 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Automatisierung in der Metallumformindustrie: Das zentrale Nervensystem
Zusammenfassung
Die Automatisierung in der Metallumformindustrie hat sich von einfachen mechanischen Handhabungssystemen zum »zentralen Nervensystem« moderner Produktionsstätten entwickelt. Es geht nicht mehr nur um schnellere Produktion; vielmehr steht eine ganzheitliche Integration dreier Kernpfeiler im Vordergrund: fortschrittliche Hardware (Servopressen und Robotik), intelligente Software (IIoT und prädiktive Daten) sowie optimierte Prozesse (Sichtprüfung und Sicherheit). In diesem Leitfaden wird erläutert, wie diese Technologien zusammenwirken, um eine fehlerfreie Qualität zu erreichen und die Rendite zu maximieren.
Für Werksleiter und Ingenieure bedeutet der Umstieg auf Automatisierung, über einzelne Maschinen hinauszugehen und ein vollständig synchronisiertes Ökosystem zu schaffen. Durch den Einsatz von Technologien wie Tandem-Pressübertragungssystemen und Echtzeit-Vision-Validierung können Hersteller Personalengpässe überwinden, die Sicherheit erhöhen, indem sie Bediener aus Gefahrenzonen entfernen, und die von Automobil- und Luftfahrtstandards geforderte Präzision erreichen.
Das technologische Ökosystem: Mehr als nur Roboter
Die Grundlage jeder automatisierten Stanzanlage liegt in ihrer Hardware. Obwohl Roboter die sichtbarste Komponente sind, entfaltet sich die eigentliche Leistung durch die Integration spezialisierter Maschinen, die nahtlos miteinander kommunizieren. Das Verständnis der spezifischen Rollen von Servotechnologie und Transfersystemen ist entscheidend, um die richtige Ausrüstung für Ihre Anlage auszuwählen.
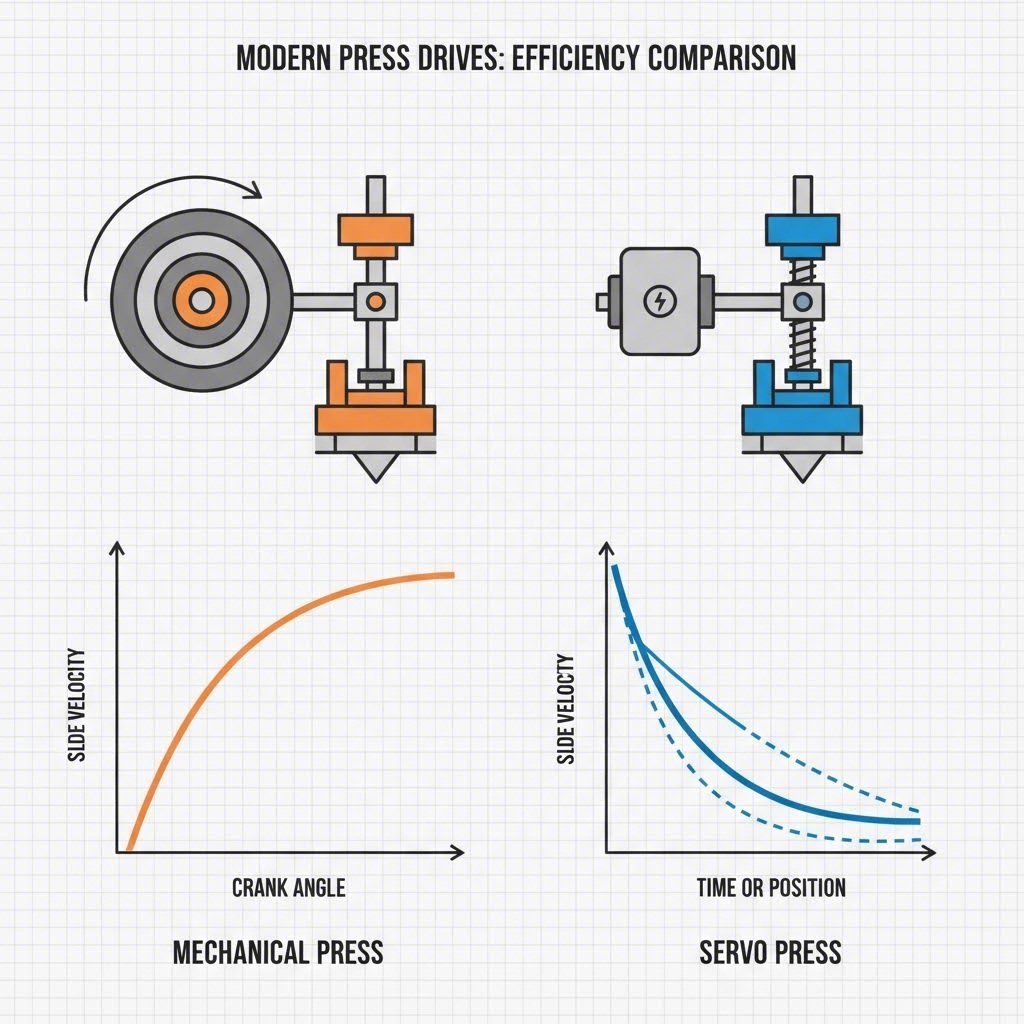
Servogesteuerte Pressen im Vergleich zu mechanischen Systemen
Herkömmliche mechanische Pressen arbeiten mit einem festen Schwungradsystem, das die Flexibilität begrenzt. Im Gegensatz dazu servopresstechnologie ermöglicht eine präzise Steuerung der Gleitgeschwindigkeit und -position an jeder beliebigen Stelle des Hubes. Diese Fähigkeit ermöglicht es Herstellern, die Verweilzeiten für bestimmte Umformvorgänge anzupassen, wodurch Rückfederung reduziert und die Bauteilqualität verbessert wird. Durch die Echtzeit-Steuerung von Werkzeugweggeschwindigkeit und -druck können Servopressen komplexe Geometrien erzeugen, die mit herkömmlichen mechanischen Systemen nicht möglich wären.
Lösungen für das Entstapeln am Anfang der Linie (FOL)
Die Automatisierung beginnt am Anfang der Linie. Der Entstapelungsprozess – das Trennen von Rohlingen und deren Zuführung in die erste Presse – erfordert absolute Zuverlässigkeit, um Doppelbefüllung zu vermeiden, die zu katastrophalen Werkzeugbeschädigungen führen kann. Zwei Haupttechnologien dominieren diesen Bereich:
- Magnetische Lüfter: Wirksam bei ferromagnetischen Materialien, neigen jedoch dazu, mehrere Bleche aufzunehmen, wenn der Ölfilm zu dick ist.
- Vakuum-Saugsysteme: Bevorzugt aufgrund ihrer Präzision. Wie von Experten bei JR Automation , Vakuum-Saugnäpfe minimieren das Risiko von Doppelblechzuführung und gewährleisten die Einzelblechzufuhr, wodurch sie zum Standard für Hochgeschwindigkeitslinien geworden sind.
Robotergestützter Tandem Pressen-zu-Presse (P2P)-Transfer
Die Verbringung von Bauteilen zwischen Stationen in einer Tandemlinie ist oft der größte Engpass. Moderne P2P-Transfersysteme nutzen hochdrehende Mehrachsroboter, die sich mit dem Pressenzyklus synchronisieren. Im Gegensatz zu starren, festverdrahteten Automatisierungen bieten diese robotergestützten Systeme die Flexibilität, Produktionsläufe mit hoher Variantenvielfalt und geringen Stückzahlen zu bewältigen. Sie können innerhalb weniger Minuten umprogrammiert werden, um unterschiedliche Bauteilgeometrien zu handhaben, wodurch die Rüstzeiten erheblich reduziert werden – ein entscheidender KPI für moderne Stanzanlagen.
Smart Manufacturing & Daten: Das „digitale Nervensystem“
Hardware allein ist unzureichend, ohne die Intelligenz, die sie steuert. Die intelligente Fertigung verwandelt eine Stanzanlage in ein datengesteuertes Unternehmen, oft als Industrie 4.0 bezeichnet. Dieses „digitale Nervensystem“ basiert auf Sensoren und Vernetzung, um den Maschinenzustand und die Prozessstabilität in Echtzeit zu überwachen.
Vorbeugende Wartung und IIoT
Reaktive Wartung – Maschinen erst nach einem Ausfall zu reparieren – ist kostspielig und ineffizient. Durch die Integration von Sensoren des Industrial Internet of Things (IIoT) können Hersteller kritische Variablen wie Motorschwingungen, Ölttemperaturen und Presskraft überwachen. Ulbrich zeigt, wie Algorithmen zur vorausschauenden Wartung diese Daten analysieren, um Maschinenausfälle Tage oder Wochen im Voraus vorherzusagen. Diese Umstellung ermöglicht es Wartungsteams, Reparaturen während geplanter Stillstandszeiten einzuschieben, wodurch die Gesamteffizienz der Anlagen (OEE) erheblich verbessert wird.
Die Rolle digitaler Zwillinge
Ein „Digitaler Zwilling“ ist eine virtuelle Replik des physischen Stanzprozesses. Bevor ein einziges Metallblech gestanzt wird, können Ingenieure den gesamten Produktionslauf in einer virtuellen Umgebung simulieren. Dadurch können sie mögliche Kollisionen erkennen, Roboterbahnen optimieren und Zykluszeiten validieren. Digitale Zwillinge reduzieren die Versuch-und-Irrtum-Phase bei der physikalischen Inbetriebnahme und stellen sicher, dass die automatisierte Anlage ab dem ersten Tag mit maximaler Effizienz arbeitet.
Kritische Integrationspunkte: Palettierung und Inspektion
Die komplexesten Herausforderungen bei der Automatisierung treten häufig am Ende der Linie (EOL) auf. Wenn fertige Teile die Presse verlassen, müssen sie geprüft, palettiert und zum Versand vorbereitet werden, ohne einen Flaschenhals zu erzeugen.
End-of-Line (EOL)-Palettierungsstrategien
Die Automatisierung des Palettierprozesses ist aufgrund der Variabilität von Versandeinheiten notorisch schwierig. Es gibt im Allgemeinen zwei Ansätze:
- Vollautomatische Palettierung: Roboterarme nehmen fertige Teile auf und legen sie direkt in Versandgestelle. Dies erfordert eine präzise Ausrichtung von Polstern und Gestellen.
- Hybridsysteme: Diese Systeme ermöglichen sowohl manuelles als auch automatisches Belegen der Gestelle und bieten dadurch Flexibilität. Sie benötigen jedoch ausgeklügelte Sicherheitszonen (mittels Lichtvorhänge und Scanner), um sicherzustellen, dass menschliche Bediener sicher neben Robotern arbeiten können.
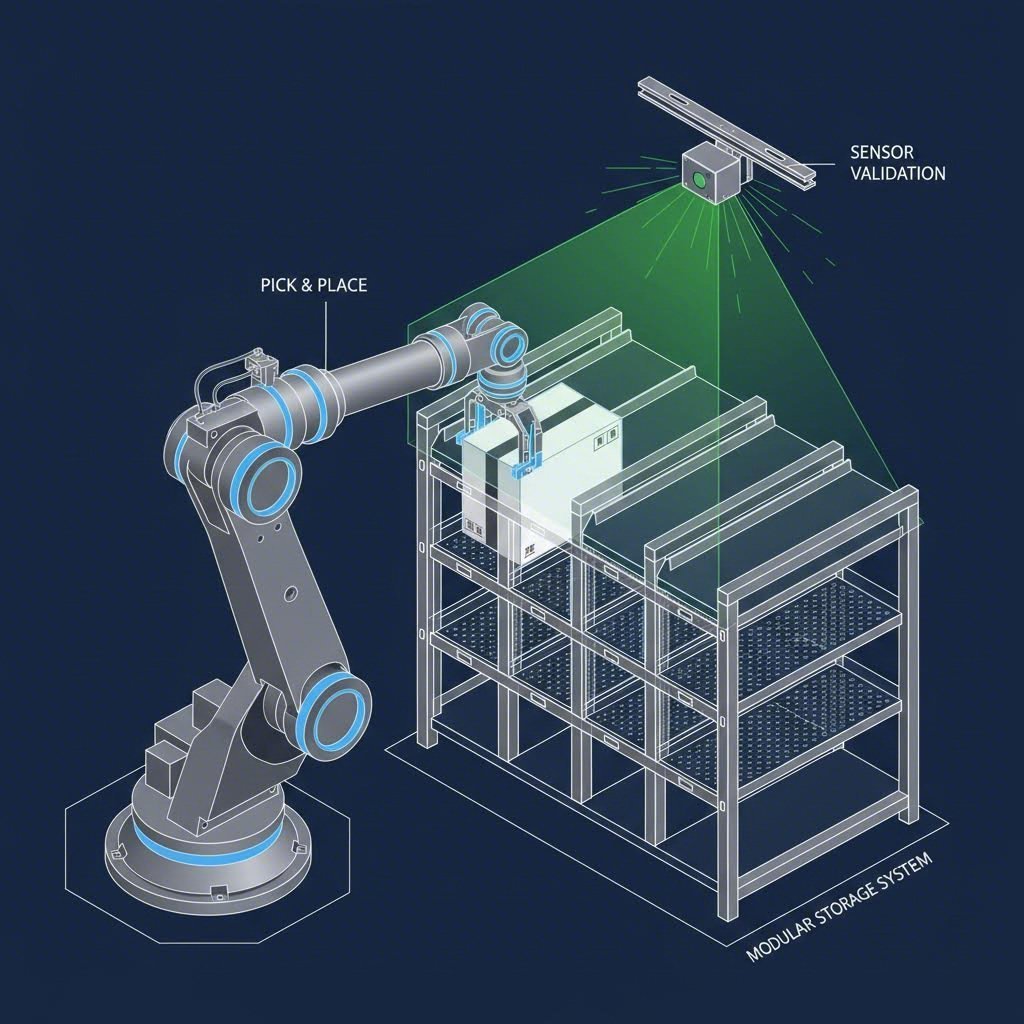
Sichtprüfsysteme
Ein Roboter kann ohne Hilfe keine falsch ausgerichteten Gestelle oder Fremdkörper erkennen. Fortschrittliche 3D-Sichtsysteme sind entscheidend, um die Position und Integrität der Gestelle zu überprüfen, bevor ein Teil abgelegt wird. Diese Systeme scannen den Behälter, um sicherzustellen, dass er frei von Hindernissen und korrekt ausgerichtet ist. Zusätzlich überprüft die inline-Sichtinspektion die Teile unmittelbar nach dem Stanzen auf Oberflächenfehler, Risse oder dimensionsabweichungen, um sicherzustellen, dass fehlerfreie Teile beim Kunden ankommen.
Die betriebswirtschaftliche Begründung: ROI, Sicherheit und Kapazität
Die Investition in Automatisierung ist ein erheblicher Kapitalaufwand, doch die Rendite (ROI) ergibt sich aus messbaren Effizienz-, Qualitäts- und Personaleinsatzgewinnen.
Sicherheit und Weiterbildung der Arbeitskräfte
Eines der überzeugendsten Argumente für Automatisierung ist die Sicherheit. Indem Hersteller Bediener von der Pressenanlage entfernen, eliminieren sie das Risiko schwerer Verletzungen an Händen und Gliedmaßen. Darüber hinaus Manor Tool unterstreicht, dass Automatisierung nicht zwangsläufig Arbeitsplätze abbaut, sondern die Belegschaft weiterbildet. Bediener wechseln von repetitiven manuellen Beladeaufgaben in wertschöpfungsintensivere Tätigkeiten wie Systemprogrammierung, Qualitätskontrolle und Wartungstechnik.
Zusammenarbeit für Erfolg bei hohen Stückzahlen
Für Automobil- und Industrie-OEMs hängt die Wahl eines Stanzpartners oft von dessen Automatisierungsfähigkeiten und Qualitätszertifizierungen ab. Eine vollständig automatisierte Anlage kann den für die Massenproduktion erforderlichen Durchsatz gewährleisten und gleichzeitig strenge Toleranzen einhalten. Zum Beispiel, Shaoyi Metal Technology nutzt IATF-16949-zertifizierte Präzision und Pressenleistungen bis zu 600 Tonnen, um die Lücke zwischen schnellem Prototyping und Serienfertigung zu schließen. Ihr Ansatz zeigt, wie fortschrittliche Fertigungsdienstleistungen kritische Komponenten wie Querlenker und Subframes liefern können, die strengen globalen Standards entsprechen.
Die Zukunft ist synchronisiert
Die Automatisierung in der Metallumformindustrie hat sich von einem Wettbewerbsvorteil zu einem grundlegenden operativen Standard entwickelt. Die Zukunft gehört den Anlagen, die servoangetriebene Präzision mit datengestützten Erkenntnissen synchronisieren können. Indem die Umformlinie als einheitliches, intelligentes System betrachtet wird, können Hersteller das Ideal der Produktion erreichen: höhere Geschwindigkeit, niedrigere Kosten und perfekte Qualität. Mit fortschreitender Technologie ist eine noch tiefere Integration von KI und maschinellem Lernen zu erwarten, wodurch die Grenze zwischen physischer Fertigung und digitaler Optimierung weiter verschwimmt.
Häufig gestellte Fragen
1. Was ist der Unterschied zwischen harter Automatisierung und robotergestütztem Transfer?
Die harte Automatisierung verwendet feste mechanische Systeme, um Teile zwischen Pressen zu bewegen. Sie ist äußerst schnell, weist jedoch eine geringe Flexibilität auf und eignet sich daher ideal für die Produktion mit hohem Volumen und geringer Variantenvielfalt. Bei der robotergestützten Übernahme kommen programmierbare Roboterarme zum Einsatz, die etwas langsamere Geschwindigkeiten bieten, aber eine enorme Flexibilität für Fertigungen mit hoher Variantenvielfalt ermöglichen, bei denen sich die Bauteilgestaltung häufig ändert.
2. Wie verbessert die Servopresstechnologie die Teilequalität?
Servopressen ermöglichen eine programmierbare Stößelbewegung, wodurch Geschwindigkeit und Druck an verschiedenen Punkten des Hubes angepasst werden können. Dies erlaubt „Dwell“-Funktionen, die den Materialfederrücklauf verringern und einen besseren Metallfluss ermöglichen, was zu einer höheren Maßhaltigkeit und einer überlegenen Oberflächenqualität im Vergleich zu herkömmlichen mechanischen Pressen führt.
3. Welche Hauptvorteile bietet die Automatisierung einer Stanzlinie in Bezug auf Sicherheit?
Der primäre Sicherheitsvorteil liegt in der physischen Trennung des Bedieners von der Pressenmaschine. Automatisierte Systeme übernehmen das Be- und Entladen sowie den Transport schwerer, scharfer Metallteile und reduzieren dadurch erheblich das Risiko von Quetschverletzungen, Schnittverletzungen und ergonomischen Belastungen, die mit manuellem Handling verbunden sind.