahren. Hochpräzises Fräsen kann Toleranzen von bis zu ±0,001" (0,025 mm) erreichen, während extrem anspruchsvolle Anwendungen – wie chirurgische Instrumente – Toleranzen von ±0,0002" bis ±0,0005" (0,005 bis 0,013 mm) erfordern können. Allerdings benötigen nur etwa 1 % aller Bauteile tatsächlich Toleranzen in diesem extremen Bereich.
CNC-Präzisionsbauteile unterscheiden sich in mehreren entscheidenden Aspekten von Standard-CNC-Bauteilen:
- Anforderungen an die Ausrüstung: Hochpräzise Spindeln mit Keramik- oder Luftlagern, die eine Laufgenauigkeit unter 0,0001" gewährleisten
- Umweltbedingungen kontrollieren: Temperaturkontrollierte Bereiche mit einer Stabilität von ±0,5 °C
- Qualitätsverifikation: Erweiterte Prüfprotokolle mit kalibrierten Messgeräten
- Bearbeitungszeit: Langsamere Vorschübe und Drehzahlen zur Minimierung thermischer Verformung
Wenn es auf Präzision ankommt
Nicht jede Funktion Ihres Bauteils erfordert denselben Toleranzgrad. Eine intelligente Spezifikation bedeutet, eng tolerierte Maße nur dort anzuwenden, wo dies aus funktionalen Gründen erforderlich ist – beispielsweise bei Fügeflächen, Passungen für Lager oder kritischen Ausrichtungsmerkmalen – während nicht-kritische Abmessungen bei Standardtoleranzen belassen werden.
Berücksichtigen Sie folgende Szenarien, in denen präzise CNC-gefertigte Komponenten die Investition rechtfertigen:
- Fügeverbindungen: Teile, die sich exakt mit anderen Komponenten verbinden müssen
- Rotierende Baugruppen: Wellen und Lager, die spezifische Passungen erfordern
- Dichtflächen: Wo maßliche Genauigkeit Leckagen verhindert
- Optische oder elektronische Gehäuse: Anwendungen mit hoher Anforderung an die Ausrichtung
Die CNC-Bearbeitung großer Teile stellt besondere Herausforderungen für die Toleranzkontrolle dar. Die thermische Ausdehnung wird mit zunehmender Bauteilgröße signifikanter, wodurch temperaturkontrollierte Umgebungen noch entscheidender werden, um die Präzision über große Werkstücke hinweg zu gewährleisten.
Die Kosten-Toleranz-Beziehung
Hier ist die Realität, die die meisten Käufer übersehen: Eine Verschärfung der Toleranzen über das funktional Notwendige hinaus verbessert Ihr Bauteil nicht – sie erhöht lediglich Ihre Kosten. Laut daten zur Präzisionsbearbeitung steigen die Kosten beim Übergang von Standard-CNC-Bearbeitung zu temperaturkontrollierter Bearbeitung um 25–50 %; die Erreichung der engsten Toleranzen unter vollständiger Umgebungssteuerung kann die Kosten sogar um 100–200 % erhöhen.
Die nachstehende Tabelle erläutert, was verschiedene Toleranzklassen für Ihr Projekt bedeuten:
| Toleranzbereich | Typische Anwendungen | Kostenauswirkung | Erforderliche Ausrüstung |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Allgemeine Industriekomponenten, Halterungen, Gehäuse | Basislinie | Standard-CNC-Ausrüstung, normale Werkstattumgebung |
| ±0,005" (±0,13 mm) | Funktionale Baugruppen, Automobilkomponenten | 10–25 % Erhöhung | Gut gewartete Maschinen, Klimaüberwachung |
| ±0,002" (±0,05 mm) | Hochleistungs-Automobil- und Industrieanlagen | 50–100 % Steigerung | Präzisions-Spindeln, Temperaturregelung ±3 °C |
| ±0,001" (±0,025 mm) | Luft- und Raumfahrtkomponenten, medizinische Geräte | 100–150 % Steigerung | Hochpräzise Maschinen, verbesserte Spanntechnik |
| ±0,0005" (±0,013 mm) | Chirurgische Instrumente, optische Geräte | 150–200 % Steigerung | Vollständige Umgebungssteuerung, Schwingungsisolation |
Die Materialauswahl beeinflusst ebenfalls die erzielbaren Toleranzen. CNC-Präzisionsteile aus Aluminium erreichen aufgrund der besseren Bearbeitbarkeit leichter engere Toleranzen als solche aus Titan. Kunststoffe stellen zusätzliche Herausforderungen dar – ihre Flexibilität und thermische Empfindlichkeit begrenzen die praktisch erreichbaren Toleranzen häufig auf die ISO-2768-1-Mittlere-Toleranzklasse.
Bei der Kommunikation mit Herstellern sollten Sie eine Toleranztabelle direkt in Ihre 2D-Zeichnungen einfügen, in der angegeben ist, welche Abmessungen kritisch sind. Dadurch wird eine Überdimensionierung der Toleranzen vermieden und Herstellern ermöglicht, präzise Angebote abzugeben. Das Verständnis dieser Toleranzdynamik bereitet Sie auf die nächste entscheidende Überlegung vor: wie branchenspezifische Anforderungen spezifische Vorgaben machen, die die Auswahl des Herstellers über allgemeine Bearbeitungsfähigkeiten hinaus bestimmen.
Branchenspezifische Anforderungen für die CNC-Teilefertigung
Fällt Ihnen jemals auf, wie eine lokale Kfz-Maschinenwerkstatt Projekte anders handhabt als ein Betrieb, der chirurgische Instrumente herstellt? Das ist kein Zufall. Unterschiedliche Branchen stellen äußerst unterschiedliche Anforderungen an ihre Partner für die CNC-Teilefertigung – und das Verständnis dieser Unterschiede hilft Ihnen dabei, Lieferanten zu identifizieren, die tatsächlich für Ihre spezifische Anwendung qualifiziert sind, statt solcher, die lediglich allgemeine Kompetenzen behaupten.
Bearbeitungsstandards für die Automobilindustrie
Wenn Sie Komponenten für den Automobilbereich beschaffen, kommt es vor allem auf konsistente Fertigung in großen Stückzahlen an. Ob Sie nun nach einer Kfz-Maschinenwerkstatt in Ihrer Nähe suchen oder globale Lieferanten bewerten – die spanende Fertigung für den Automobilbereich erfordert spezifische Kompetenzen, die allgemeine Fertigungsbetriebe möglicherweise nicht besitzen.
Der Automobilsektor arbeitet nach IATF 16949 – dem weltweiten Standard für Qualitätsmanagement im Automobilbereich, der die Grundsätze der ISO 9001 mit branchenspezifischen Anforderungen verbindet. Diese Zertifizierung ist mehr als nur Papierkram; sie steht für ein grundsätzliches Bekenntnis zu:
- Fehlervermeidung: Systeme, die darauf ausgelegt sind, Probleme zu erkennen, bevor sie Ihre Montagelinie erreichen
- Kontinuierliche Verbesserung: Dokumentierte Prozesse zur kontinuierlichen Steigerung von Effizienz und Qualität
- Lieferantenüberwachung: Strenge Qualifizierung und Überwachung der Materialquellen
- Produktrückverfolgbarkeit: Vollständige Dokumentation vom Rohmaterial bis zum fertigen Bauteil
Eine Motormaschinenwerkstatt, die an Antriebsstrangkomponenten arbeitet, steht vor anderen Herausforderungen als eine Fertigungswerkstatt, die Karosserieteile herstellt. CNC-gefertigte Automobilteile müssen über Hunderttausende von Meilen hinweg Vibrationen, thermischen Wechselbelastungen und mechanischen Spannungen standhalten. Das bedeutet, dass Hersteller robuste Prozesskontrollen benötigen, um sicherzustellen, dass jedes Teil – ob das erste oder das zehntausendste – identische Spezifikationen erfüllt.
Anforderungen an die Herstellung von Medizinprodukten
Die Herstellung medizinischer Geräte erfolgt in einem regulatorischen Umfeld, in dem Fehler lebensbedrohliche Folgen haben können. Die hohen Anforderungen erfordern Zertifizierungsrahmenwerke, die deutlich strenger sind als bei allgemeinen industriellen Anwendungen.
ISO 13485 ist der maßgebliche Qualitätsmanagementstandard für die Herstellung medizinischer Geräte. Diese Zertifizierung setzt folgende Anforderungen voraus:
- Risikomanagement: Systematische Identifizierung und Minderung potenzieller Ausfallmodi
- Design-Controls: Dokumentierte Validierung, die sicherstellt, dass die Teile wie vorgesehen funktionieren
- Vollständige Rückverfolgbarkeit: Jede Komponente ist bis hin zu spezifischen Materialchargen, Maschinen und Bedienern nachverfolgbar
- Beschwerdebearbeitung: Formale Verfahren zur Untersuchung und Behebung von Qualitätsproblemen
- Sterilitätsaspekte: Material- und Oberflächenauswahl unter Berücksichtigung der Sterilisationsanforderungen
Zusätzlich zur ISO 13485 müssen die Produktionsstätten die FDA-Vorschrift 21 CFR Part 820 – die Quality System Regulation für die Herstellung medizinischer Geräte in den USA – einhalten. Diese kombinierten Anforderungen gewährleisten, dass chirurgische Instrumente, Implantate und Diagnosegeräte höchste Sicherheits- und Leistungsstandards erfüllen.
Präzisionsanforderungen nach Luft- und Raumfahrtstandard
Die Luft- und Raumfahrtfertigung stellt möglicherweise das anspruchsvollste Zertifizierungsumfeld im Bereich der Präzisionsbearbeitung dar. Wenn Komponenten in einer Höhe von 30.000 Fuß eingesetzt werden, ist Qualität keine Verhandlungssache – sie ist lebensentscheidend.
AS9100 baut auf der Grundlage von ISO 9001 auf und fügt luft- und raumfahrtbezogene Anforderungen hinzu, die qualifizierte Hersteller von allgemeinen Maschinenwerkstätten unterscheiden:
- Konfigurationsmanagement: Strenge Kontrollen, die sicherstellen, dass Konstruktionsänderungen ordnungsgemäß dokumentiert und umgesetzt werden
- Erste Artikelprüfung (FAI): Umfassende Verifikation, dass Fertigungsteile mit den genehmigten Konstruktionsunterlagen übereinstimmen
- Verhütung von Fremdkörpern (Foreign Object Debris, FOD): Protokolle zur Vermeidung einer Kontamination kritischer Baugruppen
- Verhinderung von gefälschten Bauteilen: Lieferkettenkontrollen zur Gewährleistung der Echtheit von Materialien
- Kontrollen spezieller Verfahren: Erweiterte Überwachung von Wärmebehandlung, Beschichtung und anderen kritischen Prozessen
Viele Luft- und Raumfahrtprogramme erfordern zudem die NADCAP-Zertifizierung für besondere Verfahren. Im Gegensatz zu allgemeinen Zertifizierungen prüft NADCAP prozessspezifische Kontrollen auf sehr detaillierter Ebene – und validiert damit, dass Wärmebehandlung, chemische Verfahren und zerstörungsfreie Prüfung die höchsten branchenüblichen Standards erfüllen.
Für arbeitsbezogene Tätigkeiten im Verteidigungsbereich kommt die Einhaltung der ITAR (International Traffic in Arms Regulations) als weitere Anforderung hinzu. Die ITAR regelt den Umgang mit sensiblen technischen Daten und Komponenten und setzt eine Registrierung beim US-Außenministerium sowie strenge Informationssicherheitsprotokolle voraus.
Zertifizierungsvergleich: Anforderungen den Anwendungen zuordnen
Die Kenntnis der für Ihre Anwendung relevanten Zertifizierungen verhindert sowohl Kosten durch Überzertifizierung als auch Risiken durch unterqualifizierte Lieferanten:
| Zertifizierung | Hauptbranche | Kernbereiche der Ausrichtung | Warum es wichtig ist |
|---|---|---|---|
| ISO 9001 | Allgemeine Fertigung | Qualitätsmanagementsysteme, kontinuierliche Verbesserung | Grundlegende Zertifizierung, die das Engagement für Qualität belegt |
| IATF 16949 | Automobil | Fehlervermeidung, Lieferantenüberwachung, Rückverfolgbarkeit | Wird von führenden OEMs gefordert; 67 % der Automobil-OEMs verlangen mindestens ISO 9001 |
| AS9100 | Luft- und Raumfahrt | Risikomanagement, Konfigurationskontrolle, Erstbemusterung (FAI) | Unverzichtbar für die Teilnahme an der Luft- und Raumfahrt-Zulieferkette |
| ISO 13485 | Medizintechnik | Risikomanagement, Rückverfolgbarkeit, Einhaltung gesetzlicher Vorschriften | Erforderlich für medizinische Gerätekomponenten, die von der FDA reguliert werden |
| NADCAP | Luft-/und Raumfahrt/Verteidigung | Besondere Verfahrenakkreditierung | Validiert die Fähigkeiten im Bereich Wärmebehandlung, zerstörungsfreier Prüfung (NDT) und chemischer Verfahren |
| ITAR | Verteidigung | Informationssicherheit, Exportkontrollen | Zwingend erforderlich für technische Daten und Komponenten im Verteidigungsbereich |
Hierbei übersehen viele Käufer Folgendes: Zertifizierungen sind nicht austauschbar. Eine Automobil-Maschinenwerkstatt mit IATF-16949-Zertifizierung weist branchenspezifische Kompetenzen im Automobilbereich nach; diese Zertifizierung berechtigt sie jedoch nicht zu Arbeiten im Luft- und Raumfahrtbereich, für die AS9100 erforderlich ist. Ebenso kann eine Fertigungswerkstatt mit lediglich ISO-9001-Zertifizierung über die spezialisierten Qualitätsmanagementsysteme verfügen, die für medizinische oder luft- und raumfahrttechnische Anwendungen gefordert werden.
Nach branchenforschung werkstätten mit branchenspezifischen Zertifizierungen gewinnen im Durchschnitt 15 % mehr Aufträge als solche mit nur allgemeinen Qualitätszertifizierungen. Die Investition in eine spezialisierte Zertifizierung signalisiert Kompetenz und Engagement, das Beschaffungsteams anerkennen.
Wenn Sie potenzielle Fertigungspartner bewerten, überprüfen Sie deren Zertifizierungen unmittelbar – fordern Sie Kopien der Zertifikate an und bestätigen Sie deren aktuellem Status bei den ausstellenden Stellen. Diese Sorgfaltspflicht gewinnt noch mehr an Bedeutung, wenn Sie Oberflächenveredelungsoptionen in Betracht ziehen, die sowohl die Komponentenleistung als auch die Einhaltung gesetzlicher Vorschriften bei anspruchsvollen Anwendungen erheblich beeinflussen.
Oberflächenveredelungsoptionen für CNC-gefräste Teile
Sie haben das richtige Verfahren, das geeignete Material und die passenden Toleranzen ausgewählt – doch es gibt noch einen weiteren Faktor, der über Erfolg oder Misserfolg Ihres Projekts entscheiden kann. Die Oberflächenveredelung verwandelt rohe, mittels CNC-Fräsen hergestellte Teile von funktionsfähigen Komponenten in fertige Produkte, die bereit für die Montage oder den Endverbrauch sind. Ein Verständnis Ihrer Optionen hilft Ihnen, Spezifikationen klar gegenüber jedem Hersteller von CNC-Bearbeitungsteilen zu kommunizieren und stellt sicher, dass Ihre Teile genau so funktionieren, wie vorgesehen.
Funktionale versus ästhetische Oberflächenveredelungen
Hier ist ein Unterschied, den viele Käufer übersehen: Nicht jede Oberflächenbeschaffenheit erfüllt denselben Zweck. Einige Oberflächenbehandlungen dienen in erster Linie der optischen Aufwertung, während andere entscheidende funktionale Vorteile wie Korrosionsschutz oder verbesserte Verschleißfestigkeit bieten. Eine intelligente Spezifikation bedeutet, die Wahl anhand Ihrer tatsächlichen Anforderungen zu treffen – und nicht standardmäßig auf teure Optionen zurückzugreifen, die Sie gar nicht benötigen.
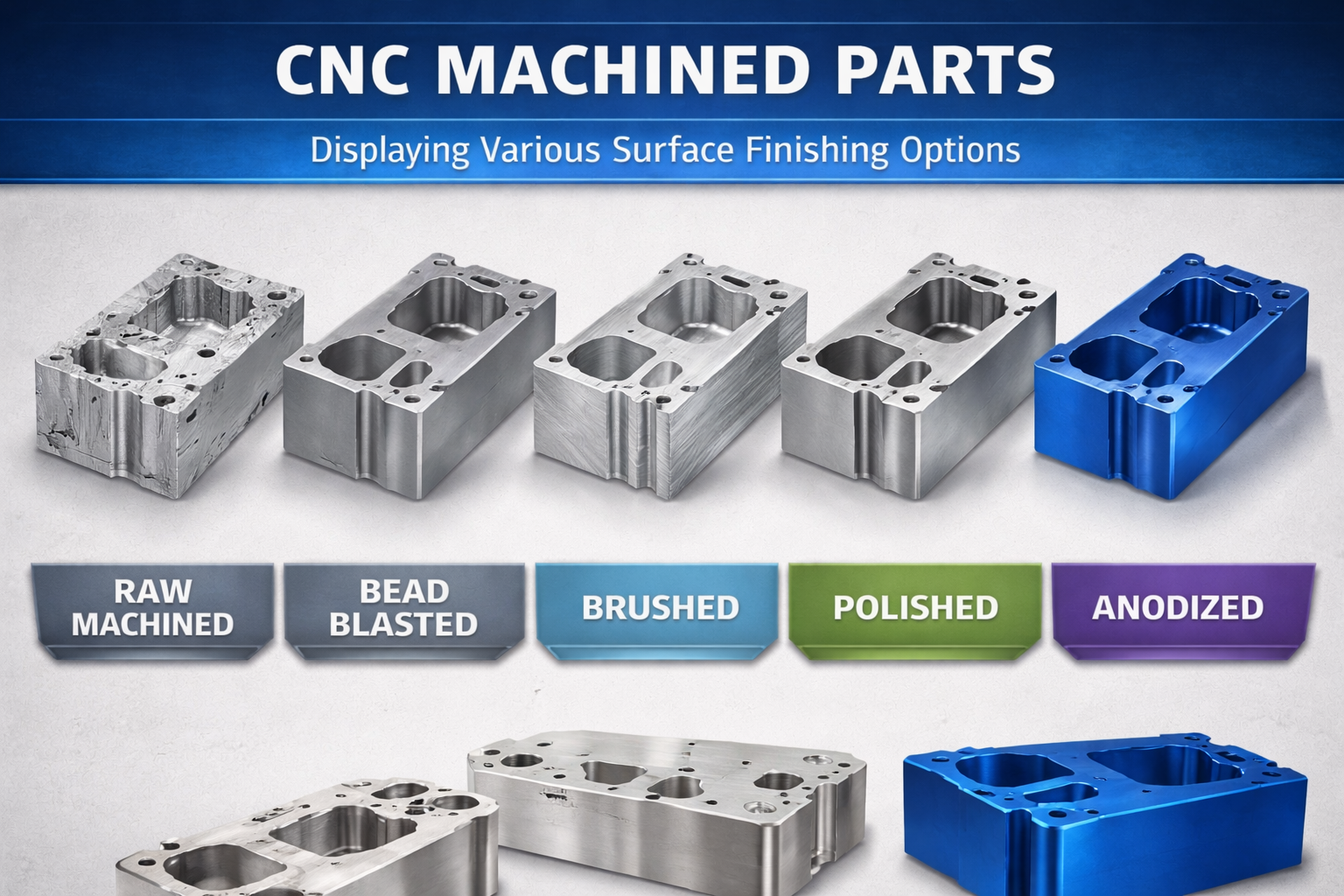
Rohteiloberfläche (wie bearbeitet)
Die kostengünstigste Variante belässt CNC-Frästeile mit der Oberflächenstruktur, die während der Bearbeitung entsteht. Gemäß branchenüblichen Oberflächenstandards liegt die typische „as-machined“-Oberfläche zwischen 1,6 μm Ra (Branchenstandard für allgemeine Anwendungen) und 3,2 μm Ra bei Teilen, bei denen die Oberflächenqualität nicht kritisch ist. Diese Oberflächenbehandlung eignet sich gut, wenn:
- Die Teile in der Endmontage verdeckt sind
- Die Oberflächenstruktur die Funktionalität nicht beeinträchtigt
- Kosteneinsparungen aufgrund von Budgetbeschränkungen Priorität haben
- Die Teile später in der Lieferkette einer zusätzlichen Oberflächenbehandlung unterzogen werden
Polieren und Buffen
Wenn die optische Attraktivität entscheidend ist, entfernt das Polieren Bearbeitungsspuren und erzeugt glatte, glänzende Oberflächen. Eine Rauheit von 0,4 μm Ra liefert ein nahezu spiegelndes Finish, das für Komponenten erforderlich ist, bei denen minimale Reibung oder eine hochwertige Optik gefordert wird. Diese Glätte hat jedoch ihren Preis: Das Polieren erhöht in der Regel deutlich den Aufwand an Fertigungszeit und Kosten für gefräste Teile.
Beadblasing
Bei diesem mechanischen Verfahren werden Glasperlen mit Druck gegen die Oberfläche des Werkstücks gestoßen, wodurch eine gleichmäßige, mattierte Struktur entsteht. Das Kugelstrahlen entfernt wirksam geringfügige Oberflächenfehler und bereitet die Teile für nachfolgende Beschichtungsprozesse vor. Es ist insbesondere bei CNC-gefertigten Produkten beliebt, bei denen ein konsistentes, nicht reflektierendes Erscheinungsbild ohne die Kosten eines Polierens gewünscht wird.
Schutzbeschichtungen für raue Umgebungen
Wenn Ihre Bauteile korrosiven Chemikalien, Witterungseinflüssen oder anspruchsvollen Betriebsbedingungen ausgesetzt sind, werden Schutzlackierungen nicht mehr als optional, sondern als zwingend erforderlich angesehen.
Anodieren
Das Eloxieren erzeugt eine dauerhafte Oxidschicht auf Aluminiumteilen und verbessert dadurch deutlich die Korrosionsbeständigkeit sowie die Oberflächenhärte. Drei Typen erfüllen unterschiedliche Anforderungen:
- Typ I (Chromsäure): Die dünnste Beschichtung, die enge Toleranzen bewahrt; bevorzugt für Luft- und Raumfahrtanwendungen mit hohen Anforderungen an die Ermüdungsfestigkeit
- Typ II (Schwefelsäure): Die gebräuchlichste Variante, die ein ausgewogenes Verhältnis von Kosten und Leistung bietet; nimmt farbige Farbstoffe zur ästhetischen Individualisierung auf
- Typ III (Harteloxal) Die dickste und langlebigste Schicht für industrielle und militärische Anwendungen mit extremen Anforderungen an Verschleißfestigkeit
Pulverbeschichtung
Diese vielseitige Oberfläche wird als trockenes Pulver elektrostatisch aufgetragen und anschließend durch Erhitzen zu einer robusten Schutzschicht verfestigt. Die Pulverbeschichtung bietet außergewöhnliche Beständigkeit gegenüber mechanischer Beanspruchung, Chemikalien und UV-Strahlung. Mit einer breiten Palette an Farboptionen bietet sie sowohl funktionellen Schutz als auch visuelle Attraktivität – weshalb sie sich ideal für Konsumgüter und Outdoor-Ausrüstung eignet.
Beschichtungsoptionen
Bei der Metallplattierung werden dünne Schichten schützender oder funktionaler Metalle auf die Oberflächen von Bauteilen abgeschieden:
- Chemisches Nickel: Gleichmäßige Beschichtung ohne elektrischen Strom; bietet hervorragenden Korrosionsschutz und Härte auch bei komplexen Geometrien
- Verchromung: Erzeugt glänzende, spiegelnde Oberflächen mit gutem Verschleißwiderstand
- Zinkplattierung: Kostengünstiger Korrosionsschutz, der häufig in Automobilanwendungen eingesetzt wird
- Goldplattierung: Hervorragende elektrische Leitfähigkeit für elektronische Steckverbinder
Passivierung
Bei CNC-gefrästen Produkten aus Edelstahl verbessert die Passivierung die natürliche Korrosionsbeständigkeit, indem freies Eisen von der Oberfläche entfernt und die Bildung einer schützenden Oxidschicht gefördert wird. Diese chemische Behandlung ist unverzichtbar für medizinische und lebensmittelverarbeitende Komponenten, bei denen die Vermeidung von Kontaminationen kritisch ist.
Oberflächenfinish nach Anwendungsbereich
Die Auswahl des richtigen Oberflächenfinishs erfordert eine Abwägung zwischen Schutzanforderungen, optischen Ansprüchen und Budgetvorgaben. Die folgende Tabelle bietet Orientierungshilfe zur Zuordnung geeigneter Oberflächenfinishs zu gängigen Anwendungen:
| Finish Type | Schutzstufe | Erscheinung | Beste Anwendungen | Relativer Preis |
|---|---|---|---|---|
| Geschmiedet | Niedrig | Sichtbare Werkzeugmarkierungen; funktionales Erscheinungsbild | Innenteile, Prototypen, verdeckte Komponenten | $ |
| Beadblasing | Niedrig-Mittel | Gleichmäßige matte Textur | Consumer-Elektronik, Vorbehandlung für Beschichtung | $$ |
| Polieren | Niedrig | Hochglanz, spiegelähnliche Oberfläche | Medizinische Geräte, dekorative Komponenten, optische Gehäuse | $$$ |
| Eloxiert (Typ II) | Mittel-Hoch | Matt oder satiniert; in mehreren Farben erhältlich | Luft- und Raumfahrt-Halterungen, Konsumprodukte, Elektronikgehäuse | $$ |
| Eloxierung (Typ III) | Sehr hoch | Üblicherweise dunkelgrau oder schwarz | Militärische Ausrüstung, Industriemaschinen, Verschleißflächen | $$$ |
| Pulverbeschichtung | Hoch | Breites Farbspektrum; glatt oder strukturiert | Outdoor-Ausrüstung, Automobilteile, Konsumgüter | $$ |
| Nickelautokatalytisch | Hoch | Helle metallische Oberfläche | Komplexe Geometrien, hydraulische Komponenten, Ventile | $$$ |
| Verchromung | Mittel-Hoch | Hochreflektierend, spiegelähnlich | Automobil-Zierleisten, dekorative Beschläge | $$$$ |
| Zinkplattierung | Mittel | Silber-blauer oder gelber Chromat | Verbindungselemente, Halterungen, Fahrzeugunterbodenelemente | $$ |
Gemäß den Kostenschätzungen für die Oberflächenveredelung liegen einfache Veredelungen wie Sandstrahlen typischerweise zwischen 30 und 50 USD pro Teil, während Eloxieren oder chemisches Nickelplattieren je nach Größe und Komplexität auf 100 bis 200 USD pro Teil ansteigen können. Die Berücksichtigung dieser Kosten bereits in der Konstruktionsphase verhindert unerwartete Budgetüberschreitungen.
Die Wahl der Oberflächenveredelung wirkt sich zudem auf die Lieferzeiten aus. Einfache Veredelungen verlängern die Fertigung um wenige Stunden, während aufwändigere Behandlungen wie Eloxieren oder Galvanisieren die Zeitpläne um 24 bis 48 Stunden verlängern – ohne Vorbehandlung und Aushärtezeit. Bei der Bewertung von Herstellern ist zu klären, ob die Oberflächenveredelung intern durchgeführt wird oder ob externe Dienstleister beauftragt werden, was zusätzliche Transportzeiten und Koordinationsaufwand mit sich bringen kann.
Das Verständnis der Oberflächenfinish-Optionen bereitet Sie auf den nächsten entscheidenden Faktor bei der Auswahl eines Herstellers vor: wie verschiedene Kostenfaktoren sich zu Ihrem endgültigen Preis pro Teil zusammensetzen – und wo sich Möglichkeiten ergeben, Ihre Investition zu optimieren, ohne Kompromisse bei der Qualität einzugehen.
Kostenfaktoren, die die Preisgestaltung für CNC-Teile bestimmen
Hier ist eine Frage, die viele Einkäufer unvorbereitet trifft: Warum liegen die Angebote für zwei scheinbar identische Teile deutlich auseinander? Die Antwort liegt in den versteckten Kostenfaktoren, die die Preisgestaltung für CNC-Bearbeitungsteile bestimmen. Ob Sie mit einem lokalen Hersteller für bearbeitete Teile oder einer globalen CNC-Bearbeitungsfabrik zusammenarbeiten – dieselben grundlegenden Faktoren beeinflussen Ihre endgültige Rechnung.
Die eigentlichen Kostenfaktoren in der CNC-Fertigung
Wenn Sie ein Angebot für kundenspezifische CNC-bearbeitete Teile anfordern, bewerten Hersteller mehrere Variablen, die sich zu Ihrem Preis pro Teil aufsummieren. Gemäß branchenpreisanalyse , rangieren diese Faktoren nach ihrer Auswirkungshöhe von höchster bis niedrigster:
- Designkomplexität: Intrikate Designs mit detaillierten Merkmalen oder komplexen Geometrien erfordern umfangreichere Programmierung, zusätzliche Maschineneinrichtungen und gelegentlich spezielle Werkzeuge. Einfache Designs kosten etwa 20 USD pro Stunde für die Bearbeitung, während komplexe Teile die Stundensätze auf 35–70 USD pro Stunde erhöhen.
- Materialauswahl: Die Rohstoffkosten variieren stark – Aluminium kostet 5–10 USD pro Pfund, während Edelstahl 8–16 USD pro Pfund kostet. Neben dem Materialpreis beeinflusst die Bearbeitbarkeit die Zykluszeit und den Werkzeugverschleiß, was die Gesamtkosten weiter erhöht.
- Toleranzanforderungen: Engere Toleranzen erfordern langsamere Bearbeitungsgeschwindigkeiten, häufigere Werkzeugwechsel und intensivere Qualitätskontrollen. Die Spezifikation von ±0,001" statt ±0,005" kann die Bearbeitungszeit um 50 % oder mehr erhöhen.
- Produktionsvolumen: Fixkosten wie Programmierung und Einrichtung verteilen sich auf alle gefertigten Einheiten. Bei Kleinserien fallen höhere Kosten pro Einheit an, während Großserien von Skaleneffekten profitieren.
- Maschinentyp: Drei-Achsen-Maschinen kosten typischerweise 10–20 USD pro Stunde, während Fünf-Achsen-Maschinen aufgrund ihrer erweiterten Funktionalität und höheren Betriebskomplexität 20–40 USD pro Stunde kosten.
- Anforderungen an die Oberflächenbearbeitung: Jede zusätzliche Oberflächenbehandlung – wie Eloxierung, Beschichtung oder Polieren – erhöht den Arbeitsaufwand, die Maschinenlaufzeit und die Materialkosten Ihres Projekts.
Das Verständnis dieser Hierarchie hilft Ihnen dabei, Prioritäten für Optimierungsmaßnahmen zu setzen. Eine geringfügige Änderung der Konstruktionskomplexität führt häufig zu höheren Kosteneinsparungen als ein Wechsel des Werkstoffs.
Mengenrabatte und Skaleneffekte
Stellen Sie sich vor, Sie bestellen ein einzelnes Prototypteil statt 1.000 Serienteile. Die Programmierung, die CAD-Vorbereitung und die Maschineneinrichtung erfolgen nur einmal – unabhängig von der Bestellmenge. Dadurch entsteht eine umgekehrt proportionale Beziehung zwischen Bestellvolumen und Stückpreis, die Fachleute für die Fertigung von Maschinenteilen als den wirksamsten verfügbaren Kostenhebel anerkennen.
So sehen die Zahlen in der Praxis aus:
- Einzelne Einheit: Die gesamten Einrichtungs- und Programmierkosten werden auf ein einziges Teil verteilt – höchster Stückpreis
- 5 Einheiten: Der Stückpreis sinkt im Vergleich zum Einzelteilpreis um ca. 50 %
- 100 Einheiten: Die Einrichtungskosten pro Teil werden vernachlässigbar; Material- und Zykluszeiten bestimmen maßgeblich den Preis
- 1.000+ Einheiten: Der Einzelpreis kann auf 10–20 % der Kosten pro Einheit sinken
Für Bearbeitungsteile, die für die Serienfertigung bestimmt sind, führt die Zusammenfassung von Aufträgen zu größeren Losgrößen – auch wenn dadurch ein gewisser Lagerbestand entsteht – häufig zu einer erheblichen Senkung der gesamten Projektkosten. Viele Hersteller von CNC-Bearbeitungsteilen bieten staffelbasierte Preisstrukturen an, die Volumenverpflichtungen belohnen.
Kleine Bestellmengen stellen zudem praktische Herausforderungen dar. Laut Branchendaten verlangen viele Zulieferer Mindestbestellmengen, die das für eine Kleinserienfertigung benötigte Volumen überschreiten können. Berücksichtigen Sie diese Realität bei der Auswahl Ihres Zulieferers bereits in der Prototypenphase.
Qualität und Budget in Einklang bringen
Jede Konstruktionsentscheidung, die Sie treffen, bevor Sie Ihre Dateien an eine CNC-Bearbeitungsfabrik senden, wirkt sich auf die Herstellbarkeit – und damit auf die Kosten – aus. Erfahrene Einkäufer optimieren ihre Konstruktionen gezielt für die Fertigung, statt die mechanische Bearbeitung als nachträglichen Aspekt zu betrachten.
Berücksichtigen Sie folgende konstruktive Maßnahmen zur Kostensenkung ohne Einbußen bei der Funktionalität:
- Vermeiden Sie tiefe Hohlräume: Hohlräume mit einer Tiefe, die deutlich größer als ihre Breite ist, erfordern spezielle Werkzeuge und langsamere Bearbeitungsgeschwindigkeiten
- Verwenden Sie Standard-Lochgrößen: Die Einhaltung der gängigen Bohrer-Größenstufen (Schritte von 1/64" ) entfällt die Notwendigkeit für Sonderwerkzeuge
- Runde innenliegende Ecken: Scharfe innenliegende Ecken erfordern spezielle Werkzeuge und erhöhen die Komplexität – runden Sie diese Kanten ab
- Erhöhen Sie die Wandstärke: Teile mit geringer Wandstärke erfordern eine präzisere Steuerung und spezielle Spannmittel, was die Kosten erhöht
- Beschränken Sie Gewinde: Jede Gewindebohrung verlängert die Bearbeitungszeit; erwägen Sie, wo immer möglich, alternative Befestigungsmethoden
- Verzichten Sie auf unnötigen Text: Prägung oder Gravur verlängert die Maschinenlaufzeit ohne funktionellen Nutzen, es sei denn, sie ist zur Identifikation erforderlich
Die Beziehung zwischen Lieferzeiten und Preisen verdient ebenfalls Aufmerksamkeit. Standard-Lieferzeiten ermöglichen es den Herstellern, Ihre Aufträge effizient gemeinsam mit anderen Projekten zu planen. Eilbestellungen – insbesondere solche, die eine beschleunigte Materialbeschaffung oder Überstunden erfordern – können die Kosten um 25–50 % oder mehr erhöhen. Eine frühzeitige Planung bleibt nach wie vor die am häufigsten übersehene Strategie zur Kostensenkung.
Vergleichen Sie Angebote für kundenspezifische CNC-gefertigte Teile mit solchen für Standard-Katalogkomponenten, so bedenken Sie bitte, dass kundenspezifische Fertigung zwangsläufig Programmier- und Rüstkosten mit sich bringt. Kundenspezifische Teile liefern jedoch exakt das, was Ihre Anwendung benötigt, und können dadurch sekundäre Bearbeitungsschritte oder Montagevorgänge eliminieren, die bei Standardkomponenten möglicherweise erforderlich wären.
Ein praktischer Ansatz besteht darin, diese Formel zu verwenden, um abzuschätzen, ob ein Projekt wirtschaftlich sinnvoll ist:
Geschätzte Kosten = (Materialkosten + Rüstkosten) + (Bearbeitungszeit × Stundensatz) + Oberflächenbearbeitungskosten
Diese Aufschlüsselung hilft Ihnen dabei, die Kostenkomponenten zu identifizieren, die für Ihr konkretes Projekt das größte Optimierungspotenzial bieten. Mit diesem Verständnis der Kostentreiber sind Sie bestens gerüstet, potenzielle Fertigungspartner anhand der Faktoren zu bewerten, die wirklich zählen – ihrer Kompetenz, ihrer Qualitätsmanagementsysteme und ihrer Fähigkeit, konsistente Ergebnisse zu wettbewerbsfähigen Preisen zu liefern.

So wählen Sie den richtigen Hersteller für CNC-Teile aus
Sie beherrschen bereits die technischen Grundlagen – Verfahren, Werkstoffe, Toleranzen und Oberflächenqualitäten. Nun folgt die Entscheidung, die darüber bestimmt, ob all dieses Wissen auch tatsächlich in erfolgreiche Bauteile mündet: die Auswahl des richtigen Fertigungspartners. Die Auswahl eines Lieferanten für CNC-bearbeitete Teile bedeutet nicht einfach, das günstigste Angebot zu finden. Vielmehr geht es darum, einen Partner zu identifizieren, dessen Kompetenzen, Qualitätsmanagementsysteme und Kommunikationspraktiken genau auf Ihre Projektanforderungen abgestimmt sind.
Bewertung der Fähigkeiten eines Herstellers
Bei der Bewertung potenzieller Hersteller von bearbeiteten Bauteilen ist ein systematischer Ansatz erforderlich, der über oberflächliche Aussagen hinausgeht. Gemäß branchenüblichen Best Practices erfordert die Bewertung von CNC-Zulieferern die Prüfung mehrerer Dimensionen ihres Betriebs.
Bewertung von Ausrüstung und Technologie
Ein Lieferant für bearbeitete Bauteile, der über moderne Mehrachsen-Bearbeitungszentren verfügt, weist die Fähigkeit nach, komplexe Geometrien zu fertigen. Begnügen Sie sich jedoch nicht allein mit der Anzahl der Maschinen – prüfen Sie stattdessen folgende konkrete Faktoren:
- Maschinenalter und -zustand: Neuere Maschinen halten in der Regel engere Toleranzen ein und fallen seltener aus
- CAD/CAM-Software-Integration: Moderne Software ermöglicht eine schnellere Programmierung und weniger Übersetzungsfehler bei Ihren Konstruktionsdateien
- Automatisierungsfunktionen: Roboterbasierte Beschickung, Paletten-Systeme und automatisierte („lights-out“) Fertigung weisen auf eine hohe Produktionseffizienz hin
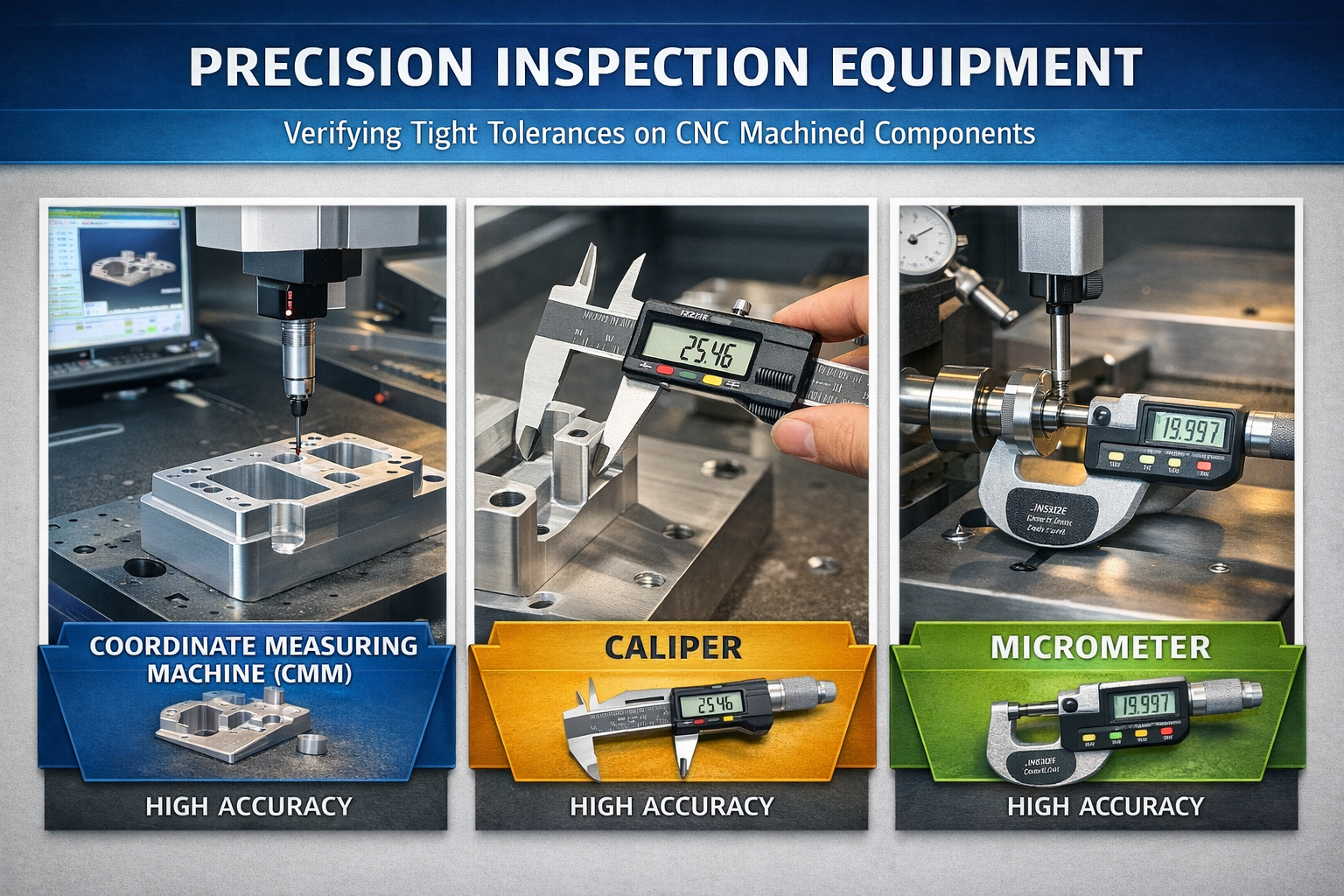
- Prüfgeräte: Koordinatenmessmaschinen (CMM), optische Vergleichsgeräte und Oberflächenrauheitsprüfer validieren Behauptungen zur Präzision
Materialkompetenz stellt einen weiteren entscheidenden Indikator für die Fähigkeiten dar. Hersteller von zerspanten Komponenten, die Erfahrung mit Ihrem spezifischen Material – sei es Aluminium, Titan oder technische Kunststoffe – haben, können Zerspanungsherausforderungen voraussehen und die Prozesse entsprechend optimieren. Ein breites Materialportfolio demonstriert technische Kompetenz und Flexibilität über verschiedene Anwendungen hinweg.
Bewertung der Produktionskapazität
Kann der Hersteller sowohl Ihren aktuellen Auftrag als auch Ihr zukünftiges Wachstum bewältigen? Prüfen Sie folgende Kapazitätsindikatoren:
- Anzahl der Maschinen, die speziell für Ihre Teileart (Fräsen, Drehen oder EDM) eingesetzt werden
- Schichtplanung – Ein-, Zwei- oder 24/7-Betrieb
- Aktuelle Auslastung der Kapazität und typische Durchlaufzeiten
- Skalierbarkeit von Prototypmengen bis hin zu Serienfertigungsvolumina
Ein Lieferant mit skalierbarer Kapazität reduziert das Risiko von Engpässen, wenn Ihr Projekt vom Prototyping in die Serienfertigung übergeht. Für Automobilanwendungen sind Hersteller wie Shaoyi Metal Technology veranschaulichen diese Fähigkeit und bieten schnelles Prototyping mit Lieferzeiten von nur einem Arbeitstag bei nahtloser Skalierung bis hin zu Massenproduktionsvolumen – eine Kombination, die agile Produktentwicklungszyklen unterstützt.
Qualitätssysteme, die zählen
Über Zertifizierungen hinaus, die auf Websites ausgewiesen sind, ist das Verständnis dafür, wie Hersteller Qualitätskontrollen tatsächlich umsetzen, entscheidend, um zuverlässige Partner von solchen zu unterscheiden, die lediglich die Compliance-Anforderungen formal erfüllen.
Statistische Prozesskontrolle (SPC)
SPC stellt den international anerkannten Goldstandard für die Prozessüberwachung in der Präzisionsfertigung dar. Anstatt Teile erst nach Fertigstellung zu inspizieren – wenn Fehler bereits aufgetreten sind – verfolgt SPC die Prozessparameter in Echtzeit und ermöglicht es den Bedienern, Abweichungen zu erkennen, bevor sie zu fehlerhaften Teilen führen.
Nach forschung zum Qualitätsmanagement , liefert eine wirksame SPC-Implementierung messbare Vorteile:
- Früherkennung von Werkzeugverschleiß, bevor dieser die Maßgenauigkeit beeinträchtigt
- Prozessfähigkeitskennwerte (Cpk-Werte), die eine konsistente Leistung belegen
- Trendanalyse zur Vermeidung einer Drift in Richtung der Toleranzgrenzen
- Dokumentation zur Unterstützung der Rückverfolgbarkeitsanforderungen
Bei der Bewertung eines potenziellen Lieferanten für CNC-Bearbeitungskomponenten sollten Sie nach dessen Implementierung statistischer Prozesskontrolle (SPC) fragen. Hersteller mit SPC-unterstützten Qualitätsmanagementsystemen – wie beispielsweise nach IATF 16949 zertifizierte Betriebe – zeigen ihr Engagement dafür, Fehler zu verhindern statt lediglich zu erkennen.
Inspektionsprotokolle
Eine robuste Prüfung geht über den bloßen Besitz teurer Prüfgeräte hinaus. Informieren Sie sich über den Prüfprozess des Herstellers:
- Erste Artikelprüfung (FAI): Umfassende dimensionsbezogene Verifizierung vor Beginn der Serienfertigung
- Prozessbegleitende Prüfung: Regelmäßige Kontrollen während der Produktion, um Probleme frühzeitig zu erkennen
- Endkontrolle: Vollständige Verifizierung gemäß Ihren Spezifikationen vor Versand
- Dokumentation: Prüfberichte, Materialzertifikate und Rückverfolgbarkeitsunterlagen
Erstklassige Lieferanten halten ihre Beschwerdequote durch systematische Qualitätsansätze deutlich unter dem Branchendurchschnitt. Doppelte Prüfverfahren – also die Prüfung am Fertigungsort sowie eine unabhängige Nachprüfung – reduzieren den Anteil von Fehlern, die beim Kunden eintreffen, auf Bruchteile eines Prozents.
Warnsignale, auf die Sie achten sollten
Erfahrung lehrt Käufer, Warnsignale zu erkennen, die zukünftige Probleme vorhersagen. Achten Sie während Ihrer Bewertung auf folgende Indikatoren:
- Vage Angaben zur Leistungsfähigkeit: Hersteller, die nicht in der Lage sind, Toleranzfähigkeiten oder Materialkompetenz anzugeben, verfügen möglicherweise nicht über echte Fachkompetenz
- Preise deutlich unter denen der Wettbewerber: Unrealistisch niedrige Angebote weisen häufig auf Abstriche bei Materialien, Qualitätssicherung oder versteckte Kosten hin, die erst später auftauchen
- Zurückhaltung bei der Bereitstellung von Referenzen: Etablierte Lieferanten teilen Kundenkontaktdaten gerne zur Überprüfung ihrer Leistungsfähigkeit mit
- Schlechte Kommunikationsreaktionsfähigkeit: Langsame oder unvollständige Antworten im Angebotsschreibprozess deuten auf ähnliche Probleme während der Produktion hin
- Fehlende oder abgelaufene Zertifizierungen: Überprüfen Sie stets die Aktualität der Zertifikate direkt bei den ausstellenden Stellen
- Kein dediziertes Projektmanagement: Komplexe CNC-Komponenten erfordern während der gesamten Produktion technische Unterstützung – Lieferanten ohne Ingenieur-Unterstützung lassen Sie allein mit Problemen zurück
Laut einer Lieferantenbewertungsstudie sind transparente Preisstrukturen genauso wichtig wie die Endsumme. Ein detailliertes Angebot, das Materialkosten, Bearbeitungszeiten und Nachbearbeitungsleistungen einzeln ausweist, deutet auf einen Lieferanten hin, der seine eigenen Kostenstruktur versteht – und daher konsistente Preise und Qualität gewährleisten kann.
Aufbau produktiver Lieferantenbeziehungen
Die Auswahl des richtigen Herstellers ist erst der Anfang. Um den maximalen Wert zu erzielen, müssen kooperative Beziehungen aufgebaut werden, von denen beide Seiten profitieren.
Kommunikationspraxis
Klare Kommunikation verhindert Missverständnisse, die zu Verzögerungen, Nacharbeit und Frustration führen. Bewerten Sie potenzielle Partner anhand folgender Kriterien:
- Reaktionszeit auf technische Anfragen
- Verfügbarkeit technischer Unterstützung bei der Konstruktionsoptimierung
- Proaktive Kommunikation zum Produktionsstatus oder möglichen Problemen
- Sprachkenntnisse, die den Anforderungen Ihres Teams entsprechen
Lieferanten, die dedizierte Projektleiter anbieten, gewährleisten eine bessere Begleitung während der Konstruktions- und Produktionsphasen. Dieser zentrale Ansprechpartner vereinfacht die Koordination und stellt sicher, dass Ihre Anforderungen nicht bei der Übersetzung zwischen den Abteilungen verloren gehen.
Vorteile langfristiger Partnerschaften
Die Beschaffung von CNC-Maschinenkomponenten als rein transaktionsbasierte Aufgabe begrenzt den Mehrwert, den Sie aus Ihren Fertigungsbeziehungen ziehen können. Langfristige Partnerschaften bieten Vorteile, die Einzelaufträge nicht liefern können:
- Prozessoptimierung: Lieferanten, die mit Ihren Komponenten vertraut sind, steigern kontinuierlich die Effizienz.
- Priorisierte Terminplanung: Bestehende Geschäftsbeziehungen bedeuten oft bevorzugte Behandlung bei Engpässen in der Kapazität.
- Designeingabe: Erfahrene Partner erkennen Herstellbarkeitsprobleme bereits im Vorfeld, bevor sie zu kostspieligen Herausforderungen werden.
- Lagerhaltungsprogramme: Rahmenaufträge und Kanban-Vereinbarungen senken Ihre Lagerhaltungskosten.
Herstellerbewertungs-Checkliste
Verwenden Sie diese umfassende Checkliste beim Vergleich potenzieller Lieferanten für CNC-Bearbeitungskomponenten:
| Bewertungskategorie | Kernfragen | Was zu beachten ist |
|---|---|---|
| Technische Fähigkeiten | Welche Maschinentypen und Achs-Konfigurationen stehen zur Verfügung? Welche CAD/CAM-Systeme werden eingesetzt? | Mehrachsige Maschinen, moderne Software, Automatisierungsfunktionen |
| Materialkompetenz | Welche Werkstoffe bearbeiten Sie regelmäßig? Können Sie Beispiele nennen? | Erfahrung mit Ihren spezifischen Werkstoffen; ein breites Portfolio weist auf Vielseitigkeit hin |
| Qualitätszertifizierungen | Über welche branchenspezifischen Zertifizierungen verfügen Sie? Wann fand die letzte Auditierung statt? | Aktuell mindestens ISO 9001; IATF 16949 für den Automobilbereich; AS9100 für Luft- und Raumfahrt |
| Qualitätssysteme | Wie setzen Sie statistische Prozesskontrolle (SPC) um? Welche Prüfgeräte verwenden Sie? | Koordinatenmessmaschinen-(CMM-)Kapazitäten, dokumentierte SPC-Verfahren, Prüfprotokolle für die Zwischenprüfung |
| Produktionskapazität | Wie lange sind die typischen Durchlaufzeiten? Können Sie von der Prototypenfertigung bis zur Serienproduktion skalieren? | Realistische Zeitpläne, nachgewiesene Skalierbarkeit, Notfallplanung |
| Kommunikation | Wer ist mein primärer Ansprechpartner? Wie gehen Sie mit technischen Fragen um? | Dediziertes Projektmanagement, Verfügbarkeit technischer Unterstützung, Reaktionsfähigkeit |
| Preistransparenz | Können Sie detaillierte Kostenaufstellungen bereitstellen? | Deutliche Aufteilung der Kosten für Material, Bearbeitung, Oberflächenveredelung und Einrichtung |
| Verlauf | Können Sie Kundenreferenzen nennen? Wie hoch ist Ihre Termintreue bei der Lieferung? | Überprüfbare Referenzen, Lieferkennzahlen über 95 %, geringe Beschwerderaten |
Für Käufer, die automobiltechnische CNC-Komponenten beschaffen, bietet die IATF-16949-Zertifizierung eine wesentliche Sicherheit hinsichtlich der Eignung des Lieferanten für die anspruchsvollen Anforderungen der Branche. Hersteller wie Shaoyi Metal Technology kombinieren diese Zertifizierung mit auf statistischer Prozesskontrolle (SPC) basierenden Qualitätsmanagementsystemen sowie schnellen Prototypenfertigungskapazitäten – genau diese Kombination sollten Käufer bei der Aufbau von Automobilzulieferketten anstreben, die Geschwindigkeit, Qualität und Wirtschaftlichkeit in ausgewogener Weise vereinen.
Mit einem systematischen Ansatz zur Bewertung von Herstellern in der Hand sind Sie bereit, vom Assessment zur Umsetzung überzugehen. Der letzte Schritt umfasst die Umwandlung Ihrer Anforderungen in klare Spezifikationen sowie den Aufbau produktiver Arbeitsbeziehungen, die langfristig konsistente Ergebnisse liefern.
Maßnahmen zu Ihren Anforderungen an CNC-Teile
Sie haben die entscheidenden Faktoren verinnerlicht, die die meisten Einkäufer übersehen – jetzt gilt es, dieses Wissen in die Praxis umzusetzen. Der Übergang von der Recherche zum Ergebnis erfordert einen strukturierten Ansatz, der Ihr Verständnis von CNC-gefertigten Teilen in erfolgreiche Projektergebnisse umwandelt. Lassen Sie uns genau festlegen, wie Sie vorgehen müssen.
Ihr Beschaffungsleitfaden für CNC-Teile
Bereit, Ihr nächstes CNC-Teil zu beschaffen? Folgen Sie dieser bewährten Abfolge, um Risiken zu minimieren und Ergebnisse zu maximieren:
- Finalisieren Sie Ihre Konstruktionsdateien: Erstellen Sie vollständige CAD-Modelle in universellen Formaten (STEP, IGES) mit zugehörigen 2D-Zeichnungen, die kritische Toleranzen, Oberflächenbeschaffenheiten und Materialanforderungen spezifizieren.
- Definieren Sie Ihre Spezifikationen klar: Dokumentationsmaterialgüte, Toleranzanforderungen für jede kritische Abmessung, Oberflächenspezifikationen sowie erforderliche Branchenzertifizierungen
- Potenzielle Hersteller identifizieren: Lieferanten anhand ihrer Maschinenausstattung, relevanter Zertifizierungen und Erfahrung mit Ihrer spezifischen Anwendung bewerten
- Detaillierte Angebote anfordern: Angebotsanfragen (RFQs) mit vollständiger Dokumentation einreichen und nach einer aufgeschlüsselten Kostenübersicht mit gesonderter Auflistung von Material-, Bearbeitungs- und Oberflächenkosten fragen
- Antworten bewerten und vergleichen: Technische Kompetenz, Qualitätssicherungssysteme, Reaktionsgeschwindigkeit in der Kommunikation sowie den Gesamtwert – nicht nur den Preis – bewerten
- Due-Diligence-Prüfung durchführen: Zertifizierungen verifizieren, Referenzen anfordern und Lieferzeitzusagen vor Auftragserteilung bestätigen
- Mit der Prototypenvalidierung beginnen: Bestellen Sie Musterstückzahlen, um die Maßgenauigkeit und Oberflächenqualität zu überprüfen, bevor Sie sich auf Produktionsmengen festlegen
Von der Spezifikation bis zur Produktion
Klare Kommunikation verhindert kostspielige Missverständnisse. Wenn Sie Ihre Anforderungen an CNC-bearbeitete Teile einreichen, fügen Sie bitte folgende wesentliche Elemente bei:
- Toleranztabellen: Geben Sie an, welche Abmessungen kritisch und welche standardmäßig sind – vermeiden Sie eine unnötig enge Toleranzierung nicht-funktioneller Merkmale
- Materialzertifizierungen: Geben Sie an, ob Sie Werkstoffprüfberichte oder eine bestimmte Werkstoff-Rückverfolgbarkeit benötigen
- Prüfanforderungen: Definieren Sie die Anforderungen an die Erstbemusterungsprüfung sowie die Erwartungen an die laufende Qualitätsdokumentation
- Aspekt der Montage bearbeiteter Teile: Falls Ihr Bauteil mit anderen Komponenten zusammenwirkt, stellen Sie bitte die Zeichnungen der zugehörigen Bauteile oder den Montagekontext zur Verfügung
Laut Experten für Konstruktionsvorbereitung kann die Beratung mit den Technologen Ihres Fertigungspartners bereits in der Konstruktionsphase die Kosten um 20–30 % senken und gleichzeitig die Herstellbarkeit verbessern. Dieser kooperative Ansatz erkennt potenzielle Probleme frühzeitig, bevor sie zu teuren Produktionsproblemen werden.
Den nächsten Schritt tun
Ausgestattet mit den neun entscheidenden Faktoren, die in diesem Leitfaden behandelt werden, sind Sie in der Lage, fundierte Beschaffungsentscheidungen zu treffen, die Qualität, Kosten und Zuverlässigkeit ausgewogen berücksichtigen. Ob Sie ein einzelnes CNC-Maschinenteil für die Prototypenerstellung benötigen oder Tausende von Serienteilen – die Grundsätze bleiben dieselben: Stellen Sie klare Spezifikationen auf, bewerten Sie systematisch und bauen Sie Beziehungen zu leistungsfähigen Partnern auf.
Für Automobilanwendungen, die präzise Fahrwerkbaugruppen, kundenspezifische Metallbuchsen oder andere kritische Komponenten erfordern, bieten Hersteller mit IATF-16949-Zertifizierung und statistischen Prozesskontrollen (SPC) basierten Qualitätsmanagementsystemen die Konsistenz, die Ihre Lieferkette benötigt. Shaoyi Metal Technology veranschaulicht diese umfassende Leistungsfähigkeit – mit Präzisions-CNC-Bearbeitungsdienstleistungen, die sich von der schnellen Prototypenerstellung mit Lieferzeiten ab einem Arbeitstag bis hin zu vollen Serienfertigungsvolumen skalieren lassen.
Ihr nächstes Projekt für CNC-bearbeitete Teile beginnt mit einem einzigen Schritt: der Erstellung Ihrer Spezifikationen und der Kontaktaufnahme mit qualifizierten Herstellern, die Ihre Konstruktionen in präzise Komponenten umsetzen können. Das hier erworbene Wissen stellt sicher, dass dieses Gespräch von einer Position informierter Sicherheit aus beginnt.
Häufig gestellte Fragen zur Fertigung von CNC-Teilen
1. Was ist CNC-Bearbeitung und wie funktioniert sie?
CNC-Bearbeitung ist ein subtraktives Fertigungsverfahren, bei dem vorprogrammierte Computersoftware die Schneidwerkzeuge steuert, um präzise Teile aus Rohmaterialien herzustellen. Der Prozess beginnt mit einer CAD-Datei, die die Teilespezifikationen enthält und in G-Code übersetzt wird, den CNC-Maschinen verstehen. Anschließend führt die Maschine jeden Fräs- oder Schnittweg mit mechanischer Präzision aus und erreicht dabei Toleranzen von bis zu ±0,0002 Zoll bei Standardbearbeitung und ±0,0001 Zoll bei EDM-Bearbeitung. Diese Technologie ermöglicht eine wiederholbare Genauigkeit – unabhängig davon, ob 10 oder 10.000 identische Einheiten gefertigt werden.
2. Nach welchen Zertifizierungen sollte ich bei einem Hersteller von CNC-Teilen suchen?
Die erforderlichen Zertifizierungen hängen von Ihrer Branche ab. ISO 9001 stellt die Grundlage für das Qualitätsmanagement-Zertifikat in der allgemeinen Fertigungsindustrie dar. IATF 16949 ist für Automobilanwendungen unverzichtbar und konzentriert sich auf Fehlervermeidung und Rückverfolgbarkeit. AS9100 ist für Luft- und Raumfahrtkomponenten vorgeschrieben und umfasst Konfigurationsmanagement sowie Erstbemusterungsprüfung. ISO 13485 regelt die Herstellung medizinischer Geräte mit strengen Anforderungen an das Risikomanagement. Die NADCAP-Akkreditierung bestätigt spezielle Verfahren wie Wärmebehandlung für Luft- und Raumfahrtanwendungen. Überprüfen Sie stets die Gültigkeit der Zertifikate direkt bei den ausstellenden Stellen, bevor Sie eine Zusammenarbeit mit einem Hersteller eingehen.
3. Wie hoch sind die Kosten für die CNC-Bearbeitung?
Die Kosten für die CNC-Bearbeitung hängen von mehreren Faktoren ab, die nach ihrem Einfluss gewichtet sind: Konstruktionskomplexität (einfache Konstruktionen kosten 20 USD/Stunde gegenüber 35–70 USD/Stunde für komplexe Teile), Materialauswahl (Aluminium zu 5–10 USD/Pfund gegenüber Edelstahl zu 8–16 USD/Pfund), Toleranzanforderungen (engere Toleranzen können die Bearbeitungszeit um bis zu 50 % erhöhen), Produktionsvolumen (Rüstkosten werden auf alle Einheiten verteilt), Maschinentyp (3-Achsen-Maschinen zu 10–20 USD/Stunde gegenüber 5-Achsen-Maschinen zu 20–40 USD/Stunde) sowie Oberflächenfinish-Anforderungen. Durch Skaleneffekte können sich die Stückkosten bei einer Bestellung von 1.000 oder mehr Teilen auf 10–20 % des Einzelstückpreises reduzieren.
4. Welche Materialien können mittels CNC bearbeitet werden?
CNC-Maschinen verarbeiten eine breite Palette von Metallen und Kunststoffen. Aluminium 6061 bietet die beste Gesamtleistung für allgemeine Bauteile mit hervorragender Bearbeitbarkeit. Stahl und Edelstahl zeichnen sich durch überlegene Haltbarkeit und Korrosionsbeständigkeit bei anspruchsvollen Anwendungen aus. Messing bietet eine ausgezeichnete Bearbeitbarkeit für elektrische Steckverbinder und dekorative Beschläge. Titan weist das höchste Verhältnis von Festigkeit zu Gewicht für Luft- und Raumfahrtanwendungen sowie medizinische Implantate auf. Technische Kunststoffe wie Delrin, Nylon, PEEK und PTFE bieten Vorteile wie geringeres Gewicht, chemische Beständigkeit und elektrische Isolierung für spezifische Anwendungen.
5. Wie wähle ich zwischen CNC-Fräsen, -Drehen und Elektroerosion (EDM) aus?
Wählen Sie basierend auf Ihrer Teilegeometrie und Ihrem Werkstoff. Bei der CNC-Fräsbearbeitung rotieren Fräswerkzeuge an unbeweglichen Werkstücken und eignen sich ideal für ebene Flächen, Taschen, Nuten sowie 3D-Konturen an prismatischen Bauteilen. Bei der CNC-Drehbearbeitung rotiert das Werkstück gegen ein stationäres Werkzeug und ist daher besonders gut geeignet für zylindrische Teile wie Wellen, Buchsen und Gewindekomponenten. Bei der Elektroerosion (EDM) wird das Material mittels elektrischer Funken abgetragen, ohne dass physischer Kontakt besteht; dies ist unverzichtbar bei gehärteten Werkzeugstählen, scharfen inneren Ecken sowie empfindlichen Bauteilen, die mechanische Bearbeitungskräfte nicht aushalten können. Viele Projekte erfordern mehrere Fertigungsverfahren, weshalb Hersteller mit sämtlichen Fertigungskapazitäten unter einem Dach im Hinblick auf die Qualitätskontrolle von Vorteil sind.