 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hemmelighederne bag en specialiseret svejsefabrik for plade metal: Fra råstål til færdige dele

Hvad er et specialiseret svejsefirma for plademetal?
Forestil dig, at du har brug for en tilpasset beslag, en indviklet kappe eller en konstruktionskomponent, som simpelthen ikke findes som standardprodukt. Hvor vender du dig så? Netop her bliver et specialiseret svejsefirma for plademetal uvurderligt. Disse specialiserede fremstillere omdanner rå metalmaterialer til præcist konstruerede komponenter, der er tilpasset dine nøjagtige specifikationer – og derved udfylder de bredden mellem designkoncepter og funktionalitet i praksis.
Definition af specialiserede svejseplademetal-ydelser
Et specialiseret svejsefirma for plademetal fokuserer på fremstilling af tilpassede metaldele og samlinger gennem ekspert svejseteknikker til plademetal kombineret med skæring, formning og afsluttende processer. I modsætning til masseproduktionsfaciliteter, der fremstiller standardiserede varer, arbejder disse specialister ud fra CAD-filer, tekniske tegninger eller kundedescriptioner for at fremstille unikke komponenter som rammer, beslag, kabinetter og strukturelle samlinger.
Hvad adskiller specialfremstillere? Du vil bemærke flere afgørende forskelle:
- Brugerdefinerede muligheder: Hvert projekt modtager individuel opmærksomhed fra fortolkning af designet til den endelige inspektion
- Materialekspertise: Dyb forståelse for, hvordan forskellige legeringer opfører sig under svejseoperationer på pladeemal, herunder beregninger af fjederretur og overvejelser om kornretning
- Præcisionstolerancer: Mens almindelig fremstilling arbejder inden for en tolerance på ±1/16" til ±1/8", opnår specialværksteder ofte tolerancer så præcise som ±0,005" til ±0,010"
- Kvalitetscertifikater: Dokumenterede kvalitetssystemer, der understøtter luft- og rumfart, medicinsk udstyr, bilindustrien og andre regulerede industrier
Disse virksomheder håndterer også specialiserede teknikker som svejsning af pladestål med fluxkernetråd til specifikke anvendelser, der kræver dybere gennemtrængning eller udendørs arbejdsforhold, hvor beskyttelsesgas ikke er praktisk.
Hvorfor er præcisionsfremstilling så vigtig i produktion?
Så hvorfor er præcision så afgørende? Overvej dette: Komponenter, der ikke passer korrekt, kræver kostbare justeringer på stedet, hvilket øger lønudgifterne og forlænger projekttidsplanerne. Dimensionelle variationer kan føre til produktfejl, garantiansøgninger og skade på omdømmet. For brancher, der kræver præcise tolerancer, betyder utilstrækkelig kvalitet inden for pladestålsbehandling og svejsning kostbare forsinkelser eller endda fuldstændig afvisning.
Kvalitetsfulde pladestålsvejstjenester leverer værdi gennem:
- Reducerede samlede projektomkostninger: Udelukkelse af omvej og justeringer på stedet
- Forbedret monteringseffektivitet: Præcise komponenter passer sammen første gang
- Forbedret produktpræstation: Dimensionel nøjagtighed påvirker direkte den driftsmæssige pålidelighed
- Overholdelse af lovgivningen: Fuld sporbarehed, statistisk proceskontrol og dokumentation af første artikelinspektion
Investeringen i specialfremstilling giver afkast gennem reduceret monteringstid, undgået omarbejdning og forbedret produktpræstation. Uanset om du udvikler medicinsk udstyr, hvor menneskers sikkerhed afhænger af præcis dimensionel nøjagtighed, eller fremstiller elektronikgehuse, der kræver præcis EMI-abskærmning, sikrer samarbejde med erfarne svejsetjenester inden for pladeudformning, at dine komponenter opfylder de krævende standarder, som dine anvendelser stiller.
Typer af svejsemetoder inden for pladeudformning
Har du nogensinde overvejet, hvorfor nogle pladekomponenter har næsten usynlige sømme, mens andre viser tydelige svejseknopper? Svaret ligger i valget af den rigtige svejsemetode til hver enkelt anvendelse. At forstå de forskellige svejsemetoder inden for pladeudformning hjælper dig med at kommunikere effektivt med fremstillere og sikrer, at dine projekter får den optimale forbindelsesteknik til styrke, udseende og omkostningseffektivitet.
MIG-svejsning til produktionseffektivitet
Når produktionshastighed er afgørende, bliver MIG-svejsning af plade til det foretrukne valg for specialfabrikanter . Metal Inert Gas (MIG)-svejsning – også kaldet Gas Metal Arc Welding (GMAW) – bruger en kontinuerligt tilført wireelektrode, der smelter ind i svejsebadet, mens en inaktiv beskyttelsesgas beskytter mod atmosfærisk forurening.
Hvorfor er svejsning af plade med en MIG-svejser så populær? Overvej disse fordele:
- Hurtige svejsetider: Den kontinuerlige wiretilførsel giver svejsere mulighed for at færdiggøre forbindelser hurtigt uden at skulle standse for at udskifte elektroder
- Alsiddet kompatibilitet med materialer: Fungerer fremragende med kulstofstål, rustfrit stål og aluminium
- Enklere teknik: Operatører kan opnå kvalitetsresultater med mindre uddannelse sammenlignet med andre metoder
- Ren drift: Minimal slagger og sprøjt betyder reduceret efterbehandling efter svejsning
MIG-svejsning udmærker sig i fremstilling af karosserier til biler, industrielle udstyr og strukturelle samlinger, hvor produktionsvolumen retfærdiggør de hurtigere svejshastigheder. For tykkere materialer, der kræver dyb gennemtrængning, anvender svejsere nogle gange flussvejste teknikker til pladesvejsning, såsom flusstavssvejsning (FCAW), som ofte kan udføres udendørs uden ekstern beskyttelsesgas, hvilket gør den meget alsidig til forskellige miljøer.
TIG-svejsning til præcisionsapplikationer
Når dit projekt kræver ekseptionel svejsekvalitet og visuel fremtoning, leverer TIG-svejsning af pladematerialer uovertrufne resultater. Tungsten Inert Gas (TIG)-svejsning – teknisk kendt som Gas Tungsten Arc Welding (GTAW) – bruger en ikke-forbrugelig wolfram-elektrode til at skabe lysbuen, mens svejseren manuelt tilfører tilskærsstof efter behov.
Hvorfor anbefaler svejsere TIG til kritiske komponenter? Processen tilbyder:
- Overlegen præcision og kontrol: Sværsere kan præcist styre varmetilførslen og dermed forhindre gennemburning af tynde materialer
- Udmærket svejsekvalitet: Producerer rene, visuelt tiltalende svejsnæg, som ofte ikke kræver yderligere efterbehandling
- Materialeflexibilitet: Håndterer en bred vifte af metaller, herunder rustfrit stål, aluminium, titan og eksotiske legeringer
- Ingen sprøjt: Skaber imakkelige arbejdsområder og komponenter
TIG-svejsning er populær til udstyr til fødevareforarbejdning, hvor renhed er afgørende, brændstofledninger og -tanke, udstødningsanlæg samt luft- og rumfartskomponenter. Selvom manuelt svejsning af plademetal stadig er en mulighed ved feltreparationer og udendørs anvendelser, gør TIG-svejsningens præcision den til det foretrukne valg i kontrollerede værkstedsomgivelser, hvor kvalitet har højere prioritet end hastighed.
Punktsvejsning til monteringsoperationer
Punktsvejsning af plademetal tilbyder en helt anden fremgangsmåde – den bruger elektrisk modstand i stedet for en bue til at forbinde materialer. To elektroder udøver tryk og elektrisk strøm på overlappende metalplader, hvilket genererer tilstrækkelig varme ved kontaktfladen til at smelte dem sammen.
Denne metode giver flere tydelige fordele:
- Ekseptionel hastighed: Hver svejsning fuldføres på brøkdele af et sekund
- Ingen tilføjsmaterialer kræves: Reducerer forbrugsomkostninger og eliminerer bekymringer om valg af tilføjsmaterialer
- Let automatisering: Integreres nahtløst i robotbaserede produktionslinjer
- Minimal efterbehandling: Svejsninger kræver næsten ingen rengøring eller efterbearbejdning
- Sikrere drift: Ingen åbne flammer eller beskyttelsesgasser nødvendige
Punktsvejsning dominerer i samling af karosserier til biler, fremstilling af husholdningsapparater og alle anvendelser, der kræver hurtig sammenføjning af tynde, overlappende plader. Det er grunden til, at moderne bilkarosserier kan samles med tusindvis af ensartede, pålidelige forbindelser.
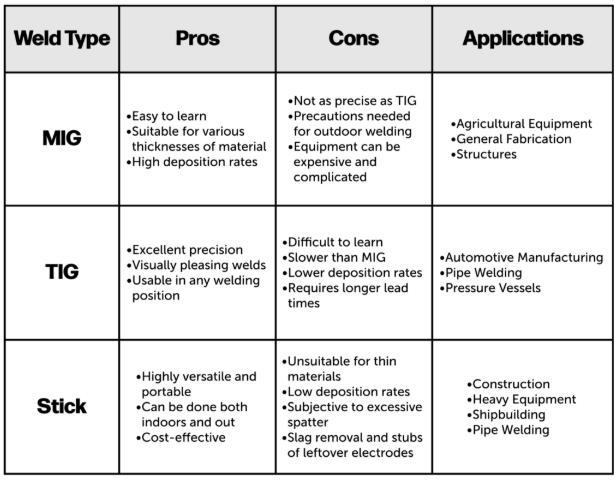
Sammenligning af svejsemåder til dit projekt
Valget af den rigtige svejsemåde afhænger af dine specifikke krav. En lasersvejser til pladeudformning giver ekstraordinær præcision ved mikrokomponenter og varmefølsomme materialer, mens traditionelle metoder egner sig til bredere anvendelser. Her er en sammenligning af de primære metoder:
| Metode | Bedste anvendelser | Materialtykkelsesområde | Hastighed |
|---|---|---|---|
| MIG-svejsning | Bilkarosserier, industrielle udstyr, konstruktionsmontager, produktionsfremstilling | 24 gauge til 1/2" (0,6 mm til 12,7 mm) | Hurtig – ideel til produktion i stor skala |
| TIG-svejsning | Luft- og rumfartsdele, udstyr til fødevareforarbejdning, brændstofsystemer, præcisionskapsler | 26 gauge til 1/4" (0,5 mm til 6,4 mm) | Langsom – prioriterer kvalitet frem for hastighed |
| Spotvarming | Automobilmontage, husholdningsapparater, kabinetter, overlappende pladesamlinger | 28 gauge til 1/8" (0,4 mm til 3,2 mm) | Meget hurtig – sekunder pr. svejsning |
| Laser svejsning | Medicinske apparater, elektronik, præcisionsinstrumenter, varmefølsomme materialer | 30 gauge til 1/8" (0,3 mm til 3,2 mm) | Meget hurtig med minimal forvrængning |
| Fluxkernet (FCAW) | Tungt udstyr, udendørs byggeri, tykke konstruktionsdele | 18 gauge til 1" (1,2 mm til 25,4 mm) | Hurtig med dyb gennemtrængning |
Ifølge svejseindustriens eksperter laser svejsning arbejder cirka tre til fem gange hurtigere end traditionelle lysbuesvejsemetoder på tynde materialer, mens den samtidig producerer næsten usynlige sømme med minimale varmeindvirkede zoner. Dette gør den ideel til anvendelser, der kræver både hastighed og præcision.
Hovedkonklusionen? Vælg din svejsemethode ud fra dit projekts prioriteringer. Har du brug for hurtig produktion af stålmonteringer? Så er MIG svejsning det rigtige valg. Kræver du fejlfri æstetik på rustfrit stål til fødevareudstyr? Så er TIG svejsning svaret. Samler du tusindvis af identiske kabinetter? Så tilbyder punktsvejsning uslåelig effektivitet. At forstå disse forskelle hjælper dig med at vælge en fremstillingsservicepartner, der har de rigtige kompetencer til dine specifikke anvendelser.
Materialer, der håndteres af specialister i svejsning af pladeemner
Hvilket materiale skal du vælge til dit næste fremstillingsprojekt? Svaret afhænger af din applikations krav til styrke, vægt, korrosionsbestandighed og budget. En kompetent specialvirksomhed inden for svejset pladebehandling arbejder med mange forskellige materialer – hvor hvert materiale har unikke egenskaber, der gør det ideelt til bestemte anvendelser. At forstå disse muligheder hjælper dig med at træffe velovervejede beslutninger og kommunikere effektivt med din fremstillingspartner.
Stålkvaliteter og deres industrielle anvendelser
Stål forbliver arbejdshesten inden for pladebehandling , hvilket giver fremragende styrke-til-pris-forhold i mange forskellige anvendelser. Ikke al stål er dog ens. Specialfremstillere arbejder med flere tydeligt adskilte kategorier:
- Varmvalsede stål: Dette materiale formes ved høje temperaturer og tilbyder fleksibilitet og bearbejdelighed til en lavere pris. Det er ideelt til konstruktionsdele, rammer og anvendelser, hvor overfladekvaliteten ikke er afgørende
- Koldvalsede stål: Behandlet ved stuetemperatur for stærkere og mere dimensionsnøjagtige produkter – perfekt til erhvervsbyggeri og lagersystemer
- Galvaniseret Stål: Almindelige stålplader belagt med zink for rustbeskyttelse, almindeligt anvendt i byggeri, automobilindustrien, telekommunikation samt vind- og solenergisektoren
Når det kommer til svejsning af galvaniserede pladeemner, står fremstillere over for særlige udfordringer. Kan man svejse galvaniserede pladeemner succesfuldt? Absolut – men det kræver specialiseret viden. Zinkbelægningen kan påvirke svejsepenetrationen negativt og forårsage porøsitet i den færdige søm. Erfarne svejsere fjerner typisk zinkbelægningen fra det umiddelbare svejseområde og galvaniserer derefter på ny efter afsluttet svejsning for at genoprette korrosionsbeskyttelsen.
MIG-svejsning af galvaniserede pladeemner indebærer også sundhedsmæssige overvejelser. Ifølge eksperter inden for sikkerhed i metalformning zink fordampes under svejsning, hvilket danner zinkoxid-dampe, der kan forårsage »metal fume fever« – influensa-lignende symptomer, herunder kvalme, hovedpine og kulderystelser. Desuden kan små mængder bly i galvaniserede belægninger fordampes og potentielt forårsage langvarige sundhedsmæssige problemer. Korrekt ventilation, åndedræbsværn og sikkerhedstræning er afgørende for svejsningsarbejde på galvaniseret pladestål.
Aluminium- og letmetalanvendelser
Når vægten betyder noget, leverer aluminium en fremragende ydelse. Aluminium vejer cirka en tredjedel så meget som stål og er blevet uundværligt inden for flere industrier. Pladestål til svejsningsprojekter inkluderer ofte aluminium, når anvendelserne kræver:
- Reduceret komponentvægt: Afgørende for luftfarts-, bil- og transportindustrien, hvor hver eneste pund påvirker brændstofforbruget
- Naturlig korrosionsbestandighed: Aluminium danner et beskyttende oxidlag, der beskytter mod miljømæssig nedbrydning
- Udmærket termisk og elektrisk ledningsevne: Gør det ideelt til varmevekslere, elektronikgehuse og elektriske komponenter
- Genanvendelighed: Aluminium kan genbruges gentagne gange uden at miste sine egenskaber, hvilket understøtter bæredygtigheds mål
Ifølge branchens materialevejledninger ligger aluminiums trækstyrke mellem 40 og 690+ MPa afhængigt af legeringssammensætningen, hvor tilføjede legeringsbestanddele betydeligt øger styrkeegenskaberne. Producenter af fødevarer og drikkevarer bruger aluminium til emballage, mens bilproducenter bruger det omfattende til karosseridel for at reducere den samlede vægt.
Svejsning af aluminium kræver andre teknikker end svejsning af stål. Da professionelle svejsere bemærker , har aluminium en lavere smeltepunkt og leder varme hurtigt, hvilket kræver præcis kontrol under svejseoperationer. TIG-svejsning giver typisk de bedste resultater på aluminium, selvom MIG-svejsning fungerer godt til tykkere sektioner og produktionsmiljøer.
Rostfri stål til korrosionsresistens
Når din applikation kræver både styrke og fremragende korrosionsbestandighed, bliver rustfrit stål det foretrukne materiale. Dets chromindhold skaber en selvhejlende oxidlag, der beskytter mod rust og kemisk angreb. Specialfabrikanter arbejder ofte med disse typer rustfrit stål:
- Austenitisk (300-serien): Den mest almindelige type, der tilbyder fremragende korrosionsbestandighed og formbarhed – ideel til udstyr til fødevareforarbejdning, medicinsk udstyr og arkitektoniske anvendelser
- Ferritisk (400-serien): Magnetisk med god korrosionsbestandighed til lavere omkostning – egnet til biludsmykning og husholdningsapparater
- Martensitisk: Varmebehandelbar for høj hårdhed – anvendes til skæreværktøjer og kirurgiske instrumenter
Rustfrit stål udmærker sig i miljøer, hvor hygiejne er afgørende. Erhvervskøkkener, farmaceutiske faciliteter og fødevareforarbejdningssanlæg bygger på dets ikke-porøse overflade, som modstår bakterievækst og rengøres nemt. Materialet tilbyder også æstetisk appel med sin klare, moderne finish – hvilket gør det populært til synlige arkitektoniske elementer og forbrugerapparater.
Selvom rustfrit stål typisk koster mere end kulstofstål eller aluminium, giver dets holdbarhed ofte langsigtede besparelser gennem reduceret vedligeholdelse og forlænget levetid.
Kobber og specialmetaller
Ud over de primære materialer arbejder specialfabrikanter også med kobber og andre metaller til specifikke anvendelser:
- Kobber: Tilbyder ekseptionel elektrisk og termisk ledningsevne, hvilket gør det uundværligt til ledninger, elektronik, rørkomponenter og dekorative anvendelser. Kobberplader indeholder ikke nok jern til at ruste og bliver stærkere, når de legeres med andre elementer.
- Messing og bronze: Kobberlegeringer, der giver unikke æstetiske egenskaber samt korrosionsbestandighed til marine hardware, dekorative armaturer og musikinstrumenter
- Titan: Udmærket styrke-til-vægt-forhold med fremragende korrosionsbestandighed til luftfartsindustrien, medicinske implantater og højtydende anvendelser
Hvert materiale kræver specifikke svejseparametre, tilsvarende svejsematerialer og håndteringsprocedurer. Samarbejde med en erfaren fremstillingspartner sikrer, at din materialevalg er i overensstemmelse med både dine krav til ydeevne og fremstillingsmuligheder—og danner grundlaget for vellykkede projekteresultater inden for enhver industrianvendelse.

Industrier, som specialiserede pladebearbejdningsselskaber betjener
Hvem har faktisk brug for evnerne hos en specialiseret svejsefirma for pladeudformning? Svaret kan måske overraske dig. Fra den bil, du kører, til bygningen, hvor du arbejder, berører pladeudformning og svejsning næsten alle aspekter af det moderne liv. At forstå, hvilke brancher der er afhængige af disse ydelser, hjælper dig med at genkende den ekspertise og de specialiserede udstyr, som din udformningspartner skal have for at levere kvalitetsresultater til din specifikke anvendelse.
Automobil- og transportkomponenter
Bilindustrien udgør en af de største forbrugere af svejse- og pladeudformningstjenester. Ifølge brancheeksperter , har moderne bilindustriels pladeudformning udviklet sig langt ud over simpel stansning og svejsning og er nu blevet en præcisionsdrevet disciplin, der omfatter innovation inden for materialvidenskab og mestringsdygtighed inden for digital simulering.
Hvilke komponenter kræver denne industri? Listen er omfattende:
- Chassikomponenter: Rammelejer, tverrbjelker og understellkonstruksjoner som danner kjøretøyets strukturelle ryggrad
- Ophængskomponenter: Styrestænger, beslag og monteringsplader, der kræver præcise tolerancer for korrekt justering
- Strukturelle samlingselementer: A-pæle, B-pæle, karmplader og gulvplader, der sikrer kollisionsbeskyttelse
- Karosseridæksele: Motorhjelme, hjulhuse, døre, sideskodder og tag, der definerer køretøjets æstetik
- Batteri-enclosures: Kritiske komponenter til elbiler, der fungerer som bærende chassisdele, varmehåndteringscentre og sikkerhedsstrukturer
At finde den bedste svejsemaskine til karosseriplader kræver forståelse af, at automobilapplikationer kræver både styrke og præcision. Mange fremstillere anvender hybride sammenføjningsteknikker – herunder punktsvejsning, lasersvejsning, selvbohrende nitter og konstruktionslim til at håndtere konstruktioner i blandede materialer. Når man overvejer, hvilken svejsemaskine der er bedst til automobilpladeprojekter, bør man søge efter funktioner inden for både traditionel modstandsvejsning og avancerede teknikker som f.eks. fjernlasersvejsning, som opnår hastigheder, der er ca. fem gange højere end ved almindelig punktsvejsning.
Industriel udstyrsproduktion
Tungt udstyr, maskiner og industrielle systemer er i høj grad afhængige af svejse- og pladebearbejdningsekspertise. Disse anvendelser kræver ofte både robust strukturel integritet og præcis dimensional nøjagtighed.
Producenter af industriel udstyrsapparatur er afhængige af specialfabrikanter til:
- Maskinomkapslinger og beskyttelsesafskærmninger: Beskyttende omkapslinger, der beskytter operatører mod bevægelige dele, samtidig med at de tillader adgang til vedligeholdelse
- Styringskabinetter og elektriske omkapslinger: Præcisionsomkapslinger, der sikrer EMI-abskærmning og miljøbeskyttelse for følsomme elektronikkomponenter
- Transportbåndsystemer: Rørledninger, beholderdele og konstruktionsrammer til materialehåndtering
- Landbrugsmaskiner: Udstyrsdele, traktorkarosseridel og lagringssystemer
- HVAC-komponenter: Kanalsystemer, trykfordelingskamre og luftbehandlingsenheder til kommerciel og industrielt klimakontrol
- Huse til medicinsk udstyr: Chassier og omkapslinger til komplekse diagnosticeringsmaskiner, kirurgiske værktøjer og hospitalsinfrastruktur
Ifølge kilder fra fremstillingsindustrien fremstilles mange medicinsk udstyr – fra komplekse maskiner til operationsværktøjer – af plade metal. Metal kirurgiske instrumenter kan fremstilles med præcise mål og bestilles i ønskede mængder, hvilket sikrer, at sygehuse aldrig mangler kritiske værktøjer.
Arkitektoniske og byggemæssige anvendelser
Byggeindustrien har adopteret svejsede plademetaldele som væsentlige elementer i både strukturelle og dekorative anvendelser. Fremstilling af plademetal leverer den styrke, holdbarhed og fleksibilitet, som moderne arkitektur kræver.
Anvendelser inden for byggeriet omfatter:
- Strukturelle Komponenter: Støttesøjler, modulære rammekonstruktioner, gulvafløb, gitter, flangede kanaler og industrielle gangstier
- Tagkonstruktioner: Metalplader, afløbsbeklædninger, nedløbsrør og afløbskomponenter
- Facadeelementer: Dekorative plader, solskærme og vejrbestandige markiser
- Indendørs funktioner: Rækværkssystemer, træværk, spirer og specialfremstillede dekorative plader
- Infrastruktur: Bridgestrukturelle dele, husninger til telekommunikationsudstyr og tekniske skabe
Ifølge byggespecialister bruger arkitekter og designere fremstilling af pladeemner til at tilføje elementer, der ikke kun giver beskyttelse, men også forbedrer det visuelle udtryk. Materialets evne til at blive formet til komplekse former uden at miste strukturel integritet gør det uvurderligt både til funktionelle og æstetiske anvendelser.
Yderligere industrier, der kræver specialfremstilling
Ud over disse primære sektorer leverer specialfremstillere også til en række yderligere industrier:
- Luftfart: Komponenter til fly og rumfartøjer, der kræver præcise tolerancer og eksotiske materialer som titan samt specielle aluminiumslegeringer
- Elektronik: Chassis, kabinetter og paneler med specifikke krav til varmeafledning, elektromagnetisk afskærmning og æstetik
- Fødevarebehandling: Udstyr i rustfrit stål, der kræver sanitære svejsninger og overflader, der modstår bakterievækst
- Husholdningsapparater: Kapsler og indre konstruktionsdele til køleskabe, vaskemaskiner, airconditionanlæg og andet husholdningsudstyr
- Fremstilling af møbler: Metalbordben, stolrygge og dekorative elementer, der kombinerer holdbarhed med moderne æstetik
- Automatisering og robotter: Holdbare dele og komponenter til specialiseret maskineri og værktøjer
Hver branche stiller unikke krav – fra korrosionsbestandighed, som kræves i maritime anvendelser, til biokompatibilitetskravene for medicinske implantater. En kvalificeret specialfabrikant forstår disse forskellige krav og opretholder de nødvendige certificeringer, udstyr og ekspertise til at imødekomme kundernes mangfoldige behov. Denne branchemæssige mangfoldighed forklarer også, hvorfor det er så afgørende at vælge den rigtige fabrikationspartner – én med erfaring inden for din specifikke sektor – for projektets succes.
Forklaring af den tilpassede fremstillingsproces
Så du har identificeret et specialiseret virksomhed inden for svejset plade metal med de rigtige kompetencer til dit projekt. Hvad sker der så? At forstå fremstillingsprocessen hjælper dig med at sætte realistiske forventninger, forberede den rigtige dokumentation og kommunikere effektivt med din producent partner gennem hele processen. Fra den første henvendelse til den endelige levering er her, hvad du kan forvente i hver fase.
Designgennemgang og DFM-analyse
Hvert vellykket projekt starter med en grundig designgennemgang. Når du indsender dine CAD-filer, tekniske tegninger eller konceptskitser, vurderer producentens ingeniørteam din design for fremstillelighed – ofte kaldet DFM-analyse.
Hvad undersøger denne anmeldelse? Ifølge eksperter inden for præcisionspladebehandling tager en korrekt DFM-analyse hensyn til materialeformbarhed, maskinkapacitet, leveringstid og omkostningsoptimering. Men her er en handelshemmelighed: Hvis du ønsker dele af øverste kvalitet med hurtig levering, er det ikke nok blot at forstå DFM. At sende dine CAD-modeller til en specialiseret pladeværksted så tidligt som muligt giver dem mulighed for at bruge deres ekspertise til at påvirke dine designbeslutninger.
I denne fase kan du forvente, at din fremstillingspartner vil tage stilling til:
- Materialevalg: Anbefaling af optimale materialer ud fra dine anvendelseskrav og budget
- Tolerancevurdering: Identificering af mål, der måske kræver justering for at sikre pålidelig fremstilling
- Optimering af bøjeradiuser: Sikring af, at bøjespecifikationerne er i overensstemmelse med materialeegenskaberne og den tilgængelige værktøjning
- Svejseovervejelser: Rådgivning om, hvordan plade metal svejses med en MIG-svejsemaskine eller andre metoder, der er passende for din samling
- Muligheder for omkostningsreduktion: Forslag til designændringer, der reducerer fremstillingskompleksiteten uden at kompromittere funktionen
Denne samarbejdsbaserede tilgang forhindrer dyre ændringsordrer og omfremstilling senere i processen. Som branchens eksperter bemærker, har din pladeudformningsfabrikant brug for en vis fleksibilitet for at træffe de bedste beslutninger for din ordre – både hvad angår materialer og fremgangsmåde.
Prototypeudvikling og prøveproduktion
Når designoptimeringen er afsluttet, går de fleste projekter videre til prototypefasen. Denne afgørende fase giver dig mulighed for at fysisk validere dit design, inden du går over til seriefremstilling.
Hvilke prototyperingsmetoder anvender specialiserede pladeudformningsfabrikkanter? Ifølge vejledninger til metaludformningsprocesser omfatter almindelige tilgange:
- Cnc-bearbejdning: Tilbyder præcision, alsidighed og hurtig levering – ideel til fremstilling af dele med stramme tolerancer og komplekse geometrier
- Prototyper i plade metal: Anvendes til kabinetter, paneler og komponenter, der kræver bøjning og omformning
- Laserudskæring med manuel omformning: Giver mulighed for hurtig iteration til initial validering af konceptet
Prototyper tjener flere formål ud over simpel pasformstest. De gør funktionsafprøvning mulig, hjælper med at identificere den bedste måde at svejse plademonteringer på og afslører potentielle problemer, inden de bliver dyre produktionsproblemer. Mange kunder gennemgår to eller tre prototypeversioner, inden de godkender produktionen – og denne investering betaler sig typisk mange gange over ved at forhindre fejl i brug.
Produktion og montage
Når prototyperne er godkendt, begynder produktionen. Fremstillingssekvensen følger typisk denne rækkefølge:
- Indkøb af materiale: Bestilling af specificerede materialer med krævede certifikater og værktøjstestrapporter
- Skeloperationer: Laserudskæring, vandstråleudskæring eller skæring af råplader til komponentblanketter
- Formningsoperationer: CNC-pressegangs-bøjning, stansning eller ruldeformning til fremstilling af tredimensionale former
- Svejsning og samling: Anvendelse af passende svejse- og skæreteknikker til plademetal baseret på materiale- og anvendelseskrav
- Overfladebehandling: Slipning, polering, sandblæsning eller pulverlakning for at opnå den specificerede udseende og beskyttelse
- Montage: Montering af hardware, fastgørelsesmidler og integration af underkomponenter i komplette samlinger
I løbet af produktionen kan du forvente regelmæssig kommunikation fra din fremstillingsservicepartner. Kvalitetsorienterede værksteder giver statusopdateringer ved nøglemilepæle og informerer dig straks, hvis der opstår problemer, der kan påvirke leveringstidspunkter eller specifikationer.
Kvalitetskontrol og certificering
Før nogen dele afsendes, sikrer omfattende kvalitetskontrol, at de opfylder dine specifikationer. Ifølge kvalitetsstyringseksperter , omfatter effektiv kvalitetssikring grundig inspektion af råmaterialer, overvågning under fremstillingen, dimensionel verificering og test efter fremstillingen.
Hvilke inspektionsmetoder bør du forvente?
- Visuel inspektion: Undersøgelse af svejsninger, overflader og helhedens udførelse for mangler
- Dimensionel verifikation: Brug af skydelære, mikrometre, koordinatmålemaskiner (CMM) og målestifter til bekræftelse af kritiske dimensioner
- Førsteartsinspektion: Omhyggelig dokumentation af de første producerede dele i forhold til alle tegningskrav
- Funktionstest: Verificering af, at samlinger fungerer som tiltænkt under reelle brugsforhold
- Ikke-skrøbelig prøve: Metoder som farvningstest eller ultralydsinspektion til verificering af kritisk svejseintegritet
For regulerede industrier bør din svejsefabrikant levere komplette dokumentationspakker, herunder materialecertifikater, inspektionsrapporter og overensstemmelsescertifikater. Samarbejde med erfarne svejsefabrikanter, der forstår, hvordan man svejser plademetal efter gældende standarder, sikrer, at dine komponenter opfylder branchestandarderne fra starten.
Forventede tidsrammer og kommunikation
Hvor lang tid bør du forvente, at processen tager? Tidsrammerne varierer betydeligt afhængigt af projektkompleksiteten, men her er en generel ramme:
| Projektfase | Typisk varighed | Nøgleopgaver |
|---|---|---|
| Tilbud | 24-72 timer | Detaljeret omkostningsopgørelse og estimat for leveringstid |
| DFM gennemgang | 2–5 hverdage | Teknisk feedback og forslag til designoptimering |
| Prototypering | 5-15 hverdage | Fysiske prøver til validering og testning |
| PRODUKTION | 2–6 uger | Færdige dele, der opfylder alle specifikationer |
| Slut Inspektion | 1-3 hverdage | Kvalitetsdokumentation og forberedelse til afsendelse |
Kommunikationspræferencer bør fastlægges tidligt. Den bedste svejsning af pladeudformede projekter opnås gennem samarbejdsforhold, hvor begge parter opretholder en åben dialog gennem hele processen. Forvent, at din fremstiller proaktivt kommunikerer om materialetilgængelighed, produktionsfremskridt og eventuelle nødvendige afklaringer af design.
At forstå denne arbejdsgang giver dig mulighed for at levere den rigtige information fra starten, forudsige beslutningspunkter og planlægge dine egne tidsplaner i overensstemmelse hermed. Men hvilken udstyr og hvilke teknikker gør egentlig kvalitetssvejsning af pladeudformede dele mulig? Det er præcis det, som specialfremstillere behersker – og at forstå deres kompetencer hjælper dig med at vurdere potentielle producentpartnere.

Udstyr og teknikker til kvalitetssvejsning af pladeudformede dele
Du har valgt din fremstillingssamarbejdspartner og forstår processen – men hvad gør faktisk forskellen mellem en middelmådig svejsning og en, der fungerer fejlfrit i årevis? Svaret ligger i korrekt udstyrsvalg og mestring af teknikken. Uanset om du vurderer et specialiseret svejsefirma for pladeudformning eller opretter din egen værksted, hjælper forståelse af disse grundprincipper dig med at genkende kvalitetsarbejde og effektivt kommunikere dine forventninger.
Valg af den rigtige svejsemaskine til dit materiale
Valget af den bedste svejsemaskine til pladeudformning afhænger af flere faktorer: materialetype, tykkelse, produktionsmængde og krævet svejsekvalitet. Her er det, som erfarene fremstillere tager i betragtning, når de matcher udstyr til anvendelser:
- Til tynd kulstofstål (24 gauge og tyndere): En MIG-svejsemaskine til pladeudformning med justerbar spænding og trådhastighed giver den kontrol, der er nødvendig for at undgå gennembrænding. Søg efter maskiner, der tilbyder glatte buestarte og konstant trådfremføring
- Til rustfrit stål: TIG-svejseapparater leverer den nøjagtighed og varmestyring, der er nødvendig for rene, korrosionsbestandige svejsninger uden at kompromittere materialeegenskaberne
- Til aluminium: Specialiseret MIG-udstyr med spolepistoler eller push-pull-systemer eller AC TIG-svejseapparater, der er designet til aluminiums særlige egenskaber
- Til højvolumenproduktion: Automatiserede eller halvautomatiserede systemer, der opretholder konstante parametre over tusindvis af svejsninger
Valg af trådstørrelse påvirker væsentligt svejkvaliteten på plade. Ifølge Miller Electrics svejseanbefalinger skal tråddiameteren matche din strømstyrkeområde:
- 0,023 tommer tråd: 30–130 A – ideel til tynde materialer
- 0,030 tommer tråd: 40–145 A – alsidig til let til medium tykkelse
- 0,035 tommer tråd: 50–180 amp — velegnet til arbejde med mellemtykke materialer
- 0,045 tommer tråd: 75–250 amp — velegnet til tykkere materialer
Når der bruges svejsetilskudsstænger til TIG-svejsning af pladeemalje, bør tilskudsmaterialet typisk svare til basismetallets sammensætning. Ved kritiske anvendelser anbefales det at rådføre sig med din materialeleverandørs anbefalinger for at sikre metallurgisk kompatibilitet.
Valg af beskyttelsesgas for optimale resultater
Beskyttelsesgas påvirker kraftigt svejsekvaliteten, gennemtrængningen og udseendet. At finde den bedste gas til MIG-svejsning af pladeemalje kræver forståelse af, hvordan forskellige gasblandinger opfører sig på forskellige materialer.
Ifølge branchens vejledninger for beskyttelsesgas , her er det, der virker bedst:
| Materiale | Tykkelse | Anbefalet gas | Fordele |
|---|---|---|---|
| Kulstofstål | Op til 14 gauge | 92 % argon / 8 % CO2 | God gennembrænding og god kontrol med deformation |
| Kulstofstål | 14 gauge – 1/8″ | 75 % argon / 25 % CO2 | Høje svejshastigheder, minimal deformation og sprøjt |
| Rustfrit stål | Alle tykkelser | 92 % argon / 8 % CO2 | God kontrol, hvor korrosionsbestandighed ikke er afgørende |
| Aluminium | Op til 3/8″ | 100 % argon | Bedste metaloverførsel, buestabilitet og minimal sprøjt |
Hvorfor er valget af den bedste gas til svejsning af pladestål så afgørende? Forkert blanding kan forårsage overdreven sprøjt, dårlig gennemtrængning eller porøsitet, der svækker forbindelsen. Ren CO2 giver dyb gennemtrængning, men skaber mere sprøjt – acceptabelt ved konstruktionsarbejde, der er skjult fra syn, men problematisk ved synlige komponenter, der kræver rene overflader.
Forebyggelse af krumning og forvrængning
Vridning udgør en af de mest frustrerende udfordringer ved svejsning af pladestål. At forstå, hvorfor den opstår, hjælper dig med at forebygge den. Ifølge specialister inden for pladestålfremstilling skyldes deformation flere faktorer:
- Materielle egenskaber: Varmeledningsevne, udvidelseskoefficient og flydegrænse påvirker alle, hvordan metal reagerer på svejsevarme
- Varmetilførsel: Hurtig eller ujævn opvarmning og afkøling introducerer termiske spændinger, der trækker materialet ud af form
- Mekaniske kræfter: Ukorrekt fastspænding eller utilstrækkelig støtte tillader materialebevægelse under svejsning
Effektive teknikker til varmestyring omfatter:
- Stiksvetning: At lave korte svejsninger med afkølingsperioder mellem gennemgange i stedet for kontinuerlige svejsesøm
- Tilbagetrinssvejsning: At svejse i segmenter, der bevæger sig modsat den samlede svejseretning
- Afbalanceret svejsning: At skifte sider ved symmetriske samlinger for at afbalancere termiske spændinger
- Varmesink: At bruge kobber- eller aluminiumsunderlag til at lede varme væk fra tynde materialer
- Styret strømstyrke: Brug den mindste nødvendige varmetilførsel for tilstrækkelig gennemtrængning
Ifølge vejledningerne til svejseparametre betyder for langsom fremdrift, at der tilføres for meget varme, hvilket resulterer i for brede svejsesømme og dårlig gennemtrængning – på tyndere materiale medfører det også gennembrænding. At finde den rigtige fremdriftshastighed indebærer en balance mellem gennemtrængning og varmestyring.
Vigtige klemmer og fastspændingsanordninger
Kvalitetsklamper og -fastspændingsanordninger til pladesvejsning gør forskellen mellem at kæmpe mod arbejdsemnet og at have fuldstændig kontrol over det. Korrekt fastspænding opfylder flere formål:
- Bevarer justeringen: Holder komponenterne på den korrekte position gennem hele svejseprocessen
- Modvirker deformation: Afholder termiske spændinger, der ellers ville trække dele ud af form
- Forbedrer ensartetheden: Sikrer gentagelige resultater over hele produktionsomløbene
- Forbedrer Sikkerheden: Forhindrer bevægelse af arbejdsemnet, som kunne forårsage skade eller svejsefejl
Anbefalede svejseklampe til plademetal sorteret efter anvendelse:
- Til generel positionering: Låse-C-klampe med drejbare puder, der tilpasser sig uregelmæssige overflader
- Til kantsvejsning: Kantoor-stil klampe, der griber langs pladens kant uden at hindre adgangen til svejsningen
- Til stødfuger: Magnetiske kvadrater og vinkelklampe, der sikrer præcis justering
- Til panelarbejde: Intergrip- eller panelklemmer specielt designet til karosseri og lignende anvendelser inden for bilindustrien
- Til seriefremstilling: Tilpassede fastspændingsanordninger med vippeklemmer, der gør hurtig indlæsning og udlastning mulig
I overensstemmelse med fremstillingens bedste praksis skal pladekomponenter sikres pålideligt med klemmer eller fastspændingsanordninger under bearbejdning – dette stabiliserer materialet og forhindrer bevægelse eller deformation forårsaget af svejsekraft. Brug passende klemmer, skabeloner eller fastspændingsanordninger for at sikre jævn trykfordeling.
Støttesystemer er lige så vigtige. Implementer effektiv støtte for at minimere deformation – herunder kan brug af støtteblokke, bagmåleapparater eller kerner under bøje- eller formningsoperationer, der foregår før svejsning, indgå. Korrekt støtte fordeler kræfterne og reducerer risikoen for deformation, endda før svejsningen begynder.
At forstå disse udstyrs- og teknikgrundlag giver dig det nødvendige sprog til at diskutere kvalitetsforventninger med fremstillere. Men hvad sker der, når tingene ikke går helt efter planen? Selv erfarede svejsere støder på udfordringer – og at vide, hvordan fagfolk løser almindelige problemer, hjælper dig med at genkende kompetente partnere og realistiske løsninger.
Overvinde almindelige svejseudfordringer ved plade metal
Selv de mest dygtige svejsere støder på problemer, når de arbejder med tynde materialer. Gennemsvejsning, deformation og uæstetiske fejl kan få projekter til at gå i stå og frustrere både fremstillere og kunder. At forstå, hvordan fagfolk håndterer disse udfordringer, hjælper dig med at genkende kvalitetsfuldt håndværk og fastsætte realistiske forventninger, når du samarbejder med en specialiseret virksomhed inden for svejset plademetal. Lad os undersøge de mest almindelige problemer og deres afprøvede løsninger.
Styring af varmetilførslen ved tynde materialer
Hvorfor giver svejsning af tynd plade så mange problemer? Svaret ligger i fysikken. Tynde materialer – typisk 1/8 tomme eller mindre – absorberer varme hurtigt, men har minimal masse til at afgive den. Dette skaber et smalt vindue mellem at opnå korrekt smeltning og at smelte helt igennem arbejdsemnet.
Ifølge professionelle svejsevejledninger , er den bedste måde at svejse tynd plade på baseret på flere nøglestrategier:
- Lavere amperværdier: De fleste TIG-svejsningsopgaver på tynde metalplader udføres ved 50 ampere eller mindre, og nogle anvendelser kræver kun 5–10 ampere
- Højere fremføringshastigheder: At bevæge sig for langsomt tillader varmeakkumulering, hvilket dramatisk øger risikoen for gennemsvejsning
- Små forbrugsdele: Brug af 0,023–0,030 tommer tyk svejsetråd til MIG-svejsning reducerer varmetilførslen sammenlignet med tykkere tråde
- Pulsede svejsemodi: Veksling mellem høje og lave strømpulser giver svejsebadet mulighed for at køle lidt mellem topværdierne
Hvad med lysbuesvejsning af tynd plade specifikt? Teknikken kræver ekstraordinær lysbuestyring. Start lysbuen på tykkere materiale, når det er muligt, og flyt derefter hurtigt til den tyndere sektion. Denne fremgangsmåde hjælper dig med at etablere lysbuen uden straks at overopvarme følsomme områder.
Undbrudt svejsning udgør en anden effektiv løsning. I stedet for at lægge kontinuerlige svejsesøm bruger erfarene svejsere korte styksømme med køleperioder mellem gennemgange. Dette forhindrer, at varme opbygges i koncentrerede områder, samtidig med at fuld tilslutningsdybde opnås.
Afklaring af forvrængning efter svejsning
Så hvad sker der, når forvrængning opstår, trods dine bedste forebyggelsesforanstaltninger? Panik ikke – professionelle konstruktører har udviklet pålidelige metoder til at rette forvrænget plademetal fra svejseoperationer.
Først skal man forstå, hvorfor deformation opstår. Når man svejser, udvider den opvarmede område sig, mens det omkringliggende kolde metal modvirker denne udvidelse. Når svejsningen afkøles og trækker sig sammen, trækker den omkringliggende materiale med sig, hvilket skaber deformation. Jo tyndere materialet er, jo mere udtalt bliver denne effekt.
Korrektionsmetoder inkluderer:
- Mekanisk retning: Brug af hamre, dollys og planishingsværktøjer til forsigtigt at forme metallet tilbage i den ønskede form
- Varmeskrumpling: Strategisk påføring af varme på strakte områder forårsager en kontrolleret sammentrækning, der modvirker deformation
- Stresslindring: Kontrollerede opvarmnings- og langsomme afkølingscyklusser kan reducere de indre spændinger, der forårsager deformation
- Planishing: Lette hammerarbejder, der strækker metallet i målrettede områder for at modvirke sammentrækning fra svejsning
Forebyggelse er stadig nemmere end korrektion. Ifølge svejseeksperter hjælper anvendelsen af varmeafledere som aluminiums- eller kobberstænger, der fastgøres nær svejseområdet, med at aflede varmen hurtigt. For større dele giver vandkølede køleplader endnu mere effektiv termisk styring.
Den afgørende indsigt? Overvåg temperaturen gennem hele svejseprocessen. Brug temperaturindikerende kridt eller infrarøde termometre til at følge mellempasses-temperaturen. Ved at opretholde lavere mellempasses-temperaturer på tynde materialer undgås den akkumulerede varmeopbygning, der forårsager alvorlig deformation.
Udfyldning af huller og reparation af fejl
Uanset om du lukker forældede monteringshuller eller reparerer utilsigtet gennembrænding, kræver svejsning af huller i pladeudstyr specifikke teknikker, der adskiller sig fra standard svejsning af samlinger.
For små huller under 1/4 tomme, professionelle karosserireparationsvejledninger anbefales at bruge en kobberstøttestang. Spænd kobberet bag hullet – det absorberer varmen fra svejsningen og giver en overflade, hvorpå du kan bygge op. MIG-tråden vil ikke sidde fast i kobber, hvilket giver dig en ren inderside i stedet for en grim klump, der stikker ud på bagsiden.
For større huller skal du bruge plader til udfyldning eller tilpassede udskaarne udfyldningsplader:
- Vælg den rigtige størrelse på udfyldningspladen: Skær udfyldningspladerne lidt mindre end hullet for at sikre fuldstændig smeltning langs hele omkredsen
- Placer strategisk: At placere udfyldningspladerne let indrykket gør det muligt at slibe svejsningerne jævne uden at skabe forhøjede områder
- Fastgør først med punktsvejsning: Anbring de første punktsvejsninger i modsatte positioner (180 grader fra hinanden), så udfyldningspladen fastholdes på plads
- Stik-svejs omkredsen: Udfør svejsningen ved hjælp af korte stik, der skifter rundt om udfyldningspladen, for at fordele varmen jævnt
For at svejse huller i plademetal korrekt er den rigtige teknik vigtigere end dyr udstyr. Start lysbuen på det tykkere patch-materiale, og træk derefter hurtigt over til det tyndere grundmateriale. Denne fremgangsmåde kontrollerer varmen på det mere sårbare materiale. Pas på for den karakteristiske blå varmering på grundmetallet – jo mindre denne ring er, desto mindre vil du opleve deformation.
Gennembrænding under reparation af huller giver faktisk værdifulde læringsmuligheder. Som erfarna svejsere bemærker, tvinger gennembrænding dig til at udvikle genoprettelsesfærdigheder og afslører skjulte problemer som rustsvagtet materiale, der alligevel ikke ville svejse korrekt.
Efter færdiggørelse af reparationerne skal svejsningerne slibes omhyggeligt med flappeskiver i stedet for aggressive sliwbemaskninger. Flappeskiver fjerner materiale mere gradvist og introducerer mindre varme – hvilket er afgørende for at bevare reparationens integritet. Målet? En glat overflade, der kun kræver minimal karosserifiller eller efterbehandling.
Disse fejlfindingsevner adskiller amatørarbejde fra professionelle resultater. Men at vide, hvordan man løser problemer, er kun én faktor, når man vælger en fremstillingsservice. At forstå, hvilke certificeringer, kompetencer og servicestandarder man skal lede efter, sikrer, at dine projekter får den ekspertise, de fortjener.

Valg af den rigtige samarbejdspartner inden for metalbevægelse
Du har lært om svejsemetoder, materialer og fejlfindningsteknikker – men hvordan finder du faktisk en fremstillingsservice, der kan opfylde dine projektkrav? At vælge den rigtige svejser til pladeudformning handler ikke kun om at finde nogen med udstyr. Det handler om at identificere en partner med de nødvendige certificeringer, kompetencer og engagement for kvalitet, som dine applikationer kræver. Lad os undersøge de kritiske vurderingskriterier, der adskiller fremragende fremstillere fra gennemsnitlige.
Certificeringer og kvalitetsstandarder, der bør søges
Kan du svejse plademetal til præcise standarder uden dokumenterede kvalitetssystemer? Teknisk set ja – men at bevise det for kunder, revisorer og myndigheder bliver næsten umuligt. Certificeringer giver objektiv bevidsbyrd for, at en fremstiller opretholder de processer, uddannelser og kvalitetskontroller, der er nødvendige for konsekvente resultater.
Her er de vigtigste certificeringer, der skal vurderes:
- ISO 9001:2015: Den grundlæggende standard for kvalitetsstyring, der fastlægger systematiske processer for konsekvent produktkvalitet – afgørende for enhver seriøs fremstiller
- IATF 16949:2016: Afgørende for automobilapplikationer; denne certificering harmoniserer kvalitetskravene på tværs af den globale automobilforsyningskæde. Ifølge branchens eksperter hos Master Products fokuserer IATF 16949 på at forebygge fejl og produktionsafvigelser samt mindske udskud og spild
- AWS D9.1-plademetalsvejsestandard: AWS-koden for svejsning af pladeudstyr fastsætter minimumskrav til svejsere, der udfører pladeudstyrsfremstilling – og sikrer, at personale har demonstreret kompetence inden for deres fag.
- AWS D1.2 Strukturel svejsekode – Aluminium: Dækker materiale og design, fremstilling, inspektion og kvalifikation for svejseanvendelser med aluminium.
- AS9100: Kræves for luftfartsanvendelser, hvor fejl ikke er en mulighed.
Hvorfor er IATF 16949-certificering så afgørende for bilindustrien? Standarden kræver øget fokus på kundespecifikke produktionsbehov, forventninger og krav. Som certificerede producenter bemærker, etablerer IATF-certificering status som "foretrukken leverandør" blandt ledende bilproducenter og skaber stærkere og mere pålidelige leveringskæder.
F.eks. Shaoyi (Ningbo) Metal Technology vedligeholder IATF 16949-certificering for deres automobilstansning og præcisionsmontage—hvilket demonstrerer den kvalitetsinfrastruktur, der er nødvendig for produktion af chassis, ophæng og strukturelle komponenter. Dette certificeringsniveau indikerer, at en producent tager kravene til kvalitet inden for bilindustrien alvorligt.
Vurdering af produktionskapacitet
Certificeringer bekræfter kvalitetssystemer, men du skal også vurdere, om en fremstiller har den rigtige udstyr og faglige ekspertise til dit specifikke projekt. Den bedste svejseanlæg til pladeudformning til din anvendelse afhænger af, hvor godt deres kompetencer matcher dine krav.
Nøglekompetencefaktorer, der skal vurderes:
- Udstyrsområde: Har anlægget de skære-, formnings- og svejseanlæg, som dit projekt kræver? Søg efter CNC-lasere, pressebremser og flere svejsestationer
- Materialekspertise: Har de tidligere arbejdet succesfuldt med de materialer, du har specificeret? Bed dem om eksempler på lignende projekter
- Kapacitet og skalerbarhed: Kan de håndtere dine volumenkrav—både de nuværende og den forventede vækst?
- Automatiseringsniveau: Til produktion i store mængder sikrer automatisering eller robotbaseret svejsning konsistens på tusindvis af dele
- Sekundære operationer: Tilbyder faciliteten efterbehandling, montage og montering af hardware for at reducere kompleksiteten i din supply chain?
Ifølge vejledninger inden for fremstilling er topudbydere investeret i de nyeste CNC-fremstillingscentre, svejsestationer, skæreudstyr og state-of-the-art fremstillingsudstyr. Vær opmærksom på, hvor velvedligeholdt faciliteten ser ud – et rent og ordnet arbejdsområde signalerer stolthed over håndværket og engagement for kvalitetskontrol.
Undersøg ikke inspektionsmulighederne. Avancerede plade- og svejseoperationer kræver verifikationsudstyr, herunder:
- Koordinatmålemaskiner (CMM): Til præcis dimensionel verifikation af komplekse geometrier
- Optiske komparatorer: Til profil- og konturinspektion
- Overfladekvalitetstestere: Når specifikationer for udseende er afgørende
- Svejseinspektionsværktøjer: Inklusive visuel inspektionsudstyr og ikkedestruktive testmetoder til kritiske anvendelser
Hurtig prototypproduktion og leveringstider
I dagens hurtigt skiftende produktudviklingsmiljø er hastighed afgørende. Hvor hurtigt kan en potentiel partner gå fra din første henvendelse til fysiske dele i dine hænder?
Vurder disse tidsplanfaktorer:
- Tid for tilbudsafgivelse: Kvalificerede fremstillere lever detaljerede tilbud inden for 24–72 timer. Nogle producenter, som f.eks. Shaoyi Metal Technology , leverer tilbud på 12 timer for kunder, der har brug for accelereret respons
- Prototypehastighed: Hvor hurtigt kan de fremstille prøvedele til validering? Søg efter mulighed for hurtig prototypproduktion på 5 dage, når udviklingstidsplanerne er kritiske
- Responsivitet ved DFM-støtte: Hurtig designfeedback forhindrer flaskehalse i produktudviklingen. Omfattende DFM-støtte identificerer fremstillingsspecifikke problemer, inden de bliver dyre fejl
- Produktionsgennemløbstider: Forstå standardleveringstider og om der findes muligheder for akut levering ved særligt presserende krav
Som branchenspecialister anbefaler, kommuniker din tidsplan og budgetbegrænsninger tidligt. Sørg for, at fremstillingsselskabet kan tilpasse sig din tidsplan og give præcise omkostningsoverslag, inden du indgår en partnerskabsaftale.
Projektledelse og kommunikationsstandarder
Selv teknisk kompetente fremstillere kan skuffe, hvis de mangler stærk projektledelse. Vurder, hvordan potentielle partnere håndterer kundeoplevelsen:
- Dedikerede projektledere: Én enkelt kontaktperson, der forstår dit projekt og kan give aktuelle opdateringer
- Proaktiv kommunikation: Tager de initiativ til at kontakte dig med statusopdateringer, eller er det altid dig, der skal efterforske oplysninger?
- Håndtering af ændringsordrer: Hvor effektivt kan de behandle designændringer under produktionen?
- Dokumentationskvalitet: Kan de levere materialecertifikater, inspektionsrapporter og overensstemmelsescertifikater, som din branche kræver?
Ifølge ekspertindkøbsrådgivere inden for fremstilling , de bedste leverandører demonstrerer en kundeorienteret tilgang med responsiv kommunikation og villighed til at gå ekstra langt. Vær opmærksom under tilbudsfasen – svarer de hurtigt? Tager de sig tid til fuldt ud at forstå dine krav?
Foretagelse af den endelige valg
For at samle det hele, her er en omfattende evalueringstjekliste:
| Vurderingskriterier | Hvad der skal verificeres | Hvorfor det er vigtigt |
|---|---|---|
| Kvalitetscertifikater | ISO 9001, IATF 16949, AWS D9.1-kode for svejsning af pladestål | Sikrer dokumenterede kvalitetssystemer og uddannede medarbejdere |
| Tekniske kapabiliteter | Udstyrsliste, materialeerfaring, kapacitet | Bekræfter evnen til at udføre dine specifikke krav |
| Prototypehastighed | Leveringstider for prøver og første artikler | Påvirker din udviklingstidslinje og tid til markedsindførelse |
| DFM Support | Ingeniørressourcer og kvalitet af designfeedback | Forhindrer kostbare redesigns og fremstillingsproblemer |
| Kommunikation | Responsivitet, projektstyringsmetode | Afgør kvaliteten af daglig samarbejdsrelation |
| Brancheerfaring | Portefølje af lignende projekter, kundereferencer | Reducerer indlæringskurven og risikoen for dit projekt |
Husk, at valget af en fremstillingspartner udgør en strategisk beslutning, der påvirker din produktkvalitet, udviklingstidsplaner og endeligt din konkurrenceposition. Brug tid på at vurdere mulighederne grundigt, anmod om prøvedele, når det er muligt, og verificer certificeringer, før du går i gang med seriefremstilling.
Den rigtige partner leverer mere end udstyr – de bidrager med ekspertise, problemløsningskompetencer og en ægte investering i din succes. Uanset om du har brug for præcisionsautomobilkomponenter, der opfylder IATF 16949-standarderne, eller tilpassede kabinetter til industrielle udstyr, skaber en matchning mellem dine krav og fremstillers dokumenterede styrker grundlaget for et vellykket samarbejde og fremragende resultater.
Ofte stillede spørgsmål om specialiserede virksomheder inden for svejset plade
1. Hvad er de 5 plademetaloperationer?
De fem primære plade-metaloperationer er skæring, udskæring, stansning, bøjning og dybtræk. Specialfabrikanter kombinerer disse med svejseteknikker som MIG-, TIG- og punktsvejsning for at fremstille komplette samlinger. Yderligere operationer omfatter prægning, gennemboring og beskæring, hvilket hjælper med at fremstille komplekse komponenter til automobil-, industri- og arkitekturanvendelser.
2. Hvad koster brugerdefineret pladfremstilling?
Tilpasset plade-metal-fremstilling koster typisk mellem 418 USD og 3.018 USD, med en gennemsnitspris på ca. 1.581 USD pr. projekt. Priserne ligger mellem 4 og 48 USD pr. kvadratfod afhængigt af materialetype, tykkelse, kompleksitet og graden af tilpasning. Faktorer som krav om IATF 16949-certificering, præcisionsmål, og mængde påvirker også den endelige pris. Anmod om tilbud fra certificerede fabrikanter som Shaoyi Metal Technology for præcise estimater.
3. Hvem er den bedst paidte plademetalarbejder?
Pladeformænd tjener de højeste lønninger, der ligger mellem 57.000 og 77.000 USD årligt. Pladesmede i faglig stilling tjener 51.000–64.500 USD, mens teknikere tjener 43.500–61.000 USD. Specialsværdere, der arbejder med TIG-sv welding på luftfarts- eller medicinske komponenter, opnår ofte præmie-lønninger på grund af den præcise færdighed, der kræves for disse anvendelser.
4. Hvilken svejsemethode er bedst til tynde pladeemner?
TIG-sv welding anses for at være den bedste metode til tynd plade på grund af dens præcise varmeregulering og minimale deformation. I produktionsmiljøer fungerer MIG-sv welding med mindre tråddiametre (0,023–0,030 tommer) og korrekte beskyttelsesgasblandinger effektivt. Begge metoder forhindrer gennembrænding, når de kombineres med teknikker som styksv welding, bagløbs-sv welding samt brug af varmeafledere eller kobberstøttestænger.
5. Hvilke certificeringer bør en samarbejdspartner inden for pladebearbejdning have?
Søg efter ISO 9001:2015 som den grundlæggende kvalitetsstandard samt IATF 16949 for automobilapplikationer. Overholdelse af AWS D9.1-koden for svejsning af pladeudstyr sikrer uddannede medarbejdere. For luftfartsrelateret arbejde er AS9100-certificering afgørende. Disse certificeringer bekræfter dokumenterede kvalitetssystemer, konsekvente processer og fejlforebyggelse – afgørende faktorer ved udvælgelse af partnere til præcisionskomponenter.