 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Geheimnisse der Metallbearbeitung auf CNC-Maschinen: Was Konstrukteure und Fertiger am Anfang gerne gewusst hätten
Was CNC-Metallbearbeitung tatsächlich bedeutet
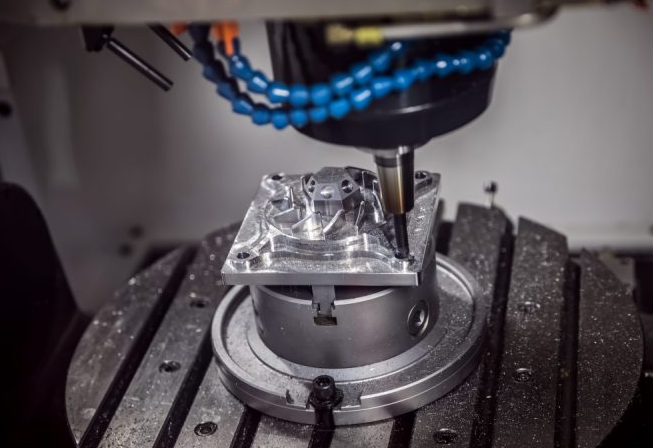
Stellen Sie sich vor, Sie geben einer Maschine exakt vor, wie sie Metall mit der Präzision eines Meisterhandwerkers schneiden soll – allerdings mithilfe von Code statt durch handwerkliches Geschick. Genau das leistet die CNC-Metallbearbeitung. Eine CNC-Maschine verwandelt rohes Metallmaterial in fertige Bauteile, indem sie präzise digitale Anweisungen befolgt und damit die Unsicherheit sowie menschlichen Fehler eliminiert, die früher die Metallverarbeitung bestimmten.
CNC steht für Computerized Numerical Control und diese Technologie stellt einen der bedeutendsten Fortschritte in der Geschichte der Fertigung dar. Statt manuell Schneidewerkzeuge über ein Werkstück zu führen, programmieren Bediener eine CNC-Maschine so, dass sie Bewegungen mit einer Wiederholgenauigkeit ausführt, die der menschlichen Hand schlichtweg nicht möglich ist.
Von der Drehbank mit manuellem Betrieb zur digitalen Präzision
Bevor die CNC-Technologie entstand, verbrachten Maschinenschlosser Jahre damit, das erforderliche Muskelgedächtnis und die nötige Intuition für den Betrieb manueller Drehmaschinen und Fräsmaschinen zu entwickeln. Jeder Schnitt hing von der Geschicklichkeit des Bedieners ab, und die Herstellung identischer Teile erforderte den Einsatz von Vorrichtungen, Spannvorrichtungen und umfangreiches Fachwissen. Die computergesteuerte numerisch gesteuerte Drehmaschine veränderte alles, indem sie Bewegungsanweisungen digital speicherte und es den Maschinen ermöglichte, komplexe Operationen beliebig oft zu wiederholen.
Dieser Wandel verbesserte nicht nur die Genauigkeit – er demokratisierte die präzise Metallbearbeitung. Heute kann eine gut programmierte CNC-Maschine Teile herstellen, für die noch vor wenigen Jahrzehnten Meisterqualifikationen erforderlich gewesen wären.
Die computergesteuerte Revolution in der Metallverarbeitung
Im Kern besteht jedes CNC-Metallsystem aus vier wesentlichen Komponenten, die gemeinsam arbeiten:
- Computergesteuertes System: Das Gehirn, das die programmierten Anweisungen interpretiert und sämtliche Maschinenbewegungen koordiniert
- Werkzeuge: Fräser, Bohrer und spezielle Schneidwerkzeuge, die Material physisch vom Werkstück entfernen
- Spannvorrichtungen: Spannfutter, Spannklammern und Vorrichtungen, die den Metallrohling während der Bearbeitungsvorgänge sichern
- Metallwerkstück: Das Rohmaterial, das in Ihr fertiges Bauteil umgewandelt wird
Diese Komponenten kommunizieren über G-Code – eine Programmiersprache, die auf den ersten Blick einschüchternd wirkt, aber auf einfachen Prinzipien beruht. Stellen Sie sich G-Code als GPS-Anweisungen für Ihr Schneidwerkzeug vor. Befehle wie „G01 X2,0 Y1,5 F10“ weisen die Maschine lediglich an, sich mit einer festgelegten Geschwindigkeit geradlinig zu bestimmten Koordinaten zu bewegen. Moderne CAM-Software generiert diesen Code automatisch aus Ihren 3D-Modellen, sodass Sie ihn nur selten manuell schreiben müssen.
CNC-Technologie für die Metallverarbeitung verständlich gemacht
Was eine CNC-Maschine von anderen automatisierten Anlagen unterscheidet, ist ihre Fähigkeit, numerische Daten zu interpretieren und diese in präzise physikalische Bewegungen umzusetzen. Wenn im alltäglichen Gespräch von einer CMC-Maschine die Rede ist, ist in der Regel dieselbe Technologie gemeint – die Terminologie variiert, doch das zugrundeliegende Prinzip bleibt stets gleich.
Moderne CNC-Maschinen können eine Positioniergenauigkeit von weniger als 0,0001 Zoll erreichen – das entspricht etwa 1/700 der Dicke eines menschlichen Haares und ermöglicht eine Präzision, die zuvor außerhalb spezialisierter Labore nicht erreichbar war.
Diese Leistungsfähigkeit erklärt, warum die CNC-Bearbeitung von Metallen in Branchen mit strengen Toleranzanforderungen unverzichtbar geworden ist. Ob Sie Luft- und Raumfahrtkomponenten oder maßgeschneiderte Automobilteile herstellen – das Verständnis dieser Grundlagen bereitet Sie darauf vor, fundierte Entscheidungen hinsichtlich Maschinen, Werkstoffe und Fertigungsverfahren zu treffen.
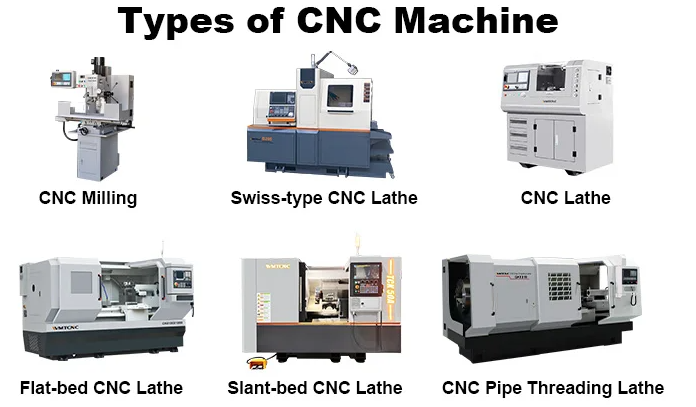
Vergleich verschiedener CNC-Maschinentypen für die Metallbearbeitung
Nicht alle CNC-Anlagen bearbeiten Metall auf dieselbe Weise. Die falsche Wahl des Maschinentyps für Ihr Projekt führt zu Zeitverschwendung, mangelhafter Qualität und Frustration. Wie also wählen Sie das richtige Werkzeug für Ihre metallverarbeitenden Anforderungen aus? Das Verständnis der grundlegenden Unterschiede zwischen CNC-Fräsmaschinen, Drehmaschinen, Fräsen (Router) und Schneidsystemen bildet die Basis, um von Anfang an klügere Entscheidungen zu treffen.
Jede Maschinenkategorie überzeugt bei spezifischen Anwendungen. Eine CNC-Fräsmaschine, die makellose 3D-Konturen erzeugt, ist möglicherweise völlig ungeeignet für das Schneiden großer Blechmengen. Gleichzeitig kann ein Plasmaschneider, der dicke Stahlplatten mühelos durchtrennt, nicht die engen Toleranzen erreichen, die für Präzisionsbauteile erforderlich sind. Wir erklären im Folgenden, was jede Maschinentyp tatsächlich leistet.
Fräsmaschinen vs. Router für Metallprojekte
Wann konstrukteure diskutieren CNC-Fräsmaschinen , beziehen sie sich in der Regel auf Maschinen, die zum Abtragen von Material mittels rotierender Schneidwerkzeuge konzipiert sind, die in metallische Werkstücke eintauchen und sich über deren Oberfläche bewegen. Diese Maschinen zeichnen sich durch die Herstellung komplexer dreidimensionaler Geometrien mit außergewöhnlicher Genauigkeit aus. Eine hochwertige CNC-Fräsmaschine erreicht Toleranzen, die mit Blechschneidverfahren schlicht nicht erzielbar sind.
CNC-Fräsmaschinen hingegen priorisieren die Größe des Arbeitsraums gegenüber der reinen Steifigkeit. Sie finden sich häufig beim Bearbeiten größerer flacher Werkstücke – etwa Schilderplatten, Gehäusekomponenten oder architektonische Metallarbeiten. Obwohl Fräsmaschinen Aluminium und weichere Metalle effektiv schneiden können, fehlt ihnen im Allgemeinen die strukturelle Steifigkeit für aggressive Schnitte in Stahl oder härteren Legierungen.
Hier ist eine praktische Denkhilfe: Wenn Ihre Bauteile aufwendige Aussparungen, präzise Bohrungen oder mehrseitige Bearbeitung erfordern, sind CNC-Fräsmaschinen Ihre erste Wahl. Wenn Sie hingegen flache Konturen aus Blechmaterial über größere Flächen ausschneiden, ist möglicherweise eine Fräsanlage besser geeignet.
Wenn subtraktive Fertigung auf thermisches Schneiden trifft
Neben den klassischen spanabhebenden Verfahren umfasst die Technologie von CNC-Schneidmaschinen auch thermische und abrasive Verfahren, die Ihre Möglichkeiten bei der Blech- und Plattenbearbeitung deutlich erweitern. Plasma-, Laser- und Wasserstrahlschneidanlagen bieten jeweils spezifische Vorteile für die Metallverarbeitung.
Plasmaschneiden verwendet einen elektrisch ionisierten Gasstrom, um leitfähige Metalle mit bemerkenswerter Geschwindigkeit zu durchschmelzen. Es ist kostengünstig für dickere Stahlplatten, erzeugt jedoch eine wärmebeeinflusste Zone, die möglicherweise einer Nachbearbeitung bedarf. Laserschneiden bietet eine überlegene Schnittkantenqualität und eignet sich für feinste Details, allerdings sind je nach Laserleistung Materialdickenbeschränkungen gegeben.
Wasserstrahlschneidmaschinen verfolgen einen völlig anderen Ansatz – sie nutzen Hochdruckwasser, das mit abrasivem Granat gemischt ist, um nahezu jedes Material abzutragen. Da kein Wärmeeintrag stattfindet, entfällt bei der Wasserstrahlbearbeitung jegliche thermische Verzugswirkung vollständig. Dies macht sie ideal für wärmeempfindliche Legierungen oder Anwendungen, bei denen die Werkstoffeigenschaften unverändert bleiben müssen.
Zuordnung von Maschinentypen zu metallischen Anwendungen
Die CNC-Drehmaschine bildet eine eigenständige Kategorie und ist speziell für zylindrische und rotationssymmetrische Teile konzipiert. Während Fräsmaschinen und Router das Schneidwerkzeug um ein stationäres Werkstück bewegen, dreht die Drehmaschine das Werkstück selbst gegen feste oder bewegliche Werkzeuge. Wellen, Buchsen, Gewindekomponenten sowie alle Teile mit Rotationssymmetrie werden typischerweise an einer Drehmaschine bearbeitet.
Für komplexe Geometrien, die eine Bearbeitung aus mehreren Winkeln erfordern, revolutionieren Fünf-Achsen-Bearbeitungskapazitäten das Machbare. Diese fortschrittlichen Anlagen ermöglichen es dem Schneidwerkzeug, das Werkstück nahezu aus jeder Richtung anzufahren, wodurch Hinterschneidungen, zusammengesetzte Winkel und organische Formen realisierbar werden – Formen, die an einfacheren Maschinen mehrere Aufspannungen erfordern würden.
| Maschinentyp | Übliche Metalle | Präzisionsstufe | Geschwindigkeit | Dicke Kapazität | Beste Anwendungen |
|---|---|---|---|---|---|
| CNC-Fräse | Alle spanabhebend bearbeitbaren Metalle | ±0,0005" bis ±0,005" | - Einigermaßen | Begrenzt durch den Arbeitsraum | 3D-Konturen, Präzisionsteile, Formen |
| Cnc-Router | Aluminium, Messing, weiche Metalle | ±0,005" bis ±0,015" | Schnell bei 2D-Profilen | Typischerweise bis zu 1" | Große flache Werkstücke, Beschilderung, Platten |
| CNC-Drehmaschine | Alle spanabhebend bearbeitbaren Metalle | ±0,0005" bis ±0,002" | Hoch für zylindrische Teile | Begrenzt durch die Spannfutter-/Stabkapazität | Wellen, Buchsen, Gewindeteile |
| Plasma-Schneider | Leitfähige Metalle, Stahl | ±0,015" bis ±0,030" | Sehr schnell | Bis zu 2"+ Stahl | Schneiden von dickem Blech, konstruktive Arbeiten |
| Laserschneider | Stahl, Edelstahl, Aluminium | ±0,005" bis ±0,010" | Schnell bei dünnen Materialien | Bis zu 1" Stahl üblich | Detaillierte Profile, Arbeiten mit dünnem Blech |
| Wasserstrahl | Jedes Metall einschließlich gehärtetem | ±0,003" bis ±0,010" | Langsamer als thermische Verfahren | Bis zu 8"+ möglich | Wärmeempfindliche Metalle, dicke Materialien |
Das Verständnis dieser Unterschiede hilft Ihnen, den häufigen Fehler zu vermeiden, eine Fräsmaschine für Aufgaben einzusetzen, die besser mit alternativen Technologien bewältigt werden. Jede Plattform steht für Jahrzehnte ingenieurtechnischer Optimierung speziell für bestimmte Materialabtragsstrategien – die Zuordnung Ihrer Anwendung zur richtigen Kategorie legt bereits vor dem Einlegen des Werkstücks den Grundstein für den Erfolg Ihres Projekts.
Metallmaterialien und CNC-Kompatibilität im Überblick
Sie haben den richtigen Maschinentyp ausgewählt – doch haben Sie bereits darüber nachgedacht, was geschieht, wenn der Schneidwerkzeug mit Ihrem gewählten Metall in Kontakt kommt? Die Materialkompatibilität ist der Bereich, in dem viele Fertiger unerwartete Hindernisse erleben. Verschiedene Metalle verhalten sich unter Bearbeitungsbedingungen deutlich unterschiedlich, und das Verständnis dieser Verhaltensweisen noch vor Beginn der Zerspanung spart sowohl Zeit als auch Werkzeugkosten.
Die Wahrheit ist, dass nicht jede CNC-Maschine für Metalle alle Materialien gleichermaßen gut verarbeitet. Einige Metalle für die CNC-Bearbeitung erfordern eine bestimmte Maschinensteifigkeit, spezielle Werkzeuge oder besondere Schnittstrategien, um akzeptable Ergebnisse zu erzielen. Wir untersuchen, was jedes gängige Metall einzigartig macht und wie man es erfolgreich bearbeitet.
Aluminium und seine cnc-gerechten Eigenschaften
Wenn Sie nach dem am besten geeigneten Material für das Schneiden suchen, steht Aluminium an erster Stelle. Eine CNC-Aluminiummaschine kann mit aggressiven Drehzahlen arbeiten, da die Weichheit von Aluminium eine schnelle Materialabtragung ohne übermäßigen Werkzeugverschleiß ermöglicht. Laut Fertigungsexperten von Hubs weisen Aluminiumlegierungen ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht sowie eine hohe Wärme- und elektrische Leitfähigkeit auf, wodurch sie sowohl für Prototypen als auch für Serienteile die kostengünstigste Option darstellen.
Wichtige Aspekte bei der Bearbeitung von Aluminium sind:
- Späneabfuhr: Die Weichheit von Aluminium erzeugt lange, fadenförmige Späne, die sich um Werkzeuge wickeln und die Spannuten verstopfen können – eine ordnungsgemäße Spanabfuhr sowie Luftstrahl oder Kühlschmierstoff sind daher unerlässlich
- Aufbauschneide: Das Material kann sich bei hohen Temperaturen an den Schneiden verschweißen, weshalb scharfe Werkzeuge und geeignete Schnittgeschwindigkeiten erforderlich sind
- Empfindlichkeit der Oberflächenbeschaffenheit: Weiches Material zeigt Werkzeugspuren leicht, weshalb Vorschubgeschwindigkeit und Werkzeuggeometrie für kosmetisch anspruchsvolle Teile entscheidend sind
- Legierungsvarianten: 6061 bietet eine ausgezeichnete allgemeine Zerspanbarkeit, während 7075 wärmebehandelt werden kann, um Festigkeiten zu erreichen, die mit Stahl vergleichbar sind
Für die meisten CNC-Maschinen zur Metallbearbeitung stellt Aluminium den idealen Ausgangspunkt dar, um Fertigungsfähigkeiten zu entwickeln und Programme zu validieren, bevor man zu anspruchsvolleren Werkstoffen übergeht.
Stahlsorten und ihre CNC-Herausforderungen
Stahl stellt andere Anforderungen, die Hobby-Ausrüstung von Maschinen für professionelle Metallbearbeitung unterscheiden. Eine CNC-Maschine für Stahl benötigt deutlich mehr Steifigkeit als eine Maschine, die hauptsächlich für Aluminium konzipiert ist. Die beim Bearbeiten von Stahl entstehenden höheren Schnittkräfte können leichte Rahmen verformen und so zu Schwingungen (Chatter), schlechter Oberflächenqualität und Maßungenauigkeiten führen.
Beim Arbeiten mit unlegierten und legierten Stählen sind folgende Faktoren zu berücksichtigen:
- Anforderungen an die Maschinensteifigkeit: Schwerere Rahmen, größere Linearführungen und robuste Spindeln werden für konsistente Ergebnisse unverzichtbar
- Wärmemanagement: Die geringere Wärmeleitfähigkeit von Stahl führt dazu, dass sich die Wärme im Schnittbereich konzentriert – Kühlflüssigkeit im Überschuss oder ein geeignetes Schneidöl verhindern den Werkzeugverschleiß
- Berechnung von Vorschub und Drehzahl: Zu langsame Schnittgeschwindigkeiten führen zur Verfestigung des Werkstoffs (Work Hardening); zu hohe Geschwindigkeiten erzeugen übermäßige Wärme und beschleunigten Werkzeugverschleiß
- Werkzeugauswahl: Hartmetall-Werkzeuge mit geeigneten Beschichtungen eignen sich deutlich besser für Stahl als Alternativen aus Schnellarbeitsstahl
Kohlenstoffstähle wie 1018 bieten eine gute Bearbeitbarkeit für allgemeine Anwendungen, während legierte Stähle wie 4140 eine sorgfältigere Auswahl der Bearbeitungsparameter erfordern, jedoch im fertigen Bauteil überlegene mechanische Eigenschaften liefern.
Exotische Metalle – von Titan bis Messing
Jenseits der gängigen Stahl- und Aluminiumfamilien stellen mehrere Spezialmetalle einzigartige Herausforderungen bei der Zerspanung dar, die sich durch eine sorgfältige Vorbereitung auszahlen.
Zerspanung von Edelstahl stellt viele Fertiger vor Probleme, da Edelstahl zur Verfestigung während der Bearbeitung neigt. Laut den Zerspanungsspezialisten von Lamina Technologies ist Edelstahl im Vergleich zu Kohlenstoffstahl deutlich anspruchsvoller und zäher, verfestigt sich schnell während der Bearbeitung und erhält daher eine schlechte Bewertung hinsichtlich seiner Zerspanbarkeit. Die Lösung umfasst:
- Konstante Eingriffstiefe: Vermeiden Sie, dass das Werkzeug verharrt oder reibt – halten Sie eine stets positive Schnittwirkung aufrecht, um eine Oberflächenverfestigung zu verhindern
- Geringere Drehzahlen: Werkzeuge, die unter 4000 U/min laufen, minimieren die Wärmeentwicklung, die die Verfestigung beschleunigt.
- Scharfe Werkzeuge: Stumpfe Schneiden erzeugen Reibung statt eines sauberen Schnitts und verschärfen damit das Verfestigungsproblem.
- Richtiger Druck: Vermeiden Sie übermäßige Kraft, die zu Überhitzung führt und sowohl das Material als auch das Schneidwerkzeug beschädigt.
Messing und Kupfer stellen das Gegenteil des Bearbeitbarkeitsspektrums dar. Diese Werkstoffe lassen sich hervorragend zerspanen, wobei der Werkzeugverschleiß minimal ist; sie sind daher bei der Serienfertigung besonders beliebt. Messing C36000 bietet insbesondere eine ausgezeichnete Zerspanbarkeit in Kombination mit natürlicher Korrosionsbeständigkeit und hoher Zugfestigkeit. Das Hauptaugenmerk bei diesen weicheren Metallen liegt auf der Kontrolle der Gratbildung und der Erzielung sauberer Kantenabrundungen.
Titan erfordert Respekt und spezielle Bearbeitungsansätze. Obwohl Titan aufgrund seines außergewöhnlichen Verhältnisses von Festigkeit zu Gewicht in Luft- und Raumfahrt sowie in der Medizintechnik eingesetzt wird, erfordert es:
- Spezialwerkzeuge: Scharfe Geometrien mit positiven Spanwinkeln, die speziell für Titanlegierungen ausgelegt sind.
- Intensive Kühlung: Hochdruck-Kühlmittelzufuhr direkt in die Schnittzone
- Verminderte Drehzahlen bei aufrechterhaltenem Vorschub: Langsamere Spindeldrehzahlen, aber konstante Spanlast, um Reiben zu verhindern
- Steife Aufbauten: Jede Vibration oder jedes Schwingen zerstört schnell teure Werkzeuge
Das Verständnis dafür, wie sich das von Ihnen gewählte Metall unter Schnittbedingungen verhält, beeinflusst unmittelbar jede Entscheidung – von der Auswahl der CNC-Maschine für Metall über den Kauf geeigneter Werkzeuge bis hin zu Programmierstrategien. Die Materialeigenschaften bestimmen, was möglich ist – und welche Vorbereitung den Erfolg sicherstellt.

Präzision und Toleranzfähigkeiten entschlüsselt
Sie haben Ihren Maschinentyp an Ihre Anwendung angepasst und kompatible Materialien ausgewählt —doch kann Ihre Ausrüstung tatsächlich die Genauigkeit liefern, die Ihre Bauteile erfordern? Präzision trennt funktionstüchtige Komponenten von teurem Ausschussmetall; viele Fertiger unterschätzen jedoch, wie stark sich die Toleranzfähigkeiten bei unterschiedlichen CNC-Konfigurationen unterscheiden.
Das Verständnis der realistisch erreichbaren Genauigkeitsstufen mit Ihrer Anlage verhindert Frustration und unnötigen Ressourcenverbrauch. Eine Tischfräsmaschine, die für Hobbyprojekte konzipiert ist, kann schlichtweg nicht mit der Leistung industrieller Maschinen mithalten; entsprechende Erwartungen führen zwangsläufig zu Enttäuschung. Wir betrachten nun, welche Faktoren diese Unterschiede bewirken und in welchen Bereichen die jeweiligen Maschinenkategorien tatsächlich zum Einsatz kommen.
Verständnis von Tausendsteln und Zehntausendsteln
Wenn Maschinisten über Toleranzen sprechen, tun sie dies in Tausendsteln eines Inches – geschrieben als 0,001" und im Fachjargon häufig als „ein Thou“ bezeichnet. Anspruchsvollere Anwendungen erfordern Zehntausendstel, geschrieben als 0,0001", und im Werkstattjargon als „Tenths“ bezeichnet. Diese Maße erscheinen abstrakt, bis man bedenkt, dass ein menschliches Haar etwa 0,003" dick ist – was bedeutet, dass präzises Metallbearbeiten eine Übung darstellt, bei der Abmessungen beherrscht werden müssen, die kleiner sind als das, was uns aus alltäglichen Erfahrungen vertraut ist.
Laut Forschung zur Präzisionsfertigung aus CNC-Kochbuch um diese engen Toleranzen zu erreichen, müssen zwei unterschiedliche Konzepte verstanden werden: Genauigkeit (wie nahe die Maschine an die vorgegebene Position herankommt) und Wiederholgenauigkeit (wie konsistent sie immer wieder zu derselben Position zurückkehrt). Eine Maschine könnte zwar stets denselben Punkt treffen, aber systematisch danebenliegen – oder sie könnte im Mittel korrekt positionieren, dabei jedoch zwischen den Bearbeitungsvorgängen unvorhersehbar schwanken.
Verschiedene Kategorien von CNC-Maschinen bieten deutlich unterschiedliche Toleranzfähigkeiten:
- Hobby-Desktop-Maschinen: ±0,005" typisch – geeignet für nicht-kritische Teile, Vorrichtungen und Lernprojekte
- Prosumer-Fräsmaschinen für die Werkbank: ±0,002" – ausreichend für funktionale Prototypen und leicht belastete Serienteile
- Industrieausrüstung: ±0,0005" oder besser – erforderlich für Anwendungen in der Luft- und Raumfahrt, Medizintechnik sowie der Präzisionsfertigung
Diese Toleranzbereiche setzen eine sachgemäße Einrichtung und Bedienung voraus. Die Vernachlässigung grundlegender Faktoren wie der Steifigkeit der Werkstückaufspannung oder des thermischen Managements führt schnell dazu, dass selbst leistungsfähige Maschinen nur noch Hobby-Niveau erreichen.
Was Präzision bei CNC wirklich kostet
Mehrere mechanische Faktoren bestimmen, wo eine Maschine auf der Präzisionsskala angesiedelt ist. Das Verständnis dieser Faktoren hilft Ihnen dabei, Geräte realistisch einzuschätzen und Upgrade-Pfade zu identifizieren, die messbare Verbesserungen bringen.
Maschinensteifigkeit bildet die Grundlage der Präzisionsfähigkeit. Laut Bearbeitungsexperten wiegen hochwertige Werkzeugmaschinen deutlich mehr als preisgünstigere Alternativen, denn „es gibt einfach keine andere Möglichkeit, sie steif zu halten, als eine sehr massive Konstruktion einzusetzen.“ Gusseisenrahmen dämpfen Vibrationen besser als Aluminium- oder Stahlkonstruktionen, was erklärt, warum professionelle Metallbearbeitungsmaschinen im Vergleich zu Hobbygeräten massiv überdimensioniert wirken.
Kugelgewindetriebe versus Spindelgewindetriebe stellen einen der bedeutendsten Unterschiedsfaktoren hinsichtlich Präzision dar. Forschungsergebnisse von Rockford Ball Screw zeigt, dass Kugelgewindetriebe mit einer Effizienz von 90 % und minimalem Spiel arbeiten, während ACME-Gewindetriebe im Durchschnitt nur eine Effizienz von 44 % aufweisen und ein Spiel von 0,005" bis 0,025" aufweisen können. Geschliffene Kugelgewindetriebe bieten eine Steigungsgenauigkeit unter 0,0003" bei praktisch null Spiel – eine deutliche Verbesserung gegenüber kostengünstigeren Alternativen.
Weitere Faktoren für Präzision umfassen:
- Linearführungen: Hochwertige lineare Führungsschienen gewährleisten eine konstante Bewegungsgenauigkeit über den gesamten Verfahrweg, während abgenutzte Schwalbenschwanzführungen progressive Fehler verursachen.
- Spindelqualität: Unrundlauf der Spindel wirkt sich unmittelbar auf jeden Schnitt aus – Präzisionsspindeln mit vorgespannten Lagern halten Zehntel, während wirtschaftlichere Spindeln mehrere Tausendstel Wobble aufweisen können.
- Thermische Stabilität: Während die Maschinen im Betrieb erwärmen, dehnen sich die Komponenten mit unterschiedlichen Raten aus und verschieben dadurch ihre Positionen – Industriemaschinen integrieren thermische Kompensation oder Konstruktionen mit stabiler Temperatur.
- Stahl-Unterlegscheiben: Eine präzise Ausrichtung während der Montage unter Verwendung hochwertiger Unterlegscheiben stellt sicher, dass die geometrischen Beziehungen unter Schnittlasten korrekt bleiben.
Jeder dieser Faktoren verstärkt sich mit den anderen. Eine Tischfräsmaschine mit hochwertigen Kugelgewindetrieben, aber einem mittelmäßigen Spindelantrieb erreicht nicht ihr theoretisches Potenzial – Präzision erfordert Aufmerksamkeit für das gesamte System.
Toleranzstapelung und tatsächliche Genauigkeit
Über die einzelnen Maschinenfähigkeiten hinaus hilft das Verständnis dafür, wie sich Toleranzen über mehrere Merkmale hinweg akkumulieren, bei der Konstruktion von Teilen, die tatsächlich herstellbar sind. Jede Abmessung weist ihre eigene Toleranz auf, und diese summieren sich über Ihr gesamtes Konstruktionsdesign hinweg.
Eine 3-Achsen-CNC-Maschine bewältigt die meisten einfachen Aufgaben, erfordert jedoch mehrere Einrichtungen, wenn Teile aus unterschiedlichen Orientierungen bearbeitet werden müssen. Laut einer Fertigungsanalyse von YCM Alliance , führt jede Einrichtung zu potenziellen Genauigkeitsabweichungen – Neupositionierungsfehlern, die sich zur gesamten Toleranzakkumulation addieren. Bei komplexen Teilen, die über vier oder fünf Einrichtungen hinweg bearbeitet werden, können sich zwischen Merkmalen, die in unterschiedlichen Orientierungen gefertigt wurden, erhebliche Positionsfehler ansammeln.
die 5-Achsen-Bearbeitung behebt diese Einschränkung, indem sie die vollständige Bearbeitung des Werkstücks in einer einzigen Aufspannung ermöglicht. Mit zwei zusätzlichen Drehachsen kann das Schneidwerkzeug das Werkstück nahezu aus jedem Winkel heraus bearbeiten, ohne dass eine Neupositionierung erforderlich ist. Alle Merkmale beziehen sich auf einen einzigen Bezugspunkt, wodurch montagebedingte Fehler vollständig eliminiert werden. Diese Fähigkeit ermöglicht:
- Unterschnitte und zusammengesetzte Winkel: Geometrien, die physisch nicht mit 3-Achsen-Werkzeugwegen erreichbar sind
- Verbesserte Oberflächengüte: Eine optimale Werkzeugausrichtung relativ zur Schnittfläche verringert Wellenbildung und Werkzeugmarkierungen
- Verlängerte Werkzeuglebensdauer: Das Halten idealer Schnittwinkel reduziert die Werkzeugbelastung und den Verschleiß
- Komplexe organische Formen: Turboschaufeln, Laufräder und skulpturale Oberflächen, die andernfalls umfangreiche Nachbearbeitung von Hand erfordern würden
Für Verarbeiter, die komplexe Geometrien herstellen, rechtfertigt die 5-Achsen-Fähigkeit ihre höhere Kosten oft durch verbesserte Genauigkeit, verkürzte Zykluszeiten und die Eliminierung sekundärer Bearbeitungsschritte. Einfachere Teile mit Merkmalen, die nur von einer Richtung aus zugänglich sind, profitieren hingegen selten in ausreichendem Maße, um die zusätzliche Investition zu rechtfertigen.
Wenn Sie Ihre Präzisionsanforderungen bereits vor der Auswahl der Maschinen kennen – und ehrlich beurteilen, ob Ihr Budget und Ihre Fertigkeiten diese Anforderungen unterstützen – vermeiden Sie den häufigen Fehler, von Hobby-Ausrüstung Leistungen im Bereich von Laborgeräten zu erwarten oder zu viel für industrielle Leistungsfähigkeit auszugeben, die Sie niemals vollständig nutzen werden.
Branchen, die auf die CNC-Bearbeitung von Metallen angewiesen sind
Sie haben die Maschinentypen, die Materialverträglichkeit und die Präzisionsfähigkeiten untersucht – doch wo wird all dieses Wissen tatsächlich angewendet? Die Kenntnis der Branchen, die stark auf die CNC-Bearbeitung von Metallen angewiesen sind, verdeutlicht, warum bestimmte Spezifikationen wichtig sind, und hilft Ihnen dabei, die Bereiche zu identifizieren, in denen Ihre Fertigkeiten oder Dienstleistungen auf die größte Nachfrage stoßen könnten.
Von Motorblöcken, die Fahrzeuge auf Autobahnen antreiben, bis hin zu chirurgischen Instrumenten, die im Operationssaal Leben retten – die CNC-Bearbeitung von Metall ist mittlerweile untrennbar mit der modernen Fertigung verbunden. Jede Branche stellt dabei spezifische Anforderungen, die die CNC-Technologie in unterschiedliche Richtungen vorantreiben und so spezialisierte Anwendungen hervorbringen – von der Hochvolumenfertigung bis hin zu Einzelprototypen.
Automobilkomponenten im großen Maßstab
Der Automobilsektor zählt seit Langem zu den bedeutendsten Nutznießern der CNC-Metallbearbeitungstechnologie. Laut Fertigungsexperten des American Business Magazine nutzen Automobilhersteller die Effizienz von CNC-Maschinen bei der Herstellung von Komponenten wie Motorblöcken, Getrieben und Zylinderköpfen mit bemerkenswerter Konsistenz über Millionen von Einheiten hinweg.
Was macht CNC für Automobilanwendungen unverzichtbar?
- Motorteilungen: Zylinderköpfe, Saugrohre und Motorblöcke erfordern präzise Bohrungsmaße und Oberflächenqualitäten, die sich unmittelbar auf Leistung und Lebensdauer auswirken.
- Getriebeteile: Zahnräder, Wellen und Gehäuse erfordern enge Toleranzen für einen ruhigen Lauf und minimale Geräuschentwicklung
- Fahrwerk und Aufhängung: Querlenker, Halterungen und Lenkungskomponenten benötigen bei hohen Produktionsmengen eine konstante Festigkeit sowie dimensionsgenaue Fertigung
- Kundenspezifische Baugruppen: Aftermarket-Modifikationen und Komponenten für Spezialfahrzeuge profitieren von der Fähigkeit der CNC-Bearbeitung, kleine Losgrößen wirtschaftlich herzustellen
Über die Standardfertigung hinaus erweist sich eine CNC-Metallschneidemaschine als unverzichtbar für das schnelle Prototyping in der Automobilentwicklung. Konstrukteure können Teile testen und optimieren, bevor sie in teure Werkzeuge für die Serienfertigung investieren – dadurch lassen sich kostspielige Fehler deutlich reduzieren. Diese Fähigkeit hat insbesondere im Elektrofahrzeug-Segment an Bedeutung gewonnen, wo Innovationszyklen schneller verlaufen als bei traditionellen Automobilentwicklungszeitplänen.
Für Verarbeiter, die zuverlässige Lösungen für die Automobilfertigung suchen, bieten spezialisierte CNC-Fertigungsstätten mit branchenüblichen Zertifizierungen wie IATF 16949 die erforderliche Qualitätssicherung für diese anspruchsvollen Anwendungen. Einrichtungen wie Shaoyi Metal Technology kombinieren präzise CNC-Bearbeitung mit statistischer Prozesskontrolle (SPC), um Konsistenz über alle Fertigungschargen hinweg sicherzustellen, und bieten Lieferzeiten von nur einem Arbeitstag für komplexe Fahrwerkbaugruppen und kundenspezifische Komponenten.
Anforderungen der Luft- und Raumfahrtindustrie und CNC-Lösungen
Kaum eine Branche stellt höhere Präzisionsanforderungen als die Luft- und Raumfahrtfertigung. Laut Spezialisten von LG Metal Works erfordern Luft- und Raumfahrtkomponenten wie Turbinenschaufeln, Motorkomponenten und Strukturhalterungen Toleranzen von bis zu ±0,0005" – ein Niveau, das keinerlei Spielraum für Fehler zulässt.
Luft- und Raumfahrtanwendungen stellen besondere Herausforderungen dar, die leistungsfähige Fertigungsstätten von solchen unterscheiden, die auf die Anforderungen dieses Sektors nicht vorbereitet sind:
- Exotische Werkstoffe: Titanlegierungen, Inconel und andere Hochleistungsmetalle sind schwer zerspanbar und erfordern spezielle Werkzeuge, optimierte Werkzeugwege sowie die Aufsicht erfahrener Bediener
- Extreme Präzision: Flugkritische Komponenten müssen strenge maßliche Anforderungen erfüllen, wobei bereits die geringste Abweichung katastrophale Folgen haben könnte
- Komplexe Geometrien: Turboschaufeln und strukturelle Elemente weisen häufig zusammengesetzte Krümmungen und komplexe innere Durchgänge auf
- Nachverfolgbarkeitsanforderungen: Eine vollständige Dokumentation der Materialien, Verfahren und Prüfungen stellt die Einhaltung der Luftfahrtsicherheitsstandards sicher
Die Fähigkeit, fortschrittliche Werkstoffe wie Inconel 625, Titan Grade 5 und Aluminium 7075-T6 zu bearbeiten, unterscheidet luftfahrttaugliche Fertigungsbetriebe von allgemeinen Fertigungsstätten. Jeder dieser Werkstoffe weist einzigartiges Verhalten hinsichtlich Wärmeausdehnung, Härte und Spanbildung auf, was eine präzise Kalibrierung und eine kontinuierliche Überwachung erfordert.
Anforderungen an die Präzision bei medizinischen Geräten
Wenn Komponenten im menschlichen Körper oder in den Händen von Chirurgen landen, die lebensrettende Eingriffe durchführen, gewinnt Präzision eine tiefgreifende Bedeutung. Die Herstellung medizinischer Geräte verbindet Toleranzen auf Raumfahrt-Niveau mit Anforderungen an die Biokompatibilität, die die Auswahl der Werkstoffe einschränken und außergewöhnliche Oberflächenqualitäten erfordern.
Laut einer Branchenanalyse des American Business Magazine zeichnen sich CNC-Maschinen besonders bei der Fertigung kritischer medizinischer Geräte wie chirurgischer Instrumente, Prothesen und Implantate aus – Anwendungen, bei denen bereits der kleinste Fehler lebensverändernde Folgen haben kann.
Medizinische Anwendungen stellen spezifische Anforderungen:
- Biokompatible Materialien: Chirurgischer Edelstahl, Titan und spezielle medizinische Kunststoffe, die in biologischen Umgebungen keine unerwünschten Reaktionen hervorrufen
- Patientenspezifische Individualisierung: Individuell angepasste Implantate wie Titan-Knochenplatten, die präzise auf die jeweilige Patientenanatomie zugeschnitten sind
- Oberflächenqualitätsanforderungen: Implantate und chirurgische Instrumente erfordern polierte Oberflächen, die einer bakteriellen Besiedlung widerstehen und eine korrekte Gewebeintegration sicherstellen
- Sterilitätsaspekte: Die Fertigungsprozesse müssen eine nachträgliche Sterilisation sowie Reinraum-kompatible Arbeitsabläufe berücksichtigen
Der medizinische Sektor setzt zunehmend auf CNC-Prototyping-Fähigkeiten zur Entwicklung neuer chirurgischer Instrumente und Implantatdesigns. Durch schnelle Iterationen können Konstrukteure Ergonomie optimieren, Funktionalität testen und die Passform validieren, bevor sie in die Serienfertigung mit Werkzeugen einsteigen – wodurch der Entwicklungszyklus lebensrettender Innovationen beschleunigt wird.
Vom Hobbyprojekt bis zur industriellen Fertigung
Das Verständnis der Lücke zwischen Anwendungen für Hobbyisten und industriellen Anforderungen hilft Fertigern, sich angemessen zu positionieren und realistische Erwartungen hinsichtlich ihrer Investitionen in Maschinen zu formulieren.
Anwendungen für Hobbyisten und kleine Werkstätten umfassen typischerweise:
- Individuelle Teile und Reparaturen: Einzelstücke für Restaurierungsprojekte, Maschinenreparaturen oder persönliche Fertigungsanforderungen
- Prototyp-Entwicklung: Konzepttests vor der Suche nach Produktionspartnern oder vor Investitionen in Industriemaschinen
- Kleinserienfertigung: Kleine Serien spezieller Artikel, bei denen die Rüstzeit weniger ins Gewicht fällt als die Flexibilität
- Fähigkeitsentwicklung: CNC-Programmierung und -Bedienung erlernen, bevor der Übergang zur kommerziellen Arbeit erfolgt
Industrielle Anforderungen hingegen verlangen Fähigkeiten, die deutlich höhere Investitionen in Maschinen rechtfertigen. Laut Prototyping-Spezialisten von Nabell bietet professionelles CNC-Prototyping eine überlegene Genauigkeit, Materialvielfalt und Skalierbarkeit, weshalb es die bevorzugte Wahl für Branchen ist, die ihre Konstruktions- und Fertigungskapazitäten verbessern möchten.
Der Übergang von der Hobbytätigkeit zur professionellen Arbeit offenbart häufig Lücken hinsichtlich der Leistungsfähigkeit der Ausrüstung, der Prozessdokumentation und der Qualitätssicherungssysteme, die industrielle Kunden voraussetzen. Hersteller, die Aufträge aus den Bereichen Luft- und Raumfahrt, Medizintechnik oder Automobilindustrie anstreben, müssen nicht nur in leistungsfähige Maschinen investieren, sondern auch in Messgeräte, Qualitätsmanagementsysteme und Zertifizierungen, die eine beherrschte Prozessführung belegen.
Dieses Anwendungsspektrum – von Wochenendprojekten bis hin zu flugkritischen Komponenten – erklärt, warum der CNC-Markt eine derart breite Palette an Maschinenoptionen bietet. Die Einschätzung, wo Ihre Arbeit innerhalb dieses Spektrums liegt, leitet sowohl unmittelbare Kaufentscheidungen als auch langfristige Geschäftsentwicklungsstrategien. 
Kosten für CNC-Metallmaschinen und Investitionsanalyse
Sie haben identifiziert, in welchen Branchen präzise Metallbearbeitung erforderlich ist, und verstehen die damit verbundenen Toleranzanforderungen – doch können Sie sich die erforderliche Ausrüstung tatsächlich leisten, um diese Ergebnisse zu liefern? Die Frage nach dem Preis einer CNC-Maschine stellt mehr Fertiger vor Probleme als nahezu jeder andere Faktor. Viele Käufer konzentrieren sich ausschließlich auf den Listenpreis und stellen erst später fest, dass die tatsächlichen Kosten des CNC-Maschinenbesitzes weit über diesen Erstkaufpreis hinausgehen.
Um zu verstehen, wie viel eine CNC-Maschine kostet, ist es erforderlich, das gesamte finanzielle Bild zu betrachten. Laut Fertigungsspezialisten von CNC WMT hängt der Preis für CNC-Werkzeugmaschinen von mehreren Faktoren ab, darunter Maschinentyp, Größe, Ausstattungsmerkmale, Marke, Automatisierungsgrad sowie langfristige Betriebskosten. Im Folgenden werden die tatsächlich erforderlichen Budgets für verschiedene Investitionsstufen detailliert erläutert.
Einstiegsinvestitionen – Ausgangspunkte
Die Kosten für eine CNC-Maschine variieren stark je nach geplanter Anwendung. Eine günstige CNC-Maschine für den Hobbybereich zur Bearbeitung von Aluminium gehört einer völlig anderen Kategorie an als industrielle Anlagen, die für die kontinuierliche Stahlverarbeitung konzipiert sind. Im Folgenden erfahren Sie, was unterschiedliche Budgetstufen realistischerweise bieten:
| Maschinenkategorie | Preisspanne | Typische Leistungsfähigkeit | Bestes für |
|---|---|---|---|
| Desktop-CNC-Fräsmaschinen | 2.000–8.000 USD | Bearbeitung von Aluminium, Messing und leichtem Stahl; typische Toleranz: ±0,005" (±0,127 mm) | Hobbyanwender, Prototyping, Erlernen der Grundlagen der CNC-Technik |
| Benchtop-Maschinen | $8.000 – $25.000 | Stahltauglich; verbesserte Steifigkeit; erreichbare Toleranz: ±0,002" (±0,051 mm) | Kleine Werkstätten, Prototypenfertigung in der Produktion, kundenspezifische Teile |
| Leichtindustrie | $25.000 – $75.000 | Vollständige Stahlfertigung; Automatisierungsoptionen; Genauigkeit bis ±0,001" (±0,025 mm) | Auftragsfertiger, Produktionsumgebungen, anspruchsvolle Werkstoffe |
| Komplette industrielle Ausrüstung | $75.000 - $500.000+ | Dauerbetrieb; exotische Werkstoffe; Genauigkeit von ±0,0005" (±0,013 mm) oder besser | Luft- und Raumfahrt, Medizintechnik, Serienfertigung in hohem Volumen |
Wenn Sie sich fragen, wie viel eine CNC-Maschine kostet, bedenken Sie, dass Premiummarken wie Haas, Mazak und DMG Mori höhere Preise verlangen, jedoch jahrzehntelange technische Perfektion sowie technischen Support, Dokumentation und Schulung bieten. Laut einer Branchenanalyse führen zwar die höheren Anschaffungskosten dieser Premiummarken zu einem größeren Investitionsvolumen zu Beginn, doch geringere Ausfallzeiten und eine längere Maschinenlebensdauer ergeben häufig einen besseren langfristigen Wert.
Versteckte Kosten neben dem Maschinenpreis
Der Kaufpreis stellt nur den sichtbaren Teil Ihrer Gesamtinvestition dar. Laut einer Betriebsanalyse von XProCNC , eine weit verbreitete Faustregel empfiehlt, für die Betriebskosten im ersten Jahr zusätzlich 15–25 % des Kaufpreises Ihrer Maschine einzuplanen. Bei einer Maschine für 20.000 USD bedeutet dies, zusätzlich zum Listenpreis 3.000 bis 5.000 USD zurückzulegen.
Laufende Betriebskosten, die Ihren tatsächlichen CNC-Bearbeitungspreis beeinflussen, umfassen:
- Werkzeugwechsel: Fräser, Bohrer und Wendeschneidplatten sind Verbrauchsmaterialien – planen Sie je nach Werkstoff und Produktionsvolumen monatlich 100 bis 400 USD ein.
- Kühlschmierstoffe: Hochwertige Schnittflüssigkeit verlängert die Standzeit der Werkzeuge und verbessert die Oberflächenqualität, erfordert jedoch regelmäßigen Austausch und fachgerechte Entsorgung.
- Strom: Industrielle Spindeln verbrauchen erhebliche elektrische Leistung, insbesondere bei schweren Schnitten in Stahl.
- Wartungsmaterialien: Schmierstoffe, Gleitbahnöl, Filter und Reinigungsmittel summieren sich über ein Jahr Betrieb zu nennenswerten Kosten.
- Software-Abonnements: CAD/CAM-Software kostet für professionelle Pakete häufig 100 bis 500 USD pro Monat.
- Ersatzkomponenten: Legen Sie jährlich 1–3 % des Kaufpreises für Verschleißteile wie Lager, Dichtungen und Riemen zurück
Nach dem ersten Jahr stellt eine jährliche Budgetierung von 5–10 % des Maschinenwerts für laufende Wartung und den Austausch von Werkzeugen ein nachhaltiges Modell dar, das vermeidet, dass aufgeschobene Wartungsarbeiten zu kostspieligen Reparaturen werden.
Berechnung der tatsächlichen Kosten pro Bauteil
Die Kenntnis der CNC-Kosten pro Teil hilft Ihnen dabei, Aufträge präzise zu kalkulieren und Investitionen in Maschinen realistisch einzuschätzen. Zu Ihrer Kostenkalkulation gehören:
- Maschinenzeit: Teilen Sie die jährlichen Maschinenkosten (Abschreibung, Wartung, Gemeinkosten) durch die produktiven Stunden, um einen Stundensatz zu ermitteln
- Werkzeugverschleiß: Verfolgen Sie die Standzeit Ihrer Werkzeuge in Ihren spezifischen Werkstoffen und verteilen Sie die Ersatzkosten auf die hergestellten Teile
- Rüstzeit: Beziehen Sie die Vorbereitung von Spannvorrichtungen, die Programmverifikation und die Erstteilprüfung in Ihre Kalkulation ein
- Materialabfall: Berücksichtigen Sie Späne, Abfallstücke und Ausschuss bei der Berechnung der Materialkosten
- Arbeitsleistung: Führen Sie die Bedienerzeit für das Be- und Entladen sowie die Überwachung – auch bei automatisierter Ausrüstung – in der Kalkulation
Die Kosten für CNC pro Operation variieren je nach Verfahrenstyp erheblich. Laut Fertigungsanalyse bieten Laserschneiden und Plasmaschneiden Geschwindigkeitsvorteile bei 2D-Arbeiten, während Fräsen zwar stündlich teurer ist, aber komplexe 3D-Geometrien bewältigen kann, die einfachere Verfahren nicht realisieren können. Die Anpassung Ihrer Maschinen an Ihre tatsächliche Arbeitslast verhindert, dass Sie für Leistungsmerkmale zu viel bezahlen, die Sie nur selten nutzen.
Entscheidung zwischen neuer und gebrauchter Ausrüstung
Gebrauchte CNC-Maschinen können erhebliche Einsparungen – manchmal 40–60 % unter dem Neupreis – bieten, erfordern jedoch eine sorgfältige Bewertung. Berücksichtigen Sie bei der Prüfung von Vorbesitzern folgende Faktoren:
- Betriebsstundenzähler und Wartungsunterlagen: Maschinen mit geringer Laufzeit und dokumentierter Wartungshistorie bieten den besten Gebrauchtwert.
- Inspektion vor dem Kauf: Führen Sie Testprogramme aus und prüfen Sie Backlash, Spindellaufgenauigkeit und geometrische Genauigkeit.
- Alter der Steuerung: Ältere Steuerungssysteme verfügen möglicherweise über weniger Funktionen, haben eine eingeschränkte Softwarekompatibilität oder sind von Ersatzteilverknappung betroffen.
- Herstellerunterstützung: Einige Marken gewährleisten die Verfügbarkeit von Ersatzteilen und Support über Jahrzehnte; andere stellen den Support hingegen rasch ein
- Installationskosten: Rigging-, Elektroarbeiten und Inbetriebnahme erhöhen die gesamten Beschaffungskosten
Eine gut instand gehaltene gebrauchte Maschine einer renommierten Marke bietet oft einen besseren Wert als eine neue preisgünstige Maschine mit fragwürdiger Langzeitstabilität. Der Kauf einer gebrauchten Maschine ohne ordnungsgemäße Inspektion oder von nicht vertrauenswürdigen Quellen kann jedoch zu einer Anlage führen, deren Reparaturkosten höher sind als die beim Kauf eingesparten Kosten.
Gut informierte Investitionsentscheidungen erfordern ein ausgewogenes Verhältnis zwischen Anschaffungskosten und langfristigem Wert – also nicht nur das Verständnis der Anschaffungskosten einer Anlage, sondern auch der Kosten für einen produktiven Betrieb über Jahre hinweg.
Werkzeuge und Spannmittel für die Metallbearbeitung
Sie haben die Maschinenkosten bewertet und verstehen, welche Ergebnisse unterschiedliche Investitionsebenen liefern – doch selbst die leistungsfähigste CNC-Ausrüstung erzielt enttäuschende Ergebnisse, wenn keine geeignete Werkzeugauswahl und kein adäquates Werkstückspannsystem zum Einsatz kommen. Betrachten Sie es so: Ihre Maschine stellt die Bewegung und Leistung bereit, doch die Schneidwerkzeuge und Spannvorrichtungen entscheiden darüber, ob diese Leistungsfähigkeit in hochwertige Bauteile oder frustrierenden Ausschuss umgesetzt wird.
Viele Fertiger unterschätzen, wie stark Entscheidungen bezüglich des Werkstückspannsystems und der Werkzeuge ihre Ergebnisse beeinflussen. Ein unzureichend gespanntes Werkstück verschiebt sich während des Schnitts, wodurch die Toleranzen verloren gehen. Für Ihr Material ungeeignete Fräswerkzeuge führen zu vorzeitigem Verschleiß oder einer schlechten Oberflächenqualität. Das Verständnis dieser Grundlagen noch vor Beginn der Bearbeitung verhindert teure Erfahrungen, die auf die harte Tour gemacht werden müssten.
Spannbacken, Spannklammern und kundenspezifische Spannvorrichtungen
Spannvorrichtungen erfüllen eine entscheidende Aufgabe: Sie halten Ihr Metallrohmaterial absolut stationär, während die Schnittkräfte versuchen, es zu bewegen. Jede noch so geringe Bewegung – selbst Tausendstel Zoll – überträgt sich unmittelbar als Maßabweichung auf das fertige Werkstück. Die gewählte Spannmethode hängt von der Werkstückgeometrie, dem erforderlichen Zugang des CNC-Fräsers und der Produktionsmenge ab.
Gängige Werkstückaufspannmöglichkeiten umfassen:
- Maschinenschraubstöcke: Die Arbeitstiere bei Fräsarbeiten – hochwertige Schraubstöcke mit gehärteten Backen bieten eine steife Spannung für rechteckiges Rohmaterial und können mit weichen Backen ausgestattet werden, die präzise auf das jeweilige Werkstückprofil zugeschnitten sind.
- Fußspanner und Stufenblöcke: Vielseitige Spannung für unregelmäßig geformte Werkstücke oder wenn Schraubstockbacken den Werkzeugweg behindern würden.
- Vakuumtische: Ideal für dünne Blechwerkstoffe, bei denen herkömmliche Spannverfahren das Werkstück verformen würden – der atmosphärische Druck hält die Teile flach, ohne an den Kanten einzugreifen.
- Individuelle Spannvorrichtungen: Speziell entwickelte Spannvorrichtungen für bestimmte Werkstücke, häufig unter Einbindung von Kupplungsmuttern und Gewindeeinsätzen für schnelles Einlegen und präzise Positionierung.
- Spannbackenblöcke und Indexvorrichtungen: Ermöglichen die Bearbeitung mehrerer Seiten, ohne das Werkstück von der Maschine zu entfernen
Bei der Konstruktion von Spannvorrichtungen ist zu berücksichtigen, wie eine Metallfolie (Shim) präzise Bezugsflächen erzeugen oder geringfügige Schwankungen in der Rohmaterialdicke ausgleichen kann. Erfahrene Maschinenschlosser halten stets verschiedene Shim-Stärken vorrätig, um Aufspannungen feinjustieren zu können, ohne die Vorrichtungen neu herstellen zu müssen.
Fräswerkzeugeinsätze und Auswahl der Schneidwerkzeuge
Die Fräswerkzeuge Ihrer Fräsmaschine bestimmen unmittelbar Schnittgeschwindigkeit, Oberflächenqualität und Standzeit der Werkzeuge. Ein Verständnis der Unterschiede zwischen den Werkzeugtypen hilft Ihnen, fundierte Kaufentscheidungen zu treffen – statt einfach das preisgünstigste Angebot auszuwählen.
Fräser bewältigen den Großteil der Fräsarbeiten. Diese rotierenden Fräswerkzeuge sind in unzähligen Varianten erhältlich:
- Flachfräser: Werkzeuge mit rechtwinkligen Schneiden für Nuten, Konturen und Planfräsarbeiten
- Kugelfräser: Werkzeuge mit abgerundeten Spitzen für 3D-Konturen, Fasen und formschöne Oberflächen
- Fräser mit Eckradius: Kombinieren die Festigkeit von ebenen Schneiden mit reduzierten Spannungskonzentrationen an den Ecken
- Grobschlichtfräser: Gefächerte Schneiden brechen die Späne und ermöglichen einen aggressiven Materialabtrag
Planfräser eignen sich hervorragend zum schnellen Abtragen großer Materialmengen bei der Bearbeitung ebener Flächen. Sie verwenden austauschbare Hartmetallplatten statt einer massiven Konstruktion, wodurch sie für anspruchsvolle Planfräsarbeiten kostengünstig sind.
Bohrer und Gewindebohrer runden das wesentliche Fräs-Werkzeugset ab. Zentrierbohrer erzeugen präzise Startpunkte, Spiralbohrer bohren Löcher und Gewindebohrer schneiden Innengewinde. Für Serienfertigung können Gewindeformschrauben manchmal die Gewindebohrung vollständig entfallen lassen, indem sie das Gewinde während der Montage formen, anstatt es während der spanenden Bearbeitung zu schneiden.
Spannstrategien für unterschiedliche Teilgeometrien
Wesentliche Einsteiger-Werkzeuge für die Metallbearbeitung sollten gängige Bearbeitungsoperationen abdecken, ohne das Budget zu überlasten:
- zwei- und vierschneidige Fräser mit Durchmessern von 1/4", 3/8" und 1/2"
- Satz von Standardlängen-Spiralbohrern für gängige Bohrungsdurchmesser
- Anschlagbohrer oder Zentrierbohrer zum Anbohren von Löchern
- Carbid-Fasenfräser zum Entgraten von Kanten
- Gesichtsfräser mit geeigneten Einsätzen für Ihre Hauptwerkstoffe
- Gewindeschneidsatz mit entsprechenden Bohrerdurchmessern für gängige Gewindesteigungen
- Kantenfinder oder Tastkopf zur Bestimmung der Werkstückposition
Werkzeugbeschichtungen beeinflussen die Leistung bei verschiedenen Metallen erheblich. Unbeschichteter Hartmetall eignet sich ausreichend für Aluminium, verschleißt aber schnell beim Schneiden von Stahl. Titannitrid (TiN) erhöht Härte und Hitzebeständigkeit für den universellen Einsatz beim Stahlschneiden. Aluminium-Titannitrid (AlTiN) bewältigt höhere Temperaturen bei härteren Werkstoffen und beim trockenen Zerspanen. Diamantähnliche Kohlenstoffbeschichtungen (DLC) zeichnen sich beim Aluminiumschneiden durch hervorragende Vermeidung von Aufbauschneiden aus.
Hartmetall versus Schnellarbeitsstahl stellt eine grundlegende Entscheidung dar, die sowohl Kosten als auch Leistungsfähigkeit beeinflusst. Fräser aus Schnellarbeitsstahl (HSS) sind kostengünstiger und können nachgeschliffen werden, wodurch sie für gelegentlichen Einsatz oder weiche Werkstoffe wirtschaftlich sind. Hartmetallwerkzeuge sind zwar anfänglich teurer, laufen jedoch schneller, halten länger und bewältigen härtere Materialien – in Produktionsumgebungen amortisieren sie sich daher meist rasch.
- Das ist richtig. spanabfuhr und Kühlschmiersysteme verlängern die Werkzeuglebensdauer und verbessern die Bauteilqualität. Im Schnittbereich verbleibende Späne werden erneut zerspant, was sowohl das Werkstück als auch das Werkzeug beschädigt. Vollflutkühlung spült die Späne ab und senkt gleichzeitig die Schnitttemperaturen. Wo Vollflutkühlung nicht praktikabel ist, bieten Luftstrahl- oder Nebelsysteme Alternativen. Einige Werkstoffe – insbesondere Aluminium – profitieren von speziellen Schneidstoffen, die die Bildung einer Aufbauschneide verhindern.
Die Investition in hochwertige Spannvorrichtungen und geeignetes Werkzeug lohnt sich bei jedem gefertigten Teil. Hier zu sparen untergräbt die Leistungsfähigkeit selbst hochwertiger Maschinen, während durchdachte Auswahlentscheidungen das Potenzial Ihrer Anlagen optimal ausschöpfen.

Die richtige CNC-Maschine für die Metallbearbeitung auswählen
Sie haben die Grundlagen kennengelernt – Maschinentypen, Materialverträglichkeit, Präzisionsfähigkeit, Kosten sowie wesentliche Aspekte der Werkzeugauswahl. Nun folgt die Entscheidung, die alle Faktoren zusammenführt: die Auswahl der richtigen CNC-Maschine für die Metallbearbeitung für Ihre konkrete Situation. Diese Wahl prägt jedes Projekt, das Sie in den kommenden Jahren angehen werden; daher ist es wichtiger, die richtige Entscheidung zu treffen, als sich zu einer vorschnellen Anschaffung zu drängen, die nicht Ihren tatsächlichen Anforderungen entspricht.
Ob Sie ein Hobbybastler sind, der von einer CNC-Fräsmaschine für zu Hause träumt, oder ein Fachmann, der Geräte für die Serienfertigung bewertet – der Auswahlprozess folgt stets einer ähnlichen Logik. Beginnen Sie mit Ihren Anforderungen, vergleichen Sie diese mit realistischen Optionen und berücksichtigen Sie das gesamte Ökosystem, das eine erfolgreiche Bearbeitung unterstützt. Wir stellen Ihnen nun einen praktischen Rahmen vor, der Kaufreue verhindert.
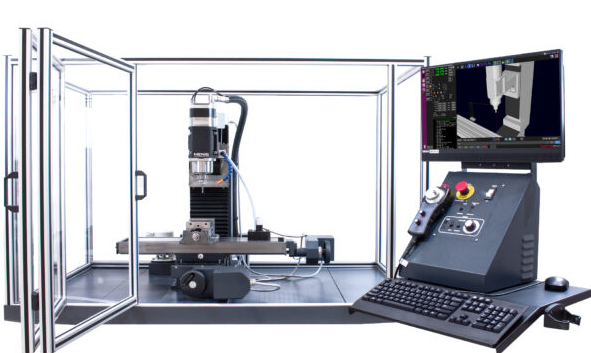
Abstimmung der Maschinengröße auf Ihren Arbeitsraum
Bevor Sie sich in die Leistungsfähigkeit einer Maschine verlieben, prüfen Sie zunächst, ob sie tatsächlich in den vorgesehenen Einsatzraum passt. Eine Desktop-CNC-Fräsmaschine wirkt kompakt – bis Sie den Platzbedarf für Späneabsaugung, Werkzeuglagerung und Zugang für den Bediener berücksichtigen. Physische Einschränkungen eliminieren mögliche Optionen schneller als jeder andere Faktor.
Verwenden Sie diese Checkliste, um wichtige Auswahlkriterien zu bewerten, bevor Sie konkrete Maschinen miteinander vergleichen:
- Anforderungen an den Bearbeitungsraum: Welche größten Werkstücke müssen Sie realistischerweise bearbeiten? Fügen Sie Spielraum für Spannmittel und Freigängigkeit hinzu.
- Materialfähigkeiten: Werden Sie hauptsächlich Aluminium bearbeiten, oder benötigen Sie von Anfang an die Steifigkeit einer Maschine, die auch Stahl verarbeiten kann?
- Präzisionsbedürfnisse: Welche Toleranzen benötigen Ihre Anwendungen tatsächlich – nicht wünschenswert, sondern wirklich erforderlich?
- Budgetbeschränkungen: Beziehen Sie Werkzeuge, Software und die Betriebskosten des ersten Jahres in Ihr Gesamtbudget ein – nicht nur den Maschinenpreis
- Verfügbares Raum: Messen Sie Ihren tatsächlichen Arbeitsraum einschließlich der erforderlichen Freiräume für Spanabfuhr, Materialhandhabung und Wartungszugang
- Strombedarf: Stellen Sie sicher, dass Ihre elektrische Versorgung die Maschine bewältigen kann – Industriemaschinen erfordern häufig 220 V oder Drehstrom
- Gewichtskapazität: Prüfen Sie, ob Ihr Boden das Gewicht der Maschine tragen kann, insbesondere bei gusseisernen Industriemaschinen
- Lärm und Lüftung: Berücksichtigen Sie die Nachbarn, die Werkstattlüftung für Kühlmitteldampf sowie die Anforderungen an die Spanabsaugung
Eine kleine CNC-Maschine für den Desktop-Einsatz könnte Ihre unmittelbaren Projekte perfekt bewältigen und gleichzeitig in eine Ecke Ihrer Garage passen. Wenn Sie jedoch bereits planen, innerhalb von zwei Jahren aufzurüsten, könnte dieser Zwischenschritt Ressourcen verschwenden, die besser direkt in leistungsfähigere Maschinen investiert werden sollten.
Bewertung der Steifigkeit für Ihre Zielmaterialien
Ihr primäres Material bestimmt die Mindestanforderungen an Steifigkeit. Eine kleine CNC-Fräsmaschine, die für die Prototypenerstellung aus Aluminium konzipiert ist, wird bei aggressivem Fräsen von Stahl Schwierigkeiten haben – oder gänzlich versagen. Die Abstimmung der Maschinenkonstruktion auf Ihre Materialziele verhindert Frustration und unnötigen Werkzeugverschleiß.
Für Hobbyanwender und leichte Arbeiten:
- Desktop-Fräsmaschinen-Optionen: Ausreichend für Aluminium, Messing, Kunststoffe sowie leichte Schnitte in unlegiertem Stahl
- Typischer Aufbau: Aluminiumrahmen, kleinere Linearführungen, Antrieb über Zahnriemen oder Spindelantrieb
- Realistische Erwartungen: Erlernen der CNC-Grundlagen, Erstellen von Prototypen, Herstellen funktionsfähiger Bauteile aus weicheren Materialien
- Upgrade-Pfade: Prüfen Sie, ob die Plattform Aufrüstungen des Spindelantriebs, den Austausch von Spindeln gegen Kugelgewindetriebe oder den Einbau einer Abschirmung zulässt
Für professionelle und produktionsorientierte Umgebungen:
- Industrie-Gebrauchte Bauweise: Gusseisen- oder Stahlkonstruktionen mit beträchtlicher Masse
- Präzisions-Bewegungssysteme: Kugelgewindetriebe, hochwertige lineare Führungen, Servomotoren mit Encoder-Rückmeldung
- Spindel-Leistung: Höhere Leistung in Verbindung mit steifen Werkzeughaltersystemen wie CAT40 oder BT30
- Produktmerkmale: Automatische Werkzeugwechsler, Tastsysteme, Kühlmittelmanagement
Eine Mini-CNC-Maschine mag im Vergleich zu Großgeräten eingeschränkt erscheinen, doch gerade diese Einschränkungen fördern Kreativität und vertieftes Lernen. Viele erfolgreiche Maschinisten haben ihre Fertigkeiten zunächst an bescheidenen Anlagen erworben, bevor sie auf größere Maschinen umstiegen – die Grundlagen bleiben unabhängig von der Maschinengröße erhalten.
Software-Ökosystem und Lernaufwand
Der Workflow von der Idee bis zum fertigen Teil durchläuft in jeder Phase Software. Das Verständnis dieser Prozesskette hilft Ihnen dabei, nicht nur die Maschine selbst, sondern das gesamte Ökosystem, in das Sie investieren, zu bewerten.
CAD (Computer-Aided Design) erstellt Ihr 3D-Modell oder Ihre 2D-Zeichnung. Die Auswahl reicht von kostenlosen Tools wie Fusion 360 für Hobbyanwender bis hin zu professionellen Programmpaketen wie SolidWorks oder Inventor. Ihre Wahl der CAD-Software beeinflusst die Dateikompatibilität und die Verfügbarkeit von Funktionen in nachfolgenden Arbeitsschritten.
CAM (Computer-Aided Manufacturing) wandelt Ihr Design in Werkzeugbahnen um – also in die präzisen Bewegungen, die Ihre Maschine ausführen wird. CAM-Software berechnet Vorschübe, Drehzahlen und Frässtrategien basierend auf Ihrem Werkstoff, Ihren Werkzeugen und den Fähigkeiten Ihrer Maschine. Eine hochwertige CAM-Software wirkt sich entscheidend auf Oberflächenqualität, Zykluszeit und Werkzeuglebensdauer aus.
Nachbearbeitung wandelt generische Werkzeugbahnen in G-Code um, der spezifisch für die Steuerung Ihrer Maschine ist. Unterschiedliche Steuerungen interpretieren Befehle unterschiedlich, weshalb geeignete Postprozessoren für einen zuverlässigen Betrieb unerlässlich sind.
Maschinensteuerung führt den G-Code aus und koordiniert Motoren, Spindel und Kühlmittel, um Ihr Bauteil herzustellen. Steuerungen reichen von einfachen, auf GRBL basierenden Systemen bei Desktop-CNC-Anlagen bis hin zu hochentwickelten Fanuc- oder Siemens-Steuerungen bei industriellen Anlagen.
Berücksichtigen Sie folgende Faktoren des Software-Ökosystems:
- Mitgelieferte Software: Einige Maschinen enthalten CAM-Software; andere erfordern separate Käufe
- Lernkurve: Komplexe professionelle Software bietet mehr Funktionalität, erfordert jedoch einen höheren Schulungsaufwand
- Community-Support: Beliebte Plattformen bieten umfangreiche Tutorials, Foren und gemeinsam genutzte Ressourcen
- Abonnementmodell versus Dauernutzungsrecht: Laufende Softwarekosten wirken sich auf die langfristigen Betriebskosten aus
- Simulationsfähigkeiten: Virtuelle Verifikation erkennt Programmierfehler, bevor sie Maschinen oder Werkstücke beschädigen
Herstellerunterstützung und Community-Ressourcen
Was geschieht, wenn etwas kaputt geht oder Sie auf ein Problem stoßen, das Sie allein nicht lösen können? Die Unterstützung durch den Hersteller sowie Community-Ressourcen entscheiden oft darüber, ob eine Maschine zu einem produktiven Werkzeug oder zu einem teuren Papiergewicht wird.
Bewerten Sie die Herstellerunterstützung, indem Sie folgende Fragen stellen:
- Wie reagiert der technische Support telefonisch und per E-Mail?
- Sind Ersatzteile leicht verfügbar und zu angemessenen Preisen erhältlich?
- Stellt der Hersteller Schulungsressourcen, Videos oder Dokumentationen zur Verfügung?
- Seit wie vielen Jahren ist das Unternehmen bereits am Markt tätig, und welchen Ruf hat es hinsichtlich seiner Verpflichtung zur Produktunterstützung?
- Werden Firmware-Updates und -Verbesserungen bereitgestellt, oder bleibt die Maschine auf die Konfiguration zum Zeitpunkt des Kaufs festgelegt?
Community-Ressourcen sind ebenso wichtig – insbesondere bei kleineren Herstellern ohne umfangreiche Supportabteilungen. Aktive Nutzerforen, Facebook-Gruppen und YouTube-Kanäle bilden Wissensbasen, die bei der Fehlersuche helfen und Optimierungstipps austauschen. Beliebte Plattformen wie Tormach, Haas sowie verschiedene Desktop-CNC-Marken profitieren von engagierten Nutzercommunities, die die Herstellerunterstützung effektiv ergänzen.
Für professionelle Käufer, die produktionsreife Lösungen mit nachgewiesener Unterstützung suchen, bieten etablierte Hersteller ein Gefühl der Sicherheit, das kostengünstigere Alternativen nicht erreichen können. Einrichtungen wie Shaoyi Metal Technology zeigen, wie die IATF-16949-Zertifizierung und die statistische Prozesskontrolle (SPC) Leistungsanforderungen in konsistente Ergebnisse aus der Praxis umsetzen – jene operative Reife, die sich über Jahre produktiver Erfahrung entwickelt.
Empfehlungen nach Nutzersegment
Ihre konkrete Situation bestimmt, welche Kompromisse sinnvoll sind. Hier finden Sie praxisorientierte Empfehlungen basierend auf gängigen Käuferprofilen:
Hobbyisten und Lernende:
- Beginnen Sie mit einer Desktop-CNC- oder Mini-CNC-Maschine im Preisbereich von 2.000–5.000 USD
- Achten Sie auf Maschinen, die Aluminium verarbeiten können und gelegentlich auch Messing oder unlegierten Stahl bewältigen
- Bevorzugen Sie Plattformen mit aktiven Nutzer-Communities und umfangreichen Lernressourcen
- Kalkulieren Sie ein Budget für hochwertige Spannvorrichtungen und ein grundlegendes Werkzeugsatz – geben Sie nicht den gesamten Betrag allein für die Maschine aus
- Akzeptieren Sie, dass ein späterer Upgrade-Schritt normal ist; Ihre erste Maschine lehrt Sie, was Sie tatsächlich benötigen
Kleine Werkstätten und ernsthafte Enthusiasten:
- Berücksichtigen Sie Tischgeräte oder leichtes Industriegerät im Preisbereich von 10.000–30.000 USD
- Stellen Sie die Steifigkeit und Präzision, die Stahlbearbeitung ermöglichen, in den Vordergrund, um bezahlte Auftragsarbeiten zu unterstützen
- Investieren Sie in professionelle CAM-Software, die die Maschinenkapazität optimal ausschöpft
- Prüfen Sie den Hersteller-Support sorgfältig – Ausfallzeiten verursachen Kosten, wenn Kunden auf Lieferung warten
- Planen Sie mit Blick auf zukünftiges Wachstum Maschinen ein, die Automatisierungserweiterungen wie Tastsysteme und Werkzeugwechsler unterstützen
Produktions- und professionelle Umgebungen:
- Geben Sie Geräte anhand dokumentierter Anforderungen – nicht anhand wünschenswerter, aber nicht nachgewiesener Fähigkeiten – spezifisch vor
- Berücksichtigen Sie die Gesamtbetriebskosten, einschließlich Wartungsverträge und Schulungen
- Überprüfen Sie die finanzielle Stabilität des Herstellers sowie die Verfügbarkeit von Ersatzteilen über die erwartete Lebensdauer der Maschine
- Erwägen Sie gebrauchte Industriegeräte renommierter Marken als Alternative zu neuen, preisgünstigen Maschinen
- Stellen Sie sicher, dass die Infrastruktur Ihrer Anlage die Ausrüstung unterstützt – Stromversorgung, Hebezeuge, Umgebungssteuerung
Unabhängig von Ihrem Ausgangspunkt: Denken Sie daran, dass die beste CNC-Maschine für Metallbearbeitung diejenige ist, die Sie tatsächlich zur Fertigung von Bauteilen einsetzen. Die Analyse-Paralyse hält viele angehende Konstrukteure und Fertiger auf der Seite zurück, während andere durch praktische Erfahrung Kompetenzen entwickeln. Beginnen Sie dort, wo es Ihr Budget und Ihr verfügbarer Raum zulassen, erlernen Sie die Grundlagen und rüsten Sie erst dann auf, wenn echte – nicht bloß vermeintliche – Einschränkungen Sie daran hindern, die erforderlichen Arbeiten auszuführen.
Häufig gestellte Fragen zum CNC-Metallbearbeitungsverfahren
1. Wofür wird eine CNC-Maschine für Metallbearbeitung verwendet?
Eine CNC-Maschine für Metall nutzt die computergesteuerte numerische Steuerung (CNC), um das Schneiden, Formen und Fertigen von Metallteilen mit außergewöhnlicher Präzision zu automatisieren. Diese Maschinen folgen programmierten G-Code-Anweisungen, um Schneidwerkzeuge über das Werkstück zu führen und Material abzutragen, um fertige Komponenten herzustellen. Zu den gängigen Typen zählen CNC-Fräsmaschinen für 3D-Konturen, Drehmaschinen für zylindrische Teile sowie Plasma- oder Laserschneidanlagen für Blech. Moderne CNC-Metallmaschinen erreichen eine Positioniergenauigkeit von 0,0001 Zoll (ca. 2,54 µm) und sind daher unverzichtbar in der Luft- und Raumfahrt-, Automobil- sowie Medizintechnikindustrie, wo engste Toleranzen entscheidend sind.
2. Welche Metalle können Sie mittels CNC bearbeiten?
CNC-Maschinen verarbeiten eine breite Palette von Metallen, darunter Aluminium, Stahl, Edelstahl, Messing, Kupfer und Titan. Aluminium bietet die beste Bearbeitbarkeit mit hohen Schnittgeschwindigkeiten und geringem Werkzeugverschleiß. Stahl erfordert steifere Maschinen und sorgfältiges Wärmemanagement. Edelstahl stellt aufgrund seiner Neigung zur Kaltverfestigung besondere Anforderungen: Es ist eine konstante Schnitteingriffstiefe sowie scharfe Werkzeuge erforderlich. Messing und Kupfer lassen sich hervorragend bearbeiten und ergeben ausgezeichnete Oberflächenqualitäten. Titan erfordert spezielle Werkzeuge, intensive Kühlung und reduzierte Schnittgeschwindigkeiten. Die Werkstoffwahl beeinflusst unmittelbar die Auswahl der Werkzeuge, die Schnittparameter sowie die Anforderungen an die Maschine.
3. Ist CNC-Fräsen schwer zu erlernen?
CNC-Fräsen weist eine Lernkurve auf, ist aber für engagierte Anfänger dennoch zugänglich. Einfache Bauteile können innerhalb weniger Stunden mit moderner CAD/CAM-Software erstellt werden, die automatisch Werkzeugwege aus 3D-Modellen generiert. Die Beherrschung des Handwerks – also das Verständnis des Materialverhaltens, die Optimierung der Schnittparameter und die Fehlersuche – erfordert jedoch in der Regel drei oder mehr Jahre praktischer Erfahrung. Der Einstieg mit Aluminium an einer Desktop-CNC-Fräsmaschine bietet ein großzügiges Umfeld, um die Grundlagen zu erlernen, bevor man zu härteren Werkstoffen und strengeren Toleranzen übergeht.
4. Ist es günstiger, eine CNC-Maschine selbst zu bauen oder zu kaufen?
Der Aufbau einer CNC-Maschine ist bei den Rohmaterialkosten günstiger, erfordert jedoch einen erheblichen Zeitaufwand für Konstruktion, Montage, Justierung und Abstimmung. Für Hobbyisten, die den Lerneffekt schätzen, bieten Selbstbau-Projekte neben Kosteneinsparungen auch pädagogische Vorteile. Der Kauf einer kommerziell hergestellten Maschine hingegen bietet nachgewiesene Leistung, Herstellerunterstützung, Dokumentation und Gewährleistungsabdeckung. Produktionsumgebungen profitieren in der Regel stärker vom Kauf hochwertiger Geräte, die Ausfallzeiten minimieren. Berücksichtigen Sie bei dieser Entscheidung Ihren Zeitwert, Ihre technischen Fähigkeiten sowie die geplanten Anwendungen.
5. Wie viel kostet eine CNC-Metallmaschine?
Die Preise für CNC-Metallmaschinen reichen von 2.000 USD für Tischfräsmaschinen für Hobbyanwender bis hin zu über 500.000 USD für industrielle Produktionsanlagen. Tisch-CNC-Fräsmaschinen, die sich für Aluminium- und leichte Stahlbearbeitung eignen, kosten zwischen 2.000 und 8.000 USD. Aufstellbare Maschinen mit verbesserter Stahlbearbeitungskapazität liegen im Preisbereich von 8.000 bis 25.000 USD. Leichtindustrielle Anlagen kosten 25.000 bis 75.000 USD, während vollständige Produktionsmaschinen namhafter Hersteller wie Haas oder Mazak ab etwa 75.000 USD beginnen. Neben dem Kaufpreis sollten zusätzlich 15–25 % für die Betriebskosten des ersten Jahres eingeplant werden, darunter Werkzeuge, Kühlschmierstoffe, Software und Wartung.