 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Billet- vs. Geschmiedeter Kurbelwellen-Widerstand: Welche hält Ihren Leistungszielen stand
Die entscheidende Festigkeitsentscheidung, vor der jeder Motorenbauer steht
Wenn es um ernsthafte Leistung geht, beschäftigt eine Frage jeden Leistungsmotorenbauer bis spät in die Nacht: Welche Herstellungsmethode für die Kurbelwelle wird tatsächlich Ihren Leistungszielen standhalten? Ob Sie einen Wochenendkämpfer oder eine reine Drag-Maschine bauen – zu verstehen, worin der Unterschied zwischen einer Vollmaterial- und einer geschmiedeten Kurbelwelle liegt, ist nicht nur technisches Wissen, sondern Motorenversicherung.
Hier ist die harte Wahrheit: Ein Kurbelwellenbruch bedeutet nicht nur ein defektes Teil, sondern eine katastrophale Zerstörung des Motors. Wir sprechen von einem rotierenden Bauteil, das mit Tausenden Umdrehungen pro Minute plötzlich versagt und Metallsplitter durch den Motorblock, die Zylinderköpfe und alle anderen verbauten Komponenten schleudert. Ein kompletter Motorenbau kann bei leistungsstarken Anwendungen leicht zwischen 20.000 und 50.000 US-Dollar kosten – und ein einziger Kurbelwellenbruch kann alles innerhalb von Millisekunden zerstören.
Warum die Festigkeit der Kurbelwelle über das Überleben des Motors entscheidet
Die Kurbelwelle befindet sich im Herzen Ihres Motors und wandelt die heftige Linearbewegung der Kolben in nutzbare Drehbewegung um. Laut Engine Labs erkennen erfahrene Motorenbauer, dass die Auswahl der richtigen Kurbelwelle Faktoren berücksichtigen muss, die weit über die erwartete Motorleistung hinausgehen. Jeder Verbrennungsvorgang überträgt enorme Kräfte auf dieses zentrale Bauteil, das ständigen Verbiegungen, Torsionsspannungen und Temperaturwechseln standhalten muss – und dabei gleichzeitig ein perfektes Gleichgewicht bewahren muss.
Denken Sie daran, was in einem Hochleistungsmotor passiert. Möglicherweise betreiben Sie einen Boss Nine V8 Crate-Motor, der extreme Leistungsstufen erreicht, oder ein aufgeladenes Straßenfahrzeug mit über 20 PSI Ladedruck. In beiden Szenarien erfährt Ihre Kurbelwelle Belastungen, die minderwertige Bauteile zerstören würden. Der Unterschied zwischen einer geschmiedeten Kurbelwelle und einer aus Vollmaterial gedrehten (billet) Kurbelwelle entscheidet oft darüber, ob Ihr Motor diese Belastung übersteht oder zu einem teuren Haufen Schrott wird.
Die wahren Risiken einer falschen Wahl
Die falsche Entscheidung zu treffen, bedeutet nicht nur, eine Kurbelwelle zu verlieren. Wie von Branchenexperten bei SoFi angemerkt, kann allein der Austausch einer Kurbelwelle je nach Fahrzeugtyp Kosten von über 3.000 US-Dollar verursachen – inklusive Teilen und Arbeitszeit. Bei einem Leistungsmotor vervielfacht sich dieser Betrag erheblich. Doch die eigentlichen Kosten entstehen durch Folgeschäden: zerstörte Kolben, verbogene Pleuel, gerissene Motorblöcke und beschädigte Zylinderköpfe.
Dieser Leitfaden durchdringt den Marketing-Hype und bietet Ihnen einen objektiven, datengestützten Vergleich von Kurbelwellen-Herstellungsverfahren. Sie erfahren:
- Wie Schmiede- und Blockbauweise grundlegend unterschiedliche Festigkeitseigenschaften erzeugen
- Die spezifischen Leistungsschwellen, ab denen jeder Kurbelwellentyp notwendig wird
- Häufige Missverständnisse, die dazu führen, dass Konstrukteure zu viel ausgeben – oder noch schlimmer, unterdimensioniert bauen
- Klare Empfehlungen basierend auf Ihren tatsächlichen Leistungszielen und dem vorgesehenen Einsatz
Sowohl geschmiedete Billet- als auch traditionell geschmiedete Kurbelwellen haben berechtigte Anwendungsbereiche in Leistungsmotoren. Eine hochwertige geschmiedete Kurbelwelle eignet sich hervorragend für die meisten High-Power-Straßen- und Drag-Racing-Aufbauten. Eine Billet-Kurbelwelle wird zur logischen Wahl, wenn es um extreme Aufladung, kundenspezifische Spezifikationen oder dauerhafte Stabilität bei hohen Drehzahlen geht. Entscheidend ist, die richtige Fertigungsmethode an die jeweiligen Anforderungen des Motoraufbaus anzupassen – denn die Festigkeitsanforderungen variieren erheblich je nach Leistungsstufe, Verwendungszweck und Häufigkeit, mit der diese Grenzen ausgereizt werden.
Wie wir die Festigkeit und Haltbarkeit von Kurbelwellen bewertet haben
Klingt kompliziert? Es braucht keinen Abschluss in Metallurgie, um zu verstehen, wie wir die Festigkeit von Schmiedeteilen mit der Leistung von Blockmaterial vergleichen. Doch es erfordert, über Herstellerangaben und Marketingbegriffe hinauszublicken. Unsere Bewertungsmethode konzentriert sich auf messbare Eigenschaften, die direkt beeinflussen, ob Ihre Kurbelwelle Ihren Leistungszielen standhält – oder zum Schwachpunkt Ihrer Drehmomentbaugruppe wird.
Beim Vergleich von geschmiedeten Kurbelwellen mit dem Bearbeitungsverfahren aus Vollmaterial priorisieren wir die reale Haltbarkeit unter extremen Belastungen statt theoretischer Maximalwerte, die nur unter Laborbedingungen relevant sind. Eine geschmiedete Kurbelwelle, die zuverlässig 1.200 PS über 500 Durchläufe aushält, ist wertvoller als ein aus Vollmaterial gefertigtes Modell, das für 2.000 PS ausgelegt ist, aber unvorhersehbar bei 1.500 PS versagt.
Festigkeitskennwerte, die tatsächlich relevant sind
Bevor Sie sich mit den Fertigungsmethoden beschäftigen, müssen Sie verstehen, was „Festigkeit“ für eine Kurbelwelle eigentlich bedeutet. Vier Hauptkennzahlen bestimmen, ob Ihr rotierendes Bauteil Ihren Leistungszielen standhält:
Zugfestigkeit misst die maximale Spannung, die ein Material aushalten kann, bevor es beim Auseinanderziehen bricht. Bei Kurbelwellen ist dies vor allem im Hochdrehzahlbetrieb entscheidend, wenn Fliehkräfte versuchen, die Ausgleichsmassen von den Hauptlagern abzureißen.
Streckgrenze gibt den Spannungspegel an, bei dem eine bleibende Verformung beginnt. Eine Kurbelwelle, die sich unter Last verbiegt – selbst leicht –, ist unbrauchbar. Diese Kennzahl zeigt Ihnen, wie viel Belastung Ihre Kurbelwelle aushält, bevor sie eine dauerhafte Verformung erfährt.
Müdungsfestigkeit beschreibt die Fähigkeit der Kurbelwelle, wiederholten Spannungszyklen ohne Rissbildung zu widerstehen. Laut High Performance Academy ist der Anlaufradius (Fillet-Radius) zwischen den Lagern und den Kurbelzapfen einer der am stärksten belasteten Bereiche der Kurbelwelle – hier beginnen normalerweise die Risse, was das Ende der nutzbaren Lebensdauer der Kurbelwelle signalisiert.
TORSIONELLE STEIFIGKEIT beschreibt die Widerstandsfähigkeit gegen Torsionskräfte. Jeder Verbrennungsvorgang erzeugt Torsionsbelastungen, die versuchen, Ihre Kurbelwelle wie eine Feder aufzuwickeln. Unzureichende Steifigkeit führt zu harmonischen Vibrationen, die Ermüdungsbrüche beschleunigen und Lager zerstören können.
Wie Fertigungsmethoden die Kornstruktur beeinflussen
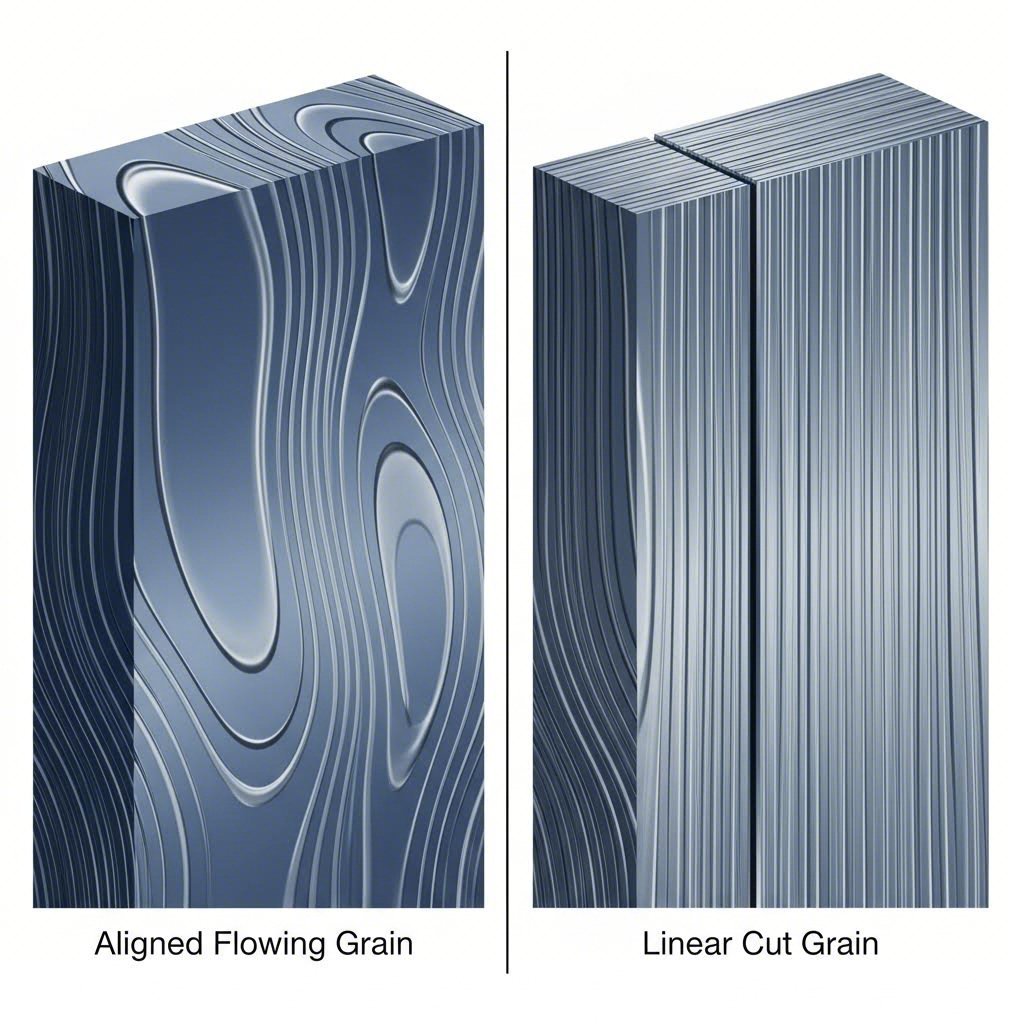
An dieser Stelle wird der entscheidende Unterschied zwischen geschmiedeten und aus einem Vollmaterialblock gefrästen Kurbelwellen deutlich. Wenn Sie eine Kurbelwelle aus einem massiven Stahlbarren fräsen, schneiden Sie durch die vorhandene Kornstruktur des Materials. Beim Schmieden von Kurbelwellen mit Hilfe von Hitze und Druck verläuft die Kornstruktur kontinuierlich entlang der Konturen des Bauteils.
Stellen Sie sich vor, Sie schneiden ein Stück Holz. Wenn Sie quer zur Maserung schneiden, entsteht eine Schwachstelle, an der das Holz leicht spaltet. Wenn Sie hingegen entlang der Maserung schneiden, erreichen Sie maximale Festigkeit. Dasselbe Prinzip gilt auch für Stahl – obwohl die Effekte subtiler sind.
Wie die Metallumformungsexperten von MetalTek anmerken, verändert der Schmiedeprozess die Kornstruktur und kann sie in eine bestimmte Richtung „ausrichten“ oder „lenken“, wodurch ein richtungsabhängig belastbares Bauteil entsteht. Geschmiedete Teile sind anisotrop – sie weisen unterschiedliche Festigkeitswerte in verschiedenen Richtungen auf – während aus Barrenmaterial gedrehte Komponenten eher isotrop sind und gleichmäßige Eigenschaften überall aufweisen.
Dieser Unterschied in der Kornstruktur erzeugt ein faszinierendes Paradoxon. Unter sonst gleichen Bedingungen weist eine ordnungsgemäß geschmiedete Kurbelwelle einen besseren Kornfluss im Vergleich zu einer aus Barrenmaterial gefertigten Welle auf. Allerdings gleichen Hersteller von Barrenkomponenten dies durch hochwertigere Materialien und präzises Bearbeiten aus, wodurch gießbedingte Fehler vermieden werden. Das Ergebnis? Beide Verfahren können außergewöhnliche Kurbelwellen hervorbringen, wenn sie richtig ausgeführt werden – allerdings eignen sie sich jeweils für unterschiedliche Anwendungen.
Wenn Sie Ihre Kurbelwelle mit komplementären Komponenten des Rotationsaggregats wie hochwertigen Lunati-Nockenwellen oder Leistungs-Bullet-Nockenwellen kombinieren, hilft das Verständnis dieser Materialunterschiede dabei, ein stimmiges Gesamtpaket aufzubauen. Die Diskussion über H-Träger- versus I-Träger-Kolbenbolzen folgt ähnlichen metallurgischen Prinzipien – die passende Bauweise entsprechend den individuellen Leistungs- und Drehzahlanforderungen auszuwählen.
Material ist entscheidend: Stahllegierungen im Vergleich
Über die Fertigungsmethode hinaus beeinflusst das Grundmaterial die endgültige Leistung der Kurbelwelle erheblich. Folgende Materialien finden Sie auf dem Aftermarket:
4340 Stahl: Der Industriestandard für Leistungskurbelwellen. Diese Nickel-Chrom-Molybdän-Legierung bietet eine ausgezeichnete Zugfestigkeit (typischerweise 180.000–200.000 PSI bei sachgemäßer Wärmebehandlung) kombiniert mit guter Zähigkeit und Ermüdungsfestigkeit. Die meisten qualitativ hochwertigen geschmiedeten und gefrästen Kurbelwellen verwenden 4340.
5140 Stahl: Ein Chromstahl, der in vielen werkseitig geschmiedeten Kurbelwellen verwendet wird. Ein geringerer Legierungsgehalt bedeutet niedrigere Kosten, aber auch eine geringere Festigkeit im Vergleich zu 4340. Ausreichend für moderate Leistungssteigerungen, jedoch nicht ideal für extreme Anwendungen.
4130 Stahl: Häufig in Luftfahrtanwendungen und einigen leichten Kurbelwellenkonstruktionen verwendet. Gutes Verhältnis von Festigkeit zu Gewicht, jedoch geringere Ermüdungsfestigkeit als 4340 bei Kurbelwellenanwendungen.
EN40B Stahl: Wenn 4340 nicht ausreicht, greifen professionelle Konstrukteure auf diesen hochwertigeren Werkstoff zurück. Laut der Forschung der High Performance Academy in Zusammenarbeit mit Nitto Performance Engineering zeigte sich, dass Motoren mit über 2.500 Rad-PS bei Verwendung von 4340-Material nicht genügend Steifigkeit aufwiesen. Die Kurbelwelle verformte sich unter extremen Zylinderdrücken und hohen Drehzahlen, was zu Metall-auf-Metall-Kontakt zwischen Lagern und Wellenhalsen führte – eine Ursache für katastrophale Schäden. EN40B behebt diese Einschränkung bei den anspruchsvollsten Anwendungen.
Unsere Fünf-Punkte-Bewertungskriterien
In diesem Vergleich bewerten wir Kurbelwellen-Optionen anhand der folgenden spezifischen Kriterien:
- Ermüdungslebensdauer unter wiederholter Belastung: Wie viele Leistungszyklen, bis Risse entstehen, getestet bei realistischen Leistungspegeln
- Torsionsstabilität bei Ziel-Drehzahl: Widerstandsfähigkeit gegen Verdrehung und harmonische Vibrationen im vorgesehenen Betriebsbereich
- Materialgleichmäßigkeit und Ausschussrate: Qualitätskontrollmaßnahmen, die sicherstellen, dass jede Kurbelwelle den Spezifikationen entspricht
- Wirksamkeit der Wärmebehandlung: Richtige Härterung, die die Materialeigenschaften maximiert, ohne Sprödigkeit zu verursachen
- Preis-Leistungs-Verhältnis im Verhältnis zum Leistungslevel: Kosteneffizienz für Ihre spezifischen Leistungsziele – denn zu viel Geld für eine Kurbelwellenfestigkeit auszugeben, die Sie niemals benötigen, verschwendet Ressourcen, die besser anderweitig eingesetzt werden könnten
Diese Kriterien legen den Fokus auf das, was tatsächlich zählt, wenn Ihr Motor Leistung erbringt: Überlebensfähigkeit unter realen Bedingungen. Mit diesem Rahmenwerk können wir nun konkrete Kurbelwellenoptionen untersuchen und ermitteln, welches Herstellungsverfahren am besten für unterschiedliche Leistungsstufen und Anwendungen geeignet ist.
Hochwertige Einteilige Kurbelwellen für maximale Leistungsanwendungen
Wenn Ihr Motorenbau absolute Höchstleistung ohne Kompromisse erfordert, wird eine Einteilige Kurbelwelle zur ultimativen Lösung. Stellen Sie sich vor, Sie beginnen mit einem massiven Barren aus hochwertigem Stahl – geprüft, verifiziert und garantiert frei von inneren Fehlerstellen – der dann präzise zu der Kurbelwelle bearbeitet wird, die Ihr Bauvorhaben benötigt. Das ist der Vorteil einer Einteiligen Kurbelwelle in seiner reinsten Form.
Eine Schmiedewelle repräsentiert die Spitze der Konstruktion von rotierenden Baugruppen. Im Gegensatz zu geschmiedeten Komponenten, die durch Formen geprägt werden, beginnt eine Schmiedewelle als homogener Stab aus Werkstoff, typischerweise aus Stahl 4340 oder EN40B, und wird anschließend durch präzise CNC-Bearbeitung zum fertigen Bauteil verarbeitet. Laut Experten bei Engine Builder Magazine , „Billet bedeutet, dass man von Grund auf neu beginnt. Es ist eine saubere Tafel. Man ist nicht durch bereits vorhandene Formgeometrien oder Einschränkungen des Schmiedeprozesses begrenzt.“
Wenn absolute Maximalkraft unverzichtbar ist
Hier zeigt die Billet-Konstruktion ihre wahre Stärke: Anwendungen, in denen die Ermüdungsgrenzen geschmiedeter Kurbelwellen einfach nicht mit den extremen Belastungen Schritt halten können. Wir sprechen von Motoren mit über 2.000 PS, von Nitrous-Oxide-Systemen, die massive, sofortige Drehmomentspitzen liefern, oder von Zwillings-Turbo-Drag-Fahrzeugen, die mit Vollgasstart und einem Lencodrive-Getriebe die Belastung aushalten müssen.
Die Howard Cams Billet Reaper LS-Kurbelwelle ist ein Beispiel für diese extreme Leistungsfähigkeit. Wie berichtet von Dragzine , diese Kurbelwelle ist "in der Lage, über 2.000 PS zu bewältigen", wobei E4230-Billet-Material für außergewöhnliche Festigkeit und verlängerte Lagerlebensdauer verwendet wird. Sie wird mittels CNC-Verfahren mit exakten Toleranzen bearbeitet und verfügt über computergestaltete Ausgleichsgewichte, die Lagerbelastungen reduzieren und die Wuchtgenauigkeit verbessern.
Was macht die Billet-Konstruktion einzigartig geeignet für diese extremen Anwendungen? Drei entscheidende Vorteile:
Materialprüfung vor der Bearbeitung: Bevor irgendwelche Schnitte vorgenommen werden, können Hersteller sicherstellen, dass der Stabware den genauen Spezifikationen entspricht. Es gibt keine verborgenen Einschlüsse, Porosität oder Unregelmäßigkeiten in der Kornstruktur im Inneren – Probleme, die beim Schmieden entstehen und bis zum Ausfall unentdeckt bleiben können.
Vollständige Gestaltungsfreiheit: Benötigen Sie einen individuellen Hub für Ihre SBC-Billet-Kurbelwelle? Eine Nicht-Standard-Zylinderabstandung für einen Big-Block-Chevy? Ungewöhnliche Gegengewichtsanordnung? Billet bietet die Lösung. Wie Steve Arent von Scat Crankshafts erklärt: „Billet-Kurbelwellen können vollständig kundenspezifisch hinsichtlich Hub, Gegengewichtskonfiguration, Zapfengröße, Schmierung oder Sonderanwendungen konstruiert werden.“
Überlegene Materialeinheitlichkeit: Die Kornstruktur von Billet-Stahl ist linear und überall gleichmäßig, wodurch eine vorhersehbare Ermüdungsfestigkeit über das gesamte Bauteil gewährleistet wird. Diese Konsistenz wird entscheidend, wenn Torsionsbelastungen Werte erreichen, die die Ermüdungsgrenzen geschmiedeter Kurbelwellen überschreiten würden.
Ideale Anwendungen für die Billet-Bauweise
Wann lohnt sich die zusätzliche Investition in Billet also tatsächlich? Die Anwendungsfälle lassen sich in spezifische Kategorien einteilen, bei denen geschmiedete Alternativen einfach nicht die erforderliche Leistung erbringen können:
Dediziertes Drag-Racing mit über 1.800–2.000 PS: Wenn Ihre überladene oder turboaufgeladene Kombination ernsthaften Leistungsbedarf hat, bietet ein Vollmaterial (billet) die erforderliche Festigkeitsreserve. Viele Rennsportler, die nach einem Lenco CS1 4-Gang-Getriebe zum Verkauf suchen, bauen Motoren, die eine Kurbelwellenfestigkeit auf Billet-Niveau erfordern.
Anwendungen mit Lachgas (Nitrous Oxide): Die sofortigen Drehmomentspitzen durch Lachgas erzeugen einzigartige Spannungsmuster, die Kurbelwellen anders belasten als bei Aufladung. Die gleichmäßigen Materialeigenschaften von Billet vertragen diese plötzlichen Belastungen vorhersehbarer.
Individuelle Hubmaß-Anforderungen: Bauen Sie einen Motor mit nicht standardmäßigen Hubmaßen? Dann ist Billet oft die einzige praktikable Option. Brook Piper von Callies Performance Products bemerkt: "Allein im Bereich der Big-Block-Chevy-Motoren hatten wir im Laufe der Jahre Abstände von 4,840", 4,900", 5,000", 5,250" bis hin zu 5,300". Für jede dieser Kombinationen eine eigene Schmiedevorrichtung zu fertigen, wäre nicht gerechtfertigt – Billet ist hier die einzige praktikable Lösung."
Traktorziehen und hochbelastende Daueranwendungen: Anwendungen, die eine anhaltende maximale Leistung erfordern, profitieren von der Haltbarkeit von Schmiedeteilen. Laut Branchendaten benötigen einige Aufbauten für Traktorziehen 25 bis 32 Stunden Maschinenzeit für eine einzige Schmiedewelle, um die erforderlichen Spezifikationen zu erreichen.
Vorteile von Schmiedekurbelwellen
- Maximales Festigkeitspotenzial: Überprüfte Materialqualität vor der Bearbeitung gewährleistet die maximal mögliche Festigkeit der gewählten Legierung
- Komplette individuelle Huboptionen: Jeder Hub, jeder Zylinderabstand, jede Gegengewichtskonfiguration – Schmiedetechnik liefert exakt das, was Ihr Aufbau benötigt
- Materialgleichmäßigkeit: Lineare, gleichmäßige Kornstruktur im gesamten Bauteil sorgt für vorhersagbare Ermüdungsbeständigkeit
- Optimierte hochbelastete Bereiche: Ingenieure können Pleuelzapfen, Hauptlager und Übergänge gezielt genau dort verstärken, wo es erforderlich ist
- Präzisionstoleranzen: Die CNC-Bearbeitung ermöglicht eine genauere Rundlaufgenauigkeit, bessere Auswuchtung und präzisere Lagerabmessungen, als es durch Schmiedewerkzeuge erlaubt ist
- Hervorragende Langlebigkeit: Richtig gewartete Schmiedekurbelwellen halten in anspruchsvollen Anwendungen regelmäßig über 20 Jahre
Nachteile von Schmiedekurbelwellen
- Höchste Kosten: Schmiedekurbelwellen kosten typischerweise $1.000–$1.200 mehr als vergleichbare geschmiedete Modelle von Herstellern wie Callies, wobei stark individualisierte Versionen von Scat $2.000–$8.000 über den Preisen der geschmiedeten Varianten liegen
- Längere Vorlaufzeiten: Der gesamte Fertigungsprozess dauert je nach Komplexität und Auslastung des Betriebs mehrere Tage bis zu einigen Wochen
- Mögliche durch Bearbeitung verursachte Kerbwirkungen: Unsachgemäß hergestellte Schmiedekurbelwellen können an bearbeiteten Oberflächen Spannungskonzentrationen entwickeln – die Qualitätssicherung ist daher von entscheidender Bedeutung
- Nicht inhärent stärker als geschmiedete: Wie Callies' Brook Piper erklärt: „Wenn Sie zwei Kurbelwellen aus dem exakt gleichen Material haben – eine geschmiedet, eine aus Blockmaterial gefräst –, wird die geschmiedete jedes Mal stärker sein, aufgrund der Kornverdichtung“
- Erfordert ordnungsgemäße Spannungsentlastung: Metall hat ein Gedächtnis, weshalb während der Bearbeitung sorgfältig Spannungen entlastet werden müssen, um dimensionsbedingte Instabilität zu vermeiden
Die entscheidende Erkenntnis? Gefräste Kurbelwellen werden erst dann notwendig, wenn die Leistungslevel Torsionsbelastungen erzeugen, die die Ermüdungsgrenze geschmiedeter Kurbelwellen überschreiten. Unterhalb dieser Grenzwerte zahlen Sie Aufpreise für eine Leistungsfähigkeit, die Sie niemals nutzen werden. Wie Piper offen zugibt: „Neun von zehn Mal reicht unsere Schmiedeversion aus. Deshalb besprechen wir das immer mit unseren Kunden.“
Eine hochwertige Schmiedestange, kombiniert mit Ihrer Kurbelwelle, vervollständigt die Drehmomentanordnung, doch die Wahl der Kurbelwelle bleibt entscheidend. Zu wissen, wann die Vorteile einer Schmiedewelle die Investition rechtfertigen – und wann eine hochwertige geschmiedete Alternative dieselbe Leistung im Praxiseinsatz bietet – unterscheidet informierte Motorenbauer von jenen, die lediglich Spezifikationen hinterherjagen, die sie niemals benötigen.

Geschmiedete Kurbelwellen aus 4340-Stahl für nachgewiesene Leistung
Hier ist eine Realitätsprüfung, die Sie überraschen könnte: Für die überwiegende Mehrheit der Leistungsmotoren bietet eine hochwertige geschmiedete 4340-Kurbelwelle alles, was Sie brauchen – und das ohne den Aufpreis einer Schmiedewelle. Wenn Sie verstehen, warum das Schmiedeverfahren von Natur aus starke Kurbelwellen erzeugt, werden Sie erkennen, warum Hersteller wie Callies ihre Reputation auf diese bewährte Technologie gegründet haben.
Die geschmiedete Kurbelwelle stellt den optimalen Schnittpunkt dar, an dem Festigkeit, Zuverlässigkeit und Wert zusammenkommen. Laut Callies Performance Products , „In neun von zehn Fällen wird unsere Schmiedetechnik den Job erledigen.“ Das ist keine Marketingfloskel – es ist jahrzehntelange Rennfahrterfahrung, die in praktische Empfehlungen für anspruchsvolle Konstrukteure mündet.
Der ideale Punkt für leistungsstarke Aufbauten
Was zeichnet eine hochwertige Callies-Nockenwelle oder einen ähnlichen Premium-Schmiedenocken aus? Der Ansatz beginnt bereits beim Herstellungsverfahren. Im Gegensatz zum Gießen, bei dem geschmolzenes Metall in Formen gegossen wird, oder dem Fräsen aus massiven Barren, formt das Schmieden erhitzten Stahl unter enormem Druck. Dieser Prozess verändert grundlegend die innere Struktur des Metalls auf vorteilhafte Weise.
Wenn Stahl in einer mehrere Tonnen schweren Presse in Schmiedewerkzeugen erhitzt und komprimiert wird, fließt die Kornstruktur kontinuierlich entlang der Konturen der Kurbelwelle. Wie Brook Piper von Callies erklärt: „Wenn Sie zwei Kurbelwellen aus genau dem gleichen Material haben – eine geschmiedet, eine aus Vollmaterial gedreht – dann wird die geschmiedete jedes Mal stärker sein.“ Das liegt daran, dass das Schmieden das Korn verdichtet und ausrichtet und so gezielt dort Zugfestigkeit erzeugt, wo sie am meisten benötigt wird.
Die Zahlen sprechen für sich. Hochwertige geschmiedete 4340-Kurbelwellen namhafter Hersteller bewältigen zuverlässig 1.200 bis 1.800 PS in ordnungsgemäß konzipierten Anwendungen. Für Straße/Straßenrennen-Builds im Leistungsbereich von 800–1.200 PS – was den Großteil ernstzunehmender Leistungsmotoren abdeckt – bieten geschmiedete Kurbelwellen einen außergewöhnlichen Wert. Laut Spool Imports bewältigen ihre geschmiedeten LS-Kurbelwellen mit Hubmaßen von 3,622" und 4,000" diese Leistungspegel hervorragend, wenn sie mit hochwertigen H-förmigen oder Drag Pro-Schmiedestößeln ausgeglichen sind.
Warum der Kornfluss für die Ermüdungsfestigkeit wichtig ist
Stellen Sie sich ein Bündel aus Stahlseilen vor, die zusammengedreht und dann gebogen wurden, um einem bestimmten Verlauf zu folgen. Jedes Seil behält seine Integrität bei, während das Bündel durch die einheitliche Ausrichtung an gemeinsamer Festigkeit gewinnt. Genau das geschieht mit der Kornstruktur von Stahl beim Schmieden – die kristalline Struktur richtet sich entlang der Bauteinform aus und folgt deren Form.
Diese ausgerichtete Kornstruktur sorgt in vielen Anwendungen für eine überlegene Ermüdungsfestigkeit im Vergleich zu maschinell bearbeiteten Blockmaterialien. Hier erfahren Sie, warum das wichtig ist:
Kaltverfestigung: Der Schmiedeprozess selbst verfestigt den Stahl durch Kaltverformung. Während das Metall zusammengedrückt und geformt wird, wird seine kristalline Struktur dichter und widerstandsfähiger gegen Verformung. Diese inhärente Verstärkung erfolgt während des gesamten Schmiedeprozesses – Sie formen das Metall nicht nur, sondern machen es auch stärker.
Kontinuierliche Korngrenzen: Bei einer geschmiedeten Kurbelwelle verlaufen die Korngrenzen kontinuierlich vom Hauptlagerzapfen über die Hubzapfen bis zu den Ausgleichsgewichten. Es gibt keine abrupten Übergänge, an denen sich Spannungen konzentrieren könnten. Im Vergleich dazu schneidet die Bearbeitung aus dem Rohling durch die vorhandene Kornstruktur hindurch, unabhängig von der endgültigen Form der Kurbelwelle.
Ermüdungsrissbeständigkeit: Ermüdungsbrüche beginnen typischerweise an Korngrenzen, an denen Spannungskonzentrationen auftreten. Durch die ausgerichtete Kornflusslinie, die den Konturen der Kurbelwelle folgt, verteilen geschmiedete Kurbelwellen die Spannungen gleichmäßiger und widerstehen besser der Rissbildung als Bauteile mit unterbrochener Kornstruktur.
Die Qualität hängt außerdem stark von der Materialbeschaffung und Verarbeitung ab. Wie Brook Piper von Callies anmerkt: „Was als 4340-Stahl qualifiziert, ist ein weiter Begriff. Viele Regionen der Welt haben Probleme mit der Sauberkeit des Materials, dennoch erreicht es die Parameter eines 4340-Materials.“ Deshalb ist die Wahl einer geschmiedeten Kurbelwelle von Herstellern, die ihre Materialversorgungskette kontrollieren, äußerst wichtig.
Callies bezieht beispielsweise Rohstoffe weltweit, um den ihrer Ansicht nach reinsten SAE 4340-Vollmaterialblock herzustellen, der in ihre Magnum-Kurbelwellenserie eingeht. Ihre Compstar-Serie bietet eine kostengünstigere Option – geschmiedet im Ausland mit von Callies eigens gefertigten Matrizen, vorbearbeitet auf Vormaß und anschließend in Ohio fertiggestellt. Dieser Ansatz bietet kosteneffizienten Nutzen für Rennanwendungen bis etwa 1.000 PS.
Qualitätsstufen geschmiedeter Kurbelwellen
Nicht alle geschmiedeten Kurbelwellen sind gleichwertig. Das Verständnis der Qualitätsstufen hilft Ihnen dabei, Ihre Investition Ihren Leistungszielen anzupassen:
Hochwertige inländisch geschmiedete (Callies Magnum, vergleichbar): In den USA hergestellt mit heimischem 4340-Material, das einen maximalen Nickelgehalt und eine optimale Wärmebehandlung bietet. Zuverlässig bis 1.500–1.800 PS in sachgemäß konzipierten Anwendungen. Höhere Oberflächenhärte durch fortschrittliche Nitrierprozesse.
Mittlere Klasse geschmiedet (Callies Compstar, vergleichbar): Im Ausland in qualitätsgeprüften Matrizen geschmiedet, im Inland veredelt. Brook Piper empfiehlt diese für „Enthusiasten, die eine Großblock-Nockenwelle für 800 PS suchen. Unsere Compstar hält das den ganzen Tag lang durch“. Kostengünstig für Aufbauten unter 1.000 PS.
Wirtschaftlich Geschmiedet: Importierte Schmiedeteile mit weniger strengen Materialstandards. Geeignet für moderate Leistungssteigerungen, aber nicht empfohlen für anspruchsvolle Leistungsanwendungen, bei denen die Ermüdungsfestigkeit wichtig ist.
Wenn Sie Ihre geschmiedete Nockenwelle mit hochwertigen Carrillo-Kolbenstangen oder ähnlichen geschmiedeten Pleuelstangen kombinieren, bauen Sie ein Schwungradsystem mit abgestimmten Festigkeitseigenschaften auf. Diese Synergie zwischen den Komponenten maximiert die Zuverlässigkeit und hält gleichzeitig die Kosten im Rahmen.
Vorteile von geschmiedeten 4340-Nockenwellen
- Hervorragende Ermüdungsfestigkeit: Die ausgerichtete Kornstruktur bietet eine überlegene Widerstandsfähigkeit gegen Rissbildung und -ausbreitung unter wiederholten Belastungszyklen
- Nachgewiesene Zuverlässigkeit: Jahrzehntelange Rennerfolge belegen, dass geschmiedete Nockenwellen hohe Leistungen bewältigen können, wenn sie richtig ausgelegt sind
- Besseres Preis-Leistungs-Verhältnis als Gesenkschmieden: Präzisionsgeschmiedte Kurbelwellen kosten 1.000–1.200 $ weniger als gleichwertige Vollmaterial-Optionen und decken dennoch 90 % der Leistungsanwendungen ab
- Weite Verfügbarkeit: Mehrere Hersteller bieten geschmiedete Optionen für gängige Motorenplattformen mit vertretbaren Lieferzeiten an
- Verfestigte Festigkeit: Der Schmiedeprozess selbst schafft inhärente Festigkeitsvorteile, die über die Grundmaterialien hinausgehen
- Etablierte Leistungsgrenzwerte: Klare, nachgewiesene Richtlinien existieren dafür, wann geschmiedete Kurbelwellen geeignet sind und wann ein Upgrade erforderlich ist
Nachteile von geschmiedeten 4340-Kurbelwellen
- Eingeschränkte Optionen für individuelle Hubmaße: Das Schmieden erfordert teure Werkzeuge, wodurch abweichende Hubmaße bei kleinen Stückzahlen unpraktikabel werden
- Möglichkeit von Schmiedefehlern: Wenn die Qualitätskontrolle unzureichend ist, können innere Fehler unentdeckt bleiben, bis es zum Ausfall kommt – wählen Sie daher immer renommierte Hersteller
- Materialquellen-Variabilität: Ausländische Schmiedeteile können 4340 verwenden, das zwar technisch den Spezifikationen entspricht, jedoch mit geringerem Nickelgehalt oder weniger optimaler Reinheit
- Begrenzte Leistungsobergrenze: Oberhalb von 1.800 PS nähern sich selbst hochwertige geschmiedete Kurbelwellen bei Dauerbelastung ihren Ermüdungsgrenzen
Die Quintessenz? Für 90 % der Leistungsbauten mit unter 1.500 PS stellt eine qualitativ hochwertige geschmiedete 4340-Kurbelwelle die sinnvolle Wahl dar. Sie investieren in bewährte Technologie mit nachgewiesener Zuverlässigkeit und sparen Budget für andere Komponenten des rotierenden Aggregats, wo es tatsächlich einen Unterschied macht.
Wie Callies' Brook Piper sagt: „Nehmen wir an, ein Enthusiast möchte eine Großserien-Nockenwelle für 800 PS. Unser Compstar hält das problemlos dauerhaft durch. Wenn sie jedoch eine in den USA hergestellte Welle mit längerer Lebensdauer wünschen, müssen sie 3.000 Dollar für eine Vollmaterial-Nockenwelle ausgeben – aber genau dafür sind wir da. Wir setzen uns zusammen und versuchen, auf die Bedürfnisse des Kunden einzugehen.“ Dieser ehrliche Ansatz – die Auswahl der Nockenwelle an tatsächlichen Anforderungen statt an maximalen Spezifikationen auszurichten – ist es, was informierte Konstrukteure von denen unterscheidet, die lediglich auf Prestige aus sind.
Präzisionsheißgeschmiedete Nockenwellen mit zertifizierter Qualität
Was unterscheidet eine gute geschmiedete Kurbelwelle von einer hervorragenden? Es geht nicht nur um die Stahlgüte oder den grundlegenden Schmiedeprozess – entscheidend sind die Präzision, Konsistenz und Qualitätssicherung hinter jedem Bauteil, das die Produktionslinie verlässt. Für professionelle Motorenbauer und Rennmannschaften, die keine Abweichungen dulden können, stellen präzisionsgefertigte warmgeschmiedete Kurbelwellen, die gemäß der IATF-16949-Zertifizierung hergestellt werden, die professionelle Lösung dar, die die Lücke zwischen Standard-Schmiedewellen und hochwertigen Vollmaterialwellen schließt.
Wenn Sie gegossene Kurbelwellen mit geschmiedeten Varianten vergleichen, sind die Unterschiede offensichtlich. Doch bereits innerhalb der Kategorie „Geschmiedet“ variiert die Fertigungsqualität erheblich. Eine präzisionsgefertigte warmgeschmiedete Kurbelwelle, die mithilfe fortschrittlicher Prozesssteuerung und zertifiziertem Qualitätsmanagement produziert wird, bietet eine Konsistenz, die herkömmliche Schmiedeteile einfach nicht erreichen können – und dies zu einem Preis, der sich für anspruchsvolle Motorbauvorhaben rechnet.
Zertifizierte Qualitätskontrolle für kritische Bauteile
Sie sind wahrscheinlich bereits auf die IATF-16949-Zertifizierung gestoßen, ohne genau zu wissen, was sie für die Qualität von Kurbelwellen bedeutet. Diese international anerkannte Norm für das Qualitätsmanagement bezieht sich speziell auf die Anforderungen der Automobilproduktion und verlangt strenge Prozesskontrollen, dokumentierte Verfahren und Protokolle zur kontinuierlichen Verbesserung. Wenn ein Hersteller über diese Zertifizierung verfügt, erhalten Sie mehr als nur eine Kurbelwelle – Sie erhalten eine Garantie für konsistente Fertigungsqualität.
Warum ist das für Ihre Rotationsbaugruppe wichtig? Bedenken Sie, was bei Guss- oder einfachen Schmiedevorgängen an Kurbelwellen ohne strikte Kontrollen passieren kann:
- Temperaturschwankungen beim Erhitzen führen zu einer inhomogenen Kornstruktur
- Verschleiß der Werkzeuge verursacht Maßabweichungen zwischen verschiedenen Produktionschargen
- Unzureichende Prüfungen ermöglichen den Versand fehlerhafter Bauteile
- Materialaustausch oder -verunreinigung bleibt unentdeckt
Durch geschmiedete Präzisionsteile entfallen diese Variablen. Laut Queen City Forging fördert der Schmiedeprozess eine gleichmäßigere Werkstoffstruktur, wodurch Unregelmäßigkeiten wie Einschlüsse oder Segregationen reduziert werden, die als Spannungskonzentratoren wirken und zu Versagen führen können. In Kombination mit den IATF-16949-Qualitätsprotokollen erfüllt jede Pleuelwelle dokumentierte Spezifikationen – nicht nur die meisten von ihnen.
Die Zertifizierung gewährleistet zudem Rückverfolgbarkeit. Sollte jemals ein Problem auftreten, können zertifizierte Hersteller Materialien, Verfahren und Prüfungen entlang der gesamten Produktionskette zurückverfolgen. Für Rennmannschaften mit mehreren Motoren oder Motorenhersteller mit einem professionellen Ruf, den es zu schützen gilt, bietet diese Dokumentation unschätzbaren Sicherheitsgewinn.
Wie Präzisionsschmieden die Vorteile der Kornstruktur maximiert
Fortgeschrittene Heißschmiedeverfahren nutzen die inhärenten Vorteile der Schmiedekonstruktion und verstärken diese durch ingenieurtechnische Optimierung. Wenn Stahl auf präzise Temperaturen erhitzt und unter kontrollierten Bedingungen in sorgfältig konstruierten Gesenkformen umgeformt wird, entfalten die zuvor beschriebenen Vorteile der Gefügestruktur – ausgerichteter Kornfluss, Kaltverfestigung und Richtungsabhängige Festigkeit – ihr maximales Potenzial.
Folgende Vorteile bietet die Präzisionsschmiedung im Vergleich zu Standardverfahren:
Optimiertes Gesenkdesign: Interne Ingenieurteams verwenden computergestützte Modellierung, um Schmiedegesenke zu entwerfen, die den Kornfluss in kritischen Belastungsbereichen maximieren. Die Rundungsradien, Übergänge der Lagerstellen und Ansätze der Ausgleichsmassen erhalten gezielt orientierte Kornausrichtung, statt dem zufälligen Muster, das ein grundlegendes Schmiedeverfahren erzeugt.
Gesteuerte Umformgeschwindigkeiten: Die Geschwindigkeit und der Druck, die während des Schmiedens angewendet werden, beeinflussen die endgültigen Eigenschaften. Wie in Schmiedeforschungsarbeiten festgestellt wurde, kann der Grad der Kaltverfestigung durch Anpassung des Umformgrades und der Temperatur während des Schmiedevorgangs gesteuert werden, wodurch eine Optimierung der mechanischen Eigenschaften des Materials ermöglicht wird. Präzisionsschmiedeanlagen steuern diese Variablen genau.
Konsistente Wärmebehandlung: Wärmebehandlungsverfahren nach dem Schmieden, wie Abschrecken, Anlassen und Glühen, verbessern die mechanischen Eigenschaften weiter. Zertifizierte Anlagen dokumentieren und kontrollieren diese Prozesse, um sicherzustellen, dass jede Kurbelwelle identisch behandelt wird – so werden die von weniger strengen Verfahren verursachten Schwankungen zwischen Chargen vermieden.
Optimierung der Oberflächenqualität: Der Schmiedeprozess kann Bauteile mit hervorragender Oberflächenqualität erzeugen, was wichtig für die Ermüdungsfestigkeit ist. Eine glatte, fehlerfreie Oberfläche verringert das Risiko der Rissbildung und trägt so zur Gesamtfestigkeit und Langlebigkeit bei. Präzisionsschmieden liefert diese Oberflächenqualität konsistent.
Für professionelle Motorenbauer, die Bauteile von Herstellern beziehen, wie sie über callies com zu finden sind, oder nach Carrilo-Kolbenstangen-Alternativen suchen, löst ein Schmiedepartner mit diesen Fähigkeiten das Konsistenzproblem, das die Serienproduktion oft beeinträchtigt.
Schneller Prototyp bis zur Produktion
Rennmannschaften und professionelle Motorenbauer stehen häufig vor engen Entwicklungszeiträumen. Sie benötigen schnell Prototyp-Bauteile, um Konstruktionen zu validieren, und anschließend einen reibungslosen Übergang zur Serienfertigung, sobald die Spezifikationen festgelegt sind. Präzise Warmumformanlagen mit eigenem Ingenieurwesen ermöglichen diesen Arbeitsablauf effizient.
Zum Beispiel, Shaoyi (Ningbo) Metal Technology bietet Rapid Prototyping in nur 10 Tagen, unterstützt durch die IATF-16949-Zertifizierung und ingenieurstechnisches Know-how, um Designs hinsichtlich Festigkeit und Herstellbarkeit zu optimieren. Der Standort in der Nähe des Hafens von Ningbo ermöglicht schnelle weltweite Lieferungen für internationale Rennprogramme oder Motorenbauer, die Komponenten global beschaffen.
Diese Prototypisierungsfähigkeit ist wichtig, da die Kurbelwellenkonstruktion Kompromisse erfordert. Die Positionierung der Gegengewichte beeinflusst das Gleichgewicht und die Luftwiderstände. Die Größe der Lagerzapfen wirkt sich auf die Ölfilmdicke und die Tragfähigkeit der Lager aus. Die Hubmaße bestimmen die Pleuelwinkel und Kolbengeschwindigkeiten. Mit ingenieurtechnischer Unterstützung während der Entwicklungsphase – anstatt einfach nur das zu erhalten, was die Schmiedewerkzeuge vorgeben – entstehen optimierte Bauteile, die das Verhältnis von Festigkeit zu Gewicht für Ihre spezifische Anwendung maximieren.
Vorteile von präzisionsheißen geschmiedeten Kurbelwellen
- Zertifizierte Qualitätssicherung: Die IATF-16949-Zertifizierung garantiert konsistente Produktionsprozesse und dokumentierbare Rückverfolgbarkeit
- Optimierte Gefügestruktur: Durch fortschrittliches Matrizen-Design und kontrollierte Schmiedeparameter werden die inhärenten Festigkeitsvorteile der geschmiedeten Konstruktion maximiert
- Wettbewerbsfähige Preise bei Mengen: Professionelle Motorenbauteams und Rennmannschaften profitieren von Skaleneffekten, ohne Kompromisse bei der Qualität einzugehen
- Schnelle Umsetzung von der Prototyperstellung bis zur Produktion: Eigene Ingenieurkompetenz und schnelle Prototypenerstellung verkürzen die Entwicklungszeiten erheblich
- Ausschluss von Schmiedefehlern: Strenge Qualitätskontrolle erfasst Einschlüsse, Porosität und Kornunregelmäßigkeiten, die die Festigkeit bei Standard-Schmiedeteilen beeinträchtigen
- Globale Konformität: Zertifizierte Fertigung erfüllt internationale Qualitätsstandards für Rennorganisationen und OEM-Programme
Nachteile von Präzisions-Hotschmiede-Nockenwellen
- Kann Mindestbestellmengen erfordern: Kundenspezifische Spezifikationen erfordern in der Regel Mindestbestellmengen, um die Kosten für Werkzeugherstellung und Einrichtung zu rechtfertigen
- Nicht ideal für Einzelanfertigungen: Einzelne Hobbybastler mit Bedarf an einer einzigen Kurbelwelle könnten Serienlösungen praktischer finden
- Lieferzeit für kundenspezifische Werkzeuge: Obwohl das Prototyping schnell ist, erfordert die Entwicklung neuer Werkzeuge für individuelle Designs zusätzliche Planung
Die Wahl des professionellen Fahrzeugbauers
Präzise warmgeschmiedete Kurbelwellen mit zertifizierter Qualitätskontrolle nehmen eine einzigartige Position in der Debatte um die Festigkeit von Vollmaterial- versus geschmiedeten Kurbelwellen ein. Sie bieten die durch das Schmieden bedingten Vorteile in der Gefügestruktur – Verfestigung durch Umformung, ausgerichteter Korngewachsen und Vermeidung innerer Hohlräume – und ergänzen diese durch die Fertigungskonsistenz, die professionelle Anwendungen verlangen.
Für Rennmannschaften mit mehreren Fahrzeugen, Motorenhersteller mit hohem Produktionsvolumen oder alle, die keine Komponentenvarianz akzeptieren können, bietet diese Kategorie die optimale Kombination aus Festigkeit, Konsistenz und Wert. Sie zahlen nicht den Preis für massiv gefertigte Bauteile, deren Leistungsfähigkeit Sie möglicherweise nie benötigen, und setzen sich auch nicht dem Risiko von kostengünstigen Schmiedestücken mit ungewisser Qualitätskontrolle aus.
Der Schlüssel liegt darin, mit Herstellern zusammenzuarbeiten, die Schmiedekompetenz mit zertifizierten Qualitätssystemen und ingenieurstechnischer Unterstützung verbinden. Wenn Ihr Ruf – oder Ihre gesamte Rennsaison – von der Zuverlässigkeit der Kurbelwellen abhängt, sorgt eine präzise Warmumformung in einer zertifizierten Einrichtung dafür, dass jedes Bauteil exakt den vorgegebenen Spezifikationen entspricht.

Gusstahl-Kurbelwellen und ihre Leistungsgrenzen
Bevor Sie in eine hochwertige geschmiedete oder billet-gefräste Kurbelwelle investieren, sollten Sie verstehen, was Sie ersetzen – und warum. Gussstahlkurbelwellen stellen die Einstiegsvariante dar, die in den meisten Serienfahrzeugen serienmäßig verbaut ist. Obwohl sie ihren Zweck in Serienanwendungen hervorragend erfüllen, hilft das Verständnis ihrer Grenzen, klügere Entscheidungen zu treffen, wenn Sie Leistungssteigerungen über die werkseitig vorgesehenen Werte hinaus planen.
Stellen Sie es sich so vor: Jeder Motor, der von einer Montageleitung kommt – sei es ein Small-Block-Chevy, eine 283-Kurbelwellenanwendung oder sogar ein 300 Ford Straight-Six – enthält vermutlich eine gegossene Kurbelwelle. Hersteller wählen das Gussverfahren, weil es für die Massenproduktion kostengünstig ist, nicht weil es überlegene Festigkeit bietet. Wenn Ihre Leistungsziele über die von den Werkingenieuren vorgesehenen Werte hinausgehen, wird die Gusskurbelwelle zur Schwachstelle in Ihrer Drehmasse.
Verständnis der Grenzen von Gusskurbelwellen
Was unterscheidet gegossene Kurbelwellen grundsätzlich von ihren geschmiedeten oder aus Vollmaterial gefertigten Gegenstücken? Es kommt darauf an, wie das Metall geformt wird und welche innere Struktur dabei entsteht.
Wie von Street Muscle Magazine , Gusskurbelwellen werden hergestellt, indem geschmolzenes Material – typischerweise Gusseisen – in eine Form gegossen wird, um eine Rohgussform zu erzeugen. Die Vorteile dieses Verfahrens sind geringere Kosten, preiswerte Werkzeuge und ein geringer Bearbeitungsaufwand zur Herstellung des fertigen Produkts. Deshalb werden die überwiegende Mehrheit der Serienkurbelwellen mit diesem Verfahren hergestellt.
Hier beginnt das Problem für Leistungsbauer. Wenn Metall aus dem flüssigen Zustand in einer Form erstarrt, bildet sich die Kornstruktur zufällig. Es gibt keine ausgerichtete Faserverlaufsrichtung entlang der Konturen der Kurbelwelle, wie man sie beim Schmieden erhält, und keine nachgewiesene Materialkonsistenz wie bei einer Kurbelwelle aus Vollmaterial. Diese zufällige Kornausrichtung führt zu mehreren kritischen Schwächen:
Geringere Ermüdungsfestigkeit: Zufällige Korngrenzen wirken als Spannungskonzentrationspunkte, an denen Risse entstehen können. Unter wiederholten Belastungszyklen – genau das, was eine Kurbelwelle während des Normalbetriebs erfährt – sammeln sich an diesen Schwachstellen schneller Schäden an als bei ausgerichteten Kornstrukturen.
Verringerte Zugfestigkeit: Laut derselben Quelle weisen gegossene Kurbelwellen eine Zugfestigkeit von etwa 60.000 PSI auf, während geschmiedete Ausführungen diesen Wert mehr als verdoppeln und bis zu 125.000 PSI erreichen können. Das ist ein erheblicher Unterschied, wenn Ihr Motor hohe Leistungen erbringt.
Sprödigkeit unter Belastung: Die Dehnungsgrenze – im Wesentlichen, wie viel das Material vor dem Brechen nachgeben kann – zeigt die entscheidende Differenz. Serienmäßige gegossene Kurbelwellen weisen eine Dehnungsgrenze von etwa 3 Prozent auf, was bedeutet, dass sie relativ spröde sind. Selbst Kugelgraphitguss erhöht diesen Wert nur auf etwa 6 Prozent, verglichen mit der über 20 Prozent liegenden Dehnungsgrenze hochwertiger geschmiedeter Kurbelwellen.
Bei Anwendungen mit großen Blöcken oder jedem Aufbau, bei dem Sie signifikante Leistungssteigerungen anstreben, werden diese Einschränkungen zu Ausfallrisiken statt theoretischen Bedenken.
Wann werkseitige Gusskurbelwellen ausreichend sind
Trotz ihrer Einschränkungen haben Gusskurbelwellen legitime Anwendungsfälle. Nicht jeder Motoraufbau erfordert hochwertige Komponenten, und das Verständnis dafür, wo Gusskurbelwellen weiterhin ausreichen, verhindert unnötige Ausgaben für Fähigkeiten, die man niemals benötigen wird.
Nach Technikexperten von Summit Racing , sind Gusskurbelwellen aus Grauguss oder Temperguss in der Regel zuverlässig für 300 bis 400 PS und können gelegentliche Wochenend-Einsätze auf der Rennstrecke verkraften. Carl Pritts aus dem technischen Bereich von Summit weist darauf hin, dass Gusskurbelwellen ideal für serienmäßige oder leicht modifizierte Straßenanwendungen sind.
Die allgemeine Branchenempfehlung besagt, dass Gusskurbelwellen Ersatzkandidaten werden, wenn man Leistungen über 450–500 PS hinaus aufbaut. Diese Schwelle ist nicht willkürlich – sie markiert den Punkt, an dem die Belastungen unter wiederholter Nutzung an die Ermüdungsgrenzen der Gusskonstruktion heranreichen.
Hier sind praktische Hinweise für den Einsatz von Gusskurbelwellen:
- Serienmäßige Überholungen: Wenn Sie eine Maschine auf Serienzustand auffrischen, ist die ursprüngliche Gusskurbelwelle vollkommen ausreichend
- Leistungssteigerung für den Straßenverkehr: Einfache Nachrüstungen wie Ansaugtrakt, Abgaskrümmer und Nockenwellen-Upgrades, die die Leistung unter 400–450 PS halten, funktionieren problemlos mit Gusskurbelwellen
- Tief belastete Alltagsfahrzeuge: Motoren, die selten bis in den roten Bereich gedreht werden und niemals dauerhafte Hochlastbetriebe erfahren, können unbegrenzt Gusskurbelwellen nutzen
- Budgetorientierte Aufbauten: Wenn das Budget begrenzt ist, ermöglicht eine serienmäßige Gusskurbelwelle, die Mittel stattdessen für Zylinderköpfe, Nockenwelle oder Aufladung einzusetzen
Wie Mike McLaughlin von Street Muscle Magazine von Lunati erklärt, hängt die Festigkeit einer Kurbelwelle weit mehr davon ab, wie lange sie über eine einzige Extremsituation hinaus hält. Werkskurbelwellen wurden von den Herstellern so konzipiert, dass sie 100.000 Meilen oder mehr halten – buchstäblich Millionen von Zyklen – und diese Lebensdauer hängt von mehr ab als nur der Zugfestigkeit. Selbst die schwächsten Gusskurbelwellen können theoretisch unbegrenzt halten, wenn sie bei niedrigeren Drehzahlen und Leistungsstufen betrieben werden.
Der entscheidende Unterschied? Die Zeit, die bei hoher Belastung und hohen Drehzahlen verbracht wird, bestimmt ebenso sehr die Notwendigkeit einer geschmiedeten Kurbelwelle wie das maximale Leistungsniveau. Eine 400-PS-Kleinstblock-Motor in einem alltagstauglichen Straßenfahrzeug könnte gut mit einer Gusskurbelwelle auskommen, doch derselbe Motor in einem Freizeitboot – stundenlang bei anhaltend hoher Belastung betrieben – würde geschmiedete Komponenten erfordern.
Vorteile von Gussstahl-Kurbelwellen
- Geringste Kosten: Gusskurbelwellen sind deutlich günstiger als geschmiedete oder aus Vollmaterial gefräste Alternativen und daher kostengünstig für moderate Konstruktionen
- Leicht verfügbar für Serienanwendungen: OEM-Ersatzgussschmieden sind für die meisten gängigen Motorenplattformen weit verbreitet
- Ausreichend für milde Aufbauten: Leistungsstufen unter 400–450 PS in Straßenanwendungen funktionieren zuverlässig mit Gusskonstruktion
- Keine spezielle Wärmebehandlung erforderlich: Gusseisenlager laufen durch die Bearbeitung ein und härten sich mechanisch, wodurch der Wärmebehandlungsschritt entfällt, der für geschmiedete Kurbelwellen notwendig ist
- Einfache Beschaffung: Schrotthöfe, Ersatzteilläden und Online-Händler verfügen über umfangreiche Lagerbestände an Gusskurbelwellen
Nachteile von Stahlgusskurbelwellen
- Geringste Festigkeit: Zugfestigkeit von etwa 60.000–80.000 PSI begrenzt die Leistungsaufnahmefähigkeit erheblich im Vergleich zu geschmiedeten Varianten
- Unvorhersehbare Ausfallarten: Zufällige Kornstruktur bedeutet, dass Risse an verschiedenen Stellen entstehen können, wodurch Ausfälle schwer vorherzusagen sind
- Nicht geeignet für anspruchsvolle Leistungen: Jeder Aufbau, der auf über 500 PS oder einen dauerhaften Betrieb bei hohen Drehzahlen abzielt, erfordert eine Verbesserung gegenüber Gussausführungen
- Brüchigkeit: Geringe Dehnungswerte bedeuten, dass Gusspleuelwellen dazu neigen, plötzlich zu brechen, anstatt sich vor dem Ausfall zu verbiegen oder Warnhinweise zu geben
- Begrenzte Ermüdungslebensdauer unter Belastung: Wiederholte Hochlastzyklen führen schneller zu Schäden als bei geschmiedeten Alternativen
Wie man Guss- und Schmieden-Kurbelwellen unterscheidet
Bevor Sie mit dem Aufbau beginnen, müssen Sie wissen, womit Sie arbeiten. Die Identifizierung, ob Ihre Kurbelwelle aus Gussteil oder Schmiedeteil besteht, erfolgt durch einige einfache Inspektionstechniken:
Achten Sie auf Gussnähte: Gussschwungräder weisen typischerweise eine sichtbare Trennlinie auf, an der die beiden Hälften der Form zusammengetroffen sind. Diese Linie verläuft entlang der Gegengewichte und ist oft auch ohne Reinigung sichtbar. Geschmiedete Kurbelwellen können ebenfalls eine Trennlinie aufweisen, diese ist jedoch üblicherweise schmaler und sauberer.
Überprüfen Sie die Oberflächenbeschaffenheit: Gussteile haben oft eine etwas rauere, porösere Oberflächenstruktur in nicht bearbeiteten Bereichen. Geschmiedete Teile weisen dagegen selbst vor der Endbearbeitung glattere, dichtere Oberflächen auf.
Recherchieren Sie Teilenummern: Werksseitige Teilenummern geben typischerweise an, ob eine Kurbelwelle gegossen oder geschmiedet ist. Bei Chevrolet-Motoren können Gussnummern an der Kurbelwelle mit bekannten Anwendungen für Gussteile und Schmiedestücke abgeglichen werden. Viele Schmiedestücke aus 4340-Stahlrohlingen sind von Aftermarket-Herstellern eindeutig gekennzeichnet.
Gewichtsvergleich: Geschmiedete Stahlkurbelwellen sind aufgrund des dichteren Materials oft leicht schwerer als vergleichbare Gusseisen-Kurbelwellen gleicher Hublänge. Wenn Sie Zugriff auf Spezifikationen haben, kann der Vergleich des tatsächlichen Gewichts mit bekannten Werten die Bauart bestätigen.
Magnettest: Gusseiserne Kurbelwellen reagieren, wenn auch nicht eindeutig, leicht anders auf Magnete als geschmiedete Stahlkurbelwellen. Diese Methode erfordert Erfahrung, um sie korrekt zu interpretieren, kann aber zusätzliche Bestätigung liefern.
Wenn Sie einen leistungsstarken Motor bauen – sei es ein 300 Ford Straight-Six-Stroker oder ein Big-Block-Monster – hilft die Kenntnis Ihres Ausgangspunkts bei der Planung der geeigneten Upgrades. Eine Gusskurbelwelle in einem Motor, der für über 600 PS vorgesehen ist, muss unabhängig vom aktuellen Zustand ersetzt werden. Dieselbe Gusskurbelwelle in einem moderaten Straßenumbau könnte dagegen noch jahrelang problemlos funktionieren.
Der intelligente Ansatz passt die Bauart der Kurbelwelle an die tatsächlichen Leistungsziele und den vorgesehenen Einsatz an. Gusskurbelwellen haben ihren Platz im Leistungsspektrum – stellen Sie nur sicher, dass dieser Platz mit den Anforderungen Ihres Projekts übereinstimmt, bevor Sie davon ausgehen, dass das serienmäßige Bauteil Ihren Ambitionen standhält.
Vollständige Tabelle zum Vergleich der Festigkeit und Leistungsgrenzwerte
Nachdem wir nun jede Kurbelwellen-Herstellungsmethode einzeln betrachtet haben, stellen wir alles jetzt nebeneinander. Wenn Sie den Hubraum mithilfe eines Kubikzoll-Rechners ermitteln oder berechnen, wie man die Kubikzoll für Ihren Stroker-Motor berechnet, muss die gewählte Kurbelwelle Ihren Leistungszielen entsprechen – nicht nur den aktuellen Werten, sondern auch dem, was Sie langfristig anstreben.
Dieser umfassende Vergleich fasst alles, was wir behandelt haben, in handlungsorientierte Richtlinien zusammen. Egal, ob Sie einen gemäßigten Straßensportler oder ein reines Drag-Race-Fahrzeug bauen – hier finden Sie klare Schwellenwerte, um die Kurbelwellen-Konstruktion genau an Ihre Anforderungen anzupassen.
Stärke-Bewertung nach Herstellungsverfahren
Die folgende Tabelle ordnet die Kurbelwellen-Optionen von der optimalen Balance aus Festigkeit und Wertigkeit bis hin zu Einsteiger-Optionen mit erheblichen Einschränkungen. Verwenden Sie dies als Ausgangspunkt und berücksichtigen Sie danach die spezifischen Faktoren, die für jede Kategorie besprochen wurden:
| Fertigungsmethode | Typisches Material | Zugfestigkeit (psi) | Müdungsfestigkeit | Empfohlener Leistungsbereich | Typischer Kostenbereich |
|---|---|---|---|---|---|
| Präzisions-Heißgeschmiedet (IATF-zertifiziert) | 4340 Stahl | 180,000-200,000 | Ausgezeichnet | 600–1.800 PS | $1,200-$2,500 |
| Premium-Billet | 4340/EN40B Stahl | 180,000-220,000 | Ausgezeichnet | 1.500–3.000+ PS | $2,500-$8,000+ |
| Standard geschmiedet aus 4340 | 4340 Stahl | 125,000-180,000 | Sehr gut. | 500–1.500 PS | $800-$1,800 |
| Wirtschaftsschmiede | 5140/4130 Stahl | 95,000-125,000 | Gut | 400–800 PS | $400-$900 |
| Gusstahl/Guss Eisen | Kugelgusseisen | 60,000-80,000 | Fair | Unter 500 PS | $150-$400 |
Beachten Sie, dass präzisionsmäßig warmgeschmiedete Kurbelwellen die Spitzenposition einnehmen – nicht Premium-Billet. Diese Rangfolge spiegelt die reale Leistung wider, bei der zertifizierte Qualitätskontrolle und eine optimierte Kornstruktur über den breitesten Leistungsbereich hinweg außergewöhnliche Zuverlässigkeit bieten. Billet übertrifft alle anderen im extremen Hochleistungsbereich, doch für die meisten anspruchsvollen Leistungsanwendungen bietet Präzisionsschmieden das optimale Gleichgewicht.
Leistungsschwellen für jeden Kurbelwellentyp
Diese spezifischen Leistungsgrenzwerte stellen den Branchenkonsens dar, basierend auf jahrzehntelanger Rennerfahrung und dokumentierten Ausfällen. Verwenden Sie sie als Richtlinie, aber bedenken Sie, dass der Anwendungstyp genauso wichtig ist wie die maximale Leistungszahl:
Unter 500 PS: Gusseisene Kurbelwellen sind weiterhin für straßentaugliche Fahrzeuge mit gelegentlicher Nutzung auf der Rennstrecke akzeptabel. Die Entwicklungsingenieure haben diese Bauteile für Zuverlässigkeit innerhalb dieses Leistungsbereichs konzipiert. Wenn Sie jedoch zukünftige Upgrades planen, vermeiden Sie spätere kostspielige Demontagen, indem Sie jetzt in geschmiedete Bauteile investieren.
500–1.200 PS: Geschmiedete Kurbelwellen werden zur Mindestempfehlung. Laut Engine Labs empfehlen Aftermarket-Hersteller ihre gegossenen Kurbelwellen typischerweise nur bis 500 PS – dieser Schwellenwert existiert aus gutem Grund. Hochwertige geschmiedete 4340-Ausführungen bewältigen diesen Leistungsbereich zuverlässig bei Street/Strip-Anwendungen.
1.200–1.800 PS: Hochwertige geschmiedete Kurbelwellen mit zertifizierter Qualitätskontrolle werden notwendig. Wie Callies Performance Products feststellt, bewältigen ihre Premium-Geschmiede zuverlässig diesen Leistungsbereich, wenn sie mit geeigneten Bauteilen des drehenden Aggregats kombiniert werden. Wirtschaftliche Schmiedestücke verfügen nicht über die erforderliche Materialqualität und Prozesskontrolle für einen dauerhaften Betrieb auf diesem Niveau.
Über 1.800 PS: Gesinterte Kurbelwellen werden zur empfohlenen Wahl, insbesondere bei Anwendungen mit Lachgas, aggressiven Kompressoranlagen oder andauerndem Hochdrehzahlbetrieb. Die Möglichkeit, die Materialqualität vor der Bearbeitung zu prüfen, und die Realisierung kundenspezifischer Hubmaße rechtfertigen die höhere Investition bei diesen Leistungsstufen.
Wie die Wärmebehandlung die endgültige Festigkeit beeinflusst
Unabhängig vom Herstellungsverfahren beeinflussen Wärmebehandlungsprozesse die endgültigen Eigenschaften der Kurbelwelle erheblich. Wie branchenexperten erklären , „Der Schlüssel zu einer gegossenen Kurbelwelle ist die Wärmebehandlung. Gussteile erfordern eine andere Art der Wärmebehandlung als Schmiedeteile.“ Dieses Prinzip gilt für alle Bauarten.
Die Wärmebehandlung umfasst drei kritische Schritte:
- Abschrecken: Schnelles Abkühlen von hoher Temperatur härtet die kristalline Struktur des Stahls
- Anlassen: Gezieltes Wiedererwärmen verringert die Sprödigkeit, behält aber die Härte bei
- Spannungsfreigabe: Die abschließende Behandlung beseitigt innere Spannungen, die durch Bearbeitung oder Schmieden entstanden sind
Einige Hersteller fügen eine kryogene Behandlung hinzu – Abkühlung auf etwa -300 °F unmittelbar nach der ersten Wärmebehandlung. Dieser Schritt unterstützt den Abschluss des Härteprozesses und erhöht die Materialdichte. Hochwertige Aftermarket-Kurbelwellenhersteller verfügen entweder über eigene Wärmebehandlungsanlagen oder arbeiten mit nahegelegenen Spezialisten zusammen, bei denen die Qualitätskontrollmaßnahmen direkt überwacht werden können.
Tom Lieb von Scat Crankshafts weist darauf hin, dass „wenn wir unsere eigene Wärmebehandlung durchführen, wir effektiv die Kurbelwellen testen. Denn wenn etwas mit dem Metall nicht stimmt, kommen die Kurbelwellen rissig, verformt oder geschwollen zurück.“ Diese eingebaute Qualitätsprüfung erklärt, warum die Wärmebehandlung niemals an unbekannte Einrichtungen ausgelagert werden sollte.
Das Missverständnis zwischen Einstück- und Schmiedekonstruktion
Hier ist eine Tatsache, die dem widerspricht, was viele Enthusiasten glauben: Einstück-Konstruktion (Billet) ist nicht automatisch stärker als Schmiede. Dieses verbreitete Missverständnis hat Konstrukteuren Geld gekostet und in einigen Fällen sogar zu Motorschäden geführt, weil sie annahmen, dass eine teure Einstück-Konstruktion bessere Ergebnisse garantiert.
Wie Brook Piper von Callies Performance Products klarstellt: „Wenn Sie zwei Kurbelwellen aus exakt dem gleichen Material haben – eine geschmiedet, eine aus Einstückmaterial (Billet) gefräst –, dann wird die Schmiedewelle jedes Mal stärker sein.“ Der Schmiedeprozess verdichtet und richtet die Kornstruktur aus und erzeugt so eine Richtfestigkeit, die bei einer maschinell bearbeiteten Einstück-Konstruktion nicht erreicht werden kann.
Wo liegt der Vorteil von Billet-Material? Drei spezifische Bereiche:
- Materialauswahl: Billet-Hersteller können hochwertigere Legierungen wie EN40B verwenden, die für Schmiedewerkzeuge nicht praktikabel sind
- Vorab-Prüfung vor der Bearbeitung: Stabmaterial kann bereits vor Beginn der Bearbeitung auf Fehler überprüft werden
- Designfreiheit: Individuelle Hublängen und Gegengewichtskonfigurationen sind möglich, ohne teure Werkzeugformen entwickeln zu müssen
Ein schlecht bearbeiteter Billet-Nockenwellenhalter mit unzureichender Spannungsentlastung kann jedoch eine geringere Ermüdungsbeständigkeit aufweisen als eine ordnungsgemäß geschmiedete Alternative. Der Bearbeitungsprozess selbst kann Spannungsrisse erzeugen, wenn er nicht korrekt durchgeführt wird, und das Durchtrennen der Kornstruktur beseitigt die vorteilhafte Richtfestigkeit, die das Schmieden bietet.
Die praktische Erkenntnis? Nicht die Qualität eines Schmiedeteils allein anhand des Preises bewerten. Eine präzise heißgeschmiedete Kurbelwelle von einem zertifizierten Hersteller übertrifft oft eine preisgünstige Schmiedewelle von einem weniger strengen Anbieter. Wählen Sie Ihre Kurbelwelle entsprechend den tatsächlichen Leistungsanforderungen aus und investieren Sie in hochwertige Fertigung – unabhängig von der Bauweise.
Anwendungsbezogene Erwägungen
Höchstleistungsangaben in PS liefern nur einen Teil der Geschichte. Ebenso wichtig ist, wie Sie die Leistung nutzen, wenn es um die Auswahl der Kurbelwellenbauweise geht:
Dauerbetrieb bei hohen Drehzahlen: NASCAR-Motoren, die 500-Meilen-Rennen bei über 9.000 U/min durchführen, erfordern eine Schmiedebauweise nicht wegen der Spitzenleistung, sondern aufgrund der kumulierten Ermüdungszyklen. Eine 900-PS-NASCAR-Maschine verwendet Schmiedekurbelwellen, während eine 1.500-PS-Drag-Rennmaschine möglicherweise geschmiedete Wellen einsetzt – der Unterschied liegt in der Dauer der Belastung.
Sofortige Drehmomentspitzen: Lachgas- und aggressive Aufladungsanwendungen erzeugen Stoßbelastungen, die sich von den Leistungskurven natürlicher Motoraufladung unterscheiden. Diese plötzlichen Kräfte können die Werkstoffdehngrenze überschreiten, selbst wenn die durchschnittlichen Leistungspegel nahelegen, dass eine Schmiedekonstruktion ausreichend wäre.
Straße/Strecke Zweckbindung: Motoren, die sowohl im täglichen Einsatz als auch gelegentlich auf der Rennstrecke verwendet werden, profitieren von der Ermüdungsfestigkeit einer Schmiedekonstruktion. Die wiederholten thermischen Zyklen und wechselnden Belastungsbedingungen begünstigen eine ausgerichtete Kornstruktur gegenüber maschinell bearbeitetem Billet-Material.
Dedizierter Wettbewerb: Motoren für den reinen Rennbetrieb können die Auswahl der Kurbelwelle gezielt an spezifische Bedingungen anpassen. Ein Bracket-Racing-Small-Block-Motor, der konstante 10-Sekunden-Läufe absolviert, hat andere Anforderungen als ein Heads-Up-Fahrzeug, das Vollleistungsläufe mit minimaler Abkühlzeit zwischen den Durchgängen absolviert.
Das Verständnis dieser Feinheiten hilft Ihnen, sowohl unnötige Ausgaben für Leistungsmerkmale zu vermeiden, die Sie niemals nutzen werden, als auch Bauteile mit unzureichender Belastbarkeit einzusetzen, die bei Beanspruchung an ihre Grenzen stoßen. Die Festigkeitsvergleichstabelle bietet Ausgangspunkte, doch die sorgfältige Anwendung dieser Prinzipien stellt sicher, dass Ihre Kurbelwellenauswahl wirklich Ihren Konstruktionszielen entspricht.
Grundlagen zum Versagen von Kurbelwellen und deren Verhinderung
Zu wissen, welches Herstellungsverfahren der Kurbelwelle Ihren Leistungszielen entspricht, ist nur die halbe Miete. Entscheidend ist auch das Verständnis dafür, wie diese Bauteile tatsächlich versagen – und die Erkennung von Warnsignalen, bevor es zur katastrophalen Zerstörung kommt. Dies kann Ihre gesamte Motoreninvestition retten. Ob Sie eine geschmiedete oder eine durchgefräste (Billet) Kurbelwelle einsetzen, die Versagensarten unterscheiden sich erheblich je nach Herstellungsverfahren, und eine frühzeitige Problemerkennung ist Ihre beste Verteidigung.
Hier ist die unbequeme Wahrheit: Selbst die stärkste Kurbelwelle wird letztendlich versagen, wenn sie Bedingungen ausgesetzt wird, die über ihre Konstruktionsgrenzen hinausgehen. Laut automobil-Experten , die zusätzliche Belastung, die Sie dem Motor aussetzen, wenn Sie ihn ständig von Null weg voll belasten, zwingt die Kurbelwelle, heftige Drehmomentspitzen aufzunehmen, die sie nicht ewig aushält. Irgendwann steigen die Temperaturen zu stark an und die Lagerbelastung wird zu groß. Wenn Sie diese Ausfallmechanismen verstehen, können Sie sie verhindern.
Wie Kurbelwellen unter extremen Lasten versagen
Geschmiedete und massiv gedrehte Kurbelwellen versagen auf deutlich unterschiedliche Weise – Wissen, das Ihnen helfen kann, Probleme zu erkennen, bevor sie zu Katastrophen werden.
Versagensmuster bei geschmiedeten Kurbelwellen: Geschmiedete Kurbelwellen versagen typischerweise durch Ermüdungsrisse, die an Stellen mit erhöhter Spannungskonzentration entstehen. Die häufigsten Anrisstellen sind:
- Übergänge der Schmierölbohrungen: An den Stellen, wo die Ölbohrungen auf die Zapfenflächen treffen, konzentrieren sich mechanische Spannungen am Übergang. Wiederholte Belastungszyklen können mikroskopisch kleine Risse erzeugen, die sich im Laufe der Zeit weiter ausbreiten.
- Halsradien: Die gekrümmten Übergänge zwischen Lagern und Hubzapfen weisen während des Betriebs die höchsten Spannungskonzentrationen auf. Ein unzureichender Rundungsradius oder eine schlechte Oberflächenbeschaffenheit in diesen Bereichen beschleunigt die Rissbildung.
- Gegengewichtswurzeln: Die Verbindung zwischen Gegengewichten und dem Hauptkörper erfährt eine erhebliche Biegebeanspruchung, insbesondere bei Anwendungen mit hohen Drehzahlen.
Da geschmiedete Kurbelwellen eine ausgerichtete Kornstruktur aufweisen, breiten sich Risse typischerweise entlang vorhersehbarer Pfade aus. Dies bietet einen geringen Vorteil – Ermüdungsrisse wachsen oft langsam genug, um Warnzeichen vor einem kompletten Ausfall zu erzeugen. Eine geschmiedete Kurbelwelle kann über mehrere Einsätze oder Tausende von Kilometern mit einem wachsenden Riss weiterlaufen, sodass Sie die Möglichkeit haben, das Problem zu erkennen.
Versagensmuster von Kurbelwellen aus Vollmaterial: Kurbelwellen aus Vollmaterial können versagen, sobald Probleme bestehen, plötzlicher und unvorhersehbarer. Zwei Hauptversagensarten dominieren:
Spannungsrisse durch Bearbeitung: Wenn die CNC-Bearbeitung durch die Kornstruktur des Materials schneidet, werden Werkzeugspuren, scharfe Innenecken oder Oberflächenfehler zu möglichen Rissinitiierungsstellen. Im Gegensatz zum Schmieden, bei dem das Korn kontinuierlich durch belastete Bereiche verläuft, unterbricht jede Schnittstelle bei maschinell bearbeiteten Oberflächen die Kornstruktur. Bei schlechter Bearbeitungsqualität werden diese Unterbrechungen unter Belastung zu Bruchstellen.
Unentdeckte Materialfehler: Obwohl bei der Blockbauweise eine Materialprüfung vor der Bearbeitung möglich ist, können interne Fehler dennoch unentdeckt bleiben. Einschlüsse, Hohlräume oder segregierte Legierungskonzentrationen im Inneren des Barrens können sich erst zeigen, wenn die Kurbelwelle maximaler Beanspruchung ausgesetzt ist – was oft plötzlich zu einem katastrophalen Ausfall ohne Vorwarnung führt.
Der Ausfallmodus hängt auch stark davon ab, ob Ihr Motor kontinuierliche Hochdrehzahlbetriebserfahrungen macht oder plötzliche Drehmomentanstiege ausgesetzt ist. Ein 351w-Zündfolge-Motor, der bei Rundstreckenrennen konstante Drehzahlen erreicht, sammelt Ermüdungsschäden schrittweise an. Die 351 Windsor Zündfolge erzeugt vorhersehbare Zündimpulse, die die Kurbelwelle in konsistenten Mustern belasten und so einem progressiven Entstehen von Ermüdungsrissen ermöglichen.
Im Gegensatz dazu erlebt ein nitrous-betriebener Drag-Motor massive, sofortige Drehmomentspitzen, die plötzlich die Materialfließgrenze überschreiten können. Die Windsor 351 Zündfolge oder irgendeine Zündfolge für einen 351 Windsor spielt dabei weniger eine Rolle als die plötzlichen Stoßbelastungen, die einen sofortigen Ausfall verursachen können, wenn die Kurbelwelle bereits geschwächt war.
Warnhinweise vor katastrophalem Ausfall
Das Erkennen einer defekten Kurbelwelle, bevor sie Ihren Motor zerstört, erfordert Wachsamkeit. Diese Warnhinweise weisen auf sich entwickelnde Probleme hin, die unverzügliche Maßnahmen erfordern:
- Ungewöhnliche Vibrationen: Neue Vibrationen, die zuvor nicht vorhanden waren, insbesondere in bestimmten Drehzahlbereichen, können auf sich entwickelnde Risse oder Lagerprobleme hinweisen. Achten Sie auf harmonische Frequenzen, die im Zeitverlauf ihre Charakteristik verändern.
- Lagerabnutzungsmuster: Prüfen Sie bei einer Demontage Haupt- und Pleuellager sorgfältig. Unregelmäßiger Verschleiß, Kratzer oder sichtbares Kupfer in der Lagerschicht deuten auf Ausrichtungsprobleme oder Schäden an den Wellenzapfen hin, die die Kurbelwelle ungleichmäßig belasten.
- Indikatoren der Ölanalyse: Regelmäßige Ölanalysen können erhöhte Eisen-, Chrom- oder Lagermaterialpartikel erkennen, bevor sichtbare Schäden auftreten. Die Beobachtung dieser Werte über die Zeit zeigt sich entwickelnde Probleme auf.
- Ungewöhnliche Geräusche: Klopfende, rumpelnde oder rhythmische Geräusche, die mit der Motordrehzahl korrespondieren, deuten oft auf Lagerspiel-Probleme oder Schäden an den Zapfen hin, die die Kurbelwellenbelastung beeinträchtigen.
- Probleme mit dem Schwingungsdämpfer: Ein versagender oder falsch abgestimmter Schwingungsdämpfer erlaubt Torsionsschwingungen, die die Kurbelwelle beschädigen können. Prüfen Sie Dämpfer regelmäßig auf Gummiversprödung oder Flüssigkeitsaustritt.
- Öldruckschwankungen: Inkonsistenter Öldruck, insbesondere im Leerlauf oder während der Verzögerung, kann auf veränderte Lagerpassungen durch Wellenhalsverschleiß oder Kurbelwellenverformung hinweisen.
Wie von branchenexperten , billige Lager, Markenfremdbolzen und schlecht bearbeitete Komponenten halten die Toleranzen nicht so gut ein, was das Risiko einer Fehlausrichtung, falscher Ölabstände und ungleichmäßiger Belastung der Kurbelwellenlager erhöht. Eine Kurbelwelle ist nur so gut wie die Teile, die sie tragen.
Vorbeugung durch korrekte Montage
Der beste Kurbelwellenbruch ist der, der niemals passiert. Mehrere Faktoren verlängern die Lebensdauer einer Kurbelwelle erheblich, unabhängig vom Herstellungsverfahren:
Korrekte Auswuchtung: Eine präzise ausgewuchtete rotierende Baugruppe beseitigt vibrationsbedingte Spannungen, die Ermüdungsbrüche beschleunigen. Eine professionelle Auswuchtung berücksichtigt Kolben, Bolzen, Ringe, Pleuel und alle rotierenden Massen, um die bestmögliche Auswuchtgenauigkeit zu erreichen.
Auswahl des Schwingungsdämpfers: Der Schwingungsdämpfer steuert Torsionsschwingungen, die sonst die Kurbelwelle bei jedem Zündimpuls wie eine Feder aufdrehen würden. Die Abstimmung der Dämpfereigenschaften auf die spezifischen harmonischen Frequenzen Ihres Motors ist entscheidend – ein ungeeigneter Dämpfer kann schädliche Vibrationen tatsächlich verstärken.
Wärmebehandlung und Oberflächenveredelung: Eine sachgemäße Wärmebehandlung maximiert die Materialeigenschaften, während eine geeignete Oberflächenveredelung Spannungskonzentrationen vermeidet. Das Rundlaufwalzen – ein Verfahren, das die kritischen Übergänge im Radiusbereich durch Kaltverfestigung verstärkt – verbessert die Ermüdungslebensdauer von geschmiedeten und massiven Kurbelwellen erheblich.
Qualität der unterstützenden Komponenten: Ihre Kurbelwelle ist auf Hauptlager, Pleuellager und eine ordnungsgemäße Schmierung angewiesen, um zu überleben. Die Verwendung von OEM- oder hochwertigsten Aftermarket-Komponenten, die exakt nach Spezifikation gefertigt sind, stellt sicher, dass sich Ihre Kurbelwelle reibungslos auf einer wahren Achse dreht und vollständig durch den Ölfilm getragen wird.
Wenn leistungsstarke Kombinationen aufgebaut werden – egal, ob Sie eine Holley Blue Kraftstoffpumpe verwenden, um hohe Kraftstoffanforderungen zu decken, oder im C6-Forum nach Optionen für eine zusätzliche Kraftstoffpumpen-Boost-Pumpe für Ihre aufgeladene Anwendung suchen – bedenken Sie: Die Leistungsfähigkeit des Kraftstoffsystems ist bedeutungslos, wenn Ihre Laufgarnitur versagt. Die Kurbelwelle muss die von Ihrem Kraftstoffsystem ermöglichte Leistung überstehen.
Der Rat erfahrener Motorenbauer bleibt gleichlautend: Vermeiden Sie während der Einlaufphase abruptes Beschleunigen, heftiges Bremsen und unnötige hohe Drehzahlen. Diese kleinen Gewohnheiten summieren sich im Laufe der Zeit und tragen dazu bei, dass Kurbelwelle, Lager und der gesamte Untermotor wesentlich länger halten. Sobald Ihr Motor ordnungsgemäß eingefahren ist, sollten Sie Ihren Fahrstil an die Leistungsfähigkeit Ihrer Kurbelwelle anpassen – und niemals davon ausgehen, dass irgendein Bauteil unzerstörbar ist.
Abschließende Empfehlungen für jedes Leistungsniveau
Nach der Untersuchung der Metallurgie, Fertigungsverfahren, Ausfallarten und Leistungsdaten aus der Praxis ist es nun an der Zeit, durch das Rauschen zu schneiden und Ihnen klare Handlungsempfehlungen zu geben. Egal, ob Sie einen Wochenendcruiser mit einem Ford 460-Motor oder ein reines Drag-Car mit vierstelliger PS-Leistung bauen – die Wahl des passenden Kurbelwellentyps entsprechend Ihren tatsächlichen Leistungszielen verhindert sowohl unnötige Ausgaben als auch katastrophale Ausfälle.
Die Diskussion um die Festigkeit von gefrästen versus geschmiedeten Kurbelwellen läuft letztlich darauf hinaus: Was erfordert Ihr spezifischer Motorbau tatsächlich? Nicht, was auf einer Automesse beeindruckend klingt, sondern was Ihren Leistungszielen langfristig zuverlässig standhält. Lassen Sie uns dies nach Anwendungsfällen aufschlüsseln.
Kurbelwellentyp an Ihre Bauziele anpassen
Ihre Auswahl der Kurbelwelle sollte einem logischen Entscheidungsbaum folgen, basierend auf Leistungsstufe, beabsichtigter Nutzung und Budgetprioritäten. Hier sind die klaren Empfehlungen, geordnet nach Anwendungsfall:
- Bauten unter 600 PS Hochwertige geschmiedete 4340-Kurbelwellen bieten einen hervorragenden Preis-Leistungs-Verhältnis und Zuverlässigkeit in diesem Leistungsbereich. Egal, ob Sie einen 460 Ford-Motor für den Straßenbetrieb oder einen Small-Block für Wochenend-Rennwettbewerbe bauen – die hochwertige Schmiedekonstruktion bewältigt diese Leistungsstufen mit erheblichem Sicherheitspuffer. Sie investieren 800–1.800 $ in eine Kurbelwelle, die Ihre Leistungsziele zuverlässig aushält und gleichzeitig Spielraum für andere Bauteile der Drehmomentbaugruppe lässt. Die Vorteile der Schmiedekonstruktion – Kaltverfestigung und ausgerichteter Korngewebeverlauf – sorgen für eine Ermüdungsfestigkeit, die den Anforderungen der meisten Street/Strip-Bauprojekte weit überschreitet.
- 600–1.500 PS Street/Strip-Bauprojekte: Hochwertige geschmiedete Kurbelwellen mit zertifizierter Qualitätskontrolle werden zur optimalen Wahl. Hier spielt die Konsistenz in der Fertigung eine enorme Rolle – Sie benötigen verifizierte Materialqualität, ordnungsgemäße Wärmebehandlung und dokumentierte Prozesskontrollen. Ob Sie eine überladene Ford 460-Motorkombination oder eine turbogeladene Importplattform betreiben, zertifizierte geschmiedete Kurbelwellen von renommierten Herstellern liefern die erforderliche Festigkeit, ohne die Preise von Vollmaterialwellen zu erreichen. Laut Engine Labs haben Hersteller wie Callies nachgewiesen, dass geschmiedete Kurbelwellen zuverlässig 1.200–1.800 PS in sachgemäß konzipierten Anwendungen bewältigen.
- Spezialisiert auf Drag Racing mit über 1.500 PS: Ziehen Sie Schmiedenwellen in Betracht, wenn individuelle Hubmaße, extreme Aufladegespanntheiten oder Lachgasanwendungen über die Ermüdungsgrenzen von geschmiedeten Teilen hinausgehen. Wenn Sie einen Ford 460 Crate Motor erwerben möchten, um daraus ein ernsthaftes Wettbewerbsaggregat zu bauen, oder eine individuelle Langhubkombination entwickeln, rechtfertigen die Designfreiheit und nachgewiesene Materialqualität von Schmiedewellen die Investition von 2.500 bis 8.000 US-Dollar und mehr. Die Möglichkeit, exakte Hubmaße, Gegengewichtspositionierung und Lagergrößen festzulegen, wird auf diesen Leistungsstufen zur praktischen Notwendigkeit.
- Professionelle Rennmannschaften und Serienbauer: Präzise heißgeschmiedete Bauteile mit IATF-16949-Zertifizierung bieten die beste Kombination aus Festigkeit, Konsistenz und Wert. Wenn Sie mehrere Motoren bauen oder Ihre Rennsaison von der Zuverlässigkeit der Komponenten abhängt, eliminieren zertifizierte Fertigungsprozesse die Variabilität, die herkömmliche Schmiedeteile beeinträchtigt. Partner wie Shaoyi (Ningbo) Metal Technology bieten Rapid Prototyping in nur 10 Tagen kombiniert mit Fähigkeiten zur Hochvolumenproduktion – genau das, was professionelle Programme für Entwicklung und Wettbewerb benötigen.
Das Fazit zur Festigkeitsauswahl
Hier ist, was erfahrene Motorenbauer verstehen, das gelegentliche Enthusiasten oft übersehen: Der Festigkeitsvorteil von massivem Material (Billet) wird erst oberhalb bestimmter Leistungsschwellen relevant. Wie Brook Piper von Callies Performance Products sagt: „Neunmal von zehn Mal leistet unsere Schmiedeversion den Job.“ Das ist keine Unterbewertung von Billet – es ist die ehrliche Anerkennung, dass die meisten Motoren nie an die Grenzen gelangen, bei denen die Konstruktion aus massivem Material greifbare Vorteile bietet.
Betrachten Sie die Mathematik. Eine hochwertige geschmiedete Kurbelwelle kostet 1.000 bis 1.200 US-Dollar weniger als eine vergleichbare Vollmaterial-Version. Wenn Ihr Motor 1.200 PS erzeugt und Sie geschmiedete Kurbelwellen verwenden, die für 1.800 PS ausgelegt sind, wo bringt die zusätzliche Investition in Vollmaterial-Wellen einen Mehrwert? Gar nicht. Diese 1.200 Dollar könnten stattdessen bessere Pleuel, qualitativ hochwertigere Kolben oder einen präzisen Schwingungsdämpfer finanzieren – Bauteile, die tatsächlich die Zuverlässigkeit und Leistung Ihrer Konfiguration verbessern.
Die Ausnahme bestätigt die Regel. Wenn Sie Leistungsstufen des 460er Big Blocks anstreben, die im Bereich von über 2.000 PS liegen, oder Motoren bauen, bei denen die Zündfolge des Ford 460 bei aufgeladener Aufladung heftige Druckspitzen in den Zylindern verursacht, wird der Vollmaterialbau zur sinnvollen Wahl. Die nachgewiesene Materialqualität und die gestalterische Freiheit rechtfertigen die Investition, weil Sie diese Leistungsfähigkeit dann tatsächlich nutzen.
Die meisten Motorenbauer profitieren mehr davon, in hochwertige geschmiedete Kurbelwellen und unterstützende Komponenten zu investieren, anstatt Spezifikationen aus massivem Stahl (Billet) hinterherzujagen, die sie niemals benötigen werden.
Strategie für die komplette Laufwerksbaugruppe
Die Auswahl der Kurbelwelle sollte niemals isoliert erfolgen. Die Laufwerksbaugruppe arbeitet als System – Kurbelwelle, Pleuelstangen, Kolben, Lager und Dämpfer müssen zusammenarbeiten, um Ihre Leistungsziele zu bewältigen. Nicht aufeinander abgestimmte Komponenten erzeugen Schwachstellen, die den Sinn einer Investition in eine hochwertige Kurbelwelle zunichtemachen.
So gehen Sie strategisch vor:
- Stellen Sie die Festigkeit der Pleuelstange auf die Leistungsfähigkeit der Kurbelwelle ab: Wenn Sie eine hochwertige geschmiedete Kurbelwelle mit preisgünstigen Pleuelstangen kombinieren, entsteht ein unnötiger Fehlerpunkt. Planen Sie besser H-Träger-Pleuel oder qualitativ hochwertige geschmiedete Pleuel ein, die Ihre Wahl der Kurbelwelle sinnvoll ergänzen.
- Die Auswahl der Kolben beeinflusst die Belastung der Kurbelwelle: Schwerere Kolben erhöhen die Massenkräfte und die Belastung der Kurbelwelle. Leichtere Schmiedekolben verringern die Belastung, erfordern jedoch eine sorgfältige Auswahl des Kolbenringpakets. Gewichten Sie diese Kompromisse anhand Ihrer Drehzahlziele ab.
- Die Lagerqualität ist äußerst wichtig: Ihre Kurbelwelle läuft auf einem Ölfilm, der von Haupt- und Pleuellagern getragen wird. Laut Tomorrow's Technician ist Verschmutzung die häufigste Ursache für Lager- und Kurbelwellenschäden. Hochwertige Dreischicht- oder beschichtete Lager bieten den Schutz, den anspruchsvolle Motoren benötigen.
- Auswahl des Schwingungsdämpfers: Ein ungeeigneter Dämpfer kann schädliche Vibrationen statt sie zu dämpfen, tatsächlich verstärken. Stimmen Sie die Dämpfereigenschaften auf die spezifischen harmonischen Frequenzen Ihres Motors ab – besonders wichtig, wenn die Leistung steigt.
Für professionelle Motorenhersteller, die Komponenten für mehrere Motorbauten beschaffen, oder Rennmannschaften, die eine gleichbleibende Qualität innerhalb ihrer Programme benötigen, vereinfacht die Zusammenarbeit mit Herstellern, die nach IATF 16949 zertifiziert sind, den Beschaffungsprozess und garantiert gleichzeitig Einhaltung der Spezifikationen. Unterstützt durch internen Engineering-Service während der Entwurfsphase lässt sich das Verhältnis von Festigkeit zu Gewicht für Ihre spezifische Anwendung optimieren, anstatt einfach das zu akzeptieren, was generische Schmiedewerkzeuge liefern.
Ihr Entscheidungsrahmen
Wenn Sie bereit sind, Ihre Auswahl der Kurbelwelle zu treffen, gehen Sie folgende Fragen durch:
- Welches ist Ihr realistisches Maximalziel für die Spitzenleistung – nicht die Zahl, die Sie Ihren Freunden nennen, sondern die tatsächliche Leistung, die Ihre Motor-Kombination erbringen wird?
- Wie wird der Motor eingesetzt? Als Alltagsfahrzeug, Wochenend-Auto, ausschließlich für den Wettbewerb oder im professionellen Rennsport?
- Über welches Budget verfügen Sie für die komplette Laufgarnitur? Können Sie sich geschmiedete Teile mit hochwertigen Zusatzkomponenten leisten, oder würde der Preis für gefräste (Billet) Teile Kompromisse an anderer Stelle notwendig machen?
- Benötigen Sie individuelle Hubmaß-Spezifikationen, oder decken Standard-Schmiedeoptionen Ihre Anforderungen ab?
- Wie wichtig ist die Konsistenz in der Fertigung? Einzelanfertigungen vertragen mehr Variabilität als professionelle Programme, die identische Bauteile über mehrere Motoren hinweg erfordern.
Beantworten Sie dies ehrlich, und Ihre Entscheidung für eine Kurbelwelle wird offensichtlich. Die Debatte über die Festigkeit von Vollsiegel- im Vergleich zu Schmiedekurbelwellen löst sich auf, wenn Sie die Bauweise an die tatsächlichen Anforderungen anpassen, anstatt Spezifikationen nachzujagen, die beeindruckend klingen, aber keinen realen Nutzen bieten.
Ob Sie einen gemäßigten Straßentriebwerk oder ein Monster-Drag-Fahrzeug bauen, das Ziel bleibt dasselbe: ein Drehmomentaggregat zusammenstellen, das Ihre Leistungsziele zuverlässig langfristig übersteht. Wählen Sie mit Bedacht, investieren Sie in qualitativ hochwertige Fertigung, und Ihre Kurbelwelle wird das Letzte sein, worüber Sie sich Gedanken machen müssen, wenn Sie das Gaspedal durchtreten.
Häufig gestellte Fragen zur Kurbelwellenfestigkeit
1. Was ist die stärkste Kurbelwelle?
Die stärkste Kurbelwelle hängt von Ihrer Anwendung ab. Hochwertige Einteilige Kurbelwellen, maschinell bearbeitet aus EN40B oder 4340 Stahl, bieten die höchste Festigkeitsreserve für extreme Anwendungen mit über 2.000 PS. Gleichwohl bieten qualitativ hochwertige geschmiedete 4340-Kurbelwellen von Herstellern wie Callies eine überlegene Dauerfestigkeit aufgrund der ausgerichteten Korngewebe und des kaltverfestigten Materials. Für die meisten Leistungsbauarten unter 1.500 PS liefern präzise warmgeschmiedete Kurbelwellen mit IATF-16949-Zertifizierung optimale Festigkeit und Zuverlässigkeit. IATF-zertifizierte Hersteller wie Shaoyi Metal Technology gewährleisten gleichbleibende Qualität durch strenge Prozesskontrollen und verifizierte Materialvorgaben.
2. Ist eine Einteilige Kurbelwelle grundsätzlich stärker als eine geschmiedete?
Nein, Billet ist nicht von Natur aus stärker als Schmieden. Laut Branchenexperten ist, wenn zwei Kurbelwellen aus identischem Material hergestellt werden – eine geschmiedet, eine aus Billet – das Schmiedestück aufgrund der komprimierten, ausgerichteten Korngrenzenstruktur, die den Konturen des Bauteils folgt, stärker. Die Vorteile von Billet liegen in der Gestaltungsfreiheit, der Möglichkeit, das Material vor der Bearbeitung zu prüfen, sowie in der Verwendung hochwertigerer Legierungen. Der Schmiedeprozess erzeugt verfestigten Stahl mit richtungsabhängiger Festigkeit, während das Fräsen von Billet durch die vorhandene Gefügestruktur schneidet. Beide Verfahren erzeugen bei korrekter Ausführung außergewöhnliche Kurbelwellen, jedoch überzeugen sie in unterschiedlichen Leistungsbereichen und Anwendungen.
3. Ab welcher Leistung sollte ich von einer gegossenen auf eine geschmiedete Kurbelwelle wechseln?
Die Branchenkonsens empfiehlt, bei Leistungen über 450–500 PS von gegossenen auf geschmiedete Kurbelwellen umzusteigen. Guss-Kurbelwellen weisen eine Zugfestigkeit von etwa 60.000–80.000 PSI auf, während geschmiedete Versionen 125.000–200.000 PSI erreichen. Für Leistungsbereiche zwischen 500 und 1.200 PS wird qualitativ hochwertiger geschmiedeter 4340-Stahl zur Mindestempfehlung. Bei Leistungen über 1.200 PS sind Premium-Geschmiedete mit zertifizierter Qualitätskontrolle erforderlich. Anwendungen mit mehr als 1.800 PS erfordern in der Regel eine Vollmaterial-Konstruktion (Billet) für maximale Festigkeit und kundenspezifische Spezifikationen.
4. Was verursacht Kurbelwellenbruch in Hochleistungsmotoren?
Kurbelwellenversagen entsteht typischerweise durch Ermüdungsrisse an Stellen mit Spannungskonzentration, wie zum Beispiel Kreuzungen von Schmierbohrungen, Rundungsradien und Gegengewichtswurzeln. Geschmiedete Kurbelwellen versagen gewöhnlich durch fortschreitende Ermüdungsrissbildung, die Warnhinweise liefert, während einteilige (billet) Kurbelwellen plötzlich aufgrund von bearbeitungsbedingten Spannungsüberhöhungen oder unentdeckten Materialfehlern versagen können. Begünstigende Faktoren sind eine unsachgemäße Wärmebehandlung, schlechte Lagerqualität, ungeeignete harmonische Dämpfer und das Überschreiten der zulässigen Leistungskapazität der Kurbelwelle. Regelmäßige Öl-Analysen, Lagerinspektionen und die Beachtung ungewöhnlicher Vibrationen helfen dabei, Probleme zu erkennen, bevor es zum katastrophalen Versagen kommt.
5. Wie beeinflusst die Kornstruktur die Haltbarkeit von Kurbelwellen?
Die Kornstruktur beeinflusst die Ermüdungsfestigkeit und Haltbarkeit von Kurbelwellen erheblich. Beim Schmieden richtet sich der kristalline Kornfluss des Metalls entlang der Konturen der Kurbelwelle aus und erzeugt so eine gezielte Festigkeit in Bereichen mit hohen Spannungskonzentrationen. Diese ausgerichtete Struktur widersteht Rissbildung und -ausbreitung besser als zufällige oder unterbrochene Kornstrukturen. Beim Drehen aus einem Block wird die vorhandene lineare Kornstruktur durchtrennt, wodurch an den bearbeiteten Oberflächen Spannungskonzentrationsstellen entstehen können. Bei gegossenen Kurbelwellen ist die Kornausrichtung zufällig, mit unvorhersehbaren Schwachstellen. Eine geeignete Wärmebehandlung verbessert unabhängig vom Herstellverfahren zusätzlich die Vorteile der Kornstruktur.